中华人民共和国船舶行业标准
CB/Z 127—2004
FL 6100 代替 CB/Z 127-1974
潜艇电气设备安装工艺
Installation technology for electric equipment of submarine
2004-09-01 发布
2004-12-01 实施
国防科学技术工业委员会发布
CB/Z 127—2004
目次
前言.................................................................................III
1范围................................................................................1
2规范性引用文件......................................................................1
3电气设备安装的基本要求..............................................................1
3.1 一般要求..........................................................................1
3.2蓄电池安装的附加要求..............................................................2
3.3电机及控制设备安装的附加要求......................................................2
3.4照明灯具及照明属具安装的附加要求..................................................2
3.5内部通信、信号设备安装的附加要求..................................................2
3.6防爆电气设备安装的附加要求........................................................2
4电气设备安装前的准备................................................................2
4.1电气设备的配套....................................................................2
4.2电气设备支架、基座的装焊..........................................................3
4. 3电气设备上艇前的检查和上艇准备工作................................................3
5电气设备安装........................................................................3
5.1电气设备安装要求..................................................................3
5.2电气设备安装基本形式..............................................................3
5.3电气设备隔振器的布置和安装........................................................9
5.4电气设备安装紧固.................................................................10
5.5电气设备安装过程.................................................................11
6电气设备接地.......................................................................11
6.1电气设备接地要求.................................................................H
6.2电气设备保护接地形式.............................................................12
6. 3接地施工.........................................................................13
6.4屏蔽电缆引入电气设备的屏蔽接地...................................................13
6.5浮筏上电气设备和浮筏的接地.......................................................13
6.6无线电设备的接地.................................................................14
6. 7计算机信号地接地工艺.............................................................15
7电气设备的电缆引入................................................................. 17
7.1 一般工艺要求.....................................................................17
7.2电缆分支方法.....................................................................18
7.3电缆进入电气设备的方法...........................................................19
7. 4电缆切割和修正...................................................................20
7. 5芯线长度的确定...................................................................22
8电气设备接线.......................................................................23
8.1电缆芯线接头.....................................................................23
8. 2电缆芯线标记.....................................................................28
8.3电缆芯线处理..................................................................... 29
8.4电缆芯线捆扎.....................................................................31
I
CB/Z 127—2004
8. 5电气设备接线.....................................................................33
9电缆用热缩套管的使用...............................................................33
9.1使用热缩套管的工艺要求...........................................................33
9.2热缩套管施工工艺.................................. 33
II
CB/Z 127—2004
前言
本指导性技术文件代替CB/Z 127-1974《潜艇电气设备安装工艺》。
本指导性技术文件与CB/Z 127-1974相比主要有以下变化:
a)体现了潜艇采用总段建造法的工艺要求;
b)增加了浮筏上电气设备安装的工艺;
c)增加了计算机信号接地工艺和无线电设备接地工艺;
d)增加了绝缘自粘胶带、热收缩套管等材料的施工工艺;
e)细化了工艺过程,增强了可操作性。
本指导性技术文件由中国船舶重工集团公司提出。
本指导性技术文件由中国船舶工业综合技术经济研究院归口。
本指导性技术文件起草单位:武昌造船厂。
本指导性技术文件主要起草人:黄 平、陈里方、何汉涛。
本指导性技术文件于1974年5月首次发布。
III
C&<2 J2J^~20ft4
潜艇电气设备安装工芝
1范围
本指导性技术文件规定了潜艇电气设备(以下简称电气设备),塞装飽華本要求、噺糧J的誰备、酸募 接地、电缆引入、接线和热缩套管的施工等工艺。
本指导性技术文件适用于常规动力潜艇电气设备的安装捕咳知毋潛艇电司谩審酶娶魏而参照使用?
2规范性引用文件
下列文件中的条款通过本指导性技术文件的引用而成为本指导性技术文裸風蒙款與臓挂自期的引 用文件,其随后所有的修改单(不包含勘误的内容)或修订版均不适用于本指导性技术文件,然而,"鼓 励根据本指导性技术文件达成协议的各方研究是否可使用这些文件的最新版本。凡是不注、日期的引用文 件,其最新版本适用于本指导性技术文件。
GB 3836.1爆炸性气体环境用电气设备第1部分:通用要求
CB* 394冷压电线电缆接头
CB 1223-1993潜艇推进电机安装技术条件
CB 1247搭接、接地直流电阻的测量方法
CB 1310-1996 潜艇蓄电池安装要求
CB 1312-1996 潜艇电缆敷设要求
CB/T 3667. 3船舶电缆敷设和电气设备安装附件接地件
CB/T 3831-2000电缆与特种插头连接工艺
CB*/Z 89电线电缆冷压连接技术条件
CB/Z 132-1998舰船电气设备和电缆屏蔽接地工艺
3电气设备安装的基本要求
3 1 —般要求
3: 1.1电气设备的安装应考虑操作、维修空间。
3.1.2电气设备的安装应平整无歪斜,安装应不影响电气设备原有的防护性能痛工体性能K不应便电 气设备箱体受力而变形。
3.1.3电气设备的安装均应是可拆卸的,其连接和紧固用的螺栓、螺禅均应育防追其因受震动而松脱 的措施。
3.1.4电气设备应避免安装在油、水和蒸汽管路的接头下面,无法避免时应采取有效防护措施。配电 板、熔断器板等上方不应有管路接头。
3.1.5电气设备的安装不应破坏艇体的保护性能及强度。
3.1.6电气设备安装对水平方向有要求时,应在船台或坞内进行校平。
3.1.7电气设备安装时,填料函孔宜向下。对于有向上或水平方向覆料函的电气设备密封,:应使填塞 的填料高出填料函孔平面。
3.1.8安装在磁罗经周围的电气设备不应影响磁罗经正常工作O I距磁罗经心in范围内的电气设备支架 及紧固件应采用低磁材料。
3.1.9除在浮筏上的电气设备安装需根据设计要求外,其他部位的'电气设备安装宜采取隔振措施/
3.1.10潜艇航行信号灯为耐压水密结构,在拆开安装或更换灯疱后,'恢复安装/成株证箕水密鞋:
3.1.11对电缆的电阻值有要求的电气仪表、设备,安装时不应随意加长电缆或裁短电缆;,也不应吏饮 电缆规格。
3.1.12易受机械损伤处的电气设备或易对人员产生伤害的电气设备应加保护罩。
-1
:毕后,若有多余填料函,应在密封垫前加装2 ≡ι厚金属片封闭填料函。
附加要求
Z符合CB 1310-1996的要求。
备安装的附加要求
安装应符合CB 1223-1993的要求。
额定功率大于20kW的卧式电动机的安装,宜使其转轴与艇体中线面平行。立式电动 書准面垂直。
位应留有测量转速、观察火花、维修换向器和碳刷架的空间。
:处应留有电缆引入、接线和测量的空间。
【器及皮带或链轮传动部分,应装有可拆的罩、壳或护栏。
J箱、主令控制器或控制按钮盒,宜安装在电机附近。若釆用集中控制,宜装有机旁
好月属具安装的附加要求
「具宜参照室内器具的位置适当布置。首先应保证操作及工作的地点有必要的照度, 明灯具应交叉或间隔布置。
勺安装宜采用灯架。
了具的橡皮绝缘电左在灯具外应留有备用长度。
託在同一区域内应集中布置。
殳电压等级不同的插座应有标明电源种类及电压等级的明显耐久标志。
皂、升降装置围阱、救生信号浮标等处的耐压水密灯,在拆开更换灯泡后,恢复时应
信号设备安装的附加要求
光信号设备的安装应使有关工作人员易于听到和观察到。
钟)的安装,宜使铃锤罩朝上。
装置的控制器、火警按钮盒应有标明用途的红色耐久标志。
备安装的附加要求
,设备应符合GB 3836. 1的要求,并具有防爆合格证。
:不应安装插座,电气设备供电电路的控制开关及保护设备宜安装于危险处所之外。
K不依赖空气的动力装置(AIP)舱、弹药舱等有易燃易爆气体和物品的舱室,其防爆
,应按其说明书规定的要求和方法进行。
(设备进线装置,应具有防止松脱的措施。
[设备安装时,只能拆动静止部分,并应保证隔爆面的间隙。拆装时,严禁敲打隔爆面。 在防爆电气设备不能拆卸的部件。进入电气设备填料函或其他密封装置的电缆不应拆换
努釆用螺纹隔爆结构时,螺纹结合牙数应不小于6牙,或拧入深度不小于8 mm。
爰前的准备
的配套
备应按各舱室电气设备安装明细表或托盘表进行配套。所有电气设备应有合格证,需要
*还应有军检证。超过规定年限要求的电气设备按相应的规定进行处理。
电气设备中每一设备的出厂编号,应与该成套电气设备经历簿(履历簿)的记录编号相 女其保护元件的型号、规格和整定值标记应符合要求。
,气设备的油封,检查电气设备及零件应无缺损。
,气设备、电机应测量其绝缘电阻。
E备填料函的数量和内径应符合要求。
F易损坏的零件及精密仪器(如玻璃制品、指示灯、按钮灯罩、仪表、计算机等),并做 的仪表装艇前应送计量部门进行检定。
m气设备的外壳上用白色或红色油漆标明设备代号。
CB/Z 127—2004
4.1.8 24V低压开关、插座、接线盒的盖上应涂蓝色识别漆;应急照明电气设备涂红色识别漆;消氢 设备的开关、接线盒涂黄色识别漆。
4.1.9按各舱室电气设备安装明细表配齐电气设备紧固件、隔振器及接地附件(接地跨接片、锡箔垫 片等)O
4.1.10电气设备识别铭牌应配齐。具有内部接线的电气设备,应配齐必要的接线图,分配电箱(盒) 应有支路标识牌。
4.1.11配套完毕后,应将电气设备按舱室分开放在存放架上。存放架应有明显的标牌。存放的场所应 保持清洁、干燥,通风良好。
4.1.12 &系泊M验前,应房成手提灯、彩灯、电焊电缆、电池跨接电缆和岸电电缆等的制作。
4.2电气设备支架、基座的装焊
4. 2.1应根据电气设备支架安装明细表配齐电气设备支架。
4.2.2应根据电气设备安装支架图,在艇体上进行电气设备安装支架的划线定位,并在划线处标出电 气设备的代号。应根据电气设备的安装尺寸制作电气设备样板,将支架固定在电气设备样板上,根据划 线确定的位置,进行支架、基座焊接。
4.2.3电气设备支架、基座的焊接用材应根据艇体的母材和支架、基座材料的不同采用不同的焊材, 对有特殊要求的还应根据特殊的焊接工艺文件进行焊接。
4.2.4耐压体内电气设备支架、基座宜采用周焊,轻围壁上大型静止电气设备的基座、背支架、垫板 可采用间断焊,耐压体外电气设备支架、基座应釆用周焊。焊接后,应对焊接处被破坏的油漆进行补漆。
4. 2.5电气设备支架、基座上防锈漆应完整。
4.3电气设备上艇前的检查和上艇准备工作
4. 3. 1施工前应检查电气设备配套的完整性和正确性.
4.3.2对需要整定保护动作值的电气设备应进行调整、整定。
4. 3.3电气设备的绝缘电阻值应满足技术要求。
4. 3. 4应清除支架或基座附近会影响电气设备安装的障碍物。
4. 3.5应准备安装电气设备时所需的临时照明、踏脚架、专用工具工装。
4. 3. 6应将需安装的电气设备运送到潜艇上的安装地点或合适的安全地点存放。
5电气设备安装
5.1电气设备安装要求
5.1.1电气设备的安装阶段应在潜艇耐压船体内绝缘施工基本结束后进行。
5.1.2对于无法从潜艇出入舱口或蓄电池装载舱口进舱的大型电气设备,应在潜艇可拆板装焊前进舱。 采用总段建造法建造的潜艇,其大型电气设备应在潜艇总段合拢前进舱。电气设备安装定位前,电缆宜 敷设到位。根据短体建造需要可以先将电气设备安装定位后,再将电缆敷设到位。
5.1.3普通电气设备的安装宜在电气设备电缆紧固工作结束后进行。采用总段建造法建造的潜艇,其 电气设备的安装,允许先安装电气设备,再紧固电缆。
5.1.4浮筏上电气设备的安装宜在浮筏进舱前进行,电气设备先固定在浮筏上,然后随浮筏一起进舱。 若浮筏应在耐压船体泵水前进舱,则浮筏上电气设备的安装可以在泵水后进行。
5.1.5若干个电气设备安装在同一组装架(板)的,应先将电气设备安装在组装架(板)上,待电缆 紧固工作结束后,再将组装架(板)固定到电气设备支架上。
5. 2 电气设备安装基本形式
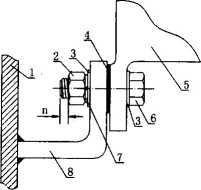
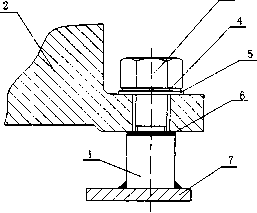
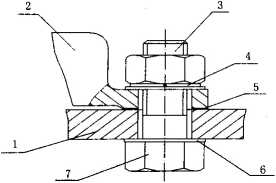
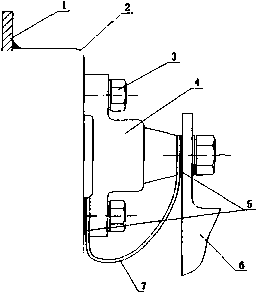
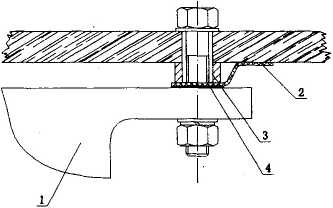
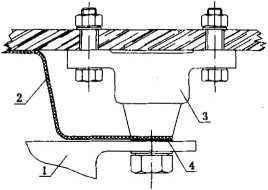
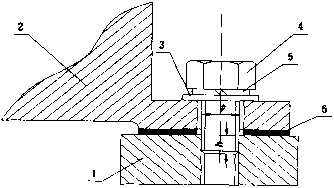
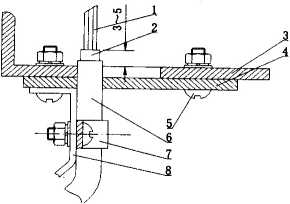
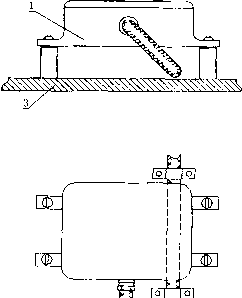
5.2.1直接固定在电气设备支架、基座或支柱上的电气设备安装形式见图1、图2、图3、图4。
3
CB/Z 127—2004
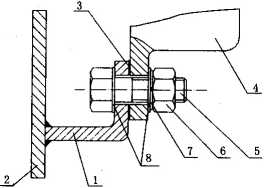
I-支架;2-船体或金属构件;3-锡箔垫片;4-设备;
5-螺栓;6-螺母:7-弹簧垫圈;8-平垫圈
a)
图1直接固定在电气设备支架上的安装形式
I-船体结构;2-螺母;3-平垫圈;4-锡箔;
5-设备;6-螺栓;7-弹簧垫圈;8-支架 注:n22〜3牙
b)
3
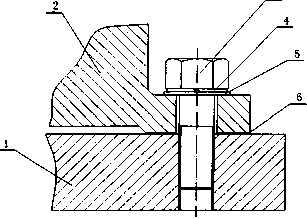
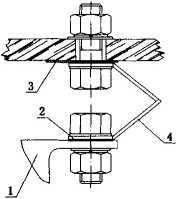
1-基座;2-设备;3-螺栓;4-弹簧垫圈;
5-平垫圈;6-锡箱垫片
图2直接固定在基座上的安装形式
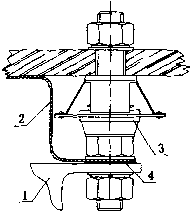
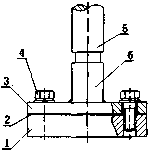
I-支柱:2-设备;3-螺栓;4-弹簧垫圈:
5-平垫圈;6-锡箔垫片;7-船体或金属构件 图3直接固定在支柱上的安装形式
I-基座:2-设备;3-螺母;4-弹簧垫圈;
5-锡箔垫片;6-平垫圈;7-螺栓
图4直接固定在基座上的安装形式
4
CB/Z 127—2004
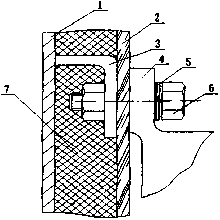
5.2.2用弹簧隔振器固定在电气设备支架上的电气设备安装形式见图5。当电气设备安装孔与弹簧隔 振器安装孔不相配时,大的安装孔内应放衬套或采用球面垫圈。必要时,电气设备侧的螺栓头应罩橡胶 帽。
I-支架;2-平垫圈;3-弹簧减震器;4-螺母:5-弹簧垫圈;
6-设备;7-锡箔垫片;8-螺栓;9-船体或金属结构 图5用弹簧隔振器固定在支架上的安装形式
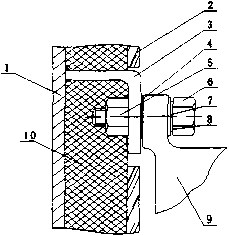
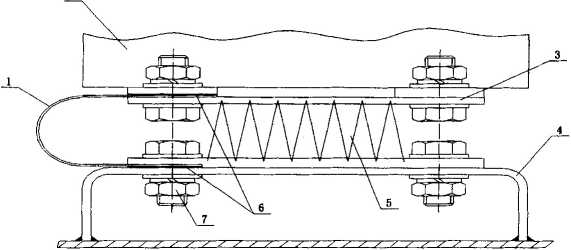
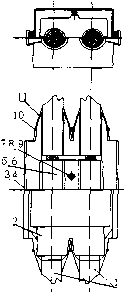
5. 2. 3用平板式隔振器固定在电气设备支架上的电气设备安装形式见图6。
I-支架:2-锡箱垫片;3-平板减震器:4-平垫圈:5-螺帽;6-弹簧垫 圈:7-设备:8-接地跨接片;9-螺柱;10-船体或金属结构 图6用平板隔振器固定在支架上的安装形式
5
CB/Z 127—2004
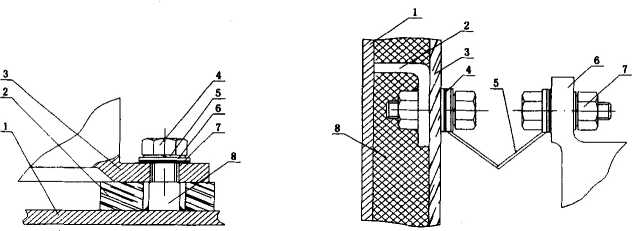
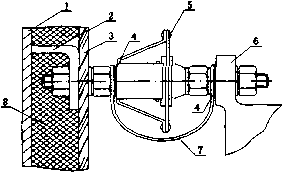
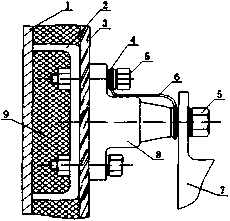
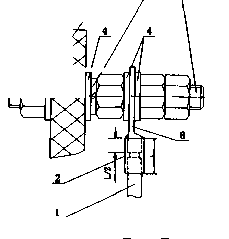
5. 2. 4用保护式隔振器固定在电气设备支架或基座上的电气设备安装形式见图7。
电<一
I-船体或金属构件:2-支架;3-螺栓、螺母、平垫圈和弹簧垫圈; 4-保护式隔振器;5-锡箔;6-设备底脚:7-接地跨接片 图7用保护式隔振器固定在支架或基座上的安装形式
5. 2.5用钢丝绳弹簧隔振器固定在电气设备支架或基座上的电气设备安装形式,按相关规定执行。
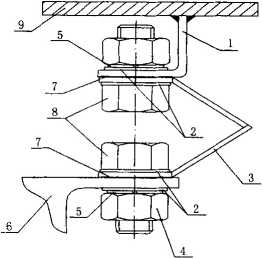
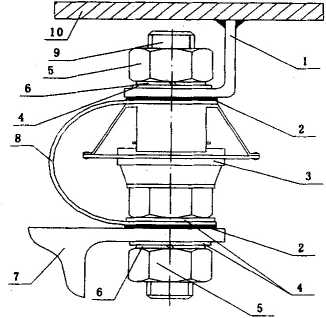
5.2.6直接固定在木隔壁上和通过各种类型隔振器固定在木隔壁上的电气设备安装形式见图8、图9、 图10、图Ilo
6
1-设备:2-接地母线:3-衬套;4-锡箔 图8直接固定在木隔壁上的安装形式
I-设备;2-锡箔;3-接地母线:4-弹簧隔振器 图9用弹簧隔振器固定在木隔壁上的安装形式
CB/Z 127—2004
I-设备;2-接地母线;3-平板式隔振器;4-锡箔 I-设备:2-接地母线;3-保护式隔振器;4-锡箔
图10用平板式隔振器固定在木隔壁上的安装形式 图11用保护式隔振器固定在木隔壁上的安装形式
5.2.7电气设备通过电气设备支架外封板与电气设备支架相连的电气设备安装形式,见图12〜图17。
I-船体结构;2-木封板;3-支架;
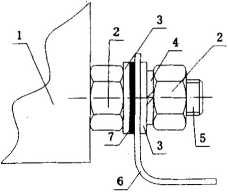
4-设备;5魂箔;6-螺栓:7-绝缘 图12通过木封板与支架相连的安装形式
I-船体结构;2-木封板;3-支架:4-锡箔:5-螺母:
6-螺栓:7-平垫圈:8-弹簧垫圈;9-设备底脚;Io-绝缘 图13通过木封板开口与支架相连的安装形式
7
CB/Z 127—2004
卜船体结构;2-绝缘;3-设备底脚;4-螺栓;
5-弹簧垫圈;6-平垫圈;7-锡箔;8-支柱
图14通过绝缘保护层与支柱相连的安装形式
I-船体结构;2-支架;3-木封板;4-锡箔;5-弹簧隔振器;
6-设备;7-螺栓、螺母、平垫圈、弹簧垫圈;8-绝缘 图15通过木封板用弹簧隔振器的安装形式
卜船体结构:2:支架;3-木封板;4-锡箔:
5-平板式隔振器;6-设备:7-接地片;8-绝缘 图16通过木封板用平板式隔振器的安装形式
I-船体结构;2-支架;3-木封板;4-锡箔;5-螺栓、平垫片、弹簧 垫圈:6-接地片:7-设备:8-保护式隔振需;9-绝缘 图17通过木封板用保护式隔振器的安装形式
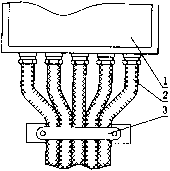
5. 2.8电气设备在复合岩棉板上的安装应符合下列要求:
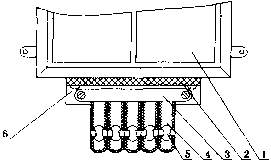
a)重量不大于5 kg的电气设备,用自攻螺钉将电气设备直接固定在复合岩棉板上,见图18;
b)重量大于5 kg的电气设备,将套筒支柱焊接在船体金属结构上,套筒支柱穿过复合岩棉板,电 气设备固定在套筒支柱上,见图19。
8
CB/Z 127—2004
5
I-复合岩棉板;2-自攻螺钉;3-设备;4-电缆: J-复合岩棉板;2-船体结构:3-接地支柱;4-套筒支柱;
5-接地线;6-接地支柱;7-船体结构;8-电缆衬套 5-设备;6-电缆;7-接地线;:8-电缆衬套
图18用自攻螺钉固定在复合岩面板上的安装形式 图19用套筒支柱穿过复合岩棉板的安装形式
5.3电气设备隔振器的布置和安装
5.3.1电气设备安装所需隔振器型号、规格、数量、布置应符合相关要求。
5.3.2隔振器安装前应进行外观检查,应无锈蚀、裂痕、老化现象。
5,3.3保护式隔振器的安装布置如下:
a)安装三只隔振器,隔振器布置示意图见图20;
b)安装四只隔振器,隔振器布置示意图见图21;
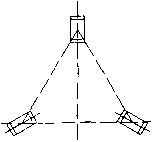
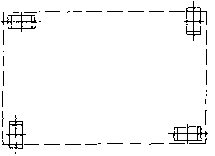
图20安装三只隔振器布置图
图21安装四只隔振器布置图
9
CB/Z 127—2004
c)安装六只隔振器,隔振器布置示意图见图22:
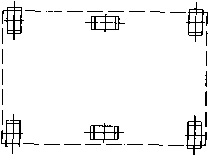
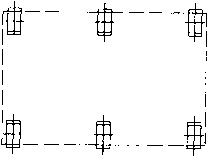
a) b)
图22安装六只隔振器布置图
d)安装八只隔振器,隔振器布置示意图见图23。
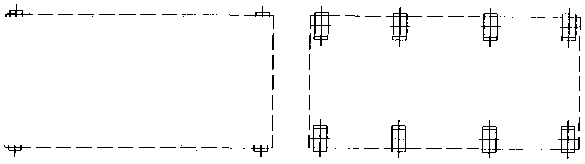
-⅜-
a) b)
图23安装八只隔振器布置图
5.3.4平板式隔振器、弹簧式隔振器、钢丝绳弹簧式隔振器、阻尼式弹簧隔振器、复合阻尼隔振器、 橡胶隔振器、微型垫式隔振器等隔振器,一般按设备安装底脚要求布置。
5.3.5隔振器安装后,应保证电气设备不会因振动而触及舱壁舷侧或其他物体。同时,电气设备的接 地装置不应妨碍该电气设备能在所有方向上有不小于50 mɪn的自由位移。
5.3.6隔振器安装面的高度应一致,无倾斜现象,同一电气设备的隔振器应受力均匀,不应靠压紧某 个隔振器的方法使电气设备达到垂直或水平。
5.4电气设备安装紧固
5.4.1耐压船体内电气设备紧固件应镀锌或具有其他金属防腐层,耐压船体外电气设备宜采用不锈钢 或渗锌等耐腐蚀材料的紧固件。
5. 4.2电气设备紧固应设弹簧垫圈及平垫圈。弹簧垫圈应设在螺母一侧,平垫圈应设在设备安装孔的 一侧或两侧。若用两只螺母锁紧或采用其他锁紧装置时,可不设弹簧垫圈。
5. 4.3螺栓、螺母紧固后,其螺栓的螺纹应伸出螺母不少于2〜3牙,见图1b)。
5.4.4采用基座钢板钻螺纹孔时,螺栓拧紧后,螺栓旋入钢板螺纹的深度应不小于螺柱直径的0. 8倍, 见图24。
10
CB/Z 127—2004
注:h20.86
I-基座:2-设备;3-平垫圈:
4-螺桂:5-弹簧垫圈;6-锡箔
图24螺栓旋入钢板螺纹深度示意图
5. 4.5全艇电气设备在螺栓、螺母紧固后,其螺栓伸出螺母的长度宜保持一致,做到整齐、美观。
5.5电气设备安装过程
5.5.1电气设备的安装均需外壳接地,接地过程及要求按第6章的规定。
5. 5. 2安装前应将电气设备需接地的固定脚及相应支架接触面的油漆清除至露出金属光泽。
5. 5.3根据安装形式,在电气设备与支架、基座或木隔壁之间应安装接地跨接片、锡箔垫片、隔振器 等。
5.5.4用保护式隔振器固定的电气设备,应首先将隔振器安装到支架、基座或木隔壁上,然后将电气 设备安装在隔振器上。
5.5.5应均匀地拧紧全部紧固件。
6电气设备接地
6.1电气设备接地要求
6.1.1电气设备的保护接地应接到艇体永久结构或与艇体相焊接的基座或支架上。接地导体应可接近, 接地应加以保护,防止松动、机械损伤及油水浸渍。
6.1.2电气设备的保护接地,宜设有专用接地导体。专用接地导体可以是电缆中的接地导体或单独固 定的接地导体。如果利用电气设备的金属底脚进行接地,可不另设专用接地导体。
6.1.3采用专用导体接地时,专用导体采用表面镀锡的纯铜或导电良好的耐蚀金属制成的多股软线, 并在两端设有端头。电气设备装有保护式隔振器和平板式减震器时,宜采用接地跨接片进行接地,接地 跨接片应按CB/T 3667. 3的规定选用。纯铜专用接地导体的截面积应符合表1的要求。采用其他材料时, 导体的电导应不小于电解铜导体的电导。
表1纯铜接地导体截面积表 单位为平方毫米
|
接地导体的型式 |
相关载流导体截面积S |
铜接地导体的最小截面积0 |
|
电缆的接地导体 |
*16 |
________Q=S,但不小于1.5_______ |
|
5>16 |
0=-2,但不小于16 | |
|
单独固定的接地导体 |
SW2.5 |
Q =S,但不小于1. 5 |
|
2. 5VSW120 |
Q =5/2,但不小于4_______ | |
|
A120 |
。=70 |
6.1.4可携式电气设备的不带电裸露金属部分,应采用软电缆中的连续芯线作为接地导体并通过插头 和插座接地。可携式电气设备保护接地用芯线的截面积:当电源线截面积不大于16π√时,应与电源线 截面积相等;当电源线截面积大于16 mm2时,应为电源线截面积的二分之一,但不小于16mπΛ
11
CB/Z 127—2004
6.1.5保护接地的接地螺柱直径应不小于6 mm。接地螺柱或接地板的导电能力,至少应相当于专用接 地导体的导电能力,且应有足够的机械强度。
6. 1.6所有的接地接触面均应无油漆、光洁平整。
6.1.7利用底脚接触接地的电气设备,应在电气设备底脚与支架、基座之间垫上总厚度不小于0.5 mm, 大小约等于接触面的锡箔或镀锡铜片,其形状一般为正方形。接地锡箔宜采用单层厚0.05 Inm的锡箔叠 成。采用专用接地导体进行接地的电气设备,则锡箔或镀锡铜片应分别垫在专用导体的两端,其大小约 等于接触面,形状一般为正方形。
6.1.8接在接地接线柱上的专用接地导体两端接头应镀锡。
6.1.9接地装置应紧固,均应设有弹簧垫圈或锁紧螺母。
6.1.10采用电气设备底脚接地时,有四个或四个以上底脚的电气设备,应取对角两脚接地;有.三个或 三个以下底脚的电气设备,可任选一底脚接地。
6.1.11防爆电气设备的金属外壳宜有两个以上的外部接地端子接地。因结构限制不可能设置两个接地 端子的小型电气设备允许设置一个接地端子接地。
6.1.12电气设备与艇体结构的接地直流电阻按CB 1247规定的方法测量,测量值应不大于Ion10。
6.2电气设备保护接地形式
6.2.1直接与支架、支柱、基座固定的电气设备的接地形式,见图1〜图4。
6. 2.2采用专用接地导体接地的电气设备的接地形式,见图25〜图27。
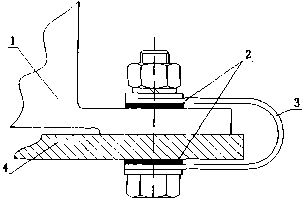
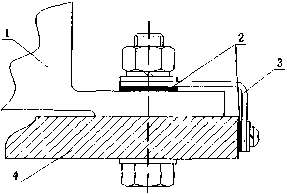
图25
I-设备;2-锡箔:3-接地片:4-基座
接地片通过连接螺栓跨接设备底脚和基座 示意图
I-设备;2-锡箔;3-接地片;4-基座
图26接地片与连接螺栓和专用接地螺钉连接
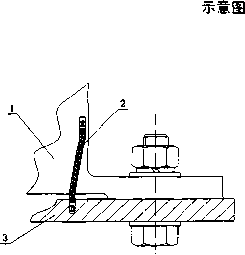
图27接地线直接连接设备和基座的接地柱示意图
6. 2. 3电气设备带隔振器安装的接地形式如下:
a)采用弹簧隔振器时,应垫锡箔接地,见图5;
12
CB/Z 127~2004
b)采用平板式隔振器和保护式隔振器时,应经专用接地导体接地,见图6、图7;
c)采用钢丝绳弹簧隔振器时,应经专用接地导体接地,见图28;
d)采用其他形式隔振器时,宜经专用接地导体接地;
e)电气设备底脚与支架(或基座)间有绝缘层时,宜垫锡箔接地,见图12〜图15:
f)电气设备固定在木隔壁上的接地见图8〜图11;
g)电气设备固定在复合岩棉板上的接地见图18、图19。
I-接地跨接片;2-电气设备;3-安装板;4-支架;
5-钢丝绳弹簧隔振器;6-锡箔;7-螺栓、螺母、平垫圈和弹簧垫圈
图28使用钢丝绳弹簧隔振器时的接地示意图
6.3接地施工
6.3.1对电气设备需接地的底脚及相应的支架或基座的接触平面进行清洁,刮除油漆、污垢、锈斑直 至清洁面全部露出金属光泽。
6.3.2采用电气设备底脚接地的,在经清理后电气设备底脚与支架之间垫锡箔。采用专用接地导体接 地的,按规定选择接地导体,并对其与电气设备底脚及支架或基座相接触的面上进行清理,然后安装接 地导体。在接地导体与电气设备底脚及接地导体与支架或基座相接触面间垫总厚度不小于0∙5 mm的锡 箔。
6.3.3拧紧电气设备安装紧固件。
6.3.4在接地处的周围补涂防锈漆。
6.4屏蔽电缆引入电气设备的屏蔽接地
6. 4.1屏蔽电缆引入电气设备的屏蔽接地工艺,按7. 4. 2. 2〜7. 4. 2. 4的规定。
6. 4. 2双层屏蔽电缆进入电气设备的接地方式按CB/Z 132-1998中5. 3. 5. 2的规定。
6.5浮筏上电气设备和浮筏的接地
6.5.1浮筏上电气设备接地
6. 5.1.1浮筏上电气设备接地工艺与一般电气设备的接地工艺相同。
6. 5.1.2浮筏上电气设备除设计要求安装隔振器外,电气设备一般不再装隔振器,可直接安装在基座 上。其接地方式可采用电气设备与基座之间垫锡箔方式,也可采用专用接地导体跨接方式。若电气设备 与浮筏之间需装减震器(隔振器),则电气设备底脚与浮筏之间采用专用接地导体跨接。
6. 5.1.3浮筏上有旋转运动的电气设备,其接地推荐采用专用接地导体来接地。
6.5. 1.4浮筏上电气设备与浮筏之间的接地直流电阻值按CB 1247规定的方法测量,测量值应不大于 5 ɪn Ω o
652 浮筏的接地
6. 5. 2.1浮筏与艇体间的接地工艺同一般电气设备的接地工艺。
13
CB/Z 127—2004
6. 5. 2. 2浮筏与艇体相连的多个隔振器或每个隔振器宜采用专用接地导体跨接。
6. 5. 2. 3浮筏与艇体之间的接地直流电阻值按CB 1247规定的方法测量,测量值应不大于5mQ。
6.6无线电设备的接城
6. 6.1无线电设备接地一般要求
6. 6.1.1接地板与艇体钢质构件的连接,应采用连续焊接。根据实际要求,可安装数个接地板。
6. 6.1.2汇流条与接地板之间应保证可靠连接。
6. 6.1.3安装后,接触面外沿应涂覆防锈漆。
6. 6.1.4从接地板到任何发信机的汇流条长度应不大于3 m。
6, 6.1.5汇流条与接地板、电气设备的连接处应留有余量。
6. 6.1.6无线电设备接地电阻值按CB 1247规定的方法测量,应不大于IOnl Q。
6. 6.2无线电发射设备的高频接地施工工艺
6. 6. 2. 1接地板的尺寸应按CB/T 3667. 3的规定,接地板应镀锌,其上下表面应平整光洁。
6. 6. 2. 2将接地板按图样规定焊接在通信设备附近的艇体结构上。
6. 6. 2. 3根据表2要求选择汇流条规格,汇流条表面应镀锡。
6. 6. 2.4汇流条与接地板连接,先用酒精清洁接地板和汇流条的所有接触面,然后在接地板下板上垫 上由单层厚0∙05 mm叠成的总厚度不小于0.5 Inm的锡箔,放上汇流条,在汇流条上表面再垫总厚度不 小于0.5 ι≡的锡箔,压上接地板上板,拧紧紧固件。
6. 6. 2. 5应根据无线电发射设备布置情况敷设汇流条,将汇流条钉在封板上。汇流条规格的选用见 表2。
表2汇流条规格表 单位为毫米
|
设备名称 |
材料 |
厚度 |
宽度 |
|
功率不大于50W的收信机、控制台 |
紫铜片 |
0. 5 |
50 |
|
功率为50W~500W的发信机 |
0. 5〜1 |
100 | |
|
功率大于500W的发信机 |
150 |
6.6.2.6分汇流条与总汇流条的连接可采用先刨接再焊锡的形式,也可直接采用焊锡连接的形式,但 应保证连接牢固。
6. 6. 2. 7将汇流条与接地板、电气设备的连接处留余量并做成波纹状。
6. 6. 2. 8汇流条与电气设备连接的一端,其孔径应与电气设备高频接地处外径相匹配,见图29。
I-发射设备:2-螺母:3-平垫圈;4-弹簧垫圈:
5-发射设备接地螺柱;6-汇流条;7-锡箔
图29汇流条与设备的连接示意图
6. 6.3无线电设备的安全接地
6. 6. 3. 1在汇流条上钎焊铜丝编织套或多股软导线,铜丝编织套或多股软导线的另一端与冷压电缆电 线接头相连。铜丝编织套或多股软导线的长度应不大于0∙ 5 in,截面不小于4 πun2o
14
CB/Z 127—2004
6. 6. 3. 2将按6. 6. 3. 1制作的接头与电气设备的安全接地点连接。
6.7计算机信号地接地工艺
6.7.1计算机信号地接地的一般要求
6.7.1.1计算机信号地的接地系统由主接地电缆、分支接地电缆、连接器及信号接地板组成。整个系 统除信号接地板与艇体连接外,其余部分应与艇体绝缘。
6.7.1.2应按要求焊接固定各种连接器和信号接地板用的支架。
6. 7.1.3连接器信号接地板与电缆搭接直流电阻值应按CB 1247规定的方法测量,测量值应不大于
0. 5 m Ω o
6.7.2计算机信号地接地施工工艺
6. 7. 2.1主接地电缆与主接地短电缆的T型连接见图30,连接步骤如下:
a)将主接地电缆连接处的各护层剥至芯线,剥除长度为110 mm;
b)将主接地短电缆端部的绝缘护套剥至芯线,剥除长度为70 mm;
c)将主接地短电缆穿过连接器的绝缘盒,而后用无水酒精清洗已剥开的芯线部位及附近的外护套; d)将主接地短电缆端部线芯插入连接器线夹体的管端孔内压接并修平压接时产生的毛刺; e)将主接地电缆裸露部位放入线夹体的凹槽内,盖上压块,并拧紧螺栓;
f)用自粘胶带以半搭盖方式包绕线夹体表面1层〜2层,应不露出金属本体,然后涂上硅脂;
g)将绝缘盒清洗干净,桂毛需合缝处的平面并涂上密封胶,然后罩在连接器上,用套夹夹紧绝缘 盒;
h)用自粘胶带以半搭盖方式包绕绝缘盒进出线端1层〜2层直至电缆外护套上,然后用锁紧条扎
紧;
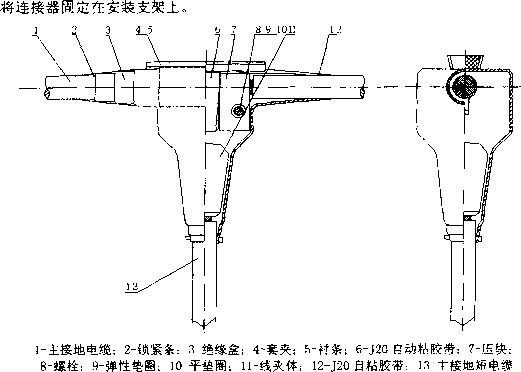
图30主接地电缆与主接地短电缆的连接示意图
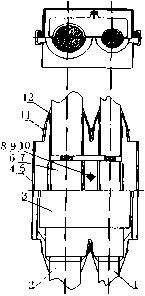
6. 7. 2. 2主接地电缆与分支接地电缆连接器的连接见图31o分支接地电缆与分支接地电缆连接器的连 接见图32,连接步骤如下:
a)在需要连接处将主接地电缆和分支接地电缆的绝缘护套剥除至芯线,剥除长度:主接地电缆与 分支接地电缆连接的为90 nun,分支接地电缆与分支接地电缆连接的为75 mm;
b)用无水酒精清洗已剥开的芯线及外护套;
c)将接地电缆的裸露部位放入线夹体的凹槽内,盖上压块,拧紧螺栓:
15
CB/Z 127—2004
d)用自粘胶带以半搭盖方式包绕线夹体表面1层〜2层,应不露出金属本体;
e)将绝缘盒清洗干净,锋毛需合缝的平面,涂上密封胶,然后罩在连接器上,用套夹夹紧绝缘盒;
f)用自粘胶带以半搭盖方式包绕绝缘盒进出线端1层〜2层直至电缆外护套上,然后用锁紧条扎 紧;
g)将连接器分别固定在安装支架上。
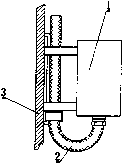
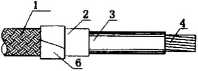
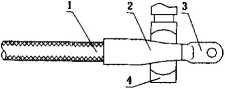
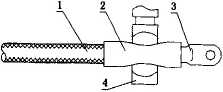
6. 7. 2.3主接地短电缆与艇体之间的连接采用信号接地板连接形式,见图33,连接步骤如下:
a)将信号接地板座以周围焊的方式焊接在艇体上:
b)将主接地短电缆与艇体连接的端部剥去长度为50 mm的绝缘护套,并用无水酒精清洗芯线及附 近的外护套,并套上长度为100 mm的热收缩套管;
c)将主接地电缆端部芯线插入信号接地板的接线管内压接,并修平压接时产生的毛刺;
d)在热收缩套管在主接地短电缆与信号接地板接线管压接后的连接处,用热风枪加热热收缩套管 使其收缩;
e)将信号接地板座与信号接地板接触面清洁干净,露出金属本色;
f)在信号接地板座与信号接地板之间垫单层厚为0. 05 ππn,总厚度不小于0. 5 mm的锡箔,用四个 螺栓将接地板固定在接板座上。
1-支电缆;2-主电缆:3-绝缘盒;4-套夹:
5-衬条;6-线夹体:7-压块;8-螺栓;
9-弹性垫圈;IO-平垫圈;H-锁紧条:12-J20自粘胶带 图31主接地电缆与分支接地电缆的连接示意图
I-支电缆;2-绝缘盒:3-套夹:4-衬条;
5-线夹体:6-压块;7-螺栓;8-弹性垫圈:
9-平垫圈:10-锁紧条;N-J20自粘胶带
图32分支接地电缆与分支接地电缆的连接示意图
L接地板座:2-锡箔:3-接地板;4-螺栓、弹簧垫圈、平垫圈;5-电缆:6-接线管
图33主接地短电缆与信号接地板的连接示意图
16
CB/Z 127—2004
6. 7. 2. 4主接地电缆及分支接地电缆的敷设和固定,按一般舱室电缆敷设要求,单独敷设在艇体上, 电缆的敷设应符合CB 1312的要求(在连接器连接前可临时固定)。
6.7.2.5与电气设备连接的分支电缆末端均应压接电缆接头,并修平压接产生的毛刺,再连接到电气 设备的信号地螺栓上。
6. 7. 2. 6计算机信号地的接地,按CB/Z 132-1998中5. 2. 1的规定。
7电气设备的电缆引入
7[ —般工艺要求
7.1.1当敷设到电气设备的电缆的最后一个电缆卡或扎带固定后,再进行电缆修整和引入工作。
7.1.2引入电气设备电缆的弯曲半径宜为电缆外径的4.倍〜6倍,进入同一电气设备的电缆,其弯曲 半径宜一致。对同一电气设备进线部位相同的电缆,其弯曲部位应一致,做到整齐、美观。
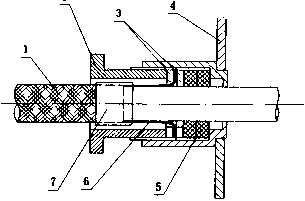
7.1.3当电缆引入水密电气设备时,在填料函处应保持有一直线段,其长度应不小于填料函螺母高度 的1.5倍,见图34。
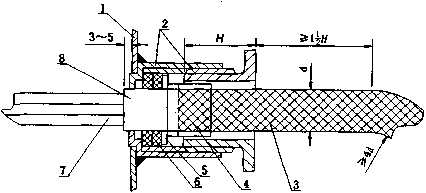
I-设备壁;2-填料函:3-电缆;4-绝缘胶布;5-平垫圈:6-填料;7-电缆芯线;8-电缆绝缘护套 图34电缆进入电缆填料函示意图
7.1.4电缆端部应有永久性标签,标签上标电缆代号及规格。电气设备进线部位相同的电缆,其标签 距电气设备的距离应一致,标签标记均应向外,做到整齐、美观,见图35。
7.1.5在进电气设备处,电缆应固定牢靠。有填料函的电气设备,利用填料函固定,见图34;无填料 函的电气设备,应依靠电气设备的进线托线板或其他电缆紧固件进行固定,避免电缆松动使芯线和接头 或连接器受力,见图35和图36。采用进线托线板紧固形式的电缆进入电气设备时,电气设备封口板开 孔尺寸应与电缆末端的外径相配,护套宜露出电气设备内壁3皿〜5 ι≡o
I-设备:2-封口板;3-卡线板;4-电缆;5-电缆标签;6-托线板
图35电缆固定在进线托线板上的示意图
17
CB/Z 127—2004
I-电缆芯线;2-电缆绝缘护套;3-设备壁:4-进线封口板:
5-螺钉、螺母、平垫圈、弹簧垫圈;6-电缆;7-进线卡;8-进线托线板 图36电缆固定在进线托线板上的示意图
7.1.6用填料函紧固时,填料两侧的金属垫圈内径应与电缆护套外径相配,应使填料函内填料压紧在 电缆护套上。填料压紧后,宜使电缆外套露出电气设备内壁2 mm〜3 nun,填料函螺母露出2牙〜3牙。 7. 2电缆分支方法
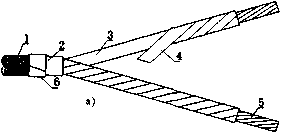
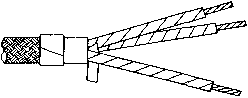
7. 2.1当电缆敷设的方向正对着电气设备进线孔的方向时,电缆宜采用扇形分支的形式进入电气设备, 见图370 .
I-设备;2-电缆;3-卡线板 图37电缆扇形分支进入设备示意图
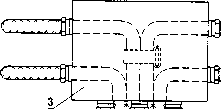
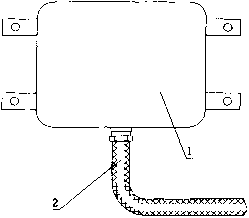
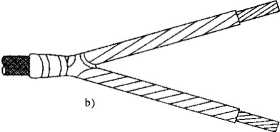
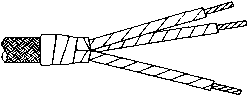
7.2.2当电缆敷设的方向与电气设备进线孔的方向相反时,电缆宜采用隐扇形分支形式进入电气设备, 见图38。在电气设备安装前,釆用此种形式时,应先将电气设备背面的电缆固定,电气设备与艇体间 的距离应保证电缆的最小弯曲半径。
I-设备;2-电缆;3-舱壁
图38电缆隐扇形分支形式进入设备示意图
18
CB/Z 127—2004
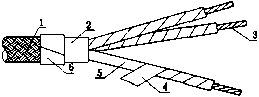
7.2.3当电缆敷设的方向与电气设备进线孔的方向存在多种情况时,可将7. 2. 1和7. 2. 2两种形式混 合使用,见图39。
ɔ
I-绑带;2-电缆;3-设备
图39电缆混合形式分支进入设备示意图
7. 3电缆进入电气设备的方法
7.3.1当电缆芯线截面较大,在短距内弯曲困难时,电缆的走向宜与电气设备的进线孔在一直线上, 采用直线引入,见图40。
7.3.2当电缆敷设走向对着电气设备进线孔的方向,二者中心距离小于电缆弯曲半径的二倍时,见图 41。当两者中心距为电缆弯曲半径两倍以上时,见图42。
『设备;2-电缆;3-舱壁
图40电缆直线引入设备示意图
I-设备:2-电缆:3-舱壁
图41电缆小弯曲引入设备示意图
I-设备;2-电缆:3-舱壁
图42电缆弯曲引入设备示意图
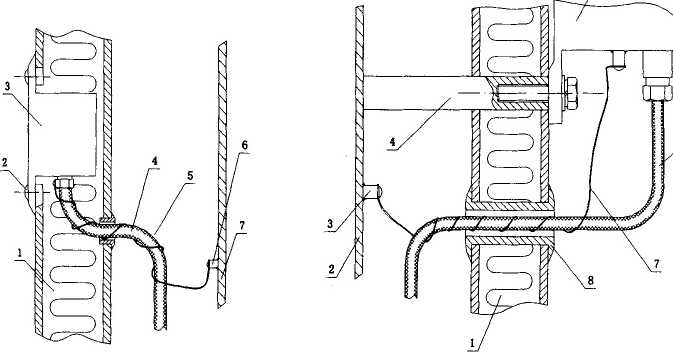
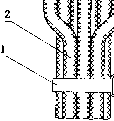
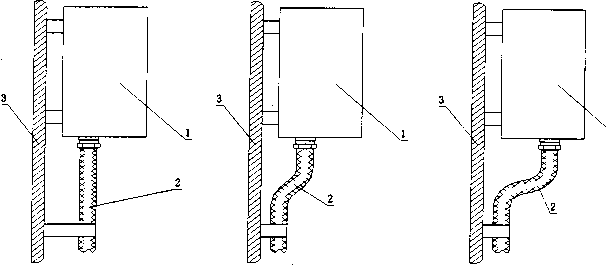
7.3.3当电缆敷设走向与电气设备进线孔方向相反,电气设备进线孔中心线与电缆中心线在垂直电气 设备安装面中,宜采用180。转弯引入,见图43。
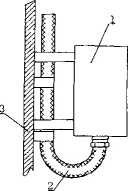
7.3.4当电气设备与舱壁的间距较小,电缆敷设走向与电气设备进线孔方向相反,宜采用斜180°转 弯引入,见图44。
19
CB/Z 127—2004
I-设备;2-电缆;3-舱壁 图43电缆转180。引入设备示意图
I-设备:2-电缆;3-舱壁
图44电缆斜右转180°引入设备示意图
7.3.5当电缆敷设走向与电气设备进线孔的中心线垂直,且在同一平面时,宜采用90。转弯引入的形 式,见图45。
I-设备:2-电缆
图45电缆转90°引入设备示意图
7.4电缆切割和修正
7. 4.1电缆切割和修正的一般要求
电缆护套的切割,不应损伤芯线绝缘,应保证电缆进入电气设备后,芯线具有所需的长度。
7.4.2电缆切割工艺
7.4. 2. 1电缆护套切割部位
对引入水密电气设备填料函的电缆护套,切割处距电气设备内壁宜为2 mm〜3 mm。对大型电气设备, 若其内部空间较宽敞,切割处允许在接线柱附近距芯线橡皮绝缘边3 mm〜5 mm。对有金属编织套的电缆, 进入非水密电气设备护套切割处距编织套包扎处为2 mm〜3 mm,见图46。对无编织套电缆,进入非水密 电气设备护套切割处距电气设备内壁为3 Inm〜5 π≡c
20
CB/Z 127—2004
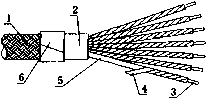
7. 4. 2. 2有金属编织套电缆的切割
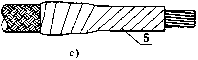
7. 4. 2. 2. 1进入水密电气设备的有金属编织套的电缆,且对电磁屏蔽无严格要求时,编织套的切割处 应与填料函座齐平,见图47。引入非水密电气设备的有金属编织套的电缆,编织套的切割处宜在进入 衬套3 1nm〜5 mm处,见图46。对于要求护套在接线柱附近剥去的电缆,其编织套应在电缆进入电气设 备后靠近内壁处切除。金属编织套切割后,应在切割处包2层〜3层绝缘胶带,并使胶带宽度的2/3包 扎在编织套上。
编织套包扎处
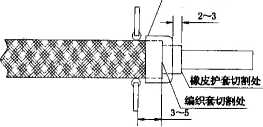
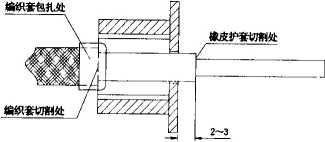
图46电缆进入非水密设备时编织套和护套 的切割示意图
图47电缆进入水密设备时编织套和护套 的切割示意图
7. 4. 2. 2.2对金属编织套用接地填料函锥形接地圈进行接地的电缆,电缆护套的切割宜在电气设备内 壁2 nun〜3 1nm处。金属编织套切割处,在电缆穿过填料函内橡胶垫圈后,加上3 mɪn〜5 1nm的长度处切 割,保证编织套能套住锥形接地圈,并按CB/Z 132-1998中5. 3. 5. L 1 d规定的方法进行。
7. 4. 2. 2. 3采用将金属编织套钎焊在水密电气设备填料内垫圈上进行接地的电缆,电缆护套的切割宜 在电气设备内壁2 mm~3 mm处;金属编织套切割,在电气设备填料函螺母长度加上5 InIn~10 mm处。 将金属编织套钎焊在垫圈上完成后,再剪去多余的编织套,见图48。
I-电缆;2-填料函螺母;3-镀锡垫圈;4-设备壁;5-填料;6-电缆金属编织套:7-绝缘胶布
图48用锥形接地圈接地的电缆编织套和护套的切割与接地示意图
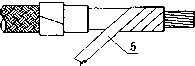
7. 4. 2. 2.4采用在电缆金属编织套上另外焊接接地线进行接地的电缆:电缆护套的切割宜在电气设备 内壁2 mm〜3 mm处,金属编织套的切割应与填料函座齐平,切割处应包绝缘胶布,把电缆金属编织套 需焊锡的一段处理干净,然后焊上一道锡,其长度应不少于任一股编织套铜丝绕电缆一圈的直线长度, 宽度为5 Inln~6 mm,见图49o
21
CB/Z 127—2004
I-电缆;2-焊锡:3-接地夹箍;4-接地线;5-填料函螺母:6-设备
图49电缆编织套焊接接地线时电缆编织套与护套的切割与接地示意图
7.4.2 3编成辫子进行接地的电缆金属编织及护套切割
7. 4. 2. 3. 1对有双层护套的电缆(如JSHFP型),外护套的切割处宜距电气设备内壁2 mm〜3 ≡ι,内 橡皮护套的切割处距外护套切割处8 mm〜IOmn1,并将内外护套之间的编织套拆散成金属丝,再编成接 地跨接线,其长度应保证接地跨接线与电气设备内接地螺柱可靠连接,见图50。
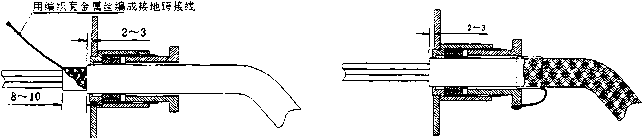
图50双层护套电缆的切割与接地示意图 图51填料函螺母有接地螺钉时电缆的切割与接地示意图
7. 4 2. 3. 2对电磁屏蔽要求高的电气设备且电气设备内设有电缆屏蔽接地螺柱时,电缆护套的切割处 宜距电气设备内壁2 mm〜3 ≡,编织套拆散成金属丝,再编成接地跨接线,长度应保证接地跨接线与 电气设备内接地螺柱可靠连接。
7. 4. 2. 3. 3对电气设备填料函螺母有接地螺钉孔的,当进入电气设备的电缆为屏蔽电缆时,电缆护套 的切割处宜距电气设备内壁2 ≡ι〜3 nun,编织套拆散成金属丝,再编成接地辫子,通过螺钉固定在填 料函螺母上,金属编织套切割后的长度应能保证所编的辫子能方便地连接在填料函螺母的接地固定螺钉 上,辫子的端部可采用电缆冷压连接接头,见图51。
7.4.2.4与电连接器连接的电缆切割
与电连接器连接的电缆切割,以及屏蔽电缆引入电气设备的接地,应按CB/T 3831-2000的规定。
7.5芯线长度的确定
22
CB/Z 127—2∞4
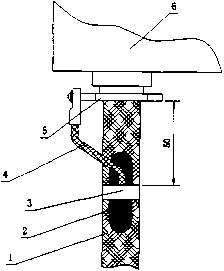
7.5.1芯线长度由必需长度和备用长度两部分组成。必需长度为芯线沿电气设备的内壁至所连接的接 线柱的长度与制作接头所需芯线的长度之和,备用长度为保证同一电缆的芯线在相应的接线柱之间互换 所需芯线的长度。对于单芯、双芯、三芯电缆,芯线截面大于4 mm2的,按芯线到所要连接的接线柱的 距离,加上制作接头所需长度厶确定,见图52。芯线截面不大于4 mm2的,应增加再制作2〜3个同样 接头的长度。电缆在电气设备外面应留有第二次重新做接头的长度。
7. 5.2对于多芯电缆,芯线长度按芯线沿电气设备的内壁至所要连接的接线柱的距离,加上IOO mm, 见图53,备用芯线的长度按该芯线所在电缆的最长工作芯线的长度确定。
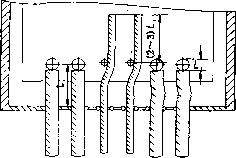
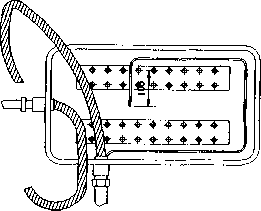
图52设备内芯线长度示意图
图53多芯电缆芯线、备用芯线长度示意图
7. 5. 3引入照明灯具及附具的芯线长度按表3所规定的长度范围并根据实际情况确定。
表3引入照明灯具及附具芯线长度表 单位为毫米
|
设备名称 |
___________芯线长度L___________ |
|
______ 舱顶灯 |
100—160 |
|
壁灯 |
80 〜140 |
|
____________蓬顶灯____________ | |
|
_____________开关 | |
|
插座 | |
|
____________接线盒____________ |
120~140 |
|
____________信号灯盒____________ | |
|
____________照明配电盒____________ |
250〜450 |
|
____________关闭器____________ |
120〜140 |
8电气设备接线
8.1电缆芯线接头
8. 1.1 常用类型
电缆芯线接头分为烫锡接头和冷压接头,电缆芯线接头的常用类型见表4。
23
CB/Z 127—2∞4
表4芯线接头常用类型表
|
接头类型 |
示 图 | ||||
|
烫锡型 接头 |
环状接头 | ||||
|
销状接头 | |||||
|
冷压型 接头 |
板型电缆接头(JB型) | ||||
|
∣j∣ Il Il |
Il 7 | ||||
|
开口管型电缆接头QK型) |
3______________ | ||||
|
L | |||||
|
管型电缆接头(JG型) |
D | ||||
|
叉型电缆接头(JC型) |
5 | ||||
|
针型电缆接头(JZ型) |
J Il |
1 | |||
|
销型电缆接头(JX型) |
1 | ||||
24
CB/Z 127—2∞4
8.1.2烫锯接头施工工艺
8. 1.2.1电缆烫锡接头的工艺要求
电缆烫锡接头的工艺要求如下:
a)采用的焊剂应为中性焊剂;
b)焊锡接头表面应光洁,无焊锡的残渣和空隙;
c)烫锡时,应将电缆芯线绝缘往后移或翻起。当不能移动橡皮绝缘时,则可短时浸在电焊锅的焊 锡中,但不能破坏芯线绝缘。
8.1.2. 2环状接头的烫锡施工工艺
环状接头的烫锡施工工艺如下:
a)去除芯线的绝缘,其长度为45 mm;
b)绞紧并清洁电缆芯线;
c)将电缆标识套管套在芯线绝缘上;
d)将芯线按需要的直径绕在芯杆上,并将芯线端在芯线上绕1圈〜2圈,见图54、55,然后将剩 余的裸芯线剪去。单股芯线作接头时,不需将芯线端在芯线上绕1圈〜2圈,而用直径60.15皿〜 0. 20 mm的镀锡铜丝在接头处缠2圈〜3圈,见图56;
e)修整切除处毛刺,并将芯线绝缘橡皮往后移动7 nun〜IOnIllb见图55;
f)在接头处涂上焊剂,放在具有熔化焊锡的电焊锡锅中烫锡,见图57;
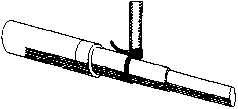
图54芯线绕在芯杆上示意图
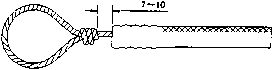
图55芯线端绕芯线示意图
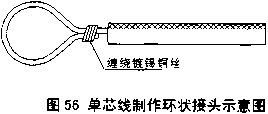
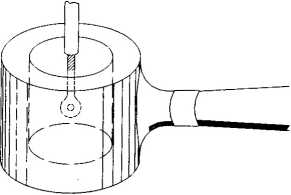
图57接头烫锡示意图
g)取出接头,将多余焊锡抖入电焊锡锅中,待接头冷却后,用纱布蘸酒精或汽油清除残余焊剂, 然后将绝缘橡皮拉回原处。
8. 1.2. 3销状接头的锡焊施工工艺
25
CB/Z 127—2004
销状接头的锡焊施工工艺如下:
a)去除芯线绝缘,其长度为电缆夹头压板的宽度再加3 Inm〜5 ≡i;
b)清理电缆芯线;
c)将芯线橡皮绝缘往后移动7 mm〜10 mɪn,在端部涂上焊剂;
d)放于具有熔化焊锡的电焊锅中烫锡,其烫锡长度(z.)即为电缆夹头压板的宽度,见图58:
e)软芯电缆制作销状接头时,在芯线端部距橡皮绝缘3mm~5mm处,扎缠一层。0. 3mm~0. 5mm的镀 锡铜丝后,再烫锡,见图59;

7-10, 厶
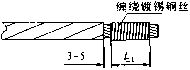
图58硬芯线制作销状接头示意图 图59软芯线制作销状接头示意图
f)待接头冷却后,用纱布蘸酒精或汽油清除残余焊剂,然后将橡皮绝缘拉回原处。
8.1.3冷压接头施工工艺
8. 1.3.1电缆接头冷压工艺要求
电缆接头冷压工艺要求如下:
a)所有冷压接头应使用冷压专用工具进行压接;
b)电缆接头在压接前,应清除铜芯线上的橡皮膜、残渣,并将电缆标识套管套在芯线绝缘上; c)电缆接头的规格应与电缆芯线截面规格相匹配,专用工具的压模规格应按接头的规格选用; d)芯线绝缘的切割不应损伤铜芯线,切口应平整。铜芯线插入接头管内时,不应切除部分铜芯线; e)压合时,接头不应在模具内移动,压合后,压坑深度应不小于冷压接头管径的2/5; f)对有纵向密封要求的大截面电缆采用冷压接头时,应具有密封性,宜采用JG型接头; g)接头制成后,应作清洁工作;
h)若冷压接头需要采用特殊冷压模具时,应按CB7Z 89的规定对压接质量提出要求;
i)接触电阻应满足与线芯相连接部分的电阻值不大于被连接电缆的同长度线芯电阻的1.5倍的要 求。
8.1.3. 2电缆接头冷压施工工艺
电缆接头冷压施工工艺如下:
a)按要求选择电缆冷压接头的型号规格,或根据电缆的规格及电气设备的要求,按CB* 394选择电 缆接头;
b)切除芯线绝缘层,长度为Ll加上2 mm-3 mm;
C)清理芯线,去除氧化层、油污、残渣等杂物,对松散的芯线应予绞紧;
d)取相应的电缆接头,擦干净;
e)将相应的塑料标记管套在芯线绝缘层上;
f)将芯线插入接头管内,并插到底;
g)根据电缆冷压接头的尺寸,在冷压钳上选取相应的压模,或选取相应的压模装在冷压钳上。压 模尺寸和压接操作应符合CB*/Z 89的要求;
h)当采用压坑压接方式时,应将插入芯线的接头放入模具内。压接芯线截面不大于16 π√的接头, 压坑在接头管反面的中部;压接芯线截面大于16向的接头,压坑在接头管正面的中部。电缆 中心线应与电缆接头中心线重合;
i)冷压接头的压合形式,以JG型接头为例,压坑的位置和尺寸见图60和表5;
j)对大截面电缆可釆用周压压接方式,接头规格以及相配的压模尺寸见图61和表6;
k)冷压接头时,应将冷压工具压到位,并停留5 S〜10 s,压合应一次完成。
26
CB/Z 127—2004
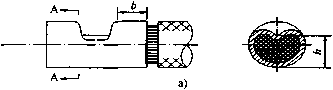
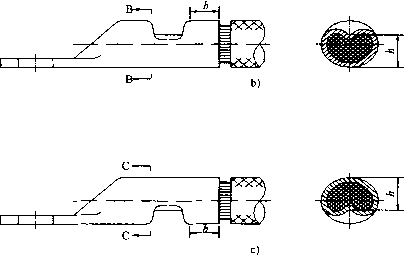
图60 JG型接头压坑位置示意图
表5 JG型接头压坑尺寸表
|
接头规格 mm2 |
b nun |
h mm |
|
2 |
____________L8____________ | |
|
__________________1.5 |
_______________L 95 ______ | |
|
________________2.5 |
3 |
____________2J0____________ |
|
_____________________4 |
_____^_____ | |
|
___________________6 | ||
|
___________________LQ__________________ |
4 | |
|
___________________16 |
6 | |
|
_________________25_________________ |
__________________512__________________ | |
|
__________________35___________________ |
_____^_____ | |
|
_________________50_________________ |
6.7________________ | |
|
__________________70___________________ |
8.2________________ | |
|
_________________95_________________ |
8 |
9.7________________ |
|
__________________120__________________ |
10. 7_____________________ | |
|
__________________150__________________ |
12.2_________________ | |
|
__________________185__________________ |
13.7_________________ | |
|
__________________240__________________ |
10 |
15.7____________________ |
|
________________300_________________ |
17.5_________________ | |
|
________________400_________________ |
19. 2____________________ | |
|
400II |
23.2 |
27
CB/2 127—2004
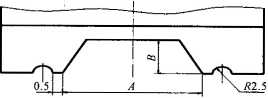

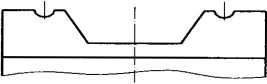
图61大截面电缆压模型式示意图 表6大截面电缆压模尺寸表
|
接头规格 πun2 |
mm |
B mm |
mm |
|
____________16 |
____________7.9 |
3.4 |
10 |
|
____________25 |
___________8.9 |
___________3.9 | |
|
35 |
11.1 |
4.8 | |
|
___________50 |
_________1L3________ |
___________4.9 |
12 |
|
____________70____________ |
______________15______________ |
___________614___________ | |
|
95 |
17. 7 |
7. 6 | |
|
120 |
19 |
8.2 |
13 |
|
____________150____________ |
________2L6________ |
___________913___________ |
14 |
|
185 |
24.3 |
10.5 | |
|
240 |
26.3 |
11.4 |
15 |
|
____________300____________ |
28.4__________ |
12.3___________ |
17 |
|
___________400___________ |
32.4__________ |
14______________ | |
|
400II |
35.6 |
15.5 |
18 |
8.1.4电缆与连接器的连接
电缆与连接器的连接和芯线与插针的连接应按CB/T 3831的规定。
8.2电缆芯线标记
8. 2.1电缆芯线标记的工艺要求
8. 2. 1. 1电缆芯线应作标记。
8.2. 1.2电缆芯线应逐根核对,同一芯线两端应具有相同编号。
8. 2. 1.3芯线标记的字母、号码应清晰、整齐、耐久不褪色,并与电气设备图样相符。
8. 2. 1.4应保证标记套管套紧不松动。
8. 2.1.5同一电气设备内的芯线标记套管应排列成同一方向,不应将字母和号码倒置,套管上的标记 字母、号码应向外可见。
8. 2. 1.6不应直接在芯线绝缘上做标记。
8. 2.2用塑料套管作标记
28
CB/Z 127—2004
8. 2. 2. 1芯线截面小于4 mm2的电缆,应按表7确定塑料标记套管的内径。对进入电气设备后剥除橡皮 护套的,截面不小于4 mm2的电缆,亦可采用与接头外径相应的标记套管。
表7芯线截面与套管配套表
|
芯线截面 mm2 |
聚氯乙烯管内径 mm |
|
__________________LO_________________ | |
|
__________________L5__________________ | |
|
2.5 |
5.0 |
8. 2. 2. 2接冷压接头芯线标记套管的长度为剥去绝缘线芯导体长度的2倍;无接头或销状接头标记套 管的长度为剥去绝缘线芯的长度。
8.2.2.3在芯线接头制作前,应将标记套管套到芯线绝缘上。
8.2.2.4对引入电气设备的电缆芯线进行逐根核对并编号,应保证同一芯线两端具有相同的编号。
8. 2. 2. 5用特细油性记号笔在芯线标记套管上写上编号。
8. 2. 2. 6接头制作后,应将套管移至芯线端部。对冷压接头(如板型、管型、开口管型、叉型、针型) 应将套管的一半套在接头上;对销型接头、环状接头、无接头,套管应紧套在线芯绝缘上。
8. 2.3用热缩套管作标记
8. 2. 3. 1根据芯线外径选择热缩套管的外径,选择要求与9. 2. 2相同。
8. 2. 3. 2当套管套上接头后,套管在芯线绝缘上部分的长度应满足写上标记代号的要求。
8.2.3.3根据要求打印或用特细油笔在热缩套管上作标记代号。
8 2. 3.4在芯线接头制作前,将热缩套管套到芯线绝缘上。
8.2. 3.5对引入电气设备的电缆芯线进行逐根核对并编号,应保证芯线连接的正确及同一芯线两端具 有相同的编号。
8. 2. 3. 6用热风枪进行均匀加热,加热时从接头(电连接器)一端开始,逐渐向另一端移动,排出空 气,直至整个热缩套管成形。
8. 2.4电连接器的电缆芯线标记
电连接器的电缆芯线标记应按CB/T 3831的规定。
8. 3电缆芯线处理
8.3. 1电缆芯线处理的要求
8. 3. 1.1进入防水式电气设备的电缆芯线,可不进行包扎。
8.3. 1.2进入防滴式、防护式和开启式电气设备的电缆,若芯线为橡皮绝缘,应套塑料管或包塑料带 加以保护。
8. 3. 1.3引入白炽灯具以及有绝缘接线板的电阻箱、电热器具的电缆芯线应加套玻璃丝套管或玻璃丝 黄蜡管加以保护。
8. 3. 1.4对电热器、电灶等产生高温的电气设备,若电缆芯线直接接至发热元件上,应按芯线长度剥 去绝缘层,在铜芯线上套以瓷珠绝缘。瓷珠应紧密连续套至芯线端部。
8.3. 1.5塑料绝缘芯线可不进行包扎塑料带处理。
8.3.2电缆芯线包扎工艺
8. 3. 2. 1用塑料粘带包扎芯线
用塑料粘带从芯线接头处开始,采用2/3叠绕法(第二圈带覆盖到第一圈带宽度的2/3)叠绕直到绝 缘护套上。包扎时,应封闭绝缘护套与绝缘层、绝缘层与芯线的间隔。塑料粘带叠绕完毕后,在叠绕到 绝缘护套上的塑料粘带上用绝缘胶布进行缠绕,见图62〜图65。
对芯线橡皮绝缘不需进行包扎的电缆,应在绝缘护套与绝缘层交接处进行包扎,并用绝缘粘胶布进 行缠绕。
29
CB/Z 127—2004
a)
b)
I-电秒金隅碗期客;Z-5E豚步集::J-心≡fe?E雰;
4-芯线;5-塑料带;6-绝缘胶布
图62单芯电缆芯线包扎示意图
L电班筮懸狼小售;Z-?E琢步宾;J-心戏把喙;
4-塑料带;5-芯线;6-绝缘胶布
图63双芯电缆芯线包扎示意图
≡Z∏B^^^≡
I-电缆金属编织套;2-绝缘护套:3-芯线;
4-塑料带;5-芯线绝缘;6-绝缘胶布
图64三芯电缆芯线包扎示意图
I-电缆金属编织套:2-绝缘护套:3-芯线;
4-塑料带;5-芯线绝缘;6-绝缘胶布
图65多芯电缆芯线包扎示意图
8. 3. 2. 2芯线绝缘层套玻璃丝管
将玻璃丝套管或玻璃丝黄蜡管套至芯线根部,并在根部用绝缘胶布或帆线扎紧。
8. 3. 2. 3芯线接头的包扎
8.3. 2.3.1电缆进入电气设备后,在接线柱附近剥除电缆护套的大截面电缆,包扎黄蜡绸带和塑料胶 带的工艺如下: ^
a)将橡皮护套端部削成锥形;
30
CB/2 127→004
b)在芯线橡皮绝缘与接头之间的空隙处用剥下的橡皮绝缘填平;
c)从接头的管子部分开始,用黄蜡绸带半迭包扎一层,长度为接头管子的长度加上30 mm~40 mm;
d)用塑料胶带半迭包扎到与橡皮护套齐平,在接头端应露出长度为2 mm的黄蜡绸。
8. 3. 2. 3. 2电缆进入电气设备后,在接线柱附近剥除电缆护套的大截面电缆,包扎J型(ZRJ型)绝 缘自粘型橡胶带和绝缘胶布的工艺如下:
a)从护套切口处的护套层上开始用绝缘自粘型胶带进行缠绕,并使缠绕的绝缘自粘型橡胶带填平 电缆护套与接头的空隙处;
b)填平上述空隙后,继续按半迭包方式包扎自粘型绝缘橡胶带直到电缆接头管子部分,长度为管 子长度;
c)用绝缘胶布按半迭包方式缠绕或采用电缆热收缩套管遮盖住橡胶带。
8.4电缆芯线捆扎
8.4.1电缆芯线捆扎的要求
8. 4.1.1电气设备内的芯线束捆扎应牢固。
8. 4. 1.2若芯线束较长时,电气设备内应有电缆支撑件,使电缆芯线束能在电气设备内固定。
8.4. 1.3当艇体振动引起电缆芯线振动时,芯线中的细导线不应承受集中的弯曲应力。
8. 4.1.4芯线束捆扎时,应注意芯线的平整、美观。
&4.2电缆芯线捆扎施工工艺
8. 4. 2. 1电缆芯线捆扎施工前,电缆的接头应制作完成。采用热缩套管的电缆接头,其热缩套管施工 应完成。
8. 4. 2. 2根据接线情况,整理电缆芯线,将电缆芯线沿电气设备内壁与接线柱之间排列成束,用帆线、 小型尼龙扎带等进行捆扎。用帆线捆扎,见图66。

a)

b)
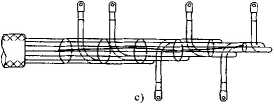
图66电缆芯线捆扎示意图
8. 4. 2. 3将芯线余量在接线柱附近绕圈放置,电源线宜绕一圈。若芯线为多股铜线,且截面在2.5皿2 以下的,可将芯线余量弯曲后捆扎在芯线束中,见图67、图68。
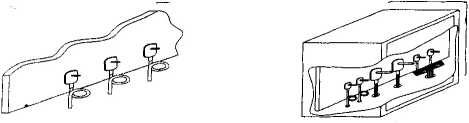
图67芯线留余量示意图
图68不同芯线以及截面2. 5mm2以下芯线留余量示意图
31
CB/Z 127—2004
8,4. 2.4将备用芯线单独捆扎,在备用芯线端部,用绝缘材料包扎切口,亦可将备用芯线接在备用接 线柱上,见图69。
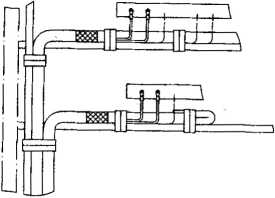
图69备用芯线捆扎示意图
8. 4. 2. 5将芯线接头接到电气设备的各接线柱上,各接头应彼此平行,见图70。
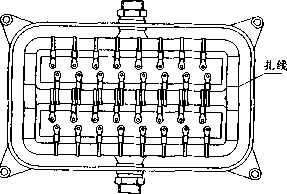
8. 4. 2. 6
图70芯线接到接线柱上示意图
对于照明属具(开关、插座和接线盒),芯线接头接到接线柱上后,应将芯线盘成螺旋状,
嵌于内部空隙处。见图71。
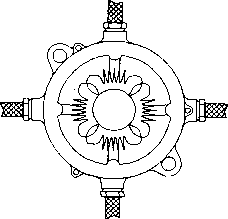
图71照明属具芯线留余量示意图
32
CB/Z 127—2004
8.5电气设备接线
电气设备接线螺柱或接线槽施工工艺要求如下:
a)将电缆芯线按规定编号接至电气设备的接线柱或接线槽;
b)接线应可靠、整齐。采用接线柱形式的接线,应使用防止松脱的弹簧垫圈或锁紧螺母,见图720 采用接线槽形式的接线,螺钉应使用弹簧垫圈;
I-电缆芯线;2-标记套管;3-螺母;4-平垫圈:5-接线板;
6-弹簧垫圈;7-接线柱;8-电缆接头
图72接线柱接线示意图
c)不应使用紧固接线柱的螺母紧固电缆芯线接头;
d)芯线接头在接线柱上不应旋绞,彼此平行;
e)接线柱上螺母应拧紧。
9电缆用热缩套管的使用
9.1使用热缩套管的工艺要求
9.1.1应根据电缆外径选择合适的热缩套管。
9.1.2进入电气设备同一成束电缆宜使用长度相同的热缩套管。
9. 1.3对热缩套管加热时,加热应均匀,避免集中一点加温。
9. 2 热缩套管施工工艺
9.2.1热缩套管施工前,应完成电缆接头或电连接器的连接(焊接或压接),并检查确认无误。凡有 纵向密封要求的部位,应按相应规定进行热缩套管的施工。
9.2.2根据电缆外径选择热缩套管,热缩套管收缩前的内径应大于被包覆电缆外径的110%;收缩后的 内径应小于被包覆电缆外径的90%o
9. 2. 3对单根芯线截面不小于16 mm2的电缆和接头,采用电连接器的电缆热缩套管长度宜为120 mm〜 150 mm,小截面电缆可按需要进行裁剪。
9. 2.4用合适的清洁剂除去电缆与接头或电缆与电连接器需要被热缩套管包覆部位的油污和异物。
9.2.5在电缆包扎处缠上自粘胶带。自粘胶带的长度比热缩套管稍短,缠完自粘带后表面应平整,见 图73 (以电缆与端头连接为例)。
9.2.6在自粘胶带上采用半搭绕法缠绕1层〜2层绝缘胶布,缠绕层长度与自粘胶带相同。
9.2.7将热缩套管套在电缆上,见图74。
I-电缆;2-自粘胶带;3-电缆接头
图73电缆缠自粘胶带示意图
I-电缆;2-热缩套管;3-电缆接头
图74电缆套热收缩套管示意图
33
CB/Z 127—2004
9. 2.8用专用加热工具加热:根据电缆的种类,将加热温度控制在15(TC〜200℃ (如果电缆的耐温等 级较高,可适当增高加热温度,但不得高于20(τC),待热风枪温度平衡后(约Imin)即可进行加热。 加热应均匀,加热火力或热量不应长时间集中在一点。加热时从接头(连接器)一端开始均匀加热使之 成形并逐渐向另一端移动,排出空气,直至整个热缩套管成形,见图75o或从中部均匀加热再分别向 两端移动,排出空气,直至整个热缩套管成形,见图76。对带胶的双层热缩管加热至成形并有少量的 胶流出为止。
34
I-电缆;2-热缩套管:3-电缆接头;电加热工具 图75热收缩套管从接头端加热示意图
1-电缆;2-热缩套管;3-电缆接头:电加热工具 图76热缩套管从中间加热示意图