
ICS 75. 180
E 90
备案号:53369—2016
SY
中华人民共和国石油天然气行业标准
SY/T 0609—2016
代替 SY/T 0609—2006
优质钢制对焊管件规范
Specification for high-test wrought butt-welding fittings
2016-01-07 发布
2016-06-01 实施
国家能源局 发布
SY/T 0609—2016
目 次
前言........................................................................................................................ π
1 范围.....................................................................................................................1
2规范性引用文件........................................................ 1
3术语和定义……...................................................................................................... 1
4许用压力................... 2
5管件规格.........................................................................................................……2
6 设计验证试验......................................................................................................... 17
7 水压试验...............................................................................................................18
8 材料.....................................................................................................................18
9化学成分......................................................................... 18
10 抗拉性能............................................................................................................20
11 热处理...............................................................................................................21
12 焊缝横向导向弯曲试验 ..........................................................................................21
13 缺口韧性......................................................................................................... 22
14 管件尺寸..........................................................................................................23
15 管件公差................................................... 23
16 制造.................. 24
17 无损检测............................................................................................................26
18 检验 ..................................................................................................................26
19 标志......................... 26
附录A (规范性附录)大开孔率热挤压三通极限分析设计方法 ..........................................27
附录B (规范性附录)拔制汇管................. 36
附录C (资料性附录)补充要求...................... 37
附录D (资料性附录)纵向焊道裂纹试验........................................................................38
附录E (资料性附录)标准的说明……............................................... 39
参考文献..................................................................................................................43
I
SY/T 0609—2016
前 言
本标准按照GB/T 1. 1—2009《标准化工作导则 第1部分:标准的结构和编写》给出的规则 起草。
本标准代替SY/T 0609—2006《优质钢制对焊管件规范》,与SY/T 0609—2006相比,除编辑性 修改外,主要修改了以下内容:
..修改了标准范围;
——以GB 713代替GB 6654;
---以 GB/T 9711 代替 GB/T 9711. 1 和 GB/T 9711. 2;
——调整了材料化学成分最大允许值;
——提高了各钢级最小伸长率指标;
--提高了对接焊缝无损检测要求;
——增加了 DNI250, DN1300, DN1350, DN1400, DN1450, DNI500 管件规格;
——增加了 WFHY- 555级材料及相关技术指标;
——增加了对材料碳当量CEPCrn的要求;
——对冷成型方法制造的管件增加了表面磁粉或渗透检测要求;
——允许对有害缺陷进行焊接修复;‘
——增加了大开孔率热挤压三通极限分析设计方法(见附录A)o
本标准使用重新起草法参考MSSSP-75: 2008《优质钢制对焊管件规范》编制,与MSSSP-75: 2008的一致程度为非等效。
本标准由石油工程建设专业标准化技术委员会提出并归口。
本标准起草单位:中国石油天然气管道工程有限公司、河北沧海重工股份有限公司。
本标准主要起草人:程晖、王成、傅伟庆、姜珊、高枫、孟庆鹏、孟庆云、赵德清、张松、李金 国、王枫、郭磊、唐颖浩。
SY/T 0609—2016
优质钢制对焊管件规范
1范围
本标准规定了工厂制造碳钢和低合金钢无缝和焊接对焊管件的材料、设计、规格、制造检验及标 志的基本要求。
本标准包括弯头、三通、管帽、拔制汇管,、异径管接头以及在工厂内焊接的加长段和过渡段。
本标准适用于油气输送管道用公称直径不大于DN1500的钢制对焊管件。
经供需双方协议,可制造特殊尺寸、形状、公差的钢制管件;当采用本标准以外的材料时,应符 合相应的材料规范要求。当此类管件满足本标准所有其他规定时,应被认为是部分符合本标准的管 件,但应对其做适当标记。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1,金属材料 拉伸试验 第1部分:室温试验方法
GB/T 229金属材料夏比摆锤冲击试验方法
GB 713锅炉和压力容器用钢板
GB/T 2975钢及钢产品力学性能试验取样位置及试样制备
GB 3531低温压力容器用钢板
GB 5310高压锅炉用无缝钢管
GB 6479高压化肥设备用无缝钢管
GB/T 9445无损检测人员资格鉴定与认证
GB/T 9711石油天然气工业管线输送系统用钢管
GB/T 12459钢制对焊无缝管件
GB 19189压力容器用调质高强度钢板
GB 50251输气管道工程设计规范
GB 50253输油管道工程设计规范
NB/T 47013. 1—47013. 6 承压设备无损检测
NB/T 47014承压设备焊接工艺评定
TSG Z6002特种设备焊接操作人员考核细则
3术语和定义
下列术语和定义适用于本文件。
3. 1
弯头 elbow
用于管道改变方向的管件,曲率半径R≤3D。
1
学兔兔www. bzfxw. com
SY/T 0609—2016
3. 2
高屈服强度锻轧制管件 WFHY- ×××
管件钢级符号,其后的XX又表示屈服强度。
3.3
三通肩部厚度 thickness of round corner where two lines for tee
三通主支管交汇处圆弧部分的厚度,它代表拔制或冷挤压三通能对开口提供补强部分的名义 厚度。
3.4
同类管件 fittings of same type
相同类型的管件,弯头、三通、异径管接头、管帽和拔制汇管,各自成为一类。
3. 5
规定的最小屈服强度 specified minimum yield strength
材料标准中给出的屈服强度下限值,即规定的最小屈服强度,简称最小屈服强度。 "
4许用压力
4.1按本标准制造的管件,其许用压力值应按GB 50251和GB 50253的规定,按相同钢级(或钢 号)、直径和公称壁厚承受内压的无缝直管(或焊接接头系数等于1的焊接管)计算。
4.2本标准的所有管件,其设计应能在安装后,承受相同钢级(或钢号)、壁厚的直管段水压试验压 力,在此压力下产生的环向应力应等于管子规定最小屈服强度,且不得有破裂和渗漏,或有碍于使用 的其他损害。
试验压力按公式(1)计算:
_ 2KeL% ..........................................)
P1 - D
式中:
,p↑..试验压力,单位为兆帕(MPa);
KeL--使用时连接直管段的规定最小屈服强度,单位为兆帕(MPa);
方一—和管件连接管子的公称壁厚,单位为毫米(mm);
D--和管件连接管子的外径,单位为毫米(mm)。
4.3经供需双方协商一致,制造商可以采用更高的试验压力,但应考虑高压下的安全性和适应性。
4.4设计时还应考虑管件形状因素的影响。
4.5管件可以采用国家认可的压力容器或压力管道规范确定的数学分析方法进行强度设计,也可按 照第6章规定的验证试验方法确定壁厚。大开口率热挤压三通可按照附录A提供的极限设计方法确定 壁厚。拔制汇管可按照附录B的方法进行设计。
5管件规格
公称直径大于或等于DN400时,管件尺寸见图1至图5及表1至表6;公称直径小于DN400时, 管件尺寸按GB/T 12459的规定执行。
2
学兔兔 www. bzfxw. com
SY/T 0609—2016
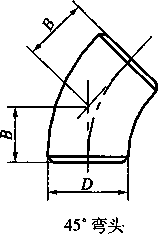
图1长半径弯头
表1长半径弯头尺寸 单位为毫米
|
公称直径DN |
端部外径D |
中心至端面尺寸 | |
|
90。弯头A |
45°弯头B | ||
|
400 |
406. 4 |
610 |
254 |
|
450 |
457 |
686 |
286 |
|
500 |
508 |
762 |
318 |
|
550 |
559 |
838 |
343 |
|
600 |
610 |
914 |
381 |
|
650 |
660 |
991 |
406 |
|
700 |
711 |
1067 |
438 |
|
750 |
762 |
1143 |
470 |
|
800 |
813 |
1219 |
502 |
|
850 |
864 |
1295 |
533 |
|
900 |
914 |
1372 |
565 |
|
950 |
965 |
1448 |
600 |
|
1000 |
1016 |
1524 |
632 |
|
1050 |
1067 |
1600 |
660 |
|
1100 |
1118 |
1676 |
695 |
|
1150 |
1168 |
1753 |
727 |
|
1200 |
1219 |
1829 |
759 |
|
1250 |
1270 |
1905 |
787 |
|
1300 |
1321 |
1981 |
819 |
|
1350 |
1372 |
2057. |
851 |
|
1400 |
1422 |
2134 |
883 |
|
1450 |
1473 |
2210 |
914 |
|
1500 |
1524 |
2286 |
946 |
3
学兔兔www. bzfxw. com
SY/T 0609—2016
表2 R = 3D弯头尺寸 单位为毫米
|
公称直径DN |
端部外径D |
中心至端面尺寸 | |||
|
90°弯头 |
60。弯头 |
45。弯头 |
30°弯头 | ||
|
400 |
406. 4 |
1219 |
703 |
505 |
327 |
|
450 |
457 |
1372 |
792 |
568 |
367 |
|
500 |
508 |
1524 |
879 |
632 |
408 |
|
550 |
559 |
1676 |
968 |
694 |
449 |
|
600 |
610 |
1829 |
1057 |
757 |
490 |
|
650 |
660 |
1981 |
1143 |
821 |
530 |
|
700 |
711 |
2134 |
1232 |
883 |
572 |
|
750 |
762 |
2286 |
1321 |
946 |
611 |
|
800 |
813 |
2438 |
1408 |
1010 |
654 |
|
850 |
864 |
2591 |
1497 |
1073 |
695 |
|
900 |
914 |
2743 |
1586 |
1135 |
735 |
|
950 |
965 |
2896 |
1673 |
1200 |
776 |
|
1000 |
1016 |
3048 |
1759 |
1264 |
818 |
|
1050 |
1067 |
3200 |
1848 |
1326 |
857 |
|
1100 |
1118 |
3353 |
1937 |
1389 |
899 |
|
1150 |
1168 |
3505 |
2024 |
1453 |
940 |
|
1200 |
1219 |
3658 |
2113 |
1516 |
981 |
|
1250 |
1270 |
3810 |
2200 |
1578 |
1021 |
|
1300 |
1321 |
3962 |
2288 |
1641 |
1062 |
|
1350 |
1372 |
4115 |
2375 |
1705 |
1103 |
|
1400 |
1422 |
4267 |
2464 |
1767 |
1143 |
|
1450 |
1473 |
4420 |
2551 |
1830 |
1184 |
|
1500 |
1524 |
4572 |
2640 |
1894 |
1226 |
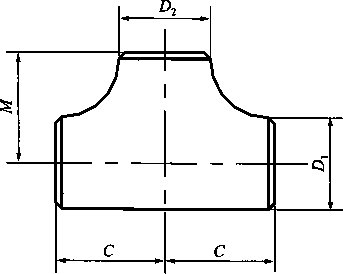
图2等径三通
4
学兔兔 www. bzfxw. com
SY/T 0609—2016
表3等径三通尺寸 单位为毫米
|
公称直径DN |
端部外径Di , |
D2 |
中心至端面尺寸 | |
|
C |
Ma | |||
|
400 |
406. 4 |
305 |
305 | |
|
450 |
457 |
343 |
343 | |
|
500 |
508 |
381 |
381 | |
|
550 |
559 |
419 |
419 | |
|
600 |
610 |
432 |
432 | |
|
650 |
660 |
495 |
495 | |
|
700 |
711 |
521 |
521 | |
|
750 |
762 |
559 |
559 | |
|
800 |
813 |
597 |
597 | |
|
850 |
864 |
635 |
635 | |
|
900 |
914 |
673 |
673 | |
|
950 |
965 |
711 |
711 | |
|
1000 |
1016 |
749 |
749 | |
|
1050 |
1067 |
762 |
711 | |
|
1100 |
1118 |
813 |
762 | |
|
1150 |
1168 |
851 |
800 | |
|
1200 |
1219 |
889 |
838 | |
|
1250 |
1270 |
934 |
876 | |
|
1300 |
1321 |
978 |
908 | |
|
1350 |
1372 |
1016 |
946 | |
|
1400 |
1422 |
1054 |
978 | |
|
1450 |
1473 |
1092 |
1016 | |
|
1500 |
1524 |
1118 |
1054 | |
尺寸M为推荐尺寸,并不要求必须采用(可与管件制造商协商)。
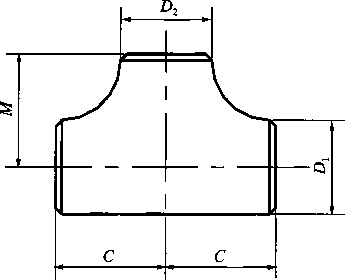
图3异径三通
5
学兔兔www. bzfxw. com
SY/T 0609—2016
表4异径三通尺寸 单位为毫米
|
公称直径DN |
端部外径 |
中心至端面尺寸 | ||
|
D1 |
D2 |
C |
Ma | |
|
400 × 400 X 3 5 0 |
406. 4 |
355. 6 |
305 |
305 |
|
400 × 400 × 300 |
406. 4 |
323. 9 |
305 |
295 |
|
400 X 400 X 250 |
406. 4 |
273 |
305 |
283 |
|
400 X 400 X 200 |
406. 4 |
219. 1 |
305 |
273 |
|
400 × 400 X 15 0 |
406. 4 |
168. 3 |
305 |
264 |
|
450 X 450 X 400 |
457 |
406. 4 |
343 |
330 |
|
450 X 450 X 350 |
457 |
355. 6 |
343 |
330 |
|
450 X 450 X 300 |
457 |
323. 9 |
343 |
321 |
|
450 × 450 × 250 |
457 |
273 |
343 |
308 |
|
450 X 450 X 200 |
457 |
219. 1 |
343 |
298 |
|
500 × 500 × 450 |
508 |
457 |
381 |
368 |
|
500 × 500 × 400 |
508 |
406. 4 |
381 |
356 |
|
500 × 500 × 350 |
508 |
355. 6 |
381 |
356 |
|
500 × 500 × 300 |
508 |
323. 9 |
381 |
346 |
|
500 × 500 × 250 |
508 |
273 |
381 |
333 |
|
500 X 500 X 200 |
508 |
219. 1 |
381 |
324 |
|
550 × 550 × 500 |
559 |
5()8 |
419 |
406 |
|
550 × 550 × 450 |
559 |
457 |
419 |
394 |
|
5 5 0 × 5 5 0 × 400 |
559 |
406. 4 |
419 |
381 |
|
550 × 550 × 350 |
559 |
355. 6 |
419 |
381 |
|
550 × 550 × 300 |
559 |
323. 9 |
419 |
371 |
|
550 X 550 X 250 |
559 |
273 |
419 |
359 |
|
600 X 600 X 550 |
610 |
559 |
432 |
432 |
|
600 X 600 X 500 |
610 |
508 |
432 |
432 |
|
600 X 600 X 450 |
610 |
457 |
432 |
419 |
|
600 X 600 X 400 |
610 |
406. 4 |
432 |
406 |
|
600 X 600 X 350 |
610 |
355. 6 |
432 |
406 |
|
600 X 600 X 300 |
610 |
323. 9 |
432 |
397 |
|
600 X 600 X 250 |
610 |
273 |
432 |
384 |
|
650 X 650 X 600 |
660 |
610 |
495 |
483 |
|
650 X 650 X 550 |
660 |
559 |
495 |
470 |
6
学兔兔 www. bzfxw. com
SY/T 0609—2016
表4 (续)
|
公称直径DN |
端部外径 |
中心至端面尺寸 | ||
|
Di |
D2 |
C |
Ma | |
|
650 X 650 X 500 |
660 |
508 |
495 |
457 |
|
650 × 650 × 450 |
660 |
457 |
495 |
444 |
|
650 X 650 X 400 |
660 |
406. 4 |
495 |
432 |
|
650 × 650 × 350 |
660 |
355. 6 |
495 |
432 |
|
650 X 650 X 300 |
660 |
323. 9 |
495 |
422 |
|
700 X 700 X 650 |
71 1 |
660 |
521 |
521 |
|
700 × 700 X 600 |
711 |
610 |
521 |
508 , |
|
700 X 700 X 550 |
711 |
559 |
521 |
495 |
|
700 X 700 × 5 00 |
711 |
5()8 |
521 |
483 |
|
700 X 700 X 450 |
711 |
457 |
521 |
470 |
|
700 X 700 × 400 |
711 |
406. 4 |
521 |
457 |
|
700 × 700 X 350 |
71 i |
355. 6 |
521 |
457 |
|
700 X 700 X 300 |
71 1 |
323. 9 |
521 |
448 |
|
750 X 750 X 700 |
762 |
711 |
559 |
546 |
|
750 × 750 × 650 |
762 |
660 |
559 |
546 |
|
750 X 750 X 600 |
762 |
61() |
559 |
533 |
|
750 × 750 × 550 |
762 |
559 |
559 |
521 |
|
750 X 750 X 500 |
762 |
508 |
559 |
508 |
|
750 X 750 X 450 |
762 |
457 |
559 |
495 |
|
750 X 750 X 400 |
762 |
4()6. 4 |
559 |
483 |
|
750 X 750 × 350 |
762 |
355. 6 |
559 |
483 |
|
750 X 750 × 30() |
762 |
323. 9 |
559 |
473 |
|
750 X 750 X 250 |
762 |
273 |
559 |
460 |
|
800 × 800 × 750 |
813 |
762 |
597 |
584 |
|
800 X 800 X 700 |
813 |
711 |
597 |
572 |
|
800 × 800 X 650 |
813 |
660 |
597 |
572 |
|
800 X 800 X 600 |
813 |
610 |
597 |
559 |
|
800 × 800 × 550 |
813 |
559 |
597 |
546 |
|
800 × 800 × 500 |
813 |
508 |
597 |
533 |
|
800 X 80() × 45() |
813 |
457 |
597 |
521 |
|
800 X 800 X 400 |
813 |
406. 4 |
597 |
508 |
|
80() X 80() X 35() |
813 |
355. 6 |
597 |
508 |
7
学兔兔www. bzfxw. com
SY/T 0609—2016
表4 (续)
|
公称直径DN |
端部外径 |
中心至端面尺寸 | ||
|
A |
2 |
C |
Ma | |
|
850 × 850 × 800 |
864 |
813 |
635 |
622 |
|
850 × 850 × 750 |
864 |
762 |
635 |
610 |
|
850 X 850 × 700 |
864 |
711 |
635 |
597 |
|
850 × 850 × 650 |
864 |
660 |
635 |
597 |
|
850 × 850 × 600 |
864 |
610 |
635 |
584 |
|
850 × 850 × 550 |
864 |
559 |
635 |
572 |
|
850 × 850 × 500 |
864 |
508 |
635 |
559 |
|
850 × 850 × 450 |
864 |
457 |
635 |
546 |
|
850 X 850 X 400 |
864 |
406. 4 |
635 |
533 |
|
900 × 900 × 850 |
914 |
864 |
673 |
660 |
|
900 X 900 X 800 |
914 |
813 |
673 |
648 |
|
900 × 900 × 75 0 |
914 |
762 |
673 |
635 |
|
900 X 900 X 700 |
914 |
711 |
673 |
622 |
|
900 X 900 X 650 |
914 |
660 |
673 |
622 |
|
900 X 900 × 600 |
914 |
610 |
673 |
610 |
|
900 × 900 × 550 |
914 |
、559 |
673 |
597 |
|
900 × 900 × 500 |
914 |
508 |
673 |
584 |
|
900 X 900 X 450 |
914 |
457 |
673 |
572 |
|
900 X 900 X 400 |
914 |
406. 4 |
673 |
559 |
|
950 × 950 × 900 |
965 |
914 |
711 |
711 |
|
950 X 950 × 850 |
965 |
864 |
711 |
699 |
|
950 × 950 × 800 |
965 |
813 |
711 |
686 |
|
950 × 950 × 750 |
965 |
762 |
711 |
673 |
|
950 × 950 × 700 |
965 |
711 |
711 |
648 |
|
950 × 950 × 650 |
965 |
660 |
711 |
648 |
|
950 × 950 × 600 |
965 |
610 |
711 |
635 |
|
950 × 950 × 550 |
965 |
559 |
711 |
622 |
|
950 × 950 X 500 |
965 |
508 |
711 |
610 |
|
950 × 950 × 450 |
965 |
457 |
711 |
597 |
|
1000 × 1000.× 950 |
1016 |
965 |
749 |
749 |
|
1000×1000×900 |
1016 |
914 |
749 |
737 |
|
1000× 1000× 850 |
1016 |
864 |
749 |
724 |
8
学兔兔www. bzfxw. com
SY/T 0609—2016
表4 (续)
|
公称直径DN |
端部外径 |
中心至端面尺寸 | ||
|
D1 |
D2 |
C |
Ma | |
|
1000×1000X800 |
1016 |
813 |
749 |
711 |
|
1000 × 1000× 750 |
1016 |
762 |
749 |
699 |
|
1000 × 1000× 700 |
1016 |
711 |
749 |
' 673 |
|
1000 × 1000× 650 |
1016 |
660 |
749 |
673 |
|
1000 × 1000× 600 |
1016 |
610 |
749 |
660 |
|
1000× 1000 × 550 |
1016 |
559 |
749 |
648 |
|
1000 × 1000× 500 |
1016 |
508 |
749 |
635 |
|
1000× 1000× 450 |
1016 |
457 |
749 |
622 |
|
1050×1050×1000 |
1067 |
1016 |
762 |
711 |
|
1050×1050×950 |
1067 |
965 |
762 |
711 |
|
1050×1050×900 |
1067 |
914 |
762 |
711 |
|
105() × 1050 × 850 |
1067 |
864 |
762 |
711 、 |
|
1050×1050×800 |
1067 |
813 |
762 |
711 |
|
1050×1050×750 |
1067 |
762 |
762 |
711 |
|
1050×1050×700 |
1067 |
711 |
762 |
699 |
|
1050×1050×650 |
1067 |
660 |
762 |
699 |
|
1050×1050X600 |
1067 |
610 |
762 |
660 |
|
1050×1050×550 |
1067 |
559 |
762 |
660 |
|
1050×1050×500 |
1067 |
508 |
762 |
660 |
|
1050×1050×450 |
1067 |
457 |
762 |
648 |
|
1050×1050×400 |
1067 |
406.4 |
762 |
635 |
|
1100 × 1100× 1050 |
1118 |
1067 |
813 |
762 |
|
1100 × 110()× 1000 |
1118 |
1016 |
813 |
749 |
|
1100×1100× 950 |
1118 |
965 |
813 |
737 |
|
1100× 1100× 900 |
1118 |
914 |
813 |
724 |
|
1100× 1100× 850 |
1118 |
864 |
813 |
724 |
|
1100 × 11(K)× 800 |
1118 |
813 |
813 |
711 |
|
ll()0× 1100 × 750 |
1118 |
762 |
813 |
711 |
|
1100× 1100 × 700 |
1118 |
711 |
813 |
699 |
|
1100 × ll()0× 650 |
1118 |
660 |
813 |
699 |
|
1100×1100× 600 |
1118 |
610 |
813 |
699 |
|
1100×1100×550 |
1118 |
559 |
813 |
686 |
|
1100× 1100 × 500 |
1118 |
508 |
813 |
686 |
|
1150× 1150 × 1100 |
1168 |
1118 |
851 |
800 |
|
1150×1150×1050 |
1168 |
1067 |
851 |
787 |
|
1150×1150×1000 |
1168 |
1016 |
851 |
775 |
|
1150×1150× 950 |
1168 |
965 |
851 |
762 |
9
SY/T 0609—2016
表4 (续)
|
公称直径DN |
端部外径 |
中心至端面尺寸 | ||
|
Di |
D2 |
C |
Ma | |
|
1150× 1150×900 |
1168 |
914 |
851 |
762 |
|
1150× 1150×850 |
1168 |
864 |
851 |
749 |
|
1150×1150×800 |
1168 |
813 |
851 |
749 |
|
1150× 1150×750 |
1168 |
762 |
851 |
737 |
|
1150×1150×700 |
1168 |
711 |
851 |
737 |
|
1150× 1150×650 |
1168 |
660 |
851 |
737 |
|
1150× 1150×600 |
1168 |
610 |
851 |
724 |
|
1150× 1150×550 |
1168 |
559 |
851 |
724 |
|
1200X1200×1150 |
1219 |
1168 |
889 |
838 |
|
1200× 1200 ×1100 |
1219 |
1118 |
889 |
838 |
|
1200×1200×1050 |
1219 |
1067 |
889 |
813 |
|
1200×1200XIOOO |
1219 |
1016 |
889 |
813 |
|
1200×1200×950 |
1219 . |
965 |
889 |
813 |
|
1200×1200×900 |
1219 |
914 |
889 |
787 |
|
1200×1200×850 |
1219 |
864 |
889 |
787 |
|
1200×1200×800 |
1219 |
813 |
889 |
787 |
|
1200×1200×750 |
1219 |
762 |
889 |
762 |
|
1200×1200×700 |
1219 |
711 |
889 |
762 |
|
1200 × 1200 ×650 |
1219 |
660 |
889 |
762 |
|
1200×1200×600 |
1219 |
610 |
889 |
737 |
|
1200×1200×550 |
1219 |
559 |
889 |
737 |
|
1200×1200×500 |
1219 |
5()8 |
889 |
737 |
|
1200×1200×450 |
1219 |
457 |
889 |
737 |
|
1200×1200×400 |
1219 |
406 |
889 |
737 |
|
1250X1250X1200 |
1270 |
1219 |
934 |
876 |
|
1250×1250×1050 |
1270 |
1067 |
934 |
838 |
|
1250×1250×900 |
1270 |
914 |
934 |
826 |
|
1250×1250×750 |
1270 |
762 |
934 |
800 |
|
1250×1250×600 |
1270 |
610 |
934 |
762 |
|
1250×1250×500 |
1270 |
508 |
934 |
762 |
|
1300×1300×1250 |
1321 |
1270 |
978 |
908 |
|
1300×1300×1200 |
1321 |
1219 |
978 |
908 |
|
1300×1300×1050 |
1321 |
1067 |
978 |
876 |
|
1300×1300×900 |
1321 |
914 |
978 |
864 |
|
1300×1300×750 |
1321 |
762 |
978 |
832 |
|
1300 × 1300×600 |
1321 |
610 |
978 |
794 |
10
SY/T 0609—2016
表4 (续)
|
公称直径DN |
端部外径 |
中心至端面尺寸 | ||
|
D1 |
D2 |
C |
Ma | |
|
1350X1350X1300 |
1372 |
1321 |
1016 |
946 |
|
1350×1350×1200 |
1372 |
1219 |
1016 |
946 |
|
1350×1350×1050 |
1372 |
1067 |
1016 |
905 |
|
1350×1350×900 |
1372 |
914 |
1016 |
889 |
|
1350× 1350× 750 |
1372 |
762 |
1016 |
864 |
|
1350× 1350× 600 |
1372 |
610 |
1016 |
797 |
|
1400X1400×1350 |
1422 |
1372 |
1054 |
978 |
|
1400× 1400×1200 |
1422 |
1219 |
1054 |
940 |
|
1400×1400×1050 |
1422 |
1067 |
1054 |
927 |
|
1400X1400×900 |
1422 |
()14 |
1054 |
902 |
|
1400 × 1400×750 |
1422 |
762 |
1054 |
857 |
|
UOO × 1400 × 600 |
1422 |
61() |
1054 |
857 |
|
1450×1450×1400 |
1473 |
1422 |
1092 |
1016 |
|
1450 × 1450×1350 |
1473 |
1372 |
1092 |
1016 |
|
1450×1450×1200 |
1473 |
1219 |
1092 |
978 |
|
1450×1450×1050 ' |
1473 |
1067 |
1092 |
953 |
|
1450×1450X900 |
1473 |
914 |
1092 |
927 |
|
1450X1450×750 |
1473 |
762 |
1092 |
889 |
|
1500× 1500×1450 |
1524 |
1473 |
1 118 |
1054 |
|
1500×1500X1350 |
1524 |
1372 |
1118 |
1029 |
|
1500× 1500×1200 |
1524 |
121() |
IHS |
1016 |
|
1500× 1500X1050 |
1524 |
1067 |
IlIX |
991 |
|
1500X1500×900 |
1524 |
9 H |
IIIS |
965 |
|
1500X1500×750 ] |
1524 |
762 |
1118 |
914 |
|
a尺寸M为推荐尺寸,并不要求必须采用 |
(可与管件制造商协商)。 | |||
图4管帽
11
SY/T 0609—2016
表5管帽尺寸a 单位为毫米
|
公称直径DN |
端部外径D |
背面至端面尺寸 | |
|
E |
匹 | ||
|
400 |
406. 4 |
178 |
203 |
|
450 |
457 |
203 |
229 |
|
500 |
508 |
229 |
254 |
|
550 |
559 |
254 |
279 |
|
600 |
610 |
267 |
305 |
|
650 |
660 |
267 |
305 |
|
700 |
711 |
267 |
305 |
|
750 |
762 |
267 |
305 |
|
800 |
813 |
267 |
305 |
|
850 |
864 |
267 |
305 |
|
900 |
914 |
267 |
305 |
|
950 |
965 |
305 |
343 |
|
1000 |
1016 |
305 |
343 |
|
1050 |
1067 |
305 |
343 |
|
1100 |
1118 |
343 |
381 |
|
1150 |
1168 |
343 |
381 |
|
1200 |
1219 |
343 |
381 |
|
1250 |
1270 |
368 |
406 |
|
1300 |
1321 |
368 |
406 |
|
1350 |
1372 |
406 |
445 |
|
1400 |
1422 |
406 |
445 |
|
1450 |
1473 |
419 |
457 |
|
1500 |
1524 |
419 |
457 |
|
a管帽应为椭圆形,椭圆内短半轴的长度不应小于管帽内径的%。 | |||
|
b当管帽公称壁厚大于25mm时,制造商可按E1长度供货。 | |||
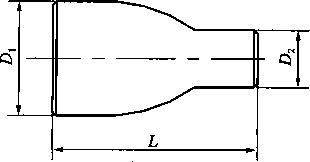
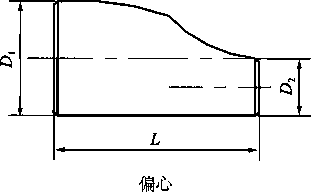
图5异径管接头
12
SY/T 0609—2016
表6异径管接头尺寸 单位为毫米
|
公称直径DN |
端部外径 |
长度L | |
|
D2 | |||
|
400×350 |
406. 4 |
355. 6 |
356 |
|
400×300 |
406. 4 |
323. 9 |
356 |
|
400X 250 |
406. 4 |
273 |
356 |
|
400X 200 |
406. 4 |
219 |
356 |
|
450×400 |
457 |
406. 4 |
381 |
|
450×350 |
457 |
355. 6 |
381 |
|
450×300 |
457 |
323. 9 |
381 |
|
450×250 |
457 |
273 |
381 |
|
500× 450 |
508 |
457 |
508 |
|
500X 400 |
508 |
406. 4 |
508 |
|
500X 350 |
508 |
355. 6 |
508 |
|
500×300 |
508 |
323. 9 |
508 |
|
550×500 |
559 |
508 |
508 |
|
550X 450 |
559 |
457 |
508 |
|
550×400 |
559 |
406. 4 |
508 |
|
550×350 |
559 |
355. 6 |
508 |
|
600×550 |
610 |
559 |
508 |
|
600X 500 |
610 |
508 |
508 |
|
600X 450 |
610 |
457 |
508 |
|
600X 400 |
610 |
406. 4 |
508 |
|
650X 600 |
660 |
610 |
610 |
|
650×550 , |
660 |
559 |
610 |
|
650X500 |
660 |
508 |
610 |
|
650X 450 |
660 |
457 |
610 |
|
700X 650 |
711 |
660 |
610 |
|
700X 600 |
711 |
610 |
610 |
|
700×550 |
711 |
559 |
610 |
|
700×500 |
711 |
508 |
610 |
|
750X 700 |
762 |
711 |
610 |
|
750 X 65() |
762 |
660 |
610 |
13
SY/T 0609—2016
表6 (续)
|
公称直径DN |
端部外径 |
长度L | |
|
D | |||
|
750×600 |
762 |
610 |
610 |
|
750×550 |
762 |
559 |
610 |
|
750×500 |
762 |
508 |
610 |
|
800×750 |
813 |
762 |
610 |
|
800×700 |
813 |
711 |
610 |
|
800X 650 |
813 |
660 |
610 |
|
800X 600 |
813 |
610 |
610 |
|
850X 800 |
864 |
813 |
610 |
|
850×750 |
864 |
762 |
610 |
|
850X700 |
864 |
711 |
610 |
|
850×650 |
864 |
660 |
610 |
|
850X 600 |
864 |
610 |
610 |
|
900×850 |
914 |
864 |
610 |
|
900×800 |
914 |
813 |
610 |
|
900X 750 |
914 |
762 |
610 |
|
900×700 |
914 |
711 |
610 |
|
900X 650 |
914 |
660 |
610 |
|
900X600 |
914 |
610 |
610 |
|
950X900 |
965 |
914 |
610 |
|
950×850 |
965 |
864 |
610 |
|
950×800 |
965 |
813 |
610 |
|
950×750 |
965 |
762 |
610 |
|
950X 700 |
965 |
711 |
610 |
|
950×650 |
965 |
660 |
610 |
|
950×600 |
965 |
610 |
610 |
|
950×550 |
965 |
559 |
610 |
|
950×500 |
965 |
508 |
610 |
|
1000× 950 |
1016 |
965 |
610 |
|
1000× 900 |
1016 |
914 |
610 |
|
1000× 850 |
1016 |
864 |
610 |
|
1000×800 |
1016 |
813 |
610 |
14
SY/T 0609—2016
表6 (续)
|
公称直径DN |
端部外径 |
长度L | |
|
D2 | |||
|
1000×750 |
1016 |
762 |
610 |
|
1000×700 |
1016 |
711 |
610 |
|
1000× 650 |
1016 |
660 |
610 |
|
1000×600 |
1016 |
610 |
610 |
|
1000×550 |
1016 |
559 |
610 |
|
1000×500 |
1016 |
508 |
610 |
|
1050×1000 |
1067 |
1016 |
610 |
|
1050×950 |
1067 |
965 |
610 |
|
1050×900 |
1067 |
914 |
610 |
|
1050×850 |
1067 |
864 |
610 |
|
1050×800 |
1067 |
813 |
610 |
|
1050X 75() |
1067 |
762 |
610 |
|
1050×700 |
1067 |
711 |
610 |
|
1050×650 |
1067 |
660 |
610 |
|
1050X 600 |
1067 |
610 |
610 |
|
1050×550 |
1067 |
559 |
610 |
|
1100× 1050 |
1118 |
1067 |
610 |
|
IlOOX 1000 |
1118 |
1016 |
610 |
|
1100× 950 |
1118 |
965 |
610 |
|
1100×900 |
1118 |
914 |
610 |
|
1100×850 |
1118 |
864 |
610 |
|
1100×800 |
1118 |
813 |
610 |
|
1100× 750 |
1118 |
762 |
610 |
|
1100×700 |
1118 |
711 |
610 |
|
1100× 650 |
1118 |
660 |
610 |
|
1100× 600 |
1118 |
610 |
610 |
|
1100× 550 |
1118 |
559 |
610 |
|
1150×1100 |
1168 |
1118 |
711 |
|
1150× 1050 |
1168 |
1067 |
711 |
|
1150×1000 |
1168 |
1016 |
711 |
|
1150×950 |
1168 |
965 |
711 |
|
1150×900 |
1168 |
914 |
711 |
15
SY/T 0609—2016
表6 (续)
|
公称直径DN |
端部外径 |
长度L | |
|
D1 |
D2 | ||
|
1150×850 |
1168 |
864 |
711 |
|
1150×800 |
1168 |
813 |
711 |
|
1150×750 |
1168 |
762 |
711 |
|
1150×700 |
1168 |
711 |
711 |
|
,1150×650 |
1168 |
660 |
711 |
|
1150×600 |
1168 |
610 |
711 |
|
1200×1150 |
1219 |
1168 |
711 |
|
1200×1110 |
1219 |
1118 |
711 |
|
1200×1050 |
1219 |
1067 |
711 |
|
1200×1000 |
1219 |
1016 |
711 |
|
1200×950 |
1219 |
965 |
711 |
|
1200×900 |
1219 |
914 |
711 |
|
1200×850 |
1219 |
864 |
711 |
|
1200×800 |
1219 |
813 |
711 |
|
1200×750 |
1219 |
762 |
711 |
|
1200X 700 |
1219 |
711 |
711 |
|
1200×650 |
1219 |
660 |
711 |
|
1200×600 |
1219 |
610 |
711 |
|
1250X1200 |
1270 |
1219 |
711 |
|
1250×1050 |
1270 |
1067 |
711 |
|
1250×900 |
1270 |
914 |
711 |
|
1250×750 |
1270 |
762 |
711 |
|
1250×600 |
1270 |
610 |
711 |
|
1250×500 |
1270 |
508 |
711 |
|
1300×1250 |
1321 |
1270 |
711 |
|
1300×1200 |
1321 |
1219 |
711 |
|
1300×1050 |
1321 |
1067 |
711 |
|
1300×900 |
1321 |
914 |
711 |
|
1300×750 |
1321 |
762 |
711 |
|
1300×600 |
1321 |
610 |
711 |
|
1350× 1300 |
1372 |
1321 |
711 |
16
SY/T 0609—2016
表6 (续)
|
公称直径DN |
端部外径 |
长度L | |
|
D1 |
D2 | ||
|
1350×1200 |
1372 |
1219 |
711 |
|
1350×1050 |
1372 |
1067 |
711 |
|
1350×900 |
1372 |
914 |
711 |
|
1350×750 |
1372 |
762 |
711 |
|
1350×600 |
1372 |
610 |
711 |
|
1400×1350 |
1422 |
1372 |
711 |
|
1400×1200 |
1422 |
1219 |
711 . |
|
1400×1050 |
1422 |
1067 |
711 |
|
1400×900 |
1422 |
914 |
711 |
|
1400×750 |
1422 |
762 |
711 |
|
1400×600 |
1422 |
610 |
711 |
|
1450×1400 |
1473 |
1422 |
711 |
|
1450×1350 |
1473 |
1372 |
711 |
|
1450X1200 |
1473 |
1219 |
711 |
|
1450×1050 |
1473 |
1067 |
711 |
|
1450×900 |
1473 |
914 |
711 |
|
1450×750 |
1473 |
762 |
711 |
|
1500×1450 |
1524 |
1473 |
711 |
|
1500×1350 |
1524 |
1372 |
711 ' |
|
1500×1200 |
1524 |
1219 |
711 |
|
1500×1050 |
1524 |
1067 |
711 |
|
1500×900 |
1524 |
914 |
711 |
|
1500×750 |
1524 |
762 |
711 |
6设计验证试验
6.1作为设计依据,应按本标准规定做设计验证试验。制造商应备有成功的设计验证试验资料,以 供业主检查。
6. 2除非供需双方另有协议,验证试验应为爆破试验。
6. 2.1选作试验的管件,应验明其材料、级别、炉批号及热处理状态。试验管件应经过尺寸检查, 并符合本标准规定。
6. 2.2试验管件端部所接短节的计算爆破强度,不应小于管件的计算爆破强度。内壁错边量大于 1.5mm时,应采用削边过渡,其斜度不应大于1:3。端部被盲死的直管段长度,不应小于2倍管子
17
SY/T 0609—2016
外径。
当满足下列条件时,可采用较短的直管段长度:
a)组装件至少应能承受按6. 2. 5计算压力的105%。
b) DN350及以下的管件,直管段的最小长度应为1倍管子外径。
c) DN350以上的管件,直管段的最小长度应为0∙5倍管子外径,且不小于355. 6mm。
6. 2.3试验用介质应为水或其他液压试验用液体。
6. 2.4液压试验压力应施加至管件爆破为止,爆破时的压力不应低于计算爆破压力;或者当试验压 力达到按公式(2)计算爆破压力的105%而不破裂时,则认为试验合格。
6.2.5 验证试验压力计算: ,
式中:
P——验证试验计算爆破压力,单位为兆帕(MPa);
Rm—"管件的实际抗拉强度(在代表试验管件的试样上实测的抗拉强度),单位为兆帕(MPa); 方——和管件连接管子的公称壁厚,单位为毫米(mm);
D——和管件连接管子的外径,单位为毫米(mm)。
6.3按6.2.1要求选定的试验管件,其合格的试验结果可以验证以下范围的管件:
a)试验管件可以验证不小于试验管件直径0∙ 5倍,也不大于试验管件直径2倍的同类管件。
b)未缩径的试验管件可以验证缩径的同类管件。
c)试验管件可以验证壁厚与外径比值(〃D)为试验管件的0∙ 5倍至3倍的同类管件。
d)由各种强度级别钢材制造的管件,其承压能力直接与各种强度级别材料的抗拉强度成正比。 因此,只需要对一种级别的管件进行试验即可验证其他几何相似的管件。
e)试验弯头可以验证较长曲率半径的弯头,但应符合本条a)和C)的规定。
7水压试验
管件应能承受4. 2规定的水压试验压力,但不要求在制造厂进行水压试验。
8材料
8.1管件材料应为镇静钢,应采用吹氧转炉或电炉冶炼,且具有要求的韧性和热处理状态,并适合 与其他管件、法兰和管子现场焊接。可采用(但不限于)以下标准中的材料:GB 3531, GB 5310, GB 6479, GB 713, GB/T 9711 和 GB 19189。
8.2管件材料应为各类锻制钢坯、锻制钢棒、钢板、无缝钢管及带填充金属的熔化焊管。
8.3管件用钢应为可焊性良好的碳钢和高强度低合金钢。
8.4当焊接需要预热时,制造商应说明规定的预热条件,并在管件上做出永久性标记。
9化学成分
9.1制作管件用钢材,其化学成分应符合相应材料标准及表7的要求。
9.2为了满足表8要求的抗拉性能,用高强度低合金钢制作的管件,其合金元素的选用应由制造商 确定,并由制造商作出报告。
18
SY/T 0609—2016
表7所用材料化学成分最大允许值a
|
化学成分 |
最大质量分数,% | |
|
WFHY - 290〜WFHY - 485 |
WFHY-555 | |
|
碳(C) |
0. 25 |
0. 25 |
|
様(Mn) |
1. 75 |
1. 85 |
|
磷(P) |
0. 025 |
0. 025 |
|
硫(S) |
0. 020 |
0. 020 |
|
铜(Cu)b |
0. 35 |
0. 35 |
|
保(Ni)b |
1. 00 |
1. 00 |
|
硅(Si) |
0. 50 |
0. 50 |
|
倍(Cr)b |
0. 25 |
0. 45 |
|
铝(Mo)b |
0. 30 |
0. 35 |
|
机(V) |
0. 13 |
0. 13 |
|
貿(Nb) |
0. 10 |
0. 10 |
|
钛(Ti) |
0. 05 |
0. 05 |
可添加其他合金元素,但应与用户协商。此表不代表任何熔炼批的化学成分,仅作为某种元素的最大允许 值。任何熔炼批元素的组合应符合9. 3规定的碳当量要求。
b Cu + Ni + Cr + Mo≤ 1 %。
表8抗拉性能要求
|
,钢级符号 |
最小屈服强度ReL MPa |
最小抗拉强度Rm _________MPa________ |
最小伸长率A; L0 — 5. 65 √zFO _______⅝_______ |
|
所有厚度 ^ | |||
|
WFHY-290 |
290 |
415 |
23 |
|
WFHY-320 |
320 |
435 |
23 |
|
WFHY-360 |
360 |
460 |
23 |
|
WFHY-390 |
390 |
490 |
20 |
|
WFHY-415 |
415 |
520 |
20 |
|
WFHY-450 |
450 |
535 |
20 |
|
WFHY-485 |
485 |
570 |
18 |
|
WFHY-555 |
555 |
625 |
16 |
注:久为试样原始横截面积,单位为平方毫米(mu?)。
a该伸长率适用于从符合10. 4规定的材料上截取的横向试样。当采用纵向试样时,伸长率应为(4 + 2)。
9.3制作管件用钢材碳当量按公式(3)、公式(4)计算,且满足以下要求:
a) WFHY - 485以下钢级的管件碳当量CElIW不应大于0∙43%,碳当量CEPCm不应大 于 0.21 %。
b) WFHY- 485钢级的管件碳当量CElIW不应大于0∙ 45%,碳当量CEPCrn不应大于O. 23⅜o
c) WFHY - 555钢级的管件碳当量CEnW不应大于0∙ 50% ,碳当量CEPCin不应大于。.25%。
19
SY/T 0609—2016
d)碳含量小于或等于0∙ 12%时,碳当量CEPCm应采用公式(3)计算并控制;当碳含量大于 0∙12%时,碳当量CEnW按公式(4)计算并控制。
CEPCm
C 丄 Si 丄 MIl+Cu +Cr丄 Ni 丄 MO丄 V 丄
(十 十----------:------十 十--1---h 5 b
30 20 60 15 10
20
(3)
10抗拉性能
厂口 Mn 丄 Cr + Mo + V 丄 Cu + Ni
CEπw = C÷-^÷5+ -^
5
(4)
10.1抗拉性能应符合表8的要求。
10.2管件可以与具有不同壁厚和(或)屈服强度的管子连接,但管件焊接端的壁厚乘以其最小屈服 强度不应小于所连管子的规定壁厚乘以其规定的最小屈服强度。对接接头形式如图6所示。
单位为毫米
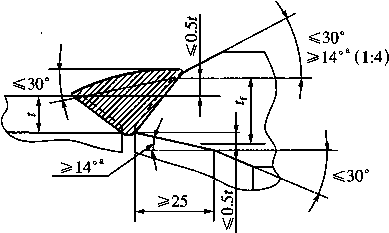
注:当相连接两个部件的屈服强度不等时,熔敷金属的力学性能至少应与强度较高部件的力学性能一致。在 不应小于管子和管件屈服强度比值乘以M
a表示当两相连件屈服强度相等时,则无需限制角度最小值。
图6不等壁厚对接设计
10. 3 抗拉试验应按GB/T 228. 1规定的方法进行。
10.4抗拉试样应取自经最终热处理的管件,或取自制作管件的同熔炼批、同热加工工艺及热处理条 件、公称壁厚相同的钢管或钢板制作的样件(见10. 6)。管件与其加长段、过渡段或与现场管子焊接 后,需进行焊后热处理且热处理温度高于管件本体的最终回火温度时,业主方可要求对焊后热处理的
20
SY/T 0609—2016
管件进行拉伸试验,并应满足9. 2的要求。
10.5抗拉试样取样位置和试样制备应符合GB/T 2975的规定。屈服强度应按相应材料标准采用下 列方法确定:残余应变为0∙2%时对应的应力;负载下总应变为0.5%时对应的应力。
10.6每批管件均应做一次拉伸试验,以确定其屈服强度、抗拉强度和标距L = 5.65 √K (mm) 试样的伸长率。每批管件指同一熔炼批、同一原始厚度材料制作的、经受同一热处理条件的同类管 件。热处理时温差应控制在28℃ (±14℃)以内。热处理炉每年测定一次。测温时,热电偶可直接 和管件相连接,或者和管件有相同温度的材料相连接。
10.7当业主要求时,对于有焊缝的管件应作焊缝的横向拉伸试验,以确定其抗拉强度。对每批填充 金属或埋弧焊时,对每批填充金属与焊剂的组合需作一次拉伸试验,其抗拉强度应符合表8的要求。
10.8对于任何一批产品的试样,当试验不能满足要求时,应从同一批产品中取两倍数量的管件重新 进行试验。如果所有试样均满足要求,则认为除前面不能通过试样试验的产品外,本批其他产品均为 合格。
10.9拉伸试样可采用板状或圆棒试样,圆棒试样不允许冷压平。
11热处理
11.1所有管件均应在热处理状态下交货。热处理前,热成型管件应冷却到临界温度以下。管件应按 11. 2〜11. 5的规定进行一种或多种热处理。
11.2消除应力热处理:此种热处理只限于导向挡条焊缝及延长短节等制造焊缝。除非另有要求,管 件应加热到低于相转变温度下的某一适当温度,但不宜低于538℃。保温时间按最厚部位计,不应少 于lh/25mm,且最低不应少于0. 5h,然后置于炉内或空气中冷却。
11.3正火:管件应均匀地再加热至相转变温度以上(奥氏体区),在此温度下保持时间应足够长, 以使管件整体温度达到一致,然后置于空气中冷却。
11.4正火加回火:管件应按11. 3的规定进行正火,然后再加热至相转变温度以下的某一适当温度, 但不宜低于538℃进行回火,保温时间按最厚部位计,不应少于lh/25mm,且最低不应少于0. 5h, 然后置于炉内或空气中冷却。
11.5淬火加回火:管件应均匀地再加热至相转变温度以上,在此温度下保持时间应足够长,以使管 件整体温度达到一致,立即浸入适当的液体中进行淬火。然后再按11∙ 4的规定进行回火。淬火设施 应能保证管件均匀冷却。
12焊缝横向导向弯曲试验
12.1当订货合同上有规定时,应进行横向导向弯曲试验。
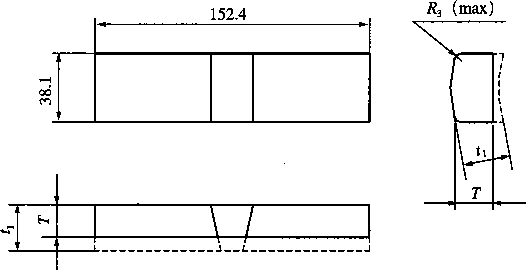
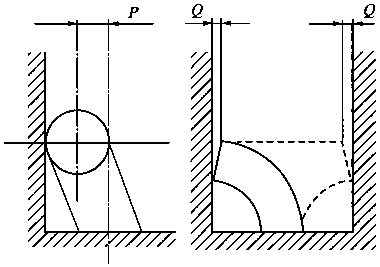
12. 2导向弯曲试验包括面弯试验和背弯试验。试样宽38. 1mm,长至少为152∙ 4mm,焊缝位于试 样中部,并按图7进行机加工。面弯时内表面对着冲模端部,背弯时外表面对着冲模端部。弯模及其 尺寸如图8所示。
12.3弯曲试验后,在焊接金属或焊缝金属与基体金属间任何方向上,应无明显开裂,或裂纹长度不 大于3mm,此弯曲试验即为合格;沿试样边缘在任何方向上产生的裂纹不大于6.35mm时,仍为 合格。
12.4面弯试样和背弯试样应取自经最终热处理的管件,或取自制作管件的同熔炼批、同热加工工艺 及热处理条件、公称壁厚相同的钢管或钢板制作的样件。
12.5如果两个试样中有一个试样试验不满足要求,制造商应从同一批产品中另取两个管件四个试样 再做试验。当四个试样的试验均符合12. 3的要求时,则认为除前面不能通过试样试验的产品外,本
21
SY/T 0609—2016
批其余产品均为合格。
单位为毫米
面弯试样
152.4
背弯试样
|
管件壁厚力 |
试件厚度T |
|
≤ 9. 5 | |
|
> 9. 5 |
9. 5 |
图7面弯和背弯试样
13缺口韧性
13.1缺口韧性应按GB/T 229规定的方法,用标准夏比V型缺口试样试验确定。当试验材料壁厚 不足制备全尺寸试样时,可选用较小尺寸试样,冲击吸收功要求按厚度成比例减小。所取试样,其轴 线应垂直于介质流动方向,且缺口轴线应与表面垂直,除非另有规定,每批管件均应做一次V型缺 口冲击韧性试验。
13.2试样应取自制作管件的延长段,或取自制作管件的同熔炼批、同热加工工艺及热处理条件、公 称壁厚相同的钢管或钢板制作的样件。
13.3 一组三个试样,试验温度为-10。C,最低平均冲击吸收功不应小于27J,并给出包括断口剪切 面积百分率(供参考)的书面报告。根据工程实际,经过协商,可以提出更高的要求。
13.4当管件公称直径不小于DN350时,除非钢级大于或等于WFHY - 450或者业主要求,可不要 求作缺口韧性试验。
22
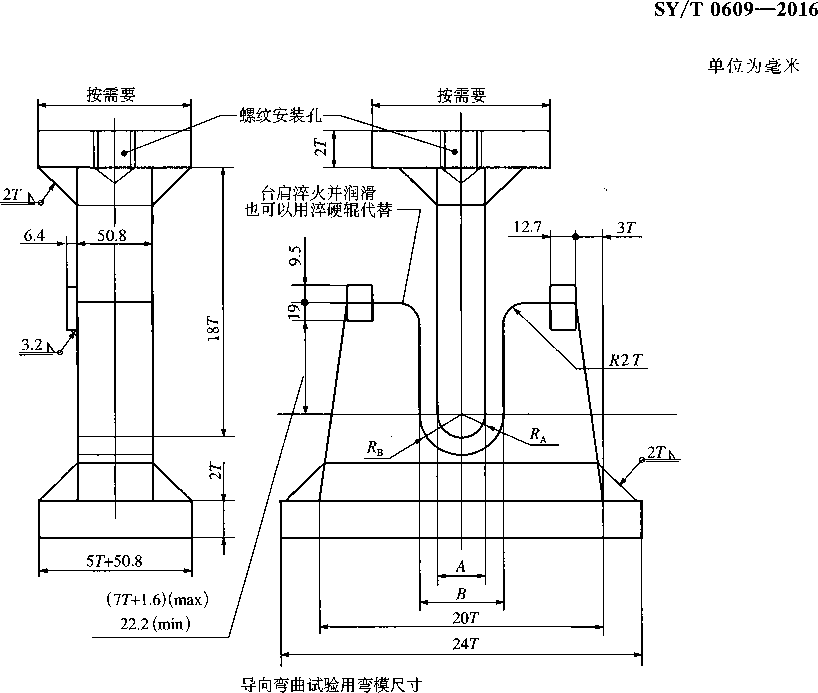
|
钢级 |
Y290 |
Y320 |
Y360, Y390 |
Y415, Y450~~ Y485, Y555 |
|
内模半径RA |
3T |
3. 5T |
4T |
4. 5T |
|
外模半径RB |
4T+ 1. 6 |
4. 5T+ 1. 6 |
5T+ 1. 6 |
5. 5T+ 1. 6 |
|
内模宽度A |
6T |
7T |
8T |
9T |
|
外模槽宽B |
8T+3. 2 |
9T+3. 2 |
10T+3. 2 |
11T+3. 2 |
|
注:T为试样厚度。 | ||||
图8导向弯曲试验用弯模
14管件尺寸
DN400及以上管件,尺寸见表1至表6; DN350及以下管件,尺寸按GB/T 12459的规定。
15管件公差
15.1表1至表6中所列尺寸管件,公差要求见表90 DN350及以下管件的公差,应符合GB/T 12459的要求。
15.2壁厚:允许管件最小壁厚比公称壁厚小0.25mm。孤立的非连续性局部减薄处修磨后的壁厚, 不应小于原壁厚的93. 5%o上述允差不能用于经验证试验确定壁厚的场合。
23
SY/T 0609—2016
表9公差
单位为毫米
|
公称直径 DN |
端部a 内径 |
最小 壁厚C |
圆度b |
90。弯头、60。弯头、 45。弯头、30。弯头和 三通中心至端面尺寸 A, B, C, M |
异径接 头总长 H |
管帽 总长 E |
角偏移 Q |
弯头平 面偏移 P |
同心和偏 心异径接 头平面 偏移 Pf | |||
|
管件端面 |
弯头 整体d | |||||||||||
|
R=I. 5D 弯头和三通 |
R = 3D 弯头 | |||||||||||
|
弯头e |
其他 | |||||||||||
|
400 〜60() |
±2. 4 |
公称壁厚 -0. 25 |
4. 8 |
3. 2 |
2. 5⅝ |
±2. 4 |
±3. 2 |
±2. 4 |
+ 6. 4 |
1. 6 |
6. 4 |
2. 5% |
|
650〜900 |
±2. 4 |
e |
3. 2 |
2. 5% |
±3. 2 |
±6. 4 |
±4. 8 |
±9. 6 |
2. 4 |
12. 7 |
2. 5% | |
|
950〜1200 |
±3. 2 |
e |
3. 2 |
2. 5⅝ |
±4. 8 |
±9. 6 |
±9. 6 |
±9. 6 |
3. 2 |
19. O |
2. 5⅝ | |
|
1250〜1500 |
±4. 8 |
e |
5. O |
2. 5% |
±6. 4 |
±9. 6 |
±9. 6 |
±9. 6 |
5. O |
19 |
2. 5% | |
a端部内径应通过测量圆周经计算确定,其公差为公 称直径(外径)减去两倍公称壁厚得出的公称内径 的差值。
b圆度公差为在任一径向截面测出的最大和最小直径 的差值。
c最小壁厚为公称壁厚减去0∙ 25mm,但不包括15. 2 所允许的非连续性局部减薄情况。
d当现场需要将弯头切割成片供货时,可由制造商与 业主协商,切后端部的圆度公差可为1%,以外径 为基准进行测量。
e DN650及以上,其端面圆度公差应为1%公称直径。
f以外径为基准,即2. 5 %的外径。
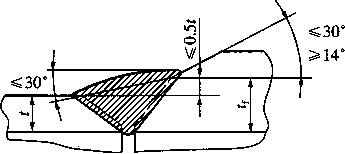
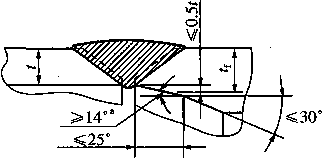
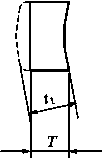
15.3焊接端:除非另有规定,当管件壁厚≤19mm时,其钝边尺寸和坡口角度宜符合图9的要求; 壁厚>19mm时,其钝边尺寸和坡口角度宜符合图10的要求。壁厚管件焊接端面应机加工成型,钝 边公差为±0∙ 8mm。当管件的壁厚大于所匹配管子壁厚时,应采取过渡措施,按图6所示要求。
30o±2,5°a
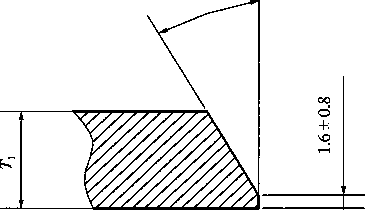
注:9可为25mm,由制造商自定。
a DN≤600mm的管件坡口可为37. 5。,由制造商自定。
图9端部壁厚T]<19mm管件坡口推荐尺寸
16制造
16.1管件可通过锻造、压制、拔制、冲轧、挤压、焊接等工艺进行制造,所采用的工艺不应对管件
24
SY/T 0609—2016
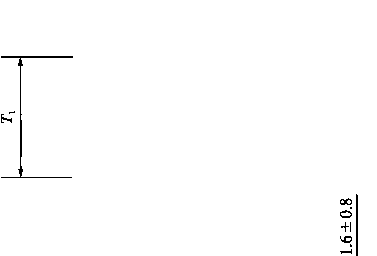
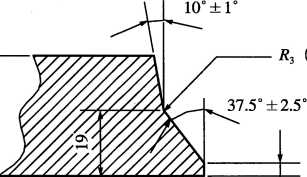
图10端部壁厚Tι>19mm管件坡口推荐尺寸
产生有碍于使用的损伤。
16.2当有加长段或过渡段时,焊后应按第11章的规定进行消除应力热处理。
16.3所有DN>100mm的支管口,宜采用拔制或挤压方法成型,端部尺寸应与其相连接的管子或 管件相匹配。
16.4焊接应符合以下要求。
16.4.1用于制造管件的焊接钢管,其焊缝质量要求应符合相应材料标准及本标准的要求。制造厂内 完成的所有焊缝应由焊工按合格的焊接工艺完成。焊工考试按TSGZ6002的规定执行,焊接工艺评 定按NB/T 47014的规定执行。
16.4.2焊接接头表面不允许存在裂纹、未焊透、未熔合、表面气孔、外露夹渣、未焊满等缺陷。焊 缝咬边深度不应大于0∙05倍母材厚度,且不应大于0.5mm;两侧咬边总长度不应大于10%焊缝全 长,且连续长度不应大于100mm。焊缝根部收缩深度不应大于0. 02倍母材厚度,且不应大 于 O. 5mmo
16.4.3自动焊应采用电弧(熔)焊工艺,宜优先采用埋弧焊。
16. 4. 4所有对接焊缝均应全焊透。采用埋弧焊时,宜先从内侧施焊,然后用手工或机器从外侧施 焊;如果不具备从内侧施焊条件时,允许从外侧施焊,但不应使用垫环。
16.4.5焊缝缺陷可采用打磨的方法进行修理,但不应产生沟、槽,去除的厚度不应超过公称厚度 的 6.5%。
16. 4. 6角焊缝的喉部应饱满,两焊脚尺寸宜相等。
16. 4. 7焊接的支撑宜在热处理前去除,并进行适当修磨。如果热处理时需要支撑,则应在热处理后 去除。
16. 4. 8所用焊接材料在产品热处理后,应使焊接接头满足第10章和第13章的要求。
16.5工艺质量和修整应符合以下要求。
16. 5.1管件不应存在有害缺陷,且应表面光整。
16.5.2缺陷深度超过6. 5%公称壁厚时,定义为有害缺陷。
16. 5. 3可用机加工和磨削方法处理下述表面缺陷,如刮痕、疤痕、裂痕、皱褶、裂缝等。如缺陷深 度不超过公称壁厚的6. 5%,可磨削去除。
16. 5. 4允许采用焊接的方法对有害缺陷进行修复,但深度超过公称壁厚的15%,或修补长度超过 直径的10%的有害缺陷不允许采用焊接修复。修复工作应由取得相应资格的焊工按照16.4.1的要求 进行。缺陷应完全被清除,在热处理前修复部位焊缝应磨平至与附近表面齐平。修复工作应在最终热 处理前进行,修复后的焊缝金属和母材的力学性能应符合第10章和第13章的要求。焊接修复部位应 按第17章的要求进行无损检测,焊接应采用低氢碱性焊条和气体保护焊工艺,修复次数不应超过 2次。
25
SY/T 0609—2016
17 无损检测
17.1无损检测人员应由通过GB/T 9445考核并由取得相应资格的人员承担。该人员所在机构应具 有检测资质。
17.2管件的所有对接焊缝,均应按NB/T 47013. 1〜47031. 6的有关规定,进行Io0%射线检测和 100%超声检测。射线检测技术等级不低于AB级,II级合格;超声检测技术等级不低于B级,工级 合格。
17.3所有角焊缝及不能用射线检测的其他焊缝,应采用磁粉或超声进行检测,其检测方法和验收标 准应符合NB/T 47013. 1〜47013. 6的有关规定,超声检测技术等级不低于B级,I级合格。
17.4采用冷成型方法制造的对焊管件应进行整体热处理,最终热处理后应对其整体进行表面进行磁 粉或渗透检测,其检测方法和验收标准应符合NB/T 47013. 1〜47013. 6的有关规定,I级合格。
18 检验
18.1在履行合同期间,应允许业主代表自由地出入与管件制造有关的场所。制造商应提供方便条 件,使业主代表对产品是否按规定制作和检测进行检查。按规定应进行的所有试验和检验,均应在发 货前在制造厂完成。制造商应在检验结束时或发货前将有关需要检验的所有管件的检验情况通知 业主。
18.2制造商应提供一份材料试验报告证书(CMTR),内容包括:第9章规定的化学成分;第10章 规定的抗拉性能;第11章规定的热处理;第13章规定的缺口韧性;第17章规定的无损检测,以及 合同要求的其他试验结果和有关数据。
18.3经供需双方协商一致可按照附录C补充检验要求。
18.4拒收:在车间或现场安装期间发现有缺陷的任何管件均可拒收,并通知制造商。
19 标志
19.1按本标准供货的所有管件,应使用断续点线或低应力印模进行标记,在外壁上按顺序清楚地标 明以下内容:
a)规格。
b)管件坡口端的公称壁厚。
c)钢级符号。
注:如10.2所述,如果屈服强度不一致,则应标明两种材料的钢级。例如Y415/L485, Y代表管件,L代表 管子。
d)钢材熔炼批识别码(或产品编号)。
e)制造厂商名称或商标。
f)产品标准。
19.2对于拔制汇(气)管,还应标明下列内容:
a)设计压力。
b)设计温度。
c) 符合 GB 50251/ GB 50253 的要求。
26
SY/T 0609—2016
A. 1范围
附录A
(规范性附录)
大开孔率热挤压三通极限分析设计方法
本附录给出了内压作用下开孔率0∙75≤p≤1.0;径厚比[Rn/Ts= (10-30)] (p=1.0时, Dm∕Ts≤27)的热挤压三通设计的一种方法。本方法根据分析设计方法中的经典塑性极限理论,以及 如图A.1所示的几何模型得到。用本方法可以保证热挤压三通结构在设计压力范围内不出现塑性垮 塌失效和局部失效,但不适用于其他失效模式的校验。
适用于本方法的热挤压三通,应满足下列要求:
a) To≥Ts∕1.2o
b)力 b>0∙7Ts°
c) Cm>^ + R° + √5∑T:, Mb≥^ + Ko + √⅛o
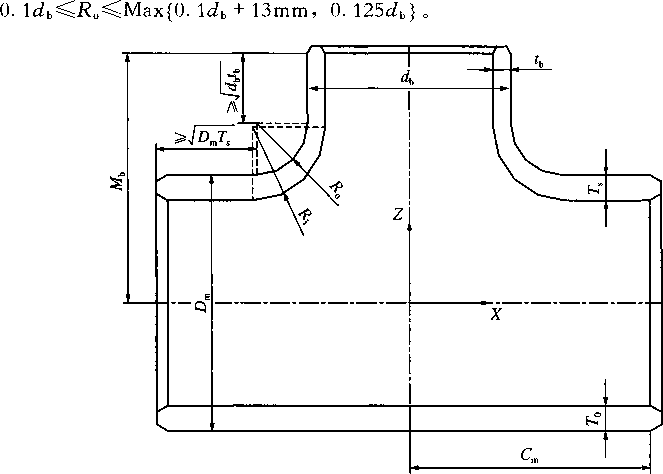
To——钢板原始厚度,即三通主管下部厚度,单位为毫米(mm);
TS--三通主管上部厚度(不包含腐蚀裕量),单位为毫米(mm);
九——三通支管壁厚,单位为毫米(mm);
Cm--三通主管端部到支管中心线长度,单位为毫米(mm);
db..三通支管外径,单位为毫米(mm);
Dm..三通主管外径,单位为毫米(mm);
Mb——三通支管端部到主管中心线长度,单位为毫米(mm);
及--三通交贯区外表面倒角半径,单位为毫米(mm);
Ri--交贯区内表面倒角半径,单位为毫米(mm)。
图A. 1热挤压三通分析设计几何模型
27
SY/T 0609—2016
A. 2内压作用下的热挤压三通的设计方法
A. 2.1计算步骤:
a)根据设计的三通结构尺寸计算开孔率P [见公式(Al)]:

(A. 1)
b)试取T值,按照公式(A.2)计算几何无量纲参数,

(A. 2)
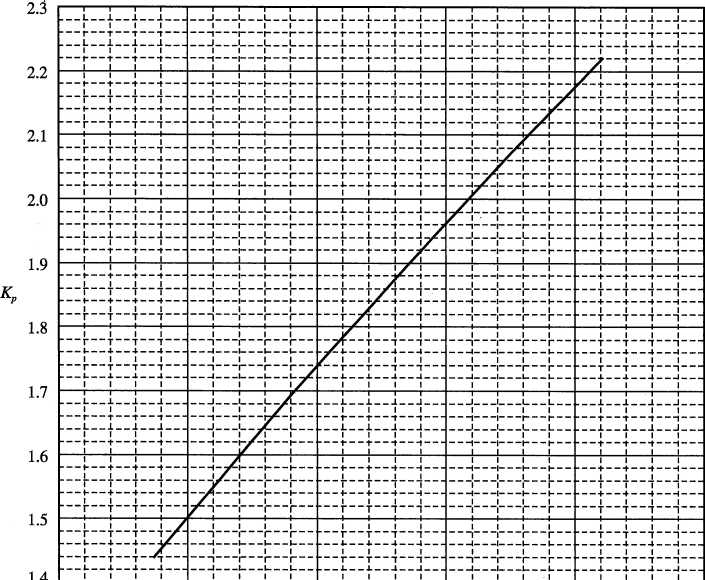
c)由入值查图A. 2至图A. 8相应开孔率的广义应力集中系数图,得KP值。 d)按照公式(A∙3)计算基准压力九:
_ 2σsTs
九 —
(A.3)
式中:
回-基准压力,单位为兆帕(MPa);
/--材料屈服强度,单位为兆帕(MPa)。
e)按照公式(A.4)计算极限压力自:
(A. 4)
式中:
p∖..极限压力,单位为兆帕(MPa);
Kp——内压工况下的广义应力集中系数, f)校核应该满足公式(A.5):
由P,入值查图A. 2至图A. 8,得
^≥p
(A. 5)
式中:
P——设计压力,单位兆帕(MPa);
F——设计系数。
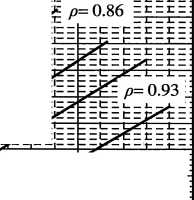
A. 2.2图A. 2至图A. 8中几何无量纲参数/和广义应力集中系数K.均可以采用线性插值方法进行 插值,各图之间可以采用线性插值方法对开孔率P进行插值。
A. 2.3图A.2至图A.8中,只能在曲线涵盖的范围内插值,不得将曲线外延。
A.3内压和支管载荷共同作用下的热挤压三通的校核方法
A. 3.1支管载荷包括支管轴向拉(压)力作用、支管面外弯矩作用和支管面内弯矩作用。
A. 3.2计算步骤:
a)根据设计的三通结构尺寸计算开孔率P [见公式(A.6)]:
28
SY/T 0609—2016
4.5
4.0
3.5
3.0
2.0 2.5
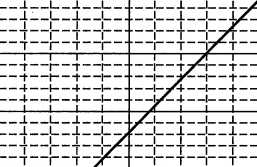
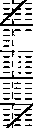
图A.2内压作用下开孔率p = 0.75时广义应力集中系数
Tt-4--Hl 十走L

LJ--LLLl
T-.L匚
∙Γ.
29
---Ij-J.L
---
---
---
---
- ---LiI-」!-- ---- ----I 'H^L. - ---- ---


■ _1
■ _1

÷丄丄|一
T十+■丄丄
T
ITT-II-
.!I-T-T-T
-_1
I4 4dl-
Ir-T-T
-T十+丄丄
T.
• r 十4-LL
Γ
I-LLL
丁十-H
Γ
Γ.
----------------i~ml ---二一
L
-ΓL-I-

- ---I;: - --

-TlT一
-In
._l^44JI_
T-
44l-l-
π^4J
-I T
-IrI-T11
l⅛4l-.
-l-l^^∙4l-.
I + X∙l.
τ'~lτ.
,+丄丄.
41
44!_|_
■7^4 J.
-In
•7.
44!_ɪ_
∙7^∙42
-IT
l+-+-L.
丁丁 1-+-4 L.
-IT
〒十
+■丄.
TT
lbμL.
-LI-ri-LL.
-Ir
I4.4-LLl-r-4-LL.
-Ir.
Γ^^L
-Ir
ILII
r-t-t.
-Ir
L-Ll-I-
L-L.
ΓΓ



T十
一 TT-
一
一 Γr
一
一 厂厂 __
--

一丄ITT +亠丄|
.τr÷l
Ι丁丁+亠丄lTr+l
-LIΓΓ^^∙LIΓr¼l
LLIrb^LL
.Γrbl
L
L
J
------IrrHI ------I-IrHI -------
--- -----Γrr I--- ---- 一 -IΠH!J. --- -一二 -
---Jl


-I-I
------------

-TrTl
-lr^Γτ-4--ll-
∙l--rτl
I-
-IfrTI
-l-l-i⅜^l.
-I7→<⅛l
LIT T十亠丄.
-ITT + 1
L
IA<+4L.
-lτr¼l
-L
-Irrb^
rrrbɪ
L
ΓΓΓb^∙L.
3.5 4.0 4.5

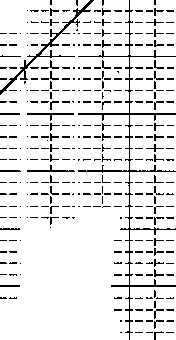
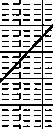
图A.3内压作用下开孔率p = 0. 80时广义应力集中系数
2.4
2.3
2.2
2.1
2.0
1.9
1.8
1.7
1.6
1.5
2.5
SY/T 0609—2016
二二 —「「TT 二二 Hj-二二 二二 —「FTT 二二 lr^¼¼ 一二」 --JJ 二二 —rri 二二 二二 IrrTT 二二 lr÷÷x∙ 二二 二二 —ITT 二二 二二 二二 二二 —「FTT 二二 IT + + + 二二 -I-王 二二 IT 十+ 4 二二
二二 IT + + + . 二二 IrrHP. 二二 二二 —寸寸-+4 二二 二二 二二 二二. 二二 IrrFL-. 二二 二二 IT 寸-+4 二二 IrrFk. 二二


~lτηI~
-LLI-Ir
----J~Γ~il^ ----LLLIT 二二



二二 TTT-TI 二二 btLl 二二 二二 TTT-TI 二二 +■+•」丄 — 二二
l「「「rTTT
-IrrT-LJ-LL.
I「「「FT-IT
TTT^
+-+-LL
5.0
2.5
2.4
十十++

+∙+44 二二 Lm 二二
二二 rLJL」. 二二 二二 4-+44 二二 「二二

--
-Ir. --
--
I-T
--
-Ir. --

Llr 丁丁十r+-」L
」1I「「「「T-IJ
L丄
二 In
二
tπ lrx∙⅛x. 二 二二 二 二二 r「i「T-lJ 二 二二
二 十
二 丄丄

τττ-r十+丄丄丄
ττ-r十 44.丄」

十44.丄丄
71-1-寸4
丄丄 二
•厂LLL」」」—
•厂LT-L」」」!
T工
∙7∙τ-r寸44JI
ΓΓΓ^∙rkkLI
-—7丁十寸 44,Ι
2.3
2.2
2.1
KP 2.0
1.9
-LlrrL.I-J-J-LL.
匸 IrTr十 Fi+-4l
Trr丁十I4-I4-4L
,「「「「TT-T-T
,τrτ∙∙+÷4 丄 一二 二二 一二 二二 ,l「「—TTT」
二二 二二 Γlwττ-n∙ 二二 二二 TTTTi十+丄丄
一二 二二 二一 二二 二一 二二
ITTTT十十+丄丄
二二 I-Irrr 二二 二二 二二 LITTr 二二 二二 JJJJI 二二 ITTTr 二二 二二 1!「「「 二二 ITTTr 二二 二二 —nl「「 二二 二 i4-T 二二 二二 「1「「「 二二 ITTTT 二二 二二 T「「「 二二 ITTTT 二二
4.5
4.0
i Jπ. 二 一 .ΓΓΓ.

ITTTT 二二 Llrrr 二二 二二
—77 T ^l 二二 Llrrr 二二 二二 二二 二二 Llrrr 二二 二二 In 二二 / 二 一/二 ll7"r-r 二二
3.5
3.0
二二 二二 —「「TT— 二二
lrt∙¼4 丄
1.8
1.7
1.6

图A. 4内压作用下开孔率p = 0∙83时广义应力集中系数
2.5
2.4
2.3
2.2
2.1
KP 2.0
1.9
1.8
1.7
1.6
1.5

二二 lτ+++ɪ
二二 二二 —「「T7— 二二 IT+++— 二二 二二 —「rTT丄 二二一
二二 二二 二二 IT+++— 二二

二二 IT+++! 二二
二二 τ^l⅜4l


二二 IrrFkI 二二 二二 l^i^44l 二二 Irrhkl 二二 二二 ITt--+4— 二二

二二 二二 TrT〕— 二二 r^⅛‰-l

三」
二二 二二 「TTml 二二
二二 —LL』」— 二二 二二 IT+++— 二二 二二 二二 二二 |寸寸∙+4l 二二 二二 二二 — 1--+44I 二二 Ι二!」| 二二 二二 二二 二二 二二 二二 — ^•^441 二二 Irrbkl 二二 二二 H4— 二二


寸-+44 — 二二 rl-jɪ 二二 二二 T■+:1
LIJ.」—
Hhhkl
4444 —
-rbkul
-tT = I

二二 ----
.-IΓΓ^^÷^l-





-Irrr
二二 _1「「「 -----ITrr
ITTT 一二 一 二 「「「「 二 一 ITTT
----IΓTΓ∙ ----
厂厂LL ----
TTT
TTTT
-Irrr
-17 7 ^
--------TT-I-! ----+-+-L-I ----二二 TT-I」 二二 +-+■4-丄
Trrrr
T「「「
TITTr
5.0

----ITTTT 二二 --------lτττψ ----- - - -l-l-lπ^ ----二二 ----LLlLL ----- - - -ITTTT ----I-ILLL 二二 ----ITTTT ----

Llrrr
Il-I-I-I-
-Irrr
2.5 3.0 3.5 4.0 4.5
图A.5内压作用下开孔率p = 0.86时广义应力集中系数
30
SY/T 0609—2016
2.7
1---1--

31

二二 ΓΓΓΓ 二二
二二
-τ-r-τ^τ 二二
二二 「「「「
ITTTT
ITTTT
I-TTT
Irrrr
TTTT
ΓΓΓΓ
ΓΓΓΓ
Tl-I-I-
-ΓΓΓΓ
二二 —「「「「 二二 Irrrr 二二

二二 Irrrr 二二 二二 T「「「 二二
ITTrT 二二 二二 T「「「 二二

二二 二二 —「「「「 二二 ITTTT 二二
二二 I 丁丁丁丁 二二 Irrrr 二二 二二 —TT-TT 二二 Irrrr 二二 二二 一二J.— 二二 Irrrr 二二 二二 lπππj 二二 Jrrrr 二二 二二 lππ^7 二二
2.5
2.4



T T
T T
一二 TTTT 二 一 ΓΓΓΓ 二 一 一 二 TTTT 二 一 ΓΓΓΓ
二一
-_二 ΓΓΓΓ 二 一 二 一 I-H 一 二 ΓΓΓΓ 二 一 一 二 πππ-l 二二
二二 —「「「「 二二 Irrrr 二二 二二 —「「「「 二二 IrrTr 二二 二二 二二 二二 ITrrr 二二
二二 —「「「「 二二 Irrrr 二二 二二 —「「「「 二二 Irrrr 二二
二二 「「「「 二二 Frrr 二二 二二 「「「「 二二

二二 Irrrr 二二 二二 T「「「 二二 ITTTT 二二
二二 ■rrrr
-~ι~
二二 ITTTT 二二 LFL 1「「「「 二二 ITTTT 二二 二-」! 二二 二二 lt--rττ 二二 Irrrr 二二 二二 Ii-丁丁丁 一二_ Irrrr 二二
—I...T一一
-I...T一一
Iτ→l7π

二二 —「「「「 二二 IrrTT 二二 二二 —「「「「 二二 Irrrr 二二 二二 一一二Ι 二二 IrTTT 二二 二二 —「「「「 二二 Irrrr -一二
「「「「
TrrF
「「「「
Trrr
「「「「「
TTTr
二二 二二 Irrrr 二二 二二 TrTr 二二
5.0
r
-r


二二 Irrrr 二二 二二 —「「「「 二二 Irrrr 二二

二 一
•「「「 二 一
二二 ITTTT ----二二 ----二二 ι 丁丁丁丁 二二 Irrrr. 二二 二二 Irrrr 二二 Irrrr 二二 一一二 二二 二二 Irrrr. 二二 二二 lττ-r1 二二 Irrrr

TTTT
TTTT
丁丁 |一丁T

T T
T
二二 Irrrr 二二一 二二 二二 二二 Irrrr 二二 二二 lπ^ππ 二二 Irrrr. 二二 二二 Im 二二
rrrr
ΓΓΓΓ
I-I-I-1-
rΓΓΓ
÷∙πππ

二二 TTTT 二二
I---Γ
-1---r-
-I---Γ-
-ɪ---Γ-
二二 TTTT 二二 Frrr 二二
2.3
2.2
2.1
2.0
1.9
1.8
1.7
1.6
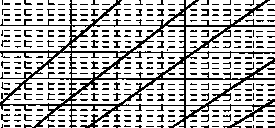
2.5 3.0 3.5 4.0 4.5
图A.6 内压作用下开孔率P = O.90时广义应力集中系数
2.7


丁丁彳 一二 7 二一 「「「 二一
丁
T T
丁

二二 TTTT 二二 ΓΓΓΓ 二二
二一 TTTT 一二 ΓΓΓΓ 二-二 一 一一二
一 二 ΓΓΓΓ
二 一 一二 Jπ-iτ 二 一 ΓΓΓΓ 二一 二 一 Tm -_二
二二 TTTT-二 一 Irrr 1「「-一二 TTTT 二 一 二二一 二 一 二一 TTTT _ 二 LLLL 二一 一 二 TTTT ___ Frrr 一 二 ----J--li 一二 Frrr _ 二 一 二 ^ΓTΓT∙-T 一二 ΓΓΓΓ. 二 一 _ 二 ππππ 二二


2.4
2.3
^ΓΓΓπ
^rTrr
∙^r r TT
-TT7T
TTTTT
丁丁丁丁丁
ΓrΓΓ
-τ-τ-r^τ∙τ
^lrrrr
^I-I-I-17
2.22∙1

二二 「「「「 二二 Frrr 二二 二二 T「「「 二二
LrrrLTm
ΓΓrΓ^rrrr^
TTrr^rrrr
---王
一 二
T「「「
TTTT^rTrr

二二 「「「「 二二 ππrr
T--1-
■1---1
'1---1-
•1---1-
二二 IrTrT 二二 二二 —「「「「 二二 ITTTT 二二 二二 —「「「「 二二
5.3
4.8
ITTTT

二二 ITTTT 二二


τ

TTTT
十十十十十
LLLL
TTTT
^TTTT
TTTT
-ΓΓΓΓ.
TTTT
ΓΓrr
二一刀
τl~Γrl~rl~rrτl-rl-rl-rH
二二 ITTTT 二二 ----ITTTT 二二 二二 ----二二 ITTTT ----Irrrr ----ITTTT 二二 ILLLL 二二 二二 二二 二二 Irrrr 二二 二二 — ^—^^^1 二二 ILLLL N三 Im 二二
3.8
3.3
图A.7内压作用下开孔率p = 0.93时广义应力集中系数
2.0
1.9
1.8
1.6
2.8
(A. 6)
SY/T 0609—2016

Illl —T--1—T--1—
IllI —T-~I—T-~I--
Ι十 十+4.丄丄丄 ITTT-十 +4→J-丄

—十++I4∙丄L丄 Iττrτ4-++I4-~H
5.5

Ι十十4→-l-丄丄ITTr十+ + -F,丄丄ITTl-十+ +丄丄丄I-

—rrMl-l-fl-l-l-l-L-I!-!.I'■
Ι十+ + 4•丄丄丄ITTT十十+-I-丄丄丄|_
.TTT ---------
TT十十++丄丄丄ITTT
44Λ11I
— 寸-+44-L
5.0
----l-r1--+4l

Iff-+-+— ----ILJ--LJ-I ----
----IrrFkI 二二 ----Ir-T-TTI ----IrrHkI 二二 ----IrTT-TI 二二
2.7

----l-τ+-44

l-l→∙44 --------
----ILL-L-L 二二 ----l-rrτ4 ----IΓrμL∙. 二二 二二 IrrTT ----
----l→∙^44

I;: — ----ILJ-J--LI ----
----IL-LJ--LI --------—^4441 ----Irhkkl --------IrTT-TI ----
2.6
2.4
2.3
TTi十++Jz丄丄 --二二--
-Llτ-r1--+44-L-L-III-τ-r1--+44-Lll-
=I=T 一二 ,TTT
||71-十-+44-|-|-|ι丁|-十 1--+44丄1丄
.TTT




ΓΓΓ.

KP 2.2

-Zy -f∙-+-+4l ----一二_ ----二二 -----rHU∙L∙I --------4444 — ----•r-LJ--LI ----- - - -TTTTI ----




二二 11777 二二 LLIrr 二二 ----τll~r ----LLIrr ----
1.8
1.7
4.0
3.0
图A.8内压作用下开孔率p = 1.00时广义应力集中系数
_小
b)根据T值,按照公式(A∙7)计算几何无量纲参数储
.......................................(A. 7)
c)由°,入值查图A. 2至图A. 8及图A. 9至图A.11得K” Kp,, KMX和KMy。
d)按公式(A.8)至公式(AJO)分别计算加,%),Me。和Mw :
.......................................(A. 8)
2% TS
P。
(A. 9)
_ πσs [D⅛1 - (Dm - 2Ts)2 ]
P^ - ---------
式中:
%)一一支管轴拉(压)力基准值,单位为牛顿(N)。
.....................(A. 10)
晖[D* - (Dm - 2Ts) 4 ] 32000Dm
Mx。
式中:
Mxn-—支管面外弯矩基准值,单位为牛顿米(N-m);
32
SY/T 0609—2016
Myo——支管面内弯矩基准值,单位为牛顿米(N・m)。
e)按公式(AJl)至公式(A∙14)分别计算白,久,Mxi^ Myiz 自二夫 .......................................(A. 11)
pz∖ =亲L ....................................... (A. 12)
式中:
加——支管轴拉(压)力极限值,单位为牛顿(N)。 Mxι — %") ....................................... (A. 13)
式中:
Mxl——支管面外弯矩极限值,单位为牛顿米(N-m)。 My] =堂 .......................................(A. 14)
式中:
Myι——支管面内弯矩极限值,单位为牛顿米(N-m)。
f)按公式(A∙15)至公式(A∙18),分别计算而X和而y:
P
.......................................(A. 15)
3.1
3.0
2.9
2.8
2.7
2.6
2.5
2.4
2.3
2.2
2.1
2.0
1.9
1.8
P zl
(A. 16)
|
二二 FFFF : ♦ -4*— 卜_4 —』一. |
Illl ≡IΞJΞ□Ξ□ΞΞ ■ 一i — T — T — T— — |
ΞΞEΞEΞEΞEΞ ——I——i-—⅛-—卜一 |
≡≡I≡ P=( ■ 一 +- — ⅛^∙ + — -F —-—i / i—i— |
).75 W二斗二二 |
Illl 匚二匚二匚二I:二匸二: --I一一I-一JLi 一一!"一卜一"!"一丁—— | |
|
二二 FFFF: |
•--r111― :二工二 H 二 Zl 二工二 TT1一-1— |
i≡≡≡EΞ≡^ r -I______I..... I I |
目二,二二 |
Z3Ξ□ΞΞ∣ΞΞ∣ |
≡ |
二二E二 E 二FF: |
|
—4- — +- — + — + — ■ 一二1-二1—十二十二. |
• — T — T — —I — T—— 二寸二寸二r二F二二 |
——i--i——i——I-X- —I-_I-_I--ʃ-I —一厂一厂-] |
—■!- - + - + _ -I»_ 一 .二十二十二十二寸二一 |
二二 P= 0.80 一 J⅛ i i i |
I ■_ 1一一 |
--1I-4-一卜ɪ 二二L 二 L 二十二十二: |
|
—一—一›!- _ + - + —-一―r—1—■ |
—T — T — T — T-- ■I—I— |
L___ __I_«„L — --I-^F—F-— I- —, |
--J--丄一丄 --H-一 + -+乂一一 |
二 d 二 d 二二! 1 二1二]二二片 0」 |
Iz二上二上二上二: 门 I--1- — +- —4--- >° i--m∙ | |
|
I I I I ξξγξγξiξiξ: ——L — L一丄一4 — ■ |
I I I I 二1二 ZI 二 Zl 二 Zi 二二 ,一」一」一」一」一/ ‘一"HT_~!-■!ɛ |
;主二e二 t 二: ——I——J—「一 L —, |
二:工二工二二 丿《一十一十一-[■一: |
二二 i Y一」——1——I |
匚二匚二匚二匚二匸二匸二: 1一・ L ∙ ' JL_・ i-, P= 0.86 十一卜一 • | |
|
-HI---Ti 二二二二工二工二工二: |
:一二-4-】7^--二Fm才乎二 |
ξξE=E⅛eξ: |
一二工二工二 二 ~ l∑L∑T^!T∑1ΣΣ |
ΞΞΞ∏X∣ZZ∣ |
EΞ |
--1~I1--L∙ 一二匚二匚二匸二匸二• 二二匚二匸二工二匸二: |
|
一_4一卜_卜—+_. |
-4•去--i一"i—— |
——ɪ-ɔt^-i——μ- |
--J^ + - + —— …-一十一十一>^ ——1--十一方号一T IzLzi^fzɪz |
Gii |
匕 |
P= 0.90 i |
|
―一卜—a|>l十.1十—・ -H1...r一 LT-Ti |
一 ^^ 子-r一r—i .“一寸-一1—i- |
—II^^ i--LlF —. 一J^-I~一i—rχ |
一 T — —]——|—. —I --|一ι_I..1.. |一一1 |
I— I- |
--I « 1 1--- ^-I-一1--r— | |
|
■_L一L-L一丄J ——L-L-L-,. — _卜一卜 _ 4 —-——11--⅛r+一, |
ZjlΞΞΓΞΞΓΞZlΞZ .一」__I__∣- |
ΞΞT7ΞlΞjF-L≡ ii→2T∑-L- ——R>F-I--卜7 |
丄 _」__ |
__I Lx^I |
i二二 |
__I__i__J__j___ |
|
—T —⅛—-— •—寸—-t —7< r— |
二 + 二 + 二 4 二二 |
--—— (^d^t-I--1— |
I— |一一 |
--I--卜:^-一 — • | ||
|
=ξeξezziξiξ: -一丄一丄-一 |
二卜二卜二 |
ZZLZIΞI^T∑: |
=>=0.93 :拦 | |||
|
--1-一1-一TVT--二二匸二工二: |
—i一_LCHri ΞΞCΣ□2CΞE∑: __..1—— |
.一1"一十一十二Jk 一 LT才哼~一 |
二[二[二二i 二二i 二二 二上土二上二 I 二二 |
二二L 二 L 二丁二十二: ξξEξEξγξlξ: | ||
|
-—μ-4--4-一⅛z^ -一^--^-一¥^F— --f-l--i十二^ |
—-^^T- —I—τ— ■><—4—I--17 --T--ι>^r- |
^<-1—1--J^ d+—|-TL^P一 —r^xr-ι-i |
—H...1- —H - H--- --十一十一十一1一一 |
—T — T—T—— -T..1..1.. _-∣-j^r^ |
i-冃 |
■■I__i__J__∙∣___ 二 O=LOO 户 |
|
ɪɪɪ^^ɪɪɪ |
丁一T一T一丁 |
I | ||||
|
-~∙[-[-[-^ 二二上二:二」二:二二 |
-4-^iχ^T-- |
J 二二卜二卜 -St^**^^Li |
—— -一 + - + 一"h —— |
--i一-ii一 - _I—i-i- |
CZ I--I一一 I一一 |
二一1- - I„J- 一= --I一一I- — 4-_4—— --1--1--^-一卜-- |
|
二千二千二千二千二 |
•二上上上 二工二工二 二 二二 • -4—\——i——1-- |
二二 I-二 I-二 I-二 L 二: |
二3二千二千二5二二 |
! ! ! ! 二」二一二二1 二二i 二二 |
二二E二 E二 W二 E二・ | |
2.3
2.8 3.3
3.8 4.3 4.8
5.3
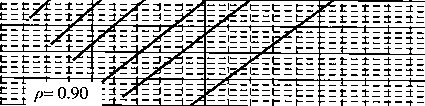
图A.9支管轴拉(压)力作用下挤压三通广义应力集中系数
33

~d=≡≡H≡≡≡3≡=!= = 三夕=0・75 T=T= =J =
三芸非斐器三

== fct == fee == i=t == ut -=-
--= tfc ---t4= == Uli == IJii ---
tt --==
== ±± ---壬土 -- = E44 -- =
==
--
≡
---
---
SY/T 0609—2016

== =fπ == -∏π == ∙∏π -= ^^ ---丰 ---±± ---±r == fct == ^t -=
O-半一 --O
-= =IIT ---∙∏ΓT ==
Tn片• 三Q ==== TmTm -=--=
昌
-=
三三11扌三H
-- =
三
≡
±王士王 ------
王主土王士工士王
-- =
一主土王王王士王 三三三三一=三-
±工 == 上工 ---£

≡ = t= = i= = l= = 4Ξ = H P= 0.90 ≡
工三幸震^寸年耗承装芸至¾g丰丰=

三旨呈^总^后乏三詳刍^丰^M五嘗^耳三昂三m目三
目=能丰至5聋至年三廷
=71^=H = f= = l=* 子 N⅞=二二:二匚三尸W:二: = ≡l≡≡P≡B⅛≡z: = =ι==A^t= = F = : = :
生三王三王三三三三三

N晶|!良餐髭狂狂圭蓬変藝毛斐
-----= Tln == TlTT ---Tιπ ---i→→ =-
== ----=-=lrτ
=i∏ --=ttt -=
71=1 ------
==

== 匡
三一
三一
==
-- = TIrr ---Tlrr == →-3∙ ---
== ±≠ == ±≠ --= tfc ---t≠ ---
-=-±≠ == 士4+
EUT
專
==
士正
三一

== 士壬
一三一一三 ------±王≠壬 --=::
丰
-- =
±14 ---fcF == t^ ------
-=
-土王t王
:t王
== I=匸 == 占匸 ---
---
三發芸芸若三聿寿準



匡
3T -= 3→ ==
≡≡E≡E≡E⅛≡Ξ --y-^^τ^v-=⅛e=E≡E≡E≡ ≡fp=ll)θ^≡f ≡≡E≡E≡E≡E≡
≡≡Ξ≡Ξ≡∣≡≡
≡!≡ 3≡
一二3一
三方举宅非IiW密尊弄
≡≡∈≡≡E≡≡⅞<≡≡≡≡≡3⅛*
---
三
--
------_ 王士王王
----
---_
≡
- = _
[E上王*王一
-- =
-=_
=三
二二匚二匚二匚二匸二 ≡≡E≡E≡t≡fc≡ --LLl~一ʃɪ ≡≡t≡E≡E≡t≡ 二二匚二匚二匸二工二• z=fc⊂fc=t=t= 二二匚二匚二匸二匸二 = = t = t= = fc = tz: 二二匚二匚二匸二匸二
=≡
==
≡≡1≡E≡≡-一
≡手
=1≡
∈.1
辜一圭圭
i≡!l
.--=
WrnmnaTImn-
--
---
-≡
ItImtIItItiRW
-⅞± H王子Ml.f王千±子王一
--_
注工运
=-—
--T-王壬土一
-≡-h匸
三≡
-F-EL 三三一
二一 IT 三
4.8 5.3
主壬士壬主
EE一一一
e4l∖4e-r-e
=三--N MLIE-
---F--≡lτ ---
-=-
-m-
勺
E工E上
≡≡
==

= =
it
=-N⅛-三-W ≡!≡室>
三二 ---_ ---_
=:—
二=
一N=三一
=W 三
UlXmrt-NmTlmn-
≡3 --□
--_
二」
.3-
--=
EE=
王壬士壬土壬士
[£14E 壬土壬土壬士ff-lx壬土
≡
4IE4E=EE匕 HEEIfcEtEt
==__
== ==
=≡
三
3.8
3.7
3.6
3.5
3.4
3.3
3.2
3.1
3.0
2.9
2.8
2.7
2.6
2.5
KMK 2.4
2.3
2.2
2.1
2.0
1.9
1.8
1.7
1.6
1.5
1.4
1.3
1.2
1.1
图A. 10 支管面外弯矩作用下挤压三通广义应力集中系数
4~I4Γ∙I4I4
-Z- Z = JLlL匚匚 --=-- = 」lIL匚匚 ----=Z
----Z = —ln「∏∏ ---- -Z-—ln「ππ ---- -----lπl∙ ∏∏
UHrII-I H


」匚LliJLl
.!巨LjLj
-lπ = ππ
-lπljππ
Irr-ɪrm
丄工工工工
亠工工工工
L匚二匸匚
」匚匚匚匚

二二三二
InnnnIηnrp^pfmτ 二二二二二二一之二二

二:1m4二二=ζ>cnzZizZiz- ----
T 二5 X5 二:□二二1 二 二二 P= L(
--L^t----I--I^^I--
二二匚二匚二匚二I:二 --LIl--LlT-I
H 工
ee^-r-ɪ

tt^-ɪ
tt^-tɪ
Et-tz-ULI
IJLΨUJZL
ttr
tt.
EUH
CtttH

CZtZt=IZ E=CZtZl= 匚二L一丄一丄一



二二I 二二 二二I 二二
z□≡Ξ∣≡Ξ
二 ZJ 二 口二二【二二 二口二口二二 I 二二
Ξ3≡3≡≡Iξ"1
n「-
T--I-—t--=lr
-H..
二少仁二二 1:二工二 NZt 二二 洋二:二二步二 二T 二二
二七二二—一—一—
r zr □rx = : 匸二六工二二 t/■_,__• E⊂r zɪz::
Ξ≡4zt:=Zt 勿二 ZlN y 二 Zr 二 =
Fm
-W
FmtmTI
匸二 匚二
匚二
必匸二工二工 eɪtzrzɪ 亡二L一丄 七二七二土
nrφ∙πr
Γmtmr
fc-tztzizdzizdzdz 二二二 1二二匕二匕二七二:二二土二士二 Zt 一寸 ι-r —I-∣ I--L -∙h-1 上二4二1二二H二Zj二二二5二二1二二[二二!二二二二E年三二二芦村三m美三三!三王三斐主二王
2∙8 3.3 3.8 4.3 4.8 5.3
3.3 L
3.2 p
3.1 p
3.0 ≡
2.9 ≡
2.8 K
2.7 K
2.6 If
2.5 H
2.4 Il
2.3 U
KMy 2.2 If
2.1 K
2.0 H
1.9 Il
1.8 H
1.7 Il
1.6 Il
1.5 Il
1.4 ≡
1.3 y
1.2 Il
1.1匹
2.3
图A. 11支管面内弯矩作用下挤压三通广义应力集中系数
34
SY/T 0609—2016
My =冷 .......................................(A. 18)
g)校核按公式(A. 19)计算:
∖p∖ + 丨五丨 + ∣My∣ + ∣Mx∣<1.0 ........................ (A. 19)
A. 3.3图A. 9至图A. 11中几何无量纲参数义和广义应力集中系数均可以采用线性插值方法进行插 值,各图之间可以采用线性插值方法对开孔率P进行插值。
A.3.4图A.9至图A.M中,只能在曲线涵盖的范围内插值,不得将曲线外延。
35
SY/T 0609—2016
附录B
(规范性附录) 拔制汇管
拔制汇管指在壁厚较大的一段管子(母管)上,直接拔制出两个或多个开口的特殊管件;单个拔 制口也可参照执行。
B.1主支管直径比:支管外径宜小于或等于0. 7倍主管外径。
B.2支管间距:不应小于相邻两支管外径之和。
B.3材料:汇管材料宜与相连管线的材料相同或相近,可直接采用管材,也可采用板材卷制。
B.4壁厚:汇管主管壁厚的确定方法和三通主管壁厚的确定方法一致。在主管上直接拔制支管口 时,要求支管口端部厚度以)?・力。
当采用支管短节加强时,规格等同的三通爆破验证试验结果可适用于拔制汇管(参见E∙2.2)。
B.5拔制高度:拔制高度儿应满足印)厂。>5%/,如图B. 1所示。
单位为毫米
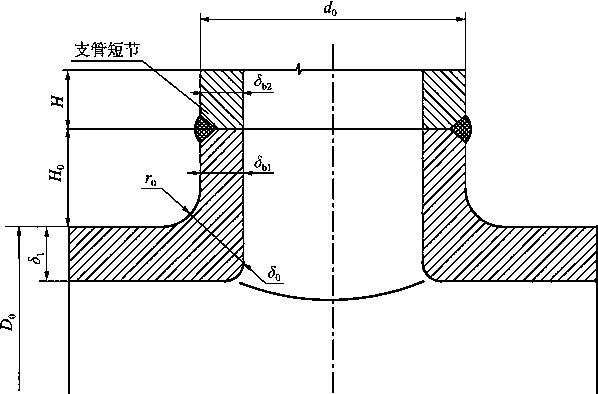
R)—主管外径;或一支管外径;H—短节高度;H。—支管口拔制高度;为一主管(母管)端部公称厚度 (外连管线厚度);力一肩部厚度;小一支管口外侧交汇处曲率半径;以一支管口端部厚度;台b2—短节厚度 图B.1汇管和三通拔制口
B.6支管短节:当拔制高度儿小于有效补强高度时,可另加支管短节补强。支管短节的最小高度 不应小于有效补强高度,且不小于150mm;支管短节材料的强度宜和相连管道强度一致或相近;支 管短节的厚度宜和支管口端部厚度一致或相近,且应满足下式要求:
式中:
σsb2—-支管短节材料的标准屈服强度,单位为兆帕(MPa); σs,min——母管材料的最小屈服强度,单位为兆帕(MPa)。
B. 7本附录未提及的要求,按本标准有关规定执行。
36
SY/T 0609—2016
附录C (资料性附录) 补充要求
C.1本附录为非指令性的补充要求,共14条,除非另有规定,否则不作为供货依据。除非另有协 议,这些补充要求所发生的费用,不应由供货方承担。当另有规定时,补充要求与正文有同等效力, 如果需要变动其中某些细节,供需双方应协商解决。
C.2材料的每熔炼批,应按附录D的要求,进行纵向焊道裂纹试验。
C.3按同一热处理制度进行热处理的同熔炼批、同类、同规格的管件,均应按第12章的要求进行 焊缝导向弯曲试验。
C.4对冷挤压成型三通应进行磁粉或液体渗透检测,检测范围为坡口表面和最大拉伸变形大于5% 的支管口表面。
最大拉伸变形二争 .................................(C. 1)
式中:
方Z——支管口壁厚,单位为毫米(mm);
Rf——支管口中心圆曲率半径,单位为毫米(mm)。
不允许存在裂纹和本标准16. 4.2中不允许存在的其他表面缺陷。
检测人员资格按GB/T 9445的要求,检测程序按NB/T 47013. 1-47013.6的相关规定执行。
C.5 10.7中规定的焊缝横向拉伸试验,如业主要求,可增加试验数量。
C.6母材及焊缝的硬度不应超过HRC22,且其含棟量应小于1.0%。通常,管件的每热处理批对基 体金属和焊缝金属各做一次硬度测试。若业主要求,可增加检验次数。
C.7管件成品的实际屈服强度,不应比标准规定的最小屈服强度高出140MPa。
C. 8当对冲击韧性另有要求时,供需双方应协商解决。
C.9每热处理批,按13. 1和13.3的规定进行冲击试验。
C. 10管件逐一做超声检测。检测人员资格按GB/T 9445的要求,检测程序按NB/T 47013. 1〜 47013.6的相关规定执行。验收标准由供需双方协商。
C. 11在所供管件上用断续点线或低应力印模标志出购货合同号。
C. 12更严格的化学成分限制和碳当量要求,应经供需双方协商。
C. 13不允许用棒材制作管件。
C. 14如果业主要求,填充金属的化学成分应按其强度等级或按焊接规范要求的与焊剂的组合匹配, 分别进行分析。
37
SY/T 0609—2016
附录D (资料性附录) 纵向焊道裂纹试验
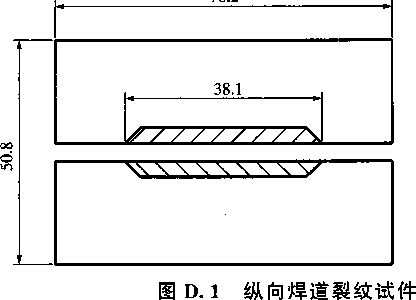
D.1试样尺寸
长和宽按图D.1的要求,厚度为材料原始厚度。沿轧制方向或介质流动方向截取(如图D. 1所 示)。
D.2焊条及其他焊接工艺参数
焊条 E4310g. 2;
焊接电流1∞A,电压24V〜26V,焊速0.425Cm/s (输入热量约5900J/cm);
施焊温度38℃。
D.3焊道
表面熔敷长度38. 1mm。
D.4焊后热处理
焊后室温下放置24h,然后在900。C ± 14℃温度下保持Ih,正火处理(细化晶粒和消除焊接应 力)。
D. 5 检验
用240号或更细的带状湿砂轮将试件从焊缝中心锯开,采用湿荧光磁粉对断面进行检查,当10 个试件裂纹的平均长度和焊道总长度之比小于或等于50%时,可以被接受。
单位为毫米
38
SY/T 0609—2016
附录E
(资料性附录) 标准的说明
本附录对标准中的几个问题,或者说容易混淆的问题说明如下。
E. 1钢级:
APlSPec 5L中所列管材,例如X60, X70等指钢级;GB/T 9711中所列管材,例如L360, L485等指钢级;MSSSP-75中所列管件材料,例如WPHY-65, WPHY- 70等也指钢级。本标准 系修改采用MSSSP-75,所列管件材料WFHY-360, WFHY- 485等和GB/T9711对应,也指钢 级。表示管件钢级特性的数值,例如485,指成品管件屈服强度的下限值不应低于485MPa。本标准 和 MSSSP-75, GB/T 9711, APlSPec 5L 钢级对比见表 E. 1。
表7对材料化学成分的最大允许值做了一些限制。只要产品的力学性能满足本标准的要求,化学 成分和碳当量也未超出本标准的规定,那么制作管件的材料,无论热轧钢、正火钢、调质钢或者控轧 钢,经过最终适当热处理,均应被视为满足要求。
表E・1 本标准和MSSSP-75, GB/T 9711, APlSPec 5L钢级对比表
|
本标准 |
MSS SP - 75 |
GB/T 9711 |
API Spec 5L |
|
WFHY-290 |
WPHY-42 |
L290 |
X42 |
|
WFHY-320 |
WPHY-46 |
X46 | |
|
WFHY-360 |
WPHY-52 |
L360 |
X52 |
|
WFHY-390 |
WPHY-56 |
X56 | |
|
WFHY-415 |
WPHY-60 |
L415 |
X60 |
|
WFHY-450 |
WPHY-65 |
L450 |
X65 |
|
WFHY-485 |
WPHY-70 |
L485 |
X70 |
|
WFHY-555 |
WPHY-80 |
L555 |
X80 |
E.2设计验证试验如下。
E. 2.1用验证试验确定管件的强度(厚度):
压力容器规范A51\^第八篇和68150.1〜150.4;管道规范ASMEB31. 4, ASME B31. 8, GB 50251和GB 50253,均对开口补强的理论计算做了详细规定。而管件标准ASMEBI6. 9, MSS SP -75和GB/T 12459均允许采用爆破验证试验作为确定管件壁厚的依据。用验证试验方法确定的管件 壁厚较用理论方法确定的壁厚为小,相对较为经济,所以在工程中被广泛采用,国内外大口径长输管 道工程,多规定以设计验证试验方法确定管件壁厚。从6. 2. 5可以看出,设计验证试验的目的,就是 用爆破方法证明管件的极限承压能力不低于其外连管子的极限承压能力。
E. 2. 2 验证试验的覆盖范围举例如下。
E. 2. 2. 1 验证试验压力计算:
例:验证试验件三通公称直径600mm X 60OmmX 40Omm (24in × 24in × 16in),焊接端壁厚 (主、支管接管壁厚)分别为15mm和Iomm。三通和所接主、支管材料均为Q235B。实测三通肩部 厚度为19.5mm。实测试验三通屈服强度ReL = 235MPa,抗拉强度Rm= 460MPa。按公式(2)规定, 试验三通的计算爆破压力:
39
SY/T 0609—2016
P
2Rrn ・ J 2X460X 15
D
610
= 22. 62 (MPa)
实测爆破压力a = 25MPa。考虑到试验组合件接管较短,按6∙2.2a)的规定,满足要求的爆破 压力应为:
PR = I. 05力二 1. 05 X 22. 62 二 23. 75(MPa)
式中:
PR——要求达到的爆破压力,单位为兆帕(MPa)o
a〉外满足要求。需要说明,为了具有普遍意义,规定Km为外接直管材料实测抗拉强度,而 不是材料标准规定的最小抗拉强度。如果不作为设计依据,而仅为本次工程所用,当用于工程的三通 材料和爆破验证试验三通材料状态相同时,Rm也可为材料标准规定的最小抗拉强度。
E. 2. 2. 2 验证试验覆盖范围:
a)按6.3 a)的规定,试验三通覆盖的主管直径(等于外接直管外径)范围为:0∙ 5mm X
61Omm〜2mm × 610mm,即本试验覆盖的直径范围为323. 9mm (12in)〜1524mm (60in)o
b)三通主管的A = 2 = 0∙0246,按6.3 c)的规定,其所覆盖的未试验三通主管的A范围见
OlU U
表 E.2。
表E.2三通验证试验覆盖的"D范围 单位为毫米
|
三通主管端外径0 |
™ 覆盖厚度范围方 (力二 0. 5 X 0. 0246D〜3 X 0. 0246D) |
|
323. 9 |
3. 98〜23. 90 |
|
355. 6 |
4. 37〜26. 24 |
|
406. 4 |
5. Oo〜30. 00 |
|
457 |
5. 62〜33. 73 |
|
508 |
6. 25 〜37. 49 |
|
559 |
6. 88〜41. 25 |
|
660 |
8. 12〜48. 71 |
|
711 |
8. 75 〜52. 47 |
|
762 |
9. 37〜56. 23 |
|
813 |
10. Oo〜60. 00 |
|
864 |
10. 63〜63. 76 |
|
914 |
11. 24〜67. 48 |
|
965 |
11. 87 〜71. 22 |
|
1016 |
12. 5 〜74. 98 |
|
1067 |
13. 12〜78. 74 |
|
1118 |
13. 75〜82. 5 |
|
1168 |
14. 37〜86. 20 |
40
SY/T 0609—2016
表E.2 (续)
|
三通主管端外径D |
覆盖厚度范围t Q = O. 5 X 0. 0246Q〜3 X 0. 0246D)___________ |
|
1219 |
14. 99〜89. 96 |
|
1270 |
15. 62〜93. 72 |
|
1321 |
16. 24〜97. 49 |
|
1372 |
16. 87—101. 25 |
|
1422 |
17. 49〜104. 94 |
|
1473 |
18. 12-108. 71 |
|
1524 |
18. 74〜112. 44 |
c)产品的材料和厚度:
经验表明,对于三通,只要能保证肩部厚度力,就能保证对开口处进行有效补强。
设通过验证试验的三通肩部厚度为力,三通管端外连直管的厚度为必(如图C.1所示),若三通 和外连直管为同一材料,则* 二根,机为特征系数。凡以后确定三通强度时,只需要看所采用的三通 肩部厚度和外连直管的厚度之比是否大于或等于特征系数切,即当三通肩部厚度)加倍主管端外连直 管厚度,即满足要求。
d)三通支管和主管直径比:
如上所述,爆破验证用三通的支管外径和主管外径之比为誓9 = 按6. 3 b)的规定,此爆
破三通上述的验证范围还有一个前题:即该验证试验所覆盖的产品为奎鹽婁≤!∙的三通。若三通 王管外径 3
的霜雑>1■'则不能被覆盖。
如果爆破件为等径三通,则可覆盖所有异径三通。但是,用等径三通去验证异径三通,特别是验 证舞m值较小的三通,很不经济。通常的做法是關雑为某一数值的三通,仅验证其比值相 等或略小的产品三通。如此,相对应的验证试验数量会较多。
e)对拔制汇管的验证:
当满足C∙4, C.5和C.6的要求时,可以认为汇管支管部分提供的用于补强的厚度裕量当不小于 汇管主管部分提供的用于补强的厚度裕量。若主管能提供补强的厚度裕量为(加-1)倍主管外连直 管的厚度,那么,支管能提供补强的厚度裕量当不小于(机-1)倍相同材料支管所需厚度。如此, 可以认为按规定配设支管短节的汇管,也可采用三通设计验证试验的结果。
E. 2.3此处将原苏联管道规范三通主管增厚系数曲线图附于后(如图EJ所示),供参考。
应强调,该曲线仅供参考,供最初选择材料时参考。每个厂家都有自己不同的拔制工艺[或挤压 工艺,从曲线2可以看出,对于整体拔制(包括整体冷挤压)三通,里髓值越大,做到三通和 王管外径
所连直管等强度,则所需主管能提供补强部分的厚度越大。对于等径三通,主管提供补强部分的厚度 约为所连直管厚度的1.43倍。该曲线所提供的数据,和我们了解到的国内外有关数据基本一致],所 得出的数据不可能完全相同。所以本标准要求生产厂家必须要有自己的设计验证试验。
E.3管件材料与所连直管材料强度不一致情况。
E. 3.1材料屈服强度不相等两元件端部对焊连接时,如图6所示。按规定,较低侧的屈服强度应>
41
SY/T 0609—2016
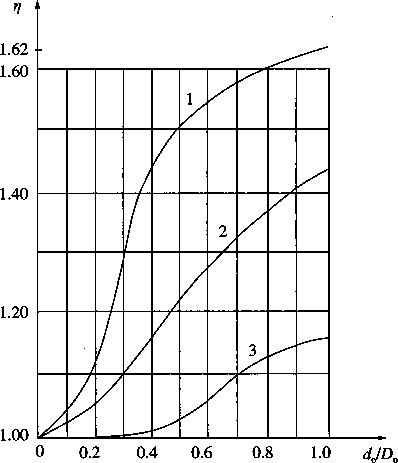
曲线1一无加强圈焊接三通;曲线2—拔制整体三通;曲线3-带加强圈焊接三通; L三通主管增厚系数;以—三通支管外径;■—三通主管外径 图E.1三通主管增厚系数
!■倍较高侧的屈服强度。
e.3.2当管件,例如三通,抗拉强度低于所连直管的抗拉强度时,则外j^⅜¾y盥需最度义 与三通相同材料直管的计算厚度,应大于或等于所匹配直管的厚度。如此,才能做到三通和直管段等 强匹配,等强匹配是管件强度设计的最基本理念。
E.3.3 此种不等强度的材料匹配,需经业主同意。
E.4为方便使用,焊接、检测和检验一律采用国内相关标准,和原标准相比,并未降低要求。
E.5按本标准制造的管件可能采用部分国外材料,比如管材。国内一些厂家已能生产符合国外材料 标准要求的部分材料,需要时,也可直接从国外进口某些材料。
42
SY/T 0609—2016
参考文献
[1] GB 150. 1 — 150. 4 压力容器
[2] API Spec 5L 管线钢管规范(SPeCifiCatiOn for line pipe)
[3] ASME B16. 9 工厂制造的锻钢对焊管件(FaCtory- made wrought steel butt welding fittings)
[4] ASME B31. 4 液态烽和其他液体管线输送系统(PiPeline transportation systems for liquid hydrocarbons and other liquids)
[5] ASME B31. 8 输气和配气管道系统(GaS transmission and distribution piping systems)
[6] ASME第八篇锅炉及压力容器规范
[7] MSS SP - 75 优质钢制对焊管件规范(SPeCifiCatiOn for high test wrousht butt welding fittings)
43
中华人民共和国 石油天然气行业标准 优质钢制对焊管件规范 SY/T 0609—2016
*
石油工业出版社出版
(北京安定门外安华里二区一号楼) 北京中石油彩色印刷有限责任公司排版印刷 新华书店北京发行所发行
880 × 1230毫米16开本3印张89千字 印1—2500
2016年5月北京第1版 2016年5月北京第1次印刷 书号:155021 • 7310 定价:36. 0()元
版权专有不得翻印