ICS 75.200
E 16
备案号:10428—2002
SY
中华人民共和国石油天然气行业标准
SY/T 5298—2002
代替 SYzr 5298—91
2002-05-28 发布
港口装卸用输油臂
Marine loading arms
2002-08-01 实施
国家经济贸易委员会 发布
SY/T 5298—2002
目 次
前言...................................................................................................................n
1范围..................................................................................................................1
2规范性引用文件....................................................................................................1
3产品分类.............................................................................................................2
3.1 基本型式........................................................................................................2
3.2基本参数......................................................................................................2
3.3产品型号及其标记............................................................................................3
4要求.................................................................................................................3
4.1 基本要求..........................................................................................................3
4.2材料...............................................................................................................3
4 3制造技术要求.....................................................................................................4
5试验方法..............................................................................................................5
5.1部件试验.......................................................................................................5
5.2整机试验.........................................................................................................5
6检验规则...........................................................................................................6
7涂漆、标志、包装、运输.......................................................................................6
附录A (资料性附录)输油臂安装的标准间距和距码头边缘最小距离.............. 8
附录B (资料性附录)回转接头密封材料......................................................................9
1
SY∕Γ 5298—2002
前 言
本标准与SYzr 5298—91《港口装卸用输油臂》相比,主要变化如下:
--对范围的内容进行了修改;
--增加及修改了部分引用标准;
——对产品重新进行分类,修改了产品型号及标记方法;
——增加了关于绝缘法兰的4.1.8;
一修改了 4.1.9中关于液压输油臂限位报警极限位置的规定;
--增加了关于紧急脱离装置的4.1.10;
--增加了关于焊接材料的4.2.11;
——对4 • 4制造技术要求中的部分内容进行了修改;
——对第5章"试验方法”部分内容进行了修改;
——对第6章"检验规则”部分内容进行了修改;
—-对第7章“涂漆、标志、包装、运输”部分内容进行了修改;
——对附录A的部分内容进行了修改。
本标准从生效之日起,同时代替SYZT 5298—91。
本标准的附录A、附录B为资料性附录。
本标准由油气田及管道建设设计专业标准化委员会提出并归口。
本标准起草单位:抚顺石油机械有限责任公司。
本标准主要起草人:佟明、王佩瑾、赵春华、叶喜超、丁振鹏、王维、白凤祥。 本标准所代替标准的历次版本发布情况为:
——SY/T 5298—910
SY/T 5298—2002
1范围
港口装卸用输油臂
本标准规定了港口装卸用输油臂(以下可简称输油臂)设计、制造、检验和验收的要求。
本标准适用于港口与船舶之间输送原油、重油、成品油的输油臂,也适用于输送压舱水和其他温 度为高于-20IC至IOOC非腐蚀性液体的输油臂。当输送低温、强腐蚀性或剧毒介质时,输油臂可参 照本标准执行,但应增加材料、密封及安全可靠性等方面的要求。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方 研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GBZT 308
GBZr 985
GBZT 1184
GBZT 3323
滚动轴承钢球
气焊、手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸
形状和位置公差未注公差值
钢熔化焊对接接头射线照相和质量分级
GBZT 3452.2 O形橡胶密封圈外观质量检验标准
GBZT 3766液压系统通用技术条件
GB 4208外壳防护等级(IP代码)
GBZT 5117 GBZΓ5118
GBZT 5293
GB/T 6414
GBZT 7935
GBZT 8110
GBZT 8163
GBZT 8918
GBZT 8923
GB/T 9286
GB∕Γ 9439
GB/T 11352
GBZT 12470
GBzr 14957
GB/T 14958
GB/T 14976
碳钢焊条
低合金钢焊条
埋弧焊用碳钢焊丝和焊剂
铸件尺寸公差与机械加工余量
液压元件通用技术条件
气体保护电弧焊用碳钢、低合钢焊丝
输送流体用无缝钢管
钢丝绳
涂装前钢材表面锈蚀等级和除锈等级
色漆和清漆 漆膜的划格试验
灰铸铁件
一般工程用铸造碳钢件
低合金钢埋弧焊用焊剂
熔化焊用钢丝
气体保护焊用钢丝
流体输送用不锈钢无缝钢管
GB 50058爆炸和火灾危险环境电力装置设计规范
GB 50192河港工程设计规范
CBC 3798船舶陋装件涂装要求
HGZT 3093石油基油类输送管道及连接件用橡胶密封制品胶料
SY∕Γ 5298—2002
HG 20592钢制管法兰型式、参数(欧洲体系)
JB 4726压力容器破素钢和低合金钢锻件
JB 4728压力容器用不锈钢锻件
JB 4730压力容器无损检测
SY/T 0510—1998钢制对焊管件
SYZT 0516-1997绝缘法兰设计技术规定
3产品分类
3.1基本型式
3.1.1输油臂按驱动方式可分为:
a)手动;
b)液压驱动。
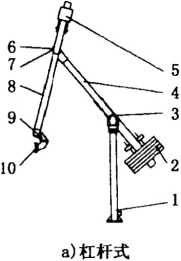
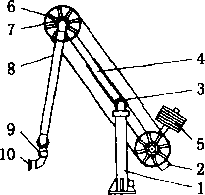
3.1.2输油臂按结构型式可分为:
a)杠杆式;
b)绳轮式;
c)绳轮一独立支撑式;
d)连杆式。
3.1.3杠杆式输油臂基本型式见图Ia),绳轮式输油臂基本型式见图1b),绳轮一独立支撑式(为减 轻回转接头承受自身重力和弯矩作用而设置的独立支撑结构)输油臂基本型式见图1c),连杆式输油 臂基本型式见图ld)0
b)绳轮式
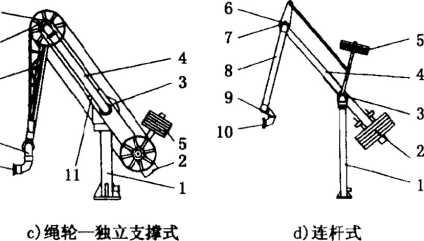
I一立柱;2一内臂配重;3一中部回转接头;4一内臂;5-外臂配重;6一真空断流阀;
7一上部回转接头;8-外臂;9-三向回转接头;10-快速连接与脱离装置(QCzDC); Il-独立支撑结构
图1输油臂结构型式
3.2基本参数
3.2.1输油臂的公称通径见表1。
表1输油臂公称通径系列
|
公称通径DN |
50, 80, 100, 150, 200, 250, 300, 350, 400, 500, 600 |
3.2.2 输油臂的公称压力分为0.6MPa, 1.0MPa, 1.6MPa, 2.5MPa四个等级。
3.2.3输油臂安装的标准间距和距码头边缘最小距离参见附录Ao
3.2.4输油臂的其它技术参数或特殊规格根据用户提供的有关数据确定。
2
SYZr 5298—2002
3.3产品型号及其标记
3.3.1输油臂产品型号表示方法:
SYB " □-□-□-□ I---------公称压力,MPa
.........公称通径,mm (带回气管的输油臂可表示为:液相管公称 通径/气相管公称通径) .............结构型式代号(GG-杠杆式,SL一绳轮式,SLZ-绳轮一独 立支撑式,LG一连杆式) ----------------驱动方式代号(S-^手动,Y-液压) ................输油臂代号
3.3.2标记示例:公称通径DN为300,公称压力PN为1.6的液压驱动,绳轮一独立支撑式输油 臂,其型号为:
SYB-Y-SLZ-300~1.6
4要求
4.1基本要求
4.1.1输油臂的设计制造单位应具备健全的质量保证体系,除应遵守本标准外,还应遵守国家有关 标准规范的要求,并按经规定程序批准的设计图样和技术文件制造。
4.1.2输油臂接船端应具有快速连接和快速脱离装置(QCzDC)。
4.1.3输油臂应具有更换回转接头密封圈的自拆卸装置。
4.1.4输油臂所用电气及仪表部件应符合GB 50058的要求,其防爆等级应不低于d U AT3,内河浮 龛上输油臂所有电气部件还应符合GB 50192的有关规定;电气及仪表部件的防护等级应符合GB 4028的要求,室内安装应不低于IP54,室外安装应不低于IP65。如果对环境条件有特殊要求,由制 造厂和用户商定。
4.1.5输油臂应接地,每台输油臂接地电阻值不应大于100。
4.1.6输油臂各连接法兰间应加装跨接线。跨接线应采用横截面积不小于50mr∏2的软铜编织线。
4.1.7输油臂的设计与制造应保证其在操作状态下能经得起7级风力而不致破坏,在非操作状态下 能经得起12级风力而不致破坏。
4-1.8输油臂用绝缘法兰应符合SYZro516的要求,且绝缘法兰上不应有导体跨过,绝缘法兰的电 阻值为:水压试验前不应小于IoM。,水压试验后不应小于IOoOQo
4.1.9液压输油臂应设置限位报警系统,当接船端法兰达到设计所规定的各极限位置的90%时,呜 铃一次报警;当接船端法兰达到设计所规定的各极限位置的95%时,采用声光二次报警。
4.1.10根据用户需要,输油臂可在三向回转接头垂直段装设紧急脱离装置(ERC).二次报警后, 紧急脱离装置自动分离。紧急脱离装置应安全可靠,脱离时排出的液体量应符合有关环境保护条例的 要求。
4.2材料
4.2.1原材料应符合设计图样和工艺文件规定要求,且应具有生产厂的质量证明书,其化学成分和 力学性能应符合国家有关标准的规定。原材料的代用应经设计部门同意,并履行代用手续
4.2.2输油臂用以输送介质的无缝钢管应符合GB/1 8163的要求。当输送介质为液化石油气时.天 用的无缝钢管应符合GBZI 8163或GB/I 14976的要求,并由进行材料复验。无缝钢管在使用前逐应 按JB 4730进行超声波检验,II级为合格
4.2.3铸件外观质量应分别符合GB/I 11352和GB/T 9439的要求,具几何形状、机械加「余量和
J
SY∕Γ 5298—2002
尺寸公差应符合GBZT 6414的要求。
4.2.4铸件应按图样要求进行热处理。图样无明确规定时,应进行消除应力处理。
4.2.5锻件应符合JB 4726或JB 4728中In级锻件的要求。
4.2.6钢制管件应符合SY/T 0510的要求。
4.2.7回转接头密封材料应根据用户提出的不同介质及温度要求进行选择(参见附录B)。
4.2.8用于回转接头密封圈的材料,其性能应符合HGZT 3093或相关标准的要求,O形密封圈的质 量应符合GB/T 3452.2的要求。
4.2.9输油臂上所用标准件应符合国家相关标准的要求。
4.2.10输油臂应采用钢芯钢丝绳。钢丝绳使用前应按GBZT 8918的要求进行检查、验收。
4.2.11焊条、焊丝与焊剂应与被焊接材料性能相适应。焊条应符合GB/T5117或GB/T5118的规 定,气体保护焊用焊丝应符合GBzT 8110或GB/T 14958的规定,埋弧自动焊的焊丝应符合GBZT 14957的规定,焊剂应符合GBZT 5293或GBZr 12470的规定。
4.3制造技术要求
4.3.1零部件技术要求
4.3.1.1回转接头内、外套的加工应保证钢球滚道直径与外套内径(或内套外径)的同轴度不超过 GBzr 1184-1996表B4中公差等级6级的要求。滚道槽表面硬度值应为HRC56~HRC64,表面粗糙 度不应大于RaO.32。
4.3.1.2焊缝与母材应圆滑过渡。焊缝不应有裂纹,咬边深度不应超过0∙5mm,焊缝两侧咬边的连 续长度不应超过该焊缝长度的10% ,且不大于40mmo
4.3.1.3管子与弯头、弯头与回转接头内套等对接焊缝,应采用全焊透工艺,坡口形式及尺寸应符 合GBZr 985的要求,其对口错边量不应超过管壁厚的10%,且不大于1.5mm。
4.3∙1.4所有受内压的对接焊缝应进行射线或超声波探伤,探伤比例为每条焊缝的20%,且不小于 250mmo探伤结果按GBC 3323的要求验收。上部及中间回转接头处的焊缝应符合II级要求,其余 位置焊缝应符合In级要求,但不应存在未焊透及裂纹等缺陷。当输送介质为液化石油气时,探伤比例 为100%,探伤结果按GBC 3323的II级要求验收,不应存在未焊透及裂纹等缺陷。
4.3.1.5绳轮焊接后,轮缘平面度不大于绳轮直径的0∙3%,轮缘外径圆度不大于绳轮直径的 0.3%o
4.3.1∙6结构件组焊后应符合图样技术要求所规定的各项形位公差要求。
4.3.1.7所有法兰螺栓孔中心圆直径的极限偏差、相邻两螺栓孔弦长的极限偏差、任意两螺栓孔弦 长的极限偏差均应符合HG 20592的要求。
4.3.2装配技术要求
4.3.2.1装配前应对所有零部件进行清理,去除飞边、毛刺、油污等杂物。
4.3.2.2回转接头的钢球应按GBC 308中等级60的规定进行检查、筛选,然后进行分组装配。
4.3.2.3回转接头组装完毕应逐个进行正、反向空载旋转,转数各不少于10转,旋转应轻快、灵 活,不应有卡阻现象或异常噪声。
4.3.2.4上下绳轮绳槽中心平面位置度偏差不应大于表2的规定(见图2)o
表2绳轮绳槽中心平面位置度 mm
|
两绳轮中心距H |
<8000 |
8000-10000 |
>10000-13000 |
>13000 |
|
两绳轮绳槽中心平面 位置度公差值T |
20 |
25 |
30 |
35 |
4
SY/T 5298—2002
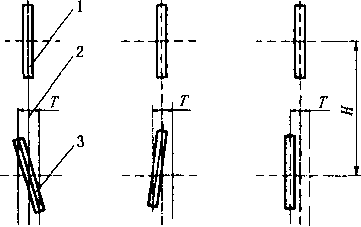
I-上绳轮;2一绳轮绳槽中心理想平面:3-下绳轮
图2绳轮绳槽中心平面位置度偏差示意图
4.3∙2∙5输油臂液压系统液压元件应符合GB/T 7935及各类液压元件标准的要求。液压系统应符合 GB/T 3766的要求。
4.3.2.6与各油缸活塞杆连接的连杆装置应灵活,无卡阻,无异常噪声,装配后注入润滑脂。
4.3.3现场安装验收
4.3.3.1输油臂立柱安装后,顶部法兰面应水平,保证其水平度在法兰外径的0.4%之内。
4.3.3.2绳轮式或绳轮一独立支撑式输油臂在现场安装过程中可通过调整钢丝绳的松紧程度来保证 外臂中心线与外臂配重梁中心线的平行。
4.3.3.3输油臂在现场安装完毕后,应按表3出厂检验项目中的各项内容(序号9除外)进行检查 验收。
5试验方法
5.1部件试验
5.1.1组装好的回转接头应分别进行水压试验,试验压力为1.5倍设计压力,同时做正、反转旋转 运动,稳压5mιn,不应有渗漏C
5.1.2组装好的真空断流阀应在与输油臂连接端以1.5倍的设计压力进行水压试验,稳压5mm,不 应有渗漏。
5.1.3真空断流阀的真空断流试验:将真空断流阀下管内的空气抽出,当管内、外压差达到 0∙015MPa时,检查真空断流阀是否自动打开,打开即为试验合格。
5.1.4液压系统油管组焊前应逐根进行水压试验。试验压力为液压系统设计压力的2倍,稳压 5mιn,不应有渗漏。
5.1.5液压系统组装后应进行水压试验,试验压力为设计压力的1.5倍,稳压5mιn,不应有渗漏。
5.1.6液压系统空载运转试验应在液压系统安装完毕后,油缸活塞杆与主机连接之前进行C试验时, 调节溢流阀,保持适当油压,使活塞缓慢动作,持续时间不应少于5mm。试验过程中应油压稳定, 活塞动作无爬行、无冲击,系统中各元件工作正常。
5.2整机试验
5.2.1输油臂总装完毕后,开机并驱动内、外臂。对内、外臂配重进行适当调整,使内、外臂在工 作范围内均达到平衡状态,以150N~250N的力可以推拉输油臂接船端法兰至各方向、各位置
5.2.2整机组装后,应以1.5倍的设计压力进行整体水压试验,水温不应低于15C,稳压20mιn∙ 不应有渗漏。然后,将水压降至设计压力,稳压20mm,同时做全面检查,不应有渗漏。水压试验 后,应用空气将水吹扫干净。不锈钢输油臂的水压试验,水中氯离子含量不应高于25mg/U
5.2.3当输送介质为液化石油气时,应进行气密性试验,试验介质温度应不低于5C。在设计压力 下进行缓慢回转试验,稳压30mm,不应有泄漏。
5
SY/T 5298—2002
5.2.4运转试验:
5.2.4.1用手动、电动或遥控方式驱动主机,并按设计所给定的工作范围进行试验。
5.2.4.2进行限位报警系统试验。
5.2.4.3无论用何种操纵控制方法,连续运转时间均不应少于20mιn,输油臂应达到下述要求:
a)电机、油泵运转正常,无异常噪声;
b)液压系统压力稳定,油温不超过60匕,油缸动作平稳、无阻;
c)各运动部分工作正常,动作灵活、平稳,无异常噪声;
d)电气控制部分工作灵敏、准确,无异常现象;
e)所有紧固件无松动。
6检验规则
6.1输油臂出厂检验项目见表3。
表3出厂检验项目
|
序号 |
检验项目 |
单 位 |
检验条件_____ |
检验结果 |
|
1 |
最高工作高度 |
mm |
^⅜图样 |
±50 |
|
2 |
最低工作高度_____ |
mm |
设计图样 |
±50 |
|
3 |
最大伸展距离 ......... |
mm |
设计图样 ______ |
±50 |
|
4 |
最大旋转角 |
(β) |
设计图样 |
±0 5 |
|
5 |
旋转速度 |
(°) /ɪnɪn |
以接船蘭丛兰测定 |
≤22 (推荐) |
|
6 |
伸展速度 |
m∕rnιn |
以接船端法兰测定 |
≤5 (推荐)_________ |
|
7 |
限位报警_______ |
内臂外臂、水平报警 |
声、光报警_______ | |
|
8 |
绳轮绳槽中心平面位置度 |
mm |
以上绳轮为基准 |
不大于表2所给数值 |
|
9 |
受内压环焊缝射线探伤 |
20% ( GBzT 3323) |
中间及上部接头n级. 其余部位In级______ | |
|
介质为液化石油气时,100% (GB/T 3323) |
II级 | |||
|
10 |
水压试验 |
1 5倍设计压力,水温不低于15C,稳 压20mm,然后降至设计压力,稳压 20mιn |
无渗漏 | |
|
11 |
气密性试验 |
介质为液化石油气时,设计压力,试 验介质温度不低于5C,稳压30mm |
无泄漏 | |
|
12 |
平衡试验 |
以150N〜250N的力推 拉在工作范围内均平衡 | ||
|
13 |
运转试验 |
20mιn |
达到5.2 4 3要求 |
6.2上述试验和检验应逐台进行。当其中一项或几项不合格时,可对有关部件进行适当调整后再进 行复验,直至合格为止、
7涂漆、标志、包装、运输
7.1输油臂涂装前钢材表面应按GBc 8923的要求进行处理.母级为、a2 1/2
6
SY∕Γ 5298—2002
7.2输油臂涂装应满足CBZT 3798的相关要求,漆膜附着力应符合GB/T 9286中的1级质量要求C 如有特殊要求,也可按用户指定的漆种及涂漆工艺进行涂装。面漆颜色由制造厂和用户商定。
7.3零部件配合面、密封面等非涂漆部位要用工业润滑脂保护C
7.4输油臂的包装严格按图样要求进行。零配件分别装袋后人包装箱。
7.5包装箱内衬防潮油毡纸一层,箱内应有可靠的固定件和支承件,保证零配件在箱内固定牢固。
7.6所有零部件的进出口、连接法兰口全部封闭好,严防污物进入管口。
7.7用平板车运输的裸露部件应置于必要的支架上,并应捆扎和固定所有活动件,保证所有运输条 件下不损坏零件、部件和漆膜。
7.8在输油臂立柱正前方指定位置上固定金属铭牌,铭牌上应注明下述内容:
a)产品名称、型号;
b)主要技术参数(设计压力、公称通径、自重等);
c)产品编号、出厂日期;
d)制造厂名、厂址。
7.9随机技术文件包括:
a)产品质量证明书;
b)产品安装使用说明书;
c)主机总装图;
d)装箱清单。
7
SYZr 5298—2002
附录A
(资料性附录)
输油臂安装的标准间距和距码头边缘最小距离
输油臂安装的标准间距和距码头边缘最小距离见表A. 1,并如图A. 1所示。
表A.l输油臂安装的标准间距和距码头边缘最小距离
|
输油臂型式 |
适用的公称通径DN |
臂总长 |
距码头边缘最小距离L |
推荐L |
标准间距K |
|
手 动 |
50-200 |
≤16000 |
1500 |
2000 |
2000 |
|
液 圧 |
250-400 |
≤27000 |
2000 |
2500 |
3500 |
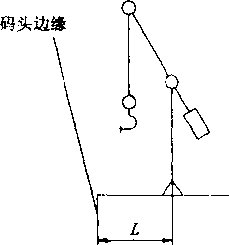
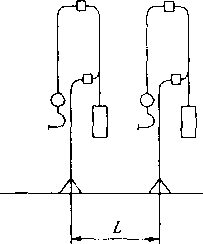
图A.1输油臂安装的标准间距和距码头边缘最小距离
8
SY∕Γ 5298—2002
回转接头密封材料见表B.1。
附录B
(资料性附录) 回转接头密封材料
表BJ 回转接头密封材料
|
材料名称 |
适用温度范围 |
适用介质 |
|
丁甘橡胶(NBR) |
-55~130 |
各种油品 |
|
氯丁橡胶(CR) |
-31~130 |
氢氧化钠____________ |
|
聚四氟乙烯 |
-180〜250 |
沥青、硫磺及其它低温介质____ |
|
氟橡胶(FPM) |
-40~250 |
硫酸 |
|
氟硅橡胶(MFQ)___________ |
-65~25U |
燃料油_____________ |
9