���������ӹ� ��ȫҪ��
JB 7741��95
�л�������е��ҵ��1995��06��20�� 1996��01��01ʵʩ
1 �������������÷�Χ
�����涨�˽��������ӹ�(���¼�������ӹ�)һ�㰲ȫҪ�ӹ�������ȫҪ�ӹ�������ȫҪ�����ϰ��˰�ȫҪ����˷���Ҫ��ȡ�
���������ڸ���ҵ�Ľ��������ӹ���
2 ���ñ�
GB 2494 ĥ�߰�ȫ����
GB 4674 ĥ����е��ȫ���
GB 12801 �������̰�ȫ����Ҫ������
GB 50034 ��ҵ��ҵ������Ʊ�
JB 4139 ���������������������� ��ȫ������������
TJ 36 ��ҵ��ҵ���������
3 һ�㰲ȫҪ��
3��1 ���������ӹ���ȫҪ���Ӧ����GB 12801���йع涨�⣬��Ӧ���ϱ����Ĺ涨��
3��2 ����������ӹ�����ʱ�����뿼�Dz�����Ա�İ�ȫ�뽡����һ�㲻�ò��������ڽ����Ͱ�ȫ�Ĺ��մ�ʩ���Dz��ò���ʱ������ָ��Σ�յĴ��ں�Ӧ��ȡ����Ч������ʩ��
3��3 �����ӹ��û����豸�������JB 4139����Ӧ������ȫ����Ҫ�����в�����֮����ʹ����ҵ�����ȡ���ȴ�ʩ����ȷ��������ȫ��
3��4 �ӹ��豸���붨�ڼ��ޣ��������ճ�ά�����������⡰��������������¹ʡ�
3��5 �����ӹ����õĸ��ֹ���װ�����뱣֤ʹ�ð�ȫ��
3��6 �����ӹ��IJ�����Ա���йع�����Ա���ڳ����ϸ�ǰ���뾭�ܰ�ȫ���������հ�ȫ֪ʶ�������߾����˺ϸ��ȡ�ò���֤�������ϻ��������йع�����ԱҲ��ͨ���ʵ���ʽ���п��ˣ��ϸ������ϸڡ�
3��7 �Լӹ������б���ע��İ�ȫҪ��Ӧ�ڹ��չ����ָ����
3��8 �����ӹ��г�����Σ�պ��к����ؼ���¼A(�ο���)��
4 �ӹ�����Ҫ��
4��1 ����
4��1��1 �����ӹ�����ĵ���Ӧƽ������������ࡣ
4��1��2 ��������Ҫ�����ڳ��������õؿ�ʱ������Ӹǻ�����
4��2 ͨ��
4��2��1 �����ӹ����䡢���α���ͨ�����ã����ų��ӹ����������������������۳����к����ʡ������ӹ���������������۳����к�����Ũ��Ӧ����TJ 36�Ĺ涨��
4��2��2 ĥ����ɰ�ֻ�������������ּӹ��������Ļ����Ȳ����۳��϶���豸����Ӧ���ó���װ�ã�����ʱ�ų��ӹ��������ķ۳��������к����ʡ���������������Ũ�����ֵ���ó���5mg��m3���۳�Ũ�����ֵ���ó���10mg��m3��
4��2��3 �����ӹ������ͨ��ͷ��������Ӧ����TJ 36���йع涨��
4��3 ����
4��3��1 �����ӹ����䡢���εĹ��߱�����㣬��ҵ���ϵ��ն�ֵӦ����GB 50034��3�º�¼�����йع涨��
4��3��2 �˹��������߲��˲���Ƶ����ҫ�ۡ�
4��4 ����
�����ӹ������������Ӧ����90dB(A)��
4��5 �������������
4��5��1 ����Ļ�������Ӧ��������������ľ��룬��Ӧ���Ƿ���ë�����������йع�λ����ά����Ҫ���⣬�����뱣֤������Ա���㹻�IJ�����ռ䡣
4��5��2 ���������С���뼰������ǽ�ں���֮�����С���룬Ӧ����ͼ1�ͱ�1�Ĺ涨�������ڵ���̨���������ߴ粻ͬʱ���Դ�ߴ����Ϊ���ݡ�
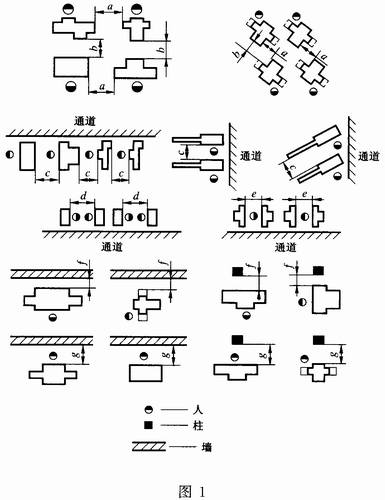
��1 mm
|
������ |
���������ߴ�(������) |
|||
|
��1 800��800 |
��4 000�� 2 000 |
��8 000��4 000 |
��16 000�� 6 000 |
|
|
a b c d e f g |
700 700 1300 2000 1300 700 1300 |
900 800 1500 2500 1500 800 1500 |
1400 1200 1800 2800 �� 900 1800 |
1800 1400 �D �� �� �� �� |
4��5��3 �����뻮�����ƽ��֮�����С����Ӧ��С��1 300 mm��ƽ����ǽ�ڼ�ľ���Ӧ��С��500����ͼ2��
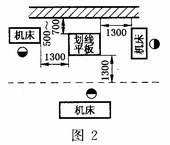
4��5��4 �����IJ���λ��һ��Ӧ���ý�̤�壬����Ȳ�ӦС��600mm������Ӧ���ݲ����߲���ʱ�Ļ��Χȷ�����߶�Ӧ������ߵ���������Ӧ��
4��6 ����ͨ��
4��6��1 ����ͨ��һ���Ϊ������Ҫͨ����������Ҫͨ���ͻ���֮��Ĵ�Ҫͨ����
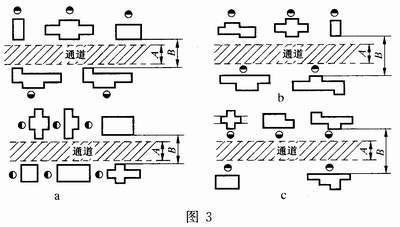
4��6��2 ÿ���ӹ����䶼Ӧ��һ��������Ҫͨ���������Ӧ���ݱ������ڵ����䷽ʽ��ͼ3�ͱ�2ȷ����
4��6��3 ���������Ҫͨ��������Ҫ���ã�����Ȳ�ӦС��2 000mm��
4��6��4 ����֮��Ĵ�Ҫͨ������һ�㲻ӦС��1 000mm��
��2 mm
|
ͨ �� λ �� |
�� �� �� ʽ |
|||||
|
�������ػ����綯��« |
���ػ�(����) |
��ƿ�����泵 |
||||
|
A |
B |
A |
B |
A |
B |
|
|
���Ż�������������ͨ��(��ͼ3 a) һ�Ż�������ͨ������һ�Ż�������ͨ��(��ͼ3 b) ���Ż���������ͨ��(��ͼ3c) |
��
1500��2500
1500��2500 |
��
2500��3500
3200��4000 |
2 000��2 500
2 000��3 500
2 000��3 500 |
2 500��3 000
3 300��4 500
4 000��5 500 |
2 000��2 500
2 000 2 500
2 000��2 500 |
2 500��3 000
3 500��4 000
4 000��4 500 |
ע��ͨ���ľ���ߴ�Ӧ���ݾ������˹����ijߴ�ȷ���������ߴ�Խ��ͨ��ӦԽ����
4��6��5 ����ͨ������Ӧ����100mm���İ�ɫ���ɫͨ����־�ߡ�
4��6��6 ��Ҫͨ�����߶������Ʒ�߶Ȳ�Ӧ����1 200 mm���Ҹ���������֮�Ȳ�Ӧ����3���Ѷ��ӦС��500 mm��
4��6��7 ����ͨ����Ӧ������ͨ���衣
5 �ӹ�����Ҫ��
5��1 �ӹ�ǰ����
5��1��1 �ӹ�ǰ�����߱��밴�Ͷ����������涨�������Ͷ�������Ʒ������Υ�´�����
5��1��2 �������ڼӹ�ǰӦȫ���������豸�İ�ȫ����װ���Ƿ���á���Ч������������뼰ʱ���й���Ա�����
5��2 ������װ��
5��2��1 �����ӹ��Ĺ���װ�б����ι̣���ֹ�ӹ��������ɶ����׳����Σ�ա�
5��2��2 ����ʽ������װ�г����ϻ����ʱ��Ϊ�˷�ֹ¶����ͷ��IJ�����תʱ˦�����Σ�գ������ȡ��Ӧ�ķ�����ʩ����ӿ��ƶ�֧�ܵȡ�
5��2��3 ����ʽ�������û��̺ͽ���(���)װ�в�����ʱ�����������ƽ�⡣
5��2��4 ��ƽ��ĥ�����ô�������װ��խ���ߵĹ���ʱ����ӭ�����������������Ӧ���ʵ��߶ȵĵ������Է�ֹ����������ɳ���
5��2��5 װ�й�������������15 kgʱ��Ӧ��������װ�û��е��������
5��3 ���ߵ�װ��
5��3��1 װ�е���ʱ�������������Ҽн�Ҫ�ɿ���
5��3��2 ���˲�������������Է��ӹ������в�������Ρ�
5��3��3 ɰ�ֵİ�װ��ʹ��Ӧ����GB 2494��GB 4674���йع涨��
5��4 ��������
5��4��1 ������ǰ������ʹ�йط���װ�ô��ڹ涨λ�ã����߱����빤���ѿ�������������˶��������治�÷����κ���Ʒ��
5��4��2 Ϊ��ȷ����ȫ������ʽ����ǰ���Ȳ��õ㶯�������̶���Ȼ������ʽ��ʹ����������ת��
5��4��3 �������������߱���վ�ڰ�ȫλ�ã��ܿ������˶����ֺͷɽ�����м�ȡ�
5��5 ��������
����(����ɰ��)���Ŀ������������ڵ����빤���Ӵ�ǰ��Ϊ���������ٶȣ��������ײ��Σ�ա�
5��6 ����������ѡ��
ѡ�������ٶȡ����������������ʱ��Ӧ���ݻ���һ����һ����ϵͳ�ĸնȣ������ó��������Ķ��Χ���������������������Σ�ա�
5��7 ����Һ��ѡ����Ҫ��
5��7��1 ����Һ������ȴҺ����Һ���ӹ�ʱ�����õ���ȴ��Һ��Ӧ����ӹ�Ҫ���⣬�������ж�������豸�к������ʣ�����Ҫ���ڽ��м�������������������豸���Σ����
5��7��2 ˮ����ȴ��Һ���������ʵ������ٷֱȲ�Ӧ�������¹涨ֵ��
a�� �黯Һ�еĻ����� 20����
b�� �黯Һ�еĻ����� 1����
c�� �����մ� 0.3����
d�� ������������� 0.02����
e�� ��� 10����
f�� ���Ҵ��� 0.3����
g�� �������� 0.2����
h�� �ȡ��������Ӽ� 10����
5��7��3 ��ȴ��ҺӦ����ɱ�������п�����������Ӧ�����ð�������������ɱ��������
ע���ð�������������ɱ������ʱ��Ӧ����ȴ��Һ������75~80C��ʱ�䱣�º���ȴ�������¶ȡ�
5��7��4 ��ȴ��Һ�ĸ���Ӧ���ݶ��������ɷּ����������һ����ڵ����������õ�������ȴ��ҺӦ������6���¸���һ�Σ�ˮ����ȴ��ҺӦ������1����(���¼��ڲ����������)����һ�Ρ�
5��7��5 ����ȴ��Һ�����������ܵ�ϵͳ��ҲӦ������ϴ�������һ�㲻����6����һ�Σ�ˮ��IJ�����3����һ�Ρ�
5��8 ͣ��
5��8��1 ͣ��ǰ�����Ƚ������빤���ѿ����Է����ߺ�����
5��8��2 �ڼӹ��е�����������������������ź�ʱ����������ͣ��������ԭ���ų����ټ����ӹ���
5��9 ����Ҫ��
5��9��1 ���˻�����������ͬһ̨�������Զ����Ϲ���ʱ��������ȷһ�˸���ͳһָ�ӣ��Ա�֤��ȫ��
5��9��2 �ڹ��������ߺͻ������˶�������ת�����в������ִ�����
5��9��3 �ڼӹ������������ֹ����������ߴ�ʱ��������ͣ�����ܼ�顣
5��9��4 ���ø��Ż������˶��IJ�����ȡ������κ���Ʒ��
5��9��5 �ӹ���Ĺ���ë�̱���ȥ���ɾ�����ǡ����Ӧ���ۣ����⻮��Ƥ����
5��9��6 ��������мʱӦ�����ʵ����ߣ�����ֱ������ȥ�á�
5��9��7 �����ĵ������ֺͰ�ȫ����װ�ò��������ж��
5��9��8 ������תʱ�����߲����뿪������λ����ʱ����뿪ʱ��Ӧͣ�����ضϵ�Դ��
5��9��9 ���û����������ʱ����ضϵ�Դ��
6 �����ڰ������ϵ�Ҫ��
6��1 ���������õ��豸���߱��밲ȫ�ɿ�����Ӧ�����йر��涨��
6��2 �õ�������ʱ�������IJ����ߺ�ָ���߱��뾭�����˳�֤�ϸڣ��Ҳ�����Ҫ�ϸ���ָ���źź͵����İ�ȫ������̽��в�����������ָ���߱��밴�涨ָ�ӡ�
6��3 �õ����������ʱ����ΧӦ��һ���İ�ȫ�ռ䣬�ڵ��˹����У�������������������ˡ�
6��4 �ò泵�͵�ƿ������ʱ���泵�͵�ƿ�������ɾ�����ѵ�ij�֤��Ա��ʻ�������
6��5 ��ƽ�峵����ʱ�����϶ѷŵ���ƷҪ�ȶ���
6��6 ���˻��������ϰ���ͬһ����ʱ��������ȷһ��ͳһָ���Ա�֤����Э������ȫ��
6��7 ж�µ���ƷӦ���涨������ţ���Ҫ����4��6��6����Ҫ���Ա�֤��ȫ��
7 ���˷�����Ʒ��ʹ����Ҫ��
7��1 �������ӹ����乤������Ա�����밴�涨�����й��Ͷ�������Ʒ����������ʱ���ô����ײ�����������Ӧ������ϴ��
7��2 ���˷�����Ʒ�����ܺ�����������Ϲ����Ͷ����ź��������ŵĹ涨���Ҫ��
�� ¼ A
�����ӹ��г�����Σ�պ��к�����
(���)
A1 ��������
�����ӹ���Σ�պ��к������������У�
a�� �������˶����֣�
b�� �ӹ����˶��ĵ��ߺ�����
c�� �����˵�ë������
d�� �ɽ�����м(���м)������ɰ�ֵ���Ƭ��
e�� ���ӹ����͵��߱���ĸ��£�
f�� ������ë�̡���ߺͼ�ǣ�
g�� ����ͨ�������·�ľ����ѹ�磻
h�� ��������еķ۳��������к����庬�����ߣ�
i�� ����������
j�� ���������������߲��㣻
k�� ֱ��ѣ��ͷ���ѣ��������������ȣ�
l�� ��ų���ǿ��
A2 ��ѧ����
�����ӹ��еĻ�ѧ�к�������Ҫ�У�
a�� ijЩ���Ϻ;ۺϲ����ڼӹ�����������ʱ�������к��ӷ������ʣ�
b�� ��ȴ��Һ����ϴҺ��������ʯ�����ܽ��ȡ�
A3 ��������
��Ҫ����Һ�еIJ�ԭ�����ϸ����
A4 ��������
��Ҫ��װж��ߴ繤��ʱ�Ĺ��ص��Ͷ����˻���ƥ�����ɵĹ���ƣ�͡�
A5 ��������
��Ҫ�Ǿ����У��������صȡ�
A6 ��������
ȱ����ȫ����������������ң���Ʒ�Ҷ��ҷţ���·�����������涨�����Ͷ�������Ʒ�ȡ�
����˵����
�����ɻ�е��ҵ����е�����о����������ڡ�
�����ɻ�е��ҵ����е�����о�����������һ������������������˾������ݡ�
������Ҫ����������ǡ��������������͡���Ԯ����