中国船舶工业总公司部标准
CB 1077.5-89
特辅机装配工时定额
H
KE
1989-01-10 发布
1989-05-01 实施
中国船舶工业总公司发布
中国船舶工业总公司部标准
CB 1077.3-89
特辅机装配工时定额特种机械
分类号:U02
1主题内容:
本标准规定了特种机械的装配、工厂试验工时定额。
2总Ah
2.1本标准规定的工时定额包括作业时间、布置工作地时间、休息与生理需要时间、准备与结束时 间。
2.2本标准中所列总装工时定额包括部件装配工时,但不包括中间工序和拆检工时。
2.3本标准中产品试验工时定额是按试验大纲要求确定的。
2.4本标准规定的工时定额是按单件、小批量生产并在典型条件下给定的,在使用中可根据实际难易 程度进行修正,修正系数K按有关章条的使用说明选用。
2.5本标准规定的技术等级按中国船舶工业总公司一九八二年颁发的《船舶工业工人技术等级标准》 确定的。
2.6本标准的试验工时中包括厂内检验和军代表检验时间。
中国船舶工业总公司1989-01-10批准 1989-05—01实施
CB 1077.3-89
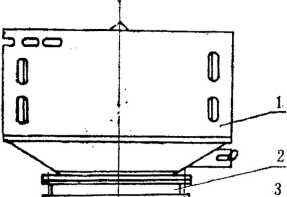
3空气筒装置
3.1空气筒装置总装、试验
3.1.1型式见图1。
1-浮阀:
5一齿轮,
2一接管; 3-导向围阱: 4-齿圈I
6一活动围阱,7一固定围阱: 8一升降机
3.1.2操作内容I
a.总装:全部零件从库房领出,去毛刺,清洗,将活动围阱及导向围阱中的导轨打磨抛光。将活 动围阱、导向围阱、固定围阱、接管、齿圈、齿轮、升降机及其它所有零件按照工艺装配程序进行总 装,并用螺栓、螺母连接紧固;
b.试验:安装在试验台架上,试验,空载试验,负荷试验,密封性试验,稳压试验,检验,拆
c.油封,打磨、抛光、清洗、涂油、包装。
3.1.3工时定额见衰L
CB 1077.8—«8
表1
|
操作内容 |
总 装 |
试 验 |
油 封 |
|
工 时 h/台 |
350 |
68 |
30 |
|
技 术 等 级 |
5〜6 |
5〜6 |
4~5 |
3.2浮投装配、试验
3.2.1型式见图2。
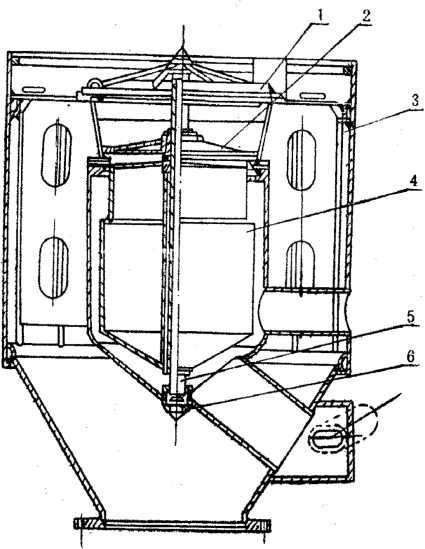
图2
1一围栏,2-阀盘:3-浮阀壳体:4-浮子:5-阀杆; 6—螺帽
3.2.2操作内容,
a.装配,全部零件从库房领由,去毛刺、清洗,将主要零件围栏、阀盘,浮子、阀焊、螺帽、密 封环及各种调整环装入浮阀壳体内,并用螺钉连接紧固.
b∙试验:安装在试验台架上,注水,具体试验项目按技术试验大纲要求进行。检验、拆卸。
CB 1077.3-89
3.2.3工时定IR见衰2。
衷2
|
操 |
作 |
内 |
容 |
装 |
配 |
试 |
验 |
|
工 |
时 |
h/台 |
60 |
20 | |||
|
技 |
术 |
等 |
级 |
4~5 |
4〜5. | ||
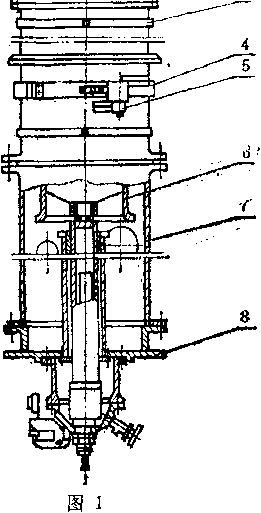
4鞭状天线升降装置
4.1鞭状天线升降装置总装、试驢
4.1.1型式见图3。
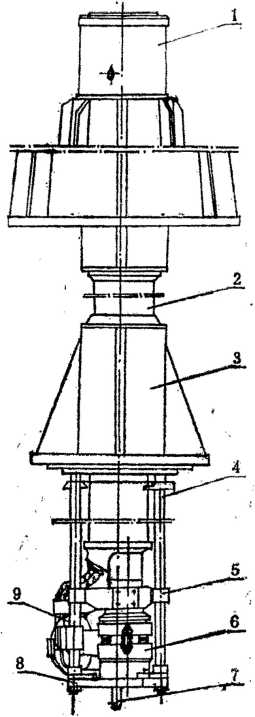
图3
1 一套柱I 2一液压升降机桅杆:3-轴承壳体;4一导向杆,5一支架: 6一缓冲器:7一接头:8-底座,9一滚轮组
4
CB 1077.3—89
4.1.2操作内容:
a.总装:全部零件从库房领出,去毛刺、清洗,将装配好的部件套柱、液压升降机桅杆、轴承壳 体、导向杆、支架、缓冲器、底座、滚轮组、接头,以及其它所有零件按装配工艺程序在试验台架上进 行总装,并用螺栓紧固,
b.试验:调试,升压试验,稳压试验。具体要求按技术试验大纲进行。检验,拆卸,
c.油封:打磨、拋光、清洗、涂油、包装。
4.1.3工时定额见衰3。
衰3
|
操 |
作 |
内 |
容 |
总 装 |
试 验 |
油 封 |
|
工 |
时 |
h/台 |
234 |
56 |
28 | |
|
技 |
术 |
等 |
级 |
--------- - 5〜6 |
5〜6 |
4~5 |
4.2液压升降机桅杆装配
4.2.1型式见图4。
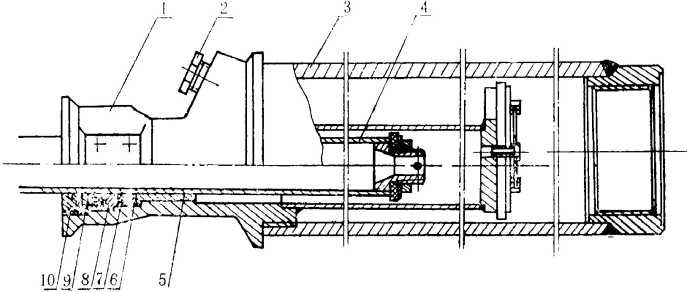
图4
I-液缸.2-压紧螺母;3一活动管,4一柱塞:5一衬套;6-环.
7-密封环;8一衬环:9■-环:10—螺母
4.2.2操作内容:
a.全部零件从库房领出,去毛刺、清洗,
b.将液缸、柱塞、衬套、环、密封环、衬环、螺母、压紧螺母等装入活动管内,具体装配程序及 要求按技术装配要求进行。
4.2.3工时定额60h/台。
4.2.4技术等级:5〜6级。
4.3套柱装配
4.3.1型式见图5。
CB 1077.3—89
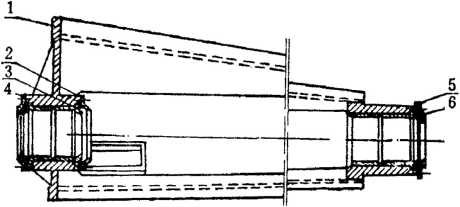
图5
1一套柱:2一衬盘;3-密封环,4一衬环:5一盖
4.3.2操作内容:
a.全部零件从库房领出,去毛刺、清洗I
b.将衬盘、盖、衬环及密封环装入套柱上,并用螺纤连接紧固I c.衬套抛光。
4.3.3工时定额12h/台。
4.3.4技术等级t 4〜5级。
4.4下轴承装配
4.4.1型式见图6。
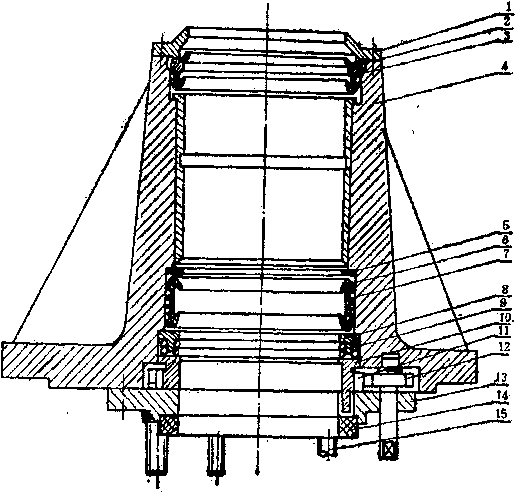
图6
CBFO77.3—89
I一衬盘,2-密封环, 7一支承环.8一衬环:
3一压环.4一轴承壳体,5一垫圈:6一U型环,
9一0型环,10一衬套, 11 一大齿轮,12一小齿轮.
13一盖;14-减震器J 15一螺栓
4.4.2操作内容:
a.全部零件从库房领出,去毛刺、清洗■ b.将铜衬套抛光J
c.将衬盘、密封环、压环、垫圈、U型环、支承环、衬环、O型环、衬套、大齿轮、小齿轮、
盖、减震器、螺栓装在轴承壳体内,并用螺钉连接紧固,
d.转动小齿轮,使大齿轮和小齿轮啮合好,转动灵活。
4.4.3工时定额:20h/台。
4.4.4技术等级, 5〜6级。
4.5罐冲修装配
4.5.1奥式见图7。
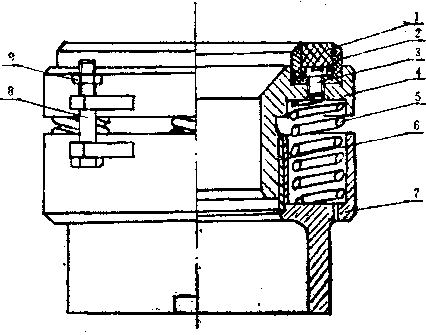
图7
I-塞子:2一减震器:3一螺钉:4一衬套;5一弹簧;6一键:
7-壳体:8-螺栓,9-螺母
4.5.2操作内容:
a.全部零件从库房领出,去毛刺、清洗,
b.配键,将衬套、减震器、弹簧、塞子装在壳体内,并用螺栓连接紧固。
4.5.3工时定额:6h/台。
4.5.4技术等级:3~4级。
5潘望镰装■总装.试⑥
5.1還式见图8。
3.1.3工时定额见衰1。
CB 1077.8-89
表1
|
操 |
作 |
内 |
容 |
总 装 |
试 验 |
油 封 |
|
工 |
时 |
h/台 |
350 |
68 |
30 | |
|
技 |
术 |
等 |
级 |
5〜6 |
5~6 |
4〜5 |
3.2浮瀾装配、试验
3.2.1型式见图2。
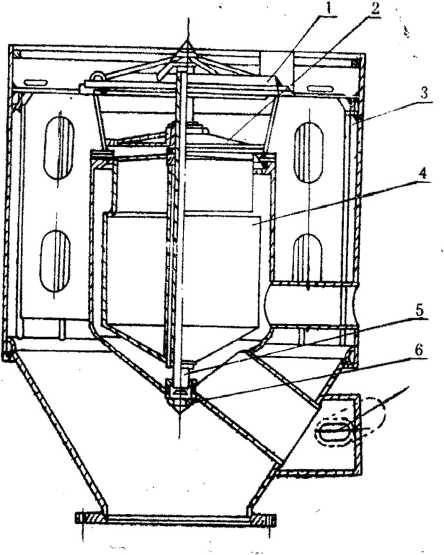
图2
1-围栏:2-阀盘} 3-浮阀壳体;4-浮子:5-阀杆]6-•螺帽
3.2.2操作内容t
a.装配,全部零件从库房领出,去毛刺、清洗,将主要零件围栏、阀盘、浮子、阀焊、螺帽、密 封环及各种调整环装入浮阀壳体内,并用螺钉连接紧固.
b.试验,安装在试验台架上,注水,具体试验项目按技术试验大纲要求进行。检验、拆卸。
CB 1077.3-89
|
器、鱼雷射击指挥仪表、发射器压力表、潜水压力表、发射气瓶及其固定装置、压力表固定装置、发射 气瓶充气阀、吹除阀、安全阀、发射阀、单向阀、大气阀、水箱、自动截止仪、自动通海阀、通海气 瓶、启动阀、电磁铁、发射板、鱼雷充气阀、无泡气瓶、充气阀、水深状态调整仪、泄放阀、挡板装 置、润滑管系以及所有其它零件装入发射管的前管、中管、后管体上,并用螺栓连接紧固。拖鱼雷,检 验, b.油封,清洗,徐油、包装。 6.1.3工时定額见衰5。 唳5 |
|
操 作 内 容 总 装 I 油 封 |
|
工 时 h/台: 765 8 I , |
|
技 术 等 级 5〜C : 4~5 |
注重由于零件及专用工夹具品种多,在单台小批量间断性生产时应选修正系数R= 1.1。在长期停产 而重新组织生产时,选修正系数上=1.3。
6.2发射阀装配
6.2.1型式见图10。
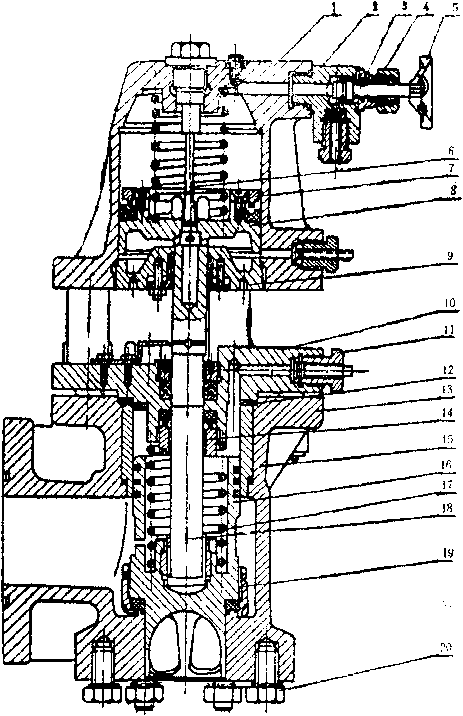
图10
9
CB 1077.3—89
1-■壳体:* 2—壳体;3-阀杆,4-螺母;5-手轮,6-■滑阀S 7-•压环:
8-活塞:9-盖,10-凸盖.11-旋入接头I 12一垫圈,13-壳体Jl
14 一压紧螺帽:15-衬套:16一阀:17-弹簧:18一阀杆,19-螺帽:
20-螺钉
6*2.2操作内容:
a.装配:全部零件从库房领出,去毛刺,清洗。将壳体、阀杆、手轮、滑阀、压环、活塞、盖、 凸盖、旋入接头、垫圈、压紧螺帽、衬套、阀、阀杆、弹簧、螺订等零件进行组装,程序按工艺要求进 行,检脸:
b.试验:发射阀与单向阀和小阀组合装配后进行假海模拟试验,貝•体试验耍求按技术试验大纲进 行。检验。
6.2.3工时定额见衰6。
表6
|
操 |
作 |
内 |
容 |
装 配 |
试 验 |
|
工 |
时 |
h/台 |
18 |
9 | |
|
技 |
术 |
等 |
级 |
5~6 |
5〜6 |
6.3液缸裝置装配
6.3.1型式见图11。
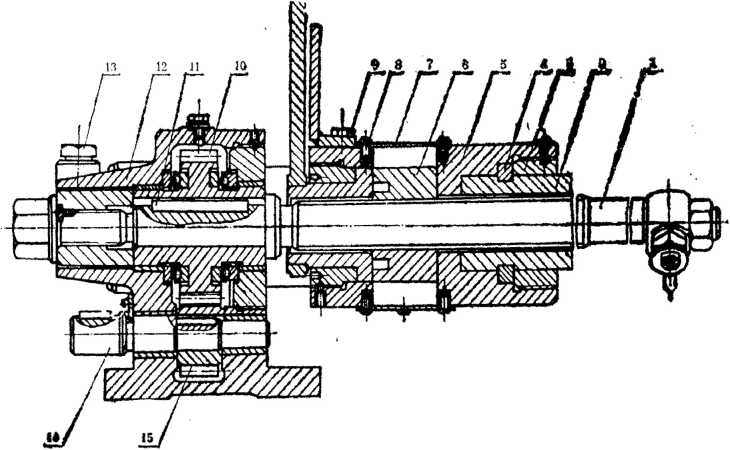
图11
I-连杆:2-螺母:3-螺帽;4-两半环;5-壳体;6一开合螺帽, 7一盖,8一螺钉:9-螺栓;W-主动齿轮:11 一键,12一壳体, 13-螺栓;14-轴J 15-从动齿轮
IO
CB 1C77.8-89
6.8.2操作内容:
a.装配、全部零件从库房领出,去毛刺、清洗。将连杆、两半环、开合螺帽、螺母、螺幅、盖、 主动齿轮、从动齿轮、轴、螺栓、键、螺钉以及其它零件分别装入壳体内,并连接紧固,
b.试验,安装在试验台上,推力试验。检验,入库.
8.8.3工时定額见衰7。
衰7
|
操 |
作 内 |
容 |
装 配 |
试 验 |
|
工 |
时 |
h/台 |
20 |
6 |
|
技 |
术 等 |
级 |
5~6 |
5~6 |
6.4导向筒装配
6.4.1型式见图12。
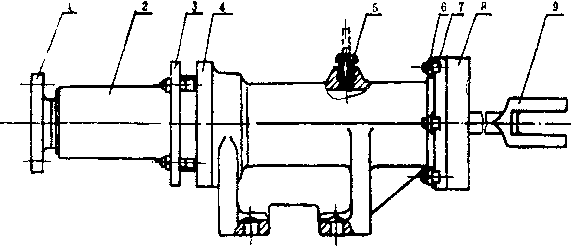
图12
I-接头,2-杆J 3一套筒:4-壳体.5一旋入接头,6一螺帽,
7一双头螺栓;8一固定座.9一拉杆
6.4.2操作内容:
a.装配:全部零件从库房领出,去毛刺、清洗。将接头、杆、套凰、旋入接头、固定座、拉杆及 其它零件按照要求装入壳体内,并用螺栓、螺帽连接紧固。检验.
b・油封:将非涂油漆表面涂油,入库。
8.4.3工时定額见表8。
衰8
|
操 |
作 |
内 |
容 |
装 |
配 |
油 |
封 |
|
工 |
时 |
h/台 |
6 |
1 | |||
|
技 |
术 |
等 |
级 |
4〜5 |
3~4 | ||
8.5前矗装配
6.5.1還式见图13。
CB 1077.8—89
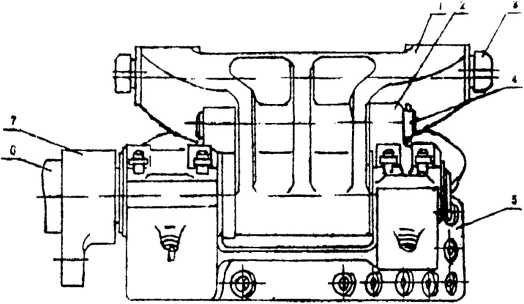
图13
1一盖,2-转臂,3-滚轮,4一心轴,5-轴承,6-轴1 7-杠杆
6.5.2操作内容.
a.全部零件从库房领出,去毛刺,清洗,
b.配制花键轴与摇臂花键槽之间的配合尺寸间隙;
c.将盖、转臂、滚轮、心轴、轴承、轴、杠杆以及其它所有零件按要求进行但装,并用螺钉连接 紧固。检睑。
6.S.3工时定额:96h/台。
6.5.4技术等级,5〜6级。
6.6后裁装配
6.6.1型式见图14。
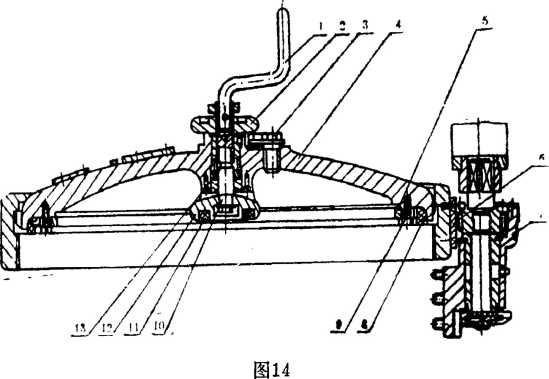
I-缓冲器手柄,2一手轮:3-螺塞,4一盖,5一环:6一齿条.
7一轴承,8-密封环:9一螺钉I 10一螺杆,"一缓冲器J 12一缓冲器盘.
13-皮碗
CB 1077.3-89
6.6.2操作内容1
a.装配:全部零件从库房领出,去毛刺、清洗。将缓冲器手柄、手轮、螺塞、环、齿条、轴承、 密封环、螺杆、缓冲器、缓冲器盘、皮碗及其它所有零件按要求装入盖上,并用螺卸连接紧固。检脸:
b.试验:安装在专用泵水台架上进行水密试验。检验。
6.6.3工时定額见衰9。
衰9
|
操 作 内 容 |
装 配 |
试 验 |
|
工 时 h/台 |
15 |
1 |
|
技 术 等 级 |
__ . _________________ 5~6 |
4~5 |
6.7水深状态调整仪装配
6.7.1型式见图15。
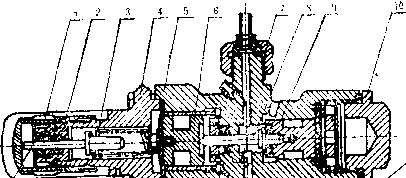
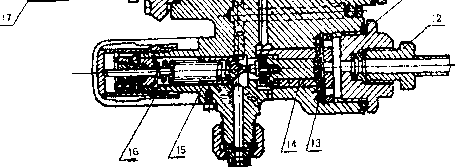
图15
1 一分度套,2一填料函壳体;3一弹簧;4一盖:5一壳体;6-活塞:
7-螺帽J 8一杆;9一活塞,10-螺塞盖;Ilj螺纹接头;12-旋入接头,
13一薄膜: 14-衬套I 15一套貝.16一罩;17一杆
6.7.2操作内容:
a.装配:全部零件从库房领出,去毛刺、清洗。将分度套、填料函壳体、盖、弾费、活塞、螺 帽、杆、螺塞盖、螺纹接头、旋入接头、薄膜、衬套、套筒、罩以及其它所有零件分别按技木要求装入 壳体内,并紧固。检验。
b∙试验:水密、气密试验,模拟试验。检验,入库。
13
CB 1077.3—89
6.7.3工时定額见表10。
衰10
|
操 |
作 |
内 |
容 |
装 配 |
试 验 |
|
工 |
时 |
h/台 |
18 |
19 | |
|
技 |
术 |
等 |
级 |
5~6 |
5~6 |
6.8上制动器装配
6.8.1型式见图16。
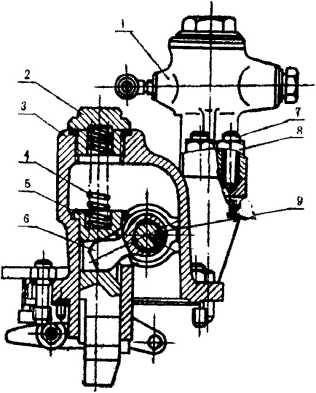
图16
I-空气筒,2一螺塞:3-壳体;4一弹簧:5一制动器:6-凸轮,
7一螺检,8-螺母,9一轴
6.8.2操作内容,
a.全部零件从库房领出,去毛刺,清洗。
b.将空气筒、螺塞、弹簧、制动器、凸轮、轴、杠杆、手柄、销以及其它零件分别按技术要求装 入壳体内,并用螺栓、螺母连接紧固。检验;
c.入库。
6.8.3工时定额,12h/台。
6.8.4技术等级:4〜5级(J
14
CB 1077.8—89
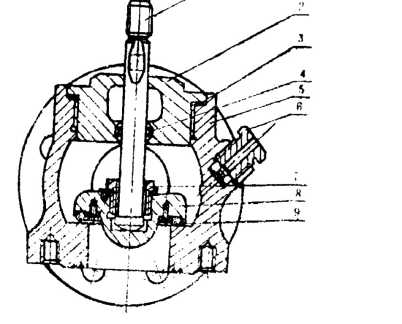
8.9电磁帙装配
6.9.1 SI 式见图 17.
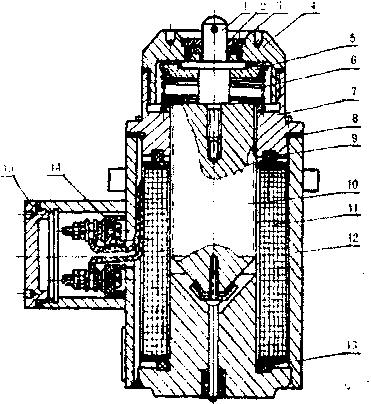
图17
1一连杆,2-■压紧环1 3-密封环:4-盖,5-压盖,6-弹簧,
7一环,8一垫圈,9一密封环,10一铁芯,II-线圈.12一壳体.
13一垫圈:14 一电缆插座:15-盖
8.9.2揚作内容,
a・装配:全部零件从库房领出,去毛刺、清洗。将零件连杆,压紧环,密封环、盖、压盖、弹
簧、环,垫圈、铁芯、线圈、电缆插座以及其它零件装入壳体内,并用螺钉连接紧固。检险,
b.试验:安装在专用台架上,通电做拉力试验.检验入库。
8.9.3工时定额见衰11。
表11
|
操 |
作 |
内 |
容 |
~ - |
试 验 |
|
工 |
时 |
h/台 |
2 |
3 | |
|
技 |
术 |
等 |
级 |
4〜5 |
4~5 |
15
6.10充气阀裝配
6.10.1型式见图18。
CB 1077.3—89
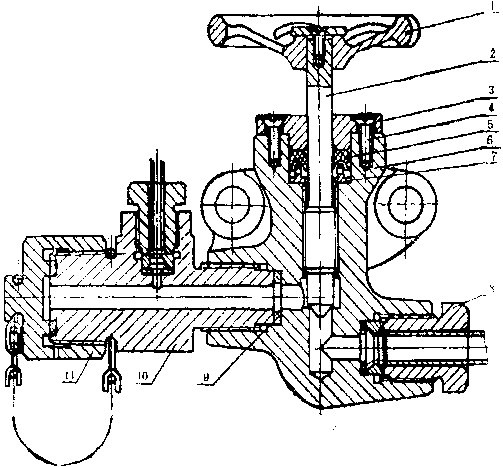
图18
1一手轮;2-阀杆J 3-盖* 4-螺钉S 5-皮碗:6-壳体,
7一压环,8一旋入接头.9一垫圏. 10一三通接头J 11 一塞盖
6.10.2操作内容.
a.全部零件从库房领出,去毛刺,清洗,
b.将三通接头、旋入接头、塞盖, 垫圈、压环、皮碗、盖、阀杆、手轮以及其它所有零件按照技 术要求装入壳体内,并用螺钉连接紧固。检验。
6.10.3工时定额:4h/台。
6.10.4技术等级:4〜5级。
6.11大气餌装配
6.11.1型式见图19。
Ifi
CB 1077.3-89
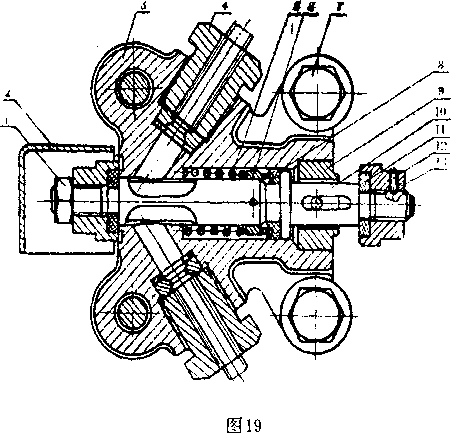
1-螺帽I 2一挡罩1 3-壳体;4-旋入接头:5-弹簧:6-皮碗I 7-螺栓1 8一压环;9-衬套:10-阀杆I 11-垫圈;1?一螺钉: 13-螺母
6.11.2操作内容:
a.全部零件从库房领出,去毛刺*清洗;
b.将挡罩.旋入接头、弹簧、皮碗、压环、衬套、阀杆、垫圈、螺帽以及其它零件按技术要求装 入壳体内,并紧固。检验,
c.入库。
#.11.s工时定额,5h/台。
6.11.4技术等级I 4〜5级。
6.12单向阀装配
6.12.1型式见图20。
CB 1077.3—89
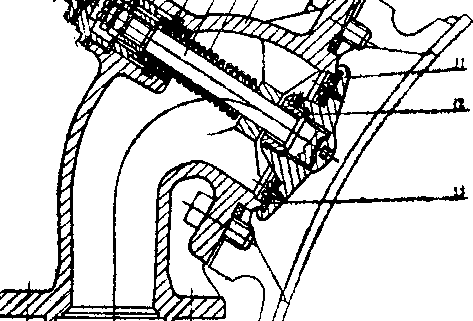

图20
1-单向小阀;2-垫圈.3-螺母.4-导向套筒:5-垫圈:6-阀杆,
7一弹簧;8-壳体,9一螺钉;IO一垫圈:Il-阀盘;12一螺帽I
13一密封环
6.12.2操作内容.
a.装配:全部零件从库房领出,去毛刺,清洗。将单向小阀、垫圈、螺母、导向套筒、阀杆、弹 簧、阀盘、密封环、螺帽以及其它零件按技术要求装入壳体内,并用螺钉连接紧固。检验,
b.试验:将单向阀、发射阀和小阀组合在一起进行假海模拟调整试验。检睑,入库.
6.12.2工时定額见衰12。
表12
|
操 |
作 |
内 |
容 |
装 配 |
试 验 |
|
工 |
时 |
h/台 |
6 |
9 | |
|
技 |
术 |
等 |
级 |
4~5 |
4~5 |
IB
CB 1077.3—8S
8.13泄放阀装配
6.13.1型式见图21。
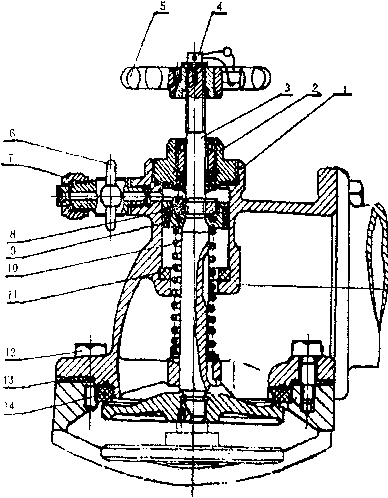
图21
1 一壳体1 2一盖:3一带阀杆的阀盘" 4一螺钉J 5一手轮,6一卸载阀,
7ɪ螺帽; 8—活塞:9-`活塞环;10-弹簧,11-•垫圈:12-螺钉丿
13一垫圈! 14一密封环
6.13.2操作内容:
a・全部零件从库房领出,去毛刺,清洗:
b*将零件带阀杆的阀盘、盖、手轮、卸载阀、活塞、活塞环、弹簧、螺帽、垫圈、密封环、皮碗 以及其它零件按技术要求装入壳体内,并用螺釘连接紧固。检验:
c. 入库。
1.13.8工时定额:8h/台。
6.13.4技术等级,4〜5级。
19
CB 1077.3—89
6.14 M部小磁水阀装配
6.14.1型式見图22。
1一连杆,2-螺盖:3-垫圈;4-密封环.5-壳体:6-旋入接头,
7一压紧螺母,8一阀:9一密封环
6.14.2操作内容:
a.全部零件从库房领出,去毛刺、清洗,
b.将零件连杆、螺盖、垫圈、密封环、旋入接头、压紧螺母、阀以及其它所有零件按技术要求装 入壳体内,并用螺钉连接紧固。检验:
c.入库。
6.14.3工时定额:IOh/台。握部小疏水阀的装配工时选择修正系数K = O.95,
6.14.4技术等级:4〜5级。
6.15大破水圖装配
6.16.1型式里图28.
20
∏ i
CB 1077.3-89
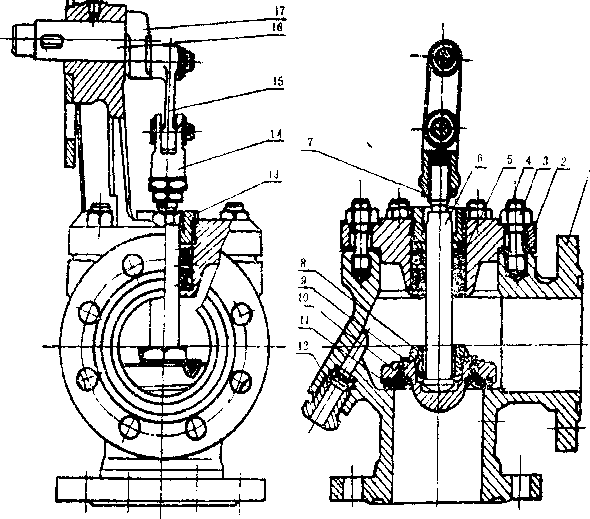
图23
1-壳体,2~盖子;3-螺母J 4-双头螺栓:5一皮碗,6-阀杆,
7一螺母:8一压紧螺帽1 9一重圈,10一阀,11 一密封环,12一旋入接头I
13一压紧螺母,M一叉形件,15一拉杆.16一轴.17—曲柄
6.15.2操作内容:
a.全部零件从库房领出,去毛刺、清洗,
b.将零件盖子、螺母、双头螺栓、皮碗、阀杆、压紧螺母、垫圈、阀、轴、密封环、旋入接头, 叉形件、拉杆、曲柄以及其它所有零件按技术要求装入壳体内,并用螺栓连接紧固:
c.入库。
6.15.3工时定额:8.5h/台。
6.15.4技术等妬4〜5级。
附加说明:
本标准由中国船舶工业总公司人事部提出并归口。
本标准由四六一厂负责起草。
本标准主要起草人:李大方.倪崇孝
31