中华人民共和国国家标准
GB/T 14735-2009
代替 GB14735-1993
港口装卸用吊钩使用技术条件
Specification for the operation of the hook used
in the port for cargo handling
2009-09-30发布 2009-11-01实施
中华人民共和国国家质量监督检验检疫总局
中国国家标准化管理委员会发布 发布
前 言
本标准代替GB 14735-1993《港口装卸用吊钩使用技术条件》。本标准与GB 14735-1993相比,主要差异如下:
――在范围中扩大了适用范围,删除了不适用危险品作业的规定(见第1章);
――在吊钩的型式中,增加了鼻形钩(见图1);
――修改了吊钩强度等级的划分,把原来五个强度等级按照ISO标准划分为三个强度等级,提高了强度等级划分的标准(见3.2);
――修订了吊钩额定起重量系列,吊钩起重量按吊钩强度等级划分,增加了T(8)级额定起重量20 t吊钩(见3.3);
――材料要求中按吊钩强度等级限定吊钩材质中含硫、磷的要求(见4.1.1);
――工艺要求中增加了吊钩热处理后对吊钩表面硬度的要求,增加了吊钩在制造过程中不得补焊的规定(见4.2);
――强度要求中,增加了①吊钩起吊2倍额定起重量的试验载荷后,环眼直径的残余变形量不得超过直径的1%;②吊钩起吊4倍额定起重量的试验载荷时,吊钩在滑钩前不得发生断裂破坏(见4.4);
――贮存要求中增加了吊钩放置的环境要求(见6.2);
――吊钩的使用从附录中列为标准正文,删除了吊钩的修理(见第7章);
――增加了吊钩使用检查(见7.4);
――吊钩的检查及报废从附录中列为标准正文,吊钩报废标准中增加了①T级吊钩开口度超过公称尺寸的10%;②吊钩环眼磨损量超过公称尺寸的10%;③吊钩表面磨损、锈蚀、凹坑超过公称尺寸的10%;④吊钩弯曲变形(见第8章)。
本标准由中华人民共和国交通运输部提出。
本标准由交通部港机标准归口单位归口。
本标准起草单位:上海国际港务(集团)股份有限公司。
本标准主要起草人:包起帆、徐德麟、闻君、葛中雄、高永庠、董庭龙。
本标准所代替标准的历次版本发布情况为:
――GB 14735-1993。
港口装卸用吊钩使用技术条件
1 范围
本标准规定了港口装卸用吊钩(以下简称精钩)的等级、额定超重擞、技术要求、试验方法、标志及贮存、使用、检查及报废等使用技术条件。
本标准适用于港口装卸工索具组合件上各种型式的吊钩。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修改版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 699 优质碳素结构钢
GB/T 1591 低合金高强度结构钢
GB/T 3077 合金结构钢(GB/T 3077-1999,neq DIN EN 10083-1:1991)
3 吊钩的基本型式、强度等级及额定起重量
3.1 吊钩的基本形式间图1。
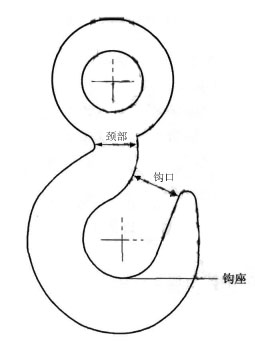
 a)
环眼吊钩
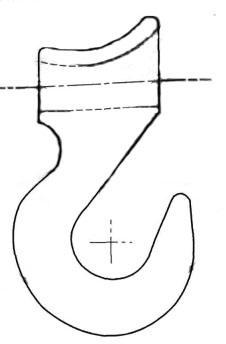
b)节流吊钩
a)
环眼吊钩
b)节流吊钩
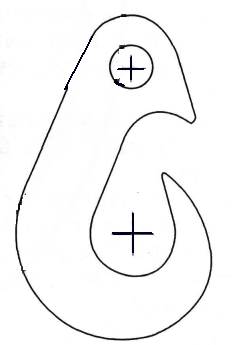
c) 鼻形钩
3.2 吊钩的强度等级见表1。
表1 吊钩的强度等级
|
强度等级 |
材料抗拉强度(屯)/MPa |
|
M(4)级 |
≥400 |
|
S(6)级 |
≥630 |
|
T(8)级 |
≥800 |
3.3 吊钩的额定起重量见表2。
表2 吊钩的额定起重量系列 单位为吨
|
M(4)级 |
0.5 |
1.0 |
2.0 |
3.2 |
5.0 |
8.0 |
- |
- |
- |
- |
|
S(6)级 |
一 |
1.0 |
2.0 |
3.2 |
5.0 |
8.0 |
10.0 |
- |
- |
- |
|
T(8)级 |
- |
- |
2.0 |
3.2 |
5.0 |
8.0 |
10.O |
12.5 |
16.0 |
20.0 |
4 技术要求
4.1 材料要求
4.1.1 制钩用的钢材应是镇静钢,并具有良好的锻造性能,不同强度等级吊钩的材料抗拉强度应符合3.2的要求。吊钩制造材质中硫、磷的最大含量不应超过表3的规定。
表3 吊钩材质硫、磷的最大含量
|
强度等级 |
硫(最大含量) |
磷(最大含量) |
||
|
熔炼分析 |
检验分析 |
熔炼分析 |
检验分析 |
|
|
M(4)级 |
0.040% |
0.050% |
0.040% |
0.045% |
|
S(6)级、T(8)级 |
0.035% |
0.040% |
0.035% |
0.040% |
4.1.2 制钩用的材质可在GB/T 699、GB/T 1591和GB/T 3077中选取。
4.2 工艺要求
4.2.1 吊钩锻制坯料应采用机械切割方法落料。
4. 2.2 吊钩应整体热模锻制造,锻件材料纤维走向和吊钩成形方向一致。
4.2.3 锻造后的吊钩,应根据其材质进行相应的热处理,保证M级、S级吊钩的表面每一测点的硬度应不大于200HB。T级吊钩的表面每一测点的硬度应不大于250HB。
4.2.4 在制造过程中,对吊钩上的缺陷不应补焊。
4.3 外观要求
4.3.1 钩尖不得扭曲,环眼不得偏置。
4.3.2 吊钩表面应光洁,无剥蚀、毛刺和裂纹等缺陷。
4.4 强度要求
4.4.1 吊钩的试验载荷分为2倍额定起重量和4倍额定起重量。
4.4.2 吊钩起吊2倍额定起重量的试验载荷后,吊钩开口度的增量不应超过原开口度的0.25%,环眼直径的残余变形量不得超过直径的1%。
4.4.3 吊钩起吊4倍额定起重量的试验载荷时,吊钩不得发生滑钩,继续增加试验载荷,吊钩在滑钩前不得发生断裂破坏。
5 试验方法
5.1 外观
吊钩应逐件进行外观检验,用倍率为5倍的放大镜对吊钩表面进行观察,检查有无裂纹。
5.2 强度
5.2.1 2倍额定起重量载荷静载试验
试验前测量每只新吊钩的开口度和环眼直径,作好记录,然后在吊钩钩座部施加2倍额定起重量的垂直载荷,10 min后卸载,测定吊钩的开口度和环眼直径,计算吊钩开口度的增量和环眼直径的残余变形量,应符合4.4.2的要求。
5.2.2 4倍额定起重量载荷静载试验
在吊钩钩座部施加4倍额定起重量的垂直载荷,观察在10 min内吊钩的变化,应符合4.4.3的要求。
5.2.3 强度检验时的抽样数见表4,如第一次的抽样试验结果不合格,允许做第二次抽样试验,如仍不合格,则该批吊钩为不合格产品。
表4抽检数量
|
批量数 |
第一次抽样数 |
第二次抽样数 |
|
20只以下 |
1 |
2 |
|
21只―100只 |
2 |
4 |
|
100只以上 |
4 |
8 |
5.3 抽检报告和合格证书
吊钩使用前应提供强度检验的抽检报告和质量合格证书。
6 标志及贮存
6.1 标志
6.1.1 吊钩的标志应位于不易磨损的平整部位,且为低应力区。
6.1.2 标志内容应包括吊钩的额定起重量、吊钩的强度等级、制造厂名。
6.2 贮存
6.2.1 吊钩应贮存在干燥的场所,避免接近酸、碱、盐等具有腐蚀性的物质。
6.2.2 新吊钩表面应涂以防锈油或防锈漆,并用油纸或塑料袋包装。
6.2.3 对上架的吊钩应保持清洁,若有锈蚀,应设法消除。
6.2.4 装卸腐蚀品后,应及时清洗掉残留在吊钩上的腐蚀品,擦干上油。
7 使用要求
7.1 起吊时吊钩所承受的载荷不应超过该吊钩的额定起重量。
7.2 起吊时应平稳,避免出现冲击载荷。
7.3 载荷应置于吊钩钩座的中部。
7.4 吊钩在借用、归还、整理工具保管上架时和使用过程中应进行检查,发现问题立即停止使用。
7.5 吊钩应定期检查,并作相应的检查记录。
8 检查及报废
检查项目和报废要求见表5。
表5 吊钩的检查与报废
|
序号 |
检查项目 |
报废要求 |
|
l |
吊钩开口度 |
对M级、S级吊钩开口度超过公称尺寸的15%; 对T级吊钩开口度超过公称尺寸的10% |
|
2 |
吊钩变形 |
吊钩扭转变形超过100 吊钩弯曲变形 |
|
3 |
吊钩钩座磨损 |
吊钩钩座磨损量超过公称尺寸的10% |
|
4 |
吊钩环眼内径磨损量 |
吊钩环眼磨损量超过公称尺寸的10% |
|
5 |
吊钩颈部或危险断面变形 |
吊钩的颈部或危险断面发生塑性变形 |
|
6 |
吊钩的外观 |
吊钩表面出现裂纹、裂痕; 吊钩表面磨损、锈蚀、凹坑超过公称尺寸的10% |
参考文献
[1] GB/T 783-1987 超重机械 最大起重量系列(eqv IS0 2374:1983)。
[2] GB/T 6067-1985 起重机械安全规程(neq NF E52-122:1975).
[3] GB/T 20946-2007 起重用短环链验收总则(IS0 1834 :1999,IDT)。
[4] IS0 2141:1972 起重吊钩一般特性.
[5] IS0 4779:1986 M(4)级链条配用的环眼起重吊钩。
[6] IS0 7597:1987 T(8)级链条配用的环眼超重吊钩。