
ICS 23.020.10
J 74
G日
中华人民共和国国家标准
GB 12337—2014
代替 GB 12337—1998
2014-09-03 发布
匚口 市
钢制球形储罐
Steel spherical tanks
2015-02-01 实施
华人民共和国国家质量监督检验检疫总局布 国国家标准化管理委员会发布
GB 12337—2014
目 次
-ΛA- --j-* ∙r∣^∣∙
刖右........................... W
引言........................................................................................................................IV
1 范围.......................................... 1
2规范性引用文件......................................................................................................1
3 总则.....................................................................................................................2
4 材料.....................................................................................................................11
5 结构.....................................................................................................................22
6 计算.............................................. 25
7制造............................................. 43
8 组焊、检验与验收 ...................................................................................................47
附录A (规范性附录)标准的符合性声明及修订.........................................................…… 61
附录B(规范性附录)安全附件及附属设施 .....................................................................62
附录C (规范性附录)风险评估报告..............................................................................65
附录D (规范性附录)应力分析设计球罐........................................................................66
附录E (规范性附录)低温球形储罐..............................................................................76
附录F (资料性附录)球壳对接焊缝的坡口形式及尺寸 ......................................................79
附录G (规范性附录)场地类别划分..............................................................................80
GB 12337—2014
前 言
本标准的附录F为推荐性的,其余技术内容为强制性。
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替GB 12337-1998《钢制球形储罐》,与GB 12337—1998标准相比,主要技术变化如下:
—根据TSG RoOO4《固定式压力容辦安全技术监察规程》、GB 150.1〜150.4《压力容器》修改相关 内容。
——设计压力的适用范围由4.0 MPa提高到6.4 MPao
-——增加了球壳用钢板厚度不宜大于50 mm的规定,相应的修订了钢板的厚度适用范围。
—…球壳材料增加到 14 种,新增材料:Q370R、15MnNiDR、15MnNiNbDR、09MnNiDR、 07MnMoVR、07MnNiVDR、07MnNiMoDR、S30408、S30403、S31608、S31603。
——支柱与球壳连接型式取消了 U型柱结构和翻边结构,增加了长圆形结构。
—-增加了盛装毒性程度为极度或高度危害介质的球罐,进出口应在上极开孔的要求。
——取消了球罐人孔、接管法兰密封面应采用凹凸面的要求。
——根据GB 50011《建筑抗震设计规范》修订地震载荷的计算。
-一根据GB 50009《建筑结构荷载规范》修订风载荷的计算。
——增加了外压球壳的计算内容。
——产品焊接试件由3块改为2块,分别是立焊、平焊加仰焊。
--增加了衍射时差法超声检测方法及对碳素钢和低合金钢优先采用衍射时差法超声检测的 要求。
——增加了球罐内侧宜采用荧光磁粉检测的要求。
——增加了不宜采用了射线全景曝光射线检测的要求.
——增加了附录A标准的符合性声明及修订。
——增加了附录B安全附件及附属设施。
--增加了附录C风险评估报告。
--增加了附录D应力分析设计球罐。
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。
本标准起草单位:甘肃蓝科石化高新装备股份有限公司、中国特种设备检验研究院、合肥通用机械 研究院、中国石化工程建设有限公司、中国天辰工程有限公司、中石化宁波工程有限公司、上海市安装工 程有限公司、鞍山钢制压力容器有限公司、沈阳工业安装工程股份有限公司、中国石油天然气第一建设 公司、大连市锅炉压力容器检验研究院、中国石化集团福建石化公司。
本标准主要起草人:刘福录、杨国义、朱保国、芦玲、段瑞、李景诚、陆欢军、肖秀荣、章小浒、赵雷江、 冯振友、张连友、武铜柱、张志刚。
本标准所代替标准的历次版本发布情况为:
——GB 12337—1990、GB 12337—1998o
In
GB 12337→014
引 言
本标准是全国锅炉压力容器标准化技术委员会(以下简称"委员会")负责制定和归口的球形储罐 (以下简称球罐)标准,用以规范在中国境内建造或使用的球罐设计、制造、组焊、检验和验收。本标准是 一部包括球壳、支柱、拉杆等的设计计算、材料的选用要求、结构要素的规定,以及球罐的制造、组焊、检 验与验收的综合性国家标准。
本标准的技术条款包括了球罐建造过程(即指设计、制造、组焊、检验和验收)中应遵循的强制性要 求、特殊禁用规定以及推荐性条款,其中推荐性条款不是必须执行的部分。近十年来,随着冶金、机械加 工、焊接和无损检测等技术的不断进步,特别是以计算机技术为代表的信息技术的飞速发展,球形储罐 技术领域也取得了相应的进展。经济全球化和激烈的竞争使得世界各国必须考虑球形储罐的安全性和 经济性的协调统一。欧盟和美国为代表的发达国家先后推出了新的压力容器标出,极大增强了国际竞 争力。相比较而言,我国现行的GB 12337—1998《钢制球形储罐》在经历了十几年的技术进步,无论从 设计理念上还是从技术指标上都有待于提高。为此,在对国际同类标准和我国钢制球形储罐标准综合 对比的基础上,充分利用我国近年来的科技成果,经过调查分析和实验验证,结合成功的使用经验,对钢 制球形储罐标准加以充实、完善和提高。球罐的设计、制造、组焊、检验与验收除符合本标准规定外,还 应符合GB 150.1〜150.4 JB 4732的有关规定。由于本标准没有必要、也不可能囊括适用范围内球罐建 造中的所有技术细节,因此,在满足法规所规定的基本安全要求的前提下,不应禁止本标准中没有特别 提及的技术内容。本标准不能作为具体球罐建造的技术手册•,亦不能替代培训、工程经验和工程评价。 工程评价是指由知识渊博、娴于规范应用的技术人员所做出针对具体产品的技术评价。但工程评价应 符合本标准的相关技术要求,不得违反本标准中的强制性要求和禁用规定。
本标准不限制实际工程设计和建造中采用先进的技术方法,但工程技术人员采用先进的技术方法 时应能做出可靠的判断,确保其满足本标准规定,特别是关于强制性的设计规定(如强度斌稳定性设计 公式等)。
本标准既包含了规则设计方法,又包含了分析设计方法。当采用计算机程序进行设计时,除应满足 本标准要求外,还应确认:
1)所采用程序中技术假定的合理性;
2)所采用程序对设计内容的适应性;
3)所采用程序输入参数及输出结果用于工程设计的正确性。
IV
GB 12337—2014
1范围
钢制球形储罐
1.1本标准规定了钢制球形储罐(以下简称“球罐")的设计-(包括规则设计和分析设计,下同)、制造、组 焊、检验与验收的要求0
1.2本标准适用于设计压力不大于6.4 MPa、设计温度范围按钢材允许使用温度的桔瓣式或混合式以 支柱支撑的球罐。
1.3本标准不适用于下列球罐:
a)核能装置中的球罐;
b)经受相对运动(如车载或船载)的球罐;
c)公称容积小于50 m3的球罐;
d)双层结构的球罐。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文
件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 150.1-150.4—2011 压力容器
GB/T 228.1金属材料拉伸试验第1部分:室温试验方法
GB/T 229金属材料夏比摆锤冲击试验方法
GB/T 232金属材料弯曲试验方法
GB/T 699优质碳素结构钢
GB/T 700碳素结构钢
GB 713锅炉和压力容器用钢板
GB/T 985.1气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口
GB/T 985.2埋弧焊的推荐坡口
GB/T 1220 不锈钢棒
GB/T 3077合金结构钢
GB/T 3274普通碳素结构钢和低合金结构钢热轧厚钢板和钢带
GB 3531低温压力容器用低合金钢钢板
GB/T 3965熔敷金属中扩散氢测定方法
GB/T 4842 氣
GB/T 6052工业液体二氧化碳
GB 6479-2000高压化肥设备用无缝钢管
GB/T 6803铁素体钢的无塑性转变温度落锤试验方法
GB/T 8162结构用无缝钢管
GB/T 8163输送流体用无缝钢管
GB 9948石油裂化用无缝钢管
GB/T 12771流体输送用不锈钢焊接钢管
GB 12337—2014
GB 13296锅炉、热交换器用不锈钢无缝钢管
GB/T 14976
GB/T 17261
GB/T 18591
流体输送用不锈钢无缝钢管
钢制球形储罐型式与基本参数
焊接预热温度、道间温度及预热维持温度的测量指南
GB 19189压力容器用调质高强度钢板
GB/T 20878不锈钢和耐热钢牌号及化学成分
GB/T 21433不锈钢压力容器晶间腐蚀敏感性检验
GB 24511承压设备用不锈钢钢板及钢带
GB/T 26929—2011 压力容器术语
GB 50009
GB 50011
GB 50017
JB /T 4711
建筑结构荷载规范 建筑抗震设计规范 钢结构设计宵
压力
JB/T 4730.1 JB/T 4730.2 JB/T 4730.
JB/T 473*4 JB/T 47宴.5
JB/T 4 JB 473 NB/T NB/T NB/T NB/T
涂敷
检测
无损检测
承设备无损检测
玉设备无损检测
压设备无损检测
0.6
1
700
700
701
013
NB/T 4W14
液压设备无损检测
第1部分:通用要求
第2部分:射线检测
第3部分:超声检测
第4部分:磁粉检测
第5部分:渗透检测
第6部分:涡遍检测:
钢制压力容器分析设计标准Q
承压设备用碳素钢和合金钢锻件
低温承压设备用低合金钢锻件 承压设备用不锈钢和耐热钢锻件
4730.10)承压设善空损雇淤
/T 470&)承压设备焊接工艺评定
NB/T 47⅜5(J1∕T 4709)
NB/T 470M(JB NB/T 47018*JB NB/T 47018.2
4744)
/T
测
压力容器焊接规程
承压设备产品焊接试件的力学性能检验
4747.1)
7.2)
NB/T 47018.3(JBF4747. 焊丝和填充丝
NB/T 47018.4(JB∕T 4747. 焊剂
承压设备用焊接材料订货技术条件 承压设备用焊接材料订货技术条件 承压设备用焊接材料订货技术
部接采购通则
:钢焊条
部分:气体保护电弧焊钢
?设备用焊接材料订货
第4部分:埋弧焊钢焊丝和
TSG R0004-2009固定式压力容器安全技术监察规程■
3 总则
3.1 一般要求
球罐的设计、制造、组焊、检验与验收除必须符合本标准的规定外,还应符合GB 15O.l~15O.4或 JB 4732的有关规定。
3.2管理体系
球罐的设计、制造、组焊单位应建立健全的质量管理体系并有效运行。
2
GB 12337—2014
3.3符合性声明
TSG R0004管辖范围内的球罐设计、制造、组焊应接受特种设备安全监察机构的监察,本标准遵循 了国家颁布的压力容器安全法规所规定的基本安全要求,标准的符合性声明按附录A要求。
3.4球罐界定范围
3.4.1球罐与外部管道连接:
a)焊接连接的第一道环向接头坡口端面;
b)法兰连接的第一个法兰密封面。
3.4.2球罐接管、人孔等的承压封头、平盖及其篇固件。一
3.4.3非受压元件与球壳的连接焊缝。- 一二
3.4.4直接连接在球罐上的非受压元件姐支柱、拉杆和底板等.
3.4.5安全附件:
a)球罐的超压泄放差置应符合GB 150.1-2011附录B或JB 4732—1995附录E的规定。
b)球罐的阀门、供袭等应符合附录B的规定。 、\
3.5资格与职责
3.5.1资格
资格 a)
容器,球形储罐),
若进行球罐的分析设计,还应持有特种设备设计许可证(压力容器,压力容蠢分析设计);
b) TSG ROoo4管辖范围内的球罐制造单位应持有特种设备制造许可证(压力容器,球壳板制
c) T为R0094管辖范围内的球罐组焊单位应持有特种设备制造许可证(压力容器,球形储罐现
3.5.2职责
3.5.2.1用户或设
出球罐设计条件(UDS
a)球罐设计所依据的主要标准和规范;
b)操作参数(包括工作压力、工作温度范围、装量系数、接管载荷等);
c)球罐使用地及其自然条件(包括环境温度、抗震设防烈度、设计基本地震加速度、设计地震分 组、风载荷、雪载荷、场地类别、地面粗糙类别等);
d)介质组分与特性;
e)预期使用年限;
D 几何参数和管口方位;
g)设计需要的其他必要条件。
3.5.2.2设计单位的职责
设计单位的职责包括:
a)设计单位应对设计文件的正确性和完整性负责;
GB 12337—2014
b)球罐的设计文件至少应包括强度计算书或应力分析报告、设计图样、制造及组焊技术条件、风 险评估报告(相关法规或设计委托方要求时),必要时还应当包括安装与使用维修说明;
c)设计图样的技术文件中,应写明所盛装介质的名称、成分组成、适用的国家标准(行业标准)、介 质毒性和爆炸危害程度、腐蚀裕量、焊接接头系数、对储存液化气体的球罐应当注明装量系数、 对有应力腐蚀倾向的球罐应当注明腐蚀介质的限定含量、主要工艺参数、特殊要求等;
d〉TSG RoO04管辖范围内的球罐设计总图应盖有特种设备设计许可印章(压力容器,球形储罐, 分析设计时还应有压力容器分析设计资质);
e)设计单位向球罐用户出具的风险评估报告应符合附录C的要求; f)设计单位应在球罐设计使用年限内保存全部球罐设计文件。
3.5.2.3制造、组焊单位的职责
制造、组焊单位的职责包括:
a)制造、组焊单位应按照设计文件要求进行制造、组焊,如需要对原设计进行修改,应当取得原设 计单位同意修改的书面文件,并且对改动部位作出详细记载。
b)制造、组焊单位在球罐制造、组焊前应制定完善的质量计划,其内容至少应包括球罐或元件的 制造(组焊)工艺控制点、检验项目和合格指标。
c)制造、组焊单位的检查部门在球罐制造、组焊过程中和完工后,应按本标准、图样规定和质量计 划的规定对球罐进行各项检验和试验,出具相应报告,并对报告的正确性和完整性负责。
d)制造、组焊单位在检验合格后,出具产品质量合格证。
e)制造、组焊单位对其制造、组焊的每台球罐产品应在球罐设计使用年限内至少保存下列技术文 件备查:
1)质量计划;
2)制造、组焊工艺图或制造、组焊工艺卡;
3)产品质量证明文件;
4)球罐的焊接工艺和热处理工艺文件;
5)标准中允许制造、组焊单位选择的检验、试验项目记录;
6)球罐制造、组焊过程中及完工后的检查、检验、试验记录;
7)球罐的原设计图和竣工图。
f)球罐出厂时,制造单位对每台球罐至少应向使用单位提供下列制造质量证明文件:
D 竣工图样,TSG R0004管辖范围内的球罐,竣工图样的总图上应当有特种设备设计许可 印章(压力容器,球形储罐,分析设计时还应有压力容器分析设计资质)(复印章无效),并 且加盖竣工图章。若制造中发生了材料代用、无损检测方法改变、加工尺寸变更等,制造 单位应当按照设计单位书面批准文件的要求在竣工图样上清晰标注,标注处应当有制造 单位修改人和审核人的签字及修改日期。
2)压力容器产品合格证(含产品数据表)、产品质量证明文件和产品铭牌的拓印件或者复印 件。产品质量证明文件至少包括:
--球壳板及其组焊件的出厂合格证;
——材料质量证明书; 1 J
——球壳板与人孔、接管的组焊记录; '
——无损检测报告(至少包括:钢板、球壳板周边、焊缝的检测报告);
——球壳板测厚报告;
--质量计划或检验计划;
需要时,还应提供下列技术文件:
GB 12337—2014
-——材料代用审批文件;
——与球壳板焊接的组焊件热处理报告;
——球壳板材料的复验报告;
一 极板产品焊接试件焊接接头的力学和弯曲性能试验报告;
——球壳板与支柱的组焊记录;
——球壳排版图:
——与风险预防和控制相关的制造文件。
3)特种设备制造监督检验证书。
4)设计文件(含强度计算书或应力分析报告、按相关规定要求的风险评估报告,以及其他必 要的设计文件)。
g)球罐交工时,组焊单位对每台球罐至少应向使用单位提供下列组焊质量证明文件:
D 竣工图样,TSG R()004管辖范围内的球罐,竣工图样总图上应当有特种设备设计许可印 章(压力容器,球形储罐,分析设计时还应有压力容器分析设计资质)(复印章无效),并且 加盖竣工图章。若组焊中发生了材料代用、无损检测方法改变、加工尺寸变更等,组焊单 位应当按照设计单位书面批准文件的要求在竣工图样上清晰标注,标注处应当有组焊单 位修改人和审核人的签字及修改日期。
2)压力容器产品合格证(含产品数据表)、产品质量证明文件和产品铭牌的拓印件或者复印 件。产品质量证明文件至少包括:
"球壳板及其组焊件的质量证明文件;
..球罐基础检验记录;
——球罐零部件复验记录;
——球罐施焊记录(附焊缝布置图);
——焊接材料质量证明书或复验报告;
—-产品焊接试件试验报吿;
---无损检测报告; ,
——球罐几何尺寸检查记录;
..球罐支柱检查记录;
一一球罐耐压试验报告;
——基础沉降观测记录;
-................质量计划或检验计划;
需要时,还应提供下列技术文件:
——球壳板与支柱的组焊记录;
——焊接接头修补记录;
一—球罐焊后整体热处理报告;
——球罐泄漏试验报告;
——-与风险预防和控制相关的组焊文件。
3)特种设备制造监督检验证书。
4)设计文件(含强度计算书或应力分析报告、按相关规定要求的风险评估报告,以及其他必 要的设计文件)。
GB 12337—2014
3.6
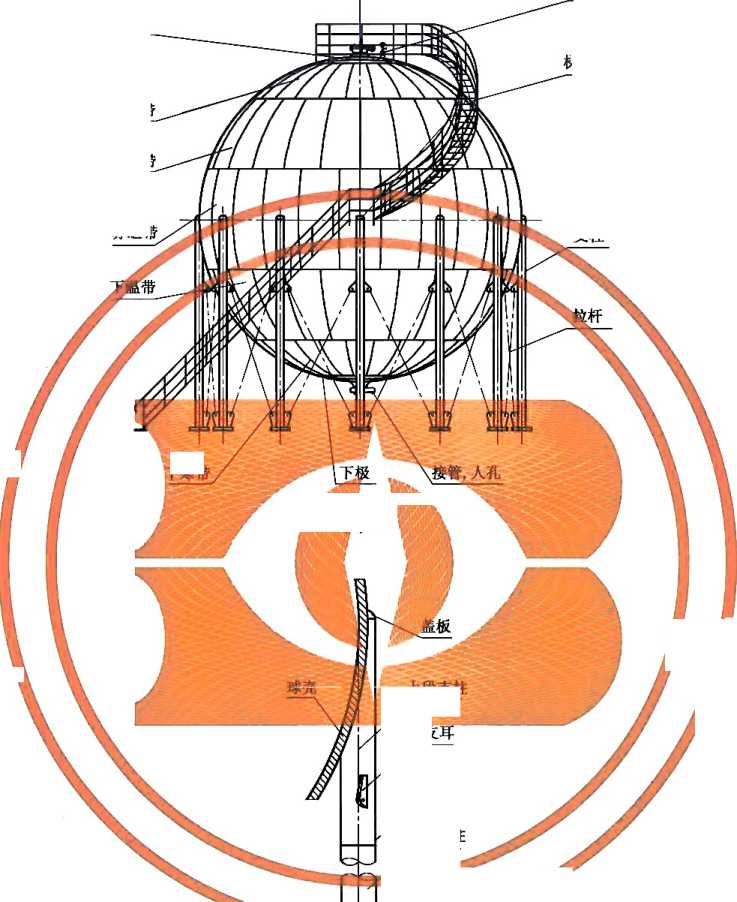
球罐各部分名称
球罐及支柱各部分的名称如图1、图2所示。
安全附件
3.7
术语和定义
6
上极
上寒带
上温带
赤道带
F/带
图1
球壳
下支耳、 地脚螺囲\
梯子平台
支柱
上段支柱
/ /
上支
耐火层
下段支柱
沉降测定圏/
图2
GB/T 26929-2011中界定的以及下列术语和定义适用于本文件。
GB 12337—2014
3.7.1
压力 pressure
垂直作用在球罐单位表面积上的力。在本标准中,除注明者外,压力均指表压力。
3.7.2
工作压力 OPerating pressure
在正常工作情况下,球罐顶部可能达到的最高压力。
3.7.3
设计压力 design pressure
设定的球罐顶部的最高压力,与相应的设计温度一起作为球罐的基本设计载荷条件,其值不低于工
作压力。 二-二二二 F»
球罐上装有超压泄放装置時,应按GB L5生HQLLM录云或里4732—1995附录E的规定确定设 计压力。
对于盛装液化气体的球攀,如果具有可靠的保冷设施,在规定的装量系 工作条件下球罐内介质可能达到的最高温度确定;否则按相关法规确定。
计算压力 Cajculationpressure
围内,设计压力应根据
在相辺计源度下,用以确定球壳板厚度或虱k元件厚度的压力.包括液柱*压力'等附加载荷。
3.7.5
试验
进行
3.7.6
最高
在指
力
压底
许
test pressuι 验或泄漏i
验时.辣罐顶期的咋力。
NSfiSL
作压力 ι⅜∂∏m⅞mι allowable
pressure^ MAWP
度,考虑了t嘴 注:当球籍的设i
设计温度a,
球罐在正常工,
史*温度下,球罐顶部所允贬5鎏⅛勺最大压力"该压力是根据球罐%受压元件的有效厚 受的所有载荷而计算得到的,且敗最小 ≡ /
文件;:哈出最高允 力时•则可以认为该球罐的设计压力則是最4允许工作压力。
压力即兔最离允许工作压力。
i>gn ten
作情况
ιperature
F,设定的元件的金属温度(沿元件金属
i勺温度平均值)。设计温度与设
计压力一起作为设计载
设计温度不得低于元件金展QI作浜协•帚 1⅛⅜t徐T最高当
2对于O ℃以下的金属温度,设计
温度不得高于元件金属可能达到的最低温度
标志在铭牌上的设计温度应是球壳设计温度的最高值或最低值。
元件的金属温度可用传热计算求得,或在已使用的同类球罐上测定,或按内部介质温度并结合外部 条件确定。
3.7.8
试验温度 test temperature
进行耐压试验或泄漏试验时,球壳的金属温度。
3.7.9
最低设计金属温度 minimum design metal temperature
设计时,球罐在运行过程中预期的各种可能条件下各元件金属温度的最低值。
在确定最低设计金属温度时,应当充分考虑在运行过程中,大气环境低温条件对球壳金属温度的影
7
GB 12337—2014
响。大气环境低温条件系指历年来月平均最低气温(指当月各天的最低气温值之和除以当月天数)的最 低值。
3.7.10
计算厚度 required thickness
按本标准相应公式计算得到的厚度。需要时,尚应计入其他载荷(见3.8.2)所需厚度。
3.7.11
设计厚度 design thickness
计算厚度与腐蚀裕量之和。
3.7.12
名义厚度 nominal thickness
设计厚度加上钢材厚度负偏差后向上圆整至钢材标准规格的厚度。即标注在图样上的厚度。
3.7.13
有效厚度 effective thickness
名义厚度减去腐蚀裕量和钢材厚度负偏差。
3.8设计的一般规定
3.8.1球罐设计单位(设计人员〉应严格依据用户或设计委托方所提供的球罐设计条件进行球罐设计, 应考虑球罐在使用中可能出现的所有失效模式,提出防止失效的措施。
3.8.2设计时应考虑以下载荷:
a)压力;
b)液柱静压力;
c)球罐自重(包括内件)以及正常工作条件下或耐压试验状态下内装介质的重力载荷;
d)附属设备及隔热材料、管道、支柱、拉杆、梯子、平台等的重力载荷;
e)风载荷、地震载荷、雪载荷;
f)支柱的反作用力;
需要时,还应考虑下列载荷:
g)连接管道和其他部件的作用力;
h)温度梯度或热膨胀量不同引起的作用力;
i)冲击载荷,包括压力急剧波动引起的冲击载荷、流体冲击引起的反力等。
3.8.3厚度附加量按式(1)确定:
C=Cl +C2 ....................................( 1 )
式中:
C——厚度附加量,mm;
C1——钢材厚度负偏差,按3.8.3.1,mm;
C2 ——腐蚀裕量,按3.8.3.2,mm。
3.8.3.1钢材厚度负偏差
钢板或钢管的厚度负偏差按钢材标准的规定。当钢材的厚度负偏差不大于0∙3 mm,且不超过名义 厚度的6%时,负偏差可忽略不计。
3.8.3∙2腐蚀裕量
为防止球罐元件由于腐蚀、机械磨损而导致厚度削弱减薄,应考虑腐蚀裕量,具体规定如下:
a)对有均匀腐蚀或磨损的元件,应根据预期的球罐设计使用年限和介质对钢材的腐蚀速率(及磨
8
GB 12337—2014
蚀速率)确定腐蚀裕量;
b.)球罐各元件受到的腐蚀程度不同时,可采用不同的腐蚀裕量;
c)碳素钢或低合金钢制球罐,腐蚀裕量不小于1 mmo
3.9许用应力
3.9.1本标准所用材料的许用应力按第4章选取。确定许用应力的依据为:钢材(除螺栓材料外)按 表1,螺栓材料按表2。
表1钢材许用应力
|
材 料 |
许用应力取下列各值中的最小值/MPa |
|
碳素钢、低合金钢 |
Rm/2.7,ReL∕1.5,Kj∕l,.5 |
|
奥氏体型不锈钢a/’ |
R,"∕2.7,R. (Ri,o.2) /1.5 ,尺;L(R/ )/1-5 |
|
Rm ——材料标准抗拉强度下限值,MPa; I<L(K网2、RMo)- --材料标准室温屈服强度(或0,2%,、1.0%非比例延伸强度),MPa; R'rl.(R'p^ .R'p1λ>) ——材料在设计温度下的屈服强度(或0.2%、1.0%非比例延伸强度),MPao | |
|
"对奥氏体型不锈钢制受压元件,尚设计温度低于端变范围,且允许有微量的永久变形时.,可适当提高许用应力至 0∙9K,。∙2 ,但不超过R网"1.5。此规定不适用于法兰或其他有微量永久变形就产生泄漏或故障的场合。 b如果引用标准规定了 Rm)或R;l6,则可以选用该值计算其许用应力。. | |
表2螺栓许用应力
|
材 料 |
螺栓直径/mm |
热处理状态 |
许用应力/MPa |
|
碳索钢 |
≤M22 |
热轧,正火 |
RJ2.7 |
|
M24—M48 |
RJ2.5______ | ||
|
低合金钢 |
≤M22 |
调质 |
RJ3.5 |
|
M24~M48 |
心./3.0 | ||
|
≥M52 |
4l∕2,7 | ||
|
奥氏体型钢 |
≤M22 |
因溶 |
心⑶Q/1.6 |
|
M24~M48 |
K;L(RhQ∕l∙5 |
3.9.2设计温度低于20 ℃时,取2() ℃时的许用应力。
3.10焊接接头系数
双面焊全焊透对接接头的焊接接头系数6按下列规定选取:
全部无损检测 6 = 1.0
局部无损检测 6 = 0.85
3.11耐压试驗
3.11.1通用要求
球罐制成后应经耐压试验。耐压试验的种类、要求和试验压力值应在图样上注明。
9
GB 12337—2014
耐压试验可采用液压试验、气压试验或气液组合压力试验,一般采用液压试验,试验液体按8.10.4.6.1 和8.10.4.6.2的要求,做气压试验的球罐必须满足8.10.4.7的要求,采用气液组合压力试验时,液体和 气体应分别满足8.10.4.6.1、8.10.4.6.2和8.10.4.7.1的要求,试验压力按3.11.2的规定。
3.11.2耐压试验压力
耐压试验压力的最低值按下述规定,工作条件下内装介质的液柱静压力大于液压试验时的液柱静 压力时,应适当考虑相应增加试验压力。
液压试验
下的应力
……(4 )
液压试验时,bT<O.9&L(Rpo.2)e
气压试验和气液组合压力试验时,Ct<0∙8Rcl(Rpo∙2)6
式中:
ReL(RpO.2)——球壳材料在试验温度下的屈服强度(或0.2%非比例延伸强度),MPa; 6 ——球壳的焊接接头系数。
3.12泄漏试験
3.12.1泄漏试验包括气密性试验以及氨检漏试验、卤素检漏试验和氮检漏试验等。
3.12.2介质毒性程度为极度或高度危害、易爆的压缩气体或易爆的液化气体、不允许有微量泄漏的球 罐,应在耐压试验合格后进行泄漏试验。
注:毒性程度分级和易爆介质的划分按TSG R0004的规定(下同)。
^
鼻 GB 12337—2014
g 3.12.3设计单位应当提出球罐泄漏试验的方法和技术要求。
g 3.12.4需进行泄漏试验时,试验压力、试验介质和相应的检验要求应在图样上和设计文件中注明。
3.12.5气密性试验压力等于设计压力。
3.13分析设计
i 分析设计的球罐应符合附录D的规定。
4材料
4.1基本要求
4.1.1球罐受压元件所采
相焊接的非受压元件用銅应是於
4.1.2采用本章未物钢号
定。允许采用已列入国家标准中的奥氏体型钢材,其技术要求(如磷、硫含 所列入相应钢材标准书化学成分相近钢号的规定。
板、
良好的钢材。
材时•,除奥氏体型钢材外均应符合G
符合本章规定。与受压元件
0.2
11附录A的有关规 标)不应低于本章
4.1.3球罐受:压元 于540 MPa的低
钢施当是氧气转炉或者电炉冶炼的镇静钢。对标准抗书
金钢钢板,还应当采用炉外精炼工艺。
度9限值大于或等
4.1.4球罐F压#件用钢应附有钢材制造单位的钢材质量证明书原件,球罐制造 金收 如无钢材制造单位的钢材质量证明伺原件时,则应按TS(> R0C04
对钢材进行 定。对符
4.1.5 选
性能(力学,
立应 20
RoO04-或09申2.11所规定的情况,球罐制造单位应对钢材进行
求罐壁压元件用钢时府考虑球罐的使用条件(如设计温度、没计压力、物
[艺性能、化学性能和物理性能);球罐的,制造工艺和组焊要求以及
4.1.6设计对钢标有特殊要求(如特殊冶炼方法、严格的化学成分规定、较高畐冲
能、
特'
质量证明书 中2.1的规
等)、材料的
济合,理性。

功指标、提高无损
检测合格等级:增加力学性能检验率、规定腐蚀试验要求等)时,应在设计文件中规隹。
4.1.7对已列A本
-40 ℃的低合鎔
TSG R0004的规定
4.1.8碳素钢和低合
J标北抗拉强度下限值大于或等于540 MPa的钢板和
如钢板制造单位无该钢板在压力容器中使用业绩
!术评审。
钢材的使用温度下限按本章相应条款的规定了钢
4.1.9
4.1.9.1碳素钢和低合金钢钢材(钢板;铜管、铜锻4
设计温度低于
U钢板制造单位仍应按
其焊接接头的冲击试
头)的冲击功最低值按表3的规定。
表3碳素钢和低合金钢钢材的冲击功最低值
|
钢材标准抗拉强度下限值RJMPa |
3个标准试样冲击功平均值KV2/J |
|
≤450 |
≥20 |
|
>45O~51O |
≥24 |
|
>51O~57O |
≥31 |
|
>570~630 |
≥34 |
|
>630 — 690 |
≥38 |
|
注:对Rm随厚度增大而降低的钢材,按该钢材最小厚度范围的Rm确定冲击功指标。 | |
11
GB 12337—2014
4.1.9.2夏比V型缺口冲击试样的取样部位和试样方向应符合相应钢材标准的规定。冲击试验每组 取3个标准试样,允许1个试样的冲击功数值低于表3的规定值,但不得低于表3规定值的70%。当钢 材尺寸无法制备标准试样时,则应依次制备宽度为7.5 mm或5 mm的小尺寸冲击试样,其冲击功指标 分别为标准试样冲击功指标的75%或50%o
4.1.9.3钢板的冲击试验要求分别按GB 713、GB 3531和GB 19189的规定。如需提高冲击功指标,应 在设计文件中注明。对Q245R、Q345R钢板,如需规定进行一20 。C冲击试验时,应在设计文件中注明。 4.1.9.4钢管的冲击试验要求按4.3的规定。
4.1.9.5钢锻件的冲击试验要求分别按NB/T 47008和NB/T 47009的规定。如需提高冲击功指标, 应在设计文件中注明。对20、16Mn和20MnM。钢锻件,如需规定进行一20 ℃冲击试验时,应在设计文 件中注明。
4.1.9.6低合金钢螺柱的冲击试验要求按4.5.3和4.5.4的规定。
4.1.10奥氏体型钢材的使用温度高于或等于一196 ℃时,可免做冲击试验。
4.1.11球罐的设计温度低于一20 。C时,受压元件用钢材还应符合附录E的规定。
4.1.12当球罐的设计温度高于200 °C时,其受压元件用钢材的许用应力按GB 150.2的规定。
4.1.13各钢材许用应力表和设计应力强度表中中间温度的许用应力和设计应力强度可用内插法求得。
4.2钢板
4.2.1钢板的标准、使用状态及许用应力按表4的规定。
表4钢板许用应力
|
碳素钢和低合金钢鋼板 | ||||||||||
|
钢号 |
钢板 标准 |
使用 状态 |
厚度/mm |
室温强度指标 |
在下列温度(℃)下的许用应力/MPa |
注 | ||||
|
RJ MPa |
Rl/ MPa |
≤20 |
IOO |
150 |
200 | |||||
|
Q245R |
GB 713 |
热轧, 控轧, 正火 |
6〜16 |
400 |
245 |
148 |
147 |
140 |
131 | |
|
>16~36 |
400 |
235 |
148 |
140 |
133 |
124 | ||||
|
>36 〜60 |
400 |
225 |
148 |
133 |
127 |
119 | ||||
|
Q345R |
GB 713 |
热轧, 控轧, 正火 |
6~16 |
510 |
345 |
189 |
189 |
189 |
183 | |
|
>16 〜36 |
500 |
325 |
185 |
185 |
183 |
170 | ||||
|
>36 〜60 |
490 |
315 |
181 |
181 |
173 |
160 | ||||
|
Q37OR |
GB 713 |
正火 |
10—16 |
530 |
370 |
196 |
196 |
196 |
196 | |
|
>16—36 |
530 |
360 |
196 |
196 |
196 |
193 | ||||
|
>36 — 60 |
520 |
340 |
193 |
193 |
193 |
180 | ||||
|
16 MnDR |
GB 3531 |
正火, 正火加冋火 |
6~16 |
490 |
315 |
181 |
181 |
180 |
167 | |
|
>16 〜36 |
470 |
295 |
174 |
174 |
167 |
157 | ||||
|
>36~50 |
460 |
285 |
170 |
170 |
160 |
150 | ||||
|
15M∏NiDR |
GB 3531 |
正火, 正火加回火 |
6 — 16 |
490 |
325 |
181 |
181 |
181 |
173 | |
|
>16 〜36 |
480 |
315 |
178 |
178 |
178 |
167 | ||||
|
>36 〜50 |
470 |
305 |
174 |
174 |
173 |
160 | ||||
12
GB 12337—2014
表4 (续)
|
碳素钢和低合金钢钢板 | ||||||||||||
|
钢号 |
钢板 标准 |
使用 状态 |
厚度/mm. |
室温强度指标 |
在下列温度(℃)下的许用应力/ M P a |
注 | ||||||
|
R" MPa |
RJ/ MPa |
≤20 |
100 |
150 |
200 | |||||||
|
ISMnNiNbDR |
GB 3531 |
正火, 正火加回火 |
1()〜16 |
530 |
370 |
196 |
196 |
196 |
196 | |||
|
>16~36 |
530 |
360 |
.196 |
196 |
196 |
193 | ||||||
|
>36 〜50 |
520 |
350 |
193 |
193 |
193 |
187 | ||||||
|
ODMnNiDR |
GB 3531 |
正火, 正火加回火 |
6~16 |
440 |
30() |
163 |
163 |
163 |
160 | |||
|
>16 〜36 |
430 |
280 |
159 |
159 |
157 |
150 | ||||||
|
>36 — 50 |
430 |
270 |
159 |
159 |
150 |
143 | ||||||
|
07M∏MoVR |
GB 19189 |
调质 |
10 〜50 |
610 |
490 |
226 |
226 |
226 |
226 | |||
|
07 MnNiVDR |
GB 19189 |
调质 |
10 〜50 |
610 |
490 |
226 |
226 |
226 |
226 | |||
|
07MnNiMoDR |
GB 19189 |
调质 |
10 〜50 |
610 |
490 |
226 |
226 |
226 |
226 | |||
|
高合金钢钢板 | ||||||||||||
|
钢号 |
钢板 标准 |
使用 状态 |
厚度/mm |
在下列温度(℃)下的许用应力/ MPa |
注 | |||||||
|
≤20 |
100 |
150 |
200 | |||||||||
|
S30408 |
GB 24511 |
固溶 |
6〜50 |
137 |
137 |
137 |
130 |
1 | ||||
|
137 |
114 |
103 |
96 | |||||||||
|
S30403 |
GB 24511 |
固溶 |
6〜50 |
120 |
120 |
118 |
110 |
1 | ||||
|
120 |
98 |
87 |
81 | |||||||||
|
S31608 |
GB 24511 |
固溶 |
6〜50 |
137 |
137 |
137 |
134 |
1 | ||||
|
137 |
117 |
107 |
99 | |||||||||
|
S31603 |
GB 24511 |
固溶 |
6〜50 |
120 |
120 |
117 |
108 |
.1 | ||||
|
120 |
98 |
87 |
80 | |||||||||
|
注1:该行许用应力仅适用于允许产生微量永久变形之元件,对于法兰或其他有微量永久变形就产生泄漏或故 障的场合不能采用。 | ||||||||||||
4.2.2球壳用钢板厚度不宜大于50 mm0
4.2.3凡符合下列条件的碳素钢和低合金钢钢板,应在正火状态下使用:
a) 用于球壳的厚度大于36 mm的Q245R和Q345R;
b)用于其他受压元件(法兰、平盖等)的厚度大于50 mm的Q245R和Q345R。
4.2.4符合下列条件的球壳用碳素钢和低合金钢钢板,每张热处理钢板(热处理后钢板被切割成数张 时仍按1张考虑)应进行拉伸和夏比V型缺口冲击试验:
a)调质热处理钢板;
b)厚度大于60 mm的钢板。
4.2.5根据设计要求,对厚度大于36 mm的调质状态使用的钢板和厚度大于50 mm的正火或正火加
13
GB 12337—2014
回火状态使用的钢板,可增加一组在钢板厚度1/2处取样的冲击试验,其冲击功指标在设计文件中 规定。
4.2.6根据设计要求,对厚度大于36 mm的标准抗拉强度下限值大于或等于540 MPa的低合金钢钢 板和用于球罐设计温度低于一40 ℃的低合金钢钢板,可附加进行落锤试验。试验按GB/T 6803进行, 采用P-2型试样,无塑性转变(NDT)温度的合格指标应在设计文件中规定。
4.2.7球罐受压元件用钢板,其使用温度下限分别按表5的规定。
表5碳素钢和低合金钢钢板的使用温度下限
|
钢号 |
钢板厚度/mm |
使用状态 |
冲击试验要求 |
使用温度下限/℃ | ||
|
中常温用钢板 | ||||||
|
Q245R |
60 |
热轧,控轧, 正火 |
^^∙C}ψ^ |
—20 -10 | ||
|
>12-20 |
热轧,控轧 |
-20 °C⅞⅛ —例议)\ |
—20 | |||
|
,___芋〔________- |
⅞≡≡≡⅛≡≡≡ |
—20 | ||||
|
\ —20 | ||||||
|
Q345R |
>2昼25 | |||||
|
>2S~60 |
0 | |||||
|
_熱轧,控轧_ |
一 20 。C冲击 侬密" , |
—20 | ||||
|
.^^. |
j _20 | |||||
|
Q37OR |
LJ |
1()〜6() |
-20 | |||
|
07MnMoV |
1嚼50 |
亠 |
-20 | |||
|
低温用钢板 _______ | ||||||
|
16 MnDR |
6 〜50 |
正火,IE火加回火 |
-40 ℃冲击 |
-40 | ||
|
15MnNiDR |
正火,正火加回火 |
-45 ℃冲击 |
一45 | |||
|
15MnNiNbDR |
正火,正火加回火 |
一50 | ||||
|
09MnNiDR |
正火,正火加回火一 |
—70 | ||||
|
07M∏NiVDR |
调斯 |
-40 ℃冲击 |
—40 | |||
|
07MnNiMoDR |
10—50 |
-50 ℃冲击 |
-50 | |||
4.2.8球壳用碳素钢及低合金钢钢板应由钢板制造单位或球罐制造单位按表6的规定逐张进行超声 检测,钢板超声检测方法和质量等级按JB/T 4730.3的规定。
表6球壳用碳素钢和低合金钢钢板的超声检测要求
|
钢号 |
钢板厚度/mm |
球罐使用条件 |
质量等级 |
|
Q245R Q345R |
>30~36 |
— |
不低于In级 |
|
>36 |
— |
不低于11级 | |
|
Q370R |
>25 |
— |
不低于11级 |
GB 12337—2014
⅛
表6 (续6
⅛
|
钢号 |
钢板厚度/mm |
球罐使用条件 |
质量等级 |
|
IGMnDR Ni系低温钢(调质状态钢除外) |
>20 |
不低于U级 | |
|
调质状态使用的钢号 |
>16 |
— |
I级 |
|
≥12 |
介质毒性程度为极度或高度 危害:在湿HZS环境中使用 |
不低于II级 | |
|
注:与人孔、接管相焊接的球壳板和戈蒙∣hb≡≡w 等级应与本表规定的相应蜉部级相同。 |
股/碳*翼測低合金钢钢板应逐张进行超声检测,其质量 | ||
429奥氏体型钢板应少B 245 轧钢板的厚度允许偏券褊整/
1 E定,以固溶热处理&球壳用钢板的表面加工类型和热 列规定:
a)设计文件蟋明 b)热轧厚 用普#
娜定钢板的表面加工类型,热轧产品一般采用1以后冷轧产品一般采用2D级; L钢板及钢带的厚度允许偏差分为普通精度和较高精度两个等级,球罐一般采
4.3钢管
4.3.1钢管的标
1■976钢号中的统一
数字代号国
G
/T 20878的规定。
的正火不允许用矗轧温度密合蠡火温度的热轧束代替。
lΒηm⅛表,钢管许用应力/
‘C白
管,表7中
.;LUR.rh§iBHR^^^SRUS^S§p-l^usl«n.3..MdllH—
|
, \ 碳素铜形低合金钢钢管 量 / | ||||||||||
|
钢号 |
ŋ |
使用 状态 |
^^^-^*-—■—■,—_ J^*fc^∙.√^^^J^oΓ^-^-^ |
室温强度指标 |
在下列温度(℃ F的许用应力/MPa |
注 | ||||
|
壁厚/mm |
KJ MPa |
Ru./ MPa |
≤20 |
O |
200 | |||||
|
10 |
GB/T 8斯 |
3藻∖ |
≤10 |
335 |
205 |
115 |
108 | |||
|
20 |
GB/T 8163 |
N |
"147 |
140 |
131 | |||||
|
Q345D |
GB/T 8163 |
470 |
Bra^l |
^174 |
174 |
174 |
174 | |||
|
10 |
GB 9948 |
正火 |
≤16 |
205 |
124 |
121 |
115 |
108 | ||
|
>16~30 |
335 |
195 |
124 |
117 |
Ill |
105 | ||||
|
20 |
GB 9948 |
正火 |
≤16 |
410 |
245 |
152 |
147 |
140 |
131 | |
|
>16~30 |
410 |
235 |
152 |
140 |
133 |
124 | ||||
|
20 |
GB 6479 |
正火 |
≤16 |
410 |
245 |
152 |
147 |
140 |
131 | |
|
>16—40 |
410 |
235 |
152 |
140 |
133 |
124 | ||||
|
16Mn |
GB 6479 |
正火 |
≤16 |
490 |
320 |
181 |
181 |
180 |
167 | |
|
>16—40 |
490 |
310 |
181 |
181 |
173 |
160 | ||||
|
O9MnD |
— |
正火 |
≤8 |
420 |
270 |
156 |
156 |
150 |
143 |
1 |
|
09M∏NiD |
— |
正火 |
≤8 |
440 |
280 |
163 |
163 |
157 |
150 |
1 |
GB 12337—2014
表7 (续)
|
高公金钢钢管 | |||||||
|
钢号 |
钢管 标准 |
壁厚/mm |
在下列温度(℃)下的许用应力/ MPa |
注 | |||
|
≤20 |
100 |
150 |
200 | ||||
|
OCrl8Ni9 (S3O408) |
GB 13296 |
≤14 |
137 |
137 |
137 |
130 |
2 |
|
137 |
1.14 |
103 |
96 | ||||
|
OCrl 8Ni9 (S30408) |
GB/T 14976 |
<28 |
137 |
137 |
137 |
130 |
2 |
|
137 |
114 |
103 |
96 | ||||
|
OOCrl9NilO (S3O4O3) |
GB 13296 |
≤14 |
117 |
117 |
117 |
110 |
2 |
|
117 |
97 |
87 |
81 | ||||
|
OOCrl 9 Ni 10 (S3O4O3) |
GB/T 14976 |
≤28 |
117 |
117 |
117 |
1.10 |
2 |
|
117 |
97 |
87 |
81 | ||||
|
0Crl7Nil2Mo2 (S31608) |
GB 13296 |
≤14 |
137 |
137 |
137 |
134 |
2 |
|
137 |
117 |
107 |
99 | ||||
|
0Crl7Nil2Mo2 (S31608) |
GB/T 14976 |
≤28 |
137 |
137 |
137 |
134 |
2 |
|
137 |
117 |
107 |
99 | ||||
|
OOCrl 7Nil4Mo2 (S31603) |
GB 13296 |
≤14 |
117 |
117 |
117 |
108 |
2 |
|
117 |
97 |
87 |
80 | ||||
|
00Crl7Nil4Mo2 (S3.1603) |
GB/1' 14976 |
≤28 |
117 |
117 |
117 |
108 |
2 |
|
117 |
97 |
87 |
80 | ||||
|
S30408 |
GB/T 12771 |
≤28 |
116 |
116 |
116 |
Ill |
2,3 |
|
116 |
97 |
88 |
82 |
3 | |||
|
S30403 |
GB/T 12771 |
≤28 |
99 |
99 |
99 |
94 |
2,3 |
|
99 |
82 |
74 |
69 |
3 | |||
|
S31608 |
GB/T 12771 |
≤28 |
116 |
116 |
116 |
114 |
2,3 |
|
116 |
99 |
91 |
84 |
3 | |||
|
S31603 |
GB/T 12771 |
≤28 |
99 |
99 |
99 |
92 |
2,3 |
|
99 |
82 |
74 |
68 |
3 | |||
注1 :该钢管的技术要求见GB 150.2 -2011附录A。
注2:该行许用应力仅适用于允许产生微量永久变形之元件,对于法兰或其他有微量永久变形就引起泄漏或故 障的场合不能采用。
注3:该行许用应力已乘焊接接头系数0.85。
4.3.2表7中用于球罐设计温度低于一40 ℃的钢管用钢,均应经炉外精炼。
4.3.3 GB/T 8163中10、20钢和Q345D钢管的使用范围如下:
a)设计压力不大于4.0 MPa; b)钢管壁厚不大于10 mm;
16
I L- __ ' I
GB 12337—2014
c)不得用于毒性程度为极度或高度危害的介质。
4.3.4碳素钢及低合金钢钢管的使用规定如下:
a)碳素钢及低合金钢钢管的冲击试验,每组取3个标准试样,允许1个试样的冲击功数值低于规 定的标准试样冲击功指标,但不得低于标准试样冲击功指标的70%。因尺寸限制无法制备标 准试样的钢管,则应依次制备宽度为7.5 mm或5 mm的小尺寸试样,其冲击功指标分别为标 准试样冲击功指标的75%或50%。
b) GB/T 8163中10、20和Q345D钢管的使用温度下限相应为一10 ℃、0 ℃和一20 ℃。
c) GB 9948中外径不小于70 mm,且壁厚不小于6.5 mm的10和20钢管,应分别进行一20 ℃和 0 ℃的冲击试验,3个纵向标准试样的冲击功平均值应不小于31 Jo 10和20钢管的使用温度 下限分别为一20℃和0℃。
d) GB 6479-2000中20和16Mn钢的化学成分应符合S<0.020%的规定,外径不小于70 mm, 且壁厚不小于6.5 mm的20和16Mn钢管,应分别进行0 ℃和一20 ℃的冲击试验,3个纵向标 准试样的冲击功平均值应分别不小于31 J和34 Jo 20和16Mn钢管的使用温度下限分别为 0 ℃和一20 ℃。
e)使用温度低于一20 。C的钢管,其钢号、使用状态和冲击试验温度(即钢管的使用温度下限)按 表8的规定。表中16Mn钢的化学成分应符合P≤0.025%、S≤().012%的规定,外径不小于 70 mm,且壁厚不小于6.5 mm的钢管进行一40 °C的冲击试验,3个纵向标准试样的冲击功平均值应 不小于34 Jo 09M∏D和09MnNiD钢管的技术要求应符合GB 150.2-2011附录A的相关规定。
表8碳素钢及低合金钢钢管的使用温度下限
|
钢号 |
钢管标准 |
使用状态 |
壁厚/mm |
冲击试验温度/C |
|
16Mn |
GB 6479 |
正火 |
≤40 |
—40 |
|
09MnD |
GB 150.2 附录 A |
正火 |
≤8 |
—50 |
|
09M∏NiD |
GB 150.2 附录 A |
正火 |
≤8 |
-70 |
4.3.5奥氏体型钢管使用规定如下:
a) GB/T 12771中的I类〜N类钢管允许使用,但应在设计图样上注明所选用的钢管类别;
b) GB/T 12771中I类钢管的许用应力可选用GB/T 14976中相应钢号无缝钢管的许用应力, ΠI类和IV类钢管不得用于毒性程度为极度或高度危害的介质;
c) GB 13296,GB/T 14976和GB/T 12771各钢号钢管的使用温度下限应按4.1.10的规定。
4.3.6允许选用钢棒制造接管,其使用规定如下:
a)允许选用GB/T 699中直径不大于50 mm的10钢和20钢钢棒制造接管,接管壁厚不大于 8 mm且应经正火热处理后使用,各钢号许用应力可选用表7中GB 9948相应钢号和壁厚的 许用应力,10钢和20钢接管的使用温度下限相应为一IO-C和0 ℃;当10钢接管的 P≤O.O3O%、S≤O.O2O%时,其使用温度下限为一20 °C。接管免做冲击试验。硬度(或拉伸) 试验和无损检测要求在设计文件中规定。
b) 允许选用GB/T 1220中直径不大于50 mm的S30408、S30403、S31608和S31603钢棒制造接 管,接管壁厚不大于8 mm,且应在固溶(或稳定化)处理状态下使用,各钢号钢管许用应力可 选用表7中GB/T 14976相应钢号的许用应力。各钢号接管的使用温度下限按4.1.10的规
17

GB 12337—2014
定。接管的硬度(或拉伸)试验和无损检测要求应在设计文件中规定。
4.4锻件
4.4.1锻件的标准、使用状态及许用应力按表9的规定。
表9锻件许用应力
|
碳素钢和低合金钢锻件 | ||||||||||||||||
|
钢号 |
锻件 标准 |
使用 状态 |
公称厚度/mm |
室温强度指标 |
在下列温度(℃)下的许用应力/MPa |
注 | ||||||||||
|
■ |
MP |
RJ M1 |
≤20 |
100 |
150 |
200 | ||||||||||
|
20 |
140 |
133 |
124 | |||||||||||||
|
>100—200 |
400 |
225 |
Z |
127 |
119 | |||||||||||
|
>200—300 |
380 |
205 |
117 |
109 | ||||||||||||
|
16 Mn _ |
IWT 4 7008 |
正火,— "火加 |
≤100 |
48() |
305 |
178 |
150 | |||||||||
|
「7, |
147 | |||||||||||||||
|
^^: 週质 | ||||||||||||||||
|
>2OO~3OO |
275 |
167 |
- 167 |
143 | ||||||||||||
|
20MnMo |
T 47008 |
圆质 |
5电 |
196 |
W6 |
∖i96∖ |
196 | |||||||||
|
I 16 MnD |
T 47009 |
週质 |
卜 305、 |
178 |
67 |
150 | ||||||||||
|
>loo⅜ ______________________________________________: |
470 |
IEE |
171 |
174 |
63 |
147 | ||||||||||
|
^^^ |
夫200屮 |
45。 |
1 |
『275 |
167 |
57 j |
143 | |||||||||
|
20 MnMoD |
T 47009 |
W300< |
370 |
196 |
「6 |
I 96 : |
196 | |||||||||
|
08MnNiMoVW NB/T 47009 |
樹质 |
<30。喜 |
M |
6CC |
IS" |
222 |
222 | |||||||||
|
10Ni3MoVD |
NB/T ,7009 |
调质 |
480 |
222 |
222 |
22, |
222 | |||||||||
|
09MnNiD |
NB) |
1470Gn |
调质 |
≤200 |
440 |
280 |
163 |
150 | ||||||||
|
>2OO~3OO |
430 |
270 |
159 |
143 | ||||||||||||
|
高合金钢锻件 | ||||||||||||||||
|
钢号 |
锻件 标准 |
使用 raι^ |
^‰t^j⅛ |
.列端度(℃)了 |
尋F用应力/MPa |
注 | ||||||||||
|
150 |
200 | |||||||||||||||
|
S30408 |
NB/T 47010 |
固溶 |
≤300 |
■M»^^ |
137 |
137 |
130 |
1 | ||||||||
|
137 |
114 |
103 |
96 | |||||||||||||
|
S30403 |
NB/T 47010 |
固溶 |
≤300 |
117 |
117 |
117 |
110 |
1 | ||||||||
|
117 |
98 |
87 |
81 | |||||||||||||
|
S31608 |
NB/T 47010 |
固溶 |
≤300 |
137 |
137 |
137 |
134 |
1 | ||||||||
|
137 |
117 |
107 |
99 | |||||||||||||
|
S31603 |
NB/T 47010 |
固溶 |
≤300 |
117 |
117 |
117 |
108 |
1 | ||||||||
|
117 |
98 |
87 |
80 | |||||||||||||
|
注1:该行许用应力仅适用于允许产生微量永久变形之元件,对于法兰或其他有微量永久变形就引起泄漏或故 障的场合不能采用。 | ||||||||||||||||
18
GB 12337—2014
4.4.2 NB/T 47009中所有低温用锻件及NB/T 47010中奥氏体型钢锻件均应由炉外精炼钢锻制 而成。
4.4.3锻件的级别由设计文件规定,并应在图样上注明(在钢号后附上级别符号,如16Mnl1、09MnNiD DI)。下列锻件级别应选用In级或N级:
a)用于人孔的锻件;
b)标准抗拉强度下限值等于或大于54() MPa且公称厚度大于200 mm的低合金钢锻件;
C)设计温度低于一20 。C且公称厚度大于200 mm的低温用低合金钢锻件。
4.4.4碳素钢及低合金钢锻件的使用温度下限按表10的规定,奥氏体型钢锻件的使用温度下限按
41.10的规定。
表10
温度下Bi
钢号
3()(;
冲击试验
使用温度下限/℃
中常温用锻件
。(冲击
-20
0(冲击 —
》一20 T陣击
I——≡
0 C鹿击
-2«工冲击

20
20
|
16MnD^L |
≤100 |
-45 ℃冲击 |
-45 |
|
>100~300 |
-40 OC冲击 |
-40 | |
|
20MnMoD |
-40 | ||
|
OSMnNiMoVD |
-40 | ||
|
10Ni3MoVD |
≤300 |
-50 T冲击 |
-50 |
|
09MnNiD |
≤300 |
-70 ℃冲击 |
-70 |
注:2。、16Mn和20MnM。锻件如进行一20 ℃冲击试验,应在设计文件中注明。
4.5螺柱和螺母
4.5.1钢棒的标准、螺柱的使用状态及许用应力按表11的规定。
19
GB 12337—2014
表11螺柱许用应力
|
_________ 碳素钢和低合金钢螺柱 —" - | |||||||||
|
钢号 |
钢棒 标准 |
使用 状态 |
螺柱规格/mm |
室温强度指标 |
在-F列温度(℃ )下的许用应力/MPa | ||||
|
•R" MPa |
MPa |
≤20 |
100 |
150 |
200 | ||||
|
20 |
GB/T 699 |
正火 |
≤M22 |
41.0 |
245 |
91 |
81 |
78 |
73 |
|
M24 〜M2 7 |
400 |
235 |
94 |
84 |
80 |
74 | |||
|
35 |
GB/T 699 |
正火 |
≤M22 |
530 |
315 |
117 |
105 |
98 |
91 |
|
M24 〜M27 |
510 |
295 |
118 |
.106 |
100 |
92 | |||
|
30CrMoA |
GB/T 3077 |
调质 |
≤M22 |
700 |
550 |
157 |
141 |
137 |
134 |
|
M24 — M48 |
660 |
500 |
167 |
150 |
145 |
.142 | |||
|
35CrMoA |
GB/T 3077 |
调质 |
≤M22 |
835 |
735 |
210 |
190 |
185 |
179 |
|
M24~M48 |
805 |
685 |
228 |
206 |
199 |
196 | |||
|
________________ 高合金钢螺柱 | |||||||||
|
钢号 |
钢棒 标准 |
使用 状态 |
螺柱规格/mm |
室温强度指标 |
在下列温度0C)下的许用应力/MPa | ||||
|
Rm/ MPa |
K网2/ MPa |
≤20 |
100 |
150 |
200 | ||||
|
S30408 |
GB/T 1220 |
固溶 |
≤M22 |
520 |
205 |
128 |
107 |
97 |
90 |
|
M24 〜M48 |
520 |
205 |
137 |
114 |
103 |
96 | |||
|
S31608 |
GB/T 1220 |
固溶 |
≤M22 |
520 |
205 |
128 |
109 |
101 |
93 |
|
M24 〜M48 |
520 |
205 |
137 |
117 |
107 |
99 | |||
|
S32168 |
GB/T 1220 |
固溶 |
≤M22 |
520 |
205 |
128 |
107 |
97 |
90 |
|
M24 〜M48 |
520 |
205 |
137 |
114 |
103 |
96 | |||
4.5.2碳素钢螺柱用毛坯应进行正火热处理,低合金钢螺柱用毛坯按表12的规定进行调质热处理。
表12低合金钢螺柱的力学性能
|
钢号 |
调质回火温度/℃ |
规格/mm |
R "MPa |
RcL(R p0.2)/ MPa |
A∕% |
0 ℃K V2/J |
|
30CrMoA |
>600 |
≤M22 |
≥700 |
>550 |
>16 |
≥60 |
|
M24~M48 |
>660 |
'500 | ||||
|
3 5 CrMoA |
≥560 |
≤M22 |
>835 |
>735 |
>4 |
>54 |
|
M24 〜M48 |
≥805 |
>685 |
4.5.3碳素钢和低合金钢螺柱用毛坯经热处理后进行力学性能试验,具体要求如下:
a)同一钢号、同一冶炼炉号、同一断面尺寸、同一热处理制度、同期制造的螺柱毛坯组成一批,每 批抽取一件毛坯进行试验。
b)试样取样方向为纵向。直径不大于40 mm的毛坯,试样的纵轴应位于毛坯中心;直径大于 40 mm的毛坯,试样的纵轴应位于毛坯半径的1/2处。试样距毛坯端部的距离不应小于毛坯 的半径,但拉伸试样的头部(或夹持部分)不受此限制。
C)碳素钢螺柱毛坯每件取一个拉伸试样。低合金钢螺柱毛坯每件取1个拉伸试样、3个冲击试 样。拉伸试验方法按GB/T 228.1的规定,拉伸试样采用R4号(Q = IO mm, L0 =50 mm)试 样。冲击试验方法按GB/T 229的规定,冲击试样采用标准尺寸V型缺口试样。
20

::::jrjrɔ^Y∙ γy{Jb-f∙l∙∙llΓ.l!ΣUΠIl*l-∙drl3t'∙∙Γ.a0z-L-;::.-=:-—
GB 12337—2014
-•-'-.~ .,^,'*寻U∙,: -ɪ*'⅛∙*∙,∙-∙EX耳⅛星亠弓5∙rQnc'cs"⅛∙rGEπαf∙,HIV-一芸己3∙∙l曰汇一靑连氏£ -: i∙ J,j<l-^,JiΣ^M∙∙ r∙-∕2Erj∙∙JaHIE 買-•二督屮二占医:広自二尸一^∙j二 _.-ys§auHMa^§^^^ ^βH
d)碳素钢螺柱毛坯拉伸试验结果中,抗拉强度和屈服强度应符合表∏的规定,断后伸长率指标 为:20钢A≥25⅜,35钢A≥20%o低合金钢螺柱毛坯的拉伸和冲击试验结果应符合表12的 规定,表中冲击功的规定值系3个试样试验结果的平均值,允许有1个试样的试验结果小于规 定值,但不得小于规定值的70%o
e)拉伸试验结果不合格时,应从同一毛坯上再取2个拉伸试样进行复验,测定全部3项性能。试 验结果中只要有1个数据不合格,则该批毛坯判为不合格。
D 冲击试验结果不合格时,应从同一毛坯上再取3个冲击试样进行复验。前后两组6个试样的 冲击功平均值不得小于表12的规定,允许有2个试样的冲击功小于规定值,但其中小于规定 值70%的只允许有1个。否则,该批毛坯判为不合格。
g)被判为不合格的整批毛坯可按4.5.2的规定重新热处理,然后按上述程序重新取样进行试验。
4.5.4碳素钢和低合金钢螺柱的使用温度下限及相关技术要求应按下列规定:
a) 20钢螺柱为一20 ℃ ,35钢螺柱为0 ℃,其他钢号螺柱为一20 ℃;
b) 30CrMOA和35CrMoA钢螺柱,当使用温度低于一20 ℃时,应进行使用温度下的低温冲击试 验,此时表12中的冲击试验温度由O ℃改为使用温度,低温冲击功指标按表13的规定;
c)使用温度低于一40 ℃〜一70 ℃的30CrMoA和35CrMoA螺柱用钢,其化学成分(熔炼分析) 中磷、硫含量应为P≤0∙020%、S≤0.010%;使用温度低于一70 ℃〜一IOO ℃的30CrMoA螺 柱用钢,其化学成分(熔炼分析)中磷、硫含量应为P≤0∙015%、S≤0.008%。
表13低温用低合金钢螺柱的冲击功
|
钢号 |
螺柱规格/mm |
最低冲击试验温度/℃ |
KV2/J |
|
30CrMoA |
≤M48 |
-100 |
≥41 |
|
35CrMoA |
≤M48 |
-70 |
≥41 |
4.5.5各奥氏体型钢号螺柱用毛坯应进行拉伸试验,试验要求和结果应符合GB/T 1220的规定。
4.5.6奥氏体型钢螺柱的使用温度下限按4.1.10的规定。
4.5.7与螺柱用钢组合使用的螺母用钢可按表14选用,也可选用有使用经验的其他螺母用钢。调质 状态使用的螺母用钢,其回火温度应高于组合使用的螺柱用钢的回火温度。
表14螺母用钢
|
螺柱钢号 |
螺母用钢 | |||
|
钢号 |
钢材标准 |
使用状态 |
使用温度范围/℃ | |
|
20 |
10,15 |
GB/T 699 |
正火 |
—20~200 |
|
35 |
20,25 |
GB/T 699 |
正火 |
0~200 |
|
30CrMoΛ |
40Mn,45 |
GB/T 699 |
正火 |
—10 〜200 |
|
30CrMoA |
GB/T 3077 |
调质 |
—100~200 | |
|
3 5 CrMoA |
4OM∏,45 |
GB/T 699 |
正火 |
-IO 〜200 |
|
30CrMoA,35CrMoA |
GB/T 3077 |
调质 |
—70 〜200 | |
|
S30408 |
S30408 |
GB/T 1220 |
固溶 |
-253—200 |
|
S31608 |
S316O8 |
GE/T 1220 |
固溶 |
-253 〜200 |
|
S32168 |
S32168 |
GB/T 1220 |
固溶 |
— 253 〜200 |
21
GB 12337—2014
4.6焊接材料
4.6.1用于制造球罐受压元件的焊接材料应符合NB/T 47018.1的规定,并且附有质量证明书和清晰、 牢靠的标志。
4.6.2球罐制造和现场组焊单位应当建立并且严格执行焊接材料验收、复验、保管、烘干、发放和回收 制度。
4.6.3焊条:
4.6.3.1
4.6.3.2
用于制造球罐受压元件的焊条应符合NB/T 47018.2的有关规定。
用于球壳主体焊缝的焊条熔敷金属的冲击功指标应不低于相应母材标准规定的下限值。
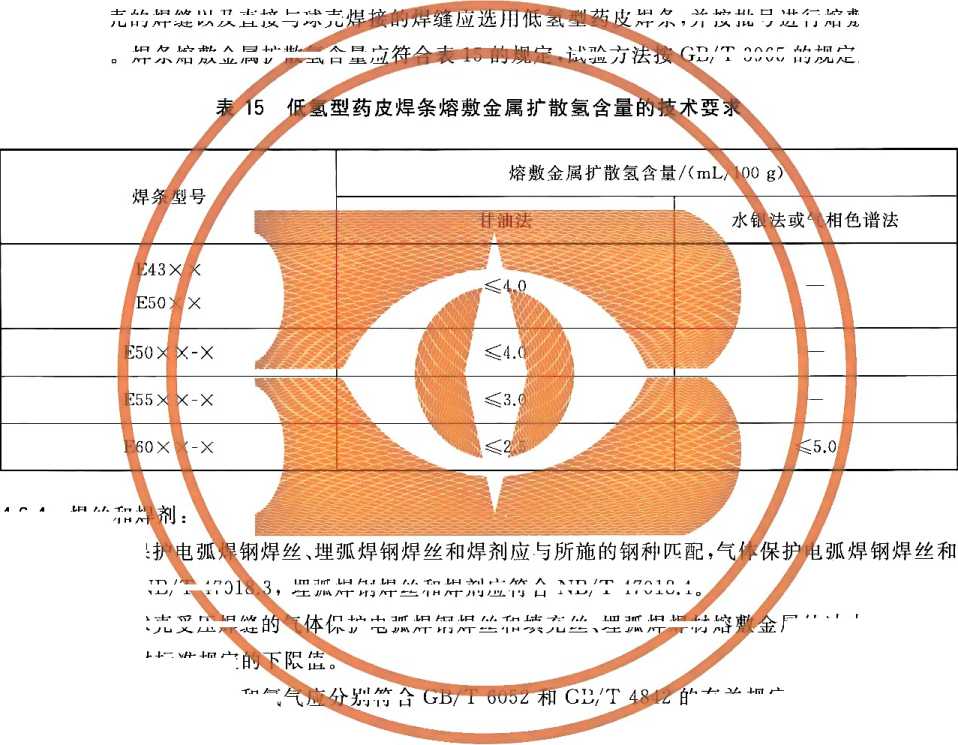
4.6.3.3
球壳的焊缝以及直接与球壳:
N焊条,并按批号进行熔敷金属扩散
氢含量复验。焊条熔敷金属扩散氢含量应
4.6.4焊丝和)
4.6,4.1气体保
填充丝应符合NB/Z70
4.6.4.2用于球壳受压娱缝白 不低于相应母材标准规定
就验方
WT 3965的规定进行。
要
,埋弧焊钢焊丝和焊剂应符合NB/T 47018.4。
保护电弧焊钢焊丝和填充丝、埋弧焊焊材熔
属的冲击功指标应
限值。
4.6.4.3保护用二氧化碳和氣 按规定洁净后使用。
别符合
GB/T
的有关规定。气瓶使用前,应
5结构
5.1总体要求
球罐的结构参照GB/T 17261确定。
5.2球壳
5.2.1球壳由各带及上、下极组成,其结构如图3所示。
22
Hcn ■ .p⅛wci^⅛z-^',^JuE-z∙'∙三一''良'j∙^LJljHEm*j財—:''——:,「J 通J尸『口封门{π^c,j'lr'lI 耳J目^,"i,∙l寻口 rnɪ^目曰RPKmn曰旨口^1"xn5rlsR魯再 κac 百 Un*∙--W-1-三^.E自 U=QU 匸JL-匸.后貿 H-■F二εsEJ曰自C 力EcjR≡wriou匸EJm ——U;1'l,收u'laΛ⅛⅛⅛WΛ⅛ CLuinr £ } F∙i∙∙,j7∞ΠEZΓ
5.2.2 球
5.2.3 球
5.3支柱
上极
上极
GB 12337—2014
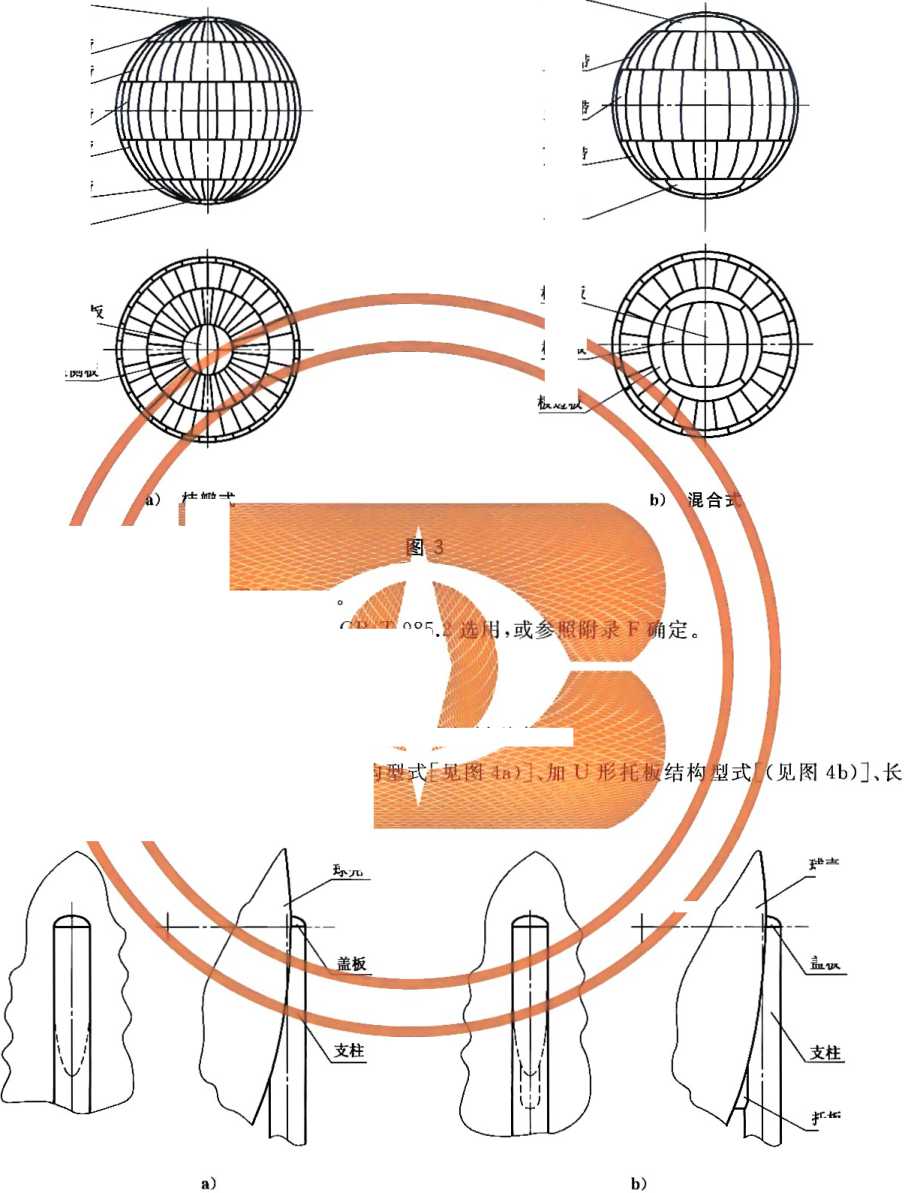
上寒带. 上温带
赤道带, 下温带
下寒带
下极
极中板
极侧板
赭一瓣式
板最小宽度应不前于500新工
板
球
上温带
赤道带
下温带
下极
极中板
极侧板
极边极
口形式"[按(;B T 985.1、(出
的连接
985,
5.3.1本标准来用的支柱与球壳的连R为赤道M切或相割型式
5.3.2支玲球*连接处可采用"接连接:
圆形结构型式「见图4c)k
球壳
球壳
盖板
托板
图4
23
GB 12337—2014
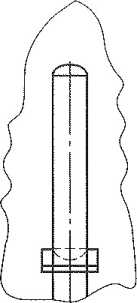
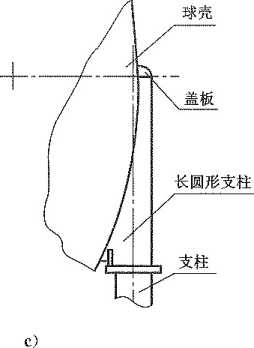
图4 (续)
5.4支柱
5.4.1支柱应采用钢管或钢板卷制。
5.4.2下段支柱应整根交货。支柱拼接接头应全焊透。可采用沿焊缝根部全长有紧贴基本金属垫板 的对接接头。
5.4.3支柱顶部应设有球形或椭圆形的防雨盖板。
5.4.4支柱应设置通气口,对储存易爆介质及液化石油气的球罐,还应设置耐火层,如图5所示。
5.4.5支柱底板中心应设置通孔,如图5所示。
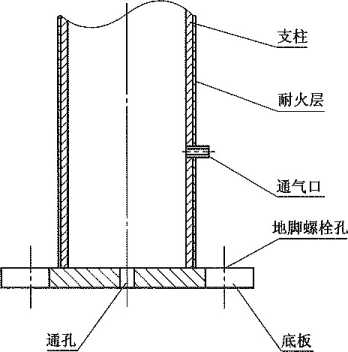
图5
5.4.6支柱底板的地脚螺栓孔应为径向长圆孔。
5.4.7需进行焊后热处理的球罐,应在基础表面预埋基础垫板,基础垫板厚度应不小于10 mmo
5.5拉杆
5.5.1拉杆结构有可调式和固定式两种。
可调式拉杆的立体交叉处不得相焊,见图6a)0固定式拉杆的交叉处采用十字相焊或与固定板相 焊,见图6b)。
24
GB 12337—2014
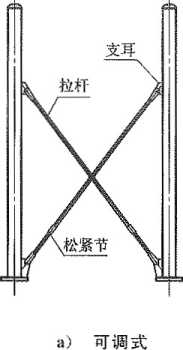
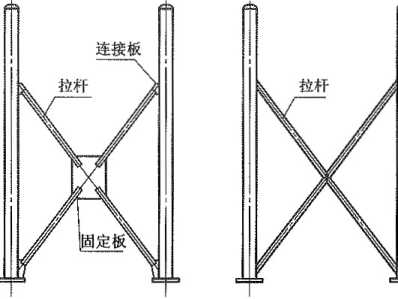
b)固定式
图6
本标准仅提供可调式拉杆的计算方法。
5.5.2
5.6开孔及开孔补强
拉杆与支柱的上、下连接点应分别在同一标高上。
5.6*1开孔及开孔补强应按GB 150.3-2011中第6章(分析设计吋按JB 4732—1995)的规定。
5.6.2球壳与接管的焊缝应采用全焊透接头。
5.6.3球壳上、下极中板应各设置一个公称直径不小于500 mm的人孔。
5.6.4球罐人孔、接管法兰应采用带颈对焊法兰。
5.6.5盛装毒性程度为极度或高度危害介质的球罐,进出口应在上极开孔。
5.7相邻对接焊缝的最小间距
球壳上任何相邻对接焊缝中心线间外圆弧长应大于3心(灯为球壳板钢材厚度),且不小于 100 mm0
5.8低温球罐的结构要求
球罐的设计温度低于一20一时,其结构还应满足附录E的要求。
5.9其他
对支撑结构及支柱与球壳连接型式超出本标准规定的球罐,应符合TSG R0004-2009中1.9的规 定。对具有压力容器分析设计资质的单位不受本条限制。
6计算
6.1符号
下列符号适用于本文件:
A --单个支柱的横截面积,mπ?;
Qi -----支柱内直径,mm;
"。 ..支柱外直径,mm;
DCP -■--球壳平均直径,mm;
Di ..球壳内直径,mm;
Do -……球壳外直径(当有保温层时,为保温层外直径),mm;
25
GB 12337—2014
E
ES
FC
Fe
FS
F
F
F
W
,<t.ll∙ .l∙∙l>url-lL∙-∙.!.LLiJFl.1Et.lκlriΓ-l;:J-J目二:≡h^l-J-l二一"r,l∙∙.∙^TTuZTTTJTnz77
g G。 G-∣-Wo
——球壳材料的室温弹性模量,MPa;
——支柱材料的室温弹性模量,MPa?
——拉杆作用在支柱上的水平力(见6.8.1),N;
——球罐的水平地震力(见6.4.2),N5
——支柱底板与基础的摩擦力(见6.8.2),N;
——最大水平力(见6.6),N;
..拉杆的最大拉力(见6.10.1) ,N;
——球罐的水平风力(见6.5),N;
...重力加速度,取g = 9.81 m∕s2?
——操作状态下的重力載荷(见6
——液压试验状态下的
——支柱底板底面
货(见 6.7∙L1),N;
见 6.4.1) 9 mm
LW
加。
mɪ
M M, M, M M
cl
。2
M•门 'Mt2
力Ci PT R Kl T Wo
W∙ W: F 6 以
必 %
A
P2
P3
26
支柱底顧底面
--支柱
:支耳销子中心的距离(见图7),
接焊缝单边的弧长(见图15),
压選验状态下的球罐质.量(见6.3),kg:
操彳
操 操 液
态下支柱的总弯矩(见6.您
状态下支柱的附加弯矩(见672.2),N
..试验压力(见
1.2), MPai
mm;
mm;
,N ∙ TmT1;
mm;
--支柱中心
球壳内半径,
基本自振周期,s;
操作状态下支柱的最大垂至
液压试验状态下支柱的最大垂直载荷(见6.7.1.4),N;
最大垂直载荷,取W。和WT的较大值,N;
拉杆和支柱间的夹角(见图7),(0)?
mm:
--球壳计算厚度,
——球壳有效厚度,
mm ;
mm ;
..球壳a点处的有效厚度,mm;
..球壳名义厚度,mm;
..球壳材料的泊松比,取户= 0.3;
——介质密度,kg/rη3;
--液压试验时液体的密度,kg/mr
——操作状态下a点的纬向应力(见6.11.2), MPa;
GB 12337—2014
σoa ——操作状态下a点的组合应力(见6.∏.3.1), MPa;
ReL--钢材室温下的屈服强度(或0.2%非比例延伸强度),MPa;
Gn ——液压试验状态下a点的纬向应力(见6.∏.2), MPa5
στa ——液压试验状态下a点的组合应力(见6.11.3.1), MPa;
W'--设计温度下球壳材料的许用应力(见第4章),MPa; r。 ——操作状态下a点的剪切应力(见6.11.1), MPa;
rτ ——液压试验状态下a点的剪切应力(见6.11.1), MPa;
焊接接头系数(见3.10);
M --角焊缝系数,取丸= 0.6。
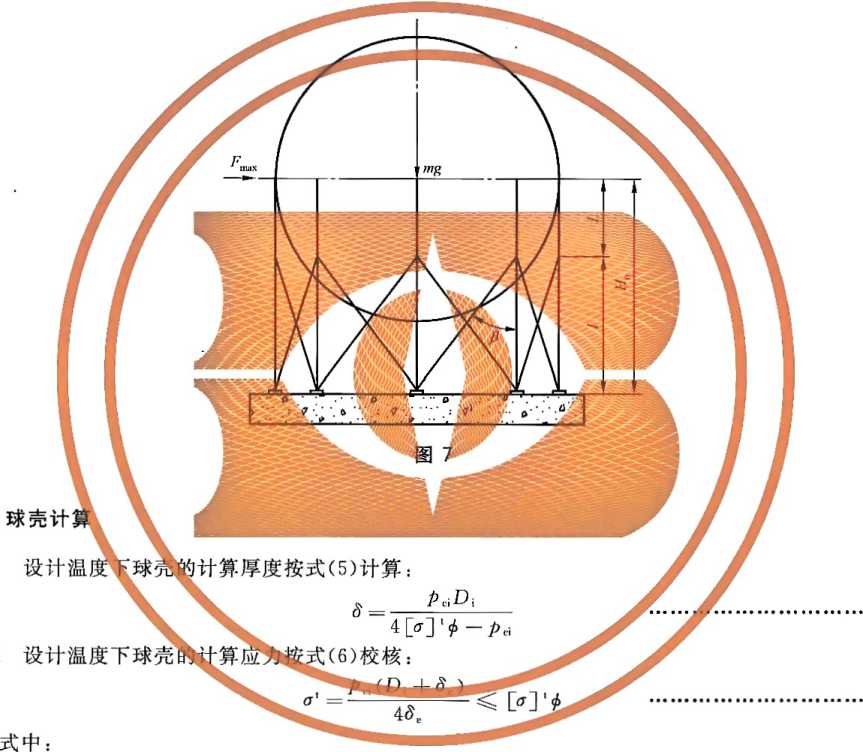
〃一设计温度下球壳的计算应力,MPa。
6.2.3设计温度下球壳的最大允许工作压力按式(7)计算:
位[寸6
(7 )
式中:
Pw--设计温度下球壳的最大允许工作压力,MPa。
6.3球罐质量计算
a)操作状态下的球罐质量按式(8)计算:
m„ =〃2 1 + m2 十?典4 + ?九5 ÷mfi + m7 ..............................( 8 )
b)液压试验状态下的球罐质量按式(9)计算:
mτ =mi + m3 + wc ÷ ^7 ..............................( 9 )
27
GB 12337—2014
c)球罐最小质量按式(10)计算: Wmin =机1 + 根6 +根7 ..............................(10)
式中:
mi..球壳质量,kg;按式(11)计算: m1 =KDjS11Pi ×10-fl ..............................( 11 )
Pl..球壳材料密度,kg/n?;
相2...介质质量,kg;按式(12)计算: 机2 =£d;P2归 XIo-9 ..............................(12)
k--装量系数;
処——液压试验时液体的质量,kg;按式(13)计算: m3=^D'^3 X IO*9 ..............................( 13 )
津4..积雪质量,kg;按式(14〉计算:
m4=⅛^Cs×10-6 ..............................( 14 )
4g
q——基本雪压值,N/rh2;
Cs——球面的积雪系数,取Cs=0.4;
加5..保温层质量,kg;
m 6..支柱和拉杆的质量,kg ;
F——附件质量,包括人孔、接管、液位计、内件、喷淋装置、安全阀、梯子平台等,kg。
6.4地震载荷计算
6.4.1自振周期
球罐可视为一个单质点体系,其基本自振周期按式(15)计算:
尻 H-XloT
式中:
£——拉杆影响系数,按式(16)计算:
..............................(15 )
F也可由表16查取。
..............................(16 )
表16拉杆影响系数g
|
//Ho |
0.90 |
0.80 |
0.75 |
0.70 |
0.65 |
0.60 |
0.50 |
|
£ |
0.028 |
0.104 |
0.156 |
0.216 |
0.282 |
0.352 |
0.50 |
|
注:中间值用内插法计算。____________________________________________ | |||||||
I--支柱横截面的惯性矩,mπ? ,按式(17)计算:
1=白(么一成) ..............................(17)
6.4.2地震载荷
抗震设防烈度和设计基本地震加速度的对应关系应符合表17的规定。
28
GB 12337—2014
表17抗震设防烈度和设计基本地震加速度的对应关系
|
抗震设防烈度 |
7 |
8 |
9 |
|
设计基本地震加速度 |
0.1()g(0∙15g) |
()∙20g(0∙30g) |
0.40g |
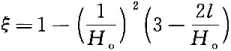
球罐水平地震力按式(18)计算:
Fe =α?附。g .........................•••••( 18 )
式中:
图8
图中:%“”X——水平地震影响系数最大值,按表18选取;
表18水平地震影响系数最大值叫心
|
抗震设防烈度 |
7 |
8 |
9 |
|
地震影响系数最大值QmaX |
0.08(0.12) |
0.16(0.24) |
0.32 |
|
注:括号中数值分别用于设计基本地震加速度为0.15g和0.30g的地区。 | |||
Tg--各类场地的特征周期,按表19选取,s,场地类别的划分按附录G的规定;
表19场地的特征周期TIi
|
设计地震分组 |
场地类别 | ||||
|
Io |
L |
H |
HI |
IV | |
|
第一组 |
0.20 |
0.25 |
0.35 |
0.45 |
0.65 |
|
第二组 |
0.25 |
0.30 |
0.40 |
0.55 |
0.75 |
|
第三组 |
0.30 |
0.35 |
0.45 |
0.65 |
0.90 |
7一一曲线下降段的衰减指数,按式(19)确定:
29

GB 12337—2014
y=o.9
0.05— ?
O.3 + 6ξ∙
(19 )
式中:
r——阻尼比,阻尼比应根据实测值确定,无实测数据时,可取r = 0.035o 71——直线下降段下降斜率的调整系数,按式(20)计算,小于0时取0:
"。.。2十嘗證
功 -- 阻尼调整系数,按式(21)计算
当阻尼调整系数也小于O∙55时.应.
0.55o
6.5风载荷计算
式中:
式中:
eɪ——
≥5.0
注:中间值用内插法计3
基本风压值,按GB 5-∞09的规定或当地气象部门
N/m2;
风压高官期伊系激?SK⅝7⅜2l -
球罐附件增大系数,取厶=1.1: "--" ^
不应小于300 N∕m2,
表21风压高度变化系数人
|
距地面高度HJra |
地面粗糙类别 | |||
|
A |
B |
C |
D | |
|
5 |
1.09 |
1.00 |
0.65 |
0.51 |
|
10 |
1.28 |
1.00 |
0.65 |
0.51 |
|
15 |
1.42 |
1.13 |
0.65 |
0.51 |
|
20 |
1.52 |
1.23 |
0.74 |
0.51 |
30
表21 (续2
GB 12337—2014
|
距地面高度H。/m |
地面粗糙类别 | |||
|
A |
B |
C |
D | |
|
30 |
1.67 |
1.39 |
0.88 |
0.51 |
|
40 |
1.79 |
1.52 |
1.00 |
0.60 |
|
注1: A类指近海海面和海岛、海岸、湖岸及沙漠地区; B类指田野、乡村、丛林、丘陵以及房屋比较稀疏的乡镇; C类指有密集建筑群的城市市区; d类指有密集建筑群且房JAKffffi^^^^^^^ 注2:中间值可采用线性内插法求取。 、 ___________________ | ||||
6.6弯矩计算
视地震载荷
为一作用于球壳中心的集中水平载荷,则由水平
水平风力引起的最
式中:
Fmax-
L-
mm,LJ打。一2(见图 7)t
支柱
下列于
于可调式拉杆
6.7.1单个支柱的垂直载荷
6.7.1.1重力載荷:
操作状态下的重
荷按式(25)计算
液压试验状态下的
式(26)计算
6.7.1.2最大弯矩对支柱产生的垂直载荷按式(27)计算:
2Mmaxcos∣9,∙
式中:
Fi——最大弯矩对i支柱产生的垂直载荷,N;
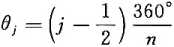
仇——支柱的方位角,(°),见图9、图11,按式(28)、式(29)计算。
A向受力时支柱方位角按式(28)计算:
n
B向受力时支柱方位角按式(29)计算:
(28 )
(29 )
31
GB 12337—2014
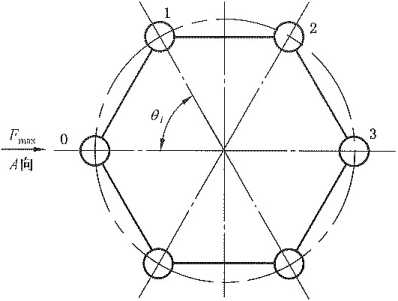
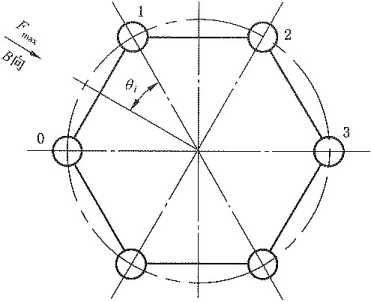
图9
注:,表示支柱在0°〜上80°范围内的顺序号(见图9、图ll)o
6.7.1.3拉杆作用在支柱上的垂直载荷:
a)所有相邻两支柱间用拉杆连接时,拉杆作用在支柱上的垂直载荷按式(30)计算:
b)每隔一支柱用拉杆连接时,拉杆作用在支柱上的垂直载荷按式(31)计算: D ZFsSin%
式中:
Pi-i——).拉杆作用在£支柱上的垂直载荷,N;?=/+1J=O、1、2、3
%一--拉杆J的方位角,(。),按式(32)〜式(34)计算。
当所有相邻两支柱用拉杆连接时(见图10):
A向受力时拉杆方位角按式(32)计算:
图10
32
GB 12337—2014
B向受力时拉杆方位角按式(33)计算:
.360° θj =)---
77
(33 )
当每隔一支柱用拉杆连接时(见图11): A向受力时拉杆方位角按式(33)计算。 B向受力时拉杆方位角按式(34)计算:
(34 )
注:J表示拉杆在0°〜180°范围内的顺序号(见图10、图11).
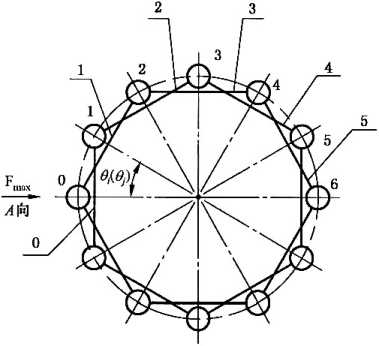
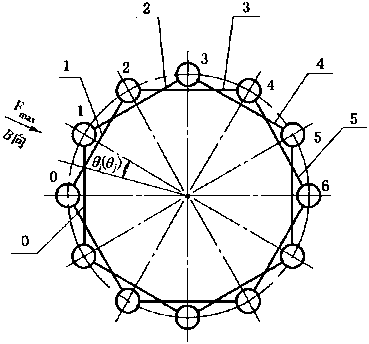
图11
6.7.1.4支柱的最大垂直载荷:
操作状态下支柱的最大垂直载荷按式(35〉计算:
WS= G。+ (Fj +Pi-j ) EHX ..............................( 35 )
液压试验状态下支柱的最大垂直载荷按式(36)计算:
WT =GT + 0.3 (F/ + P i-j ) max p W ............................( 36 )
r Hiax
式中:
(F,∙+Pi-J )max---各支柱(F? +P,∙-j)中的最大值,N。
在A向或B向受力状态下,最大弯矩对支柱产生的垂直载荷的最大值(F, ).、拉杆作用在支柱上 的垂直载荷的最大值(PI)max及两者之和的最大值(F,+P,-j)a按表22的公式计算,最大值(E• + P. J )M的支柱位置见表22。
当设计未采用表22中所列的支柱数目时,则(E)E、(P_ )m和(Fi+P一)3应按6.7.1.2和 6.7.1.3的公式计算F,和P一,取F,的最大值,P一的最大值和(E+P-)的最大值。
33
GB 12337—2014
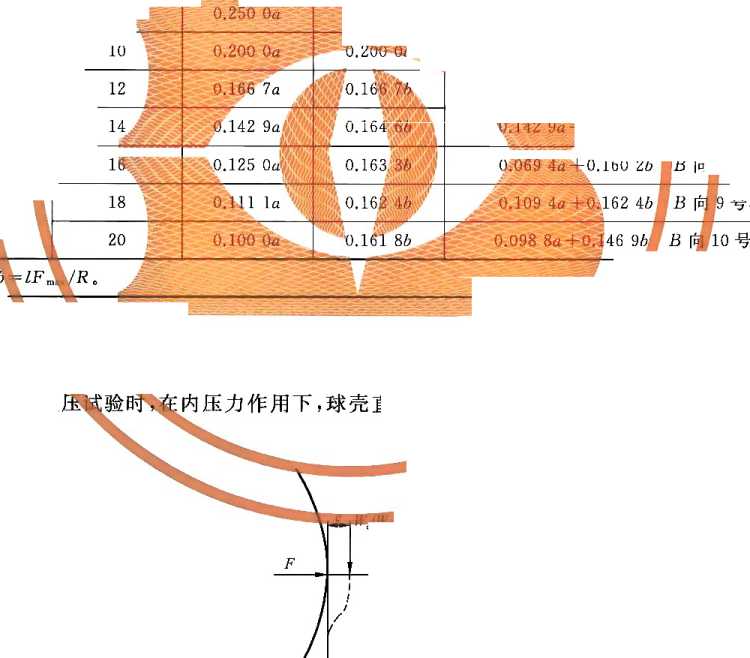
表 22 载荷(E)max、(Pr)max、(Fi+P_j)mM
|
拉杆连接方式 |
支柱数目 |
(F,∙)tn∕N |
(PT)M/N |
(F,∙十 Pr* |
“JN |
|
4 |
0,500 Oa |
0.500 06 |
0.500 Oa+0.500 06 |
A向2号柱 | |
|
5 |
0,323 6α |
0.323 66 |
0.323 6α+0.323 66 |
A向2号柱 | |
|
6 |
0.333 3α |
0.333 36 |
0.333 3α+0.333 3Z> |
A向3号柱 | |
|
所有相邻 两支柱间 用拉杆连接 |
8 |
0,250 Oa |
0.326 66 |
0.176 8«+0.301 86 |
A向3号柱 |
|
IO |
^^⅝⅛^ |
0.117 6α+0.307 86 |
B向4号柱 | ||
|
12 |
^^^^^ |
0.322 Ob |
of 3α+0,311 06 |
A向4号柱 | |
|
0.321 06 |
Q.062 Oa 域312 9⅛ |
8向5号柱 | |||
|
厶/ |
0,125 Oa |
0.320 4⅛ |
0.047 ‰+0.314 2〃 |
A向5号柱 | |
|
0.111 Ia |
0,319 9B |
0.038 Oaf n.315。 |
B向6号柱 | ||
|
,20 |
0.100 Oa |
0.319 66 |
0.030 9α+0飞 76 |
A向6号柱 | |
|
MO Oa |
0.25()(妨 |
Oa 丄 0.25。。〃 |
穴啊4号柱 | ||
|
0.200 Oa |
0.2∞ θ⅛ |
0.200 Oa+0.200 \ |
A向5号柱 | ||
|
12鬚 |
0.166 7α j |
銀。碟線J |
0.166 7α+0.166 76? |
A向6号柱 | |
|
母隔一支柱 用拉杆* |
]左 |
0.142 9α簿 |
檄 0.16^^^ |
t).14 2 9α÷0.14 2 96 I |
A向7号柱 |
|
]鹽 |
懿).125 Oa |
,0.163 3〃 |
0^6a 4*⅛⅛0.160 26 一,「一 ._____________) |
B向:6号柱 | |
|
18 |
().唾Ia圈 |
0.162 46 |
0.109 4。+0.162 46 |
L步号柱 | |
|
20意 |
0.100 Oa |
0.098 8&十荷6 9创? |
8向10号柱 | ||
|
a = Mmn∕R ;6 = ZF |
二亨/ |
|
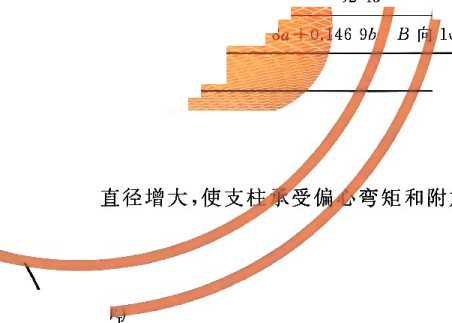
6.7.2单个支柱弯矩 支柱在操作或液压试验时, 图12o |
在内压力作用下,球壳直径增大,使支柱承受偏心弯矩和附加弯矩,见 |
图12
34
GB 12337—2014
6.7.2.1偏心弯矩
操作状态下支柱的偏心弯矩按式(37)计算:
.,%CRiW[
M" =—-—(1 -
式中:
⅛
(37 )
操作状态下球壳赤道线的薄膜应力,MPa,按式(38)计算:
8+心(Di+&)
4久
38 )
P。e--操作状态下介质在赤道线的液柱静压力,MPa。 液压试验状态下支柱的偏心弯矩按了
式中:
OTe--液压试验1
PTe
液
6.7.2.2附加弯矩
操作状
液压试
式中:
°4°Te
M
39
)
下
状;
6.7.2.3 总弯矩
下
赤道线的薄膜应力,MPa,按式(40)计 (Dτ + NTe)(D + 6e)
寥M02
46
40
)
下支柱白搠加弯矩按式(幽鹼
操作状态下支
总
按式(43)计算:
Mn=Mnl +
41
42
43
)
)
液压试验状态下支柱
6.7.3支柱稳定性校核
弯矩
4)计算:
「=M
44
)
操作状态下支柱的稳定性按式(45)校核:
忆I 凡M
"「A "(1-0.8
液压试验状态下支柱的稳定性按式(46)校核:
W1-
Wo
W
0m Mt
7Z 1 -0.8
≤ 0L
≤ Me
45
46
)
)
式中:
九——弯矩作用平面内的轴心受压支柱稳定系数,根据支柱长细比、支柱类型和支柱材料,按 表23、表24、表25、表26选取;
35
GB 12337—2014
λ ——支柱长细比,按式(47)计•算:
⅛ 一计算长度系数,取唸=1;
冤 ——支柱的惯性半径,m m,按式(弊)计算:
表23、表24、表25、表26未列材料的拆按式(49)〜式(51)计算。
当5≤0.215时,拆按式(49)计算:
6p — 1 — &1入2 ..............................( 49 )
当Σ>O.2I5时,V按式(50)计算:
-=W > + *)-丿⑷ + /十而2 _ 4 * ] ................••( 50 )
!——换算长细比,按式(51)计算:
ReL ——支柱材料室温下的屈服强度(或0.2%非比例延伸强度),MPa;
9、a2、α3---系数,对轧制钢管截面:a1 =0.41, g2 =0.986, / =0.152 ;对焊接钢管截面:a1=0.65, «2 =0.965 , α3=O.3θ();
Fm ——等效弯矩系数,取Sm = L
7 ——截面塑性发展系数,取7=1.15;
Z —单个支柱的截面系数,mm3,按式(52)计算:
表23 Q235A轧制钢管截面轴心受压支柱的稳定系数丸
|
A |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
0 |
1.000 |
1.000 |
1.000 |
1.000 |
0.999 |
0.999 |
0.998 |
0.998 |
0.997 |
0.996 |
|
10 |
0,995 |
0.994 |
0,993 |
0.992 |
0.991 |
0.989 |
0.988 |
0.986 |
0.985 |
0.983 |
|
20 |
0,981 |
0.979 |
0.977 |
0.976 |
0,974 |
'0,972 |
0.970 |
0.968 |
0.966 |
0.964 |
|
30 |
0.963 |
0.961 |
0.959 |
'0.957 |
0,955 |
0.952 |
0.950 |
0.948 |
0.946 |
0.944 |
|
40 |
0.941 |
0.939 |
0.937 |
0.934 |
0.932 |
0.929 |
0.927 |
0,924 |
0.921 |
0.919 |
|
50 |
0.916 |
0.913 |
0.910 |
0.907 |
0.904 |
0.900 |
0.897 |
0.894 |
0.890 |
0.886 |
|
60 |
0.883 |
0.879 |
0.875 |
0.871 |
0.867 |
0.863 |
0,858 |
0.854 |
0.849 |
0.844 |
|
70 |
0.839 |
().834 |
0.829 |
0.824 |
0.818 |
0813 |
0.807 |
0,801 |
0.795 |
0.789 |
|
80 |
0.783 |
0.776 |
0.770 |
0.763 |
0.757 |
0.750 |
0.743 |
0.736 |
0.728 |
0.721 |
|
90 |
0.714 |
0.706 |
0.699 |
0.691 |
0.684 |
0.676 |
0.668 |
0.661 |
0.653 |
0.645 |
|
100 |
0.638 |
0.630 |
0.622 |
0.615 |
0,607 |
0.600 |
0.592 |
0.585 |
0.577 |
0.570 |
|
注:中间值用内插法计算。 | ||||||||||
36
GB 12337—2014
表24 Q235A焊接钢管截面轴心受压支柱的稳定系数φ,
|
λ |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
O |
1.000 |
1,000 |
1.000 |
0.999 |
0.999 |
0,998 |
0.997 |
0,996 |
0.995 |
0.994 |
|
10 |
0.992 |
0.991 |
0.989 |
0.987 |
0.985 |
0.983 |
0,981 |
0.978 |
0.976 |
0.973 |
|
20 |
0.970 |
0.967 |
0.963 |
0.960 |
0.957 |
0.953 |
0.950 |
0.946 |
0.943 |
0.939 |
|
30 |
0.936 |
0.932 |
0.929 |
0.925 |
0.922 |
0.918 |
0.914 |
0.910 |
0.906 |
0.903 |
|
4() |
0.899 |
0.895 |
0.891 |
0.887 |
0.882 |
0.878 |
0.874 |
0.870 |
().865 |
0.861 |
|
50 |
0.856 |
0.852 |
0.847 |
0.842 |
0.838 |
0.833 |
0.828 |
0.823 |
0.818 |
0.813 |
|
60 |
0.807 |
0.802 |
0.797 |
0.791 |
0.786 |
0.780 |
0.774 |
0.769 |
0.763 |
0.757 |
|
70 |
0.751 |
0.745 |
0.739 |
0.732 |
0.726 |
0.720 |
0.714 |
0.707 |
0.701 |
0.694 |
|
80 |
0.688 |
0.681 |
0.675 |
0.668 |
0.661 |
0.655 |
0.648 |
0.641 |
0.635 |
0.628 |
|
90 |
0.621 |
0.614 |
0.608 |
0.601 |
0.594 |
0,588 |
0.581 |
0.575 |
0.568 |
0.561 |
|
100 |
0.555 |
0.549 |
0.542 |
0.536 |
0.529 |
0.523 |
0.517 |
0.511 |
0.505 |
0.499 |
|
注:中间值用内插法计算。 | ||||||||||
表25 Q345钢轧制钢管截面轴心受压支柱的稳定系数丸
|
A |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
0 |
1.000 |
1.000 |
1.000 |
0.999 |
0.999 |
0.998 |
0.997 |
0.997 |
0.996 |
0.994 |
|
1() |
0.993 |
0.992 |
0.990 |
0.988 |
0.986 |
0.984 |
0.982 |
0.980 |
0.978 |
0.975 |
|
20 |
0.973 |
0.971 |
0.969 |
0.967 |
0.964 |
0.962 |
0.960 |
0.957 |
0.955 |
0.952 |
|
30 |
0.950 |
0.947 |
0.944 |
0.941 |
0.939 |
0.936 |
0.933 |
0.930 |
0.927 |
0.923 |
|
40 |
0.920 |
0.917 |
0.913 |
0.909 |
0,906 |
0.902 |
0.898 |
0.894 |
0.889 |
0.885 |
|
50 |
0.881 |
0.876 |
0.871 |
0.866 |
0.861 |
0.855 |
0.850 |
0.844 |
0.838 |
0.832 |
|
60 |
0.825 |
0.819 |
0.812 |
0.805 |
0.798 |
0.79] |
0.783 |
0.775 |
0.767 |
0.759 |
|
70 |
0,751 |
0.742 |
0.734 |
0.725 |
0.716 |
0.707 |
0.698 |
0.689 |
0.680 |
0.671 |
|
80 |
0.661 |
0.652 |
0.643 |
0.633 |
0.624 |
0.615 |
0.606 |
0.596 |
0.587 |
().578 |
|
90 |
0.570 |
0.561 |
0.552 |
0.543 |
0.535 |
0,527 |
0.518 |
0.510 |
0,502 |
0.494 |
|
10() |
0.487 |
0.479 |
0.471 |
0.464 |
0.457 |
0.450 |
0.443 |
0.436 |
0.429 |
0.423 |
|
注:中间值用内插法计算。 | ||||||||||
37
GB 12337—2014
表26 Q345钢焊接钢管截面轴心受压支柱的稳定系数内
|
A |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
0 |
1.000 |
1.000 |
1.000 |
0.999 |
0.998 |
0.997 |
0.996 |
0.995 |
0.993 |
0.991 |
|
10 |
0.989 |
0.987 |
0.984 |
0.981 |
0.978 |
0.975 |
0.972 |
0.968 |
0.964 |
0.960 |
|
20 |
0.956 |
0.952 |
0.948 |
0.943 |
0.939 |
0.935 |
0.931 |
0.926 |
0.922 |
0.917 |
|
30 |
0.913 |
0.908 |
0.903 |
0.899 |
0.894 |
0.889 |
0.884 |
0.879 |
0.874 |
0.869 |
|
40 |
0.863 |
0.858 |
0.852 |
0.847 |
0.841 |
0.835 |
0.829 |
0.823 |
0.817 |
0.811 |
|
50 |
0.804 |
0.798 |
0.791 |
0.784 一 |
QN73 |
0.764 |
0.756 |
0.749 |
0.742 | |
|
60 |
0.734 |
0.727 |
。■7陸 |
0.704_ |
0.696 |
0.680 |
0.672 |
0.664 | ||
|
70 |
0.656 |
0.648 |
0.615 |
0.591 |
0.583 | |||||
|
80 |
0.575 |
0.567 J |
FO. 5 |
0.551 |
0.544 |
0.536 |
0.528 |
7.5、 |
0.513 |
0.506 |
|
90 |
0.499 |
0JiF |
JR84 |
0.477 |
0.470 |
0.463 |
0.457 |
o∖eo |
' 0.443 |
0.437 |
|
100 |
0.431 |
/24 / |
F 0.418 |
0.412 |
0.406 |
0.400 |
0.395 |
0.38^^ |
0‰4 |
0.378 |
注:中间值用内插法计算。
■:
WEX
拉Ih
力,N,按式(53)计l^^p
[办
6.8地脚螺
6.8.1拉杆
式中:
(P-)
柱
计
Wi 料的许 =K el.幽S
在
柱上的水平力按式(I)计
.1.籌
6.8.2支柱底板与基础的摩擦力按式(55)计算:
Fs =九
.....(53
(54
(55
)
)
)
式中:
E--支柱底板与基础秘
6.8.3地脚螺栓:
当Fti>K时,则球罐不需设置地脚螺
位置,应设置一定数量的定位地脚螺栓。
当Fs<Fc时,球罐必须设置地脚螺栓,地脚螺栓的螺纹小径按式(56)计算:
Hb= 1.13
F;,+/ 〃d山B
(56 )
式中:
Rb——地脚螺栓的螺纹小径,mm;
〃d ——每个支柱上的地脚螺栓个数;
[己B--地脚螺栓材料的许用剪应力,[T]B=O.4R*MPa;
Cb
地脚螺栓的腐蚀裕量,一般取Cb = 3 mmo
6.9支柱底板
6.9.1支柱底板直径Dh按式(57)和式(58)计算,取两式中的较大值:
38
GB 12337—2014
Db2 = (8 ~1O) d + a。
式中:
Dbi、Ob2...支柱底板直径,mm;
[?]bc --基础材料的许用应力,MPa;
d ——地脚螺栓直径,mm。
(57 )
(58 )
6.9.2底板厚度按式(59)计算:
3小:“
r -i I-Cb
(59 )
式中:
^ι> ...底板厚度,mmN
"•——底板的压应/"p:
(60)计算:
4W,
(60 )
6.10拉杆计算
外边缘至支柱外表面的距离(见图13) "nm; 爲料而^^^ei^^^^^^J 的腐蚀裕建:,一般取CL = 3 mm
支柱
6.10.1拉杆螺纹小径按式(61)计算:
.................... ( 61 )
式中:
dT ..拉杆螺纹小径,mm;
Fr ——拉杆的最大拉力,N;按式(62)计算:
Ft
(Pj-J ) max cos/3
(62 )
(PT)a——见 6.7.1.4,N;
GB 12337—2014
Dy]τ ---拉杆材料的许用应力,[a]T=ReL∕1∙5,MPa;
CT ..拉杆的腐蚀裕量,mm,一般取CT = 2 mm。
6.10.2当拉杆采用图14所示结构时,拉杆连接部位按下述方法计算。
6.10.2.1销子直径按式(63)计算:

式中:
dp--销 子直径,mm;
[门P——销子材料的许用剪切力,"]p = O.4RcL,MPa。
6.10.2.2耳板厚度按式(64)计算:
式中:
^c..耳板厚度,mm ;
dp..销子直径,mm;
[cr]c---耳板材料的许用压应力,[c]c=Rcl∕1∙1,MPa。
6.10.2.3翼板厚度按式(65)计算:
q ① ReL n 2 Kl
式中:
3...翼板厚度,mm;
》c---见式(64) ,mm;
(64 )
(65 )
Rl--耳板材料的屈服强度(或0.2%非比例延伸强度),MPa;
R:L——翼板材料的屈服强度(或0.2%非比例延伸强度),MPa。
6.10.2.4焊缝强度验算
a)耳板与支柱的焊缝A(见图14)所承受的剪切应力按式(66)校核:
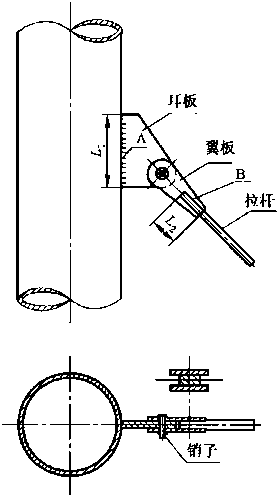
图14
40
GB 12337—2014
Πu^7≤mw ..............................(66)
式中:
Ll——A焊缝单边长度,mm;
S1--A焊缝焊脚尺寸,mm;
Ww--焊缝的许用剪切应力,MPa,按式(67)计算: [7^] W =。∙4R eL^a ..............................( 67 )
ReL--支柱或耳板材料的屈服强度(或0.2%非比例延伸强度),取较小值,MPa。 b)拉杆与翼板的焊缝B(见图14)所承受的剪切应力按式(68)校核:
9 oor~c- ≤ [丁] W ..............................( 68 )
Δ.O∕Sl>2 ɔ 2
式中:
L2..B焊缝单边长度,mm ;
S2——B焊缝焊脚尺寸,mm;
[r]w--焊缝的许用剪切应力,MPa,按式(69)计算: Γr0 w =0.4^eι.^a ..............................( 69 )
ReL--拉杆或翼板材料的屈服强度(或0.2%非比例延伸强度),取较小值,MPa。
6.11支柱与球壳连接最低点α的应力校核(见图15)
6.11.1 ɑ点的剪切应力
操作状态下ɑ点的剪切应力按式(70)计算: _ G<, + (Fi) max
" 2Lw^en
液压试验状态下α点的剪切应力按式(71)计算:
GT + 0.3(F,∙ ) max W
T 2Lw*ea
式中: (Fi)皿---见 6.7.1.4,No
(70 )
(71 )
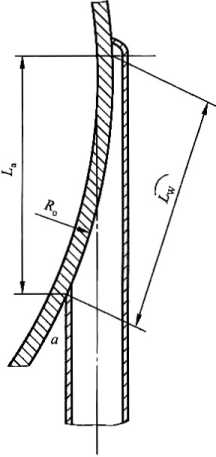
图15
41
GB 12337—2014
6.11.2 a点的纬向应力
操作状态下ɑ点的纬向应力按式(72)计算:
(力 + / Oa)(Di +九)
液压试验状态下。点的纬向应力按式(73)计算:
(Dτ + Dτ.) »i+%)
6门=
eβ
式中:
九II——操作状态下介质在 玄負——液压试验状态下1
6.11.3 ɑ点的应力校核
6.11.3.1 α 点的
操作状态
液压试建
6.11.3.2 应力
ɑ点的组合I
式中:
ReL..试验
应
算
......(74 )
......(75 )
应满足式(和式(77)的艺R
0.9囁(液压试验)或0.8Rj
W气压试验和气液组
∙⅛⅛⅛⅞⅜⅝⅜g^¾⅞⅞⅞^^^sa
......(76 )
......(77 )
6.12支柱与球壳连
壳材料的屈服强度(或0.2%非比例延伸强度),MPa.
校核
支柱与球壳连接焊缝所承受的
式(78)校核
(78 )
式中:
rw--支柱与球壳连接焊缝所承受的剪切应力,MPa;
W--取Gn+ (Fi) E和Gt + 0.3 (E) M产两者中的较大值,N ; ɪ max
S——支柱与球壳连接焊缝焊脚尺寸,mm;
MW——焊缝许用剪切应力,MPa,按式(79)计算:
[r] W =O.4ReL6a ..............................( 79 )
ReL——支柱或球壳材料的屈服强度(或0.2%非比例延伸强度),取较小值,MPa。
6.13外压球壳
外压球壳按GB 150.3或JB 4732计算。
42
GB 12337—2014
7制造
7.1球壳板
7.1.1球壳板的型式与尺寸应符合图样要求。
7.1.2球壳板不得拼接且表面不允许存在裂纹、气泡、结疤、折叠和夹杂等缺陷。球壳板不得有分层。
7.1.3球壳板实际厚度不得小于设计厚度。
7.1.4曲率允许偏差:
当球壳板弦长大于或等于2 OOO mm时,样板的弦长不得小于2 000 mm;当球壳板弦长小于2 000 mm
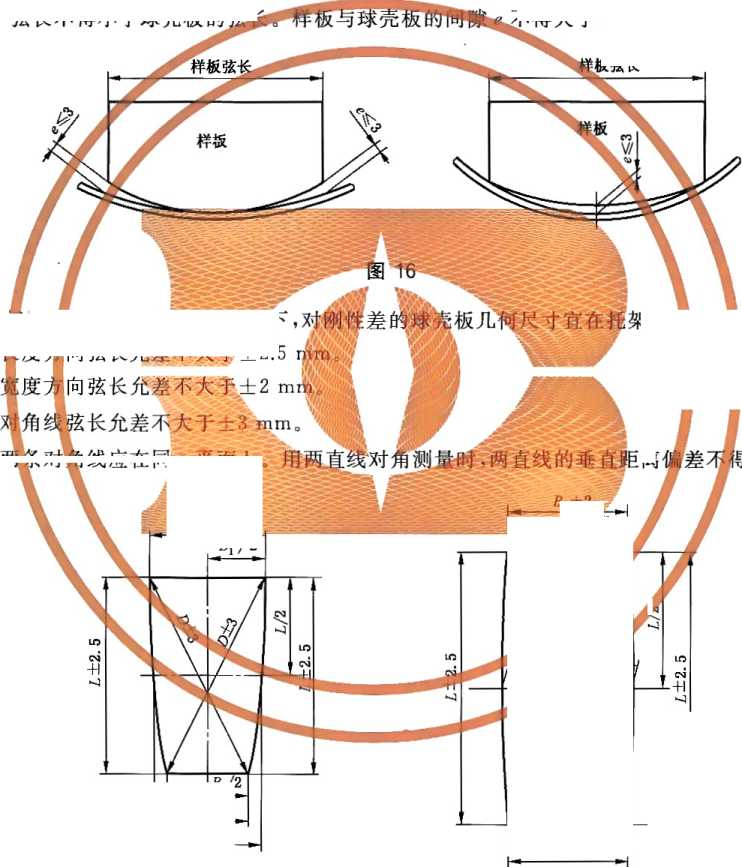
时,样板的弦长不得小于球壳板的弦土
不得大于3 mmo如图16所示。
板弦长
样板
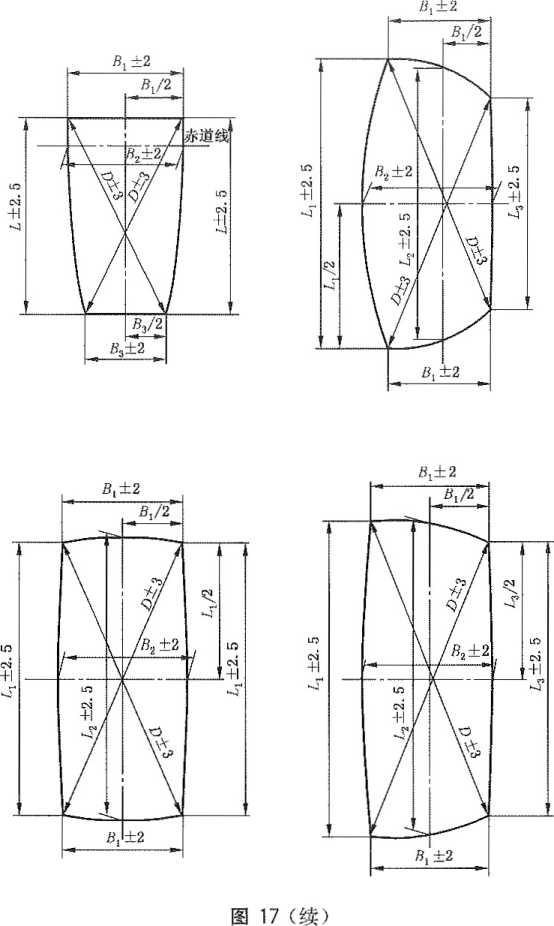
7.1.5 几
a)
b)
c)
尺寸允许偏差(鑑图17)1
Ε上测量
度
向弦长允差不大于士 2.5
d)两条对甬线应在同一平面上。
寻大于5 mmo
当二2三_
5,/2
入/2
4 ±2
%土2
图17
β.+2

43
GB 12337—2014
7.1.6气割坡口表面应符合下列要求:
a)坡口表面应平滑,表面粗糙度Ra应小于或等于50 μmo
b)平面度B≤0.0<(δ-s为钢材厚度),且不大于1 mm。
c)熔渣与氧化皮应清除干净,坡口表面不得有裂纹和分层等缺陷存在。若有缺陷时,应修磨或焊 补。焊补时,应将缺陷彻底清除,并经磁粉或渗透检测确认没有缺陷后方可焊补。焊补应按 8.7的规定进行。焊补后应磨平,使其保持原坡口的形状及尺寸。
d)标准抗拉强度下限值Rm>540 MPa钢材的气割坡口表面应进行磁粉或渗透检测,铁磁性材 料优先选择磁粉检测。
7.1.7球壳板周边100 mm的范围内应按JB/T 4730.3的规定进行超声检测,质量等级按4.2.8的有关 规定。
7.1.8相邻两板的厚度差大于薄板厚度的厚%,或大于等于3 mm时,厚板边缘应按图18削成斜边, 削边后的端部厚度应等于薄板厚度。
44
GB 12337—2014
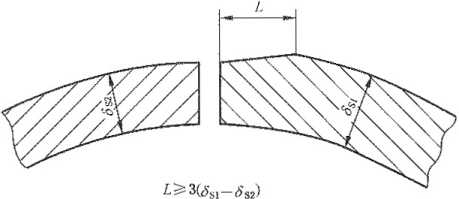
图18
7.1.9球壳板应采用冷压成形。
7.1.10满足GB 150.4的9.1时,制造单位应按8.9制作人孔与球壳板的产品焊接试件1块。
7.1.11相同规格的球壳板应具有互换性。
7.1.12球壳板应避免表面的机械损伤,对严重的尖锐伤痕应按8.7的规定进行修补。
7.1.13人孔及接管与球壳板的焊接、焊后尺寸检查、焊缝表面的形状尺寸及外观要求、无损检测、修磨 和焊补等应符合第8章的有关规定。
7.2零部件组焊
7.2.1分段支柱上段与赤道板组焊应在制造单位进行。组焊后,用弦长不小于1 0()0 mm的样板检查 焊缝部位向外300 mm以内(如图19所示〉的赤道板的曲率,最大间隙不得大于3 mm,其余范围用弦长 不小于2 000 mm的样板检查最大间隙不得大于3 mmo
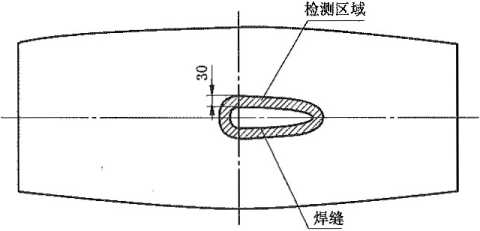
图19
7.2.2人孔、接管与极板的组焊应在制造单位进行,焊后应符合下列要求:
a)人孔、接管开孔位置及外伸高度的允许偏差不大于5 mm;
b)开孔球壳板周边100 mm向内至开孔中心一倍开孔直径向外之间的范围内(如图20所示)用 弦长不小于1 00()mm的样板检查极板曲率,最大间隙不得大于3 mmo
45
GB 12337—2014
7.2.3若球罐不j a)与人孑/
检测区域
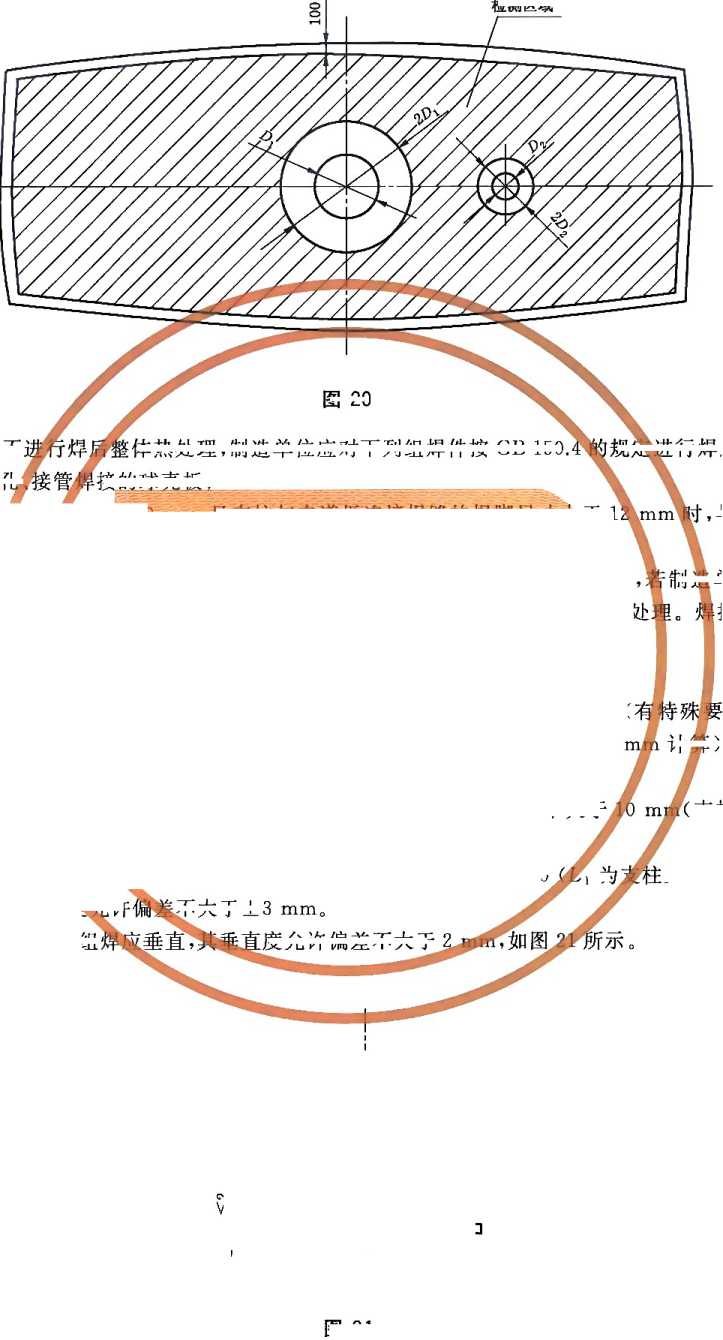
图20
焊
体热处理,制造单位应对下列组焊件按GB 150.
接的球冗板;
规定进行焊后热处理:
b)当赤道板厚度大手20 mm,且支柱与赤道板连接焊缝的焊脚尺寸大于1
mm
寸,与支柱焊接
的赤道板。
7.2.4若球步进管焊后整体热处理.由设计同解是福组焊件进行焊后热处理,
也应模拟二K热幺理。
7.2.5焊缝;的焊耳消氢处亜按&3.后7的规定进行。
直于接管中心线。安装接管法兰应保证法兰面的水平或垂直( :得超过法兰外径的i%(法兰外径小于lο0 mm时,按而0
7.2.6法兰面应 图样要求)J
3 mmo
7.2.7支柱的
测量方法按GBl

.4
3许福塞率大于L/1WUL为支柱挺度,毎m),且不大于 Sf体直线度的测量方法要求儿
制造单位对组焊 接工艺评定
求时,应按 计算),且不大于
(支柱直线度的
7.2.8
7.2.9
7.2.10
分段支柱上段与赤騒组焊后的直线度允许偏差不大于L/1 000 支柱全长的长度允许
支柱与底板的组:
E不大于士3
度允许偏差不大于
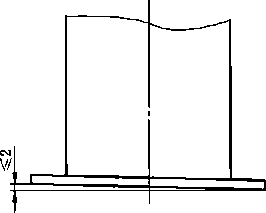
图21
46
l为
上段长度,mm)。
GB 12337—2014
7.3试板
制造单位应每台球罐提供6块产品焊接试板的母材(须开坡口),试板的材料应符合8.9的要求。 每块试板的尺寸宜为600 mmXl80 mm,试板的各项检测按NB./T 47016的规定进行。
7,4产品零部件的油漆、包装、运输
7.4.1球壳板外侧表面应除锈,并涂防锈漆两遍,坡口表面及其内、外侧边缘50 mm的范围内涂可焊性 防锈涂料。每块球壳板上的钢号、炉批号•、球罐号标记,应醒目地框出。
7.4.2球壳板宜采用钢结构托架包装,球壳板的凸面朝上,各板间垫以柔性材料。每个包装架的总重 不宜超过30 to
7.4.3试板、螺栓、螺母、垫片等宜装箱运输,拉杆等杆件宜集束包扎。
7.4.4所有加工件表面应涂防锈油脂,拉杆螺纹应妥善保护。
745球壳板、支柱、拉杆等零部件的油漆、包装和运输的其他要求按JB/T 4711的有关规定。
7.5铭牌
制造单位应提供一块标明下列内容的铭牌:
a)设计单位名称及设计许可证编号;
b)制造单位名称及制造许可证编号;
c)组焊单位名称及制造许可证编号;
d)球罐名称;
e)球罐产品编号;
D球罐图号或位号;
g)储存介质名称;
h)设计压力;
D 试验压力;
j)设计温度;
k)容器类别:
D 公称容积;
m)装量系数;
n)球壳材料;
o)球壳厚度;
P)最高允许工作压力(需要时);
q)球罐净重;
r)执行标准;
S)监检标记;
t)制造日期;
U)设备编号;
V)注册编号。
8 组焊、检验与验收
8.1 一般规定
8.1.1球罐组焊前应对基础尺寸进行检查(见图22),其允许偏差应符合表27的规定。
47
GB 12337—2014
地脚螺栓/
方位
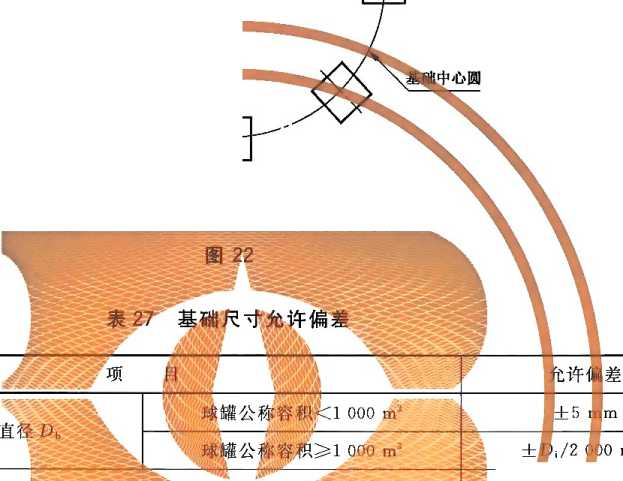
相邻支柱基础中心距S
mm
地脚螺栓中心与基础中心圆的间距S11
地脚螺栓预留孔中心与基础中心圆的间距Sb
士 8 mm
支柱基础上表面的标高
丁焉且不低于一15 mm
≤4 mm
单个支柱基础上表面的平面度
地脚螺栓固定的基础
预埋基础垫板固定的基础
注:Di为球壳设计内直径,mm。
8.1.2球罐组焊前,应对球罐零部件进行下列复验:
a)零部件的数量。
b)球壳板的曲率、几何尺寸、球壳板和坡口表面质量应符合7.1的要求。
c)对球壳板周边IOO mm范围内应进行超声检测抽查,抽查数量不得少于球壳板总数的20%, 且每带不少于2块,上、下极各不少于1块。其结果应符合4.2.8的规定。若发现超标缺陷,应 加倍抽查,若仍有超标缺陷,则应100%检验。
d)球壳板应进行超声测厚抽查,抽查数量不得少于球壳板总数的20%,且每带不少于2块,上、 下极各不少于1块。每张球壳板检测不少于5点,其中4个点分布在距离边缘100 mm左右 的位置并包括各顶角附近,1个点位于球壳板的中心附近。实测厚度应不小于设计厚度。若
48
GB 12337—2014
有不合格,应加倍抽查,若仍有不合格应对球壳板进行100%超声测厚检查。
e)对球壳板材质有怀疑的应进行复验。
D 标准抗拉强度下限值Rm>540 MPa的低合金钢制造的球壳板,坡口表面应按JB/T 4730.4进 行磁粉检测,I级合格,抽查数量为不少于球壳板总数的20%。若发现有不允许缺陷应对球 壳板坡口表面进行100%检测。
8.1.3底板与基础、拉杆与支柱的固定连接应在耐压试验合格后进行。
8.2组装
8.2.1球壳组装要求:
8.2.1.1
8.2.1.2 艺确定。
8.2.1.3
球壳不得采用机械方法强力组装。 对口间隙应按图样要求,间
他焊接方法时,对口间隙应由焊接工
对口错边量0不
值),见图23、图240
8.2.1.4组装后,
边量)不应大于7 mm
长
样板
1/44
得大于3
ΓTl TTl
度
时,不应计入两板厚度的差
图24
"不小于1 000
Iiirn
的样板,沿对接接头每500
测
点,棱角E (包括错
图
样板
£》1 000
£与 000
图25
49
GB 12337—2014
E值按式(80)计算: E=A-B ..............................( 80)
式中: E..棱角,mm; A..球壳与样板的最大径向距离,mm;
B——球壳设计内半径或外半径与样板曲率半径的径向距离,mm。
B =∖R — R样板 I ..............................( 81 )
式中: R..球壳的设计内半径或外半径,mm;
R样板..样板的曲率半径,mm o
8.2.2支柱安装找正后,在球罐径向和周向两个方向的垂直度允许偏差△(△= I a]一勾丨)应符合下 列规定,见图26。
图26
a)当支柱高度H小于或等于8 000 mm时,△应小于或等于10 mm;
b)当支柱高度H大于8 000 mm时必应小于或等于1.5H/1 OOo,且不大于15 mm。
8.2.3可调式拉杆应对称均匀拉紧。
8.2.4连接板(预焊件)应与球壳紧密贴合,并在热处理前与球壳相焊。若连接板与球壳的角焊缝是连 续焊时,应在连接板最低部位留出通气缝隙。
50
GB 12337—2014
8.3焊接
8.3.1施焊环境
8.3.1.1当施焊环境出现下列任一情况,且无有效防护措施时,禁止施焊:
a)焊条电弧焊时风速大于IO m/s;
b)气体保护焊时风速大于2 m/s;
c)相对湿度大于90%;
d)雨、雪环境;
c)焊件温度低于一2() ℃。
注:相对湿度应在距球罐表面500 mm~i 000 nιtn处测得。
8.3.1.2当焊件温度低于()℃但不低于一20 °C时,应在施焊处10() mm范围内预热到15 ℃以上。
8.3.2焊接工艺
8.3.2.1球罐施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、受压元件母 材表面堆焊与补焊,以及上述焊缝的返修焊缝都应按NB/T 47014进行焊接工艺评定或者具有经过评 定合格的焊接工艺支持。
8.3.2.2焊接工艺评定技术档案应保存至该工艺评定失效为止,焊接工艺评定试样保存期不少于5年。
8.3.3焊接要求
8.3.3.1焊接材料的干燥:
a)焊接材料应设专人负责保管、烘干和发放。
b)焊接材料的贮存库应保持干燥,相对湿度不得大于60%。焊接材料使用前,应按有关规定进 行烘干。
c)烘干后的焊条应保存在100 ℃〜150 ℃的恒温箱中,药皮应无脱落和明显裂纹。
d) ■条在保温简内不宜超过4宜超过后,应按原烘干制度重新干燥。重复烘干次数不宜超过 2次。
8.3.3.2焊丝在使用前应清除铁锈和油渍等污物。
8.3.3.3定位焊及工卡具焊接:
a)对焊工的要求应与球壳焊接相同。定位焊和工卡具焊接按评定合格的焊条电弧焊焊接工艺 进行。
b)要求预热后焊接的球壳,在定位焊及工卡具焊接处,至少应在150 mm范围内进行预热。
c)定位焊缝的长度应不小于50 mm,引弧点和熄弧点应在坡口内。
d)工卡具的焊接,引弧点和熄弧点应在工卡具焊道上。严禁在非焊接位置任意引弧和熄弧。
e)工卡具拆除时,不得损伤球壳板。切除后应打磨平滑。
8.3.4施焊
8.3.4.1施焊前应将坡口表面和两侧至少20 mm范围内的油污、水分及其他有害杂质清除干净。
8.3.4.2焊件的预热应符合下列规定:
a)预热温度可参照表28,并经焊接工艺评定进行验证。
51
GB 12337—2014
表28常用钢的预热温度
|
板厚/mm | ||
|
Q245R |
Q345R 16 MnDR 15MnNiDR | |
|
20 |
— |
— |
|
25 |
— |
一 一一 |
|
32 |
— | |
|
38 |
75 — 125 ^^ | |
|
50 |
IOo^^ / |
125 〜175 |
|
注1:拘束度高痴位(多緩鼠人孔)或环境气温低二 注2:不同强度的钢哪焊接时,应采用强度较高的乍 注3 : " 一"寿赤不需侦热。 | ||
|
钢号 | ||
|
Q370R ISMnNiNbDR |
07MnMoVR 07MnNiVDR 07MnNiMoDR |
09MnNiDR |
|
预热温度/C | ||
|
— |
— |
— |
|
100—150 |
50 〜75 |
5。〜75 |
|
75~1OO | ||
|
15O~2OO |
^≥K 100^^5 |
IOO〜125 |
|
于5 C时,应采用较高的预执温度,扩大预热范围。 网所适用的预热温度。 | ||
b)预热必须均匀,预热宽度应为焊缝中心线两侧各取3倍板厚.目不少r 1()( mm 预热温度应
距蟬缝中上、线50 mm处对称测量,每条焊缝测点不少于3对。 c)预热的焊道,层间温度不应低于预热温度的下限。
I ɔ M 貝 F ½ 2 ” 厶匕 L H
8∙3.4.3焊装线能量应不超过经焊接工艺评定合格的线能量工限。
8.3.4.4焊道始.应采用后退起弧法,终端应将孤坑填满。多层焊的信间接夹应错开I 1
8.3.4.5双面焊对接焊缝,单侧焊接后应进行背面清根。焊缝清根时应将定位焊的煽缝金属清除掉,并 用砂轮修整事,華后的坡口形状、宽窄成一致,标准抗拉强度下限值Rm2540 MPa的低合金钢在 清根后须按JBT 4, 3().4进行I。0%磁粉检测或按JBTI730.5进彳J 滲透检测,合格级别不低于
1 级。 \、 ........T / /
8.3.4.6因故中断趕接时,应根据工艺要求采取措施,以防产生裂纹。再行施焊前,确认无裂纹后,方可
按原工艺要求继续焊餐/ /
8.3.4.7符合下列条俞*的燥Wi焊后须立即进行后热消氢处理,后噸温度⅛⅛ 200 ℃〜250 ℃,后
热时间应为0.5 h~l ho
a)焊接接头厚度大于32 min.且材料标准抗拉强度下限值R",募540 MPa的球壳对接焊缝;
b)焊接接头厚度大于38 mm的低合金《国电3«;
c)嵌人式接管与球壳的对接焊缝;
d)焊接工艺规程或焊接作业指导书确定需消氢处理的焊缝;
e)对冷裂纹敏感性较大的低合金钢和拘束度较大的焊缝。
8.3.4.8不锈钢球罐不得采用钢印标记。
8.4焊后尺寸检查
8.4.1对接焊缝形成的棱角E应按8.2.1.4的方法进行检查。E值不得大于10 mmo
8.4.2焊后球壳两极间的净距与球壳设计内直径之差和赤道截面的最大内直径与最小内直径之差均 应小于球壳设计内直径的0.7%,且不大于80 mmo
52
GB 12337—2014
8.5焊缝表面的形状尺寸及外观要求
8.5.1焊缝表面不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、夹渣和飞溅物;焊缝与母材 应圆滑过渡;角焊缝的外形应凹形圆滑过渡。
8.5.2对接焊缝的余高/、久应符合表29和图27的规定。
表29对接焊缝余高干,02 mm
|
标准抗拉强度下限值^n,≥540 MPa的低合金钢钢材 |
其他钢材 | ||
|
单面坡口 |
双面坡口 |
单面坡口 |
双面坡口 |
O⅜~1O⅜53
且≤3
且≤3
且《3
0%~15%S∣ 且≤3
0% 〜15%& 且≤3
MY υ∙x. ∙N
IkX iΓ V UT
8.5.3角焊组 厚度不小于8
焊廊尺寸.在图样无规定时.取焊件中较薄者之厚度。补强圈的偉脚炉寸,当补强圈的 K时•,其焊脚尺寸等于补强圈厚度的70%,且不小于8 mm。
8.6无损检测
8.6.1无损检测方法的
8.6.1.1检测方法包括射线检测(X射线 衍射时差法超声检测(ToFD)、可亩录静 检测、渗透检测。
周向曝步时线全景曝光)、超声检测[包括
*不可记录的脉冲反射法超声检测:]、磁粉
8.6.1.2当采用不可记录的脉冲反射法超声检测时,应采用射线检测或者衍射时差法超声检测作为附
加局部检测。
8.6.1.3对于奥氏体型钢制球罐的对接焊接接头应优先采用射线检测,其他材料制球罐应优先采用衍 射时差法超声检测。
8.6.1.4不宜采用7射线全景曝光射线检测。
8.6.1.5铁磁性材料进行表面检测时,应优先采用磁粉检测,球罐内侧宜采用荧光磁粉检测。
8.6.2无损检测的实施时机
8.6.2.1焊接接头应在形状尺寸检查和外观目视检查合格后,再进行无损检测。
8.6.2.2有延迟裂纹倾向的材料制造的球罐,应在焊接结束至少36 h后,方可进行焊接接头的无损
53
GB 12337—2014
检测。
8.6.2.3 /再热裂纹倾I句的材料,制造的球罐的焊接接头,应在热处理后或耐压试验后增加一次IC)O% 表面检测。
8.6.2.4标准抗拉强度下限值KQ540 MPa的球罐的焊接接头,应在耐压试验后增加一次100%表面 检测。
8.6.3射线和超声检测
8.6.3.1符合下列条件之一的球壳对接焊接接头,应按图样规定的检测方法,进行全部(Ioo%)的射线 或超声:
a)设计压力大于或等于1.6 MPa的第Il[类球罐;
b)进行气压或气液组合压力试验的球罐;
c)焊接接头系数取Lo的球罐;
d)盛装易爆和毒性为极度或高度危害介质的球罐;
e)焊接接头厚度大于30 mm的奥氏体型钢、Q245R、Q345R、Q370R钢制球罐;
D 标准抗拉强度下限值Rm)540 MPa的钢制球罐;
g)图样规定须IO0%检测的球罐。
注:上述球罐中公称直径DN》250 mm的接管与接管对接接头、接管与带颈对焊法兰对接接头的检测要求与球壳 对接焊接接头相同。
8.6.3.2除8.6.3.1规定以外的对接焊接接头,应进行局部检测,检测方法按设计文件规定,检测长度不 得少于各条对接焊接接头长度的20%,且不得小于250 mm,局部检测应涵盖所有焊工的施焊。以下部 位应进行IO0%检测,其中a)、b)、C)部位检测长度可计入局部检测长度之内:
a)焊接接头的交叉部位;
b)对于满足GB 1503—2011中6.1.3不另行补强的接管,自开孔中心沿球壳表面的最短长度等 于开孔直径的范围内的焊接接头;
c)凡被补强圈、支柱、垫板、内件等所覆盖的焊接接头;
d)嵌入式接管与球壳对接连接的焊接接头;
e)承受外载荷的公称直径DN≥250 mm的接管与接管对接接头和接管与带颈对焊法竺的对接 接头。
注:按本条规定检测后,制造、组焊单位对未检查的焊接接头质量仍需负责。但是,若作进一步检测可能会发现少 量气孔等不危及球罐安全的超标缺陷,如果这也不允许时,就应选择100%检测.
8,6.3.3公称直径DN<250 mm的接管与接管对接接头、接管与带颈对焊法竺对接接头的检测要求按 设计文件规定。
8.6.4表面检测
8.6.4.1球罐的下列部位在耐压试验前(如球罐需焊后整体热处理时应在热处理前)应进行全部 (IO0%)的表面检测:
a)凡符合8.6.3.1规定进行全部射线或超声检测的球罐的所有焊接接头表面,非受压件与球壳的 连接焊缝;
b)标准抗拉强度下限值Rm)540 MPa低合金钢制球罐经火焰切割的坡口表面;
c)用有延迟裂纹倾向或者再热裂纹倾向的钢材制造的球罐的所有焊接接头表面;
d)钢材厚度大于20 mm的奥氏体型钢球罐的对接和角接接头;
e)图样注明有应力腐蚀的球罐;
f)嵌入式接管与球売连接的对接接头表面;
54
GB 12337—2014
g)焊补处的表面;
h)工卡具拆除处的焊迹表面和缺陷修磨处的表面;
D 支柱与球壳连接处的角焊缝表而;
j)要求全部射线或超声检测的球罐上公称直径DN<25O mm的接管与接管对接接头、接管与带 颈对焊法兰对接接头;
k)设计文件要求进行检测的接管角焊缝。
8.6.5 组合检测
8.6.5.1标准抗拉强度下限值Rm>540 MPa的低合金钢制球罐的焊接接头,若其焊接接头厚度大于 20 mm,还应采用8.6.1中所列的与原无损检测方法不同的检测方法另行进行局部检测,该检测应包括 所有的焊缝交叉部位。
8.6.5.2经射线或超声检测的焊接接头,如有不允许的缺陷,应在缺陷清除干净后进行补焊,并对该部 分采用原检测方法重新检查,直至合格。
8.6.5.3进行局部检测的焊接接头,发现有不允许的缺陷时,应在该缺陷两端的延伸部位增加检查长 度,增加的长度为该焊接接头长度的10%,旦两侧均不小于250 mme若仍有不允许的缺陷,则对该焊 接接头做全部(IOO%)检测。
8.6.5.4磁粉与渗透检测发现的不允许缺陷,应按8.7的规定进行修磨及必要的补焊后,对该部位采用 原检测方法重新检测,直至合格。
8.6.5.5当设计文件规定时,还应按规定进行组合检测。
8.6.6无损检测的技术要求
8.6.6.1射线检测的技术要求
按JB/T 4730.2对焊接接头进行射线检测,其合格指标如下:
a)若球罐及受压元件符合8.6.3.1的规定,检测技术等级不低于AB级,合格级别不低于口级;
b)若球罐及受压元件符合8.6.3.2的规定,检测技术等级不低于AB级,合格级别不低于山级;
C)角接接头、T形接头,检测技术等级不低于AB级,合格级别不低于11级。
8.6.6.2超声检测的技术要求
按JB/T 4730.3及NB/T 47013.10 (JB/T 4730.10)对焊接接头进行超声检测,其合格指标如下:
a)若球罐及受压元件符合8.6.3.1的规定,脉冲反射法超声检测技术等级不低于E级,合格级别 不低于I级;
b)若球罐符合8.6∙3.2的规定,脉冲反射法超声检测技术等级不低于B级,合格级别不低于R级; c)角接接头、T形接头,脉冲反射法超声检测技术等级不低于B级,合格级别不低于工级; d)采用衍射时差法超声检测(ToFD)的焊接接头,合格级别不低于II级。
8.6.6.3表面检测的技术要求
按JB/T 4730.4〜4730.5对焊接接头进行磁粉、渗透检测,合格级别不低于T级。
8.6.6.4组合检测技术要求
当组合采用射线和超声检测时,质量要求和合格级别按照各自执行的标准确定,并且均应当合格。
8.6.7无损检测档案
球罐无损检测档案应完整,保存时间不得少于球罐设计使用年限。
55

GB 12337—2014
8.7修磨和焊补
球罐在制造、运输和施工过程中产生的各种有害缺陷应进行修磨或焊补。
8.7.1修磨
球壳板局部表面和焊缝表面的缺陷及工卡具焊迹必须用砂轮修磨。修磨范围内的斜度至少 为1 : 3。修磨后的球壳实际厚度不得小于设计厚度,同时磨除深度应小于球壳名义厚度的5%,且不大 于2 mm。超过时,应进行焊补。
8.7.2焊补
a)
b)
d)
对球壳表面缺陷进行焊补 任何两处的净距应大于50

的焊补面积应在5
以内。如有两处以上焊补时,
mm。每块球壳板上焊朴面积总稲竅须小于该块球壳板面积的
5%。补焊后的表面应修磨平滑,修磨范围内的斜度至少为1 : 3,且高度不大于1.5 mm。当 球壳板表面喇卜深度超过3 mm时,还应进行超声检测。坡口表阉缺陷标7.1.6修磨和焊补。

焊缝表面鳍相这J擠补时,焊补长度应大于50 mm0材料标准抗拉  的低合金钢材舞缝焊补后,应在焊补焊道上加焊一道凸起的回火焊道。
的低合金钢材舞缝焊补后,应在焊补焊道上加焊一道凸起的回火焊道。

:下 1%值 Rs>54O MPa 火思道焊完后,应磨
去回:
焊缝 的2 度A 焊扌 总
内
道,余的焊缝金属,使其与主体焊缝平缓过渡。
陷焊补时.清除的缺陷深度不得超过球壳板厚度的2.匾若警除型球壳板厚度
8.8焊后整

处坯残留缺陷时,应在该状态下焊补,然后在其背面再次清除缺陷,遂行
卜。焊补长
于
。当采用碳弧气刨清除缺陷时,应符合8.3.1.5的规定。
司一部位的焊补次数不宜超过2次。如超过2次,焊补前应经制造R组増)单位技术
5() mm
责人批准。焊补次数、部,
8.8.1球罐及其受 焊后热处理。
8.8.2焊接接头居
a) b) c) d)
里(PWHT)

:人球罐质量证明书
、焊接接头厚度工即焊后热处理厚度%、、『
设十
求拿定是否进行
应匿下列规定确定:
对等厚全焊透对:
头为钢材厚度;
对于对接焊缝和角埠缝为焊缝厚度; 对于组合焊缝为噸焊縫
当不同厚度元件焊接
一不等厚对接接头取较?
焊缝厚度中较大者;
力享度;
一接管与壳体焊接时,取接管颈厚度、壳体厚度、补强圈厚度和连接角焊缝厚度中较大者;
一接管与法兰焊接时,取接头处接管颈厚度;对于GB 150.3-2011中图7Tg)所示结构取法 兰厚度:
一—非受压元件与受压元件焊接时,取焊缝厚度。
8.8.3符合下列情况之一的球罐,应在耐压试验前进行焊后热处理(当制定热处理技术要求时,除满足 以下规定外,还应采取必要的措施,避免由于焊后热处理导致的再热裂纹):
a)设计图样要求进行焊后热处理的球罐;
b)焊接接头厚度大于32 mm(若焊前预热IOO ℃以上时,焊接接头厚度大于38 mm)的Q245R、
Q345R、Q370R 和 07M∏MoVR 钢制球罐;
c)有应力腐蚀倾向的球罐,如盛装液化石油气、液氨等的球罐;
d)盛装毒性为极度或高度危害介质的碳素钢、低合金钢球罐。
56
二…
GB 12337—2014
8.8.4除设计图样另有规定,奥氏体型不锈钢球罐可不进行焊后热处理。
8.8.5热处理工艺:
8.8.5.1热处理温度应按图样要求,也可参照表30,但均应经焊接工艺评定进行验证。
表30焊后热处理温度
|
钢号 |
焊后热处理温度/℃ |
|
Q245R |
600±20 |
|
Q345R |
600±20 |
|
Q37OR |
580 + 20 |
|
^^^590 ±20 | |
|
^5M^iNbDR |
土 |
|
視9 MnNiDR |
_____ 57O‰O \ |
|
, ⅛ - -:^ λ--∙< ->∙L⅛⅛⅛¾⅛≡g⅛!⅞gg^≡≡ | |
|
07MnMoVR∕07MnNiVDR,07MnNiMoDR |
____________________370 土 20; ______________ |
57
GB 12337—2014
状态。
8.9.1.1.2试件应由施焊该球罐的焊工,采用与施焊球罐相同的条件、过程与焊接工艺(包括施焊及其 之后的热处理条件)施焊,有热处理要求的球罐,应将产品焊接试件布置在球壳热处理高温区外侧,并与 球壳紧贴,与球罐一起进行热处理。
8.9.1.1.3每台球罐应做立焊和平焊加仰焊2块产品焊接试件。
8.9,1,1.4 试件的尺寸和试样的截取按NB/T 47016的规定。若有冲击试验要求,应在试件上同时截 取冲击试样,进行冲击试验。
8.9.1.2试样检验与评定
8.9.1.2.1试样的检验与评定按NB/T 47016和设计文件要求进行。
8.9.1.2.2当需要进行耐腐蚀性能检验时,应按相关标准和设计文件规定制备试样进行试验,并满足要 求。其中,不锈钢的品间腐蚀敏感性检验应按GB/T 21433规定进行。
8.9.1.2.3除另有规定,奥氏体型钢材的焊缝金属冲击试验合格指标为冲击吸收功不小于31 Ja 8.9.1.2.4当试样评定结果不能满足要求时,允许按NB/T 47016的要求取样进行复验。如复验结果 仍达不到要求时',则该试件所代表的球罐被判为不合格。当球罐被判为不合格时,允许将产品焊接试件 及其所代表的球罐重新进行热处理,然后按上述要求重新进行试验。
8.9.2其他试件和试样
8.9.2.1要求做耐腐蚀性能检验的球罐或者受压元件,应按设计文件规定制备耐腐蚀性能试验试件并 进行检验与评定。
8.9.2.2根据设计文件要求,螺柱经热处理后需做力学性能试验者,应按批制备热处理试样并进行检验 与评定。每批系指同时投料的具有相同钢号、相同炉罐号、相同断面尺寸、相同制造工艺的同类螺柱。
8.10耐压试验和泄漏试验
8.10.1球罐安装完工后,应按设计文件规定进行耐压试验和泄漏试验。
8.10.2耐压试验和泄漏试验时,必须在球罐的顶部和底部各设置一个量程相同并经检定合格的压力 表。压力表的量程为L5倍〜3倍的试验压力,宜为试验压力的2倍。压力表的精度不得低于1.6级, 压力表的表盘直径不得小于IOO mm。试验压力以球罐顶部压力表读数为准。
8.10.3球罐的开孔补强圈应在耐压试验前通入0.4 MPa-0.5 MPa的压缩空气检查焊接接头质量。
8.10.4耐压试验:
8.10.4.1耐压试验分为液压试验、气压试验以及气液组合压力试验,组焊单位应按设计文件规定的方 法进行耐压试验。
8.10.4.2耐压试验的试验压力和必要时的强度校核按3.11的规定。
8.10.4.3耐压试验前,球罐各连接部位的紧固件应装配齐全,并紧固妥当;为进行耐压试验而装配的临 时受压元件,应采取适当的措施,保证其安全性。
8.10.4.4耐压试验保压期间不得采用连续加压以维持试验压力不变,试验过程中不得带压拧紧紧固件 或对受压元件施加外力。
8.10.4.5耐压试验后所进行的返修,对返修深度大于壁厚一半的球罐,应重新进行耐压试验。
8.10.4.6 液压试验:
8.10.4.6.1试验液体一般采用水,试验合格后应立即将水排净吹干。当无法完全排净吹干时,对奥氏 体不锈钢制球罐,应控制水的氯离子含量不超过25 rng∕Lo
8.10.4.6.2需要时,也可采用不会导致发生危险的其他液体,但试验时液体的温度应低于其闪点或沸 点,并有可靠的安全措施。
58
GB 12337—2014
8.10.4.6.3 试验温度:
Q345R、Q37()R、07MnMoVR制球罐进行液压试验时,液体温度不得低于5 ℃ ; Q245R和其他低合 金钢制球罐进行液压试验时,液体温度不得低于15 ℃ o如果由于板厚等因素造成材料无塑性转变温度 升高,则需相应提高试验温度。
当有试验数据支持时,可使用较低温度液体进行试验,但试脸时应保证试验温度(球罐罐壁金属温 度)比球罐罐壁金属无塑性转变温度至少高30 0C0
8.10.4.6.4试验程序和步骤:
a)试验球罐内的气体应当排净并充满液体,试验过程中,应保持球罐外表面的干燥。
b)当试验球罐罐壁金属温度与液体温度接近时,方可缓慢升压。
c)试验时,压力应缓慢上升,升至试验压力的50%时,保压10 min,然后对球罐的所有焊接接头 和连接部位进行渗漏检查,确认无渗漏后继续升压。
d)压力升至设计压力时,保压10 min,然后再次进行渗漏检查,确认无渗漏后再升压。
e)压力升至试验压力时,保压时间不少于30 min,然后将压力降至设计压力进行检查,检查期间 压力应保持不变,以无渗漏为合格。
D 液压试验完毕后,应将液体排尽,用压缩空气将球罐内部吹干。排液时,严禁就地排放。
8.10.4.6.5液压试验的合格标准:试验过程中,球罐无渗漏,无可•见的变形和异常声响。
8.10.4.6.6基础沉降要求:
a)球罐在充、放液过程中,应在下列过程对基础的沉降进行观察;
一一充液前;
-…充液高度到1/3球壳内直径时;
——充液高度到2/3球壳内直径时;
...充满液24 h后;
.........放液后。
b)每个支柱基础都应测定沉降量,各支柱基础应均匀沉降。放液后,基础沉降差不得大于 DJI()()()(Db为基础中心圆直径,mm),相邻支柱基础沉降差不大于2 mm。超过时,,应采取 措施处理。
8.10.4.7气压试验和气液组合压力试验:
8.10.4.7.1试验所用气体应为干燥洁净的空气、氮气或其他惰性气体;试验液体与液压试验的规定 相同。
8.W.4.7.2气压试验和气液组合压力试验应有安全措施,试验单位的安全管理部门应当派人进行现场 监督。
8.10.4.7.3试验温度按8.10.4.6.3的规定。
8.10.4.7.4试验时应先缓慢升压至规定试验压力的10%,保压5 min,然后对所有焊接接头和连接部 位进行初次检查;确认无泄漏后,再继续升压至规定试验压力的50%;如无异常现象,其后按规定试验 压力的10%逐级升压,直到试验压力,保压10 min;然后降至设计压力进行检查,检查期间压力应保持 不变。试验后应缓慢卸压。
8.10.4.7.5气压试验和气液组合压力试验的合格标准
气压试验过程中,球罐无异常声响,经肥皂液或其他检漏液检查无漏气,无可见的变形;气液组合压 力试验过程中,应保持球罐外表面干燥,无液体渗漏,经肥皂液或其他检漏液检查无漏气,无异常声响, 无可见的变形。
8.10.4.7.6气液组合压力试验充、放液过程应对基础的沉降进行观测,具体参见8.10.4.6.6要求。
8.10.5泄漏试验:
8.10.5.1球罐需经耐压试验合格后方可进行泄漏试验。
GB 12337—2014
8.10.5.2泄漏试验包括气密性试验、氨检漏试验、卤素检漏试验和氮检漏试验,组焊单位应按设计文件 规定的方法和要求进行泄漏试验。
8.10.5.3气密性试验:
8.10.5.3.1气密性试验所用气体应符合8.10.4.7.1的规定。
8.10.5.3.2气密性试验压力为球罐的设计压力。
8.10.5.3.3试验时,压力应缓慢上升,升至规定试验压力的50%时,保压5 min,然后对球罐的所有焊 缝和连接部位进行泄漏检查,确认无泄漏后继续升压。压力升至试验压力时,保压10 min,然后进行泄 漏检查,以无泄漏为合格。试验后应缓慢卸压。
8.10.5.3.4试验过程中,无泄漏合格;如有泄漏,应在修补后重新进行试验。
8.10.5.4其他泄漏试验方法和要求还应符合相关标准规定.
8.11 球罐涂敷
应按JB/T 4711/I石:例形定进行。
8.12竣工验收
球罐竣工后演焊单位应将352.3规定的技术文件交付使用单客艮特种设备安全 监督管理部门或授句4检验机构按本标准及设计图样进行验收
60
GB 12337—2014
附录A
(规范性附录) 标准的符合性声明及修订
A.1本标准的制定遵循了国家颁布的压力容器安全法规所规定的基本安全要求,其设计准则、材料要 求、制造、组焊、检验技术要求和验收标准均符合TSG R0004和GB 150.1-150.4的相应规定。本标准 为协调标准,即按本标准要求建造的球罐可以满足TSG R0004的基本安全要求。
A.2标准的修订采用提案审查制度,任何单位和个人均有权利对本标准的修订提出建议,修订建议应

采用表A.1的方式提交全国锅炉压
标准修订提案进行审查,根
结果,;
示准化技术
表A.1标准提案/问询表
简称"委员会”)。委员会对收到的
全国锅炉压力容器标准化技术委员会
地址:北京市朝阳区和平街西苑2号楼D座三层 邮政编码:100029 电子信箱:GBI 2337@cscbpv.org
61
GB 12337—2014
附录 B
(规范性附录) 安全附件及附属设施
B.1通则
B.1.1本附录规定了球罐安全附件及其附属设施的选用及安装的基本要求。
B.1.2球罐的安全附件,包括直接连接在球罐上的超压泄放装置(包括安全阀、爆破片安全装置、安全 阀与爆破片安全装置的组合装置)、紧急切断装置、压力表、液位计、测温仪表及其他安全设施。
B.1.3球罐的附属设施,包括梯子平台、耐火隔热设施(包括支柱耐火层、消防喷淋装置)、接地装置、沉 降测量板等。
B.1.4球罐的开口接管应尽残布置在上、下极中板。满足工艺要求的情况下,应尽可能地减少球罐底 部的开口数量。
B.1.5凡属本标准适用范闹内的球罐,均应按本附录的要求配备超压泄放装置。
B.2超压泄放装置
B.2.1超压泄放装置的计算与安装应按GB 150.1 2011附录B的要求。
B.2.2盛装易爆液化气体的球罐,至少应设置2个安全阀,任意一个安全阀的泄放量应满足事故状态 下球罐最大泄放量的要求。
B.2.3两个或两个以上的安全阀装设在球罐的一个连接口时,该连接口的截面积,应不小于安全阀的 进口截面积之和。
B.2.4对液态燈或者毒性程度为极度、高度或者中度危害介质的球罐,必须在泄放装置的排出口装设 导管,导管将泄放介质引至安全地点,并且进行妥善处理。
B.3紧急切断装置
B.3.1紧急切断装置是指紧急切断阀及其操作机构。
B.3.2盛装毒性为极度、高度危害或液态炫球罐的进出口应安装紧急切断装置。
B.3.3紧急切断装置的安装位置宜尽量靠近球罐第一道密封面。
B-3.4盛装液态泾的球罐,其液相进口管线上,应安装止回阀。
B.4压力表
B.4.1压力表的选用
B.4.1.1选用的压力表,应与球罐储存的介质与压力相适应。
B.4.1.2当球罐内有可能产生负压时,压力表应选用复合型压力表。
B.4.1.3压力表的精度不得低于1.6级。
B.4.1.4压力表盘刻度极限值应为设计压力的1.5倍〜3.0倍,表盘直径不得小于100 mmo
62
GB 12337—2014
B.4.2压力表的安装
B.4.2.1压力表的装设位置应便于操作人员观察和清洗,并且应避免受到辐射热、冻结或震动等不利 影响。
B.4.2.2压力表与球罐之间,应装设三通旋塞或者针形阀(三通旋塞或者骨形阀应有开启标记和锁紧 装置),并且不得连接其他用途的任何配件或者接管。
B.4.2.3用于具有腐蚀性或者高黏度介质的压力表,在压力表与球罐之间应装设隔离介质的缓冲装置。
B.5液位计
B.5.1
B.5.2
B.5.3
B.5.4
B.5.5 装置。
B.5.6
液位计应根据球罐的 液位计应进行1.5
應力的液压试验。
储存0 ℃以下分血呀罐7宜选用防霜液位计。
寒冷地区 的液位计,宜选用夹套型或保温型结构的液位计。
用于易爆:毒,度为极度、高度危害介质的液化气体球罐上的液Ki十,
有防止泄漏的保护
用于■装罂爆、毒性程度为极度、高度危害介质的液化气体球罐,厳设立
应设高液位报警和高高液位连锁
B.5.7 液 应作出明
B.6 温
计虜安装在便于观察的
的*
志C
增
他辅埋设施。i
B.6.1温厳十宜融用万向瑛镰度计,并可以测量在嶷低使用温度低10 ℃的温度

B.6.2温度*应装在便于观察的位置,盛装液化气体的球罐用温度计,盧测

B.6.3温度计保护養的强度,应能承受设计压力1.5倍以上的外压,并能承: (流体阻力或外■冲
B.6.4温度计保
B.6.5低温球罐或寒险地
啲公経不宜过大,其插入长度应满足温度计敏感元 球罐,应有防止雨水、湿气等流入测i
和逝传的液位计,并
和
低安全液位,
相分质的温度。
用覆程中的最大载荷
冰的措施。
B.7梯子平台
B.7.1球罐应设置梯子平台。梯子平台应设置在便于操作的部位。
B.7.2梯子平台有联合梯子平台和独立梯子平台等型式。联合梯子平台宜为楼梯内置式联合梯子平 台。独立梯子平台冇盘梯、斜梯、直梯等型式。
B.7.3 梯子平台踏步的宽度不宜小于700 mm,斜梯的倾斜角度不宜大于45°,踏步的间距宜为
200 mmo
B.7.4公称容积大于5 000 m3的球罐可在球罐内部设置可旋转的内部梯子平台。
B.7.5梯子平台护栏高度宜为1 200 mmo
B.8 耐火隔热设施
B.8.1盛装液态煙的球罐,支柱应设置耐火层,其耐火极限应不低于2 ho
63
GB 12337—2014
B.8.2盛装液态煌的球罐,应设置消防喷淋装置。消防喷淋装置的供水强度应不小于0」5 L/(s ∙ m2)o
B.8.3着火球罐的保护面积,按其表面积计算。距着火球罐直径1.5倍范围内的邻近罐的保护面积,按 其表面积的一半计算。
B.8.4消防喷淋装置的连续供水时间应为6 ho
B.9接地装置
B.9.1接地装置数量宜不少于球罐支柱数量的一半,且不少于2个,并沿球罐周向均匀或对称布置。
B.9.2接地装置的接地电阻应不大于30Ωo
B.10沉降测量板
球罐的每个支柱上均应焊接一个沉降测量板,且应在同一高度。
B.11其他安全设施
B.11.1盛装液态煌的球罐,应在超压泄放装置和放散口的泄放管上安装阻火器。
B.11.2氢气球罐的泄放管,其阻火器后的管材,应选用不锈钢钢管。
B.11.3氧气球罐用阀门、管件、仪表、垫片及其他附件应进行脱脂处理。
B.11.4氧气球罐用阀门应选用不锈钢或铜基合金阀门。
B.11.5盛装无毒、无危险性介质的球罐,其气相排放口应高于以排放口为中心的7.5 m半径范围内的 操作平台、设备2.5 m以上。
B.11.6盛装易爆气体的球罐,其对空排放的气相排放口应高于以排放口为中心的10 m半径范围内的 操作平台、设备3 m以上。
64
C.1总则
GB 12337—2014
附录C (规范性附录) 风险评估报告
C.1.1本附录规定了风险评估报告的基本要求(风险评估报告也可参照本标准释义编写)。
C.1.2球罐设计者应根据相关法规或设计委托方要求编制针对球罐预期使用状况的风险评估报告。
C.1.3设计者应充分考虑球罐在各种工况条件下可能产生的失效模式,在材料选择、结构设计、制造、 组焊、检验要求等方面提出安全措施,防止可能发生的失效。
C.1.4设计者应向球罐用户提供制定球罐事故应急预案所需要的信息。
C.2制定原则和程序
C.2.1设计阶段风险评估主要针对危害识别和风险控制。
C.2.2设计阶段风险评估按以下程序进行:
a)根据用户设计条件和其他设计输入信息,确定球罐的各种使用工况;
b)根据各使用工况的介质、操作条件、环境因素进行危害识别,确定可能发生的危害及其后果;
c)针对所有危害和相应的失效模式,说明应采取的安全防护措施和依据;
d)对于可能发生的失效模式,给出制定事故应急预案所需要的信息; e)形成完整的风险评估报告。
C.3风险评估报告内容
风险评估报吿应至少包括:
a)球罐的基本设计参数:压力、温度、材料-、介质性质和外载荷等;
b)操作工况条件的描述;
c)所有操作、设计条件下可能发生的危害,如:爆炸、泄漏、破损、变形等;
d)对于标准已经有规定的失效模式,说明采用标准的条款;
e)对于标准没有规定的失效模式,说明设计中载荷、安全系数和相应计算方法的选取依据;
D对介质少量泄漏、大量涌出和爆炸状况下如何处置的措施;
g)根据周围人员的可能伤及情况,规定合适的人员防护设备和措施;
h)风险评估报告应具有与设计图纸一致的签署。
65
GB 12337—2014
附录D
(规范性附录) 应力分析设计球罐
D.1总则
D.1.1本附录在JB 4732的基础上提出了以分析设计为基础的钢制球形储罐(以下简称"球罐")的设
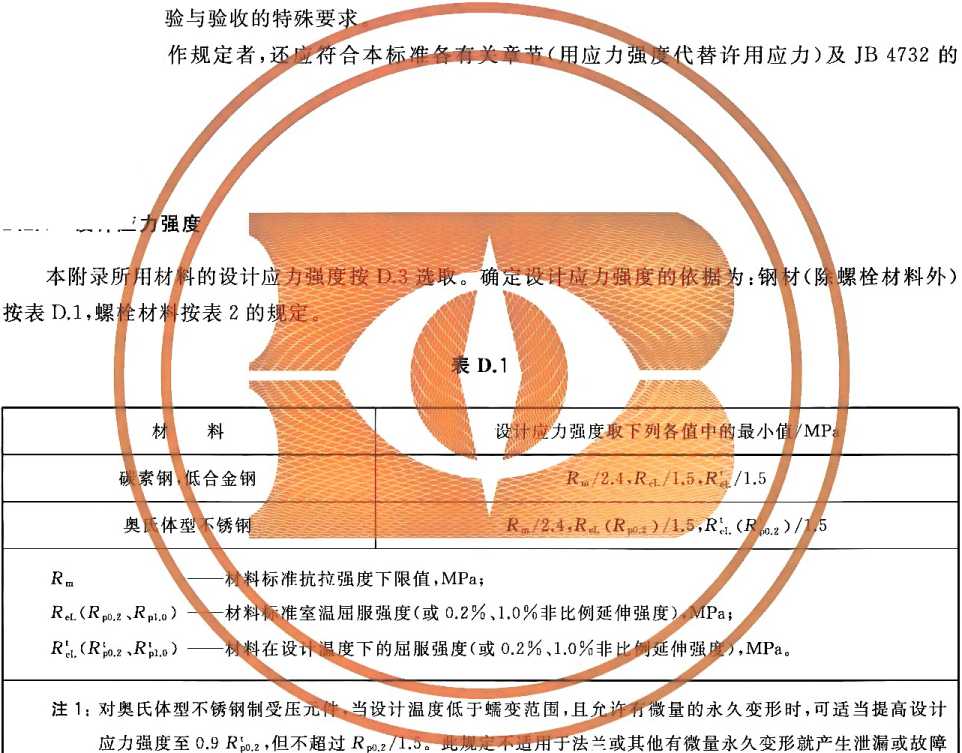
计、制造、组焊、检验与验收的特殊要扌
D.1.2本附录未作规定者,还应符合本
要求。
D.2通用要求
D.2.1设计应力强
本附录所用材 按表D.1,螺栓材料
素钢,低合金钢
ReL (RPO.2、K pl.0
标准抗拉强度下限值,MPa; 标進室温屈服强度(或0∙2%
应力
代替许用应力)及JB 4732的
栓材料外)
MP;
∕I.5^∕1
R;L(R/,R\l。)—^材料在设计温度下的屈服强度(或0.2%、1.0%非比例施伸强,MPa。
对奥氏体型不锈钢制受压
设计温度低于蠕变范围
微量的永久变形时,可适当提高设计
应力强度至0.9 Rh2,但不超过RpU.2
法兰或其他有微量永久变形就产生泄漏或故障
的场合。
注2:如果引用标准规定了 RPL。或R;".。,则可以选用该值计算其设计应力强度。
D.2.2耐压试验压力
D.2.2.1耐压试验压力的最低值按下述规定,工作条件下内装介质的液柱静压力大于液压试验时的液 柱静压力时,应适当考虑相应增加试验压力。
液压试验:
"τ=1.25∕> 空 ..............................(D.1 )
66
气压试验和气液组合压力试验:
Pt =1.1 力 lɪ
式中:
PT..试验压力,MPa;
P..设计压力,MPa;
Sm--球壳材料在试验温度下的设计应力强度,MPa;
S;--球壳材料在设计温度下的设计应力强度,MPa。
注:球罐铭牌上规定有最高允许工作压力时, D.2.2.2耐压试验应力校核。
GB 12337—2014
..............................(D.2 )
允许工作压力代替设计压力p,
试验时,球罐任何点 Si , 一次薄膜加一次彳
S1≤O.9Rel,( 当 Sι≤0.6 当 0.67K4R
1.2 S,
式中:
D.3材料
D.3.1 钢
6.1.8 和 6.3

的
规
应
:头)超文
SU应满足下列条件:
O,Si《0.8KeL(Kpn.2)(气压、气液组合)
丄)时,S0.35Rl(Rp°.2)
—
温度下限,除奥氏体型术寓
外均嗨<
时,一次总体薄膜应力强度
.15ReL(Rpo.2)一
强
),MPa0
^^m_________c钢材使用温度低于0 外,应对钢材进行夏比(V型缺口)低温冲击试验。
冲击试验温
(即相应受压圏件
准的最低抗拉豎度
D.3.2 当球罐的段计: 应力强度值按表D.
D.3.3钢板:
低设计温度)或按图样的规定。除螺柱材料外,钢材的低t
定,具体数值按表3的规定J
D.3.3.1钢板的标准、使 位应在图样上注明):
咼于200 ℃时,其受压元件用钢材的高温性能见
,且
时口除JB 4732的 为簿材的使用温度 击事指标,按钢材标
—2011的附录B,
合下列附加技术要求(设计单
当球罐设计温度低于0 ℃时,任意厚度的球壳用Q245R、Q345R钢板应在正火状态下使用。
D.3.3.2符合下列条件的球壳用碳素钢和低合金钢钢板,每张热处理后的钢板(热处理后钢板被切割 成数张时仍按1张考虑)应进行拉伸和夏比V型缺口冲击试验:
a)调质热处理钢板;
b)厚度大于50 mm的钢板。
D.3.3.3球壳用厚度>20 mm的Q245R、Q345R和Q370R钢板,应逐张进行超声检测,质量等级不低 于II级。其他材料钢板的超声检测要求应符合表6的规定。
67
GB 12337—2014
表D.2钢板的设计应力强度
碳素钢和低合金钢钢板
|
钢号 |
钢板 标准 |
使用 状态 |
厚度/ mm |
室温强度指标 |
在下列温度(℃)下的应力强度/MPa |
注 | ||||
|
RJ I MPa |
RJ MPa |
≤20 |
100 |
150 |
200 | |||||
|
Q245R |
GB 713 |
热轧,控轧, 正火 |
6〜16 |
400 |
245 |
163 |
147 |
140 |
131 | |
|
>16 〜36 |
400 |
235 |
157 |
140 |
133 |
124 | ||||
|
>36 〜6。 |
400 |
225 |
150 |
133 |
127 |
119 | ||||
|
Q345R |
GB 713 |
热轧,控轧, 正火 |
6〜16 |
510 |
345 |
213 |
210 |
197 |
183 | |
|
>16 〜36 |
500 |
325 |
208 |
197 |
183 |
170 | ||||
|
>36 — 60 |
490 |
315 |
204 |
190 |
173 |
160 | ||||
|
Q37OR |
GB 713 |
正火 |
10—16 |
530 |
370 |
221 |
221 |
213 |
200 | |
|
>16 〜36 |
530 |
360 |
221 |
220 |
207 |
193 | ||||
|
>36~60 |
520 |
340 |
217 |
207 |
193 |
180 | ||||
|
16MnDR |
GB 3531 |
正火,正火加 回火 |
6〜16 |
490 |
315 |
204 |
193 |
180 |
167 | |
|
>16—36 |
470 |
295 |
196 |
180 |
167 |
157 | ||||
|
>36 — 50 |
460 |
285 |
190 |
173 |
160 |
150 | ||||
|
ISMnNiDR |
GB 3531 |
正火,正火加 回火 |
6〜16 |
490 |
325 |
204 |
200 |
187 |
173 | |
|
>16 〜36 |
480 |
315 |
200 |
193 |
180 |
167 | ||||
|
>36 〜50 |
470 |
305 |
196 |
187 |
173 |
160 | ||||
|
ISMnNiNbDR |
GB 3531 |
正火,正火加 回火 |
10—16 |
530 |
370 |
221 |
221 |
213 |
200 | |
|
>16—36 |
530 |
360 |
221 |
220 |
207 |
193 | ||||
|
>36 — 50 |
520 |
350 |
217 |
213 |
200 |
187 | ||||
|
09MnNιDR |
GB 3531 |
正火,正火加 回火 |
6〜16 |
440 |
300 |
183 |
183 |
170 |
160 | |
|
>16 〜36 |
430 |
280 |
179 |
170 |
157 |
150 | ||||
|
>36 〜50 |
430 |
270 |
179 |
163 |
150 |
143 | ||||
|
OYMnMoVR |
GB 19189 |
调质 |
10 〜50 |
610 |
490 |
254 |
254 |
254 |
254 | |
|
07MnNiVDR |
GB 19189 |
调质 |
10 〜50 |
610 |
490 |
254 |
254 |
254 |
254 | |
|
07M∏NiMoDR |
GB 19189 |
调质 |
10 〜50 |
610 |
490 |
254 |
254 |
254 |
254 | |
高合金钢钢板
|
钢号 |
钢板 标准 |
使用 状态 |
厚度/ mm |
在下列温度(℃)下的应力强度/MPa |
注 | |||
|
≤20 |
100 |
150 |
200 | |||||
|
S3O4O8 |
GB 24511 |
固溶 |
6~50 |
137 |
137 |
137 |
130 |
1 |
|
137 |
114 |
103 |
96 | |||||
|
S30403 |
GB 24511 |
固溶 |
6〜50 |
120 |
120 |
118 |
110 |
1 |
|
120 |
98 |
87 |
81 | |||||
68
表D.2 (续)
GB 12337—2014
|
高合金钢钢板 | ||||||||
|
钢号 |
钢板 标准 |
使用 状态 |
厚度/ mm |
在下列温度(℃ )下的应力强度/MPa |
注 | |||
|
≤20 |
.100 |
150 |
200 | |||||
|
S31608 |
GB 24511 |
固溶 |
6〜50 |
137 |
137 |
137 |
134 | |
|
137 |
117 |
107 |
99 | |||||
|
S31.603 |
GB 24511 |
固溶 |
6〜50 |
120 |
120 |
117 |
.108 |
.1 |
|
120 |
98 |
87 |
80 | |||||
|
注1:该行应力强度仅适用于允许产生微量永久变形之元件,对于法兰或其他有微量永久变形就产生泄漏或故 障的场合不能采用。 | ||||||||
D.3.4钢管的标准及设计应力强度按表D.3的规定。
表D.3钢管的设计应力强度
|
碳素钢和低合金钢钢管 | ||||||||||||
|
钢号 |
钢管 标准 |
使用 状态 |
壁厚/mm |
室温强度指标 |
在下列温度(七)下的应力强度/MPa |
:注 | ||||||
|
Knl/ MPa |
EJ MPa |
≤20 |
IOO |
150 |
200 | |||||||
|
10 |
GB/T 8163 |
热轧 |
≤10 |
335 |
205 |
1.37 |
121 |
115 |
108 | |||
|
20 |
GB/T 8163 |
热轧 |
≤10 |
410 |
245 |
163 |
147 |
140 |
131 | |||
|
Q343D |
GB/T 8163 |
正火 |
≤ιo |
470 |
345 |
196 |
196 |
193 |
180 | |||
|
10 |
GB 9948 |
正火 |
≤16 |
335 |
205 |
137 |
121 |
115 |
108 | |||
|
>16—30 |
335 |
195 |
130 |
117 |
IlI |
105 | ||||||
|
20 |
GB 9948 |
正火 |
≤I6 |
410 |
245 |
163 |
147 |
140 |
131 | |||
|
>16〜30 |
410 |
235 |
157 |
140 |
133 |
124 | ||||||
|
20 |
GB 6479 |
正火 |
≤16 |
410 |
245 |
163 |
147 |
140 |
131 | |||
|
>16 〜40 |
410 |
235 |
157 |
140 |
133 |
124 | ||||||
|
16Mn |
GB 6479 |
正火 |
≤16 |
490 |
320 |
204 |
193 |
180 |
167 | |||
|
>16 — 40 |
490 |
310 |
204 |
187 |
173 |
160 | ||||||
|
09MnD |
正火 |
≤8 |
420 |
270 |
175 |
163 |
150 |
143 |
1 | |||
|
OSMnNiD |
正火 |
≤8 |
440 |
280 |
183 |
170 |
157 |
150 |
1 | |||
|
高合金钢钢管 | ||||||||||||
|
钢号 |
钢管 标准 |
壁厚/mm |
在下列温度(℃)下的应力强度/MPa |
注 | ||||||||
|
≤20 |
IOO |
150 |
200 | |||||||||
|
OCrl 8Ni9 (S3O4O8) |
GB 13296 |
≤M |
137 |
137 |
137 |
130 |
2 | |||||
|
137 |
114 |
103 |
96 | |||||||||
|
OCrl 8 Ni9 (S3O4()8) |
GB/T 14976 |
≤28 |
137 |
137 |
137 |
J 30 |
2 | |||||
|
137 |
114 |
103 |
96 | |||||||||
一,-=,? ∙≡. . ■贈 Ev<^⅛S2⅛5^¾⅜ 1一
身"
H^duHS,^⅛,^^M⅛sw^i^R^⅛^.^⅛l-L^.∙.!^iw^MMfi^s^Hd⅛^∙H^^^^p^aB^
GB 12337—2014
表D.3 (续)
髙合金钢钢管
|
钢号 |
钢管 标准 |
壁厚/mm |
在下列温度('C )下的应力强度/MPa |
注 | ||||||
|
≤20 |
100 |
150 |
200 | |||||||
|
OOCrWNilO (S30403) |
GB 13296 |
≤14 |
117 |
117 |
117 |
110 |
2 | |||
|
117 |
97 |
87 |
81 | |||||||
|
00Crl9Nil0 (S30403) |
GB/T 1^^^^^ |
≤28 |
117 |
110 |
2 | |||||
|
Ti^^ |
81 | |||||||||
|
0Crl7Nil2Mo2 (S31608) |
≤14 |
137 |
137、 |
134 |
2 | |||||
|
137 |
117 |
99 | ||||||||
|
0Crl7Nil2Mo2 (S31608) |
逸/T 1⅜6 |
⅛¾⅝z⅜∙-《28 |
JR7 |
127 |
134 &___ |
2 | ||||
|
117 |
99 | |||||||||
|
......................................................1 00Crl7Nil4Mo2 (S31603); |
【GB 1329薩 |
g |
117 |
□ |
8 |
2 | ||||
|
117 |
^^7 | |||||||||
|
00Crl7Nil4Mo2 (S316O3) |
1 GB/T 149⅜ |
审叫 |
⅛Γ |
nzΛ |
2 | |||||
|
— | ||||||||||
|
S30408 |
一暮 |
116 97 |
111 —Λ--- 82 |
2 | ||||||
|
S30403 S31608 |
≤28 <28* |
99 |
99 |
94 |
2 | |||||
|
99 |
,116 |
69 114 |
2 | |||||||
|
91 |
84 | |||||||||
|
S316O3 |
GB/T 12771 |
≤28 |
99 |
99 |
99 |
92 |
2 | |||
|
99 |
82 |
74 |
68 | |||||||
注1:该钢管的技术要求见GB 150.2-2011附录Ao
注2:该行应力强度仅适用于允许产生微量永久变形之元件,对于法兰或其他有微量永久变形就引起泄漏或故 障的场合不能采用。
D.3.5锻件的标准及设计应力强度按表D.4的规定。
70
GB 12337—2014
表D.4锻件的设计应力强度
|
碳素钢和低合金钢锻件 | |||||||||||||||||
|
钢号 |
锻件 标准 |
使用 状态 |
公称厚度/ mm |
室温强度指标 |
在下列温度(℃)下的应力强度/MPa |
注 | |||||||||||
|
Rm/ MPa |
RCL / MPa |
≤20 |
100 |
150 |
200 | ||||||||||||
|
20 |
NB/T 47008 |
正火,正火 加回火 |
≤100 |
410 |
235 |
157 |
140 |
133 |
124 | ||||||||
|
>100~200 |
400 |
225 |
150 |
133 |
127 |
119 | |||||||||||
|
〉2 OOHQQ |
2皿 |
2C |
5 |
137 |
123 |
117 |
109 | ||||||||||
|
一 一 一一 | |||||||||||||||||
|
16 Mn |
NB/T 47008 |
火 |
≤100 |
480 IMM^ |
305 |
二 |
183 |
167 |
150 | ||||||||
|
子病二200 |
470 |
163 |
147 | ||||||||||||||
|
>200—300 |
450 |
275 |
183 |
157 |
143 | ||||||||||||
|
20 MnMo |
NB/ |
T,%008 |
调质 |
≤300 |
530 |
370 |
221 |
203 | |||||||||
|
3 |
调质 |
≤100 |
480 |
305 |
200 |
150 | |||||||||||
|
音五看〜莉 |
⅛≡^⅛⅛ |
196 |
昼77 |
\16\ |
147 | ||||||||||||
|
>2Q0〜咨俛 |
450 |
275 |
183 |
16年 |
157 |
\ 143 | |||||||||||
|
20 MnMoD |
NB |
T 47009 |
凋质 |
二 ≡⅛⅛00 : |
530 |
221 |
221 |
[3 |
I 203 | ||||||||
|
OSMnNiMoVD |
N& |
T 47009 |
[调质 |
'≤3徳 |
図 |
線O |
終 |
250 |
L |
250 | |||||||
|
_ 10Ni3MoVD |
3 |
'T 47009 |
≤纜 |
!80 |
250 |
250 |
25 |
250 | |||||||||
|
09MnNiD |
NB |
T 47009 |
调质 |
P40I |
280 |
183 |
唾 | ||||||||||
|
__ -2(>n~300 高星 |
43Q ¥金鑑酸4 |
179 ===== |
0 |
'143 | |||||||||||||
|
公称摩度, |
^^ftI鑫王我温置(0'F的应力强度/M,a | ||||||||||||||||
|
钢号 |
状态 |
注 | |||||||||||||||
|
mm |
≤20 |
100 |
200 | ||||||||||||||
|
S30408 |
NB/T 47HlO |
≤300 |
137 |
137 |
1137 - |
130 |
1 | ||||||||||
|
137 |
96 | ||||||||||||||||
|
117 |
11() |
1 | |||||||||||||||
|
S30403 |
NB/T 47010 |
——J一一 |
一二二 I 亠‘__ | ||||||||||||||
|
117 |
87 |
81 | |||||||||||||||
|
S316O8 |
NB/T 47010 |
固溶 |
≤300 |
137 |
137 |
137 |
134 |
1 | |||||||||
|
137 |
117 |
107 |
99 | ||||||||||||||
|
S31603 |
NB/T 47010 |
固溶 |
≤300 |
117 |
117 |
117 |
108 |
1 | |||||||||
|
117 |
98 |
87 |
80 | ||||||||||||||
注1:该行应力强度仅适用于允许产生微量永久变形之元件,对于法兰或其他有微量永久变形就引起泄漏或故
障的场合不能采用。
D.3.6螺柱用钢的标准、使用状态及设计应力强度按表D.5的规定。
71
一 一- -IF -..”一二.-m=⅜→P^ - F一三 了有一:一]fl2 =一泛?⅜≤^-Kk-W .圧: ...、__ I -^ =
GB 12337—2014
表D.5螺柱的设计应力强度
|
碳素钢和低合金钢螺柱 | |||||||||
|
钢号 |
钢棒标准 |
使用 状态 |
螺柱规格/mm |
室温强度指标 |
在下列温度(℃)下的应力强度/MPa | ||||
|
Rm/ MPa |
Ru./ MPa |
≤20 |
100 |
150 |
200 | ||||
|
20 |
GB/T 699 |
正火 |
≤M22 |
410 |
245 |
91 |
81 |
78 |
73 |
|
M24—M27 |
400 |
235 |
94 |
84 |
80 |
74 | |||
|
35 |
GB/T 699 |
正火 |
≤M22 |
530 |
315 |
117 |
105 |
98 |
91 |
|
M24 〜M27 |
510 |
295 |
118 |
106 |
100 |
92 | |||
|
30CrMoA |
GB/T 3077 |
调质 |
≤M22 |
700 |
550 |
157 |
141 |
137 |
134 |
|
M24~M48 |
660 |
500 |
167 |
150 |
145 |
142 | |||
|
35CrMoA |
GB/T 3077 |
调质 |
≤M22 |
835 |
735 |
210 |
190 |
185 |
179 |
|
M24 — M48 |
805 |
685 |
228 |
206 |
199 |
196 | |||
|
高合金钢螺柱 | |||||||||
|
钢号 |
钢棒标准 |
使用 状态 |
螺柱规格/mm |
室温强度指标 |
在下列温度(℃)下的应力强度/MPa | ||||
|
Rm/ MPa |
Rp<>.2 / MPa |
≤20 |
100 |
150 |
200 | ||||
|
S3O4O8 |
GB/T 1220 |
固溶 |
≤M22 |
520 |
205 |
128 |
107 |
97 |
90 |
|
M24~M48 |
520 |
205 |
137 |
114 |
103 |
96 | |||
|
S31608 |
GB/T 1220 |
固溶 |
≤M22 |
520 |
205 |
128 |
109 |
101 |
93 |
|
M24 — M48 |
520 |
205 |
137 |
117 |
107 |
99 | |||
|
S32168 |
GB/T 1220 |
固溶 |
≤M22 |
520 |
205 |
128 |
107 |
97 |
90 |
|
M24 — M48 |
520 |
205 |
137 |
114 |
103 |
96 | |||
D.4计算
D.4.1符号说明
Di ..球壳内直径,mm ;
Pd--计算压力,MPa;
Ri --球壳内半径,mm;
心..球壳有效厚度,mm;
S^ ——设计温度下球壳材料的设计应力强度,MPa; K ——载荷组合系数,见JB 4732-1995中表3-3; 8--开孔处球壳计算厚度,mm。
D.4.2球壳计算
D.4.2.1设计温度下球壳的计算厚度按式(D.3)计算:
72
GB 12337—2014
KS:“一 0,25
D.4.2∙2设计温度下球壳的最大允许工作压力按式(D.4)计算:
—().5Ki 十 0.25一
式中:
"w-—-设计温度下球壳的最大允许工作压力,MPa。
D.4.3载荷组合工况
D.4.3.1设计应考虑内压、自重、风载、地震载荷,分以下三种工况:
a)内压+自重;
b)内压+自重+风载;
C)内压+自重+ 25 %风载+地震载荷。
D.4.3.2耐压状态应考虑内床、自重、风载。
D.4.4支柱与拉杆计算
支柱与拉杆的计算按第6章进行。
D.4.5开孔和开孔补强
开孔和开孔补强应按JB 4732第10章的规定。
D.5制造
D.5.1球壳板
D.5.1.1曲率允许偏差:
当球壳板弦长大于或等于2 000 mm时,样板的弦长不得小于2 ()00mm;当球壳板弦长小于 2 000 mm时,样板的弦长不得小于球壳板的弦长。样板与球壳板的间隙e除球壳板周边150 mm范围 内不得大于2.5 mm外,其余部位不得大于3 mmo如图D.1所示。
样板弦长

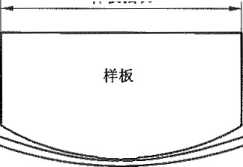
样板弦长
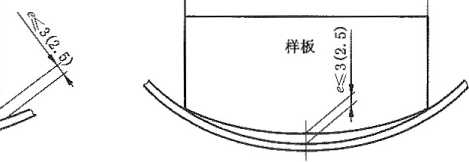
图D.1
D.5.1.2球壳板周边10() mm的范围内、与支柱相连的已成形赤道板在距支柱与赤道板预焊位置周边 150 mm范围内应按JB/T 4730.3的规定进行超声检测,质量等级按4.2.8的规定。
D.5.1.3不得采用钢印标记。
D.5.2零部件组焊
D.5.2.1分段支柱上段与赤道板的组焊应在制造单位进行。组焊后,按7.2.1检查赤道板的曲率,最大
73
GB 12337—2014
间隙不得大于3 mmo支柱中心线的偏移量不得大于土 1 mm,支柱中心线与球壳中心线的不平行度不 得大于± 1 mmo
D.5.2.2人孔、接管与极板的组焊应在制造单位进行(嵌入式接管与球壳板的对口错边量不得大于 2 mm),焊后应符合下列要求:
安放式接管、与球壳板对接连接的嵌入式接管以及插入端与球壳板内壁平齐的插入式接管,其内表 面转角半径厂不小于球壳板名义厚度的1/4,且不大于20 mm,如图D.2中的a)〜C)所示;内伸的插入 式接管,其内表面转角半径r不小于接管名义厚度的1/4,且不大于10 mm,如图D.2中的d)所示。
ɪn!Sr^kgIZZLDLECk口昼 ⅛crjr□¾≡il⅛⅛,二~*l3Γ7J⅞w¾Gt~*rj1 1l~∙∙⅛QM⅛^∙u.≡∙Hags⅞zl,∙l1 ∙ll,l5gπΓt,j,∙jrqagπglQljm**l,∙jc^,x-3U• *三三冒 ClH.r∙i*'L-l⅛t-∙tr
D.5.2.3 焊纟
D.6 组焊、检验与验
D.6.1球壳组装
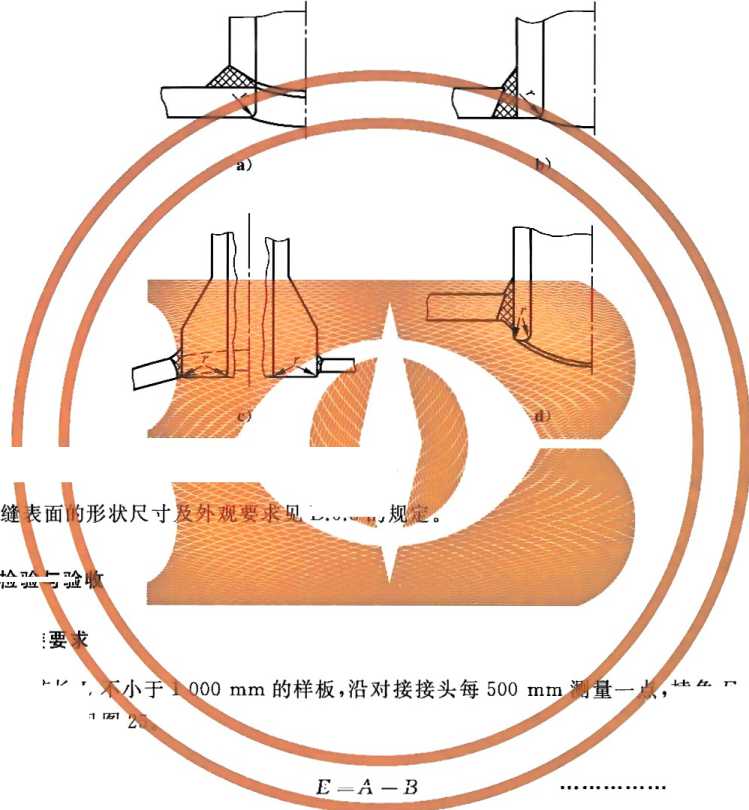
组装后,用弦长L
量)不应大于6 mm,见图C E值按式(D.5)计算:
图D.2
D.6.3的夫
E=A -B
mm
,棱角E (包括错边
(D.5 )
式中:
E--棱角,mm;
A..球壳与样板的最大径向距离,mm;
B--球壳设计内半径或外半径与样板曲率半径的径向距离,mm。
B
=IR — R样板
(D.6 )
式中:
R --球壳的设计内半径或外半径,mm ;
R样板..样板的曲率半径,mm。
D.6.2焊后尺寸检查
D.6.2.1对接焊缝形成的棱角E应按D.6.1的方法进行检查。E值不得大于8 mmo 74
urπ~ ~~1一扌,氾;∙H-ra=2n!πrπ 口 Rr^,r∙j,rjcjrjk≈3i-τ.*~,ni∙^!III口0Uacar^,吕HwJdIli!lhλh^•',u'r ,'-'w-ɪ:ɪ'ʃ---LL
GB 12337—2014
D.6.2.2焊后球壳两极间的净距与球壳设计内直径之差和赤道截面的最大内直径与最小内直径之差 均应小于球壳设计内直径的0∙5%,且不大于80 mm。
D.6.3焊缝表面的形状尺寸及外观要求
D.6.3.1对接焊缝的余高刃、e2应符合表D.6和图27的规定。
表D.6对接焊缝余高Ci、与 mm
'~一口Crl=cLd^I2Id^ 目 ⅛amκ⅛gζluutaIlgJUiuumnξa^aul≡κ≡SE-⅛c κ^itlulL,n匕Cc,c,二U官 taaukLmmnnnan-E 吕自cl3≡mπmgc,I≡ΠHMαta°IniDDnOimamMHhiinmwJ 后 U,"κrrrz⅛ΣE.. L'.-----nJUmJUmHM 鼻 MnamTmTVEWt 寻Anta^MhUm>.U&E.>HU, r
|
标准抗拉强度下限值Rn,>540 MPa的低合金钢钢材 |
其他钢材 | ||||||
|
单面坡口 |
双面坡口 |
单而坡口 |
双面坡口 | ||||
|
eɪ |
02 |
©2 |
eι |
62 | |||
|
0%〜10%久 且《2.4 |
0~1.5 |
n^^0fW^ 且 ≤2.4 |
且<7、 |
0% 〜15%3∣ 、且《3 |
0% 〜15%3? 且≤3 | ||
D.6.3.2角焊缝的焊脚尺丸在图样无规定时,取焊件中较薄者之厚度。补强圈的焊脚尺寸,当补强圈 的厚度大于或等,8 mtn时,其焊脚尺寸等于补强圈厚度的70%,且不小于SsimX
D.6.3.3凡进r疲/分析的球罐,球壳对接焊缝亲面应吋母材表面齐平•公差氨&为\ mm。
应按图样规
接接头
75
GB 12337—2014
附录 E (规范性附录) 低溫球形储罐
EJ 总则
E.1.1本附录适用于设计温度低于一20 °C的碳素钢和低合金钢制低温球形储罐(以下简称"低温球 罐")的设计•、制造、组焊、检验与验收。
E.1.2本附录未作规定者,应符合本标准各相关章节的要求。
E.1.3由于环境温度的影响,导致操作条件下球壳的金属温度低于"20 ℃时,也应遵循本附录的 规定。
注:环境温度是指球罐使用地区历年来“月平均最低气温"的最低值。“月平均最低气温"是指当月各天的最低气温 值相加后除以当月的天数。
E.1.4当球壳或其受压元件使用在"低温低应力工况"下,若其设计温度加5() 七(对于不要求焊后热处 理的球罐,加4() ℃)后不低于一20 ℃,除另有规定外不必遵循本附录的规定。
低温低应力工況是指球壳或其受压元件的设计温度虽然低于一20 ℃,但其设计应力(在该设计条 件下,球罐元件实际承受的最大一次总体薄膜应力)小于或等于钢材标准室温屈服强度的1/6,且不大 于50 MPa时的工况。
低温低应力工况不适用于钢材标准抗拉强度下限值Rm2540 MPa的低温球罐。
低温低应力工况不适用于螺栓(螺柱)材料;螺栓(螺柱)材料的选用应计及螺栓(螺柱)和球壳设计 温度间的差异。
E.2材料
E.2.1钢材
E.2.1.1低温球罐受压元件用钢板和锻件必须是氧气转炉或者电炉冶炼的镇静钢,同时还应采用炉外 精炼工艺。低温球罐用钢板应为正火或调质状态。钢材的使用温度下限应符合第4章的相关规定,当 符合E.1.4所规定的低温低应力工况时,可以按设计温度加50 ℃(对于不要求焊后热处理的球罐,加 40 ℃)后的温度值选择材料。
E.2.1.2直接与受压元件焊接的非受压元件用钢,应符合下列要求:
a)其材料的化学成分、力学性能应与球壳相同或相当;
b)钢材的焊接性能良好。
E.2.2焊接材料
E.2.2.1低温球罐用焊材应保证焊缝金属的力学性能高于或等于母材规定的限值。
当焊缝两侧母材具有不同冲击试验要求时,焊接材料的选用应符合E.4.2.2要求。
E.2.2.2 焊接材料的型号•、牌号、技术要求、试验方法、检验规则以及质量管理等应符合相应标准的 规定。
E.2.2.3焊条应按批号进行熔敷金属扩散氢含量的复验。
76
GB 12337—2014
E.3设计
E.3.1低温球罐用材的许用应力,按第4 •章中各相应材料在20 ℃下的许用应力选取,或按3.9确定。
E.3.2低温球罐的结构设计应充分考虑以下因素:
a)结构应尽量简单,减少约束;
b)避免产生过大的温度梯度;
c)应尽量避免结构形状的突然变化,以减小局部应力;
d)接管与壳体连接部位应圆滑过渡,接管端部内壁处倒圆。
E.3.3低温球罐的对接接头应采用全熔透焊接接头型式.
E.4制造、组焊、检验与验收
E.4.1加工与成形
低温球罐不得采用钢印标记。
E.4.2焊接
E.421低温球罐施焊前应按NB/T 47014进行焊接工艺评定试验.检验项目应包括焊缝和热影响区 的低温夏比(V型缺口)冲击试验,冲击试验的取样方法,按NB/T 47014要求确定。
E.4.2.2冲击试验温度应不高于图样要求的试验温度。当焊缝两侧母材具有不同冲击试验要求时,低 温冲击功按两侧母材抗拉强度的较低值符合表3或图样的要求。焊接接头的拉伸和弯曲性能按两侧母 材中的较低要求。
E.4.2.3应严格控制焊接线能量。在焊接工艺评定所确认的范围内,选用较小的焊接线能量和多层多 道施焊为宜,并应控制层间温度。
E.4.3焊后整体热处理(PWHT)
符合下列情况之一的球罐应在耐压试验前进行焊后整体热处理:
a)焊接接头厚度大于32 Inm (若焊前预热1()0 ℃以上时,焊接接头厚度大于38 mm)的 07MnNiVDR、07MnNiMoDR 球罐;
b)焊接接头厚度大于25 mm的16MnDR球罐;
c)焊接接头厚度大于20 mm (设计温度不低于一45 。C),任意厚度(设计温度低于一45 ℃)的 15MnNiDR、15MnNiNbDR、09MnNiDR 球罐。
E.4.4产品焊接试件
每台低温球罐都应制备产品焊接试件。相关要求应符合8.9的规定。
E.4.5焊接接头检验
E.4.5.1低温球罐凡符合下列条件之一者,应按设计文件规定的检测方法,对所有对接接头进行全部 (100%)射线或超声检测:
a)设计温度低于一40 。C;
b)焊接接头厚度大于25 mm。
E.4.5.2除E.4.5.1规定者外,允许进行局部无损检测。检查长度不得少于各条焊接接头长度的50%, 且不得小于250 mmo
77
GB 12337—2014
E.4.5.3应对球罐的所有焊接接头表面、工卡具焊迹及缺陷修磨、焊补处进行磁粉或渗透检测。非受 压件与球壳的连接焊缝亦按本条要求检测。
E.4.6液压试验
低温球罐液压试验时的液体温度应不低于5 oCo
78
GB 12337—2014
附录F
(资料性附录) 球壳对接焊缝的坡口形式及尺寸
球壳对接焊缝的坡口形式及尺寸见表F.lo
表F.1球壳对接焊缝的坡口形式及尺寸
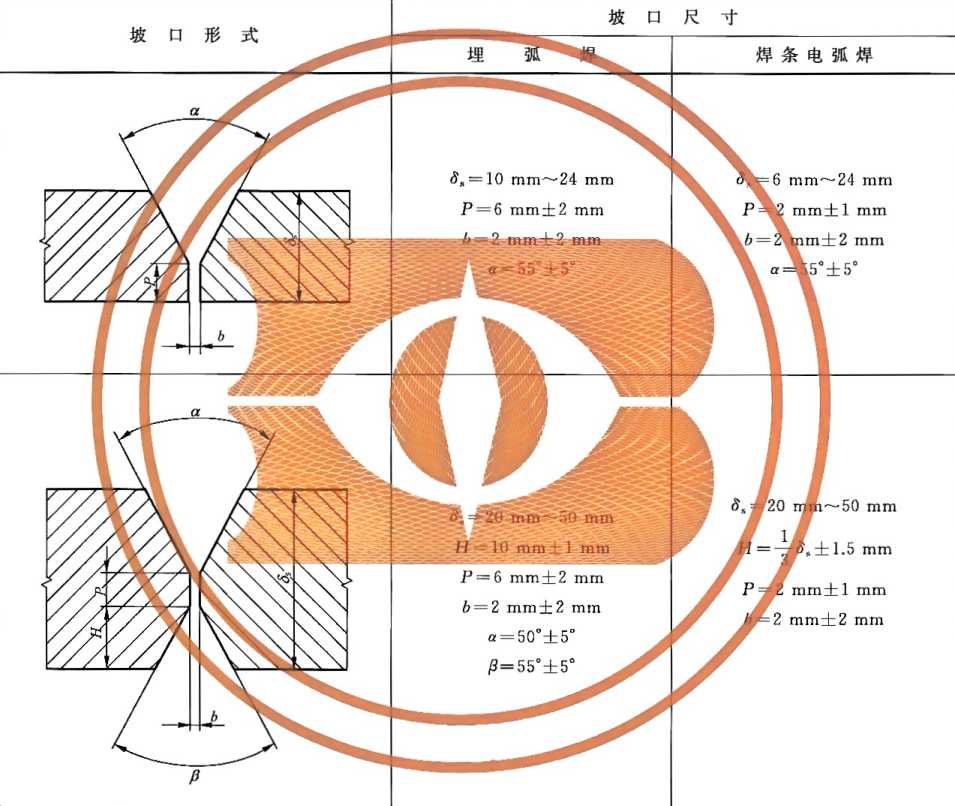
mm 〜24
6 mm~24 mm
尸=2 mm±1 mm
6 = 2¾μm±2 mm
S ±5°
~50 mm
寺£±1.5 mm
P = 6 mm±2 mm
6 = 2 mm 士 2 mm
α = 50o+5o
P=2 mm÷1 mm
2 mm±2 mm
α = 5O°± 5°
,= 55°±5°
79
GB 12337—2014
附录G (规范性附录) 场地类别划分
Gl选择建筑场地时,应按表G.1划分对建筑抗震有利、一般、不利利危险的地段。
表G.1有利、一般、不利和危险地段的划分
|
地段类别 |
地质、地形、地貌 |
|
有利地段 |
稳定基岩,坚硬土,开阔、平坦、密实、均匀的中硬土等 |
|
一般地段 |
不属于有利, 不利和危险的地段 |
|
不利地段 |
软弱土,液化土,条状突出的山嘴,高耸孤立的山丘,陡坡,陡坎,河岸和边坡的边缘,平面分布上成因、 岩性、状态明显不均匀的土层(如故河道、疏松的断层破碎带、暗埋的塘浜沟谷和半填半挖地基),高含 水量的可塑黄±,地表存在结构性裂缝等__ |
|
危险地段 |
地震时可能发生滑坡、崩塌、地陷、地裂、泥石流等及发震断裂带上可能发生地表错位的部位 |
G.2建筑场地的类别划分,应以土层等效剪切波速和场地覆盖层厚度为准。
G.3当无实测剪切波速时,可根据岩土名称和性状,按表G.2划分土的类型,再利用当地经验在表G.2 的剪切波速范围内估算各土层的剪切波速。
表G.2 .土的类型划分和剪切波速范围
|
土的类型 |
岩土名称和性状 |
土层剪切波速范围/(m/s) |
|
岩石 |
坚硬、较硬且完整的岩石 |
% >800 |
|
坚硬土或软质岩石 |
破碎和较破碎的岩石或软和较软的岩石,密实的碎石土 |
800≥∙ys>500 |
|
中硬土 |
中密、稍密的碎石土,密实、中密的砾、粗、中砂,九k>150的黏性上 和粉土,坚硬黄土 |
500>,%>250 |
|
中软土 |
稍密的砾、粗、中砂,除松散外的细、粉砂,f*Wl50的黏性土和粉 ± ,九k> 13。的填土 ,可塑新黄土 |
250〉小 >150 |
|
软弱土 |
淤泥和淤泥质土,松散的砂,新近沉积的黏性.1:和粉土, f,lv ≤ 130的 填土,流塑黄土 |
*ys≤150 |
|
注:/赧为由载荷试验等方法得到的地基承载力特征值,kPa;S为岩土剪切波速。 | ||
G.4建筑场地覆盖层厚度的确定,应符合下列要求:
a) 一般情况下,应按地面至剪切波速大于500 m/s且其下卧各层岩土的剪切波速均不小于 500 m/s的土层顶面的距离确定;
b)当地面5 m以下存在剪切波速大于其上部各土层剪切波速2.5倍的土层,且该层及其下卧各 层岩土的剪切波速均不小于400 m/s时,可按地面至该土层顶面的距离确定;
c)剪切波速大于50Om/s的孤石、透镜体应视同周围土层;
d) 土层中的火山岩硬夹层,应视为刚体,其厚度应从覆盖土层中扣除。
G.5 土层的等效剪切波速,应按式(Gl)计算:
■Use =d(>∕x ..............................( G.1 )
80