标准分享网^ɪʌ
www.bzfxw.com ,
铝合金熔铸电噂术 问答
周家荣编著
@冶金工业出版社
http://wM%v.ri*inip.c<»ni .<,ιι
B
技工是工人中的技术人才,技师是技工队伍中的佼佼者,是企业中的能工 巧匠,也是广大青年工人提高技能、学习技术的良师益友和走向岗位成才之路 的榜样。在冶金工业出版社的统一组织下,作者能为铝合金熔铸技术工人提供 一本既有一定理论基础,又有丰富实践经验,既通俗实用,又能展示当今熔铸 技术新发展的应知应会普及读物,也是作者多年的心愿。
本书以原中国有色金属工业总公司颁布的《有色金属生产工人技术等级标 准》(有色金属加工部分)对技工的知识要求和技能要求为尺度,在1987年 冶金工业出版社出版的《铝合金爆铸问答》一书的基础上,从变形铝合金连 续铸锭的生产实际出发,以问答的形式,对熔铸生产中诸方面的问题,从一般 到较高层次进行了全面、系统的补充和介绍。全书对操作规程和技术标准中的 许多规定从理论上做了解释,且对正在推广采用的新材料、新技术、新工艺和 新设备做了较为详细的阐述。关于技术等级标准中要求的质量管理和现代企业 管理知识,本书没有介绍,读者可参考有关专业图书。
本书是编著者40年来先后在国丙多家国营企业和外资企业从事铝合金熔 铸方面工作的经验总结,内容实用,数据可靠;还汇集了国内外在铝合金熔铸 方面的大量科研成果和先进理念,体现了科学性、先进性和实用性的结合。是 铝合金熔铸车间配料技师、熔炼技师和铸造技师必备的技术书,也可供铝合金 熔铸工程技术人员和管理人员查阅参考。
本书编写过程中,徐州财发集团董事长毕祥玉高级工程师参加了部分问答 题目的起草和审核工作,并得到了中国有色金属加工工业协会宋禹田、东北轻 合金有限责任公司原厂长张敏钧]广东豪美铝业有限公司董事长董峰及副总经 理项胜前、金日铝业有限公司董事长魏海鹰、山东信发三信铝业有限公司总经 理王德臻等多位专家、朋友的关心和支持,在此一并致谢。
由于作者水平所限,书中不妥之处,希望专家和读者批评指正。
编著者
2∞7年10月6日
目 录
第一章基础知识
第一节物理化学基础知识..............................................................................1
1-1什么是金属和非金属,什么是黑色金属和有色金属,什么是合金? ............... 1
1-2什么是金属材料的力学性能? ............................................................... 1
1-3什么是金属材料的物理性能? ............................................................... 2
1-4什么是金属材料的化学性能? ............................................ 3
1-5什么是金属材料的工艺性能? ............................................................... 3
1-6什么叫化学反应速度,影响化学反应速度的主要因素是什么? ..................... 3
1-7什么叫化学平衡,影响化学平衡的因素有哪些? ....................................... 4
1-8什么叫扩散,影响扩散的主要因素有哪些? ............................................. 4
1-9怎样估计铝合金中常见元素氧化的难易? ................................................ 4
1-10什么叫黏度,它与熔铸生产有何关系? ................................................... 5
1-11什么是表面张力,它与熔铸生产有何关系? ............................................. 5
1-12什么是润湿现象,它与熔铸生产有何关系? ............................................. 6
1-13什么是超声波,它与熔铸生产有什么关系? ............................................. 7
第二节金属学基础知识.................................................................................7
1-14什么是金属学,其主要内容是什么? .......................................................7
1-15什么叫晶体、非晶体、单晶体、多晶体、真实晶体、同质异晶体? ............... 8
1-16什么叫点阵、晶格、晶胞、晶格常数? ................................................... 8
1-17 什么叫组元,什么叫相? ..................................................................... 9
1-18液态金属的结构具有什么特点? ............................................................ 9
1-19什么叫结晶,金属的结晶过程是怎样的? ......................................... 10
1-20什么叫自发成核、非自发成核,什么叫细化处理? ................................. 11
1-21什么是匀晶转变,什么是共晶转变,什么是包晶转变,什么是偏 晶转变? ....................................................................................... 11
1-22什么是状态图,它与铸锭生产有何关系? ............................................. 12
1-23铝具有哪些主要性能? ..................................................... 13
1-24变形铝合金是怎样分类的,其牌号是怎样表示的? .............. 15
1-25我国变形铝合金状态是怎样表示的? ................................................... 16
1-26猛、镁、铜、硅等元素在变形铝合金中起什么作用? .............................. 20
1-27锌、铁、鎳、倍等元素在变形铝合金中起什么作用? .............................. 21
目 录
第二章原辅材料.
第一节炉料.............................................................................................23
2-1什么是炉料,常用的炉料有哪几种? ...................................................... 23
2-2对配料用新金属的基本要求是什么,铝合金熔铸车间常用的新金属 各具有什么特点? .............................................................................. 23
2-3什么是铝稀土合金锭,稀土在铝合金中起什么作用? ................................. 24
2-4什么是细晶铝锭,有何特点? ............................................................... 26
2-5对铝中间合金的基本要求是什么,常用铝中间合金有哪些? ........................ 27
2-6什么是元素添加剂,其特点是什么,对元素添加剂的基本要求是什么? ......... 28
2-7什么是元素速溶剂,其特点是什么? ...................................................... 29
2-8什么是变质剂,变质剂怎样分类,目前生产中使用的铝合金变质剂 有哪几种? ....................................................................................... 29
2-9废料是怎样分级的,对厂内废料保管的基本要求和方法是怎样的? ............... 31
第二节精炼剂和过滤介质...........................................................................34
2-10什么是精炼剂,常用的有哪些? ......................................................... 34
2-11铝合金常用的气态精炼剂有哪些,对气态精炼剂的基本要求是什么? ......... 34
2-12铝合金常用的固态和液态精炼剂有哪些,对它们的基本要求是什么? ………35
2-13复合熔剂的配方原理是怎样的? ......................................................... 37
2-14什么是元素清除剂,使用时应注意哪些问题? ....................................... 40
2-15什么是硼化剂,采用硼化剂的目的是什么? ........... 41
2-16怎样制备熔剂,采用火焰炉熔制熔剂时应注意的主要技术问题是什么, 如何克服? .................................................................................... 42
2-17过滤铝熔体用的玻璃布具有哪些技术特性,对它们的基本要求 是什么? ....................................................................................... 42
2-18什么是刚玉质陶瓷管,对它们的基本要求是什么? ................................. 43
2-19什么是泡沫陶瓷,对它的基本要求是什么? .......................................... 44
第三节铸工材料.......................................................................................45
2-20石墨具有哪些重要特性,对结晶器用和精炼转子用石墨材料的基本 要求是什么? ................................................................................. 45
2-21结晶器润滑油的作用是什么,对它的基本要求是什么,常用的润滑油、 脂有哪几种? ................................................................................. 45
2-22对连续铸锭冷却用水的基本要求是什么? ............................................. 46
2-23涂料的工作原理是什么,怎样配制和涂覆涂料? .................................... 46
2-24什么是水玻璃,对涂料用水玻璃的技术要求是什么? .............................. 47
2-25对铸造用轻质隔热保温材料的基本要求是什么,怎样选用这些材料? ......... 48
2-26什么是石棉,常用的石棉制品有哪些,使用时应注意哪些问题? ............... 50
2-27什么叫硅酸铝纤维,它具有哪些重要的特性? ....................................... 50
目 录
•m-
第四节 耐火材料和电热材料 ........................................................................51
2-28什么叫耐火材料,对熔铝炉耐火材料的基本要求是什么? ........................ 51
2-29铝合金熔炼炉常用的炉衬材料有哪几种,各有何优缺点? ........................ 52
2-30什么叫硅碳棒,什么叫硅碳棒的老化,在使用硅碳棒时应注意哪些 事情? .......................................................................................... 54
2-31电阻反射式熔铝庐常采用的金属电热体材料有哪几种,其主要性能 和优缺点是什么? ........................................................................... 56
第五节燃料.................... 58
2-32什么叫燃料,对它的基本要求是什么,铝合金熔铸生产中常采用的 燃料有哪些? ................................................................................. 58
2-33固体燃料和液体燃料的化学组成是什么,各组分对燃料性质的影响 是什么? ........................... 58
2-34怎样确定固体和液体燃料的组成,怎样表示? ....................................... 60
2-35气体燃料的化学组成是什么,怎样分析、表示和换算? ........................... 61
2-36什么叫燃料的发热量,怎样计算燃料的发热量,何为标准燃料? ............... 62
2-37中国煤是怎样分类的,各煤种的主要特征是什么? ................................. 63
2-38什么是焦炭,对铸造用焦炭的基本要求是什么? .................................... 65
2-39什么是重油,什么是燃料油,什么是柴油,各具有哪些重要的 操作特性? .................................................................................... 65
2-40什么是人工煤气,什么是天然气,什么是液化石油气,各有何特点? ......... 68
第三章熔铸基本原理
第一节铝合金熔炼的物理化学过程...............................................................71
3-1铝及铝合金的熔炼特性是什么? ............................................................ 71
3-2在铝及铝合金熔体中主要存在哪一种气体,它是怎样溶入铝熔体中的? ......... 72
3-3在铝及铝合金中,氢可能存在的形态有哪几种,其分布是怎样的? ............... 72
3-4什么叫气体在金属中的溶解度,什么叫金属中的气体含量,其表示方法
是怎样的? ............................ 72
3-5什么叫气体溶解度方程式,影响铝中氢气溶解度的因素有哪些? .................. 73
3-6铝是怎样氧化的,为什么说铝是一种很容易氧化的金属? ........................... 74
3-7金属生成完整保护性氧化膜的必要条件和充分条件是什么,为什么说
纯铝氧化膜具有优良的保护性能? ......................................................... 75
3-8影响铝熔体氧化过程的因素有哪些?....................................................... 76
3-9铝和水蒸气是怎样相互作用的,其反应有什么危害? ................................. 76
3-10铝熔体中氢的来源是什么,为什么说铝中氢的主要来源是水蒸气而 不是氢气? .................................................................................... 77
3-11影响铝熔体中含氢量的因素有哪些? ........ 78
3-12氮气、一氧化碳、二氧化碳、碳氢化合物与铝熔体是怎样相互作用的? ............ 79
• IV・
目 录
3-13在铝熔体中可能存在的固态非金属夹杂物有哪些,它们主要来源 于何处? ....................................................................................... 80
3-14铝熔体中的金属杂质是从哪里来的? ................................................... 80
3-15什么叫熔化、溶解热,什么叫蒸发、蒸气压? ....................................... 81
第二节铸锭结晶的理论基础........................................................................82
3-16什么叫凝固,直接水冷半连续铸造时,铸锭凝固的热交换过程是 怎样的? ....................................................................................... 82
3-17铸锭的凝固过程和凝固区的结构是怎样的? .......................................... 82
3-18怎样估计铸锭中过渡带的宽度,影响过渡带宽度的因素有哪些? ............... 84
3-19什么叫液穴,怎样测定和估计液穴的形状和深度,影响液穴深度的 因素有哪些? ................................................................................. 85
3-20什么叫结晶速度,怎样估计结晶前沿上任意一点的结晶速度和铸锭的 平均结晶速度? .............................................................................. 86
3-21怎样提高铸锭的平均结晶速度? ......................................................... 87
3-22什么叫温度过冷,铝合金连续铸锭中临近结晶前沿处的温度分布具有 什么特点? .................................................................................... 88
3-23什么叫溶质元素的再分配,什么叫浓度(成分)过冷,产生浓度过冷的 条件是什么? ................................................................................. 88
3-24铸锭结晶时,晶核的形成和晶体生长形状具有什么特点,铝合金铸锭中 常见的晶粒形状有哪几种? ............................................................... 90
3-25什么叫晶粒、晶界、晶内结构、晶枝界? ............................................. 91
3-26铝合金铸锭的典型结晶组织是怎样的,为什么会形成几个不同的晶带? ……92
3-27什么叫铸锭的晶粒度,影响铝合金铸锭晶粒度的因素有哪些? .................. 93
3-28什么是变质处理,变质机理是什么? ................................................... 95
3-29在铝合金中加钛为什么能细化晶粒,采用钛作变质剂时应注意什么问题? …97
3-30铝-钛-硼的变质机理是什么,在应用中应注意什么问题? ........................... 98
.3-31铝-钛-碳变质剂的细化效果如何,细化机理是什么? ................................. 99
3-32铝■钛-硼■稀土变质剂的细化效果如何,细化机理是什么? ........................ 1∞
3-33 4 × X X合金的变质处理具有什么特点,应注意哪些问题? ..................... 101
第三节铝合金的铸造性能...........................................................................103
3-34什么是铝合金的铸造性能,铝合金的成分和组织对铸造性能的影响具有 什么规律性? .................................. 103
3-35什么叫液态金属的流动性,影响因素有哪些,它与铸锭生产有何关系?……103
3-36什么叫偏析,铝合金铸锭内常见的偏析有哪几种? ................................. 105
3-37晶内偏析是怎样形成的,影响因素有哪些? .......................................... 106
3-38铝合金铸锭内的反偏析是怎样形成的,影响因素有哪些? ........................ 108
3-39什么叫收缩,它与铸锭生产有何关系? ................................ 109
3-40什么是铸造应力,它们是怎样产生的? ................................................ 110
目 录 •V-
3-41什么是冷裂纹、热裂纹,各有何特征? ................................................ Hl
3-42冷裂纹是怎样形成的,影响因素有哪些? ............................................. Ill
3-43热裂纹是怎样形成的? ..................................................................... 112
3-44影响铝合金铸锭中热裂纹形成的因素有哪些? ....................................... 114
3-45什么叫热脆性,为什么工业变形铝合金具有较大的热脆性? ..................... 115
3-46什么是疏松,它是怎样形成的,影响因素有哪些? ................................. 115
3-47铸锭内的气孔是怎样形成的,为什么铝合金具有较大的形成气孔 倾向性? ............................ 116
第四章熔体的保护和精炼
第一节熔体的保护....................................................................................117
4-1怎样对铝熔体进行保护? .................................................................. 117
4-2什么叫熔剂的覆盖性和分离性,它们与熔剂的表面特性有什么关系? ......... 117
4-3对覆盖熔剂的要求是什么,几种常用铝合金覆盖熔剂各有何特性? ............ 118
4-4在使用覆盖剂时应注意哪些问题? ..................................................... 119
第二节熔体的精炼.........................................................................:……∙.∙∙ 119
4-5什么叫精炼,铝合金精炼方法怎样分类? ............................................. 119
4-6什么叫惰性气体精炼,向熔体中吹入惰性气体为什么既能除气
又能除渣? .................................................................................... 122
4-7影响惰性气体精炼效果的因素有哪些? ................................................ 122
4-8氯气的净化原理是什么,为什么氯气比惰性气体的精炼效果好? ............... 123
4-9为什么要采用氮一氯混合气体精炼,其常用装置是怎样的? ........................ 124
4-10吹气精炼时应该怎样选择和确定精炼工艺参数? .................................... 125
4-11采用氮■氯混合气体精炼时应注意哪些问题? .......................................... 127
4-12除氮-氯混合气外,还有哪些其他的混合气精炼方法,有何特点? ............... 127
4-13什么是透气砖精炼,影响透气砖精炼效果的主要因素是什么? .................. 128
4-14什么是高速喷嘴精炼法,有什么特点? ................................................ 130
4-15什么是旋转喷头精炼法,影响其除氢效率的因素有哪些? ........................ 131
4-16什么是气体■熔剂混吹精炼? ............................................................... 133
4-17氯盐精炼的基本原理是什么? ............................................................ 135
4-18四氯化碳和六氯乙烷的精炼机理及精炼工艺要点各是什么? ..................... 135
4-19熔剂为什么既能除渣又能除气? ......................................................... 136
4-20对精炼用熔剂的基本要求是什么,影响熔剂精炼效果的因素有哪些? ......... 137
4-21采用熔剂精炼时应注意哪些问题? ...................................................... 138
4-22什么叫过滤,铝合金熔体的过滤方法有哪几种,其过滤机理各是怎样的?……138
4-23玻璃丝布过滤的主要优缺点是什么,在采用时应注意哪些问题? ............... 139
4-24刚玉质陶瓷过滤器的过滤参数有哪些,其影响因素各是什么? .................. 139
4-25陶瓷过滤装置的结构具有什么特点,使用时应注意哪些问题? .................. 141
• VI • 目 录
4-26什么是泡沫陶瓷过滤器,在使用时应注意哪些问题? .............................. 142
4-27什么是金属吸气剂除气法,使用时应注意哪些问题? ................. 143
4-28什么叫叠熔剂坝,主要应用在哪些场合? ............................................. 143
4-29什么叫电熔剂精炼? ........................................................................ 1"
4-30真空处理的基本原理和工艺操作要点是什么? ....................................... 145
4-31超声波除气的基本原理是什么? ......................................................... 146
4-32什么是炉外连续精炼法,效果如何? ................................................... 146
4-33什么是费尔德法(FILD)法? ............................................................. 147
4-34 什么是 469 法、622 法? .................................................................. 148
4-35 什么是斯奈福(SNIF)法? .............................................. 149
4-36 什么是 ALPUR 法? ........................................................................ 150
4-37 什么是 MlNT 法? ........................................................................... 151
4-38 什么是RDU法? ........................................................................... 152
4-39什么是GBF法? .............................................................................. 153
第五章铝合金熔炼工艺
第一节配料工艺.......................................................................................155
5-1什么叫配料,配料的基本任务和基本程序是什么? ................................. 155
5-2怎样确定每熔次的理论配料量和实际配料量? ....................................... 155
5-3工厂为什么要制定合金成分的内部标准,制定内部标准的依据是什么? ……156
5-4什么叫计算成分,怎样确定? ............................................................ 158
5-5什么叫炉料组成,什么叫配料比,确定炉料组成和配比的基本原则
是什么? ....................................................................................... 159
5-6配料时应当怎样选用原铝锭和其他新金属锭的品位? .............. 159
5-7什么叫烧损,影响因素有哪些? ......................................................... 160
5-8什么是金属平衡图,有什么作用? ............. 161
5-9配料计算的程序是怎样的?试举例说明。.............................................162
5-10备料时应注意哪些事情? .................................................................. 165
第二节熔炉的准备和管理.......................................... 165
541熔炼炉开炉前应做好哪些准备工作? ............ 165
542制定烘炉制度的原则是什么,烘炉时应注意什么问题? ........................... 165
543在什么情况下应该洗炉,怎样洗炉? ................................................... 167
5・14火焰熔铝炉的烟道为什么必须定期清扫? ............................................. 168
5-15什么是氧化性气氛,熔炼铝合金时为什么要选择微氧化性气氛? ............... 169
546熔炼铝合金时应当怎样控制炉压? ........ 169
第三节 成品合金的熔炼工艺....................................................................... 170
5-17什么叫熔炼,变形铝合金典型的熔炼工艺流程是怎样的? ........................ 170
5-18什么叫分批熔炼法,什么叫半连续熔炼法,各在什么情况下采用? ............ 170
目 录
• VD・
5-19确定装炉顺序的基本原则是什么,对装炉的基本要求是什么?…
5-20应当怎样控制熔炼温度和熔炼时间?......................................
5-21合金化元素的加入方式有哪几种,各有何特点?.......................
5-22铝合金熔炼时为什么要经常扒渣,扒渣时应注意哪些问题?........
5-23铝合金熔炼时搅拌熔体的目的是什么,常用的搅拌方法有哪几种?
5-24为什么要进行炉前分析,炉前取样时应注意哪些问题?..............
5-25什么叫补料冲淡,在补料冲淡时应注意哪些问题?....................
5-26怎样计算补料量,举例说明补料计算过程?.............................
5-27怎样计算冲淡量,举例说明冲淡计算过程? .............................
5-28什么叫倒炉,采用流管法倒炉时应注意哪些问题? ....................
5-29什么叫清炉,怎样清炉?.....................................................
第四节 铝熔体质量检验.................................................................
5-30怎样评价铝合金熔体的质量? ...............................................
5-31什么是化学成分废品,产生原因是什么? ................................
5-32怎样测量铝熔体的温度,使用热电偶测温时应注意哪些问题? •••••
5-33什么叫熔体过热,产生原因是什么,怎样防止和补救?..............
5-34怎样检验铝熔体中的含氢量?...............................................
5-35气相色谱测氢装置由哪几部分构成,各部分的作用是什么? ........
5-36什么是浓差电池测氢法,有何特点?......................................
5-37什么是哈培尔(CHAPEL)测氢法,有何特点?.......................
5-38怎样检验铝熔体中的氧化物含量?.........................................
5-39怎样在线检验晶粒细化和变质处理效果?................................
第六章铝合金铸造工艺
第一节铸锭方法..........................................................................
6-1什么叫铸锭,铝合金铸锭方法有哪几种?................................
6-2什么是锭模铸造和沉浸铸造,各有何特点?.............................
6-3什么是连续铸锭法,各种连续铸锭法的特点是什么? ...............................
6-4连续铸锭的优缺点是什么?..................................................
6-5卧式连续铸造的主要特点和优缺点是什么? .............................
6-6什么是热顶铸造,其主要特点和优缺点是什么?.......................
6-7什么是气幕铸造,其优缺点是什么?......................................
6-8什么是电磁铸造,其特点和优缺点是什么? .............................
第二节铸造工具..........................................................................
6-9连续铸造时常用的铸造工具有哪些,对结晶器的基本要求是什么?
6-10传统圆铸锭结晶器的结构具有什么特点?................................
6-11传统圆铸锭结晶器的几个主要结构尺寸是怎样确定的? ..............
6-12传统空心圆铸锭结晶器的结构具有什么特点,怎样确定芯子的锥度
111344567
777777777
lɪ 1 Ix ^l IA lɪ V^ IA ^l
8 9
7 7
11 11
797980
80828384
868789
111234568 999999999
lɪ Ix lɪ Ix 1 lɪ 11 11 Ix
2002∞200201
• W・
目 录
和高度? ....................................................................................... 202
6-13扁铸锭结晶器的结构具有什么特点? .................................................... 203
6-14什么是沟槽结晶器,怎样确定沟槽的尺寸? .......................................... 204
6-15卧式铸造结晶器的特点是什么? ......................................................... 205
6-16热顶铸造结晶器的特点是什么?.............................................. 206
6-17气幕铸造结晶器的特点是什么? ......................................................... 208
6-18电磁铸造结晶器的特点是什么? .....................•・...................................209
6-19什么是横断面可调结晶器,有何特点? ................................................ 210
6-20什么是水冷高度可调结晶器,有何特点? ............................................. 211
6-21底座的作用是什么,在结构上有什么特点? .......................................... 212
6-22对静置炉流口塞的基本要求是什么,怎样控制静置炉金属出流? ............... 213
6-23对流盘的基本要求是什么? ............................................................... 214
6-24漏斗的作用和对铸锭质量的影响是怎样的,对它的基本要求是什么? ......... 215
6-25使用漏斗时应注意哪些问题? ............................................................ 216
6-26目前国内采用的非接触式液面控制装置有哪几种形式,控制的原理 是什么? ....................................................................................... 217
第三节铸造工艺参数................................................:................................218
6-27连续铸造时对铸锭质量产生重要影响的工艺参数有哪些,其含义 各是什么? .................................................................................... 218
6-28铸锭规格是怎样确定的? ................. 219
6-29冷却速度对铸锭质量有什么影响?……...............................................219
6-30怎样调控铸锭的冷却速度?...............................................................221
6-31铸造速度对铸锭质量有什么影响? ...................................................... 222
6-32怎样调控铸锭的铸造速度? ............................................................... 223
6-33铸造温度对铸锭质量有什么影响? ...................................................... 224
6-34怎样调控铸锭的铸造温度? ............................................................... 225
6-35结晶器有效高度对铸锭质量有什么影响,怎样调控? .............................. 225
6-36怎样调控热顶(气幕)铸造时的工艺参数? • .......................................... 226
6-37怎样调控电磁铸造时的工艺参数? ..................................:................... 230
第四节成分控制.......................................................................................231
6-38连续铸造工业纯铝锭时应当怎样控制化学成分,为什么? ........................ 231
6-39连续铸造3 X X X系合金铸锭时应当怎样控制化学成分,为什么? ............ 232
6-40连续铸造4 X X X系合金锭时应当怎样控制化学成分,为什么? ............... 234
6-41连续铸造5 X X X系合金锭时应当怎样控制化学成分,为什么? ............... 234
6-42连续铸造多组元合金锭时为什么经常采取调整铁硅含量的办法来 改变合金对裂纹的敏感性,应当怎样调控铁硅含量? .............................. 236
6-43连续铸造6 X X X系合金锭时应当怎样控制化学成分,为什么? ............... 237
6-44连续铸造2 X X X系合金锭时应当怎样控制化学成分,为什么? ............... 240
目 录
・K・
6-45连续铸造2A11合金锭时应当怎样控制化学成分,为什么? ..................... 241
6-46连续铸造2A12合金锭时应当怎样控制化学成分,为什么? ..................... 242
6-47连续铸造铝-铜-镁■铁-線系合金锭时应当怎样控制化学成分,为什么? ……243
6-48连续铸造7 X X X合金锭时应当怎样控制化学成分,为什么? .................. 244
第五节连续铸锭工艺.................................................................................246
6-49变形铝合金直接水冷半连续铸锭的典型工艺流程是怎样的? ..................... 246
6-50铸造前的准备工作包括哪些内容? ...............................................•;…•• 246
6-51什么叫铺底,什么叫铺假底,其作用是什么? ....................................... 248
6-52铸造开头时,采用低水平、慢放流、弱冷却的操作法有什么好处? ............ 249
6-53什么叫铸锭自身回火,其作用和应用场合是什么,操作时应注意 哪些问题? .................................................................................... 249
6-54铸锭打印时应注意哪些问题?...................................... 250
6-55软合金扁铸锭的铸造工艺具有什么特点? ............................................. 250
6-56在铸造软合金扁铸锭时,在操作上应注意哪些问题? .............................. 250
6-57试举例说明软合金扁铸锭常用规格的铸造制度? .................................... 252
6-58高镁铝合金扁铸锭的铸造工艺具有什么特点,并举例喧明其常用 规格的铸造制度? ........................................................................... 252
6-59 2A11和2A12合金扁铸锭在铸造工艺上具有什么特点,并举例说明 其常用规格的铸造制度? .................................................................. 253
6-60 2A14和2A70合金扁铸锭在铸造工艺上具有什么特点,并举例 说明其常用规格的铸造制度? ............................................................ 253
6-61 7A04合金扁铸锭在铸造工艺上具有什么特点,并举例说明其常用 规格的铸造制度? ........................................................................... 254
6-62小直径圆铸锭在铸造工艺上有什么特点,并举例说明其常用规格的 铸造制度?............................. 255
6-63大直径圆铸锭在铸造工艺上有什么特点,并举例说明其常用规格的 铸造制度? .................................................................................... 256
6-64空心圆铸锭在铸造工艺上有哪些特点,并举例说明其常用规格的 铸造制度? .................................................... 259
第七章质量检验和缺陷分析
第一节 检验内容和方法..............................................................................261
7-1对铸锭质量的基本要求是什么? ......................................................... 261
7-2什么叫铸锭的质量检验,什么叫铸锭质量全分析,它们各包括哪些 内容? .......................................................................................... 261
7-3化学成分的分析方法有哪几种,怎样选取成品合金锭的化学成分 最终分析试样? .............................................................................. 262
7-4什么是拉力试验,检验哪些内容,怎样选取试样? ................................. 263
・X・
目
录
7-5什么叫浸蚀低倍检验,检验哪些内容,怎样选取试片? ........................... 263
7-6什么叫断口检验,检验哪些内容,怎样选取断口试样? ........................... 264
7-7什么是超声波探伤,检验哪些内容? ................................................... 265
7-8什么叫高倍显微检验,检验哪些内容,怎样选取试样? ........................... 265
第二节铸锭中的化学成分偏析.....................................................................266
7-9晶内偏析有何危害,怎样消除和减轻铸锭中的晶内偏析? ........................ 266
7-10反偏析有何危害,怎样减轻铝合金铸锭内反偏析的程度? ........................ 267
⅜
第三节铸锭中的气体和非金属夹杂物............................................................267
7-11氢和氧化物对铝合金性能各有什么危害,怎样防止? .............................. 267
7-12什么叫夹渣,怎样防止? .................................................................. 268
7-13什么叫氧化膜,它在铸锭中的分布具有什么特点,怎样防止? .................. 268
7-14什么是疏松、 缩孔,有什么危害,它在铸锭中的分布具有什么
特点,怎样防止? ........................................................................... 269-
7-15影响气孔形成的因素有哪些,怎样防止? ............................................. 270
7-16什么是白点,有何特点,如何防止? ................................................... 271
第四节铸锭中的裂纹.................................................................................271
7-17铝合金扁铸锭中的裂纹有哪几种形式,各有何特点? .............................. 271
7-18扁铸锭中的侧面裂纹是怎样产生的,如何防止? .................................... 272
7-19扁铸锭中的底部裂纹是怎样产生的,如何防止? .................................... 273
7-20扁铸锭中的浇口部裂纹是怎样产生的,如何防止? ................................. 273
7-21扁铸锭中的表面裂纹是怎样产生的,如何防止? .................................... 274
7-22铝合金圆铸锭中裂纹有哪几种形式,各有何特点? ................................. 274
7-23圆铸锭中心裂纹是怎样产生的,怎样防止? .......................................... 275
7-24圆铸锭表面裂纹是怎样产生的,怎样防止? .......................................... 276
7-25圆铸锭环状裂纹是怎样产生的,怎样防止? .......................................... 276
7-26圆铸锭横向裂纹是怎样产生的,怎样防止? .......................................... 277
7-27铝合金空心圆铸锭中的裂纹有哪几种形式,它们是怎样产生的? ............... 277
7-28怎样防止空心圆铸锭裂纹? ............................................................... 278
7-29什么是晶层分裂,有什么特点,怎样防止? .......................................... 278
第五节铸锭的组织缺陷..............................................................................279
7-30羽毛状晶是在什么条件下生成的,为什么要把粗大等轴晶、柱状晶
和羽毛状晶视为缺陷而加以控制,怎样消除?・・......................................279
7-31什么是根树组织,有何危害,怎样消除? ............................................. 280
7-32什么叫光亮结晶,其形成过程和特点是怎样的,如何消除? ..................... 280
7-33什么叫白斑,怎样防止? ...................................................... 282
7-34什么叫金属化合物,它是怎样生成的,其形成和分布具有什么
特点,怎样防止粗大金属化合物的产生? ............................................. 282
目 录
• XI・
第六节 铸锭的力学性能
7-35影响铸锭铸态力学性能的因素有哪些,力学性能沿铸锭截面的 分布具有什么特点,为什么?...........................................
7-36铸锭应该具有怎样的力学性能,为什么?............................
第七节铸锭的表面缺陷.............................................................
7-37拉痕和拉裂是怎样产生的,影响因素有哪些,怎样防止?……・
7-38偏析浮出物是怎样形成的,影响因素有哪些,怎样防止?……。
7-39冷隔是怎样形成的,如何防止?........................................
7-40铸锭表面的纵向皱折是怎样形成的,如何防止?...................
7-41铸锭弯曲的原因是什么,怎样防止? ..................................
7-42空心锭内孔偏心是怎样引起的?........................................
7-43引起铸锭尺寸不符的原因是什么?.....................................
7-44产生竹节的原因是什么? .................................................
7-45电磁铸锭表面的纵向波浪和纵向皱折是怎样产生的,如何消除?
7-46热顶铸锭的搭接式表面和汗珠式表面是怎样形成的,如何消除?
第八章铝合金熔铸设备
第一节熔炼炉
8-1
8-2
8-3
8-4
对铝合金熔炼炉和静置炉的基本要求是什么? ............................... 常用铝合金熔炼炉的类型有哪几种?........................................... 电阻反射炉的工作原理是什么,有什么优缺点,其结构特点和主要技术 参数是什么?......................................................................... 什么是等温熔炼炉,其结构特点和优缺点是什么?.........................
8-5感应炉的工作原理是怎样的,有什么优缺点?..........................
8-6无芯工频感应电炉的结构具有什么特点,其主要技术参数是什么?
8-7无芯中频感应电炉的结构具有什么特点,其主要技术参数是什么?
8-8有芯熔沟式感应电炉的结构具有什么特点,其主要技术参数是什么?
8-9对感应熔铝炉电源装置的要求是什么? ...................................
8-10火焰炉的工作原理是怎样的,有什么优缺点? ..........................
8-11火焰式固定矩形熔铝炉在结构上有什么特点?..........................
8-12火焰式固定圆形熔铝炉在结构上有什么特点?..........................
8-13倾动式熔铝炉在结构上有什么特点?......................................
8-14
8-15
8-16
8-17
8-18
8-19
双膛双向熔铝炉在结构上有什么特点? .................... 竖式熔铝炉在结构上有什么特点?.......................... 热底式熔铝炉在结构上有什么特点? ....................... 热煤气熔铝炉在结构上有什么特点? ....................... 带前床的熔铝炉在结构上有什么特点?.................... 什么是燃料燃烧装置,对它的基本要求是什么,燃烧的
848484858586868788888889899091919191939496979899∞∞01020303050606 2 2 2 22222222222 2 2 2 2222222333333333
• xπ・
目 录
主要形态有哪几种? ........................................................................ 306
8-20气体燃料的燃烧过程是怎样的,影响因素有哪些? .................. 307
8-21什么叫火焰传播、回火、脱火,影响火焰传播速度的因素有哪些? ............ 308
8-22什么叫燃烧计算,怎样计算气体燃料燃烧时的理论空气需要量和 燃烧产物量? ................................................................................. 310
8-23举例计算气体燃料的各燃烧系数 .........................................................311
8-24对气体燃料燃烧器(烧嘴)的基本要求是什么,常用的烧嘴有哪几种?……312
8-25液体燃料的燃烧过程是怎样的,影响因素有哪些? ................................. 315
8-26怎样计算液体燃料燃烧时的理论空气需要量和燃烧产物量? .......... 317
8-27举例计算液体燃料的各燃烧系数 .........................................................317
8-28对液体燃料燃烧器(喷嘴)的基本要求是什么,常用的喷嘴有哪几种?……319
8-29什么是蓄热式燃烧器,其结构和性能有什么特点? ................................. 321
8-30什么是换热器,其作用是什么,对它的基本要求是什么,有哪些类型?……322
8-31固定换向式蓄热器的类型有几种,再生式蓄热器的工作原理是什么, 主要组成和优缺点是什么? ............................................................... 323
8-32什么是回转式蓄热器,有什么特点? ................................................... 325
8-33熔铝炉应当怎样节能? ..................................................................... 326
第二节铸造机和其他设备...........................................................................328
8-34铝合金半连续铸造机的类型有哪几种,对它的基本要求是什么? ............... 328
8-35钢丝绳传动铸造机的结构具有什么特点,使用时应注意哪些问题? ............ 329
8-36液压传动式铸造机的结构具有什么特点,其主要规格有哪些? .................. 331
8-37水平连续铸造机的结构具有什么特点,使用时应注意哪些问题? ............... 333
8-38熔铝炉经常使用哪些加料设备,各应用在什么场合? .............................. 334
8-39铝液电磁搅拌的工作原理是什么,其装置具有什么特点? ........................ 335
8-40什么是永磁旋流搅拌器,其特点和技术参数是什么? .............................. 337
附 录
附录1变形铝及铝合金化学成分及新旧牌号对照表..........................................339
附录2空气及煤气的饱和水蒸气含■ ............................................................ 348
参考文献..................................... 349

第一节物理化学基础知识
1-1什么是金属和非金属,什么是黑色金属和有色金属,什么是合金?
目前,已知的化学元素有118种,其中自然界只存在92种,科学家成功制造出并已 经得到承认和命名的元素有18种,有8种元素没有得到承认或命名。人们通常把这些元 素分成金属和非金属两大类。从物理性能上来看,具有导电性、导热性、可塑性以及特殊 光泽的元素叫金属,反之是非金属。常见的金属有铁、铝、铜、镁、锌等。在非金属中,. 常温下呈气态的有氢、氧、氨、氯等;常温下呈液态的有溪;常温下呈固态的有碳、硼 等。
金属又可分为黑色金属和有色金属两大类。黑色金属通常是指铁、信、毓和铁基合 金,其他的金属和合金称为有色金属。
合金是由两种或两种以上的金属元素或金属元素与非金属元素所组成的具有金属性质 的物质。如3A21就是由铝和鎰组成的以铝为基的合金。
1-2什么是金属材料的力学性能?
金属材料的力学性能指金属材料承受各种外力(又称载荷)作用的能力;力学性能可 分为常温静态性能(静力强度、弹性、塑性、硬度等)、常温动态性能(疲劳强度、冲击 韧性等)、高温力学性能、低温力学性能和断裂韧性。
强度是指金属在外力作用下抵抗破裂的能力。静力强度即外力和缓作用于金属时的强 度。对拉力的抵抗能力称为抗拉强度。对压力、弯曲力、扭转力的抵抗能力相应称为抗压 强度、抗弯强度和抗扭强度。强度的大小用金属破坏瞬间单位面积上所受的力表示,称为 强度极限,单位是帕斯卡(IPa = INZm2)o
弹性指金属受外力而变形,一旦外力取消后,金属仍然恢复原状和尺寸的性能。
塑性指金属在外力作用下产生永久变形但未被破坏的性质。其大小以伸长率5( % )和 断面收缩率“(%)表示。
硬度指金属抵抗硬物压入的能力。表示硬度大小的方法很多,最常用的是布氏硬度 HB和洛氏硬度RC。它们是用在一定的外力作用下,使硬钢球或金刚石锥体压入金属而产 生压痕的大小与深度来计算的。压痕愈大,压入愈深,则硬度愈小。在变形铝合金生产
• 2・
铝合金熔铸生产技术问答
中,常采用钳式手提韦氏硬度计现场测试从3003 9到7075-T6铝合金的韦氏硬度HW,测 量值范围相当于洛氏硬度25-IlOHREo E标尺的洛氏硬度值与韦氏硬度值HV和韦氏硬 度值HW的换算关系见表1-1。
表1/硬度换算表
|
HW |
HRE |
HV |
HW |
HRE |
HV |
|
1 |
28.0 |
— |
11 |
71.0 |
73 |
|
2 |
32.5 |
— |
12 |
75.0 |
78 |
|
__________3 |
37.0 |
— |
13 |
79.5 |
83 |
|
4 |
41.0 |
— |
14 |
84.0 |
91 |
|
5 |
45.0 |
— |
15 |
88.0 |
99 |
|
6 |
49.5 |
— |
16 |
92?5 |
108 |
|
7 |
54.0 |
58 |
17 |
97.0 |
119 |
|
8 |
58.0 |
61 |
18 |
101.0 |
131 |
|
9 |
62.5 |
65 |
19 |
105.0 |
— |
|
IO |
67.0 |
69 |
20 |
110.0 |
— |
疲劳强度指金属承受重复和交变载荷作用的能力。用金属在规定的无限多次的交变载 荷作用下而不致引起破坏的最大应力表示。
冲击韧性指金属抵抗冲击载荷的能力。冲击韧性g的度量是用金属在一次冲击力的作 用下破坏时单位面积上所吸收的功来表示,单位是焦/厘米2 ( J∕cm2)。
断裂韧性是近代对金属材料提出的强度和韧性的综合性能指标。它在一定程度上反映 了材料抵抗脆性断裂的能力,用以衡量金属材料对裂纹突然扩张的抗力。断裂韧性用KlC 表示,其单位为MPa∙m"2。
1-3什么是金属材料的物理性能?
金属的物理性能指金属对外界的各种物理现象,如温度高低、电磁作用、地球引力等 所引起的反应,即在金属分子组成不改变时所呈现的性质。金属物理性能包括熔点、沸 点、密度、容重(比容)、导电性、导热性、比热容、熔化潜热、热膨胀性等。
熔点:金属由固态加我到变为液态的温度。
沸点:金属由液态继续加热到开始沸腾时的温度。
密度:金属单位体积的质量,常用单位是g/cH?。
容重(比容):金属单位质量的体积,常用单位是cm3/g。
导电性:金属传导电流的能力。金属的导电性用银或国际标准铜作为标准,把它 (银或铜)的导电率定为100%,其他金属或合金与它相比,所得到的百分数即为导电 率。工业纯铝的导电率以银为标准时约为55%,以铜为标准时约为57%(硬状态)~ 59% (软状态)。通常,金属的导电率多采用电阻率的倒数表示。电阻率越小,则金属 的导电性越好。
导热性:金属传导热量的能力,用热导率人表示。热导率是取厚ICm、面积ICm2的 金属材料,当两面温度差为It时,在IS内所传导的热量。单位是瓦特每米开尔文,即 W∕(m ・ K)o
第一章基础知识
・3・
比热容:使单位质量的金属材料温度升高1工或IK所需要的热量。单位是焦耳每千 克开尔文,即J/(kg∙K)。
熔化潜热(质量增):单位质量的固态金属在熔点时完全熔化成同温度液态金属时所 吸收的热量。单位是焦耳每千克,即J/kg。
热膨胀性:金属受热后体积增大的现象,通常用线膨胀系数)来表示。线膨胀系数是指金 属加热时温度每升高1μ或ικ时,长度的增加值与原来长度的比,单位是每开尔文,即κ-1o
上述定义同样适用于非金属。
1-4什么是金属材料的化学性能?
金属材料的化学性能是指金属材料在化学介质的作用下表现出来的各种性质。在铝合 金熔铸生产中,金属材料的化学性能主要指金属材料与周围的物质(大气、炉气、炉衬、 工具、精炼剂等)作用时表现出的性质,尤其是指高温下抵抗氧化的能力。
腐蚀是金属与周围介质发生化学或电化学作用而引起的破坏。产生在金属表面上的腐 蚀叫表面腐蚀;在金属内部沿着晶界产生的腐蚀叫晶间腐蚀;在应力和腐蚀介质同时作用 下产生的腐蚀称为应力腐蚀。铝合金材料的应力腐蚀破坏属晶界型破裂。金属材料的抗腐 蚀性越好,则越不易被腐蚀,使用寿命越长。
狭义地讲,金属的氧化就是金属与氧作用生成氧化物的过程,这实质上也是金属的一 种化学腐蚀。金属氧化的难易取决于金属与氧的亲和力大小,亲和力越大,则金属越易被 氧化。
1-5什么是金属材料的工艺性能?
金属材料的工艺性能是指金属半成品和成品在其制造过程中对各种热加工和冷加工工 艺的适应性,主要包括金属的铸造性能、压力加工性能、焊接性能、切削性能和热处理性 能等。
金属的铸造性能主要指液态金属的流动性、形成各种偏析的倾向、裂纹倾向性、缩孔 的性质以及吸气性和析气性。
金属的压力加工性能主要指采用各种压力加工方法(轧、挤、拉、锻、冲等)时,金 属的热冷塑性变形能力,即固态流动性,对模壁的摩擦阻力,热裂趋势,对氧化起皮的抗 力,冷变形时的形变硬化能力,不均匀变形的趋势,某些材料的挤压效应等。
金属的焊接性能主要指金属材料的可熔焊性、熔结合金成分的改变、吸气性、氧化 性、内应力及热冷开裂的趋势、热影响区的组织改变及晶粒长大的趋势、脆化趋势等焊接 工艺所要求的性能。
金属的切削性能主要指切削速度、切削表面粗糙度、刀具寿命及切削能耗等切削加工 工艺所要求的性能。
金属的热处理性能指材料的淬硬性、淬透性、淬火变形趋势、表面氧化、热导率、热 膨胀性、晶粒长大趋势、时效趋势等。
1-6什么叫化学反应速度,影响化学反应速度的主要因素是什么?
化学反应速度是指化学反应进行快慢的程度,通常用参加反应的任何一种物质的浓度
• 4・
铝合金熔铸生产技术问答
改变来表示。
反应速度首先取决于反应物的性质。其次,影响反应速度的因素主要是反应物的浓度 和反应温度。随着参与反应的各反应物浓度的乘积和反应温度的提高,单位时间内原子间 总碰撞次数增多,化学反应速度加快。
在多相反应中,反应是分几步来实现的,总的反应速度,由这几个步骤中最慢的一步 来决定。
1-7什么叫化学平衡,影响化学平衡的因素有哪些?
在同一条件下,既能向一个方向又能向相反方向进行的化学反应称为可逆反应。习惯上 将化学反应式中从左向右进行的反应称为正反应,从右向左的反应称为逆反应。所谓化学平 衡,就是当正反应和逆反应速度相等时的状态。因此,化学平衡是一个动态平衡,表面看来 反应似乎停止,实际上正逆反应始终进行,只是反应速度相等,浓度保持不变而已。
影响化学平衡的主要因素有温度、浓度和压力。提高温度,平衡向吸热的一方移动; 降低温度,平衡向放热的一方移动。提高反应物的浓度,.平衡向减小该反应物浓度的一方 移动;降低浓度,平衡向增加浓度的一方移动。压力只影响有气体参加或有气体产生的化 学反应。增加压力时,平衡向减少气体分子总数的一方移动;减少压力时,平衡向增加气 体分子总数的一方移动。
1-8什么叫扩散,影响扩•散的主要因素有哪些?
物质质点的不规则热运动使物质的浓度自动趋于均匀的过程,称为扩散。
影响扩散的主要因素有反应界面、浓度、压力、温度、黏度、扩散质点半径等。通 常,反应界面愈大,作用物体积内的浓度和界面上的浓度差愈大(对气体来说是压力差 越大),温度愈高,液态金属黏度愈小,扩散质点半径愈小,则扩散愈容易,扩散速度 愈快。
1-9怎样估计铝合金中常见元素氧化的难易?
.固体或液体分解生成气体的多相反应在平衡时的压强称分解压。某物质发生分解反应 时如果只有一个生成物是气体,则平衡时气体产物的压强就称该物质的分解压。
.在25K和0.1MPa (1大气压)时,由单质生成Imol的化合物所放出或吸收的热量称 该生成化合物的生成热。化学上规定,单质的生成热为零。
通常,要估计铝合金中常见元素氧化的难易程度,只要比较各元素纯氧化物的分解压 或生成热的大小(见表1-2)就可以了。某元素氧化物的分解压越大,或者生成热越小, 则该元素的氧化物越不稳定,或者说越不容易氧化。
判断在给定条件下某元素能否氧化,只要比较该条件下该元素氧化物的分解压和介质 中的氧分压大小即可。如果某元素氧化物的分解压大于介质中的氧分压,则不能氧化,否 则就可能氧化。已知空气中的氧分压约为0.021MPa (0.21大气压),比较表1.2中所示数 据可知,这些元素的氧化物在熔炼温度时的分解压都比0∙021MPa (0.21大气压)小,故 在电阻炉熔炼的条件下这些元素都可能氧化。
第一章基础知识
• 5・
表L2铝合金中常见元素氧化物的生成热和750霓时的分解压
|
元 素 |
Mg |
Be |
Al |
Si |
Mn |
Zn |
Fe |
Ni |
Cu |
|
氧化物 |
MgO |
BeO |
Al2 O3 |
-^— |
MnO |
ZnO |
FeO |
NiO |
Cu2O |
|
生成热/kJ ∙ moL |
1008 |
997 |
908 |
606 |
539 |
528 |
394 |
245 |
191 |
|
分解压/Pa |
IO'462 |
IO-40 3 |
N |
io-25 |
IO'15 |
10-9.6 |
ιo^4∙6 |
I-IO什么叫黏度,它与熔铸生产有何关系?
黏度就是液体的内摩擦,它是液体在层流运动的情况下各液层间做相对运动时产生的阻
力。黏度分为绝对黏度(动力黏度和运动黏度)和 相对黏度(条件黏度)。动力黏度表示欲使相距为 ICm的两层液体以ICmZS的速度做相对运动时,所 需加于ICm2面积上的力,常用字母刀表示,单位 是Pa-s。运动黏度是液体的动力黏度与同温度下 液体密度的比值,常用字母"表示,单位是m2/s。
液态金属的黏度与温度和成分有关。图1-1示 出了 AbCu合金液的黏度与成分和温度的关系。温 度越高,原子间引力越弱,显微晶体和非金属夹杂物 越易溶解,液态金属变得更为均匀,黏度也就越小。 而液态金属中夹杂物和气体含量越多,则黏度越大。 在铝合金中接近共晶成分的合金的黏度较小。
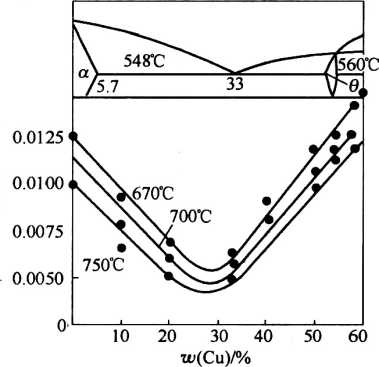
图1.1 Al-CU合金液的黏度
黏度是液态金属的重要特性之一,它对于液态金属的流动性、夹渣沉浮、结晶补缩具 有重大影响。
1-11什么是表面张力,它与熔铸生产有何关系?
如图1-2所示,处于液体表面的分子,由于内外两相分子的种类和浓度不同,所受到 的力是不平衡的。内部液体分子对它的引力远比外部气体分子对它的引力要大,结果使表
面的液体分子受到一种指向内部的作用力,好像液体表面被一弹性薄膜所包围,力图把表
面分子拉入内部,使表面缩小。这种作用在液体表面并力图使表面自动收缩的力叫表面张
力,常用表面张力系数。表示,单位是N/m。当液态金属中混有固态或液态夹杂物时,在
其接触面上也会产生表面张力,通常称为界面张力。
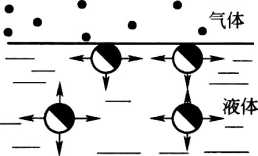
0液体分子
•气体分子
图1-2表面张力产生的原因
表面张力的大小既与液体本身性质有关,又与接触相的性 质有关,一般而言,表面受力的不对称性愈大,则表面张力愈大。 对于液态金属,影响表面张力的因素主要是成分和温度。
纯铝熔体在700工时的表面张力约0.5N/m。在铝熔体中 加入微量的镁、锂、钠、强、锦、铅、钙可使表面张力明显 降低,我们把这些元素称为铝熔体的表面活性物质。这些元 素在铝熔体表面的浓度大于其在内部的浓度。在铝熔体中加 钛会提高表面张力。我们称这样的元素为铝熔体的非表面活 性物质。这些元素在铝熔体表面的浓度小于其在内部的浓度。
• 6 ∙
铝合金熔铸生产技术问答
在铝熔体中加入铜、硅、铁、媒、住、锌、辂,对表面张力的影响不明显。
铝及多数金属熔体的表面张力随温度升高而降低。这是液体质点间的距离随温度升高 而增•大,使彼此间作用力削弱的结果。
表面张力是液态金属的重要物理特性之一。在铝合金熔铸过程中,液态金属内存在着 许多相界面,如铝液与大气、熔剂、炉衬及金属内部的气体、夹杂、晶体等界面,这些界 面上所发生的表面张力和界面张力的变化,将导致一系列表面现象--润湿现象、毛细现 象、内吸附现象等的发生,从而影响到铝熔体的净化效果、结晶过程和铸锭质量。而在连 续铸轧时,铝熔体的表面张力则更是建立稳定铸轧过程的必要条件。
112什么是润湿现象,它与熔铸生产有何关系?
液体对固体(或液体)的润湿现象就是液体在固体(或液体)表面铺展的性质。如 果液体能在固体(或液体)表面铺开,即接触面有扩大的趋势,我们称这种情况为润湿; 如果液体呈球形,在固体(或液体)表面不能铺开,接触面有收缩的趋势,则称为不润湿 (图1・3)。由于润湿现象而形成的凹形或凸形液面称弯月面。
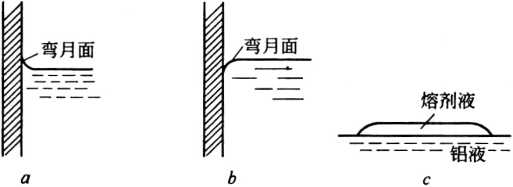
熔剂液
—铝液--
图1-3润湿现象示意图
a、C-润湿;6、d-不润湿、
液体的润湿现象是由液体本身的性质和接触相的性质决定的。当液体与固体接触时, 接触面的液体分子一方面要受到液体内部分子的作用力--内聚力,另一方面还受到固体 分子的作用力--附着力。通常液体分子与固体分子之间的附着力是非常显著的。如果附 着力大于内聚力,液体就会润湿固体并沿固体表面散开。相反,如果内聚力大于附着力, 液体就不润湿固体,而在固体表面上收缩呈球形。
液体是否润湿固体(或液体),通常可按润湿角e的大小来决定。如果e<90。,表示 能润湿,且0越小,润湿程度越大。如果9>90。,表示不能润湿。那么什么是润湿角呢? 如图1-4所示,在气、液、固三相交界处。点受到三个表面张力的作用,在平衡状态下这 三个力具有下述关系:
Cr固气=0液固+ or液•气CoSe
COSe =(C固一气一0液.固)/0液一气 式中,e为液•气和液-固两个表面张力的夹角,称为该液体对该固体的润湿角。
润湿现象对铝合金的熔铸工艺和质量有着 重要影响。金属熔体和熔剂对炉衬的黏附性, 熔剂对金属液的覆盖性、分离性和精炼性,铸 造过程中润滑油对结晶器壁的润滑性等,都与 润湿现象有着密切的关系。

图1-4润湿角示意图
第一章基础知识
• 7・
1-13什么是超声波,它与熔铸生产有什么关系?
从听觉的角度定义,由声振动激起、频率超过2万Hz、人耳听不到的纵波称超声波,它 属于机械波的一种,是能量传播的一种方式。由于超声波并不为听觉服务,因此,其超声波 的范围并不局限于2万HZ以上的声波。一些频率较高但低于2万HZ的可闻声波往往也具有 超声波的某些特性和作用。超声波具有很多优异的特性,一是频率高、波长短,在一定距离 内呈直线传播时,具有良好的束射性和方向性;二是在液体和固体中的衰减很小,穿透本领 很大,尤其对光不透明的固体,超声波可穿透几十米的厚度,而且碰到杂质或分界面就会有 显著的反射;三是超声波带有很强的振动能,使位于超声场中的物质产生强烈的机械振动作 用、液体中产生空化作用,还会在物质中产生热学、电学、光学、化学和生物作用等。反映 超声波特性的参数一般有声压和声强。声压指媒质中有声波传播时的压强与没有声波传播时 的压强之差;声强指单位时间内穿过和声波射线垂直的单位面积上的能量。声压和频率成正 比,声强和频率的平方成正比。由于超声波的频率很高,因此,超声波的声压和声强都很 大,超声波的声压瞬时值可达上万个大气压,而超声波的声强可达每平方厘米几百瓦。产生 超声波的装置称超声波发生器,其类型很多,大致分为机械型和电声型两大类。机械型超声 波发生器是直接用机械方法使物体振动而产生超声波,特点是构造简单、传播效率和利用率 高,但频率不高,声强也不大,因此对要求高方向性、高频率、大声强的场合不适用。电声 型超声波发生器是利用电磁能转换成机械能,其构造主要由产生高频电流的电源和把电磁振 荡转换成机械振动而得到超声波的换能器两部分组成。特点是可以获得很大声强和极高的频 率,但应用时的声能传输效率和利用率不是很高,价格也较贵。
在铝合金熔铸行业,人们往往利用超声波的优异性能进行超声波无损探伤、超声波除 气和超声波组织细化处理及其他试验研究。为了使这些设备更好地为生产服务,熔铸生产 工人应该了解关于超声波的一些基本知识。
第二节金属学基础知识
1-14什么是金属学,其主要内容是什么?
研究金属和合金的成分、组织、性能之间的关系及其变化规律的科学称为金属学。这 里所指的组织包括金属和合金的原子结构、断口组织、低倍组织(肉眼组织)和高倍组织 (显微组织)。 ^
金属学的主要内容可以概括为以下四个方面:
(1)结晶规律。所有金属和合金,无论是液态结晶、固态转变,还是再结晶,都遵循 先产生晶核、再由晶核长大,生核和长大同时并进这个共同规律。一般来说,金属和合金 的晶粒愈细,则力学性能愈好。
(2)合金化规律。该规律由状态图具体表达。状态图呈现出各合金系在缓慢冷却和加热 时,合金内部组织随成分和温度而变化的规律。从相组成看,所有合金都是由固溶体和化合 物或它们的混合物所组成的。组成合金的相不同,相结构不同,则合金的性能也就不同。
(3)热处理规律。利用状态图具有固态转变的特性,使内部组织随着不同的加热和冷
• 8- 铝合金熔铸生产技术问答
却条件而变化的规律。采取的热处理形式不同,得到的合金组织也不同,则合金的性能也 就不同。
(4)塑性变形与冷作硬化规律。塑性变形使金属和合金的组织结构发生变化,从而使 性能发生明显的变化。随着塑性变形程度的增加,金属和合金的强度和硬度随之提高,而 塑性下降。这一规律对于不能用热处理强化的金属材料具有重要意义。
1-15什么叫晶体、非晶体、单晶体、多晶体、真实晶体、同质异晶体?
物质内部结构中的质点(原子、离子或分子)按一定规则次序排列的固体称晶 体。晶体具有以下特点:规则的外形,固定的熔点,各向异性。例如,铝的平衡结晶 具有规则的八面体形状,熔点为660K,铝单晶的强度极限和伸长率随着方向不同而 大不相同。
凡质点在物质内部做不规则的即处于混乱状态排列的物体称为非晶体。例如玻璃等。
整个固体的结构为同一个空间点阵所贯穿的晶体称为单晶体。
如果整个固体的结构并不为同一个点阵所贯穿,而由很多取向不同的单晶体小颗粒组合 而成,这种晶体叫做多晶体。所有的金属在通常情况下都是多晶体。在多晶体内,每一个晶粒 的结晶方位彼此不同,晶体的方向性被互相抵消,所以多晶体在宏观上不显示各向异性。
实际晶体由于结晶及其他加工条件的影响,使得所得到的晶体在外形上发生歪曲,在 内部结构上产生很多缺陷,甚至晶体的化学组成也会发生变化,这种偏离理想状态的晶体 称为真实晶体。例如,在实际铸造条件下,纯铝的晶粒并不为八面体形,而为树枝状;晶 粒内部的结晶方位并不严格一致,而可能产生很多亚晶界和其他缺陷;在存在杂质元素 时,这些元素沿晶粒截面的分布也是不均匀的等等。
’ 化学成分相同而晶形不同的物质称为同质异晶体。例如,a・Fe、y-Fe、S-Fe虽然都由 Fe原子组成,但它们的结晶构造不同,因而性能也不同。
116什么叫点阵、晶格、晶胞、晶格常数?
点阵和晶格是在研究晶体结构时,为了便于分析各种晶体中原子的不同排列方式而假 想的两种空间几何模型。如果把晶体中的原子、离子或分子视为质点,则我们把这些质点 在晶体所占空间内呈有规则的、重复排列的"队形”称为空间点阵,简称点阵。如果用一 些假想的线条将各质点连接起来,这样就得到了一个抽象化了的空间几何格架,各原子的 中心都处在该空间格架的各个"结点”上,这个空间几何格架就叫做结晶格子,简称晶 格。显然,点阵和晶格实际上是一回事。
由于晶体中原子的排列有规律,并具有重复性的特点。因此,为了简化分析,通常只 需从晶格中选取一个能够完全反映晶格特征的、最小的几何单元来研究晶体中原子排列的 规律,这个最小的几何单元称为晶胞。可见,整个晶体实际上是由许许多多的大小、形状 和位向相同的晶胞在空间重复堆砌而成的。
晶胞的大小和形状规定用晶胞的棱边长度。、6、。及棱间夹角a、8、y来表示,统称 为晶格常数(见图1-5)。
金属的晶格最常见的有体心立方、面心立方和密排六方晶格三种(图1-6)。体心立 方晶格的晶胞是一个立方体,晶格常数a = 6 =c、a=j8=γ=90o,所以通常只用一个晶格
第一章基础知识
■9.
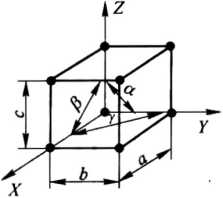
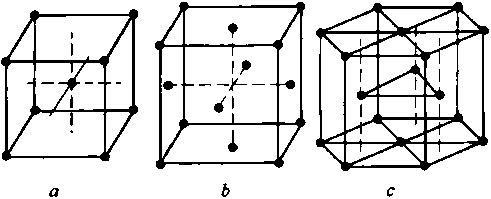
图1-5晶格常数表示方法
图1-6晶格示意图
α-体心立方;b-面心立方;c-密排六方
常数G表示。由于立方体每个顶角上的原子属于与其相邻的八个晶胞所共有,故体心立方 晶格中的每个晶胞实际上只包含2个原子。具有这种晶格形式的常见金属有Q-铁、信、 锂、钠、钾等。面心立方晶格的晶胞也是一个立方体,与体心立方晶格不同的是,面心立 方晶格的每个晶胞中包含有4个原子。铝、铜、鎳等金属的晶格构造就属于这种形式。密 排六方晶格的晶胞是个八面体,上下两个面呈六边形,六个侧面呈长方形,其晶格常数 a = bXc、a =β = 90oʌ γ = 120oo因此,密排六方晶格的晶胞,通常需用。(六方底面边 长)、C (两个底面间的高度)两个晶格常数才能表示。密排六方晶格的晶胞中包含有6个 原子。具有这种晶格的常见金属有镁、锌、俄、钛等。
1-17什么叫组元,什么叫相?
组成合金的元素(或稳定化合物)称为组元,简称元。例如6063合金是由铝、镁、 硅三个元素组成的合金,因此我们说它是三元合金。
相就是指合金中具有同一化学成分、同一聚集状态并以界面互相分开的各个均匀的组 成部分。铝合金中所有的相可以分成固溶体和金属化合物两个基本的类型。固溶体是指溶 质原子溶入固体溶剂中所组成的相。固溶体具有下面的特点:晶格类型仍保持溶剂金属的 晶格不变,只引起晶格常数的改变;随着溶质原子的溶入,溶剂晶格畸变加大,使变形时 位错移动困难,因而提高了合金的强度和硬度,这种现象称为固溶强化。金属化合物是合 金中组元互相化合而形成的特殊物质,如CUAI2、Mg2Si^ Mg5Al8.賜Zn等,又称中间 相。金属化合物具有下述特点:它的晶格与各组元的晶格不同,具有自己特殊的晶格;金 属化合物一般都具有较高的硬度和较大的脆性,它可以使合金的硬度和强度提高,韧性下 降,因此合金中化合物出现的数量与分布对合金的性能将产生很大的影响。铝合金中一些 中间相还可以呈纯元素状态存在,如硅、锡、铅、镉、綻等。
1-18液态金属的结构具有什么特点?
液态是气态和固态之间的中间状态,如果说固态金属是由许多晶粒组成的,气态金属 是由类似弹性球的单个原子组成的,那么可以认为液态金属是由许多原子集团所组成的。 其结构具有以下特点:
(1)每个原子集团约有十几个到几百个原子,在原子集团内原子间仍保持较强的结合 能,并保持着固体的排列特征;而在原子集团之间的结合则受到很大破坏,且原子集团之 间距离较大,比较松散,犹如存在"空穴”。
・10・
铝合金熔铸生产技术问答
(2)组成液态金属的原子集团是很不稳定的,时而长大,时而变小。原子集团内每个 原子的能量各不相同,原子集团内具有较大动能的原子,除了在集团内产生很强的热运动 外,还能成组地脱离原有集团而加入别的原子集团,或组成新的原子集团。
(3)原子集团的平均尺寸和稳定性都与温度有关。温度越高,则原子集团的平均尺寸 越小,稳定性越差。
(4)当金属中存在着他种元素时,由于不同元素间的原子间结合力不同,结合力较强 的原子容易聚集在一起,而把别的原子排斥到别处。因此,在原子集团之间还存在着成分 不均匀性,即浓度起伏,有时甚至形成不稳定的或稳定的化合物。
1-19什么叫结晶,金属的结晶过程是怎样的?
物质从液体状态转变为晶体状态的过程,称为结晶。
金属的结晶过程不是突然完成的,而是经过一个从无到有,由小到大,由局部到整体 的发展过程。随着金属液温度的下降,各原子的动能减小,当温度降至某一点时,金属液 中那些尺寸较大的原子集团开始形成一些微小的不稳定的固态晶芽。在这个温度下,液态 金属与固态晶芽处于一种动平衡状态,液态中的金属原子结晶到晶芽上的速度与晶芽上的 原子溶入金属液中的速度相等时的温度为平衡结晶温度。当温度继续下降到平衡结晶温度 以下某一温度点时,液体中较多地区的原子动能有较大的下降,此时便形成了一批稳定的 小晶体——晶核,而开始有效地结晶。液体冷却到平衡结晶温度以下某一温度才开始有效 结晶的现象称为过冷,而该温度(实际结晶温度)与平衡结晶温度之差称为过冷度。液体 中出现晶核后,附近的原子就依附其上,顺序排列起来,晶核向四周液体中伸展长大,这 个过程称为核长大。在核长大的同时,在液相中又不断产生出新的晶核并且长大。足够的 过冷度保证结晶时放出的结晶潜热不断散失,使金属液温度不会回升,保证结晶不断进 行,直至每个晶核都长大到互相接触,液相完全消失为止。
结晶后晶粒的大小取决于晶核生成数目和晶核长大速度,它们都与过冷度大小有关。 当过冷度很小时,晶核生成数目少,各晶核能够充分长大,形成粗大的晶体。当过冷度很 大时,生核数目很大,晶核长大不充分,得到了细小致密的晶体。
对于小体积并且内部温度均匀的液态金属来说,结晶过程可用图1・7表示。对于铸锭
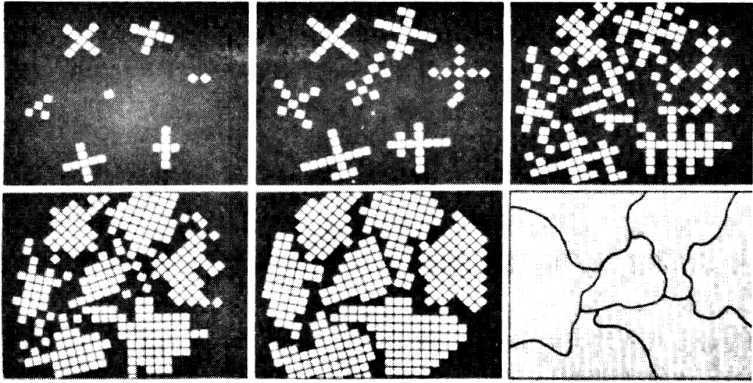
图1-7结晶过程示意图
第一章基础知识
• 11 •
结晶来说,由于存在可作为结晶核心的杂质,而且还要考虑温度不均匀的问题,其生核・ 长大过程比上述情况要复杂些,详细情况见第三章第二节有关题解。
1-20什么叫自发成核、非自发成核,什么叫细化处理?
只依靠液态金属本身在一定过冷度条件下形成晶核叫做自发成核。
在实际生产中,金属液体内总是存在着各种固态质点,结晶时,依附于这些固态质点 的表面成核时,晶核的表面能比自发成核要小,因而成核比较容易。这种依附于固态质点 表面而形成晶核的过程称为非自发成核。
下列物质可以作为非自发成核的中心:
(1)在晶体结构上与结晶金属相近的杂质(称为活性杂质)。如变形铝合金中的 TiAl3o
(2)某些难熔杂质,虽然其晶体结构与结晶金属相差很远,但在这些杂质表面上存在 着一些细微的凹孔或裂缝,这些凹孔和裂缝也可能成为非自发成核的中心。这种杂质称为 •活化了的杂质。
(3)结晶金属本身被离散的树枝晶尖端或未熔的晶格残余物,这种成核中心称为固有 晶核。
在实际生产中,为了得到细晶粒组织,往往在液态金属中故意加入某些物质,使其在 液态金属中形成大量的能促进非自发成核的固态杂质质点,使晶核数目大量增加。这些故 意加入的物质称为细化剂。如在变形铝合金中添加钛和硼。这种在液态金属中故意制造人 工晶核以细化组织的方法叫做细化处理。
1-21什么是匀晶转变,什么是共晶转变,什么是包晶转变,什么是偏晶转变?
合金凝固时由液相结晶出单相固溶体的过程称为匀晶转变。匀晶转变一般是在一个温 度范围内进行的,但对于具有极大点或极小点的匀晶相图,在极点时的匀晶转变是在恒温 下进行的。绝大多数铝合金相图都包含有匀晶转变部分。
合金冷凝时在液体中同时结晶出两种或两种以上晶体的转变称为共晶转变。共晶转变 是这样进行的:在液体内由于存在浓度起伏,先在个别微体积内形成第一种晶体,称为领 先相,接着第二种晶体便依附领先相结晶出来,至此有两种晶体同时形成。如此反复继续 成核并长大,直至结晶终了。共晶结晶的产物称为共晶体,它们是几种晶体的机械混合 物。由两种组元组成的共晶体,称为二元共晶体;由三种组元组成的共晶体,称为三元共 晶体;依此类推。在二元系中,二元共晶转变是在恒温卞进行的,各相的浓度始终保持不 变,其反应用下式表示:
L...► α + 尸 绝大多数工业变形铝合金在结晶时都存在着共晶转变。
合金在冷凝过程中,由液体与已结晶出来的晶体相互作用,形成另一种晶体的转变, 称为包晶转变。在包晶反应时,新晶体在原有晶体的表面上生核,并生长成一层外壳。借 助于扩散过程,这个新相外壳对外不断消耗液相向液体中生长,对内不断"吃掉”原有晶 体,向内扩张,直至包晶转变结束。如果原有晶体的数量比包晶反应所需要的数量多一
• 12・
铝合金熔铸生产技术问答
些,则反应结束后,在新晶体的内部就会剩余一些原有的晶体;反之,原有晶体就会消耗 殆尽。二元系中的三相平衡包晶转变是在恒温下进行的,各相的浓度始终不变,其反应可 用下式表示:
L ÷ α...►β
包晶转变在生产Al-Ti、ALMn等中间合金时可以看到。
有些二元系铝合金在液态时两组元只能部分溶解,甚至几乎不溶解。当合金凝固时, 会发生由一个液相4分解成一个固相4和另一成分的液相厶的恒温转变,称为偏晶转变。 在铝合金中具有偏晶转变的二元系有AbBi、Al-Cd、AI-Pb等。
表1-3列出几种主要二元铝合金在结晶时的转变类型。
表1-3几种主要二元铝合金在结晶时的转变类型
|
元素或化合物 |
转变类型及 转变温度/七 |
与a固溶体 平衡的相 |
___________溶解度/% | ||||
|
转变点 |
550七 |
4∞r |
3∞cC |
2∞r | |||
|
Be |
瓦645 |
Be |
0.05 |
0.009 |
0.∞5 |
— |
— |
|
Biφ |
M, 657 |
Bi |
0.20 |
— |
— |
— |
— |
|
E^ |
M, 649 |
液态Cd |
0.47 |
— |
— |
— |
— |
|
Co |
E, 657 |
Co2Al9 |
0. 02 |
— |
— |
— |
— |
|
Cu |
E, 548 |
CuAl2 |
5.7 |
4.05 |
1.50 |
0.45 |
0. 13 |
|
Cr |
P, 661 |
CrAl7 |
0. 72 |
0. 15 |
0.07 |
0.015 |
0. 003 |
|
Fe |
E, 655 |
FeAl3 |
0.05 |
0. 005 |
<0. OOl |
— |
— |
|
Li |
P, 600 |
AlLi |
4.0 |
2. 80 |
1.85 |
0. 85 |
0.45 |
|
Mg |
E, 449 |
Al3Mg |
17.40 |
— |
12. 20 |
6.60 |
3. 50 |
|
Mn |
E, 658.5 |
MnAl6 |
1.82 |
0. 35 |
0.09 |
0.015 |
0.∞25 |
|
Ni |
£, 640 |
NiA⅛ |
0.05 |
0.006 |
<0.∞l |
— |
— |
|
Pb |
M, 658 |
液态Pb |
0.20 |
— |
— |
— |
— |
|
Sb③ |
£, 657 |
AlSb |
0.10 |
— |
— |
— |
— |
|
Sn |
£, 228 |
Sn |
0. 02 |
— |
— |
— |
— |
|
Si |
£, 557 |
Si |
1.65 |
0.80 |
0. 30 |
0. 10 |
0.05 |
|
Ti |
r P, 665 |
TiAl3 |
1.20 |
0.20 |
— |
— |
— |
|
V |
尸,661.9 |
VAIK) |
0. 25 |
— |
— |
— |
— |
|
Zn④ |
E, 380 |
Zn |
82.8 |
— |
— |
— |
12.40 |
|
Zr |
P, 660.5 |
^Xξ |
0. 28 |
0. 045 |
O. ∞85 |
<0. ∞1 |
— |
|
MgzSi ⑤ |
595 |
MfcSi |
1.85 |
1.08 |
0.25 |
0.20 |
0.08 |
|
MgZn2 |
475 |
MgZn2 |
16. 90 |
10.00 |
4. 20 |
1.80 | |
注:E表示共晶型;尸表示包晶型;M表示偏晶型。
①富Bi熔体,在271CC时凝固;②富Cd熔体,在32It时凝固;③富Sb熔体,在327七时凝固;④在272七时发
生共析转变;⑤伪二元截面。
1-22什么是状态图,它与铸锭生产有何关系?
状态图就是表示合金成分、温度与组织之间关系的图形。状态图通常都是在接近平衡 状态的极缓慢冷却条件下测制的,它能够表示任一合金在任一温度下于平衡状态时的相组 成和组织组成。
第一章基础知识
• 13・
•大多数工业变形铝合金都属于共晶型合金。 典型的二元共晶状态图如图IX所示。图中,纵 坐标表示温度,横坐标表示成分。图中的所有线 条都表示合金发生相转变的温度。其中,GEH线 是由各合金开始结晶的温度连接起来的线,称为 液相线。CEO线是水平共晶线,表示成分位于 C、0之间的合金在温度TE时都会发生共晶转变; E点是共晶点。GCEOH线是由各合金结晶终了的 温度连接起来的线,称为固相线。C4线和03线 分别表示B在4中和4在B中处于不同温度下的 溶解度,称为固溶线;而C点和0点则分别表示 B在4中和4在B中的极限溶解度。上述线条将整个状态图划分为七个相区。其中,有 三个单相区(厶*?),三个两相区(L + a、L+f、ɑ+尸),一个三相区(L + a+6)。 由于二元系中三相平衡共晶转变是在恒温下进行的,所以这个三相区是由一条水平线
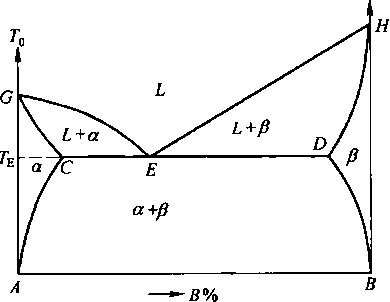
图1∙8典型的二元共晶状态图
CED表示的。
由图1∙8可知,共晶型合金具有以下特点:组元在液态无限互溶,固态有限互溶;共 晶点大多偏向低熔点组元一边;在共晶转变时,从液体中同时析出两个固相a+β;对成 分偏离共晶点E的合金,则出现初生相,亚共晶成分合金(位于C、后间的合金)的组织 为a + (Q+S),过共晶成分合金(位于E、0间的合金)的组织为8 + (a+8)。
根据状态图不仅可以分析合金在加热和冷却过程中的相转变,确定合金在平衡态的相 组成和组织组成,还可以确定平衡相的相对重量。因此,状态图是研究合金结晶过程及合 金中各种组织形成及变化规律的理论基础,也是制定合金熔炼铸造和铸锭热处理工艺的重 要依据。比如,有了状态图,我们就可以选择合金的熔炼温度和铸锭均匀化温度,选择中 间合金的成分等。从状态图了解了合金的组织状态,就可以预测合金的铸造性能。根据状 态图指示的合金结晶特性,可以通过调整成分来提高合金的抗热裂倾向性等。
1-23铝具有哪些主要性能?
铝是地壳中分布最广、储量最多的金属元寿之一,约占地壳总质量的8.2%,仅次于 氧和硅,比铁(约占5.1%)、镁(约占2.1%)‘和钛(约占0.6%)的总和还多。目前的 产量和消费量仅次于钢铁,而居有色金属的第一位。铝是银白色的金属,在元素周期表中 属于IiIA族元素,具有面心立方结构,无同素异构转变,它具有许多优良的性能,主要 是:
(1)重量轻。纯铝的密度约为2∙7g/cm3,大约只有钢和铜的三分之一,是交通运输 工具和建筑轻量化的良好材料。
(2)导电性和导热性好,仅次于银和铜。工业纯铝的导电率约为铜的60%,相同重 /、 量的铝的导电能力大约相当于铜的两倍,所以铝适合于用做输电线、配电线、热交换器和 发动机部件及家电材料。
(3)耐腐蚀性好。把铝露置于大气中,在其表面会迅速形成一层很薄的氧化膜,该氧 化膜致密而坚固,能阻止铝进一步氧化,只要周围物质和环境不破坏氧化膜,铝就不会受
-14,∙、 铝合金熔铸生产技术问答
到腐蚀。因此,铝在大气、浓硝酸、有机酸和食物中具有极高的稳定性,广泛用于某些化 工设备的制作和化工产品的包装及运输。但铝在碱、硫酸、盐酸和盐中不稳定。
(4)加工性好。铝具有很高的塑性,可用任何一种方法进行铸造,也可进行各种形式 的压力加工和多种形式的机械加工。几乎各种连接方法都适用于铝。铝可轧制成比纸还薄 的铝箔,拉制成很细的铝丝,喷吹和磨制成很细的铝粉,冲制成形状复杂的容器。
(5)无毒。铝本身没有毒性,它与大多数食品接触时溶出量很微小;同时由于表面光 滑,容易清洗,细菌不易停留繁殖,故广泛用于食品医疗机械和食品包装。
(6)比强度(强度与密度的比值)高。纯铝本身的强度较低,但经过合金化、热处 理、加工硬化等方法强化后,强度明显提高,其比强度甚至超过优质合金钢。因此,在制 件重量相同的情况下,许多铝合金比倍钢还能承受更大的负荷。广泛用于制造各种结构 件。
(7)反射性好。对光的反射率,抛光铝可达70%,高纯铝经过电解抛光后可达94%, 比银(92%)还高;铝对热辐射和电波也有很好的反射性能,故广泛用于照明器具、冷暖 器具、抛物面天线、冷藏库等。
(8)耐低温。铝及其合金的强度随温度下降而提高,在超低温的条件下不像钢铁那样 产生低温脆性,因此可以用来制作极地车辆、冷冻库、氧和氢的生产装置等要求低温的设 备。
(9)无磁性。铝没有磁性,对电磁场几乎没有影响,可用于制作要求无磁性的各种电 气装置,如船上的罗盘、天线、操舵室的器具等。
(10)热中子吸收截面小,是原子反应堆的重要包套材料。
(H)表面光泽美观并能进行各种表面涂饰,是优良的建筑室内外装修材料和各种交 通运输工具及仪表的表面维护结构材料。
(12)铝的废料回收价值高,也容易复化处理,有利于资源的充分利用和防止公害。
纯铝的主要物理性能见表1-4。
表1-4纯铝的主要物理性能
|
__________性 能 |
高纯铝(99. 996%) |
工业纯铝(99. 5%) |
|
_________原子序数 |
13 | |
|
_______原子量_______ |
26. 9815 | |
|
__________晶格常数(20P)∕m__________ |
4. 0494 ×10^10 |
4.04 ×10'1° |
|
____________密度(20tt)∕kg. m-3___________ |
2698 |
2710 |
|
(7∞X)∕kg ∙ m-3 |
2373 | |
|
____________熔点/"____________ |
660.24 |
645 ~655 |
|
____________沸点/七____________ |
2060 | |
|
____________熔解热/J ∙ kg"____________ |
3.961 XIO5 |
3.894 XIO5 |
|
____________燃烧热/J ∙ kg"____________ |
3. 094 XIO7 |
3.098 ×IO7 |
|
________凝固体积收缩率/%________ |
6.6 | |
|
________比热容(IOOp)∕J∙ (kg∙K)-∣________ |
931.98 |
961.71 |
|
______热导率(25t)∕W∙(m∙K)-______ |
235.2 |
234 |
第一章基础如识
将
|
__________性 能__________ |
高纯铝(99. 996%) |
工业纯铝(99. 5%) |
|
_____平均线膨胀系数(20 ~ 100K)/KT_____ |
24. 58×10^6 |
23. 8 X 10 - |
|
电导率(20七,等体积国际退火铜标准)/% IACS |
64.94 |
62 |
|
电阻率(20七)/。∙ mm2 ∙ m-l |
0. 0267 |
0. 028 |
|
_________声音传播速度/m ∙ s-|_________ |
约 4900 | |
|
反射率(A =25∞×10-l0m)∕% |
87 | |
|
(λ=5O∞×lO-,om)∕% |
90 | |
|
(Λ =2OO∞×lO-,om)∕% |
97 | |
|
_________体积磁化率_________ |
6.27x10-7 |
6.6x10-7 |
|
磁导率/H ∙ m^1 |
1.0x10-5 |
1.0×10^5 |
|
___________弹性模量/MPa___________ |
700∞ | |
|
___________切变模量/MPa___________ |
2625 |
1-24变形铝合金是怎样分类的,其牌号是怎样表示的?
通常变形铝合金按照合金的性能和用途、热处理特性以及所含主要合金元素等三种方
式分类。
按照合金的性能和用途,变形铝合金可分为工业纯铝、包覆铝(包覆以铜和锌为主要 合金元素的热处理可强化的铝合金,以提高其抗腐蚀性)、防锈铝、硬铝(含中强、高强 铝合金)、锻铝(含耐热铝合金)、超硬铝(超高强度铝合金)、特殊铝、轩焊铝、切削铝 等。
根据热处理特性,变形铝合金可以分成热处理不强化铝合金和热处理可强化铝合金两 大类(如图1-9所示),成分位于I区的合金,不论温度如何变化,合金的组织不起变化, 属于热处理不强化铝合金;成分位手U区的合金,随温度的降低,合金元素溶解度越来越 小,因而有热处理强化的可能,称为热处理可强化铝合金。变形铝合金中的1 X X X、 3x X X、5x X X和部分的4 X X X合金属于热处理不强化铝合金,而2xxx、6xxx、
7× X X和部分4 X X X合金属于热处理可强化铝合金。
根据所含的主要合金元素,可将常用变形铝合金分成纯铝(IXXX系)、AI-Mn合金
(3 X X X 系)、Al-Si 合金(4 X X X 系)、Al-Mg 合金(5 x × X 系)、Al-Mg-Si 合金
(6 X X X 系)、Al-Cu、Al-Cu-Mgʌ Al-Cu-Mnʌ Al-CU-Mg・Fe・Ni 合金(2x x x 系)、Al-Znx Al-Zn・Mg、Al-Zn-Mg-Cu 合金(7x x x 系)、AI•其 他元素合金(8 X X X系)及备用合金组 (9 × × X系)等合金系。
根据GB/T 16474-1996《变形铝及铝合金 牌号表示方法》的规定,我国目前使用的变形 铝合金牌号采用国际四位数字体系牌号和四位 字符体系牌号混合编号的方法命名。即凡化学
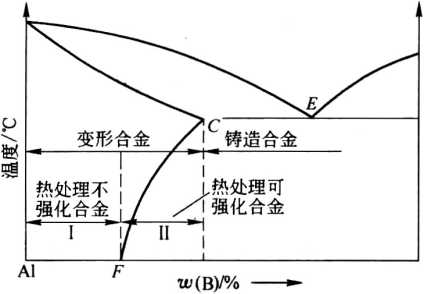
图1-9铝合金分类示意图
J 16- 铝合金熔铸生产技术问答
成分与•"变形铝及铝合金国际牌号注册协议组织"命名的合金相同的所有合金,其牌号直 接采用国际四位数字体系牌号,未与国际四位数字体系牌号的变形铝合金接轨的,采用四 位字符体系牌号命名(但试验铝合金应在四位字符牌号前加X),并按要求注册化学成分。
四位字符体系牌号的第一、三、四位为阿拉伯数字,第二位为英文大写字母(C、I、 L、N、0、P、Q、Z字母除外)。牌号的第一位数字表示铝及铝合金的组别(见表1-5)。 除改型合金外,铝合金组别按主要合金元素(6× X X系按Mg2Si)来确定,主要合金元 素指极限含量算术平均值为最大的合金元素。当有一个以上的合金元素极限含量算术平均 值同为最大时,应按Cu、Mn、Si、Mg、Mg2Si^ Zn、其他元素的顺序来确定合金组别。牌 号的第二位字母表示原始纯铝和铝合金的改型情况,A表示原始纯铝和原始铝合金,如果 是B ~Y的其他字母,则表示为原始纯铝或原始铝合金的改型。牌号的最后两位数字用以 标识同一组中不同的铝合金或表示铝的纯度。我国变形铝及铝合金加工产品的化学成分及 新旧牌号对照见附录一。
表1-5变形铝及铝合金的组别分类
|
_______组 别_______ |
牌号系列 |
_______组 别 |
牌号系列 |
|
纯铝(铝含量不小于99. 00%) |
Ixxx |
以镁和硅为主要合金元素,并以 |
6 X X X |
|
以铜为主要合金元素的铝合金 |
2 X X X |
Mg2Si相为强化相的铝合金 | |
|
以福为主要合金元素的铝合金 |
3 × X × |
以锌为主要合金元素的铝合金 |
7 X X X |
|
以硅为主要合金元素的铝合金 |
4 X X X |
以其他合金元索为主要合金元素的铝合金 |
8 X X X |
|
以镁为主要合金元素的铝合金 |
5 X X × |
备用合金组 |
9 × X X |
1-25我国变形铝合金状态是怎样表示的?
GB/T 16475-1996《变形铝及铝合金状态代号》规定:基础状态分为5种,代号用一 个英文大写字母表示(见表1・6);细分状态代号采用基础状态代号后跟一位或多位阿拉 伯数字表示。
表1-6基础状态代号、名称与应用
|
代号 |
名 称 |
________说明与应用________ |
|
F |
自由加工状态 |
适用于在成形过程中,对于加工硬化和热处理条件无特殊要 求的产品。该状态产品的力学性能不做规定 |
|
0 |
退火状态 |
适用于经完全退火获得最低强度的加工产品________ |
|
H |
加工硬化状态 |
适用于通过加工硬化提高强度的产品。产品在加工硬化后可 经过(也可不经过)使强度有所降低的附加热处理。H代号后 面必须跟有两位或三位阿拉伯数字_____________ |
|
W |
固溶热处理状态 |
一种不稳定状态。仅适用于经固溶热处理后,室温下自然时 效的合金。该状态代号仅表示产品处于自然时效阶段 |
|
T |
热处理状态(不同于F、0、H状态) |
适用于热处理后,经过(或不经过)加工硬化达到稳定状态 的产品。T代号后面必须跟一位或多行阿拉伯数字 |
H的细分状态。用在字母H后面添加两位阿拉伯数字(称为HXX状态),或三位阿
第一章基础知识
• 17 •
拉伯数字(称为HXXX状态)表示。H后面的第一位数字表示获得该状态的基本处理程 序,如表1-7所示。H后面的第二位数字表示产品的加工硬化程度。数字8表示硬状态。 通常采用O状态的最小抗拉强度与表1-8规定的强度差值之和,来规定HX8状态的最小抗 拉强度值。对于O (退火)和HX8状态之间的状态,应在HX代号后分别添加从1到7的 数字来表示,在HX后添加数字9表示比HX8加工硬化程度更大的超硬状态。各种HXX 细分状态代号及对应的加工硬化程度如表1-9所示。
|
表1.7 HX状态代号________________________ | |
|
状态 |
_________________获得该状态的基本处理程序__________________ |
|
Hl |
单纯加工硬化状态。适用于未经附加热处理,只经加工硬化即获得所需强度的状态 |
|
H2 |
加工硬化及不完全退火的状态。适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降 低到规定指标的产品。对于室温下自然时效软化的合金,H2与对应的H3具有相同的最小极限抗拉强度 值;对于其他合金,H2与对应的Hl具有相同的最小极限抗拉强度值,但伸长率比Hl稍高_______ |
|
H3 |
加工硬化及稳定化处理的状态。适用于加工硬化后经低温热处理或由于加工过程中的受热作用致使其 力学性能达到稳定的产品。H3状态仅适用在室温下逐渐时效软化(除非经稳定化处理)的合金_____ |
|
H4 |
加工硬化及涂漆处理的状态。适用于加工硬化后,经涂漆处理导致了不完全退火的产品_______ |
表1』HX8状态与O状态的最小抗拉强度差值
|
O状态的最小抗拉强度 /MPa |
HX8状态与0状态的最小 抗拉强度差值/MPa |
O状态的最小抗拉强度 /MPa |
HX8状态与0状态的最小 抗拉强度差值/MPa |
|
≤40 |
55 |
165 ~200 |
IOO |
|
45 -60 |
65 |
205 ~240 |
105 |
|
65 ~80 |
75 |
245 ~280 |
IlO |
|
85 ~1∞ |
85 |
285 ~320 |
115 |
|
105 ~ 120 |
90 |
£325 |
120 |
|
125 ~ 160 |
95 |
表1.9 HXX细分状态代号
|
状态 |
_______加工硬化程度_______ |
状态 |
_______加工硬化程度_______ |
|
HXl |
抗拉强度极限为。与HX2状态的中间值 |
HX6 |
抗拉强度极限为HX4与HX8状态的中间值 |
|
HX2 |
抗拉强度极限为O与HX4状态的中间值 |
HX7 |
抗拉强度极限为HX6与HX8状态的中间值 |
|
HX3 |
抗拉强度极限为HX2与HX4状态的中间值 |
HX8 |
_________硬状态_________ |
|
HX4 |
抗拉强度极限为O与HX8状态的中间值 |
HX9 |
超硬状态,最小抗拉强度极限值超过HX8 |
|
HX5 |
抗拉强度极限为HX4与HX6状态的中间值 |
至少IOMPa |
注:当按表1-9确定的HXl ~HX9状态的抗拉强度极限值,不是以O或5结尾时,应修约至以0或5结尾的相邻较 大值。
HXXX状态如下:
Hlll适用于最终退火后又进行了适量的加工硬化,但加工硬化程度又不及Hll状态 的产品。
Hl 12适用于热加工成形的产品。该状态产品的力学性能有规定要求。
• 18 ♦
铝合金熔铸生产技术问答
H116适用于含镁量不小于4.0%的5 X X X系合金制成的产品。这些产品具有规定的 力学性能和抗剥落腐蚀性能要求。•
花纹板的状态代号和其对应的压花前的板材状态代号如表1-10所示。
表1-10花纹板和其压花前的板材注态代号对照
|
花纹板的状态代号 |
压花前的板材状态代号 |
花纹板的状态代号 |
压花前的板材状态代号 |
|
Hl 14 |
0 |
H164, H264, H3 64 |
H15, H25, H35 |
|
H124, H224, H324 |
Hll, H21, H31 |
H174, H274, H374 |
H16, H26, H36 |
|
H134, H234, H334 |
H12, H22, H32 |
H184, H284, H384 |
H17, H27, H37 |
|
H144, H244, H344 |
H13, H23, H33 |
H194√ H294, H394 |
H18, H28, H38 |
|
H154, H254, H354 |
H14, H24, H34 |
H195, H295, H395 |
H19, H29, H39 |
T的细分状态。在字母T后面添加一位或多位阿拉伯数字用以表示T的细分状态。T 后面的第一位阿拉伯数字(O-IO)表示对产品的基本处理程序(见表1・11)。
表1.U TX细分状态代号说明与应用
|
状态代号 |
______________说明与应用_______________ |
|
TO |
固溶热处理后,经自然时效再通过冷加工的状态。适用于经冷加工提高强度的产品 |
|
Tl |
由高温成形过程冷却,然后自然时效至基本稳定的状态。适用于由高温成形过程冷却后,不再 进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品 |
|
T2 |
由高温成形过程冷却,经冷加工后自然时效至基本稳定的状态。适用于由高温成形过程冷却后, 进行冷加工,或矫直、矫平以提高强度的产品 |
|
T3 |
固溶热处理后进行冷加工,再经自然时效至基本稳定的状态。适用于固溶热处理后,进行冷加 工,或矫直、矫平以提高强度的产品 |
|
T4 |
固溶热处理后自然时效至基本稳定的状态。适用于固溶热处理后,不再进行冷加工(可进行矫 直、矫平,但不影响力学性能极限)的产品 |
|
T5 |
由高温成形过程冷却,然后进行人工时效的状态。适用于由高温成形过程冷却后,不经过冷加 工(可进行矫直、矫平,但不影响力学性能极限),予以人工时效的产品 |
|
T6 |
固溶热处理后进行人工时效的状态。适用于固溶热处理后,不再进行冷加工(可进行矫直、矫 平,但不影响力学性能极限)的产品 |
|
T7 |
固溶热处理后进行过时效的状态。适用于固溶热处理后,为获得某些重要特性,在人工时效时, 强度在时效曲线上越过了最高峰点的产品 |
|
T8 |
固溶热处理后经冷加工,然后进行人工时效的状态。适用于经冷加工,或矫直、矫平以提高强 度的产品 |
|
T9 |
固溶热处理后人工时效,然后进行冷加工的状态。适用于经冷加工提高强度的产品______ |
|
TlO |
由高温成形过程冷却后,进行冷加工,然后人工时效的状态。适用于经冷加工,或矫直、矫平 以提高强度的产品 |
注:某些6x X X系的合金,无论是炉内固溶热处理,还是从高温成形过程急冷以保留可溶性组分在固溶体中, 均能达到相同的固溶热处理效果,这些合金的T3、T4、T6、T7、T8和T9状态可采用上述两种处理方法的任 一种。
第一章基础知识 • 19 •
在TX状态代号后面再添加一位阿拉伯数字(称为TXX状态),或添加两位阿拉伯数 字(称为TXXX状态),表示经过了明显改变产品特性(如力学性能、抗腐蚀性能等)的 特定工艺处理的状态,如表1-12所示。
表1.12 TXX及TXXX细分状态代号说明与应用
|
状态代号 |
______________说明与应用_______________ |
|
T42 |
适用于自0或F状态固溶热处理后,自然时效到充分稳定状态的产品。也适用于需方对任何状 态的加工产品热处理后,力学性能达到了 T42状态的产品 |
|
T62 |
适用于自O或F状态固溶热处理后,进行人工时效的产品。也适用于需方对任何状态的加工产 品热处理后,力学性能达到了 T62状态的产品 |
|
T73 |
适用于固溶热处理后,经过过时效以达到规定的力学性能和抗应力腐蚀性能指标的产品____ |
|
T74 |
与T73状态定义相同。该状态的抗拉强度大于T73状态,但小于T76状态____________ |
|
T76 |
与T73状态定义相同。该状态的抗拉强度分别高于T73、T74状态,抗应力腐蚀断裂性能分别低 于T73、T74状态,但其抗剥落腐蚀性能仍较好 |
|
T7X2 |
适用于自0或F状态固溶热处理后,进行人工过时效处理,力学性能及抗腐蚀性能达到了 T7X 状态的产品 |
|
T81 |
适用于固溶热处理后,经1%左右的冷加工变形提高强度,然后进行人工时效的产品______ |
|
T87 |
适用于固溶热处理后,经7%左右的冷加工变形提高强度,然后进行人工时效的产品______ |
在TX或TXX或TXXX状态代号后面添加“51”、或“510”、或“511”、或“52”、 或“54”表示经过了消除应力处理的产品状态代号,如表1-13所示。
表1-13消除应力状态代号说明及应用
|
状态代号 |
______________说明及应用______________ |
|
TX51 TXX51 TXXX51 |
适用于固溶热处理或自高温成形过程冷却后,按规定量进行拉伸的厚板、轧制或冷精整的棒材 以及模锻件、锻环或轧制环。这些产品拉伸后不再进行矫直。厚板的永久变形量为L5% ~3%; 轧制或冷精整棒材的永久变形量为1% ~3%;模锻件、锻环或轧制环的永久变形量为1% ~5% |
|
TX510 TXX510 TXXX510 |
适用于固溶热处理或自高温成形过程冷却后,按规定量进行拉伸的挤制棒、型和管材,以及拉 制管材。这些产品拉伸后不再进行矫直。挤制棒、型和管材的永久变形量为1% ~3%;拉制管材 的永久变形量为L 5% ~3% |
|
TX511 TXX511 TXXX511 |
适用于固溶热处理或自高温成形过程冷却后,按规定量进行拉伸的挤制棒、型和管材,以及拉 制管材。这些产品拉伸后可略微矫直以符合标准公差。挤制棒、型和管材的永久变形量为1% ~ 3%;拉制管材的永久变形量为1.5% ~3% |
|
TX52 TXX52 TXXX52 |
适用于固溶热处理或自高温成形过程冷却后,通过压缩来消除应力,以产生1%~5%的永久变 形量的产品 |
|
TX54 TXX54 TXXX54 |
适用于在终锻模内通过冷整形来消除应力的模锻件 |
W的消除应力状态可在W状态代号后面添加与T的消除应力状态代号相同的数字 (如51、52、54),以表示不稳定的固溶热处理及消除应力状态。
• 20・
铝合金爆铸生产技术问答
1-26镐、镁、铜、硅等元素在变形铝合金中起什么作用?
(1)倍的作用。除4 X X X和以铁作为主要组元的合金及用于原子反应堆的特殊合金 外,大多数变形铝合金中都加有锦。在3 X X X合金中,毓作为主要合金组元起提高材料 强度的作用(但添加量最多不超过1.6%),而且由于生成的MnAL质点与纯铝具有相同的 电位(0.85V),赋予合金较好的抗蚀性,因而作为具有中等强度和良好可塑性的3003型 合金获得了广泛使用。加镁的3 X X X合金(3004、3105等)不仅能提高强度,还能抑制 再结晶晶粒粗化,且具有优良的深冲性能和变薄拉伸性能,使之成为目前世界上使用量最 大的合金品种。在其他合金中,锦作为辅助组元,一方面,通过固溶强化、消除铁的有害 影响、产生挤压效应,对合金起补充强化作用;另一方面,猛还可以起改善抗蚀性(尤其 是抗应力腐蚀性)、焊接性,提高再结晶温度、防止变形后退火时晶粒粗化的作用,在 2A16、2B16、2A17合金中起提高耐热性能的作用(含锦的T相比S相具有更好的耐热 性)。在含铁的2A70、2B70、2A80、2A90合金中,铸与铁形成粗大硬脆的铝铁铸化合物, 恶化材料性能;在原子能反应堆上用的几个合金中,锌增大材料的热中子吸收截面,降低 反应堆的工作效率;故在这些合金中,毓作为杂质而加以限制。
(2)镁的作用。镁是变形铝合金中使用最广泛、最有效的合金元素之一(仅2011、 2A16、2219、3003、3A21、7AOl及几个4x X X合金不含镁),是5 x x X合金的主要组 元。镁的作用主要是通过固溶强化和与其他元素形成一系列可溶解的金属化合物强化相来 提高合金的强度。镁的强化效果比猛高得多,大约0∙8%的镁相当于L 25%的镐,而且合 金中允许的加入量比铢高,因而得到了比AkMn合金强度大、抗蚀性好(在大气和海洋环 境下)、具有良好焊接性的AI-Mg系合金。但是,随镁含量提高,合金产生应力腐蚀和焊 接裂纹的倾向增大。镁在3003、3A21合金中易与杂质硅化合,促使铝铁镂硬脆化合物的 出现,同时损害退火材料的表面光泽;镁在2A16合金中使焊接性能变坏,故以杂质形式 存在。
(3)铜的作用。铜是所有热处理可强化铝合金中最主要最基本的合金化元素,是 2× × X合金的主要组元。它主要通过与其他元素形成可溶解的金属化合物强化相,起到 提高合金强度和耐热性的作用。6× X X系合金中的铜可弥补停放效应造成的强度损失, 并能细化MgzSi,提高T6状态的强度;在7A04型合金中,铜的加入可降低晶内和晶间的 电位差,从而提高合金抵抗应力腐蚀的作用;在3003合金中加入少量铜,可使点腐蚀变 为均匀腐蚀,对降低材料表面粗糙度有利;但在其他合金中,铜的存在则使晶间腐蚀倾向 增大。在其他3X XX系和5X X X系热处理不强化合金中,因铜降低抗蚀性而以杂质形 式存在。 ^
(4)硅的作用。硅是4 X X X合金的主要组元,加入足量的硅,能降低熔点而不会使最 终合金产生脆性。故4 X X X合金广泛用做热交换器(亚共晶型的锌焊合金如4A01、4A13、 4043等)及焊条、内燃机活塞(如共晶型4A11、4032、4047等)的材料。在6x x x系合 金、锻铝(2A14、2A50、2B50、2A80、2A90、2014、2214 等)和 5A03 合金中,它的作用主 要是通过与镁形成Mg2Si化合物对合金起时效强化作用;同时改善合金的铸造性能和焊接性 能。6× X X合金中,最主要的合金是6063和6061,它是目前世界上最通用的热处理可强化 铝合金,其强度虽然比2 X X X和7 X X X系中的大多数合金为低,但MgzSi合金具有良好的
第一章基础知识
•21 •
成形性、耐蚀性和表面处理性能,从而获得广泛应用,其产量和消耗量仅次于3004而居第 二位。在其他变形铝合金中(8011除外),硅是一种有害的杂质,其危害主要是:降低合金 的塑性(如3x X X、5x X X系合金、2A70);降低合金的强度(如2A12、2A16、2A17、 7AO4、2A70);提高合金形成铸造和焊接裂纹的倾向性(如2A12、7A04);降低合金抗应力 腐蚀能力(如7A04);降低合金的耐热性(如2A70、2A12、2A16、2A17)o但是硅在某些合 金中也起好的作用,例如3A21合金中的杂质硅能降低猛的溶解度,细化退火晶粒;提高 2All合金中杂质硅的含量能降低铸锭裂纹倾向性等。
1-27锌、铁、線、馅等元素在变形铝合金中起什么作用?
(1)锌的作用。锌是7 X X X系合金的主要合金组元,加入少量镁时,就能形成强度 很高的热处理可强化合金。这是由于铝中的锌与镁形成了 η相(MgZrI2)或T相 (Al2Mg3Zn3)的缘故。锌和镁在铝中的固溶范围很宽,η相和T相的溶解度随温度的降低 而急剧下降,随η相和T相含量的增加,合金在时效状态的强度显著提高。这2个相有大 致相同的时效强化效果,当2个相共存时,强化效果更高,某些试验合金的强度达到 8∞MPa,成为目前能生产的强度最高的合金之一,常用做飞机骨架构件和高度受力的部 件。在其他合金(5A33除外)中,锌以杂质形式存在,它能降低3 X X X系合金的焊接 性,降低2 X X X系合金的耐热性。在其余合金中含量甚微,对性能影响不明显。
(2)铁和保的作用。铁和保是铝-铜-镁-铁-線系合金(如2A21、2A49、2A70、2B70、 2A80、2A90、2618等)中的重要组元,它们以FeNiAl9化合物的形式存在于合金中,起提 高合金耐热性和耐磨性的作用,鎳在其他合金中以杂质形式存在,但含量甚微,对合金性 能基本上没有影响。而铁在其他合金中是有害杂质,其危害主要是:与铝、锦、馅等元素 形成硬脆而难溶的化合物,降低合金塑性;与强化元素形成难溶化合物,降低合金热处理 强化效果;降低合金抗蚀性;降低某些合金阳极氧化处理的表面质量。但是杂质铁在某些 情况下也有好的作用,比如在3A21合金中,铁可以降低橘在铝中的溶解度,细化退火晶 粒。
(3)倍的作用。辂是5 X X X系和7 X X X系大部分合金的辅助添加元素。其作用与 徐相似,但作用更为显著,它使合金固溶体的分解在晶内较均匀地进行,降低了合金组织 上电化学的不均匀性,改善抗蚀性、提高合金的焊接性,同时加入猛、信时作用更显著, 还会产生"挤压效应”,提高合金的强度,加人量一般为OJ% ~0∙ 8% (质量分数)。
(4)倍的作用。在部分 7 XXX 系(7003、7005、7050 等)、2 x x x 系(2004、 2219、2B16 等)和 5xxx系(5 AOI; 5A33)合金中含有 0. 05% ~ 0. 5% (质量分数) 数量不等的错,其作用是细化铸造组织,改变第二相结晶形状,并能形成细小弥散的 ZrAL弥散相,阻止再结晶的进行,提高再结晶温度,在2*xx系和7xx X系合金中提 高抗蚀性,当与毓一起存在时,还可显著提高合金的冲击强度;在5X X X系合金中提高 合金的可焊性。
(5)皱的作用。在含镁量较高的部分5 X X X系合金(如5A06、5B06、5A12、5A13、 5A33)和部分耐热合金(如2A06、2A04)及可焊合金(如7A15、7A19、7A31)中含有 0.0001% -0.01% (质量分数)数量不等的饭,其作用是改善氧化膜结构,提高合金抗氧 化的能力,以防止合金在熔铸、焊接、热加工及使用过程中的氧化,同时降低铸锭裂纹倾
• 22・
铝合金熔铸生产技术问答
向性及改善材料的表面质量。
(6)钛的作用。除用于导电、需要深冲拉伸和高纯度的合金外,绝大多数变形铝合金 中都含有数量不等的钛,钛作为重要的工艺添加剂,主要起细化铸造晶粒的作用,借以改 善合金的铸造性能和加工性能;提高合金的可焊性;并能提高2A16、2A17等合金的耐热 性。
(7)锦的作用。在5A12和5A13合金中加有0.004% ~0.05% (质量分数)的睇,其 作用是使锌与钠生成高熔点化合物,降低并防止合金产生钠脆性,提高合金抗热裂纹的能 力O
(8)机的作用。在2B16、2A20、2219合金中含有0. 05% ~0.15% (质量分数)的 飢,其作用是促进合金形成细晶的再结晶组织,,能得到有用的强度、韧性、成形性等综合 性能;还可降低淬火敏感性。
(9)锡、铅、锌的作用。在2011、2B70、6A51合金中含有少量的锡或(和)铅、或 (和)锌,其作用是提高合金的切削性能,因为这些元素与合金中的镁结合形成很硬的颗 粒(MgzSn、Mg3Bi2等),起断裂切削作用。由于铅有毒,从2006年开始,某些西方国家 已经禁止在铝合金中加铅。
(10)硼的作用。在1350和6101等主要用于导电的合金中添加硼是为了在合金熔体 中除去对电导率影响较大的钛和飢。当硼和钛一起使用时,其作用是提高晶粒细化效果。
(H)锂的作用。变形铝合金中ALCu-Mn系、ALCU-Mg-Fe-Ni系和AI-CU・Mg系中位 于a+ T相区的合金都具有较好的高温性能,但随着飞行速度的提高,当马赫数(飞行速 度与音速之比)达到2时,机壳与大气摩擦产生的热可使机体前端的温度达到218工,此 时,再采用上述合金材料做飞机蒙皮就困难了。因此开发了含锂的变形铝合金。简单的铝 锂二元系合金应用价值不大,但在含铜等元素的铝合金中,锂与铜等可形成灭 (Al7Cu4Li).北(川2(:川3)和T2(曲a"3)等金属化合物相,在高温下(250工),TB (MCqLi)和外(餌CuIA)比Al-Cu-Mg系中的S相软化倾向要小得多,因而使合金具有了 比硬铝合金要强得多的高温强度。由于锂的室温密度只有0∙534g/crh3,又有很好的高温强 度,因此,含锂铝合金被称为21世纪理想的航空航天结构材料。
第一节炉 料
2-1什么是炉料,常用的炉料有哪几种?
配制中间合金和成品合金时,引入基体金属和合金化元素所需要的一切原材料,统称 为炉料。
•在配制变形铝合金和铝中间合金时常用的炉料有:新金属,中间合金,元素添加剂, 废料以及硅、硼和一些化工材料。为了叙述方便,本书将硅、硼均列入新金属类。
新金属是指由矿石直接冶炼出的一次工业纯金属。它具有成分标准化、质量较好、价格较 贵的特点。熔炼时使用新金属是为了降低炉料中总的杂质含量,提高熔炼金属内部纯洁度和 制品的最终综合性能,同时弥补成品生产的金属消耗。此外,许多合金组元直接引用新金属。
中间合金是指在熔制成品合金之前预先制备好的一种过渡性合金。它具有熔点低(相 对组元而言),难熔组元含量高(相对成品合金而言)的特点。生产成品合金时使用中间 合金的目的是便于加入某些难熔组元或含量很少的合金组元,保证成品合金的冶金质量, 减少烧损,提高炉子生产率,改善作业条件。
元素添加剂是指将适当粒度的纯金属粉末与不含钠的熔剂粉末机械混配后压制成形、 密封包装,专供添加合金组元用的饼状非烧结性粉末冶金制品。这是当前铝熔体合金化的 发展方向。当采用惰性气体吹入法添加组元时,也可直接采用金属粉末的形式加入。
废料又称回炉料,是指在熔炼铸造、压力加工及机械加工等生产过程中所产生的几何 加工余料、工艺废品和工艺废料。废料成分复杂,外形不一,污染严重,表面积大,价格 便宜。熔炼时使用废料是为了合理利用资源,降低生产成本。
在配制铝中间合金和成品合金时,对含量较少的稀贵合金组元常采用化工材料的形式 引入,常用的有二氧化钛、被氟酸钠、倍氟酸钾、硼氟酸钾等。这些化工材料通常均呈粉 末状,并有严格的质量标准。
2-2对配料用新金属的基本要求是什么,铝合金熔铸车间常用的新金属各具有什么特点?
对配料用新金属的基本要求是:化学成分和几何尺寸符合国家标准的技术要求,表面 清洁,无气孔夹杂,无腐蚀。
铝合金熔铸车间常用的新金属有铝、铜、镁、锌、毓、铁、鎳、硅、钛、倍、锦、
• 24・
鋁合金熔铸生产技术问答
被、倍等。其外观特征、在大气中的稳定性、主要杂质列于表2-1。
表2」铝合金中常用新金属材料的特性
|
金属 |
符号 |
外观特征 |
国内供货状态 |
大气中的稳定性 |
主要杂质 |
|
铜 |
Cu |
紫红色 |
电解铜板 |
相当稳定 |
强、锦、碑 |
|
镁 |
Mg |
银白色,氧化后失去光泽 |
2. 5 kg或9 kg小锭 |
干燥空气中稳定,潮气中腐蚀 |
铁、硅 |
|
锌 |
Zn |
蓝白色,氧化后呈浅灰色 |
20 ~ 25 kg 小锭 |
良好 |
铅、镉 |
|
镰 |
Mn |
银白色,氧化后失去光泽 |
块状装箱 |
良好 |
硅、磷、铁 |
|
镖 |
Ni |
灰白色 |
电解锦板 |
难氧化 |
節、硫、碳 |
|
硅 |
Si |
灰色,有金属光泽 |
6 ~ 200mm 块状 |
稳定 |
铁、铝、钙 |
|
钛 |
Ti |
钢灰色,海绵状 |
1 ~ 25mm粒状 |
很稳定 |
铁、飢 |
|
槌 |
Cr |
灰白色 |
块状 |
相当稳定 |
[铁、硅、铝 |
|
铎 |
Sb |
银白色 |
锭状或粒状 |
稳定 |
碑、铁、硫 |
|
锹 |
Be |
•钢灰色 |
鳞片状或块状 |
干燥空气中稳定,潮气中氧化 |
铁、铝、硅 |
|
倍 |
Zr |
银灰色,海绵状 |
3 ~25mm粒状 |
稳定 |
饴、钛 |
原铝锭是使用量最大的新金属,其化学成分和涂色标志列于表2-2o
2-3什么是铝稀土合金锭,稀土在铝合金中起什么作用?
铝稀土合金锭就是加入0∙05%~0.30%混合稀土元素,其他合金元素含量与A199.70 相同的重熔用原铝锭。我国是一个稀土资源十分丰富的国家,已探明的稀土储量约占世界 稀土总储量的80%。铝稀土合金锭是我国科技人员利用我国独特的资源优势新开发出的原 铝锭新品种。根据长期研究结果,稀土在铝合金中大致有以下四个方面的作用:
(1)除气、除渣、净化作用。稀土元素的活性很强,对氧、氢、硫等具有较强的 亲和力,因此,含稀土的铝合金在熔炼时很容易和铝液中的上述物质发生化学反应, 反应产物不熔于铝而进入渣中,从而使合金中的气体含量降低,产生气孔和缩松的倾 向大大降低。
(2)细化晶粒和变质作用。稀土对于铝-硅合金的变质作用具有长效性和重熔稳定性; 大多数单一或混合稀土加入后对a∙Al相和共晶硅相均有细化和变质作用,但不能细化初 晶硅。
(3)提高合金的力学性能。稀土元素在铝合金中可形成稳定的高熔点金属间化合物如 Al4Ceʌ Al4La^ Al8CuCeλ Al8Mn4Ce. Al24Ce3Mn^o这些高熔点金属间化合物弥散分布于 呈网状或骨架状的晶间和枝晶间,并与基体牢固结合,起到了强化和稳定晶界的作用。同 时,合金中还形成一定数量的AISiRe相,由于其熔点和硬度很高,因此对提高合金的耐 热性和耐磨性均有良好的作用。
(4)提高合金的导电性。由于稀土能细化铝晶粒,也能与合金中的Fe、Si等杂质形 成稳定的化合物(如CeFe5、YSi、YSi2等)并从晶内析出,再加上稀土对合金的净化作 用,使得铝的电阻率得到降低,导电性提高(约2%)。
表2・2原铝锭的化学成分和涂色标志
|
类另U |
标准 |
牌号 |
^⅜成分(质量分数)/% |
颜色标志 | ||||||||||
|
Al (不小于) |
ERE (稀土总量) |
_______________________杂质(不大于)______ | ||||||||||||
|
Mg |
Fe |
Si |
Cu |
Zn |
Ti |
Ga |
其他每种 |
总和 | ||||||
|
高纯铝 |
YS/T 275— 1994 |
A1-055 |
99.9995 |
Si + Fe + Cu + Zn +Ti + Ga |
5×10^4 | |||||||||
|
A1-05 |
99.999 |
m5×ιo^4 |
2.8x10-4 |
28x10-4 |
28x10-4 |
1.0×10 4 |
1.0 XIO'4 |
0.5×10^4 |
0.2x10-4 |
10×10-4 | ||||
|
重熔用 精铝锭 |
GB/T 8644— 2000 |
A199.996 |
99.996 |
a∞ιo |
a∞ιo |
0.0015 |
QoOl |
0.001 |
0.001 |
0.004 |
一道蓝横 | |||
|
A199.993 |
99.993 |
0.0015 |
0.0013 |
0.0030 |
0.001 |
0.001 |
0.001 |
0.007 |
二道蓝横 | |||||
|
A199.99 |
99.99 |
0.0030 |
a 0030 |
0.0050 |
0.002 |
0.002 |
0.001 |
0.01 |
一道蓝竖 | |||||
|
A199.95 |
99.95 |
0.02 |
0.02 |
0.01 |
0.005 |
0.002 |
0.005 |
0.05 |
R鹉 | |||||
|
重熔用 铝锭 |
GB/T1196— 1993 |
A199.85 |
99.85 |
0.030 |
0.12 |
0.08 |
0.005 |
0.030 |
0.015 |
0.15 |
二道红横 | |||
|
A199.80 |
99.80 |
0.03 |
0.15 |
0.10 |
0.01 |
0.03 |
0.02 |
0.20 |
一道红横 | |||||
|
A199.70 |
99.70 |
, |
αω |
0.20 |
0.13 |
0.01 |
0.03 |
0.03 |
0.30 |
-≡I!S | ||||
|
A199.60 |
99.60 |
0.03 |
0.25 |
0.18 |
0.01 |
0.03 |
0.03 |
0.40 |
二道红竖 | |||||
|
A199.50 |
99.50 |
0.05 |
0.30 |
0.25 |
0.02 |
0.03 |
0.03 |
0.50 |
三道红竖 | |||||
|
A199.∞ |
99.00 |
0.05 |
0.50 |
0.45 |
0.02 |
0.05 |
0.05 |
L(X) |
四道红竖 | |||||
|
铝稀土 合金锭 |
YS/T309— 1998 |
Al-RE-I |
余量 |
0.05-0.12 |
0.03 |
0.20 |
0.13 |
0.01 |
0.03 |
0.30 |
一道黑竖 | |||
|
A1-RE-2 |
余量 |
0.13 ~0∙ 20 |
0.03 |
0.20 |
0.13 |
0.01 |
0.03 |
0.30 |
二道黑竖 | |||||
|
A1-RE-3 |
余量 |
0.21 ~0.30 |
0.03 |
0.20 |
0.13 |
0.01 |
0.03 |
0.30 |
三道黑竖 | |||||
|
电工铝锭 |
GB/T 12768— 1991 |
A199.70E |
99.70 |
0.20 |
0.08 |
0.005 |
V+ Cr+ Mn+Ti ≤0. Ol |
0.30 |
一道绿竖 | |||||
|
A199.65E |
99.65 |
0.25 |
0.10 |
0.01 |
V + Cr + Mn+TiWθ∙Ol |
0.35 |
二道绿竖 | |||||||
演 k 锦
滴 論 薛 羊
注:1.精铝锭锭重为(10±l)kg;普通铝锭、电工铝锭和稀土铝锭的锭重有(20±2)kg和(15 土 2)kg两种;高纯铝以不大于45kg的半圆锭或不大于25kg的长板锭供货。
2.高纯铝供电子工业、高纯合金和激光材料等用。电工铝锭用于制造电线、电缆等导电材料。
• 26 ∙
铝合金煉铸生产技术问答
2-4什么是细晶铝锭,有何特点?
细晶铝锭,又称低钛铝合金锭,是我国郑州大学开发的一种新产品,其生产工艺已获 国家发明专利。它是通过向920 ~970K的铝电解槽添加TiO2直接生产出低钛细晶铝锭的。 其出发点是代替生产工艺较复杂的传统Al-Ti和Al-Ti-B中间合金细化剂,达到缩短流程、
节能降耗(降低铝熔体的重复烧损和提高钛的 吸收率)、降低生产成本、改善生产环境的目 的。工业试验表明,电解低钛铝合金的生产过 程对电解槽的技术参数没有不利影响。在钛含 量为0.05% ~0.2%的范围内,细晶铝锭的晶 粒尺寸随钛含量提高而变小(图2-1),当细 晶铝锭中钛含量为0∙2%时,其平均晶粒尺寸 为122μjn。试验也证实,用细晶铝锭配制的 1070、3003、6063、A356等铝合金锭具有良 好的综合性能。图2-2是采用细晶铝锭重熔后 直接浇铸的1070合金锭与采用普通铝锭和Al-
500∣-450 -
400 -
E 350 -书300 -^250 -≤200 -
150 -
100 -
50 _
0 0.05 0.10 0.15 0.20 0.25
w(Ti)∕%
图2-1细晶铝锭的晶粒度与含钛量的关系
Ti和Al-Ti-B中间合金配制的1070合金锭的微
观组织对比,从图2-1可看出,细晶铝锭的细化效果比AI-Ti好,而与AI-Ti-B接近。
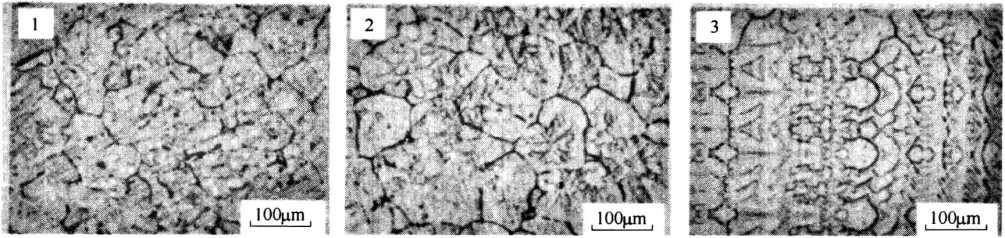
图2-2钛含量为0. 2%时不同细化处理方法对1070合金锭微观组织的影响
I-细晶铝锭(电解加钛);2-加Al-Ti-B中间合金;3一加Al-Ti中间合金
细晶铝锭具有以下特点:
(1)生产工艺简单,生产成本低廉;
(2)成分、组织均匀细小(因为铝液受电解电流产生的磁场和阳极气体沸腾的作用 处在不停的运动之中);
(3)晶粒细化能力强(电解槽里电解质和阴极铝液中存在少量的碳原子,有可能与 电解过程产生的部分钛原子形成TiC);
(4)钛的回收率高(熔制细晶铝锭时大于95%;用细晶铝锭熔体配制合金时为 80% ~90%);
(5)高温稳定性好(在高温条件下熔炼化学成分符合GB/T 3190和GB/T 8733规定 的铝合金,其晶粒未明显粗化);
(6)长效性好(在740"保温12h以内,其晶粒未明显粗化);
第二章原辅材料
• 27・
(7)遗传性好(4次重熔后晶粒平均尺寸变化不大)。
目前细晶铝锭作为正式产品已纳入有色金属行业标准,并于2005年12月1日开始实 施,其化学成分见表2・3。
表2.3细晶铝锭的化学成分(质量分数) (%)
|
牌号 |
Ti |
Fe |
Si |
Cu |
Ga |
Mg |
Zn |
其他每种 |
其他合计 |
Al |
|
XA199. 70A-1 |
0.01 ~0.05 |
0.20 |
0. 10 |
0.01 |
0.03 |
0.02 |
0.03 |
0.03 |
0.3 |
余量 |
|
XA199. 70A-2 |
>0.05 ~0. 10 |
0. 20 |
0. 10 |
0.01 |
0. 03 |
0.02 |
0.03 |
0.03 |
0.3 |
余量 |
|
XA199. 7OA-3 |
>0. 10-0. 15 |
0. 20 |
0. 10 |
0.01 |
0.03 |
0.02 |
0. 03 |
0. 03 |
0.3 |
余量 |
|
XA199. 70A-4 |
>0. 15 ~0. 20 |
0. 20 |
0. 10 |
0.01 |
0.03 |
0.02 |
0.03 |
0. 03 |
0.3 |
余量 |
2-5对铝中间合金的基本要求是什么,常用铝中间合金有哪些?
对中间合金的基本要求是:熔点低,最好接近于成品合金的熔炼温度;含有适量多的 难熔元素;化学成分均匀;气体、非金属夹杂物含量尽可能低;易于破碎,便于配料。
常用铝中间合金的化学成分及主要物理性能列于表2-4o
表2-4铝中间合金锭化学成分和物理性能(YS/T 282-2000)
|
序号 |
牌号 |
________________化学成分(质量分数)/% |
物理性能 | ||||||||||||
|
Cu |
Si |
Mn |
Ti |
Cr |
Ni |
Sb |
Fe |
Zn |
Mg |
I⅜ |
Sn |
劇m⅛∕K |
触 | ||
|
1 |
AlCu50 |
48-52 |
0.40 |
0.35 |
0.10 |
0.10 |
0.20 |
— |
0.45 |
0.30 |
0.20 |
0.10 |
0.10 |
570-600 |
ɪ |
|
2 |
-AlSi24 |
0.20 |
22-26 |
0.35 |
0.1 |
0.10 |
0.20 |
— |
0.45 |
0.2 |
0.40 |
0.10 |
0.10 |
700~800 |
ɪ |
|
3 |
AlSi20 |
0.20 |
18-21 |
0.35 |
0.1 |
0.10 |
0.20 |
— |
0.45 |
0.2 |
0.40 |
0.10 |
0.10 |
640-700 |
ɪ |
|
4 |
AlSil2 |
0.03 |
11.5 ~ 13 |
0.10 |
0.10 |
— |
— |
— |
0.35 |
0.08 |
— |
— |
CdO. 1 |
560~620 |
ɪ |
|
5 |
AlMnlO |
0.20 |
0.40 |
9-11 |
0.1 |
0.10 |
0.20 |
— |
0.45 |
0.2 |
0.50 |
0.10 |
0.10 |
770~830 |
ɪ |
|
6 |
AlTi4 |
— |
0.2 |
— |
3~5 |
— |
— |
— |
0.3 |
0.1 |
— |
— |
— |
1020-1070 | |
|
7 |
AlTi5 |
0.15 |
0.50 |
0.35 |
4.5 ~6 |
0.10 |
0.10 |
VQ 25 |
0.45 |
0.15 |
0.50 |
0.10 |
0.10 |
1050-1100 . | |
|
8 |
AlCr2 |
— |
0.2 |
— |
— |
2~3 |
— |
— |
0.5 |
0.1 |
— |
— |
— |
900-1000 | |
|
9 |
AlNilO |
— |
0.2 |
0.1 |
■- |
— |
9-11 |
— |
0.5 |
— |
— |
0.1 |
— |
680-730 |
韧 |
|
10 |
A1B3 |
0.1 |
0.2 |
— |
— |
— |
— |
B25~ 3.5 |
0.4 |
0.1 |
— |
— |
—: |
800 |
韧 |
|
11 |
AlBl |
0.1 |
0.2 |
— |
— |
— |
— |
B0.5~ 1.5 |
0.3 |
0.1 |
— |
— |
— |
800 |
韧 |
|
12 |
A1Z14 |
— |
0.2 |
— |
— |
— |
— |
Zr3~5 |
0.3 |
0.1 |
— |
0.1 |
— |
800 - 850 | |
|
13 |
AlSb4 |
— |
0.2 |
— |
— |
— |
— |
3~5 |
0.3 |
— |
— |
— |
— |
660 | |
|
14 |
AlTOBl |
0.02 |
0.20 |
0.02 |
4.5 ~6 |
0.02 |
Q(M |
D0.9~ 1.2 |
0.30 |
0.03 |
0.02 |
Zr 0.02 |
— |
800 | |
|
15 |
AlFe20 |
0.1 |
0.2 |
0.3 |
— |
— |
— |
— |
18 ~ 22 |
0. 1 |
— |
— |
— |
1020 |
脆 |
|
16 |
AlBe3 |
— |
0.2 |
— |
— |
— |
— |
Be2~4 |
0. 25 |
0. 1 |
— |
— |
— |
820 |
ɪ |
|
17 |
AlSι5 |
0.01 |
— |
— |
— |
— |
— |
SM ~6 |
0.2 |
0.05 |
0.05 |
— |
Ca 0.05 |
680 ~750 |
韧 |
|
18 |
AlSrlO |
0. 1 |
— |
— |
— |
— |
— |
Sι9~ll |
0.2 |
0. 1 |
0. 1 |
— |
CaO. 1 |
• 780 -850 | |
注:1.中间合金锭断口组织应致密,不允许有明显的熔渣和偏析;
2.外形应便于包装、运输及使用;
3.脆性合金锭成箱(桶)包装,每箱(桶)重量不大于50kg;
4.表中有上、下限范围的数值为主成分含量,单个数值为杂质的最大允许含量。
• 28 •
铝合金熔铸生产技术问答
2-6什么是元素添加剂,其特点是什么,对元素添加剂的基本要求是什么?
元素添加剂是指将适当粒度的纯金属粉末与不含钠的熔剂粉末机械混配后压制成形、 密封包装,专供添加合金组元用的饼状非烧结性粉末冶金制品(见表2・5)。目前市售添加 剂大致由合金元素粉+铝粉+熔剂粉三种组分配制而成,只是各家配比不完全相同而已。 元素添加剂的特点是:
表2.5元素添加剂化学成分
|
产品名称 |
化学组成 |
夕卜观 |
用途 |
使用温度/七 |
块重/g |
|
铁添加剂 |
75% ~ 80% Fe +熔剂 |
灰^¾ |
调整合金中铁含量 |
750 ±5 |
500 ±5 |
|
猛添加剂 |
70% ~ 80% Mn +熔剂 |
灰黑色 |
调整合金中锌含量 |
750 ±5 |
5∞±5 |
|
铜添加剂 |
70% ~ 80% Cu+熔剂 |
红棕色 |
调整合金中铜含量 |
750 ±5 |
5∞±5 |
|
倍添加剂 |
70% ~ 80% Cr +熔剂 |
灰色 |
调整合金中馅含量 |
750 ±5 |
5∞±5 |
|
鎳添加剂 |
75% Ni +熔剂 |
灰褐色 |
调整合金中锦含量 |
750 ±5 |
500 ±5 |
|
硅添加剂 |
75% ~90%Si +熔剂 |
灰色 |
调整合金中硅含量 |
750 ±5 |
5∞±5 |
|
倍添加剂 |
20% Zr +熔剂 |
灰色 |
调整合金中倍含量 |
750 ±5 |
5∞±5 |
(1)金属元素含量高,减少了添加剂的使用数量,从而使运输、储存、保管费用降 低;
(2)由于合金组元以粉末形式引入,比表面积大,加之使用数量少,因而,熔化快, 温降小,省时节能;
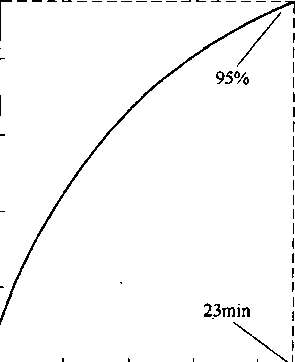
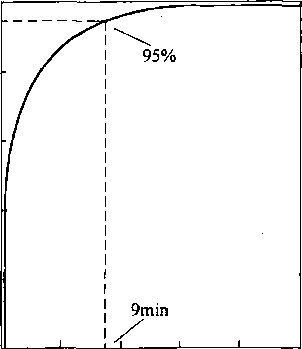
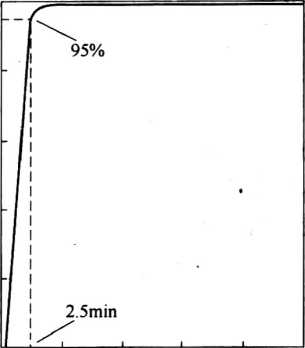
(3)密度大,在铝液中自沉,有熔剂保护,加之快速溶解,因此,合金元素的实收率 较高,一般均大于95%。
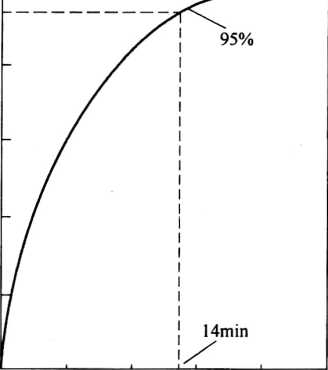
图2.3 ~图2.6是在720t时元素添加剂实收率与添加后时间的关系曲线,从图可以看 出,含75%倍、倍、铁、铜的添加剂达到95%实收率的时间分别为23min、14min、9min 和 2. 5min;
100
100
20
0
10 15
时间f/min
20



时间f/min
图2-3 75% Mn实收率与添加时间的关系
图2-4 75% Cr实收率与添加时间的关系

第二章原辅材料
• 29・

20
5 10 15 20 25
时间" min
0
5 10 15 20 25
时间〃min
图2-5 75% Fe实收率与添加时间的关系
图2-6 75% CU实收率与添加时间的关系
(4)每块添加剂重量恒定.,成分含量准确,配料时无需称量、破碎,备料方便, 控制准确。由于有上述特点,自前国内大多数铝材厂已广泛采用元素添加剂代替铝中 间合金来添加各种合金元素。对元素添加剂的基本要求是:合金元素粉末纯度高,不 含对成品合金有害的杂质;粒度适宜,一般50~20(ψm即可;熔剂不含钠,不吸湿, 在铝合金正常熔炼温度范围内溶解;混合均匀,压制结实,真空包装,内包装材料应 采用无氯塑料膜;定量准确。
2-7什么是元素速溶剂,其特点是什么?
元素速溶剂是指溶化速度比普通元素添加剂快的一个新品种。目前生产速溶剂有两种 方法:一种是在破碎成要求粒度的金属块表面粘上一层能与铝熔体反应发热的熔剂,以加 速金属块的溶解,如速溶结晶硅;另一种是用氟盐代替氯盐,并与金属粉末、催化剂、助 熔剂、微量铝粉一起压制成饼状,通过铝热反应产生局部高温,加速金属粉末的溶解,如 速溶硅剂、速溶铁剂、速溶犠剂等。
与通用元素添加剂相比较,速溶剂的特点是:
(1)熔化速度快,约比通用元素添加剂提高一倍;
(2)使用温度低,一般690~72(TC即可;
(3)实收率高,一般平均实收率可达95% (Si剂)~98% (铁剂、住剂);
(4)不含钠盐和氯盐,不吸湿,适用于所有铝合金。
此外,速溶剂还具有用量少、易储运、使用简单、成分控制准确等特点。
2-8什么是变质剂,变质剂怎样分类,目前生产中使用的铝合金变质剂有哪几种?
使金属及合金铸锭组织弥散度提高的人为添加剂称为变质剂。目前,这种材料的称谓 很不统一,有的称细化剂,还有的称孕育剂。变形铝合金变质剂的种类很多,按金属及合 金的最终组织变化特征可将变质剂分为改变初生树枝晶和其他初生晶尺寸的变质剂(或称 晶粒细化剂)、改变初生树枝晶内部结构的变质剂(或称晶内结构细化剂)及改变共晶组 织的变质剂等三类。按变质剂的作用特性,可把变质剂分为晶核变质剂、吸附变质剂和过
・30・
铝合金熔铸生产技术问答
冷变质剂等三类。按供货形状,可分为粉状、饼状、锭(块)状和线状变质剂四类。按原 料组成和制造工艺特征,可分为中间合金型、金属粉末混合型、盐类混合型等。还可以按 化学成分和响应时间(即潜伏期)分别分为单一性变质剂、复合性变质剂及快速和慢速反 应性变质剂等。当前铝合金变质剂向着线状中间合金型、金属粉末混合型和复合型方向发 展,前者目的在于获得连续细化效果,中者目的在于节能降耗,后者目的在于优质高效, 同时取得多种变质效果。
变形铝合金熔铸生产中目前常使用的变质剂见表2-6o
表2-6变形铝合金熔铸生产中目前常使用的市售变质剂
|
产品名称及主要成分 |
特 点 |
参考用量 ∕kg ∙ L |
变质对象 | |
|
中间合金型 |
AlSι5-10 |
效果与Na变质剂相近,有效时间长(6 ~7h),再现性好,不污染环境,操作方 便,收得率约70%。但增氢,成本高,变 质时需撒SrCl2覆盖剂以减少Sr的烧损 |
0.2 -0. 6 |
共晶硅 |
|
AlRelO-15 |
长效性好,重熔稳定性好。不能细化初晶 硅 |
20~30 |
a晶粒 共晶硅. | |
|
AlPlO |
细化效果(效果随保温时间延长、浇注 温度降低、钠钙元素的共存而降低)与工 艺因素关系极大 |
0.2~0.3 |
初晶硅 | |
|
CuP10-14 |
初晶硅 | |||
|
AlSb4-8 |
长效性好,具有永久变质效果,重熔性 好,没有潜伏期,但实收率不高(熔点低, 易挥发),对冷却速度敏感,冷速低时会降 低效果,不能同时使用钠盐、Sr (生成 Na3Sb化合物) |
0.5 -3.0 |
共晶硅 | |
|
AlTi4-7 |
细化效果好,但不稳定,与熔铸条件 (温度、时间、加入方式及合金中某些成分 和非控杂质等)的关系大 |
10~20 |
α晶粒. | |
|
AlTi3-5B0. 2-1 (标准型、低 硼型、低钛型) |
细化效果好;稳定,但TiB2粒子易集聚 导致铝材产品产生多种缺陷,在含Zr、Cr 的合金中易"中毒"失效_________ |
0.8 ~ 1.2 |
a晶粒 | |
|
AlTi3C0. 05-0. 15 |
细化效果好,稳定,TiC基本不集聚,不 受Zr、Cr影响 |
1.5~2.5 |
Ot晶粒 | |
|
AlTOBlRelO |
细化效果好,稳定,稀土的加入使TiB2 基本不集聚 |
1.0~1.2 |
a晶粒 | |
|
盐类混合型 |
钠盐变质剂 NaCl+ KCl+NaF+ Na3 AlF6 |
-变质效果好,成本低;但有效期短 (Ih),无重熔变质效果,增氢,NaF有毒 |
5 -10 |
共晶硅 |
|
一盐长效变质剂 SrF2 + SrCl2 + Na3 AlF6 |
收得率低,效果不稳定,其他与中间合金 相同__________________ |
5-10 |
共晶硅 | |
|
磷盐变质剂14% ~20%P + K2TiF6 +KCl+ C2 Cl6 |
收得率低,效果不稳定,其他与中间合金 相同__________________ |
5 ~8 |
初晶硅 | |
|
粉末混合型 |
钛剂 Ti40-75 |
与中间合金相同 |
0.8 ~ 1.5 |
a晶粒 |
|
钛硼剂 Ti30-40, B4 |
与中间合金相同____________ |
0.8 ~ 1.5 |
a晶粒 | |
|
~钛碳剂 Ti30% ~40% , CO.3% ~3.0% |
与中间合金相同 |
0∙8 ~1. 5 |
a晶粒 | |
第二章
• 31 ∙
2-9废料是怎样分级的,对厂内废料保管的基本要求和方法是怎样的?
按来源,废料可分为本厂废料和厂外废料两类。在质量上,根据GB/T 13586—1992 "铝 及铝合金废料、废件分类和技术条件"的分类方法,可按废料的物理形态分为三类:块状废 料为一类,屑状废料为二类,渣、灰废料为三类。每类废料又按化学成分的不同分为纯铝、 变形铝合金、铸造铝合金和混合铝及铝合金等四个大组,每大组又根据成分的差别细分为若 干小组。各组废料再按是否同牌号、同组别及夹杂和表面腐蚀状况分为六个级别。而混合料 按铝含量分为三个级别,渣、灰按含铝量分为五个级别,见表2-7。实际上,各厂的情况千 差万别,GB/T 13586—1992只是给我们提供了一个废料分类的方法,每个企业都应该根据本 厂的废料来源实际情况制定更为科学的废料分级标准。对于生产合金牌号较少的企业,一般 可按下面的原则分级:成分明确、尺寸较大、干净致密、可直接入炉供熔炼成品合金用的废 料为一级废料;成分明确、尺寸较小、稍有污染、但可直接入炉供熔炼成品合金用的废料为 二级废料;成分明确、但致密度很差、污染严重、只有在经过处理后才能供熔炼成品合金用 的废料为三级废料;混合料为四级废料;炉渣、炉灰为五级废料。
表2-7铝及铝合金废料分类表(GB/T 13586—1992)
|
类别 |
组别 |
原金属 标准号 |
原金属 名称 |
原金属代表牌号 |
级另U |
典型举例 |
|
1.铝及 铝合金 块状 废料、 废件 |
1-金属 铝废料、 废件 |
GB/T 1197 GB/T 3190 |
工业高纯铝 |
IA99、IA97、IA95、 IA93、IA90、1A85 |
1级:同一牌号的金属 铝,无腐蚀、无夹杂; 2级:同一牌号的金属 铝,夹杂率W2%; 3级:同一金属名称的 金属铝,无腐蚀、无夹杂; 4级:同一金属名称的金 属铝,夹杂率W2%; 5级:同一组的金属 铝,无腐蚀、无夹杂; 6级:同一组的金属 铝,夹杂率W2% |
1.废旧的电容器、 垫片电子管隔离器、 导电体和装饰件、牙 膏皮及其他报废的设 备和零部件; 2.废旧电线电缆; 3.各种牌号的铝 板、铝管、铝棒、铝 箔、铝带、型材等在 加工过程中产生的边 角料和废品 |
|
工业纯铝 |
1070、1060、1050、 IA50、1145、1035、 IA30、1100、8A06 | |||||
|
2.变形 铝合金 废料、 废件 |
GB/T 3190 |
铝镁合金 |
5A02、5A03、5083、 5A05、5B05、5A06、 5B06、5A12、5A13、 5A30s 5A33、5A41、 5A43、5A66、5056 |
1级:同一牌号的变形 铝合金,无腐蚀、无夹 杂; ;级:同一牌号的变形 铝合金,夹杂率W4%; 3级:同一金属名称的 变形铝合金,无腐蚀、无 夹杂; 4级:同一金属名称的 变形铝合金,夹杂率W 4% ; 5级:同一组的变形铝 合金,无腐蚀、无夹杂; 6级:同一组的变形铝 合金,夹杂率近4% |
1.废旧的低压容 器,例钉、焊条、冷 冲压件及骨架,受力 元件、焊接容器、油 箱、导管、空压机叶 轮盘、建筑结构件及 复杂的结构件、锻件 承力结构件、飞机、 汽车结构件、家用电 器箱体及其他报废的 设备和零部件; 2.各种变形铝合金 板、棒、带、箔、型 材等在加工过程中产 生的边角料和废品 | |
|
铝锦合金 |
3A21 | |||||
|
铝铜合金 |
2A01、2A02、2A04、 2A06、2B11、2B12、 2A10、2All、2A12、 2A13、2A16、2A17、 2A50、2B50、2A70、 2A80、2A90、2A14 | |||||
|
铝镁硅合金 |
6A02、6B02、6061、 6063、 6070 | |||||
|
铝硅合金 |
4A01、4A13、4A17、 4A11_______ | |||||
|
铝锌合金 |
7AO3、7A04、7A09、 7A10、7003、7AOl | |||||
|
易拉罐合金 |
3004、5083、5086 |
・32 ∙
铝合金姫铸生产技术问答
续表2.7
|
类别 |
组别 |
原金属 标准号 |
原金属 名称 |
原金属代表牌号 |
级另IJ |
典型举例 |
|
1.铝及 铝合金 块状 废料、 废件 |
3.铸造 铝合金 废料、 废件 |
GB/T 1173 GB/T 8733 |
略 |
略 |
略 |
略 |
|
4.混合 铝及铝 合金 废料、 废件 |
— |
— |
-1级:铝含量N98%的 铝; 2级:铝含量=85%的 铝及铝合金; 3级:铝含量280%的 铝及铝合金 |
各种混杂铝及铝合 金废料、废件 | ||
|
2.铝及 铝合金 屑料 |
5.金属 铝屑料 |
GB/T 3190 |
工业高纯铝 |
IA85、IA90、IA93、 IA95、IA97、1A99 |
1级:同一牌号的金属 铝屑,无腐蚀、无夹杂; 2级:同一牌号的金属 铝屑,夹杂率近5%; 3级:同一金属名称的 金属铝屑,无腐蚀、无夹杂; 4级:同一金属名称的 金属铝屑,夹杂率W5%; 5级:同一组的金属铝 屑,无腐蚀、无夹杂; 6级:同一组的金属铝 屑,夹杂率W5% |
各种金属铝屑 |
|
工业纯铝 |
1070A、1060、1050A、 1035、IA30、1200、 1100、8A06、1A50 | |||||
|
6.变形 铝及铝 合金屑 料 |
GB/T 3190 |
铝镁合金 |
5A02、5A03、5083、 5A05、5056、5A06、 5B05、LFI1、5A12、 5A13、5B06、5A33、 5A43、5A41、5A66 |
1级:同一牌号的变形 铝合金铝屑,无腐蚀、无 夹杂; 2哀:同一牌号的变形 铝合金铝屑,夹杂率W 5% ; 3级:同一金属名称的 变形铝合金铝屑,无腐 蚀、无夹杂; 4级:同一金属名称的 变形铝合金铝屑,夹杂率 W5%; 5级:同一组的变形铝 合金铝屑,无腐蚀、无夹 杂; 6级:同一组的变形铝 合金铝屑,夹杂率45% |
各种变形铝合金屑 | |
|
铝毓合金 |
3A21 | |||||
|
铝铜合金 |
2A01、2A02、2A04、 2A06、2B11、2B12、 2A10、2A11、2A12、 2A13、2A16、2A17、 2A50、2B50、2A70、 2A80、2A90、2A14 | |||||
|
铝镁硅合金 |
6A02、6B02、6061、 6063、 6070 | |||||
|
铝硅合金 |
4A01、4A13、4A17、 4A11_______ | |||||
|
铝锌合金 |
7A03、7A04、7A09、 7A10、7003、7AOl | |||||
|
7.铸造 铝合金 屑料 |
GB/T 1173 GB/T 8733 |
略 |
略 |
略 |
略 | |
|
8.混合 铝及铝 合金 屑料 |
— |
— |
— |
1级:铝含量n98%的 铝屑; 2级:铝含量N85%的 铝屑; 3级:铝含量N80%的 铝屑 |
各种铝及铝合金屑 |
第二章原辅材料
• 33・
续表2-7
|
类别 |
组别 |
原金属 标准号 |
原金属 名称 |
原金属代表牌号 |
级另IJ |
典型举例 |
|
3.铝及 铝合金 渣、灰 废料 |
9.铝及 铝合金 渣、灰 |
— |
1级:金属铝含量N 55%的铝及铝合金渣灰; 2级:金属铝含量N 40%的铝及铝合金渣灰; 3级:金属铝含量N 20%的铝及铝合金渣灰; 4级:金属铝含量N 10%的铝及铝合金渣灰; 5级:金属铝含量N 5%的铝及铝合金渣灰 |
各种铝及铝合金的 炉底结块、渣、烟灰、 垃圾等废料 |
注:1.未列入表中的牌号,可视其成分归人化学成分相同或相近的组中;
2.块状废料的最大外形尺寸一般不大于300mm,单块重量不大于50kg;
3.废料中不允许混有密封容器、易燃、易爆物和有毒物品,且应由供方做安全检查处理。
废料管理是铝材厂企业管理工作的一项重要内容,它对防止混料、合理利用废料、提高 产品质量、降低生产成本以及文明生产都具有重要意义。对厂内废料保管的基本要求是:尽 可能保证废料的纯度和级别,尽可能占用最小的储存面积和最少的周转料架及料箱,防潮防 锈,便于利用。这里应该特别提醒的是:在废料量较大的情况下,有些制品虽然合金牌号相 同,但杂质含量相差十分悬殊时,这样的废料,应该按制品进行保管。比如,某工厂生产的 软状态3A21板材,其铁含量控制在0.45% ~0.60%,硅含量控制在小于0 40% ,而生产的 半硬状态3A21板材,其铁含量控制在小于0.25%,硅含量控制在小于0.20%。这两种板材 的年产量都比较大,废料量也较大,在这种情况下,为了防止高纯度的3A21(H14)废料被低 纯度的3A21 (O)废料污染,就应该按制品jψ不是按合金牌号保管。
在配料前,一般现代化管理企业都要舟厂内外废料进行以下加工处理:
(1)废料的剪切、打捆或打包。对于厂内外的大块废料,如废铸块、废板材、长的废 挤压材等,应在返回铸造车间前剪切成适当的尺寸,以便于装箱、、装架、打捆,方便运输 和装炉。对于分散度很大的铝屑、箔材边条及废料等,应在产生底料的现场打包,以便于 运输、装炉和在熔炼过程中减少烧损。
(2)分离废料中的铁质杂物。铁是铝合金中最有害的杂质,又是在工厂条件下最易混 入废料的杂质,在配料前必须仔细分离。对于大尺寸的铁块,可根据铝和铁的明显的颜色 差别,直接人工挑拣;对于很难拆开的铝铁废物,可根据铝和铁的熔点的明显差别,在阶 梯式炉床的熔化炉中采用预熔法分离;对于铝屑中的细小铁末,可根据铝和铁的磁性差 别,采用电磁铁或磁选机分离。
(3)碎屑的干燥处理。生产中产生的铝屑大多被油脂和冷却乳液所污染。为了保 证成品合金的质量,并防止熔炼时因混入水分而发生爆炸事故,这些铝屑无论是直接 作为配料使用还是复化后使用,事前都必须经过干燥处理。在有条件的工厂,这道工 序多采用火焰加热回转干燥窑来完成。用这种设备干燥铝屑时,窑膛温度一般控制在 150 ~550七。
(4)废料的复化处理。复化就是重熔。通常铝加工厂各车间产生的三级碎屑、混了牌 号的混合料、熔铸车间的渣中金属(井渣、溅渣、浮渣等)以及不能直接配合金的厂外废
• 34・
铝合金煉铸生产技术问答
•料等都需要复化,以明确成分,提高质量,便于利用。废料的复化多在火焰炉或感应炉中 采用半连续熔炼法进行。复化时,熔炼温度一般控制在750CC左右,并采用三号熔剂覆盖, 覆盖剂的用量约为炉料总重的15% ~30%,炉料分批加入液面之下,并不断搅拌使之加速 熔化,减少烧损,待炉料全部熔化并经精炼扒渣后,即可出炉。废料经复化后,可以液体 料的形式直接配制成品合金;也可以铸成适于装炉的小复化锭后供配料用。
(5)炉渣的处理。炉渣的处理包括收集保管、破碎富选、复化等内容。为了便于回收 利用渣中金属,通常,工厂将铝合金炉渣分为高锌、高鎳和其他三组,熔铸车间在生产过 程中即严格将炉渣分组收集和保管,防止混渣。为了降低复化时的能耗和提高效率,炉渣 在复化前要进行破碎和富选,除去无用的非金属渣滓。为了明确成分,便于回炉利用,经 过富选的炉渣要进行复化处理。为了减少渣中金属的烧损,提高实收率,对于熔铸车间产 生的热渣最好立即进行冷却处理。
第二节精炼剂和过滤介质
2-10什么是精炼剂,常用的有哪些?
在铝及铝合金熔体中,能够通过物理的、化学的或物理化学的相互作用,从熔体中除去 气体、夹杂物和/或有害元素的物质称为精炼剂。常用的铝合金精炼剂,按常温物态分,有 固态精炼剂(块状和粉状)、液态精炼剂和气态精炼剂三类;按作用分,有覆盖剂、除气剂、 精炼剂(又称复合净化剂)、打渣剂(又称渣铝分离剂)、’清炉剂、除镁剂、除钠剂、除钙剂 等多类。按照上述定义,我们也可把过滤介质和硼化剂归于精炼剂之内。
2-11铝合金常用的气态精炼剂有哪些,对气态精炼剂的基本要求是什么?
铝合金常用的气态精炼剂有惰性气体和活性气体两大类。惰性气体是指在铝合金正常 熔炼温度范围内,不与铝熔体产生化学反应且在熔体中不溶解或溶解极微的那些气体,如 氫气、氮气等。活性气体是指在铝合金正常熔炼温度范围内,能与熔体产生化学反应,但 不对铝熔体造成污染的那些气体,如氯气、氟利昂、六氟化硫等。在实际使用的气体精炼 剂中,除了上述气体外,还有它们的混合气,如氮-氯•、気-氯、氮-氟利昂、氨-六氟化硫、 氮•氯-一氧化碳等。几种主要气态精炼剂的性质见表2X。
表2[几种气体精炼剂的主要性质
|
气体名称 |
氣气 |
氮气 |
氯气 |
氟利昂-12 |
六氟化硫 |
|
分子式 |
Ar |
-~nΓ |
cξ~^ |
CCl2F2 | |
|
相对分子质量 |
39.94 |
28. Ol |
70.91 |
120. 91 |
146.05 |
|
熔点/P |
-189 |
-210 |
-101. |
-155 |
-50.7 |
|
沸点/七 |
-185. 9 |
-195. 8 |
-34.05 |
-29.8 |
-63. 8 升华~ |
|
密度∕kg ∙ m^3 |
1.78 |
1.25 |
3.214 |
1.442 |
6.50 |
|
比容/in? ∙ kg - |
0. 56 |
0.80 |
0.67 |
0. 15 | |
|
黏度/Pa ∙ s |
2.22 X W5 |
1.75x10“ |
1.33 X10 T | ||
|
比热容/J ∙ (kg ∙ K) τ |
523. 35 |
1096.94 |
471.0 |
854.0 |
第二章原辅材料 • 35-
对气态精炼剂的基本要求是保证达到预期精炼效果所必需的气体纯度。具体纯度指 标,各厂要求不一。按照深圳派瑞科冶金材料有限公司的资料,为了获得在线除气设备的 最佳使用效果,无论是工艺性的还是保护性的惰性气体纯度都必须在99. 996%以上,水含 量应小于3 X UT6,氧含量应小于5x10-6;而混入的氯气纯度应大于98%,水含量小于 IOOXIo一6。大连理工大学杨长贺教授在著作中指出:"气体熔剂的纯度是净化过程高效率 的重要条件。实验证明,气体熔剂中含氧量不应超过0. 03% (体积),而水分不应超过 0.3g/m3j应该指出,对铝材的最终质量要求不同,精炼方法不同,甚至铸造方法也不 同,都会导致对气态精炼剂的纯度要求不同。
242铝合金常用的固态和液态精炼剂有哪些,对它们的基本要求是什么?
常用的铝合金固态精炼剂,按组成分,大致可分为单组分熔剂和多组分复合熔剂两大 类。单组分精炼剂主要指氯盐精炼剂,其主要物理性质见表2-9。常用氯盐精炼剂(含液 态)通常都具有挥发性大、沸点较低、精炼处理时反应比较激烈的特点;但氯盐一般都有 吸湿性,反应最终产物氯化铝有一定的毒性,污染环境。对于某些氯盐还会增加金属杂质 含量,其使用受到限制。复合熔剂是指由两种或两种以上的单盐(见表2・10)经混合或熔 合而成的盐类混合物(见表2.11)。这是铝材行业目前使用最广泛的一类精炼剂。按使用 目的,熔剂可分为:
表2-9几种氣盐精炼剂的主要性质
|
名称 |
分子式 |
相对分子质量 |
密度/g , cm-3 |
熔点/P |
沸点/t |
气体体积当量① |
|
氯化铝 |
AlCl3 |
133. 34 |
2.44 |
192. 60∙229 |
180升华 |
167.9 |
|
氯化铁 |
FeCl3 |
162. 20 |
2.9 |
307.5 |
315 |
138. 1 |
|
氯化锌 |
ZnCl2 |
136. 29 |
2.91 |
318 (吸湿) |
732 |
109.5 |
|
氯化镂 |
MnCl2 |
125. 84 |
2. 98 |
650 |
1238 |
118.6 |
|
四氯化硅 |
.SiCL |
169.90 |
1.50 |
-68.9 |
57.0 | |
|
五氯化磷 |
PCl5 |
208. 25 |
2. 11 |
166.8 (压力下) |
159升华 |
30Ot全部分解 |
|
六氯乙烷 |
C2Ci6 - |
236. 74 |
2.09 |
186.8 |
186. 8升华 |
189. 1 |
|
四氯化碳 |
CCl4 |
153. 82 |
1.595 |
-22.8 |
76.8 |
194. 1 |
|
四氯化钛 |
TiCl4 |
189.71 |
1.727 |
-24. 1 |
136.4 |
157.4 |
①指同一重量的氯盐产生的气体量。
表2-10常用复合熔剂组成原料的物理化学性质
|
原料名称 |
分子式 |
相对分子质量 |
密度/g ∙ cm^3 |
熔点/p |
沸点/P |
备 注 |
|
氟化钠 |
NaF |
41.99 |
2.79 |
992 |
1704 | |
|
氟化钾 |
KF |
58. 10 |
2. 50 |
857 |
1500 | |
|
氟化钙 |
CaF2 |
78.08 |
3. 18 |
1360 |
25∞ | |
|
氟化铝 |
AlF3 |
83. 98 |
3.07 |
1040 |
1260 |
1280七升华 |
|
氟化镁 |
MgF2 |
62. 30 |
3. 148 |
1266 |
2239 | |
|
氟化锂 |
UF |
25.94 |
2.64 |
845 |
1676 |
Iu)O ~1200t 挥发 |
• 36 • 铝合金爆铸生产技术问答
续表2-10
|
原料名称 |
分子式 |
相对分子质量 |
密度/g ∙ cm "3 |
熔点/t |
沸点/七 |
Sa |
|
氟铝酸钠 |
Na3AlF6 |
209.04 |
2.95 |
IOll | ||
|
氟硅酸钠 |
Na2SiF6 |
188.06 |
2.68 |
灼热分解 | ||
|
氟硅酸钾 |
K2SiF6 |
220. 28 |
3.08 |
一灼热分解 | ||
|
~氯化铝— |
AlCl3 |
133. 34 |
2.44 |
192.6 |
180升华 | |
|
~氯化钠 |
NaCl |
58. 45 |
2. 165 |
801 |
1465 |
吸湿 |
|
氯化钾 |
KCl |
74. 55 |
1.99 |
776 |
约 1500 | |
|
-氯化钙 |
CaCl2 |
110. 97 |
2. 15 |
772 |
≥16∞ |
吸湿 |
|
氯化镁—- |
MgCl2 ~ |
95. 21 [ |
2. 32 |
707 |
1412 |
吸湿 |
|
氯化铁 |
BaCl2 J |
208. 24 |
3.92 |
960 |
1560 |
吸湿 |
|
-氯化锂 |
LiCl |
42. 39 |
2. 068 |
614 |
1360 |
吸湿 |
|
-五氯化磷 |
pcζ^ |
208. 24 |
Γli |
166.8 |
159升华 | |
|
光卤石 |
MgCl2 ∙ KCl |
169. 76 |
2.2 |
487 |
吸湿 | |
|
六氯乙烷 |
^ξ |
236. 74 |
2.091 |
186.8 |
186. 8升华一 | |
|
碳酸钠 |
Na2CO3 |
105. 99 |
2. 532 |
851 |
960工分解 |
吸湿 |
|
碳酸钾 |
^K2CO3 |
138. 21 |
2.428 |
891 |
吸湿 | |
|
一碳酸钙—- |
CaCO3 |
100.09 |
2.93 |
1339 |
825T分解 | |
|
硫酸钠 |
Na2SO4 |
142. 05 |
2.698 |
加热膨胀- |
灼热分解 | |
|
赤磷 |
123.9 |
2∙0~2∙4 |
593 |
420升华 |
240P在空气中着火 |
表2-11铝合金常用复合熔剂的组成
|
熔剂 |
熔剂成分(质量分数)/% " -~~ | |||||||||
|
KCl |
NaCl |
MgCl2 |
CaCl2 |
BaCl2 |
Na3AlF6 |
CaF2 |
NaF |
MgCl2 ∙ KCl |
C2Cl6 | |
|
47 |
30 |
— |
— |
— |
23 |
— |
— |
— |
— | |
|
r⅞ |
40 |
— |
46 |
W8 |
8 |
— |
— |
— |
— |
— |
|
-50- |
50 |
— |
— |
— |
— |
— |
— |
— |
— | |
|
4号 |
— |
— |
— |
— |
— |
— |
40 |
— |
60 |
— |
|
-'Γ⅜ |
— |
— |
— |
— |
— |
— |
20 |
— |
80 |
— |
|
-'6# |
— |
— |
— |
— |
— |
50 |
— |
— |
— |
50 |
|
7号 |
11.5 |
56.5 |
— |
— |
— |
7 |
— |
25 |
— |
— |
|
8号 |
10 |
50 |
— |
— |
— |
10 |
— |
—30- |
— |
— |
|
9⅛- |
— |
45 |
— |
— |
— |
15 |
— |
40 |
— |
— |
|
IO号 |
— |
25 |
— |
— |
— |
15 |
— |
60 |
— |
— |
|
11号 |
12.5 |
62.5 |
— |
— |
— |
Na2SiF6 25 |
— |
— |
— | |
|
12号 |
45 |
LiCl 55 | ||||||||
|
13号 |
18 |
LiCl 25 ~35 |
AlF3 4 ~ 10 |
30~50 | ||||||
|
14号 |
40~50 |
LiCl 40-50 |
AlF3 4 ~ 10 | |||||||
|
15号 |
LiCl 45 ~50 |
45~55 | ||||||||
注:1. 2号用于高镁铝合金; ^
2. 4号、5号用于低镁及6系铝合金;
3. 1号、6号用于1系、2系、3系、7系铝合金;
4. 3号用于废料复化时覆盖;
5. 7-11号用于4系铝合金;
6. 12号、13号、14号、15号分别用于含锂铝合金覆盖、电熔剂精炼和结晶器保护。
第二章原辅材料 • 37 •
(1)防止氧化和吸气用的覆盖剂;
(2)除氢脱气用的除气剂;
(3)除去氧化物夹杂用的净化剂;
(4)除去钠、镁、钾、钙等杂质元素用的元素清除剂;
(5)清炉分离铝液用的除渣剂;
(6)细化变质用的变质剂等。
按物理性质,熔剂可分为熔融性熔剂和挥发性熔剂两大类。
对复合熔剂的基本要求是:
(1)在工作温度范围内不产生有害于铝液的化学反应;
(2)有良好的精炼性,或覆盖性,或打渣性,或要求的去除金属杂质的 性能;
(3)熔点应低于熔炼温度,并在液态下有良好的流动性;不论哪种类型的复合熔剂, 都应便于与铝液分离,且不黏附于炉墙和工具;
(4)密度应小于工作温度下铝液的密度;
(5)彻底干燥;
(6)来源充足,供应方便,价格便宜。
目前,国内市售精炼剂种类繁多,而绝大多数企业均以保密为由,不向用户说明 成分组成;加之供应商之间价格竞争激烈,个别精炼剂生产厂家便从化工原料选用、 配方搭配及加工方法上偷工减料,最后使铝材生产企业蒙受损失。因此各铝材生产厂 应注意鉴别。
2-13复合熔剂的配方原理是怎样的?
复合熔剂的配方主要应根据使用目的和对复合熔剂的基本要求来确定。通常,固态复 合熔剂主要是氯盐和氟盐以及其他添加物(碳酸盐、硫酸盐、硝酸盐、稀土混合物等)的 混合物。一般而言,用于覆盖的熔剂要求小的表面张力和低的熔点;用于除渣的熔剂要求 对铝液有较大的表面张力,而对氧化渣又要有较小的表面张力,为了提高除渣效果,还希 望熔剂能有发热作用;用于精炼的熔剂要求对氧化铝有良好的吸附能力,同时还要求对氧 化铝有一定的溶解能力,为了多除气,还希望熔剂有适当的气体生成率等。国此,复合熔 剂的表面张力、混合物的熔点和化学特性便成为配方时的三大要素。为此,应对它们有基 本了解。
(1)表面张力与熔剂成分的关系:
1)呈分子晶体结构的熔融盐(CCI4、SiCI4、AICI3、BiCl3)的表面张力较小,而离子 熔盐(LiC1、NaClʌ KC1、MgCl2)具有较高的表面张力。
2)在碱金属卤化物中,表面张力按LiClTCSCl的次序降低。由于阳离子的尺寸增大 (Li为7xlOfm, Na为9.8xl0-u, K为13. 3 x 10 一"),熔剂表面的离子数目减少,表 面层对熔剂内部离子的引力也越小,故表面张力降低。
3)阳离子尺寸不变,增加阴离子的尺寸同样也降低熔剂的表面张力。表2-12列出钠 的卤化物的表面张力与其阴离子大小的关系。
• 38 ∙
铝合金感铸生产技术问答
表2-12钠的卤化物的表面张力
|
钠的卤化物 |
NaF |
NaCl |
NaBr |
NaI |
|
表面张力/N∙cmT |
199 XlO ^5 |
113.8×10s |
105. 8 ×10^s |
75.2 Xi。" |
|
_____阴离子大小/m_____ |
1.33 ×10^'° |
1.88 X 10^1° |
1.95 ×10 ^1° |
2.16xl0^,° |
4)二价的碱土金属卤化物MgCl2、CaCl2、BaQ的表面张力比碱金属卤化物(NaC1、 KQ等)的表面张力大,因为碱土金属离子所带电荷比碱金属离子所带电荷多一倍,因而 表面张力也大。
5)在等摩尔NaCl-KCl二元熔剂中加入不同质量分数的第三种氯化物或氟化物后,在 723"铝液-熔剂系统中表面张力的变化见图2-7。由图2-7可看出,NaF和KF在添加量小 于5%时能急剧降低熔剂的表面张力,而后再增加添加量,效果不大;MgFz降低表面张力 的效果不明显;而其他物质,如AIF3、MgCl2、LiCI则稍许增大熔剂的表面张力。
6) MgCl2-KCl系表面张力随成分和温度的变化关系见图2-8o
τs.zs^κ⅛κw
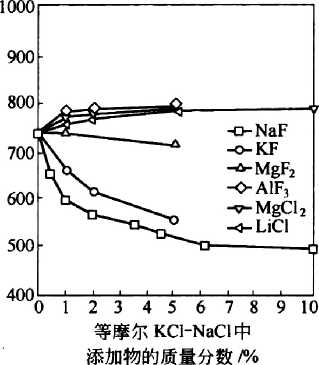
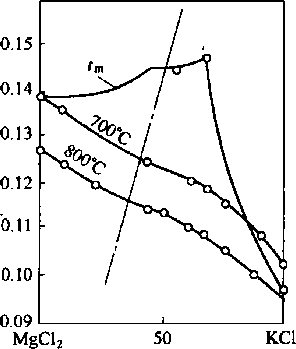
KCK分子"⅛
图2-7 723霓时铝-熔剂之间的表面张力
图2∙8 MgCU-KQ系表面张力等温线图
(2)熔点与熔剂成分的关系。图2-9~图2-12是常用几种熔剂系列的熔点与成分的 关系相图。由图可见:
1) NaCI-KCI系:等摩尔的NaCl-KCl在66說形成低熔点共晶,是大多数熔剂的基础。
2) NaCl-KCLNaF系:在607ClC形成三元共晶,所以,常用覆盖剂的成分是47. 5% NaCl +47. 5% KCl+5% NaF0
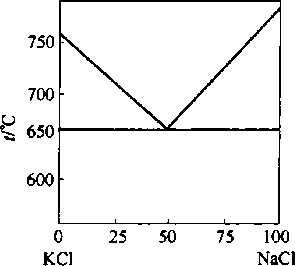
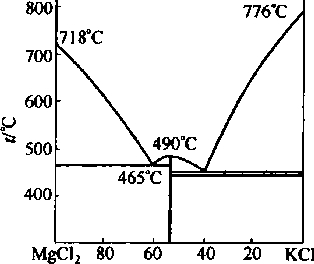
图2-9 NaCl-KCl二元相图
图 2-10 Mga2-KCl 二元相图
第二章原辅材料
• 39 •
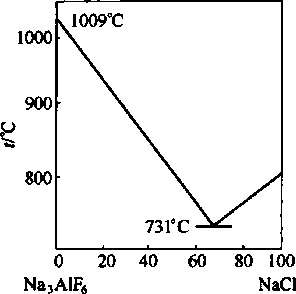
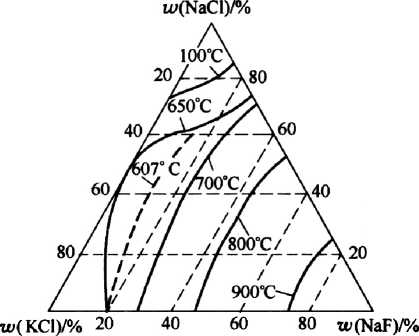
图 2-11 NaCLNa3 ABF;二元相图
图 2-12 NaCI-KCI-NaF 三元相图
3) MgCI2-KC1系:在424工和465工时形成低熔点共晶,是高镁铝合金熔剂的基础。
(3)各成分的作用:
D氯化物:表面张力小,有较强的润湿见203的作用,是熔剂的主要成分。但吸湿性强 (尤其是氯化镁、氯化钙、氯化锌)。其中NaQ-KQ系在共晶成分(45%NaCl+55%KCl)的 熔点约660电,熔点低,表面张力小,是大多数熔剂的基础。而CzCk在铝液中分解生成CU 和AlCU ,气泡在上升过程中除氢。能释放出氯气的化合物可以除去钙、锂、镁、勰。
2)氟化物:是熔剂的重要成分,其特点是熔点相对较高,吸湿性小(氟化钾除外), 分解产物使固态氧化物和铝液之间的界面www.bzfxw.c 过多的氟化物会发生激烈的放热反应,产生大量有毒气体(见图2-13、图2-14)。其中, Na3AlF6是提高净化能力的主要成分,一能吸附、溶解風2。3;二能提高和铝液接触时的表 面张力,便于和铝液分离。NaF能浸蚀Al?O3-AI界面上的金属本体,使氧化膜机械地脱 离,溶入熔剂中,从而起净化作用,还释放出微量钠起变质作用。Na2SiFf在铝液温度下发 生分解:
Na2SiF6 —> SiF4 + 2NaF
15010050
T (登0.SI)/ 璃金^
O
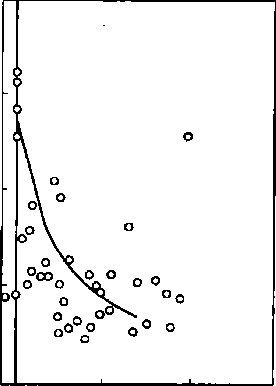
400300200100
?Ei 5<s⅛r⅛l⅛
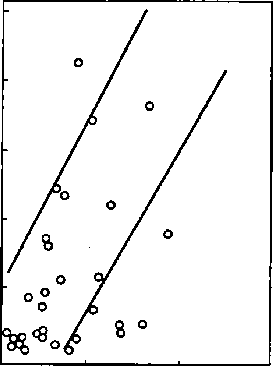
熔剂中的氟含量/%
图2-13熔剂中氟含量与处理后合金液中渣量的关系
10 20 30
熔剂中的氟含量/%
图2-14熔剂中氟含量与炉气中氟含量的关系
♦ 40 ■
铝合金熔铸生产技术问答
SiF,挥发成气体,起部分除气作用。Na2SiFe还与氧化夹杂物产生下列反应:
3 Na2 SiF6 + 2 Al2 O3 ——∙-2Na3AlF6 + 3 SiO2 + AlF3
生成的Na3AlF6有吸附—03的作用,也能和夕02结合成块状渣,极易扒去。故 NazSiFf是很好的净化剂,既可加入熔剂中,也可和CzCk一起压块,起缓冲剂作用,提高 CzCk的净化效果。AIF3在一定程度上可以除去铝液中的杂质元素,如钙、钠、鑑、镁。
碳酸盐在铝液中分解放出CO2,气泡在上升过程中除氢;由于是含氧化合物,也能起 到发热剂效果。吸湿性通常不大,但碳酸钾例外。
硝酸盐和硫酸盐都是强发热剂,硝酸盐比硫酸盐吸湿性大,但都会增加熔体氧化损 失。其中NaNo3和KNo3是熔剂中的含氧化合物,和铝反应生成用2。3,并释放出大量的 热,这可以局部提高流动性,在清炉剂中,这些放热反应能加快熔剂向炉壁夹杂物中渗 透。
2A1 + KNO3 = Al2O3 + -^-N2 + K, A∕∕θ = - 1230kJ
其他,如特殊添加剂,凡TiF6和KBF4可释放钛、硼,起晶粒细化作用。稀土是绿色环 保净化熔剂的成分。利用稀土与氢有较强亲和力形成稀土氢化物的特点,锁住固溶体中的 氢。含有稀土化合物的熔剂,加入铝熔体后,发生以下反应:
Al + REM ^»[RE] + Al Mn
析出活性很大的原子态的稀土 [RE](可称为活性稀土),在铝合金熔炼温度范围内 (680~750K),稀土与氢化合生成稳定的氢化物:
[RE] +2[H]-[REH2]
此反应是放热反应,随着温度下降,这种氢化物越来越稳定,从而达到固氢的目的。
此外,稀土对氧的亲和力大于铝与氧的亲和力,因此[RE]能从氧化夹杂中还原出 铝,从而使氧化铝夹杂减少:
2 RE + Al2O3 =2 Al + RE2O3
该反应在720CC时的标准自由嬉变化小于零,即
A唸< 0
从热力学角度看说明该还原反应可以自动进行。稀土还原氧化铝的产物Ce2O3和每03 的密度分别为6.876&/(:1113和6.51&/(:n13,熔点达2210工和22561,故大部分沉淀在炉子底 部,使之削弱了氧化夹杂的吸氢作用。
2-14什么是元素清除剂,使用时应注意哪些问题?
能将铝合金中某些有害或无用的元素从熔体中清除的添加剂称为元素清除剂。铝是一 个具有很高化学活性的金属元素,它能通过与铝熔体接触的所有材料(炉衬、熔剂、工 具、炉气等)发生反应而吸收各种金属杂质,而且,这些杂质一旦进入铝熔体,就很难除 去,因此,在目前市售的元素清除剂品种中,已知的只有除镁剂、除钠剂、除钙剂和除铁 剂四种。
由于镁、钠、钙三种元素的化学活性比铝大,因此,很容易通过类似下面的反应将这
第二章原辅材料
• 41 •
些元素从铝熔体中清除:
2A1F3 + 3Mg-_∙-2Al + 3 MgF2 ;
AlF3 + 3Na--->■ Al + 3 NaF ;
MgCl2 + Ca--->■ CaCl2 + Mg;
2 AlF3 + 3Ca——>2A1 + 3 CaF2 ;
MgCl2 + 2Na--->2NaCl + Mg;
Cl2 + 2Na —»2NaCl ; Cl2 + Mg ——^ MgCl2
由此,我们大概可知上述三种元素清除剂的组成。在实际生产中,铝-镁合金常采用2 号熔剂除钠,其他合金采用氮-氯混合气体也可以除去铝熔体中的镁、钙、钠。
在使用除镁剂、除钠剂和除钙剂时,应注意下面的问题:
(1)温度控制。上述化学反应都是放热反应,因此温度无控制的一味提高对元素清除 并没有好处。江西理工大学刘柏雄的试验表明,除镁温度控制在74Ot时效果最好,高于 或低于此温度时,都导致除镁效果下降。
(2)除镁剂的加入方式。上述反应的产物(铝和镁除外)在正常熔体温度下都呈固 态存在,其中氯化物的密度均与铝熔体接近,而氟化物的密度都大于铝熔体,因此最好采 用惰性精炼气体作为载体,将粉末状元素清除剂分2 ~3次吹入熔体,以便反应生成的氯 化物和氟化物让精炼气泡带至液面,并与熔体表面预先覆盖的熔剂作用而进入炉渣,取得 更好的清除效果。
(3)元素清除剂的加入量。化学反应的进行,既受化学热力学和动力学的支配,也受 质量作用定律的支配,在铝熔体中金属杂质的含量和元素铝比较总是少量的,因此,再好 的元素清除剂也不可能将要清除的杂质全Iwww.bzfxw.c 可一次性将合金中的镁含量从l∙20%降至0.35% ~0.45%,镁被清除量与清除剂加入量 之比约为1: (4.20 ~ 4. 80),在此基础上,加入过量的清除剂,合金中的镁含量不再降低。 试验也表明,采用2号熔剂或M-CU混合气体精炼时可将合金中的钠含量从20 X 10 一6最多 降至3x10-6。但采用混合气体精炼时,合金中的镁会损失约0.2% (如果合金含镁的 话)O
(4)保温时间。试验表明,合金中元素的清除发生在加入清除剂的过程中,加完后在 15min之内,看不到要清除元素的明显减少。因此,一味延长保温时间不是明智之举。
江苏铜山县轩辕有色金属材料厂开发了一种用于铝合金的铁清除剂,原理及使用工艺 条件和效果不详。
2-15什么是硼化剂,采用硼化剂的目的是什么?
对导电用铝合金进行硼化处理的添加剂叫硼化剂。导电用铝合金的生产是铝工业的重 要组成部分,我国目前在这方面的耗铝量每年达120万t。导电铝(即EC级铝合金)内 存在固溶状态的Mn、V、Cr、Ti和Zr时,电导率会下降。为提高电导率,其办法是对导 电铝进行硼化处理,使上述金属在熔体中以不溶性硼化物(VB2、CrB2、TiB2、ZrB?等) 的形式沉淀出来。以前的办法是在合金熔炼阶段加硼砂,或在铸造前加KBF-但实收率 低,温度高,操作条件不好。现在一般都改用含硼3% ~5%的块状或线状中间合金的形式 加入,其中以线状在炉外流槽内加入最好,其优点是:
(1)硼的实收率高;
• 42 ∙
铝合金爆铸生产技术问答
(2)添加量准确;
(3)避免硼化物对熔炉的污染,从而在下面生产非导电合金时不用洗炉。
这里有两点应该引起注意:一是在生产用于拉制直径Imm以下线材的铸锭时,建议 不要采用硼化处理,因产品内部存在硼化物,有可能在拉制过程中造成断裂;二是进行硼 化处理后,电导率指标提高了,但硼含量指标可能超标,在这种情况下,应说服用户接受 电导率指标,而不是化学成分指标。在用户还是不接受的情况下,就应该严格控制硼的加 入量。按照山东平阴铝厂的经验,当熔体中Mn、V、Cr、Ti的总量低于0∙ 012%时,可以 不用加硼;当总量超过0∙ 012%时,加入量按上述杂质与硼形成的硼化物所需硼的化学计 量数的1∙25 ~L 5倍即可。
2-16怎样制备熔剂,釆用火焰炉熔制熔剂时应注意的主要技术问题是什么,如何克服?
制造熔剂常采用混合法和熔合法。采用混合法时,应预先将所用盐类在200 ~300工下 烘烤3~5h,而后按比例称量混匀(或经碾碎过筛),保存在干燥器内备用。KCI和MgC& 的烘烤温度宜控制在450霓左右。混合法的优点是简单,缺点是水分不能彻底除去,成分 也不易混匀。用于覆盖的三号熔剂就是采用混合法配制的。采用熔合法时,先将各种盐类 装炉,在适当的温度下熔化,然后浇入干燥的容器内凝结成块,保存在干燥的地方,使用 前再进行破碎或粉碎。熔合法的优点是:水分去除较彻底,成分均匀,可以成块,便于精 炼。其缺点是手续烦琐,熔损较大。用于精炼的一号和二号熔剂一般都采用熔合法配制。
以一号熔剂为例,采用火焰炉熔制熔剂时的主要技术问题是:防止或减少KCl的高温 挥发及Na3AlF6的高温热离解,同时尽可能减少烟道抽走的机械损失,以保证熔剂化学成 分的稳定,提高实收率。为解决上述问题,在工艺上常采取下列措施:
(1)调整配料比:
|
KCl |
NaCl |
Na3AlF6 | |
|
名义含量 |
47% |
30% |
23% |
|
配料比 |
56% |
22% |
22% |
(2)熔炼温度控制在800 ~ 850(。
(3) 一炉的总熔炼时间控制不超过6h。
(4)采用合理的操作方法,以降低易挥发组元加入后的温度和缩短易挥发组元在炉内 停留时间。即注意加料次序:先将全部NaCl和部分KCl熔化,待温度达到800~850t时 再将冰晶石分三批加入,留占炉料总重量15% ~20%的KCl作为冷却料在冰晶石全部熔化 后再加入。此外,还要注意加料方法:加冰晶石时,一要减少燃气流量,适当关闭烟道闸 ∏,二要彻底搅拌;加氯化钾时,一是KCI要预先干燥处理,二是尽可能减少燃气流量, 但要打开烟道闸门,防止可能产生的爆炸。
2-17过滤铝熔体用的玻璃布具有哪些技术特性,对它们的基本要求是什么?
国产铝熔体过滤用玻璃布是采用专门的铝硼硅酸盐制造的,它不仅不对铝熔体造成污 染,本身也能抵抗铝熔体的侵蚀,且具有良好的高温强度。其主要技术特性是:
(1)化学成分:SiO2, 52% ~55%; Al2O3, 15% ~ 17% ; CaO, 15% ~ 17% ; B2O3,
第二章原辅材料
• 43 •
8% ~10% ; MgO, 4% ~5%; Na20+K20≤0. 5%o
(2)断裂强度:经向 N950N∕25mmxl00mm,纬向才850N∕25mm x 100mm。
(3)编织方式:平纹交织。
(4)网格尺寸:ImmX2mm, 1. 2mm × 1. 2mm, 1. 2mm × 1. 5mm, 2mm ×2mm0
对铝熔体过滤用玻璃布的基本要求是,网格尺寸适当且稳定。玻璃布网格尺寸的大小 决定除渣的效果,玻璃布只能滤除尺寸大于网格的夹杂物,网格越小,铸锭越干净。但 是,最小网格尺寸的选择又取决于熔体的表面张力大小和要求的金属流量。在实际条件 下,一般都不采用小于0.5mm X 0.5mm的玻璃布。
目前深圳派瑞科冶金材料有限公司开发了一种新的涂料,涂在玻璃纤维织布上,当达 到一定热度时织物便变得坚硬,并以"TF热成形过滤袋"的名称在市场销售。这种玻璃 布过滤袋可方便地安设在现有的附属装置上,并在L5h的使用时间内保持尺寸不变,之 后才开始变软。这种产品的技术规格见表2-13。
表2-13 TF Combo Bag热成形过滤袋技术规格
|
型号 |
标准尺寸 经纬/mm X mm |
每英寸标准目数 |
每平方英寸孔数 |
单孔面积/mm2 |
开孔度/% |
编织类型 |
|
LC40F |
O. 69 × 1.12 |
IOxlO |
1∞ |
2.69 |
41.6 |
平一显 |
|
LC36F |
0.76×1. 12 |
10.5 x8.5 |
90 |
3.07 |
42.7 |
-平纹 |
|
LC36F4 |
0.79 × 1.09 |
9.5 X 10.5 |
99 |
2. 55 |
39 |
平纹 |
|
LzC34F4 |
O. 79 ×1. 09 |
9.5 ×8 |
75 |
4.04 |
46.7 |
—"平纹 |
|
LC33L6 |
1.30×l. 19 |
8×7 |
55 |
. |
39.8 |
. |
|
LC32L |
1.02 ×1. 12 |
7 ×7 |
49 |
6. 61 |
50.0 |
纱罗织法 |
|
LC32L4 |
1.07 × 1.09 |
7x7 |
49 |
6.48 |
49.4 |
纱罗织法 |
|
LC31L4 |
1.02 ×1. 12 |
6 X 6. 5 |
38 |
9.14 |
54.5 |
纱罗织法 |
|
LC30L3 |
1.02 ×1. 12 |
5x5 |
23 |
17.61 |
63.6 |
-纱罗织宼 |
2-18什么是刚玉质陶瓷管,对它们的基本要求是什么?
过滤铝熔体用的刚玉质陶瓷管是采用以一定粒度的刚玉砂作为骨料,以低硅玻璃粉和 桃胶水溶液作为高温和低温黏结剂,以面粉作为增塑剂,按适当配比进行混合成形,然 后,在比玻璃材料熔点稍高的温度下烧结而成的。国产刚玉质陶瓷过滤管的主要技术性能 列于表2-14。
表2-14国产刚玉质陶瓷过滤管的主要技术性能
|
产品代号 |
骨料颗粒尺寸 ∕mm |
最高使用温度 /K |
正常工作温度 /r |
起始压头 /kPa |
孔隙度 /% |
透气性 /L ∙ (min ∙ cm2 * IiimH2O) "l |
|
LG-20 |
0∙8~1.0 |
900 |
700 ~ 800 |
39.9 |
38~42 |
O. 10 |
|
LG-16 |
1.0-1. 25 |
37.2 |
39~45 |
O. 14 | ||
|
LG-14 |
1.25-1.60 |
33.3 |
40~45 |
O. 16 | ||
|
LG-12 |
1.60-2.0 |
30.6 |
42~46 ' |
O. 18 |
注:标准规格为611OmmZ<f>70mmx325mm,颜色为蓝白色。
• 44・
铝合金熔铸生产技术问答
对铝熔体陶瓷过滤管的基本要求是:透过能力强,孔径分布集中,过滤精度满足要 求,使用寿命长,外形整齐,.易于安装。
2-19什么是泡沫陶瓷,对它的基本要求是什么?
泡沫陶瓷指具有海绵状开孔网状结构的工业陶瓷烧结物。自20世纪70年代末期在美 国诞生以来,由于它优异的净化性能,迅速在全世界范围内得到推广应用。我国山东工业 陶瓷研究所几乎同时也开展了这方面的研究,并取得巨大成功。表2-15是中、美两家单 位早期研制的铝熔体用泡沫陶瓷过滤板的性能对比。目前国内市售的泡沫陶瓷板由于采用 的陶瓷泥浆的组成和成形载体--软质氨基甲酸乙酯泡沫塑料的规格、质量及烧成工艺的 不同,在性能上存在较大的差别。表2-16给出了目前市场比较看好的两家泡沫陶瓷产品 的主要技术参数。
表2-15铝熔体用泡沫陶瓷过滤板的规格和性能
|
研制单位 ^ 性能 |
山东工业陶瓷研究所 |
美国康索尼达德铝公司(Selee牌) |
|
孔洞数/个∙ i∏T |
8、15、25、100 四种 |
10~45 |
|
厚度/mm |
10-100 |
20 ~ 100 |
|
比表面积/i, ∙ i∏^3 |
I(XXX) | |
|
孔隙率/% |
80-90 , |
85 ~90 |
|
_______过滤能力_______ |
≥5∞kg(90×80 X 20 滤板) | |
|
_______体积密度/g ∙ Cm-3_______ |
0.2 ~0.5 |
0. 35 ~0.40 |
注:Iin =25. 4mm0
表2-16市售泡沫陶瓷板的主要性能
|
标准尺寸 ∕mm X mm × mɪn |
深圳派瑞科 |
_________福州麦特新 | ||||
|
流量范围(AI) ∕kg . min '1 |
孔径范围 /个• in" |
流量范围(AI) ∕kg . min -l |
孔径范围 /个∙ inT |
参考过滤量 /t |
选择参考 | |
|
178 X 178 X 50 |
25 ~43 |
10~45 |
25~50 |
10、20、 25、 30、 35、 40、45、50、 60、70 等 10 种,由客户根 据要求而定 |
3 |
1.浇铸选用 10 ~25ppi; 2.半连续铸 造选用30 ~ <50ppi; 3.高品质铝 型材和连铸连轧 选用 50 ~60ppi |
|
228 X 228 X 50 |
35 ~ 112 | |||||
|
254 ×254 X 50 |
45 ~ 100 |
7 | ||||
|
305 X 305 ×50 |
90 ~ 162 |
90 ~ 170 |
15 | |||
|
381 ×381 X 50 |
130 ~262 |
147 ~280 |
20 | |||
|
430 × 430 X 50 |
210 ~350 | |||||
|
432 X 432 ×50 |
193 ~367 |
25 | ||||
|
508 X 508 X 50 |
280 ~462 |
274 ~521 |
30 | |||
|
584 ×584 ×5 0 |
369 ~700 |
35 | ||||
|
585 X 585 ×50 |
370 ~637 | |||||
注:Iin =25. 4mmo
对泡沫陶瓷过滤板的基本要求是:
第二章原辅材料
• 45 •
(1)具有足够的室温和高温强度,使在运输、安装和使用中不会破损和掉渣;
(2)具有较高的化学稳定性,在工作温度范围内不与铝熔体发生反应,不对铝液和环 境造成危害;
(3)具有足够的通孔率和铝液透过能力,以保证生产中过滤能顺利进行;
(4)具有较高的耐急冷急热性,为此,过滤板应具有小的热膨胀系数,受热不开裂;
(5)不吸湿,并具有较小的密度和比热容,不需在使用前预热。
第三节铸工材料
2-20石墨具有哪些重要特性,对结晶器用和精炼转子用石墨材料的基本要求是什么?
石墨在有水蒸气和空气的条件下具有良好的自润滑性质。因为石墨的结构是由许多平 行于基面的层面叠合而成的,层与层之间的相互作用极弱,石墨能在其层面上作完全的解 理,并沿解理平面而滑动。当石墨工作面上吸附了水和气体分子时,解理面之间的距离增 大,润滑性更好。此外,石墨熔点高(3625七),强度随温度升高而提高,还具有良好的 导热性、耐热冲击性、良好的机械加工性能,以及线膨胀系数小,化学稳定性好,与酸、 碱不易起作用,在铝液温度下,不污染熔体,无嗅无毒等优点。因此,它被广泛用做结晶 器的内套衬里材料和在线除气装置的石墨转子材料。
对结晶器用石墨材料的基本要求是纯度高(不小于99. 9%),密度大,颗粒细小,质 地均匀,没有剥离现象。连续铸造中结晶www.bzfxw.c
最大颗粒直径 体积密度 气孔率 肖氏硬度 导热系数 线膨胀系数 抗弯强度 抗压强度
0. Inun
1.65 ~1.75g∕cm3
13% -15%
40-50
83. 7 ~ 125. 6W∕(m ∙ K)
3 X IO- (l∕t)
30~40MPa
60~80MPa
对转子用石墨材料的基本要求是:高温强度好,抗氧化性好,耐热冲击性能好,耐磨 性好,加工性能好,具有较长的使用寿命。北京华泰长运科贸有限公司生产的L系列(适 用于连续除气线)和F系列(适用于非连续除气线)石墨转子,平均使用寿命达70天 (平均约150熔次/根),最高使用寿命达116天,已远远超过进口产品。该产品具有使用 温度高(800"),允许旋转速度适中(750r∕min),对精炼气体的适应性强(Ar、此及带 少量CU的混合气均可),价格便宜(仅为进口产品的约40%),使用稳定性好等特点,已 取得中国专利。
2-21结晶器润滑油的作用是什么,对它的基本要求是什么,常用的润滑油、脂有哪几种?
结晶器润滑油的作用是将铸锭与结晶器壁之间的干摩擦变为液体摩擦,减少拉锭阻 力,同时冷却摩擦表面。
• 46 ∙
铝合金爆铸生产技术问答
对结晶器润滑油的基本要求是:
(1)良好的润滑性能。首先,结晶器润滑剂应该具有适当的黏度。黏度过大,将使摩 擦系数增大;黏度过小,润滑油将从间隙中被挤出,不能建立可靠的润滑层。通常润滑油 的运动黏度(50七时)以30 ~50mPa ∙ s为宜。其次,要求油性强。油性就是指在摩擦表 面上形成不被压力挤掉的强固油膜的性能。油性愈强,则在工作过程中油膜在摩擦面上保 持的时间愈长。另外要求凝固点适当,以使润滑剂在结晶器温度下保持较好的流动性,能 顺利地供到摩擦表面。
(2)没有副作用。润滑油不应含有能溶解或侵蚀熔融铝的任何物质,也不腐蚀结晶器 壁,水分少,机械杂质少。润滑油要求闪点高,即不容易着火和冒烟,而与熔融金属接触 燃烧时不留下妨碍导热的任何残余物。此外,抗氧化性能好,在使用过程中不改变性质。
(3)价廉易得。
根据上述要求,常用的结晶器润滑油有藤麻油、HG-62过热汽缸油、HJ-30机械油。
润滑脂是由矿物油(如汽缸油等)与稠化剂(如脂肪酸皂、石蜡等)混合而成的一 种在常温下呈软膏状的物质。铸造前,将其涂抹在结晶器壁上,由于它不会流失,故保证 了铸造开始时可靠的润滑。常用的结晶器润滑脂有ZG-1、ZG-2、ZG-3钙基润滑脂和 ZGN40-1、ZGN40-2压延机用润滑脂。
2-22对连续铸锭冷却用水的基本要求是什么?
(1)为了保证结晶器水路不生水垢和提高二次水冷强度,结晶器出口处的水温必须低 于35也。所以,冷却水的原始温度应愈低愈好,一般不应高于25"。
(2)为了保证铸造时水量充足,冷却水的水压应保证不低于0∙ 15~0.2MPa。
(3)冷却水中结垢物质的含量不大于IOoXlO Y ,即水的硬度不大于55mg(CaO)/L。
(4)冷却水最好保持中性,pH值为7 ~8,硫酸根含量小于400mg∕L,磷酸根含量不 大于 2 ~3mg∕L0
(5)悬浮物尽可能少,通常每升中不应大于IOomg,且单个悬浮物的大小不大于 1.4mm3,长度小于3mm,以保证结晶器水孔不被堵塞。
2-23涂料的工作原理是什么,怎样配制和涂覆涂料?
涂料一般由填充剂(白垩粉、滑石粉、氧化锌、二氧化钛、氧化铝等)、黏结剂(水 玻璃、硅溶胶等)和调和剂(水)组成。涂料是通过黏结剂将填充剂均匀地包覆在工具 表面,而后通过填充剂的热分解反应或者与铝液的置换反应或者直接形成致密的包覆层而 起保护作用的。比如,采用白垩粉作填充剂时,白垩粉在高温时产生分解反应:
CaCO3 >膿 > CaO + CO2 T
MgCO3 >膿 > MgO + CO2 ↑
反应产物Cao和MgO紧密地粘在工具上起保护作用。采用氧化锌作为填料时,涂料与铝 液产生置换反应:
3Z∏O + 2A1 ——•■ Al2O3 + 3Zn
第二章原辅材料
• 47 •
反应结果形成了如203保护层,而锌被置换进入铝液。当采用Au03作为填充剂时,既不分 解,也不被还原,非常稳定,直接起保护作用。 ,
铝合金铸造生产中常用涂料的组成和配比列于表2-17。
表2-17常用涂料的组成和配比
|
编号 |
____________ 成分和配比/%__________________ |
用途 | |||||
|
滑石粉 3MgO ∙ 4SiO2 ∙ H2O |
白垩粉 CaCO3 |
氧化锌 ZnO |
二氧化钛 TiO2 |
水玻璃 Na2SiO3 |
水 H2O | ||
|
1 |
22 |
— |
— |
— |
3 |
75 |
刷涂工具 |
|
2 |
— |
23 |
— |
— |
3 |
74 |
刷涂生堪 |
|
3 |
— |
— |
32 |
— |
3 |
64 |
刷涂工具 |
|
4 |
— |
— |
— |
25~35 |
3 |
62~72 |
喷涂漏斗 |
按工艺要求,所有与铝液接触的铁质工具都必须覆以涂料。配制涂料时,先将所有粉 料筛分,再将水预热至60~80tt,缓慢加入水玻璃并搅拌均匀,然后加入粉料仔细搅匀即 可使用。涂料应随用随配,防止变质。
生产中,铸造漏斗和铸铁生堪通常采用简易的喷枪进行喷涂,其他工具采用刷涂。涂 覆时,应注意下列事项:
(1)涂覆前,先将工具上的铁锈、铝渣及旧涂料用刮刀、钢丝刷或砂纸手工清除掉。 工作量比较大时,可采用喷砂处理。
(2)将清理过的工具预热至200 ~ 25www.zxw. 涂料不干,会产生流痕,涂不均匀。
(3)预热后,要迅速均匀地涂覆。在喷涂漏斗时,对于较大的平面部分,喷射距离可 稍远些,约半米左右,进行垂直喷涂;对于孔洞或弯曲面,喷射距离可缩短些。
(4)涂料层表面要光滑,厚度均匀,涂料厚度以0.3 ~0.5mm为宜。涂料太厚,涂料 层在使用过程中易剥落。
(5)涂覆完毕后的工具要重新预热,预热温度视涂料成分而定,以反应完全,形成致 密的包覆层为原则,通常在300~550K之间。预热速度不要太快,加热时间不要太长,否 则涂料会剥落。
(6)连续生产时,若发现涂料剥落,应在熔次或铸次间的间隙时间内及时清理剥落部 位,并予以补涂。
目前市场上还可以直接采购到深圳派瑞科冶金材料有限公司生产的几种保护性涂料, 其中LaUnderCoteI 10、Holcote568和EZ4∞都是氧化错型的水基涂料,前两种属水硬性, 喷涂或刷涂前最好将工具做预热处理;后一种属气硬性,直接涂于工具的冷表面即可。
2-24什么是水玻璃,对涂料用水玻璃的技术要求是什么?
水玻璃是铸造生产中经常采用的黏结剂,俗称泡花碱,它是由碱金属硅酸盐组成的一 种具有良好胶结能力的矿物胶,其化学式为RzO∙nSi02,是一种半透明的玻璃状熔合物。 根据碱金属氧化物种类的不同,水玻璃有钠水玻璃(Na20•〃Sio2)、钾水玻璃(凡0 • NSiO2)、钾钠水玻璃(K∙NaO∙"SiO2)之分。根据水玻璃中含水程度的不同,水玻璃可
• 48 ∙
铝合金煉铸生产技术问答
分为固体块状水玻璃、水合水玻璃、液体水玻璃三类。固体水玻璃和液体水玻璃均为无色 或略带色的透明或半透明体。水玻璃之所以能作为胶凝材料使用,主要是因为水玻璃能与 空气中的二氧化碳作用,生成无定型硅胶,硅胶逐渐脱水干燥而硬化。
水玻璃溶液的黏度随模数(指Si02与Na2O的克分子比或摩尔比,即化学式中的几 值)和密度的增大而提高,胶结能力也越强。水玻璃模数越大,固体水玻璃越难溶于水, 模数〃为1时,常温水即能溶解,几加大时需热水才能溶解,"大于3时需0.4MPa以上的 蒸汽才能溶解。水玻璃溶液的密度也可以换算成波美度81(浓度的一种表示方法),二 者的关系为:
∙y(重)=145/(145 - Be') 或 Be' = 145 -( 145∕γ)
用做涂料黏结剂的水玻璃,其模数一般采用2∙0~3.0,密度为1.3~1.4,即波美度 为33.3~41.25e)水玻璃的技术条件列于表2-18。
表2-18水玻璃的技术条件
|
名称 |
化学式 |
模数 |
波美度 |
密度/g ∙ mL~, (20七) |
氧化钾 /% |
氧化钠 /% |
二氧化硅 /% |
|
硅酸钾液 |
K2O 2. 7SiO2 |
m2.6~2.8 |
45.0-46.0 |
1.450-1.466 |
15.5-16.0 |
— |
28.0 |
|
K2O 2. 7SiO2 |
N2∙6~2∙8 |
43∙2~45.0 |
1.422-1.450 |
13.0~15.5 |
— |
24.00 | |
|
K2O 3. 2SiO2 |
B3.00 ~ 3. 30 |
40.0-42.0 |
1.381-1.408 |
12.00 |
— |
24. 50 | |
|
K2O 3. 6SiO2 |
^3. 50-3.70 |
35.0-37.0 |
1.318~1. 343 |
9.00 |
— |
22.00 | |
|
硅酸钠液 |
Na2O 3. 6SiO2 |
3.5 ~3. 7 |
35.0~37∙0 |
1.318-1.342 |
— |
芸7.0 |
≥24.6 |
|
Na2O 3. 2SiO2 |
3.1 ~3.4 |
39. 0~ 41.0 |
1. 368 ~ 1. 394 |
一 |
X8.2 |
扌 26.0 | |
|
Na2O 2. 4SiO2 |
2.2~2.5 |
39.0~ 41.0 |
L 368 ~ 1.394 |
— |
n9.5 |
m22. 1 | |
|
Na2O 2.4Si02 |
2.2~2.5 |
50.0-54.0 |
1.526-1.599 |
— |
≥12.8 |
/29.2 | |
|
硅酸钾 钠液 |
2K2O Na2O 2. 6SiO2 |
2. 50 ~ 2. 70 |
44.0-46.0 |
1.436 ~ 1.465 |
8.50 |
4.2 |
25.00 |
|
3 K2O Na2O 2. 8SiO2 |
2.85 ~2. 95 |
46.0 |
1.465 |
10. 50 |
2. 50-4. 50 |
29. 50 ~32.50 |
2-25对铸造用轻质隔热保温材料的基本要求是什么,怎样选用这些材料?
铝合金连续铸造过程中,要使用很多轻质耐火保温制品,如流口堵锥、流槽内衬、流 盘内衬、热帽、浮标漏斗、漏管(流嘴)、在线过滤器或除气箱的内衬等,这些制品算不 上什么贵重的构件,但它工作质量的好坏,却能给铸锭质量和生产效率带来重要影响。对 制作这些铸工制品的隔热保温材料的基本要求除了良好的绝热性外,其他的要求是:
(1)对液态铝及铝合金不润湿,这样可以不需涂保护性涂料,铸造结束后,流槽中残 留下来的氧化皮,可以方便地被清除掉。
(2)必须能承受高温铝液的腐蚀,也不对铝熔体造成污染。
(3)不吸湿或吸湿性很低,具有很小的比热容,最好能使制件不需事先预热就能直接 应用,这样可以使静置炉中的熔体温度降低10 ~20"。
(4)具有小的密度、线膨胀系数和可塑性,以便能做成各种具有精确尺寸公差的部件 或组合件,并使安装变得轻松容易。
第二章原辅材料
• 49 •
(5)具有好的耐急冷急热性和适合的室温及高温强度,价格便宜,使用寿命长。
能全部满足上述要求的单一轻质耐火保温材料目前还很难找到。在选用铸造用隔热保 温材料时,首先应根据使用要求来考虑,如果是一次性用品,则主要关注点应放在隔热保 温性能上;如果是需要长时间使用的制品,则应从铝熔体隔热保温材料损伤机理的角度, 考虑下列几点:
(1)在化学组成上,不含或少含能与熔体起化学反应的成分,比如较少的Si。?;没有 或极少的Na2O和K2Oo
(2)在矿物组成上,材料应含有比氧化铝具有更高结合能的氧化物,如:Mg0、 ZrO2、B2O3 (因为从润湿的化学原理出发,液体金属对氧的亲和力越大,则润湿性就越 大)等或导入SiC、Si3N4ʌ AIN、B4C. BN、石墨等非氧化物材料。
(3)在组织结构上,材料应该致密化,即具有低的气孔率、小的气孔直径、低的透气 率,以阻止铝熔体对材料的浸入。
(4)在制作方式上,应以纤维真空成形+烧结制品或直接浇注件为好。目前市场上出 售的种类繁多,从基体的化学成分看,大致有石英和刚玉两个类型。有的厂家为了提高铸 工制品的使用性能,采用轻质高强隔热基体+耐火不粘涂料的做法也是可取的。此外,制 品采用的黏结剂的种类、添加量应给予关注。通常,铝酸钙黏合剂、磷酸盐黏合剂都具有 与水可胶合,强度高,耐火度足够的特点,但用量太多时会对材料的致密度及高温物理性 能产生不好的影响。表2-19是目前市场上比较看好的几个品种,它们都有不吸湿、不需 预热(PT-190除外)、不粘铝的特点。 -
≡2-19铸工用耐火隔热材料的性能
|
型号 |
AR |
PT-60 |
PT-190 |
MN-I |
MN-2 | |
|
密度/g ∙ Cm -3 |
1.80-1.89 |
0. 80 |
2. 80 |
1.65 |
0.6~0.7 | |
|
导热性∕W∙(m∙K)f |
0. 65 |
0. 21 (800P) |
0.13 (80Ot) |
0. 57 |
0∙2~0. 3 | |
|
线膨胀系数/t T |
0.9 X 10 Y |
— |
— |
— |
— | |
|
线性变化/% |
一0.4 (815P固化) |
-0.2 ⑻5P∕5h) |
-0. 1 (1090P) | |||
|
抗压强度/MN∙m・2 (815P固化) |
38 |
0.8 |
110 |
720 |
— | |
|
断裂系数/MN-m-2 (815P固化) |
9 |
0.6 」 |
22 |
— |
— | |
|
表观孔隙度/% |
24~29 | |||||
|
_____最高使用温度/t_____ |
980 |
1320 |
1540 |
1050 |
1050 | |
|
_______特点 |
熔融氧化硅 |
陶瓷纤维基 |
氧化铝基 |
熔融硅陶瓷 |
硅酸铝纤维基 | |
|
制 |
品 |
浇注件 |
浇注件 |
—浇注件- |
烧结件~ |
烧结件 |
|
成分/% |
SiO2 |
74 |
41 |
4.3 |
60~63 |
35 ~40 |
|
Al2O3 |
16 |
37 |
94.4 |
12~13 |
60~65 | |
|
CaO |
6 |
14 |
1. 1 |
— |
— | |
|
Fe2O3 |
— |
4 |
— |
wO・3 |
Wθ. 2 | |
|
TiO2 |
— |
1 |
— |
0.01 |
0.2 | |
|
其他氧化物 |
4, |
3 |
0.2 |
— |
— | |
|
______生产厂家______ |
深圳派瑞科冶金材料有限公司 |
福州麦特新高温材料有限公司 | ||||
• 50 • 铝合金熔铸生产技术问答
2-26什么是石棉,常用的石棉制品有哪些,使用时应注意哪些问题?
石棉是一种具有纤维结构,并且可以劈分成极细而又柔韧的管状纤维的硅酸盐矿物的 总称。按其矿物成分和化学成分的不同,石棉可分为蛇纹石石棉(温石棉)和角闪石石棉 两大类。其中,温石棉产量最大,用途最广。温石棉是一种含镁、含水较多的硅酸盐类矿 物,理论化学式为3MgO∙2SiCh ∙2HzO,其中,Mgo为43. 6% , SQ为43.5%,乩0为 13%。它具有良好的耐热性(熔点155(K:)、耐碱性、韧性和抗拉强度及较小的容重,但 耐酸性较差。中国建筑材料协会根据有关研究结果宣布,采用温石棉没有致癌危险,对人 体健康是安全的。
铸造行业常用的石棉二次制品有石棉板、石棉绳和石棉粉。石棉板是由石棉和黏结材 料压制而成的,主要用于糊制流槽和流盘,起隔热保温作用。.其技术规格应符合建标 11-59的规定。石棉绳是石棉的纺织品,主要用来缠制流量控制钎子和填衬底座,起保温 防漏作用。其技术规格应符合JC222T4的规定。石棉粉是石棉纤维和各种耐火粉末材料 混合而成的,主要用于金属转注时填塞接缝及作为保温涂料。石棉粉的类型很多,但碳酸 镁石棉粉和重质石棉粉中含有大量钙镁类细粉,耐热度低,在熔铸工艺中应禁止使用,通 常只允许使用硅藻土石棉粉,其技术规格应符合建标8—59的规定。
在使用石棉制品时,应注意下面的问题:
(1)石棉具有强烈的吸附能力,能从空气中吸附大量水分。因此,在使用前,必须进 行干燥预热。
(2)石棉纤维中含有吸附水(存在于石棉表面)和结构水(存在于晶体结构之中) 两种水。吸附水在400 ~500K时全部析出,此时石棉机械强度降低,但当逐渐冷却后,强 度又可恢复。结构水在600 ~800"析出,此时石棉纤维结构被破坏,材料脆化,轻轻搓揉 即成粉末,在温度降低后,石棉强度不再恢复。所以,在使用石棉制品时,温度不宜过 高。
此外,一种称为泡沫石棉的新型轻质高效的保温节能材料,它以天然矿物石棉纤维为 原料,通过制浆、发泡、干燥成形工艺制成,具有质量轻、导热系数低、保温性能好、防 水性能好、抗腐蚀、吸音防震,不刺激皮肤、无粉尘污染的特点。可任意裁剪、弯曲、施 工简便迅速,也是一种很好的铸工材料。产品执行ZBQ 61002-89标准,其导热系数不大 于0.038W/m∙K,密度为20~30kg/m3,最高使用温度为500七。
2-27什么叫硅酸铝纤维,它具有哪些重要的特性?
由含有43% ~55%的AI2O3和42% ~54%的引02的熔融硅酸铝玻璃制成的纤维称为硅 酸铝纤维。常采用喷吹或甩丝法成纤,喷吹纤维不含润滑剂,渣球含量低,是高温炉窑良 好的填充材料及真空成形制品的优良材料;甩丝纤维长,非纤维物质含量低,除用做高温 炉窑填充材料外,还是优良的纺织材料。 、.
硅酸铝纤维的热导率很低,仅为一般耐火砖的十分之一,比最好的轻质隔热砖的热导 率还要低50%。再者,高温热稳定性好,其最高使,用温度达1260七。远高于其他隔热用 的无机纤维的使用温度。另外,硅酸铝纤维还具有我容小,抗热震性能好,耐蚀性好,与 油、蒸汽、水不发生反应,在高温下对铝及其合金熔体不润湿,吸湿性小等许多优良的特
第二章原辅材料
• 51 •
性。硅酸铝纤维还能加工成板(软板、硬板、半硬板)、毡、毯、纸、绳、成形件(管 等)等多种二次制品。其中,硅酸铝纤维板执行GB/T 16400-2003标准。为了利用硅酸 铝纤维的上述优良性能,国内外铝加工铸造行业已经广泛使用其二次制品做液流转注系统 的漏斗、流口、连续铸轧供料嘴、热顶铸造中的热帽等。■
硅酸铝纤维制品的种类很多,其重要品种、使用温度和采用的原材料见表2-20。
表2-20硅酸铝纤维制品的种类和使用温度
|
_______种 类 |
_____使用温度/七_____ |
____原材料____ |
|
普通型硅酸铝纤维棉及制品 |
n∞ |
硬质黏土熟料(焦宝石) |
|
高纯型硅酸铝纤维棉及制品 |
1260 |
高纯氧化铝硅石粉合成料 |
|
高铝型硅酸铝纤维棉及制品 |
1360 |
高纯氧化铝硅石粉合成料 |
|
含倍型硅酸铝纤维棉及制品 |
1430 |
高纯氧化铝硅石粉及错英石合成料 |
第四节耐火材料和电热材料
2-28什么叫耐火材料,对熔铝炉耐火材料的基本要求是什么?
凡是耐火度不低于1580七,能在一定程度上抵抗温度骤变作用和炉渣侵蚀作用,并能 承受高温荷重作用的材料均称为耐火材料。www.bzfxw.c
对铝合金熔炼炉用的耐火材料,有以下基本要求:
(1)耐高温。熔铝炉的加热温度一般都在900 ~1300P之间,耐火材料在高温作用下 应具有不易熔化的性能。
■(2)高温结构强度大。各种耐火材料在熔化之前首先开始软化,从而降低结构强度。 因此,耐火材料还应具有在受到炉子砌体的荷重作用或其他机械振动作用下,在高温不易 软化的性能。
(3)在高温下长期使用时体积要稳定。耐火材料在长期高温使用中,砌体内部发生物 理化学变化会产生体积收缩或体积膨胀,无论是收缩或膨胀,都会造成砌体的损坏。因 此,要求耐火材料在高温时体积稳定。
(4)耐急冷急热性好。熔铝炉在使用过程中,由于温度骤变引起材料各部位温度不均 匀,砌体内部会产生应力而使材料破裂和剥落。因此,耐火材料应具有较好的耐急冷急热 性,以抵抗这样的破损。
(5)不污染铝熔体,而本身亦不受铝熔体的侵蚀。耐火材料在使用过程中,其主要损 坏原因之一是由于炉渣、金属和炉气的作用而被腐蚀,因此,耐火材料必须具有抵抗这种 侵蚀的能力。同样,与金属熔体接触的耐火材料在使用过程中,也不应该与铝熔体发生化 学反应而污染金属熔体,否则,就不可能保证要求的熔炼质量。
(6)透气性低,热损失小。透气性是评价耐火制品致密程度的指标之一,在某些情况 下,能决定制品的使用寿命;此外,熔铝炉在工作过程中要消耗大量的热能,提高炉子的 热效率始终是用户的期盼,因此,除了隔热材料外,也要求耐火材料具有一定的隔热保温
• 52 ∙
铝合金爆铸生产技术问答
作用。
(7)具有一定的外形和正确尺寸,价格低廉。当耐火材料以传体形式供货时,要求外 形尺寸规整,公差要小。因为砖体之间由耐火泥填充,而耐火泥的结构强度低于耐火材 料,不规则的耐火砖体使填充物增加,从而降低耐火材料的寿命。
实际上没有一种耐火材料能满足上述的全部要求,因此炉子的设计和使用者应根据具 体条件合理地选用各部位的耐火材料。
2-29铝合金熔炼炉常用的炉衬材料有哪几种,各有何优缺点?
铝合金熔炼炉常用的炉衬材料大致分为块状耐火材料、不定形耐火材料、隔热材料三 类。
常用的块状耐火材料有普通黏土砖(A"。3含量在30% ~ 48%范围内;主要矿物组 成为方英石+莫来石)和高铝砖(AHO3含量N48%;其中一级砖'75%,主要矿物组 成为刚玉+莫来石;二级砖60% ~ 75%,三级砖48% ~ 60%,主要矿物组成为莫来石 +方英石)。高铝砖主要用于砌筑与铝熔体相接触的熔池内壁,并作为支撑电热体材料 的炉梁砌体。这种砖具有耐火度高,机械强度大,抗渣性好等优点,但耐急冷急热性不 如普通黏土砖,且价格稍贵。普通黏土砖主要用于不与金属熔体直接接触的部位及炉膛 内衬。这种砖具有耐急冷急热性好,导热性差,体积稳定性好,价格低廉等优点。但由 于Si02含量较高,抗渣性较差,与铝液接触时易被还原而污染熔体,且易为铝熔体渗透 而结块,增加维修困难,故一般不作为熔炼炉和静置炉熔池的表层材料。两种耐火砖的 主要性质见表2-21。
表2-21耐火砖的主要特性
|
_____类型 |
高铝砖(GB/T2988T7) |
普通黏土砖(YB/T 5106—93) | ||||||||
|
____牌号 |
LZ-75 |
LZ-65 |
LZ55 |
LZ48 |
N-I |
N-2a |
N-3a |
N-4 |
N-5 |
N-6 |
|
耐火度/qC(N) |
1790 |
1790 |
1770 |
1750 |
1750 |
1730 |
1710 |
1690 |
1670 |
1580 |
|
荷重软化开始温度 (0.2MPa)/P(H) |
1520 |
1500 |
1470 |
1420 |
1400 |
1350 |
1320 |
13∞ | ||
|
重烧线变化∕%14503C∕2h 14∞cC∕2h 1350K∕2h |
+ 0. 1 ~0∙4 |
+ 0. 1 ~0.4 |
+ 0.2~0.5 |
+ 0.2~0.5 | ||||||
|
显气孔率/% (W) |
23 |
22 |
22 |
24 |
24 |
24 |
26 |
28 | ||
|
常温耐压强度/MPa(N) |
53.9 |
49.0 |
44. 1 |
39.2 |
30.0 |
25.0 |
20.0 |
20.0 |
15.0 |
15.0 |
|
以下参数供参考: | ||||||||||
|
体积密度/g β cm-3 |
2.70 |
2. 50 |
2. 30 |
2. 19 |
2.07 | |||||
|
比热容/J •(此∙ K)- |
836.8 |
836. 8 | ||||||||
|
导热系数∕W∙ (m∙K)T |
1.51 |
0.84 | ||||||||
|
线胀系数/P -1 |
5.8 X10-6 |
5.2x10-6 | ||||||||
|
耐急冷急热,流水 热-冷次数 |
5~6 |
5~25 | ||||||||
第二章原辅材料 ■ 53 •
不定形耐火材料是以耐火熟料作为骨料和掺和料,加入适量结合剂,经过混合而成 的。具有制造成本低,施工速度快,热稳定性好,重烧收缩率小,炉子浇注后整体性好, 抗机械碰撞能力强的特点,因而比砌筑的熔铝炉具有更高的使用寿命,深受操作者的欢 迎。不定形耐火材料按胶结剂或硬化条件的不同,分为以各种水泥为胶结剂的水硬性材 料、以水玻璃为胶结剂的气硬性材料和以磷酸或磷酸盐为胶结剂的热硬性材料三类。铝合 金熔炼炉常用的不定形耐火材料有整体炉衬使用的超高强低水泥浇注料(实质为耐火水 泥),见表2-22和表2-23,有在感应熔铝炉炉衬制作过程中使用的捣打料,有用于砌筑炉 体的耐火泥(见表2-24),还有用于保护砌体表面的耐火涂料和喷补炉衬损坏部位的喷补 料等。
表2∙22 RA系列超高强低水泥浇注料主要技术性能
|
型号 |
化学成分 (Al2O3)/% |
骨料 |
最高使用温度 /七 |
体积密度 /g . cm -3 |
烧后线变化/% |
烧后抗压强度/MPa | |
|
i4∞r |
IIOP ×24h |
1400cC ×3h | |||||
|
RA-L |
>70 |
高铝 |
16∞ |
2.5 ~2.7 |
±0.5 |
安30 |
≥60 |
|
RA-M |
/65 |
莫来石 |
16∞ |
2∙4~2.6 |
±0.5 |
/30 |
≥60 |
|
RA-Al |
N80 |
刚玉 |
17∞ |
2.7-2.9 |
±0.5 |
至40 |
N60 |
|
RA-A2 |
>90 |
刚玉 |
1800 |
2∙9~3.2 |
±0.5 |
£40 |
N80 |
特性:耐火度高,强度高,抗冲击抗冲刷,适应各种使用环境,抗侵蚀,在高温下对各种铝渣有很强的抵抗侵蚀能力。
用法:按比例加水,机器搅拌成砂浆,振动成形。
贮存:25kg/袋密封包装,常温存放3个月
表2-23 PZ系列超轻质绝热浇注料主要技术性能
|
______产品牌号 |
PZLO |
PZO. 8 |
PZO. 6 | |
|
最高使用温度/P |
12∞ |
10∞ |
800 | |
|
烘干容重/g ∙ cm-3 |
1.0±0. 1 |
0. 8 ±0. 1 |
0.6±0. 1 | |
|
化学成^/% |
AI2O3 |
^30 |
云25 |
N20 |
|
SiO2 |
≤60 |
≤65 |
W70 | |
|
骨料 |
_____________多种轻骨料 | |||
|
烧后抗压强度/MPa |
IIOt ×24h |
8 |
4 |
2 |
|
IooOP ×3h |
10 |
— |
— | |
|
烧后线变化/% |
110%: x24h |
-0.2 |
-0.2 |
-0.3 |
|
IOOOp ×3h |
±1.0 |
±1.0(80Ot) |
±1.0( 800P) | |
|
导热系数 /W ・(m ∙ K)-I |
500P |
≤0.25 |
≤0. 23 |
≤0. 20 |
|
800( |
≤0.28 I |
≤0. 25 |
硒.25 | |
特性:导热系数低,密度小,保温性能好,施工方便,可浇注、可涂抹、可喷涂,施工方便。
用法:按比例加水搅拌成砂浆,振捣浇注成形。
贮存:25kg/袋密封包装,常温存放3 ~4个月
• 54 ∙
铝合金熔铸生产技术问答
表2-24耐火泥的规格及应用
|
材质 |
_______高铝质耐火泥 |
______黏土质耐火泥_______ | ||||||
|
牌号 |
LF-75 |
LF-70 |
LF-60 |
LF-50 |
NF-40 |
NF-38 |
NF-34 |
NF∙28 |
|
A12O3∕%( ^) |
75 |
70 |
60 |
50 |
40 |
38 |
34 |
38 |
|
耐火度/p(三) |
1790 |
1770 |
1770 |
1750 |
1730 |
1690 |
1650 |
1580 |
|
灼烧减量/% (W) |
5 |
5 |
5 |
5 | ||||
|
水分含量/% (W) |
6 |
6 |
6 |
6 | ||||
|
应用范围 |
适于砌筑高铝质耐火制品 |
____适于砌筑黏土质耐火制品____ | ||||||
注:铝合金熔炼炉常用的耐火胶泥是牌号为NF-34的黏土质细粒耐火泥。这种耐火胶泥的化学成分与黏土砖相近,
而且具有良好的黏结性和较高的耐火强度,抗渣性也较好。
隔热材料的特点是气孔率高(不小于50%)、体积密度小(一般不大于1.3g/cm3) 和导热系数低(一般不大于0.3W/(m ∙ K))。隔热材料主要用于炉子的隔热保温层。铝 合金熔炼炉常用的隔热材料有轻质黏土砖、硅藻土砖、矿渣棉、硅酸铝纤维棉、石棉等制 品,它们的主要技术指标见表2-25。
表2-25隔热材料的主要技术性能
|
名称 |
体积密度 /g ∙ cm ~3 |
抗压强度 /MPa |
最高使用温度 /七 |
加热永久线变化 2%的温度/七 |
导热系数 /W ・(m ・ K)T |
|
轻质黏土砖 |
0.6-1.0 |
1.5 -3.0 |
1150 ~13∞ |
1200 ~1350 |
0. 25 ~0. 50/350它 |
|
硅藻土砖 |
0.4~1.0 |
0∙ 4 ~ 1. 2 |
ww. |
z |
w. |
|
石棉 |
0. 22~0. 80 |
— |
500 |
0.09~0∙14/常温 | |
|
矿渣棉 |
0.10~0∙ 30 |
— |
800~900 |
0∙06~0. 11/常温 | |
|
硅酸铝纤维软板 |
0. 07 ~0. 10 |
— |
1260 ~1350 |
0. 034/常温 |
注:1.硅藻土是古代藻类有机物腐败后形成的松软多孔的矿物,主要成分是非结晶的SiO2,并含有机物、黏土等 杂质以及1% ~ 10%的化合水。
2.矿渣棉是炼铁的副产品,把熔融高炉渣用高压蒸汽喷吹后而得到的。
此外,铝合金熔炼炉常用的炉衬材料还有烧结镁砂。主要用做熔池液线以下炉墙和炉 底夹层部位的填充铺底材料,防止铝液渗漏,镁砂干燥程度对铝熔体含气量影响较大,使 用前应进行干燥处理(650霓,2h)0
2-30什么叫硅碳棒,什么叫硅碳棒的老化,在使用硅碳棒时应注意哪些事情?
硅碳棒为非金属电热元件,是用高纯度绿色六方碳化硅为主要原料,经2200七高温再 结晶制成的,正常使用温度可达1450霓,合理使用条件下,可连续使用超过2000h,在空 气中使用,不需要任何保护气氛。由于硅碳棒使用温度高,线膨胀系数小,能耐急冷急 热,质地硬脆,高温下不易变形,抗酸能力极强,在空气中有良好的化学稳定性,如果与 自动化供电系统配套,既可得到精确的恒定温度,又可根据生产工艺的实际需要按曲线自 动调温。因此,在铝合金电阻反射式熔铝炉和静置炉中得到广泛采用。
硅碳棒在使用过程中电阻增加的现象称为老化。在端电压不变的条件下,随硅碳棒电 阻增加,其使用功率(用= V/R)降低,导致炉温降低。因此,硅碳棒的老化速度决定了
第二章原辅材料
它的使用寿命。由图2-15可看出,正常使用温 度下硅碳棒的电阻率为700 ~2000μΩ ∙ m,在 大约850工左右具有最小值,电阻温度系数在 低于此温度时为负值,高于此温度时为正值。 通常硅碳棒上标注的电阻值是1050 ±50七时的 数值。
影响硅碳棒老化速度的主要因素是使用温 度、表面负荷和炉内气氛。硅碳棒的使用温度 愈高,表面负荷密度愈大,则老化速度愈快 (见图2-16和图2-17)。
炉内气氛不同,硅碳棒的老化机理和老化
7000
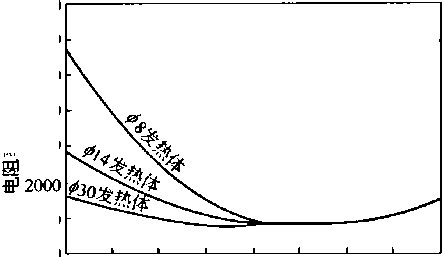
6000
5000
4000
M 3000
1000
° 200 400 600 800 1000 1200 14∞ 1600
棒的表面温度/-C——-
图2-15硅碳棒的电阻—温度特性曲线
速度也不相同。硅碳棒在空气和水蒸气气氛下使用时会逐步氧化,并随Si02的增加使电阻
值增加,导致缓慢老化。
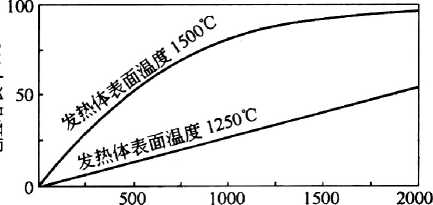
通电时间/h
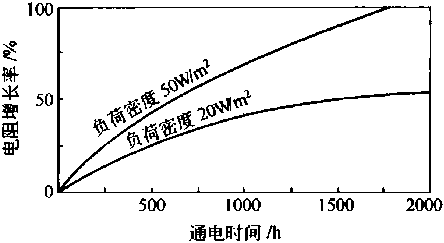
图2-16通电时间和表面温度对 电阻增长率的影响
图2-17通电时间和表面负荷对 电阻增长率的影响
SiC + 2O2^> SiO2 + CO2
SiC +4H2O——>SiO2 +4H2 + CO2
此外,碱或碱土金属氧化物、水蒸气、氢气、氮气、氯气等在一定的温度条件下对硅 碳棒有腐蚀作用,导致硅碳棒加速损毁(见表2-26)。
表2-26硅碳棒的化学性能
|
温度/七 |
_____发生的化学反应_____ |
温度/七 |
发生的化学反应_____ |
|
10∞ |
碱性物质侵蚀硅碳棒 |
12∞ |
氢氟酸、氟化物破坏SiC保护膜 |
|
1200 |
氨气分解为N2、%开始与元件反应 |
1300 |
____硫磺与硫腐蚀硅碳棒____ |
|
1200 |
氯气完全分解元件的SiC |
14∞ |
氮气与硅碳棒生成一系列的氮化物 |
硅碳棒的主要物理性能见表2-27。
表2-27硅碳棒的主要物理性能
|
项 目 |
数 值 |
■项 目 |
数 值 |
|
硬度(莫氏) |
9.5 |
抗折强度/kN ∙ cm^2 |
3.92 |
|
密度/g ∙ cm'3 |
3 -3.2 |
导热系数(1200霓)∕W∙ (m∙ t)T |
15.7 |
|
气孔率/% |
23 -27 |
线膨胀系数(1200K)/m •七T |
5 xlθ^6 |
• 56 ∙
铝合金險铸生产技术问答
在电阻反射式熔铝炉和静置炉中通常采用端部加粗式硅碳棒(见图2-18),其典型规 格的功率和允许的表面负荷见表2-28。
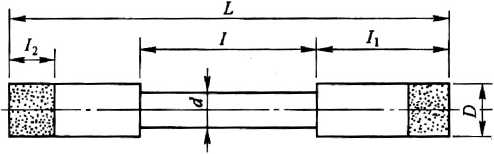
图2-18端部加粗式硅碳棒
L一全长;/-发热部长度;4一冷端部长度;d-直径;D-冷端部直径;
n—喷铝长度;表示方法:d∕I∕I2∕D
表2-28粗端式硅碳棒典型规格、功率及电阻范围表
|
规格/mm d∕l∕Ii∕D( > ) |
总长L ∕mm |
电阻范围 /Q |
______每只元件在下列炉温/棒温时允许负荷量/W____ | ||||||
|
800 ~ 90OtC |
900〜 IOoOeC |
IoO0~ IIooP |
HOO ~ 120Ot |
1200 ~ 1300七 |
1300 ~ 1400七 |
1350 ~ 1450T | |||
|
8/200/150/14 |
500 |
2∙9~5.8 |
140 |
181 |
231 |
290 |
353 |
428 |
470 |
|
14/150/250/22 |
650 |
0.9 ~1. 8 |
185 |
244 |
303 |
382 |
468 |
567 |
620 |
|
18/400/400/28 |
1200 |
L4~2∙9 |
633 |
836 |
1040 |
1311 |
1605 |
1944 |
2124 |
|
25∕500∕4∞∕45 |
1300 |
0.6 ~L2 |
1319 |
1743 |
2167 |
2732 |
3344 |
4051 |
4427 |
|
30/1200/500/45 |
22∞ |
1.3 ~2.6 |
3165 |
4153 |
5200 |
6556 |
8026 |
9721 |
10626 |
|
40∕26∞∕850∕56 |
4300 |
2.2~4.4 |
8792 |
11618 |
14444 |
18212 |
22940 |
27004 |
29516 |
在使用硅碳棒时应注意下列事项:
(1)在安装硅碳棒时,发热部的长度应和炉膛内部尺寸大致相等。发热部之间,发热 部与炉墙和装载物之间的最小距离不能小于发热部的圆周尺寸,冷端部伸出炉墙外的尺寸 不应小于5cm0
(2)硅碳棒的规格、根数及接线方式应符合电工部门的要求,不得随意变动。
(3)喷铝夹头与棒端面必须接触良好,以防短路,烧坏棒头。
(4)炉膛需烘干后使用,以防影响使用寿命。
(5)在使用过程中,应遵守电炉使用升温规范,严格控制棒体表面负荷,切忌超负荷 运行。因故断棒补装时,应按配组电阻值要求进行配组补装。
(6)棒体材质较脆,安装、卸换及工艺操作时应谨慎。严防铝水、熔剂污染棒体。
(7)氯气在1200"以上能分解碳化硅,氮气在1400"以上能使碳化硅氮化,故 在采用氯气或氮-氯混合气精炼铝熔体时,应停电作业,并尽量防止在炉膛内放空。
(8)棒体在使用过程中,电阻值增加是正常的老化现象,可适当地提高电压。
(9)硅碳棒应存放在干燥处,以防喷铝处受潮变质。
2-31电阻反射式熔铝炉常采用的金属电热体材料有哪几种,其主要性能和优缺点是什么?
常采用的金属电热体材料有倍裸、馅線铁电热合金和铁倍铝电热合金。这两类电热合
第二章原辅材料
• 57 •
金的主要性能在GB/T 1234—1995中有明确规定,见表2-29和表2-30。由表可知,铁倍 铝电热合金的电阻系数较大,电阻温度系数较小,密度也较小,这就意味着在电功率相同 的情况下,所使用的材料较省,且炉膛温度及供电电源较易保持平衡。此外,这种电热合 金的熔点和使用温度较高,表面负荷较大,在含硫及硫化物气氛中具有较好的耐蚀性,且 价格比较便宜。但是,铁倍铝电热合金的高温强度较低,冷却后脆性很大,不便修理。同 时,这种材料在氮气、氯气、铝熔体金属蒸气的气氛中会严重侵蚀。倍鎳和倍锦铁电热合 金具有较好的电热综合性能,特别是高温强度较高、抗氧化性好、无磁性、发射率高、有 较好的耐腐蚀性、不软化、冷却后无脆性,在长时间使用时,不变形且永久性伸长很小, 但价格昂贵,约为铁倍铝合金的7倍。
表2-29铁信铝电热合金主要技术性能
|
____牌号 |
ICrl 3 A14 |
1Cγ21A14 |
0Cι21A16 |
0Cr23A15 |
0Cr25A15 |
0Cr21A16Nb |
0Cr27A17Mo2 | |
|
主要化学 成分/% |
Cr |
12. 0-15.0 |
17.0-21.0 |
19.0-22.0 |
20.5 ~ 23.5 |
23.0~26.0 |
21.0~ 23.0 |
26. 5 ~27. 8 |
|
Al |
4. 0-6.0 |
2∙0~4.0 |
5.0~7.0 |
4.2~5.3 |
4∙5~6∙5 |
5.0~Z0 |
6∙0~7.0 | |
|
Fe |
余量 |
余量 |
余量 |
余量 |
余量 |
余量 |
余量 | |
|
Re |
适量 |
适.量 |
适量 |
适量 |
适量 |
适量 |
适量 | |
|
其他 |
— |
— |
— |
— |
— |
Nb: 0.5 |
Mo; 1.8~2.2 | |
|
元件最高使用温度/七 |
950 |
1100 |
1250 |
1250 |
1250 |
1350 |
1400 | |
|
熔点/七 |
1450 |
1500 |
1500 |
15∞ |
1510 |
1520 | ||
|
密度/g ∙ cm^3 |
7.40 |
7. 35 |
ww |
w. |
bz |
fx |
.c | |
|
电阻率/1x∩ ∙ m(20七) |
1.25 ±0. 08 |
1.23 ±0.06 |
1.42±0. 07 |
1.35 ±0.06 |
1.42 ±0.07 |
1.45 ±0.07 |
1.53 ±0.07 | |
|
抗拉强度/MPa |
588 ~735 |
637 ~784 |
637 ~784 |
637 ~784 |
637 ~784 |
637 ~784 |
686-784 | |
|
伸长率/% |
316 |
N12 |
N12 |
N12 |
N12 |
/12 |
NlO | |
|
反复弯曲次数 |
*5 |
≥5 |
耳5 |
N5 |
≥5 |
N5 |
★5 | |
|
快速寿命/h∙七一| |
— |
≥80/1250 |
/80/1300 |
至80/1300 |
>80/1300 |
去50/1350 |
>50/1350 | |
|
比热容∕J∙ (g∙ t)T |
0.490 |
0.490 |
0. 520 |
0.460 |
0.494 |
0.494 |
0.494 | |
|
导热系妙U∙(m∙h∙C)T |
52.7 |
46.9 |
63.2 |
60.2 |
46. 1 |
46.1 |
45.2 | |
|
线胀系数∕tC τ (20 ~ IoooT) |
15.4x10-6 |
13.5 X 10 Y |
14. 7 ×10~6 |
15.0x10-6 |
16.0x10-6 |
16.0x10-6 |
16.0× IO-6 | |
|
硬度HB |
2∞ -260 |
200 ~260 |
200 ~260 |
200 ~ 260 |
200 ~260 |
200 ~260 |
200-260 | |
|
显微组织 |
铁素体 |
铁素体 |
铁素体 |
铁素体 |
铁素体 |
铁素体 |
铁素体 | |
|
磁性 |
磁性 |
磁性 |
磁性 |
磁性 |
磁性 |
磁性 |
磁性 | |
表2-30将偏、将镖铁电热合金主要技术性能
|
_____牌 号 |
Cr20Ni80 |
Cr30Ni70 |
Crl5Ni6O |
Cι20Ni35 |
Cι20Ni30 | |
|
主要化学成分/% |
Ni |
Rest |
Rest |
55.0~61.0 |
34∙0~37.0 |
30.0~ 34.0 |
|
Cr |
20.0-23.0 |
28.0-31.0 |
15.0~18.0 |
18.0~21.0 |
18.0~21.0 | |
|
Fe |
WLo |
WLO |
Rest |
Rest |
Rest | |
|
元件最高使用温度/t |
1200 |
1250 |
1150 |
1100 |
11∞ | |
|
电阻率(20七)∕μ∩ ∙ m-ɪ |
1.09 |
1. 18 |
1. 12 |
1.0 |
1.04 | |
• 58 ∙
铝合金煉铸生产技术问答
续表2-30
|
_____牌 号 |
Cr20Ni80 |
Cr30Ni70 |
Crl5Ni60 |
Cr20Ni35 |
Cf20Ni30 |
|
密度/g ∙ cm-' |
8. 40 |
8. 10 |
8.20 |
7.90 |
7.90 |
|
导热系数/kJ・(m・h・七)-】 |
60.3 |
45.2 |
45.2 |
43.8 |
43.8 |
|
线胀系数 |
18.0x10-6 |
17.0x10-6 |
17.0x10-6 |
19.0 XlO'6 |
19.0x10-6 |
|
熔点(约值)/七 |
14∞ |
1380 |
1390 |
1390 |
1390 |
|
伸长率/% |
>20 |
>20 |
>20 |
>20 |
>20 |
|
_____显微组织_____ |
奥氏体 |
奥氏体 |
奥氏体 |
奥氏体 |
奥氏体 |
|
磁性 |
有 |
有 |
有 |
~S |
弱 |
第五节燃 料
2-32什么叫燃料,对它的基本要求是什么,铝合金熔铸生产中常采用的燃料有哪些?
燃料在燃烧时能放出大量热能,且这些热能可为人们以各种方式有效利用的物质统称 为燃料。所谓有效利用是指利用这些热能在技术上是可能的,在经济上是合理的。对燃料 的基本要求是:
(1)燃烧产物应呈气体状态,以便于利用和排除;
(2)燃烧产物的性质对铝合金的加热和熔炼过程及对设备不起破坏作用;
(3)燃烧过程易于控制,没有毒、没有侵蚀作用,安全无害;
(4)资源丰富,成本低廉。
当前能符合以上条件的燃料只有以有机物为主要组成的物质。这是因为:1)这类物 质中的可燃成分主要是碳和氢,它们在燃烧时都有很高的热效应,且燃烧后的产物是气态 (CO2、H2O); 2)燃烧产物在浓度不大的情况下,一般无害;3)以有机物为主要组成的 物质蕴藏量比较丰富。
当前在变形铝合金熔铸生产中经常采用的燃料主要有:固体燃料—-煤、焦炭,液体 燃料--重油、燃料油、柴油,气体燃料一一天然气、液化石油气、人工煤气(干僧煤 气、汽化煤气--发生炉煤气和水煤气、油制气)。
2-33固体燃料和液体燃料的化学组成是什么,各组分对燃料性质的影响是什么?
固体燃料和液体燃料都是由一些极为复杂的有机化合物组成的混合物,目前还不能十 分清楚地确定这些化合物的结构;但是,就元素组成而论,它们基本上都是由碳(C)、 氢(H)、氧(0)、氮(N)、硫(S)所组成的,另外,还含有部分水(W)、灰分(A) (A 由 SiO2、他。3、Fe2O3. CaO、Mg0、Na20等矿物杂质组成)。
碳(C)是燃料的主要可燃成分。Ikg碳完全燃烧(氧气充足时)和不完全燃烧(氧 气不足时)后所放出的热量分别为3407OkJ和10268kJ。
C + O2——> CO2 + 408841 kJ
C + yθ2—*C0 + 123218kJ
第二章原辅材料
• 59 •
不同燃料的含碳量是不同的,如重油中的碳含量约为86%,而煤中的碳含量在50% ~ 99%之间。一种燃料的含碳量越高,则完全燃烧时放出的热量也越多。但固体燃料的含碳 量越高,燃烧越困难,且燃烧时的火焰越短。
氢(H)是燃料的主要可燃成分。燃料中氢有两种存在形式:一种是与氧化合的氢 (结构水,又称灼失水),它蒸发时要消耗热量,是燃料的有害部分;另一种是与硫、碳组 成化合物的氢,这部分氢燃烧时放出的热量为120789 ~143147kJ/kg,约为相同重量的碳 燃烧时放出热量的3∙5 ~4. 2倍:
H2 + 京2-> 乩0(液态)+ 286293kJ
H2 + yθ2—>H2θ(气态)+ 241578 kJ
液体燃料中的氢含量约10%左右,固体燃料中的氢含量一般都在6%以下。
氧(0)是燃料的有害部分。它与燃料中的其他一些元素形成一系列化合物(如H20、 CO2等),降低了可燃组成物的发热值。
氮(N)是燃料中的惰性组分。它不参加燃烧,但带走热量,并形成二氧化氮,与水 作用后形成酸,会腐蚀设备,相当于杂质。在固体和液体燃料中含量不多,约0.5% ~ 2% o
硫(S)是燃料的有害部分。燃料中的硫以有机硫(指与C、H、0、N结合在一起的 硫)、黄铁矿硫(指与铁化合成FeS的硫)和硫酸盐硫(指化合成CoS。,、FeS(∖等硫酸盐 的硫)三种形态存在。前两种硫可以参加燃烧,称可燃硫或可挥发硫,放出9261kJ/kg的 热量:
S + O2 —> SO2 + 293076kJ
3
FeS + 方 O? —*■ FeO + SO2 + 466410kJ
第三种硫实际上不参与燃烧而进入灰分。尽管可燃硫能参与燃烧,但燃烧时放出有毒 气体SO?,既有害于人体,也会腐蚀设备,故仍把硫视为燃料的有害组成物而加以严格限 制,一般不能大于65%,超过1%就不能使用。
水分(M)(注:GB/T 483-1998规定,水分的符号为M,代替旧标准的W)是燃料 的有害部分。它的存在,不仅相对降低了可燃组成物的含量,而且蒸发时会消耗部分热 量;水分还会使燃料不易点燃,减缓燃烧过程,降低燃烧温度。燃料中的水分有三种存在 形态:一是机械地附着在燃料表面的外在水,这种水分在燃料自然干燥时即可除去;二是 由于毛细作用而被吸附在燃料内部的内在水,它可在加热至WO ~ HOcC时除去;三是存在 于燃料矿物组成中的结构水,这种水分只有在矿物组成进行分解时才能逸出,通常结构水 的含量甚微,一般可不考虑。
灰分(A)是燃料的有害部分。它是燃料燃烧后留下的不可燃残渣。灰分不仅相对降 低了可燃组成物的含量,降低了燃料的发热量,同时由于它本身的熔融、分解和排除,也 要消耗和带走部分热量,尤其是它熔融后形成的炉渣粘附在燃烧室内,堵塞了空气通路, 破坏了燃烧过程。液体燃料中的灰分一般小于1%,而烟煤中的灰分达5% ~ 10%。
• 60 ∙
铝合金熔铸生产技术问答
2-34怎样确定固体和液体燃料的组成,怎样表示?
固体和液体燃料的组成可用元素分析和工业分析两种方法确定。
元素分析是把燃料表示成碳、氢、氧、氮、硫、水分和灰分七种成分,并以各组成物 的质量分数表示(见图2-19)。元素分析可以确定燃料的元素组成及含量,并可作为燃料 燃烧计算的依据;但它不能确切地说明燃料的化合物组成及化合物的真正存在形式,所以 其分析结果只能近似地作为评价燃料价值的指标。显然,燃料中的碳、氢含量愈多,则发 热值愈高;而氧、氮、硫、水分和灰分含量愈多,则燃料质量愈低劣。
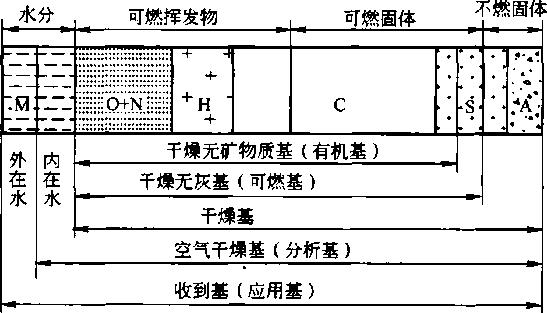
图2-19应用煤的组成
由于用途不同,热工上常用下面五种方法表示燃料的元素组成:
(1)收到基(旧标准称应用基)。指一般用户使用的未经处理的天然燃料,其组成以 7个组分的总和为100%来表示。即:
Car + Har + Oar + N„ + Sar + A„ + Mar = 100%
(2)空气干燥基(旧标准称分析基)。指经过风干的燃料,其组成以除去外在水分后 的7个组分的总和为100%来表示。即:
Qd + % + Oad + Nad + Sid + Aad + Msd = 100%
(3)干燥基。指用人工干燥方法把燃料中的水分全部除去后的燃料,其组成以除水分 以外的6个组分的总和为100%来表示。即:
Cd + Hd + Od + Nd + Sd + Ad = 100%
(4)干燥无灰基(旧标准称可燃基)。指燃料除去水分、灰分和不可燃硫后的剩余物 质,即可燃体。其组成以碳、氢、氧、氮、硫5个成分的总和为100%来表示。即:
Cdaf + H(Jaf + Odaf + Ndaf + Sdaf = 100%
(5)干燥无矿物质基(旧标准称有机基)。指从可燃体中除去黄铁矿硫后的剩余部 分,其组成以碳、氢、氧、氮、有机硫5个成分的总和为100%来表示。即:
Cdmnlf + Hdramf + Odmmf + Ntjmmf + Sdmmf = 100%
由于收到基成分反映了炉子实际使用的燃料性质,因此它可以作为燃烧计算的依据。 几种不同的表示方法之间可以根据燃料中的成分在任何一种表达形式中所占的绝对含量是
第二章原辅材料
• 61 •
相等的原理进行换算。
工业分析比较简单,一般由生产单位进行,它是把燃料表示成水分、灰分、挥发分和 固定碳四种成分,并以各组成物的质量分数表示。挥发分指在隔绝空气的情况下加热固体 燃料时,由燃料分解而形成的全部气态产物,它主要由水分、氢、一氧化碳和一些以甲烷 为主的碳氢化合物组成(不包含外在水、内在水和矿物质Co2)。而固定碳则指残留的不 可挥发的碳。根据国家有关标准规定,煤的工业分析是将一定重量的煤加热至110",使 其水分蒸发以测得水分的含量,再在隔绝空气的情况下加热至850",则其挥发性的物质 全部逸出并测出挥发分产率的含量,然后通以空气使固定碳全部燃烧以测出灰分和固定碳 的含量。工业分析一般应用于固体燃料,以反映固体燃料在燃烧过程中的特性,并作为评 价燃料质量的指标。显然,灰分越高,煤质越低;挥发分较高的煤,容易点火,烟大,火 大,但烧的时间短。
2-35气体燃料的化学组成是什么,怎样分析、表示和换算?
气体燃料俗称煤气,它是由各种简单气体所组成的混合物,除了微量的灰尘外,主要 由可燃气体(CO、H2、CH4和其他碳氢化合物等)和不可燃气体(N2、Co2、SO2、。2、 氏0等)两部分组成。各组成气体在气体燃料中均保持它们原来的独立性质,气体燃料的 性质即决定于各组成物的含量。气体燃料中可燃气体的含量愈多,不可燃的有害气体含量 愈少,则质量愈好。
气体燃料一般采用吸收法进行分析,即用不同的化学试剂顺序吸收各成分,这样可以 直接根据体积的差数求出气体燃料各组分(CO、H2、CH4、CflH“、N2、CO2、S02. O2. 坊。等)体积分数。但要指出,在做成分分析时,一般应先将气体燃料中的水分吸收掉, 然后再做分析,这样得到的分析结果即为“干成分"。但炉内燃烧时用的燃料是包括水分 在内的,因此燃烧计算应以“湿成分"为准。气体燃料内的水分含量是单独测定的,其结 果以In?干煤气中吸收进去的水的重量(g∕∏?)来表示。这里应该明确,气体燃料中的水 分含量与该温度下的饱和水蒸气含量有关,即使同一种气体燃料,温度不同,水分含量也 就不同。所以,气体燃料的湿成分只能代表某一固定温度下的气体燃料成分,而以干成分 表示的气体燃料组成,则不受水分波动的影响。
如上所述,气体燃料的成分以所含各种简单气体在燃料中所占的体积分数来表示,并 有湿成分和干成分两种表示方法。两种不同的表示方法可以根据煤气成分在任何一种表达 形式中所占绝对含量相等的原理进行换算。具体换算式为:
匕=KP
式中Vm——“湿成分”组分,%;
K—换算系数,在数值上,K = 100∕(100 + 0. 124Gh20);
P— “干成分"组分,%;
Gh2O--Im3干煤气在任意温度下所能吸收的饱和水蒸气含量,g∕m30 一般使用的冷 煤气中的水分含量相当于煤气实际温度下的饱和水蒸气含量,可由书末附录 2中查得。
• 62 .
铝合金熔铸生产技术问答
2-36什么叫燃料的发热量,怎样计算燃料的发热量,何为标准燃料?
单位重量(对固体和液体燃料)或单位体积(对气体燃料)的燃料完全燃烧时所放 出的热量称为燃料的发热量。通常用每Ikg燃料或标态下每In?燃料的发热量表示,其表 示符号为Q,单位是kJ/kg燃料或H/m3燃料。由于燃料中通常都含有水,氢在燃烧后也 生成水,水在燃烧产物中的状态不同,则燃料的发热量也不同。当水呈气态存在时,由于 吸收了汽化潜热而使燃料的发热量较低,此称燃料的低发热量,用符号0表示;当水呈液 态存在时,燃料的发热量较高,此称燃料的高发热量,用符号Qh表示。在燃烧产物中, 每产生Ikg的水,高发热量和低发热量在数值上相差约2512kJ/kg。燃料在实际燃烧条件 下,由于温度较高,水分多呈气态而进入燃烧产物,因此工业上都采用低发热量来表示燃 料发热量的大小。
燃料的发热量可用实验方法测定,但在工程上也可利用公式进行估算。 .
(1)气体燃料发热量的计算。气体燃料是各简单气体的混合物,其发热量也就是各简 单可燃气体的发热量之和。即气体燃料的发热量=2 (可燃组分的百分数X燃烧反应热效 应),用式子表示为:
Ql = 126COir + 108H2ar + 358CH4.ar + 599C2H4ar + 232H2Sar + … (kj∕m3)
式中,Coar、H2,ar ʌ CH4,ar , C2H4 ar ʌ LSar为IoOm3 (标准)燃料中各简单气体的体积,m3o 气体燃料中常见可燃单一气体燃烧热值见表2-31。
表2-31气体燃料中常见可燃单一气体燃烧数据
|
气体名称 |
化学式 |
相对空气 的密度' |
燃烧方程式 |
________热 |
值 — | ||
|
kj∕m3 |
kJ/kg, | ||||||
|
Qb |
<?1 |
Qh |
Qi | ||||
|
一氧化碳 |
CO |
0. 967 |
2CO+O2 =2CO2 |
12644 |
12644 |
10132 |
10132 |
|
氢 |
H2 |
0. 0695 |
2H2 +O2 =2H2O |
12770 |
10760 |
141974 |
119617 |
|
甲烷 |
CH4 |
0. 555 |
CH4 +2O2 =CO2 +2H2O |
39585 |
35797 |
55601 |
49949 |
|
乙快 |
C2H2 |
0.906 |
2C2H2 +5O2 =4CO2 +2H2O |
58992 |
56940 |
50367 |
48650 |
|
乙烯 |
C2H4 |
0. 975 |
C2H4 +3O2 =2C02 +2H2O |
64016 |
59955 |
50786 |
47562 |
|
乙烷 |
ɛz A |
1.049 |
2 C2 H6 +7O2 =4CO2 +6H2O |
70422 |
64351 |
51958 |
47436 |
|
丙烯 |
C3H6 |
1.481 |
2 C3 H6 +9O2 =6CO2 +6H2O |
94370 |
88216 |
49279 |
46055 |
|
丙烷 |
C3H8 |
1.550 |
C3H8 +5O2 =3CO2 +4H2O |
101813 |
93575 |
50409 |
46348 |
|
T烯 |
C4H8 |
1.937 |
C4H8 +6O2 =4CO2 +4H2O |
121878 |
113819 |
48692 |
45469 |
|
正丁烷 |
C4H10 |
2.091 |
2C4Hio + 13O2 =8CO2 + IOH2O |
134019 |
123552 |
49572 |
45720 |
|
异丁烷 |
C4H10 |
2.064 |
2C4Hi0 +BO2 =8CO2 +IOH2O |
132010 |
121627 |
49488 |
45594 |
|
硫化氢 |
H2S |
1.282 |
2H2S +3O2 ==2SO2 +2H2O |
25142 |
23170 |
16576 |
15265 |
(2)液体和固体燃料发热量的经验估算。对于液体和固体燃料,由于燃料中化合物的 组成和数量很难分析,H和C的存在状态也难以确定,所以根据燃料成分计算发热量的方 法,得不到准确的结果。目前多用经验公式进行计算,但经验公式很多,其中广泛应用且
第二章原辅材料
• 63 •
比较简单可靠的仍然是门捷列夫公式:
Qi = 339Car + 1030Har -109(Oar - Sar) - 25Mar (kj∕kg)
式中,Cg % (V Sar. Mar分别为IOokg收到基燃料中各组分的重量,kgo
(3)混合燃料发热量的计算。在实际生产中,根据生产的需要,有时也采用混合燃料 燃烧,其发热量的计算按下式:
Qe =XIa + (1 -X1〉。2 ('kj∕kg 或 kj∕m3)
式中Qe--混合燃料的发热量,kJ/kg或kj/ix?;
Qi、q2--分别为两种燃料的发热量,kj/kg或kj/n?;
与 —-Ql燃料在混合燃料中所占的质量分数或体积分数。
为了评价各种燃料的发热能力,通常选定以发热量为29308kJ/kg (即700OkCaI∕kg) 的燃料为标准燃料,以便和其他燃料进行对比,并用以表示燃料用量的单位。
2-37中国煤是怎样分类的,各煤种的主要特征是什么?
煤的性质因产地和碳化程度的不同相差很大。根据挥发分、固定碳和黏结性的不同, 中国煤的分类及各煤种的主要特征分别见表2-32和表2-33。表列煤种中,气煤、肥煤、 焦煤和瘦煤属于炼焦用煤,而无烟煤、褐煤、贫煤、弱黏煤、不黏煤和长焰煤属于非炼焦 用煤。
表2-32中国煤炭分类总表
|
类另IJ |
代号 |
数码 |
_______ 分类指标 _ | |||||||
|
!〃% |
Cr,I |
Y/mm |
6/% |
H∕% |
•尸 m/% |
QCM ∕MJ∙ kg^1 | ||||
|
无烟煤 |
WY |
01 |
W3.5 |
《2.0 | ||||||
|
02 |
>3.5 ~6.5 |
>2.0 ~3.0 | ||||||||
|
03 |
>6.5~10.0 |
>3.0 | ||||||||
|
烟 煤 |
贫煤 |
PM |
11 |
>10.0~20.0 |
0~5 | |||||
|
贫瘦煤 |
PS |
12 |
>10.0~20.0 |
>5 ~20 | ||||||
|
瘦煤 |
SM |
13 |
>10.0~20.0 |
>2O~5O | ||||||
|
14 |
>10.0~20.0 |
>5 ~20 | ||||||||
|
焦煤 |
JM |
15 |
> 10.0-20.0 |
>65 |
≤25.0 |
(≤150) | ||||
|
24 |
>20.0~28.0 |
>50~65 | ||||||||
|
25 |
>20. 0 ~28.0 |
>65 |
W25.0 |
(≤150) | ||||||
|
1/3焦煤 |
1/3 JM |
35 |
>28.0 -37.0 |
>65 |
≤25.0 |
(≤220) | ||||
|
肥煤 |
FM |
16 |
>10.0~20.0 |
>85 |
>25.0 |
(>150) | ||||
|
26 |
>20.0~28.0 |
>85 |
>25.0 |
(>150) | ||||||
|
36 |
>28∙0~37∙0 |
>85 |
>25.0 |
(>220) | ||||||
|
气肥煤 |
QF |
46 |
>37.0 |
>85 |
>25.0 |
(>220) | ||||
|
气煤 |
QM |
34 |
>28.0~37.0 |
>50~65 | ||||||
• 64 ∙
铝合金熔铸生产技术问答
续表2-32
|
类另U |
代号 |
数码 |
分类指标 ’______ | |||||||
|
Qf/% |
Cr.I |
KZmm |
6/% |
H∕% |
PM/% |
QGM ∕MJ∙ kg^l | ||||
|
烟 煤 |
气煤 |
QM |
43 |
>37.0 |
>35 ~50 | |||||
|
44 |
>37.0 |
>5Q~65 | ||||||||
|
45 |
>37.0 |
>65 |
≤25.0 |
(≤220) | ||||||
|
1/2中 黏煤 |
1/2ZN |
23 |
>20.0~28.0 |
>30~50 | ||||||
|
33 |
>28.0~37.0 |
>30~50 | ||||||||
|
弱黏煤 |
RN |
22 |
>20.0-28.0 |
>3O~5O | ||||||
|
32 |
>28. 0~37.0 |
>3O~5O | ||||||||
|
不黏煤 |
BN |
21 |
>20.0~28.0 |
0~5 | ||||||
|
31 |
>28.0 ~37.0 |
0~5 | ||||||||
|
长焰煤 |
CY |
41 |
>37.0 |
0-5 |
>50 | |||||
|
42 |
>37.0 |
>30~50 | ||||||||
|
褐煤 |
HM |
51 |
>37.0 |
W30 | ||||||
|
52 |
>37.0 |
>30~50 |
W24 | |||||||
注:代号--用汉语拼音大写字母表示煤种。
数码--用两位阿拉伯数字表示每个煤种的单元(或称小类),其中,十位数O ~5代表煤的煤化程度(即干 燥无灰基挥发分的大小),无烟煤挥发分最小,用O表示,褐煤的挥发分最高,用5表示;个位数 1 ~6表示煤的黏结性,数字越小,其黏结性越差。
A--干燥无灰基挥发分,无烟煤挥发分最低;烟煤按挥发分分为四级,大于10.0% ~ 20.0%为低挥发分, 大于20.0% ~28.0%为中挥发分,大于28.0% ~ 37.0%为中高挥发分,大于37.0%为高挥发分;褐 煤挥发分最高,一般都在38% -60,0%o ^
GRJ--黏结指数,一种表征烟煤黏结能力的指标,0~5为不黏结和微黏结,大于5 ~20为弱黏结,大于20~ 50为中等偏弱黏结,大于50 ~65为中等偏强黏结,大于65为强黏结;对强黏结煤,又把胶质层厚度大 于25mm或奥亚膨胀度b> 150% (对Qf >28. 0%的烟煤,则b>220%)的煤分为特强黏结煤。
F—胶质层最大厚度,一种表征煤结胶性的指标,实际反映的是胶质体的数量。通常,无烟煤和挥发分大于 50%的煤,F值为0,而在挥发分为30%左右时,Y值出现极大值。在F值大于25. Omm时,挥发分 也小 于37.0%的划分为肥煤,挥发分KW大于37.0%的划分为气肥煤;在Y值不大于25. Omm时,则按%"的 大小分类。
6--膨胀度,一种表征煤黏结性的指标,实际反映胶质体的不透气性和胶质期间的析气速度。当按b值划分肥 煤、气肥煤与其他煤类的界限时,如!afw28∙0%,则b>150者为肥煤;如%af>28∙0%,则6>220者为 肥煤或气肥煤(九,>37.0%时);当按6值划分的类别与按F值划分的类别有矛盾时,以后者为准。
止一氢含量,当用KW和H划分出的小类有矛盾时,则以H划分的小类为准。
PM--目视比色法透光率,对于Kw >37.0%, GRjW5的煤,用PM来确定其为长焰煤或褐煤。
QCW--高发热量。在Pm >30% ~50%时,再测QCw,其值大于24MJ/kg的为长焰煤,小于或等于24 MJ/kg 的为褐煤。
表2-33中国煤的煤化度与碳、氧、氣含■及某些性质的关系
|
煤种 |
干燥无灰基 挥发分/% |
C∕% |
H∕% |
O∕% |
着火点/七 |
真密度 /g . cm -3 |
收到基低热值 /MJ ・ kg" |
|
褐煤: |
37 ~60 |
70~80 |
5~6 |
15 ~25 |
260 - 290 |
<1.3 |
12.5 ~20.9 |
|
烟煤 |
10~45 |
80~90 |
4~5 |
5 ~15 |
290 ~380 |
1∙3~1.4 |
14.6~36.2 |
|
无烟煤 |
≤10 |
90~98 |
1 ~3 |
1 ~3 |
380 ~440 |
1.4~L9 |
18.3~34.1 |
第二章原辅材料
• 65 •
2-38什么是焦炭,对铸造用焦炭的基本要求是什么?
焦炭是将有热黏结性的煤经过高温(IOOo ~1100K)干個使煤中挥发物、焦油水分等 挥发后的剩余产物。焦炭是采用火焰生堪炉熔制铝中间合金的燃料。
对铸造用焦炭的基本要求是:
(1)工业分析指标。水分、灰分、硫分和挥发分应尽可能小一些。通常要求水分 小于4%,灰分小于12%,硫分小于0.8%,挥发分小于1.5%,而固定碳大于80%。
(2)发热量不宜小于26.4MJ/kg。
(3)块度和强度。块度以60 ~80mm为宜,强度应保证经转鼓试验后剩余的焦炭不少 于80kg,以保证燃料层透气性良好。
(4)孔隙度。以小于45%为宜,以降低焦炭在高温下与CO2反应的速度和Co的生成 速度,保证炉内呈中性或微氧化性气氛。
(5)性能稳定。
铸造焦国家标准技术规格列于表2-34, 一般选用一级或二级均可。
表2-34铸造焦技术规格(摘自GB 8729-88)
|
________项目 |
技术指标 | ||
|
___________级另" |
特级 |
一级 |
二级 |
|
块度/mm |
>80 | ||
|
. 80 〜60 | |||
|
>60 | |||
|
水分/% (不大于) |
5.0 | ||
|
灰分/% |
<8.∞ |
8.01 ~10.00 |
10.01 ~12.00 |
|
硫分/% (不大于) |
0.6 |
0.8 |
0.8 |
|
挥发分/% (不大于) |
1.50 | ||
|
转鼓强度(Mo) /% (不小于) |
85.0 |
81.0 |
77.0 |
|
显气孔率/% (不大于) |
40 |
45 |
45 |
|
碎焦率(<40mm) /% (不大于) |
4.0 | ||
2-39什么是重油,什么是燃料油,什么是柴油,各具有哪些重要的操作特性?
重油是石油加工后剩下的各种渣油的总称,呈褐黑色或绿黑色。一般将石油进行常压 蒸僧加工提炼出汽油、煤油、柴油后剩下的渣油称为直億重油;将直偏重油再减压蒸憎而 得到的残留物称为减压渣油;将减压渣油再进行裂化,生成裂化煤气和裂化汽油后的残留 物称为裂化渣油。直何重油(又称常压渣油)可直接作为炉用燃料使用。由常压渣油和减 压渣油掺和而成的渣油称锅炉燃料油,即工业炉窑常用的燃料油。我国燃料油的分类和质 量指标见表2-35。
• 66 ∙
铝合金熔铸生产技术问答
表2-35燃料油的质量指标(摘自SH/T 0356-1996)
|
项目 |
1号 |
2号 |
4号轻 |
4号 |
5号轻 |
5号重 |
6号 |
7号 |
|
类另U |
憫分燃料油 |
重质僧分燃料油或僧分燃料 油与残渣燃料油混合而成 |
黏度和個程范围递增的残渣燃料油 | |||||
|
闪点(闭口)/七 |
/38 |
"38 |
>38 |
/55 |
\55 |
/55 |
≥60 |
— |
|
闪点(开口)/工 |
— |
— |
— |
— |
— |
— |
— |
N130 |
|
水和沉淀物体积分数/% |
≤0. 05 |
≤0. 05 |
≤0.05 |
≤0.05 |
≤1.∞ |
≤1.∞ |
≤2,00 |
≤3.∞ |
|
憶程/霓 | ||||||||
|
10%回收温度 |
≤215 |
— |
— |
— |
— |
— |
— | |
|
90%回收温度 |
>282 |
— |
— |
— |
— |
— |
— | |
|
W288 |
≤338 |
— |
— |
— |
— |
— |
— | |
|
运动黏度/mm ∙ S"1 | ||||||||
|
40七 |
Nl.3 |
'1.9 |
N1.9 |
/5.5 |
— |
— |
— |
— |
|
W2. 1 |
≤3.4 |
W5.5 |
W24.0 |
— |
— |
— |
一 | |
|
IoOP |
— |
— |
>5.0 |
/9.0 |
>15.0 | |||
|
— |
— |
≤8.9 |
≤14.9 |
≤50.0 |
W185 | |||
|
10%蒸余物残炭 (质量分数)/% |
0. 15 |
0. 35 |
— |
— |
— |
— |
— | |
|
灰分(质量分数)/% |
— |
— |
— 0. 05 |
. |
0.15 |
0.15 |
— |
. |
|
硫(质量分数)/% |
0.50 |
0. 50 |
— |
— |
— |
— |
— |
— |
|
铜片腐蚀(50t ,3h)/级 |
3 |
3 |
— |
— |
— |
— |
— |
— |
|
密度(20P)∕kg* tn- |
— |
— |
N872 |
— |
— |
— |
一 |
— |
|
≤846 |
W872 |
— |
— |
— |
— |
— |
— | |
|
倾点/p |
-18 |
-6 |
-6 |
-6 | ||||
|
适用 |
小型工业 燃烧器 |
要求该黏度范围的 工业燃烧器 |
为了装卸和正常雾化,通常需加热使用 | |||||
注:燃料油的元素分析成分大致为:C.88%~89%, HarIO%~12%, Oar + Nar0. 5% ~1.0%, S “<3%, A„ < 0.3%, Mar <2%。低发热量一般在 39.8~41.9MJ/kg之间。
燃料油应具有良好的雾化性能和低腐蚀性,并含有较少的胶质和沥青质,以期燃料油 能充分燃烧及较少结焦,使炉子的使用周期得以延长。
重油和燃料油具有下列重要的操作特性:
(1)黏度。黏度过大会导致燃料的雾化性能恶化、喷出的油滴过大,造成燃烧不完 全,热效率下降。所以使用黏度过大的燃料油时必须经过预热,以保证喷嘴要求的适当黏
度。燃料油的黏度与化学组成有关。从石蜡基原油生产的燃料油中含蜡较多,含胶质较
第二章原辅材料
• 67 •
少,当加热到倾点以上后黏度较小,流动性较好。而从中间基尤其是环烷基原油生产的燃 料油,含胶质较多,黏度也较高。
(2)低温性能。燃料油的低温性能一般用倾点评定。倾点与燃料油的含蜡量有关,石 蜡基原油生产的燃料油因其含蜡较多而倾点较高。对于低黏度的燃料油,质量标准中规定 了倾点的要求,以保证在运输和使用中的流动性。而对于黏度较大的燃料油,由于使用时 均需加热,所以一般不控制倾点。
(3)含硫量。燃料油中的含硫化合物在燃烧后均生成SO2和SO3,它们会污染环 境,危害人体健康,同时遇水后变成亚硫酸和硫酸严重腐蚀设备,所以技术标准对1 号和2号燃料油的含硫量做出了规定,但对于高黏度燃料油的含硫量目前还无控制指 标。
(4)闪点和着火点。闪点愈高,则燃料油预热时危险性愈小;闪点愈低,着火的危险 性愈大,同时放出有害蒸气,恶化劳动条件。燃料油的预热温度应高于倾点而低于闪点。 燃料油的着火点一般比闪点高5 ~ 10霓。
(5)安定性。高黏度燃料油往往是以减黏渣油为原料通过调和配制的,由于渣油在热 转化过程中,其化学组成与物理结构会发生变化,若所用的条件不当,就有可能导致在储 存及使用过程中出现沉淀、分层现象,从而影响输送供油并降低传热效率。为此,要求高 黏度燃料油具有较好的热安定性和储存安定性。
柴油是原油蒸窗或二次加工制得的柴油机燃料,一般指200 ~400七的石油傳分。 我国所称柴油在西方国家包括柴油机燃料和炉用油两种油品。在铝合金熔炼时国内也有 许多企业广泛使用0号轻柴油,其技术质量标准见表2-36。作为炉用燃料,其操作特性 参考燃料油。
表2 36 0号轻柴油的质■标准(摘自GB/T 252-1994)
|
项 目 |
优级品 |
一级品 |
二级品 |
|
实际胶质∕g∙ (IOOmL)" |
≤7.0 | ||
|
硫含量(质量分数)/% |
W0. 2 |
≤0.5 |
≤1.0 |
|
水分 |
痕迹 |
痕迹 |
痕迹 |
|
酸度∕g∙ (IOOmL)T |
W5 |
≤5 |
WIO |
|
10%蒸余物残炭(质量分数)/% |
≤0.3 |
≤0.3 |
≤0.4 |
|
灰分(质量分数)/% |
≤0.01 |
≤0. Ol |
≤0.02 |
|
铜片腐蚀(50t,3h)/级 |
Wl , |
≤1 |
Wl |
|
水溶性酸或碱 |
无 |
无 |
无 |
|
机械杂质 |
无 |
无 |
无 |
|
运动黏度(20七)/mm ∙ ST |
3.0~3.8 |
3.O~3.8 |
3∙0~3.8 |
|
凝点/P |
WO |
WO |
≤0 |
• 68 ∙
铝合金熔铸生产技术问答
续表2-36
|
项 目 |
优级品 |
一级品 |
二级品 |
|
闪点(闭口)/p |
N65 |
>65 |
N65 |
|
憶程 | |||
|
50%偏出温度/七 |
W300 |
≤300 |
W300 |
|
90%僧出温度/P |
W355 |
W355 |
≤355 |
|
95%僧出温度/K • |
W 365 |
W365 |
W365 |
|
密度(20P)∕kg∙m-3 |
实测 |
实测 |
实测 |
2-40什么是人工煤气,什么是天然气,什么是液化石油气,各有何特点?
人工煤气是用人工从固体燃料或液体燃料中加工而得到的气体燃料。按制气原料和制 气工艺的不同可分为干億煤气、气化煤气(包括发生炉煤气和水煤气)和油制气三类。干 馆煤气是煤在隔绝空气的条件下进行干億的产物,主要由氢气、甲烷、一氧化碳、碳氢化 合物及氮气、二氧化碳组成,标态下热值为17MJ/rn3左右,干個煤标态下产气率约300 ~ 500m3∕to气化煤气是以固体燃料(褐煤、烟煤、无烟煤或焦炭等)为原料,以空气、水 蒸气或氢气为气化剂,在高温条件下通过化学反应转化而成的。主要成分为一氧化碳、氢 气和少量的甲烷。其中,以空气作为气化剂而得到的煤气称为空气发生炉煤气,产气率约 3O∞~35∞m3/t,这种煤气含氮量较高(约65%),发热值较低(约5410kJ/rm3);以水蒸 气作为气化剂而得到的煤气称为水煤气,这种煤气含可燃气体多(CO35%~4O%, H2 47%~52%),发热量较高(约IIooOkJ/ι√);以空气和水蒸气的混合物作为气化剂而得 到的煤气称为混合发生炉煤气,这种煤气发热量适中(约6280kJ/rh3),在制造过程中, 煤气温度较低,炉衬、炉条使用寿命较长。铝加工厂多采用混合发生炉煤气。气化煤气的 缺点是热值不高,但毒性大。油制气是用石油系列产品为原料,在压力、温度和催化剂作 用下,使原料油分子发生裂解反应而生成的可燃气体。以重油蓄热裂解制得的油制气,主 要成分是甲烷、乙烯、丙烯等,标态下产气率为500 ~ 600m3/t,标态下热值为33000 ~ 38000kJ/m3o而以重油蓄热催化裂解制得的油制气,主要成分是氢气、甲烷、一氧化碳 等,标态下产气率为IIOO ~1300m3/t,标态下热值为19000 ~ 21000kJ/m3。油制气投资少、 成本低,生产自动化程度高。 ^
天然气指从煤气矿床或气-油矿床开采出的天然可燃气体。它主要由甲烷和其他碳 氢化合物所组成。天然气可分两类:一类在地底的高压下溶于原油,流近地表时因压力 下降而与原油分离,称为油井伴生气;一类溶于地下水层,流近地表时与水分离,称为 气井气和煤田气。油井伴生气的可燃成分几乎全为甲烷,气井气除甲烷外还含有较多的 乙烷、丙烷等重碳氢化合物。以甲烷为主成分的天然气,靠制冷剂冷却至- 162工,成 为液态,称为液化天然气(LNG),以便于远距离运输。天然气的特点是:发热量高 (约33000~42000kJ/m3), CO2, N2. %S等气体的含量很少,没有CO,故毒性比人造 煤气要小。
第二章原辅材料
• 69 •
液化石油气(LPG)是呈液体状态的石油气,简称液化气。它是从气田或油田开采中 获得的,也可从石油炼制过程中作为副产品提取。前者称天然石油气,后者称炼油石油 气。在常温环境中呈气态,在一定压力或低温条件下呈液态。液化后体积缩小,气态和液 态体积相差约250倍。液化石油气主要由丙烷、丁烷等碳氢化合物组成,标态下热值约 92000 ~ 121000kJ∕m3o
常用气体燃料的组成和特性分别见表2-37和表2-38。
表2-37几种常用气体燃料的组成
|
燃气名称 |
燃气成分(体积分数)/% | |||||||||||||
|
H2 |
CO |
CH4 |
C2H4 |
C2H6 |
C3H6 |
C3H8 |
C4H8 |
C4H∣0 |
c5+ |
O2 |
N2 |
CO2 | ||
|
人工煤气 |
炼焦煤气 |
59.2 |
8.6 |
23.4 |
2.0 |
1.2 |
3.6 |
2.0 | ||||||
|
发生炉煤气 |
8.4 |
30.4 |
1.8 |
1.7 |
0.3 |
2.0 |
5.0 | |||||||
|
水煤气 |
52.0 |
34.4 |
1.2 |
0.2 |
4.0 |
8.2 | ||||||||
|
混合煤气 |
48.0 |
20.0 |
13.0 |
1.7 |
0.8 |
12.0 |
4.5 | |||||||
|
催化油制气 |
58.1 |
10.5 |
16.6 |
5.0 |
0.7 |
2.5 |
6.6 | |||||||
|
热裂油制气 |
31.5 |
2.7 |
28.5 |
23.8 |
2.6 |
5.7 |
0.6 |
2.4 |
2. 1 | |||||
|
天然气 |
四川干气 |
98.0 |
0.3 |
0.3 |
0.4 |
1.0 | ||||||||
|
大庆石油 伴生气 |
81.7 |
6.0 |
4.7 |
4.9 |
0.2 |
L 8 |
0.7 | |||||||
|
天津石油 伴生气 |
80. 1 |
7.4 |
3.8 |
2.3 |
2.4 |
- |
0.6 |
3.4 | ||||||
|
液化 石油气 |
北京液化 石油气 |
1.5 |
1.0 |
9.0 |
4.5 |
54.0 |
26.2 |
3.8 | ||||||
|
大庆液化石 油气 |
1.3 |
0.2 |
15.8 |
6.6 |
38.5 |
23.2 |
12.6 |
1.0 |
0.8 | |||||
表2-38几种常用气体燃料的性能
|
燃气名称 |
容重 ∕kg ∙ m — |
热值/kcal ∙ m'3 |
理论空 气量 ∕m3 ∙ r∏-3 |
理论烟气量 ∕m3 ∙ m'3 |
爆炸极限 (体积分数)/% |
理论燃烧 温度/t | ||||
|
高 |
低 |
湿 |
干 |
上 |
下 | |||||
|
人工 煤气 |
炼焦原气 |
0. 4686 |
4734 |
4208 |
4.21 |
4. 88 |
3, 76 |
35.8 |
4.5 |
1998 |
|
发生炉煤气 |
1. 1627 |
1434 |
1372 |
L 16 |
1.98 |
1.84 |
67.5 |
21.5 |
16∞ | |
|
水煤气 |
0. 7005 |
2735 |
2480 |
2. 16 |
3. 19 |
2. 19 |
70.4 |
6.2 |
2175 | |
|
混合煤气 |
0.6695 |
3681 |
3310 |
3. 18 |
3. 85 |
3.06 |
42.6 |
6.1 |
1986 | |
|
催化油制气 |
0. 5374 |
4412 |
3946 |
3. 89 |
4.55 |
3. 54 |
42.9 |
4.7 |
2009 | |
|
热裂油制气 |
0. 7909 |
9065 |
8307 |
8. 55 |
9. 39 |
7. 81 |
25.7 |
3.7 |
2038 | |
• 70 ∙
铝合金熔铸生产技术问答
续表2-38
|
燃气名称 |
容重 ∕kg ∙ m^3 |
热值/kcal ∙ m"3 |
理论空 气量 ∕m3 .∙ m -3 |
理论烟气量 ∕m3 ∙ m - 3 |
爆炸极限 (体积分数)/% |
理论燃烧 温度/七 | ||||
|
高 |
低 |
湿 |
干 |
上 |
下 | |||||
|
天然气 |
四川干气 |
0. 7435 |
9650 |
8704 |
9.64 |
10.64 |
8.65 |
15.0 |
5.0 |
1970 |
|
大庆石油伴生气 |
1.0415 |
12619 |
.11556 |
12. 52 |
13.73 |
11.33 |
14.2 |
4.2 |
1986 | |
|
天津石油伴生气 |
0. 9709 |
11483 |
10424 |
11.40 |
12. 53 |
10.3 |
14.2 |
4.4 |
1973 | |
|
液化 石油气 |
北京液化石油气 |
2. 5272 |
29540 |
27482 |
28. 28 |
30.67 |
26. 58 |
9.7 |
1.7 |
2050 |
|
大庆液化石油气 |
2. 5268 |
29207 |
27176 |
28.94 |
30.04 |
25. 87 |
9.7 |
1.7 |
2060 | |
注:IcaI =4. 18Jo
第一节铝合金熔炼的物理化学过程
3-1铝及铝合金的熔炼特性是什么?
铝及铝合金的熔炼特性是:
(1)消耗热量多。铝的熔点虽低,但熔化潜热大,比热容大,黑度小,对热的反射 强,与其他常用金属如铁、铜相比较,熔化时消耗热量多(见表3-1)。降低能耗是目前我 国铝熔铸行业面临的一个重要问题。
表3-1铁、桐、铝的热特性比较
|
金属 |
密度 /g . cm "3 |
比热容 ∕kj∙ (kg∙K)-j |
熔点 |
w /kJ ∙ kg^1 |
w. /kJ ∙ kg" |
xw 所需热量/kJ ∙⅛-1 |
. | |
|
铁 |
固相 液相 |
-77⅞ 6.90 |
0.691 0. 867 |
1536 |
~272 |
1319 |
1407 |
0 8— |
|
铜 |
固相 液相 |
-8?62— 8.36 |
0. 481 0. 544 |
1083 |
-214- |
724 |
779 |
0.8 |
|
铝 |
固相 液相 |
~Z55~ 2. 38 |
1.139 1.047 |
660 |
-394- |
1122 |
1227 |
0.2~ |
(2)易氧化。铝对氧有很大的亲和力(见表1-2) 表面形成的氧化铝薄膜虽然有保护作用,但一旦破 坏,氧化膜进入熔体,便很难除去。因为一是用203 不易还原,二是它的密度与熔体相近。它悬浮在熔 体里,熔体进入铸锭中,给加工材质量带来不利影 响。更为严重的是,铝的氧化物是各种气体的良好 载体,它的存在会使铝熔体大量吸氢。因此,尽可能 减少氧化是铝合金熔炼过程中的一个重要任务。
(3)易吸气。
铝及铝合金的吸气能力较强(主要是吸氢的 能力),特别是在有水蒸气或还原性气氛的炉气 中。铝及铝合金的吸氢绝对量虽然不大,但在熔 点时,氢在固相和液相中的溶解度相差很大(见 图3-1),铸锭结晶时形成气孔和疏松的倾向性很
,它能很快氧化,生成用2。3。在熔体
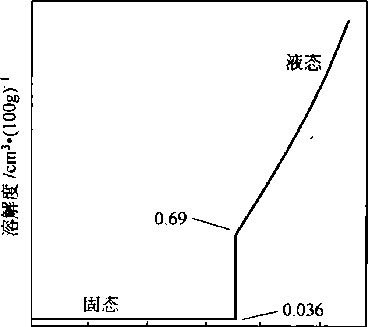
300 400 500 600 700 800 900
温度/℃
图3-1在0.1MPa下,氢在铝中的 溶解度与温度的关系
• 72 .
铝合金熔铸生产技术问答
大。因此,尽可能减少吸氢是铝及铝合金熔炼的又一个重要任务。
(4)容易吸收金属杂质。铝及铝合金中的一些合金化元素具有很高的化学活性,它们 不仅能直接吸收从铁质生堪和工具中溶解的铁,而且还能从炉衬的许多氧化物中和熔剂的 许多氯盐中置换出铁、硅、锌等金属杂质。这些活性没有铝大的金属杂质一旦进入铝熔 体,便很难或无法清除。而且熔炼次数越多,杂质含量越高,对合金性能影响越大,严重 时使纯铝品位降级,使合金成分超标而报废。因此,防止金属杂质的污染也是铝及铝合金 熔炼时应该注意的重要问题。
3-2在铝及铝合金熔体中主要存在哪一种气体,它是怎样溶入铝熔体中的?
在铝及铝合金熔体中可能存在有氢、氮、甲烷、一氧化碳、二氧化碳等气体。在这些 气体•中,氢的原子结构简单,半径小,在正常熔炼条件下显著溶解。所以,铝熔体中存在 的主要气体是氢气,它大约占整个气体含量的70% -90%o平常就把铝合金中的“含气 量”近似地视为“含氢量”。
在熔炼温度范围内,铝和氢实际不形成化学化合物,但氢在铝中能产生非常显著的溶 解。氢在铝中的溶解是按"吸附一扩散一溶解”三个连续的过程进行的。
首先,炉气或大气中的氢分子撞击到金属表面上,在化学亲和力的作用下,氢分子在 金属表面上凝聚并离解成为原子。这就是所谓的化学吸附过程。
在金属表面的氢分压大于金属内部的氢分压时,则吸附在金属表面的氢原子就会在分 压差的推动及与金属亲和力的作用下向金属内部扩散。这就是所谓扩散过程。显然,金属 内外氢分压差愈大,温度愈高,则扩散速度愈快。此外,熔体表面的物理化学状态对扩散 速度也有重要影响。
随着扩散过程的继续,氢以原子-离子状态溶入铝液中,形成氢的铝“溶液”。这就是 所谓溶解过程。
在铝熔体吸收氢气的过程中,占支配地位的是扩散过程,它决定了铝熔体吸收氢气的 速度。
3-3在铝及铝合金中,氢可能存在的形态有哪几种,其分布是怎样的?
在铝及铝合金中,氢可能存在的形态有四种:一是以“溶液”或"固溶体”形式存 在的原子氢,这是氢在铝熔体中的主要存在形式;二是以气泡形式存在的分子氢;三是以 氢化物形式存在的化合氢;四是以了川203 ∙工H形式存在的络合氢(可以近似地认为,络 合物是由原子化合物相互加合而成的分子化合物或含有配位价的物质)。
在铝熔体中,除在熔体表层和夹杂物附近氢比较富集外,在其他部分的分布是比较均 匀的。在固态铝及其合金中,固溶的原子氢填充于固溶体和金属间化合物的金属点阵内 部,形成间隙式固溶体;分子氢则集中于气孔和疏松孔洞中;化合氢和络合氢与其化合物 一起主要分布在晶界和枝晶界处。
3-4什么叫气体在金属中的溶解度,什么叫金属中的气体含量,其表示方法是怎样的?
在一定的温度和压力条件下,以溶液或固溶体形式存在于金属中的气体的饱和浓度, 叫做该条件下气体在金属中的溶解度。显然,温度不同,压力不同,气体在金属中的溶解
第三章熔铸基本原理
• 73-
度也不同。
金属中的气体含量是指在一定条件下金属中所吸收的气体总量,而不管气体在金 属中的存在形态,也不管是否达到饱和。气体溶解度和气体含量常用两种方法表示: 一种是体积表示法,即用每IOOg金属中含有的气体在标准状态(一个大气压和摄氏 零度)下的体积来表示,单位是mL/100g。另一种是重量表示法,即用金属中气体含 量的重量比来表示,单位是IO"(即百万分之一)。两种表示方法的单位换算关系因 气体种类而异:
对于氢气,ImL/IOOg= 0.00∞9% =0.9x10-6;
对于氮气,lm!√100g =0.00125% =12.5 X 10-6;
对于氧气,1 mI√100g =0.00143% = 14. 3 ×10^6o
3-5什么叫气体溶解度方程式,影响铝中氢气溶解度的因素有哪些?
反映双原子气体在金属中的溶解度与金属温度及金属上方该气体分压之间关系的函数 表达式叫做气体溶解度方程式。对于氢气,这个方程式可写为:
IgS = ( - A∕T) + B + (l∕2)lg%
式中S—-氢在金属中的溶解度,mL∕l∞g;
T—金属温度,K;
42...金属上方氢分压,mmHg, ImmHg =0. 133kPa;
A--常数(取决于氢的溶解热);
B--常数(取决于S和Phz的单位)。
在正常熔炼温度范围内,氢在不同变形铝合金中的4 8常数值列于表3-2。
表3-2氢在不同变形铝合金中的A、B常数
|
合 金 |
组另IJ |
平均镁含量 /% |
常数 | |
|
4 |
8① | |||
|
1A99 等髙纯铝,1070 等工业纯铝,2A16, 2B16t 2A20, 2011, 2219, 3A21, 3003 |
1 |
2760 |
1.356 | |
|
2A11, 2B11, 2A14, 2A50, 2B50, 2A90 , 2004 , 2011, 2014, 2017, 2117, 3005, 6A02, 6B02 , 6061. 6063 , 6005 , 6060, 6082, 6351, 7∞3 |
2 |
0.4 ~1.0 |
2750 |
1.296 |
|
2A12, 2B12, 2A70, 2A80, 2024, 3004, 5005, 5A43 , 5050, 7A03, 7AO5, 7005, 7020 |
3 |
1.1 ~1.7 |
2730 |
1.454 |
|
2A49, 5A02 , 5052 , 7A04, 7A09, 7050, 7075, 7475 |
4 |
1∙8~2∙8 |
2714 |
1.484 |
|
5A03, 5154, 5454, 7A10, 7022 |
5 |
2∙9~4.0 |
2682 |
1.521 |
|
5A05, 5B05, 5A30, 5019, 5056, 5082, 5182, 5083, |
6 |
4.1 ~5∙5 |
2640 |
1.549 |
|
5A06, 5B06, 5A41 |
7 |
6.5 |
2606 |
1.590 |
①压力单位为毫米汞柱时的值。
• 74 ∙
铝合金煉铸生产技术问答
由气体溶解度方程式可以看出,影响铝中氢气溶解度的主要因素有三个:
一是温度。对于指定的合金,当Ph?一定时,氢在铝中的溶解度随温度升高而呈指数 增犬。但是应当指出,气体溶解度与温度的关系,还会受到金属蒸气压的影响,即气体溶 解度方程式不是在任何温度下都适用,当金属温度愈接近沸点时,溶解度逐渐降低,至沸 点时为零。
二是压力。当T一定时,氢在铝中的溶解度与氢分压的平方根成正比。
三是成分。当温度和压力一定时,对于不同的合金,由于合金元素对氢的溶解热的影 响,使常数4发生变化,因而溶解度不同。关于合金元素对铝合金中氢的溶解度影响,许 多研究结果是相互矛盾的。综合现有资料,多数研究者认为,在工业变形铝合金的成分范 围内,铜、硅、镐、锡可以降低铝中氢的溶解度,而镁、钛小于0.9%、锌小于20%、铁 小于0.59%、線小于0.7%、倍在0∙3% ~1.0%则可以提高铝中氢的溶解度。易形成氢化 物的元素,如锂、错和钛可明显地提高氢在铝中的含量。而稀土含量低于5%时,对氢的 溶解度几乎没有影响。东北轻合金厂郝志刚等人在生产条件下考察了常用合金组元对铝熔 体中含氢量的影响,认为镁使含氢量增加,铜、硅、铁、鎳使含氢量略微增加,猛、锌无 影响。氢在铝合金中经常出现的金属化合物中的溶解度列于表3-3。由表3-3可看出,在 Mg2Al3 (有研究者认为是Mg5A%)化合物中氢的溶解度最大。
表3-3铝金属间化合物中的氢溶解度 (cm3∕100g)
|
温度/K |
ZrAl3 |
TiAl3 |
CuAl2 |
MnAl6 |
Mg2Al3 |
|
6∞ |
1.0~1.2 |
1.4~1.6 |
0. 25 | ||
|
500 |
l∙0~l∙2 |
1.4-1.6 |
0.20 |
0. 22 | |
|
400 |
0.14 |
5.9 (液)1.45 (固) |
3-6铝是怎样氧化的,为什么说铝是一种很容易氧化的金属?
氧在铝及铝合金中溶解的量甚微,实际上与铝反应的氧几乎全部都与铝及其合金元素 生成氧化物,以夹杂形式存在于熔体中。
氧和铝的反应与氢在铝中的溶解过程相似。不同的是氢与铝反应的结果是氢的溶解, 而氧与铝反应的结果是生成氧化铝,并在金属表面上形成一层氧化铝薄膜。此后,铝原子 和氧原子通过膜相互扩散,在膜中相遇处又进行化合,生成新的氧化物,使膜加厚。氧化 膜愈厚,其电阻值愈高,原子扩散就愈困难,则氧化膜的生长速度就愈小。通常,铝和氧 的反应可用下式表达:
4A1 +3 O2-2 Al2 O3
由于铝的生成热很大,而分解压又很小,也就是说,铝对氧的亲和力很大,而生 成的氧化铝又十分稳定,所以铝极易氧化。试验表明,在727K,当外界的氧分压只 有4. 406 XlOHPa时;铝就能氧化生成AHO3。有人将铝放入1.02 x 10 -Pa的高真空 中,仍然有氧化膜形成和生长。可见,在现代工业生产的条件下,要保证铝完全不被 氧化是不可能的。
第三章熔铸基本原理
• 75 .
3-7金属生成完整保护性氧化膜的必要条件和充分条件是什么,为什么说纯铝氧化膜具 有优良的保护性能?
完整保护性氧化膜指能够完全把金属表面包起来,而且没有裂纹、孔洞或脱皮的现 象,又能够阻止金属氧化反应继续进行的氧化膜。E ∙ B •贝林等人提出了获得完整保护 性氧化膜的一个必要条件,即氧化物的体积要大于因生成这部分氧化物而消耗的金属体 积。用式子表示为:
β = ^MeraO,∕m^Me > ɪ
式中^Memon——氧化物的摩尔体积,Cm3;
PMe...金属摩尔体积,Ctt?;
m..个分子的氧化物中所含金属原子数。
■各种金属氧化膜的β值列于表3-40
表3.4各种金属氧化膜的力值
|
元索 |
Al |
Cu |
Mg |
Mn |
Zn |
Si |
Fe |
Ni |
Be |
Ca |
Na |
|
氧化物 |
yAg |
Cu2O |
MgO |
MnO |
ZnO |
SiO2 |
FeO |
NiO |
BeO |
CaO |
Na2O |
|
尸 |
1.42 |
1.64 |
0.81 |
1.79 |
1.55 |
1.88 |
1.70 |
1.50 |
1.68 |
0.64 |
0. 55 |
但是,8>1的金属氧化膜也不一定是完整 的,因为在0>1的情况下,随着膜的成长,其 体积不断膨胀,因而在膜中产生沿金属表面的 平行方向的压应力和垂直方向上的张应力(见 图3-2)。如果内应力大于膜与金属间的结合力, 则发生膜的剥落;如果膜的塑性不好,内应力 超过了膜的强度极限,则膜发生破裂。所以,
[张应力
膜 一一压应力 V..
金属
图3-2氧化膜中产生张应力和压应力示意图
金属生成完整保护性氧化膜还必须具备充分条件,即膜中的内应力要小于膜本身抗破裂和 抗剥落的能力。通常,膜越厚,加热或冷却过程中膜的点阵类型变化时引起的比容变化越 大,膜与金属的线膨胀系数差越大,则膜中内应力越大。
在普通熔炼温度范围内,铝熔体表面的氧化膜是片AI2O3。铝的自然氧化膜是非 晶型的,晶型氧化铝具有α-Ah03和y-AUO3两种同素异晶体,α-AUO3只有在大于 927K (也有资料指出在770工,亚稳定的/AI2O3开始向稳定态的"AI2O3转变),铝 被氧化时才能生成,属三斜晶系,密度3. 96~4.02g/Cm3。而y-AUO3是小于927霓时 铝被氧化而形成的,属立方系,密度3.22~3. 70g∕Cm3。由于广AI2O3的S = 1 • 42 > 1 , 又由于"AUO3的电阻率高(IoK1Q∙m),生成的氧化膜很薄(700K时约为千分之一 微米),因而膜中内应力很小;而且," AI2O3本身强度高(700(时抗拉强度约 20MPa),它的晶格和纯铝一样也是立方晶格,晶格常数4=0.791nm,几乎为铝的晶 格常数(0∙404nm)的两倍,它以铝为成核中心外延生长,与铝具有良好的附着性 能。所以,纯铝氧化膜具有优良的保护作用。
• 76・
铝合金熔铸生产技术问答
3』影响铝熔体氧化过程的因素有哪些?
影响铝熔体氧化的因素有合金成分、熔体温度、熔炼时间、熔炉类型、工艺和操作条 件等。
(1)合金成分的影响。根据元素对氧亲和力的大小、元素对铝的表面活性的影响 以及元素对氧化膜的致密性的影响大致分为三种情况:一种是没有表面活性,对氧的 亲和力比铝小,但不明显改变表面氧化膜结构的元素。例如铜、锌、硅、钛、倍、 毓、保等,它们本身氧化不显著,且含量少,也不促进基体氧化,熔体表面的氧化膜 基本是氧化铝。这些元素对铝液的氧化过程影响不大,其氧化损失与时间的关系服从 抛物线规律,即勿=KT。另一种是表面活性强,对氧的亲和力比铝大,优先于铝氧 化并形成疏松氧化膜(?<1)的元素。如镁、锂、钠等,它们本身强烈氧化,而且 破坏了铝液表面氧化膜的致密性,因而使合金液的氧化速度大大增加。有人研究后指 出:当铝合金中含镁量0∙01% ~0∙ 02%时,氧化膜由尖晶石(MgO在" AI2O3中的固 熔体)组成;含镁量为0∙02% ~1%时,氧化膜由尖晶石和Mgo的混合物组成;含镁 量大于1%时,熔体表面的氧化膜几乎由纯MgO组成,使合金液的氧化特性大为改 变,其氧化损失随时间呈直线增长,即中=KT。第三种是具有表面活性,对氧的亲和 力也比铝大,但0〉1的元素,例如皱等,它们多优先氧化或与基体同时氧化,使基 体金属的氧化膜更致密。这些元素可减小熔体的氧化速度,其氧化损失与时间的关系 服从对数曲线关系,即用=InK %
(2)熔炼温度的影响。金属氧化速度与绝对温度成指数关系,即
V = dΨ∕d T = Ke-S
式中V—氧化速度;
d用一—被氧化的金属量;
dT--氧化时间;
K、6--常数;
7--绝对温度。
温度提高时,原子扩散速度加快,化学反应速度加剧,同时氧化膜强度降低,膜与金 属的线膨胀系数不同,膜破裂的倾向性增大,因而氧化速度急剧增加。
(3)熔炼时间的影响。熔体在高温下停留时间越长,氧化越严重。
(4)熔炉类型的影响。熔炉类型不同,则加热和热量传递方式不同,炉气性质不 同,熔池表面积不同,故铝液氧化程度不同。通常,火焰炉中铝液的氧化损失要比电 阻炉和感应炉大一些。在还原性气氛或微氧化性气氛中氧分压减小,氧化速度变 慢。
(5)工艺和操作条件的影响。炉料块度越小,表面积越大,则氧化越严重。装炉、搅 拌、扒渣、覆盖等操作不合理时,亦将增大氧化程度。
3-9铝和水蒸气是怎样相互作用的,其反应有什么危害?
在低于250七的温度下,铝能与空气中的水蒸气或沉积在铝表面的水分直接反应,生
第三章熔铸基本原理
• 77・
成一种称为"铝锈”的氢氧化铝腐蚀产物。其反应式如下:
2A1 +6H2O-2A1(OH)3 ÷ 3H2
在高于4oor的较高温度下,铝锈按下式分解释放出大量水汽和氧化物:
2A1(OH)3 =Al2O3 +3H2O
此外,水汽还能与固态或液态铝直接反应生成氧化铝和原子氢,原子氢一部分被铝所 吸收,其他的化合成分子氢进入大气。反应式如下:
3H2O +2A1 = Al2O3 + 6H
由此可见,水汽和铝的反应是十分有害的。低温下生成的铝锈是一种组织疏松•、对铝 没有保护作用的白色粉末状物质,能吸附大量水汽和氢,熔炼时若将铝锈混入铝液中,会 造成熔体严重污染。故铝锭通常都应贮存在干燥的仓库中。液态铝与水汽的反应,一是生 成AI2O3和原子氢污染铝熔体;二是该反应十分激烈,只要有哪怕是一点点水分进入铝熔 体中,就有可能引起爆炸,造成事故。因此,在熔炼铝合金前,必须对炉衬、炉料、工 具、各种熔剂等进行充分彻底的预热和干燥。
3-10铝熔体中氢的来源是什么,为什么说铝中氢的主要来源是水蒸气而不是氢气?
铝中氢的来源、途径及溶入方式列于•表3-5。
|
表3.5铝中氢的来源、途径及溶入方式 | ||
|
来源 |
__________途径__________ |
________溶入方式________ |
|
水分 |
炉气、大气、炉衬、炉料、溶剂、工具、涂料、糊制物 |
2A1+3H2O=AI2O3 +6H |
|
油月旨 |
炉料、工具 |
(4/3 ) mAl + Cm Hn=( m/3 ) Al4 C3 +nH |
|
铝锈 |
炉料 |
2 Al(OH)3=Al2 O3 +3H2O 2A1÷3H2O =Al2O3 +6H |
铝中的氢不是来源于大气或炉气中呈游离状态存在的氢气,而主要来源于水蒸气。因 为:
(1)大气或炉气中的水蒸气含量比氢气含量大得多。大气中的氢分压仅5Pa,在熔炼 时炉气中的分子氢含量同样也很小,以致铝炉料和氢反应时实际上不能产生渗氢作用。而 空气中水蒸气分压的平均值约13∞Pa,电炉中水蒸气的分压约1750 -2000Pa,煤气炉中 的水蒸气分压则达8000 ~16000Pa,甚至高达27000Pa。显然,就分压而论,大气或炉气 中的水蒸气含量比氢气含量约大IO2 - IO3倍。
(2)由氢的溶解机理可知,只有原子氢才能产生溶解,而且氢在铝中的溶解度与气相 中原子氢的浓度成正比。水汽和铝反应时产生的原子氢分压力比分子氢离解时产生的原子 氢分压力大得多。根据H.科思椿的计算,熔体铝里氢分压与气压下水蒸气分压之间的关 系为:尸公Ph2o =7. 3 X IO14,在727工时,如果维持水蒸气分压为1300Pa,则在金属和气 体分界面处的氢分压将达8.87 xl0*Pa,而氢在铝中的溶解度则达3. 24 x lO5cmB/ioOg。 所以,A. A博齐瓦尔院士指出,铝合金中的氢不是从大气中呈游离状态存在的微量氢得来 的,实际上所有的氢都是在水蒸气分解时得到的。
• 78・
铝合金熔铸生产技术问答
3-11影响铝熔体中含氢量的因素有哪些?
影响铝熔体中含氢量的因素有:
(1)熔体温度和水蒸气分压。铝和水 汽反应时的平衡含量随熔体温度和炉气中 水蒸气分压的提高而增大(见表3-6和图 3-3)。在一般的生产条件下,纯铝中的平 衡含氢量与二者的关系可用下面的经验公 式表示:
'IgC = - (5800/7) + 4. 576 +
(1/2) lgPH2o
式中C--铝熔体中氢的平衡含量,cm3/ 100g;
T一熔体绝对温度,K;
^h2O..炉气中的水蒸气分压,mmHg,
ImmHg=O. 133kPa;
(2)合金成分。根据元素与水汽反应的 激烈程度及元素对熔体表面氧化膜的影响程 度可以分为三种情况:一是含镁的铝合金。 由于镁比铝更活泼,与水汽反应时,在 熔体—气体界面上造成的原子氢分压比铝与 水汽反应时造成的原子氢分压力大许多,所
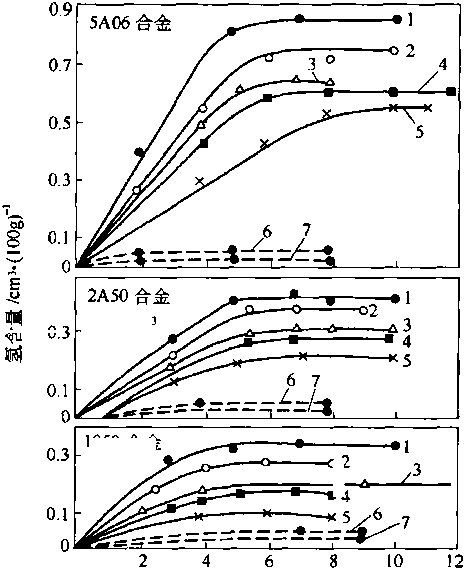
0.3
1050合金
静置时间/h
□ 2
■ 4
图3-3静止炉中几种合金熔体不除去氧化膜时, 熔体含氢量与炉气中水蒸气含量及时间的关系 炉气中水蒸气含量:I-Ilo ~120g∕r∏3; 2—70~80g∕m3;
3—15 ~ 18g∕m3 ; 4—5. 2 ~6. 4g∕m3 ; 5—lg∕m3 ; 6—0. 3g∕m3 ; 7—0. 016 ~ 0. 022g∕m3
以,促使含镁合金中的氢含量大大提高(一般镁锭本身就含有约20crn3/100g的氢)。二是 仅含硅、铜、锌的铝合金。它们与水蒸气反应的程度不如铝,但它们使熔体表面氧化膜的
结构由致密的加203膜变为比较不致密。因而促进了铝与水蒸气的反应,使这些合金中的 含氢量比纯铝高。三是添加少量皱的铝合金。它能降低合金与水汽反应的强度,并在静置 时促进除气。
表3.6火焰炉内熔化铝时含氢■与温度的关系
|
_______温度_______ |
750 |
8∞ |
850 |
9∞ |
|
氢含量/S? ∙ (IOOg)-I |
0. 20 |
0. 36 |
0.44 |
0.60 |
(3)熔体中氧化夹杂物的含量和性施。在铝熔体中存在两种氧化铝的同质异晶体Q-加203和上AI2O3。其中,亡用2。3对氢是惰性的,在不含氧化铝或者仅含α-A12O.3的熔体中, 氢含量与氧化夹杂物的含量无关。但当熔体中含有竺可2。3时,由于它吸附熔体中溶解的 氢并形成竺川203・%H型络合物,使溶液和气相之间的平衡受到破坏,氢继续由气相进入 溶液,又再被匕可2。3所吸附,这个过程一直要持续到气相一溶液一氧化物系统达到平衡 为止,结果竺可203使熔体大量饱和氢气,有时甚至超过氢在铝中平衡溶解度的数十倍。 在正常熔炼温度下熔体表面形成的氧化膜基本上都是γ-Al2O3,而且熔体中"可203的含量 愈多,则熔体中的氢含量也愈多。按照现代的观点,氧化铝是促进熔融铝及其合金饱和氢
第三章疎铸基本原理
• 79-
的基本原因。
(4)熔炼时间。在任一指定的条件下,铝熔体都存在着某一个极限含氢量,能否达到 这个极限含量,取决于溶液-水分一氧化铝系统达到平衡状态所需的时间。所以,熔炼时 间越长,熔体中的含气量也就越多。
(5)其他。铝熔体中的含氢量还与炉料原始状态,炉衬、熔剂、工具等的干燥程度及 操作质量等因素有关。
3-12氮气、一氧化碳、二氧化碳、碳氢化合物与铝熔体是怎样相互作用的?
空气中氮的分压约0∙079MPa,在采用氮气精炼时,通入氮的表压为0∙ Ol ~ 0. 02MPa,氮气能少量溶于铝熔体中(见表3・7),在一定条件下,氮与铝反应也能生成 一氮化铝。
2 Al + N2 —2 AlN
表3-7东北某铝材厂在700 ~ 800P之间通氮5 ~ IOmin后的分析结果
|
合金 |
1070 |
5A03 |
5A06 |
7A04 |
2A50 |
2 All |
|
通氮前含氮量 (体积分数)/% |
0. ∞15 ~ 0.002 |
0. 0015 ~ 0.002 |
0.003 ~0. ∞32 |
0.∞2 ~0.∞28 |
0.∞15~0. ∞35 |
0. 002 ~0. ∞35 |
|
通氮后含氮量 (体积分数)/% |
0.002 - 0.0025 |
0.0025 ~0. 003 |
0. 003 |
0. 0015 -0. 0031 |
0. 0015 - 0.002 |
0.0015 - 0.002 |
关于这个反应的开始温度,一些研究数据有所不同。尤-阿•科良卿柯的数据,铝与 氮的反应在70OK已经形成氮化铝,在接近85Ot时反应激烈,在940~950K之间氮化铝 与氧反应产生分解。氮化铝是密度为3.05g/cm3的灰色粉末,很容易水化并形成氨和氢氧 化铝。
4 AlN + 3O2==2N2 + 2 Al2 O3
AlN +3H2O-Al(OH)3 + NH3
当金属表面的浮渣与水蒸气相互作用时,能嗅到一股特殊的臭味,就是这个反应的结 果。氮化铝在热水和冷水中都能很好的溶解,与氢不反应。
铝熔体中的气体除氢气、氧气、氮气外,还有一氧化碳、二氧化碳、碳氢化合物等 (见表3-8)气体,它们在铝中均有一定的溶解度,且能在熔点时与铝产生反应,形成相应 的碳化物。
6A1 + 3CO= Al4C3 + Al2O3
8 Al + 3CO2- Al4C3 + 2 Al2 O3
ymAl + CmHn=-^Al4C3 + 几 H
4 Al + 3CH4- Al4C3 + 12H
• 80・
铝合金熔铸生产技术问答
表3月铝中溶解的气体组成
|
序号 |
___________________体积分数/%_______________________ | ||||||
|
H2 |
。2 |
H2O |
N2 |
CO |
CO2 |
CH4 | |
|
1 |
92.2 |
0 |
1.4 |
3. 1 |
0.4 |
2.9 | |
|
2 |
95.0 |
0.5 |
4.5 | ||||
|
3 |
68.0 |
10.0 |
15.0 |
1.7 |
5.0 | ||
生成的碳化铝的活性比氧化铝大得多,在室温时就能被水分解:
Al4C3 + 6H2O — 3CH4 + 2 Al2 O3
在500霓时,碳化铝也能与氧气反应:
Al4C3 +6O2=2A12O3 +3CO2
很明显,反应产物一部分作为固态夹杂物进入熔体,而另一部分则在熔炼和铸造时, 由于有可能建立起对于铝的碳化物、氮化物与水蒸气产生反应并形成气体的有利条件,作 为产物之一的氧化铝也进入熔体中。一般而言,这些气体在铝熔体中的溶解度通常都很 小.,其含量甚微,对铝及铝合金的性能均不产生明显影响。但是应该指出,当碳氢化合物 以油脂形式进入铝熔体中时,由于形成大量原子氢、碳化物、氧化物及其他气体,对熔体 严重污染,因此,应尽可能避免。
3-13在铝熔体中可能存在的固态非金属夹杂物有哪些,它们主要来源于何处?、
在铝熔体中可能存在的固态非金属夹杂物有氧化物、碳化物、氮化物、氢化物等,但 主要是氧化物。
氢化物(主要是钛、错、钠等金属的氢化物)、碳化物(主要是AI4C3)、氮化物(主 要是Mg3N2和AlN)主要是熔炼过程中熔体与大气、炉气、精炼气体相互反应形成的。铝 熔体中的氧化物主要是AUO3、MgO、尖晶石(即AI2O3・MeO,是其他金属氧化物在 風203中的固溶体)。氧化物的来源主要有三:一是熔炼过程中熔体与炉气中的氧气和水蒸 气反应生成的;二是熔体与炉衬中的氧化物产生置换反应生成的;三是炉料、工具等带人 的。
3-14铝熔体中的金属杂质是从哪里来的?
合金中所不希望的其他金属元素统称金属杂质。铝熔体中的金属杂质除了原材料带进 的和由于洗炉不彻底、混料、电热材料掉入等人为因素造成的以外,也主要是由于铝熔体 和炉衬、工具、各种精炼前、添加剂接触的过程中产生各种物理化学反应而生成并进入熔 体的。
炉衬用耐火材料通常是由各种氧化物(如AUO3、Fe2O3^ Mg0、Cr2O3 ʌ SiO2等) 的混合物组成的,当熔体与炉衬接触时,如果这些氧化物的生成热低于氧化铝的生成 热,则炉衬将被分解,并析出活性比铝低的金属杂质及AI2O3熔渣污染熔体。其反应 式如下:
4A1 + 3SiO2-2A12O3 + 3Si
第三章熔铸基本原理
• 81 •
2 Al + Fe2O3==Al2O3 + 2Fe
2A1 + Cr2O3-Al2O3 + 2Cr
Mg + MeO= MgO + Me
2 Al + 3 MeO= Al2O3 + 3Me
在熔炼铝合金时,现在还不能完全抛弃铁质工具,比如铁质渣耙、精炼框(管)、 漏斗、热电偶保护管、液流控制锌等。当不正确使用这些铁质工具时,铁会很快溶于 铝熔体中,并随温度升高,接触时间加长而使溶解量不断增加,甚至达到超过技术标 准允许的程度。当采用氯盐精炼铝熔体时,由于下面的反应使熔体受到金属杂质的污 染:
3ZnCl2 ÷ 2Al= 2AlCl3 + 3Zn
3MnCl2 + 2 Al—2 AlCl3 + 3M∏
应该指出,在生产中经常引起问题的是铁杂质和高镁铝合金中的钠杂质。统计资料表 明,在铝材厂目前的生产条件下,每熔炼一次,铝熔体中的增铁量约为0∙ 005% ~0. 02%。 因此,对于高纯铝及2A25、5A66、7475等合金而言,防止增铁,是生产中的一个关键问 题。
3-15什么叫熔化、溶解热,什么叫蒸发、蒸气压?
金属由固态转变为液态的状态变化过程称为熔化。金属的熔化是在加热过程中, 由于原子热运动加剧,使原子间的结合部分破坏,原有晶粒逐渐瓦解为小的原子集 团,使金属由具有固定形状的固态转变为具有流动能力的液态的结果。由于晶界处原 子能量较高,加热时使原子发生跳跃和转移所需能量较小,故金属的熔化总是从晶界 开始的。
当合金中的一个组元溶入另一个组元时,由于形成某种化合物、合金化或分层等,会 有热量放出或吸收,此称溶解热。其量的大小因合金成分不同而异。例如,铝和铜配成合 金时,产生金属间化合物CUAI2,放出大量的热,可使局部温度比原来温度高出200 ~ 300"。此外,铝与硅形成共晶、铝中加倍时也都会发生放热反应。因此,生产中应予以 高度注意。应该指出,高镁合金在加镁过多或炉温较高时,也会产生自然升温以致过热的 现象,但这不是溶解热引起的,而是氧化生成热造成的。
熔体表面的气化现象称为蒸发。在一定的温度时,在密闭的空间内,某金属熔体 的蒸发和该金属蒸气的凝结相平衡时的饱和蒸气压叫做该金属在该温度下的蒸气压。 蒸气压愈大,则熔体中气体的溶解度愈小,但蒸发损失愈大。金属的蒸发损失通常随 熔体温度升高、炉压降低、熔炼时间加长、熔池表面积增大、熔体表面氧化膜疏松程 度增加而增加,且与合金的组成和含量有关。在相同的熔炼条件下,蒸气压高的元素 一般更易挥发,蒸发热小、沸点低、在合金中不溶解或很少溶解,且含量高的元素一 般较易挥发(见表3-9)。在正常熔炼条件下,铝熔体的蒸气压很小(1537K时才 O. 133kPa),蒸发损失可略去不计。但在真空熔炼时,应考虑熔体中钠、镁、锌、锂等易 挥发元素的蒸发损失。
,82- 铝合金煉铸生产技术问答
|
_________________表3-9某些金属元素的沸点和蒸发热_________________ | |||||
|
元素 |
沸点/工 |
蒸发热 /kJ • mol^* |
元素 |
沸点/七 |
蒸发热 /kJ ∙ mol-1 |
|
Al |
2500 |
293.0 |
Na |
883 |
86.36 |
|
B |
37∞ |
530.0 |
Ni |
约 2900 |
369.9 |
|
Be |
2970 |
309.0 |
Pb |
1745 |
177.7 |
|
Bi |
1552 |
177.0 |
Sb |
1635 |
124.4 |
|
Cr |
2680 |
338.0 |
Si |
约 2355 |
355.6 |
|
Cu |
2543 |
302.0 |
Sn |
2620 |
296. 1 |
|
Fe |
2870 |
350.0 |
Ti |
约 3330 |
410.0 |
|
Li |
1350 |
V |
约34∞ |
444.8 | |
|
Mg |
1107 |
131.8 |
Zn |
906.2 |
115.3 |
|
Mn |
约 2080 |
227.0 |
Zr |
约 4340 |
557.7 |
|
注:数据摘自化学工业出版社出版的《简明化学手册》,1983年。 | |||||
第二节铸锭结晶的理论基础
3-16什么叫凝固,直接水冷半连续铸造时,铸锭凝固的热交换过程是怎样的?
凝固是指金属从液态转变成固态的状态变化过程。凝固和液态金属的结晶所指的虽然 是同一过程,但是它们在含义上是有区别的。凝固主要是从传热学的观点出发,研究铸锭 与冷却介质的传热过程、铸锭断面上凝固区域的大小、铸锭的凝固时间、凝固速度、凝固 方式及与铸锭质量的关系。液态金属的结晶主要是从物理化学和金属学的观点出发,研究 液态金属的生核、成长和结晶组织形成的规律。由于铸锭组织的形成过程不仅与结晶前沿 的过冷有关,而且也取决于导热条件,所以,在研究铸锭结晶组织的形成过程时,常常又 很难将凝固和结晶这两个概念截然分开。
在直接水冷半连续铸造时,铸锭凝固时的热交换过程大致可以分为三个阶段:首先, 当液态金属浇入结晶器时,与冷的结晶器壁接触,迅速进行热交换且快速凝固,形成硬壳 而使金属成形。在这个阶段,热量是通过结晶器壁传给水的,称为一次冷却。一次冷却所 带走的热量约为铸锭总热含量的10% ~ 15%。接着,由于结晶器壁使铸锭快速凝固的结 果,铸锭在径向轻微收缩,在铸锭和结晶器壁之间形成气隙,因为空气的导热率比铝小得 多,这时的热交换下降到最低程度,这是铸锭热交换过程的第二个阶段。当铸锭从结晶器 中出来受到结晶器下面的喷水冷却时,热交换又强烈进行,铸锭迅速凝固。在这个阶段, 热交换是通过已凝固的铸锭和水之间进行的,称为二次冷却。二次冷却所带走的热量约为 铸锭总热含量的70% ~80%。还有人把铸锭在水槽中的冷却称为三次冷却。通常,三次冷 却带走的热量不多。对铸锭结晶过程的影响较小。
3-17铸锭的凝固过程和凝固区的结构是怎样的?
用连续铸造法生产铝合金铸锭时,铸锭的凝固过程总是从铸锭表面向中心,从底部向
第三章熔铸基本原理
• 83・
上部逐渐扩展的。除了高纯铝和共晶成分的AI-Si合金外,铸锭断面上一般都存在着三个 区域:固相区、两相区和液相区。铸锭的质量和两相区的关系极大。
图3-4是根据铸锭断面温度场确定的某一瞬间的铸锭断面凝固区域结构示意图。左图 是状态图的一部分,M合金的实际结晶温度范围为GT5。右图是连续铸造时结晶器中正 在凝固的铸锭横断面的一部分,铸锭厚度为&该瞬间的温度场为兀在此瞬间,铸锭断 面上的6点已达到不平衡固相线温度,因此5-5等温面为“固相等温面",亦称"结晶结 束面"。从铸锭表面到结晶结束面之间的金属温度都低于不平衡固相线温度0,在这个区 域内的金属全部凝固成固相,称为固相区。同时,铸锭断面上的e点已达到液相线温度, 1—1等温面为“液相等温面",亦称"结晶开始面”。温度高于液相线温度力的区域,金 属都处于液体状态,称为液相区。而在1一1等温面和5-5等温面之间的区域,金属处于 正在凝固的状态,由液相和固相组成,称为两相区。
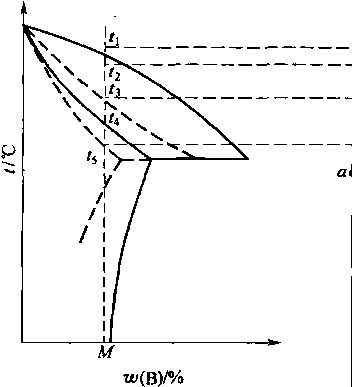
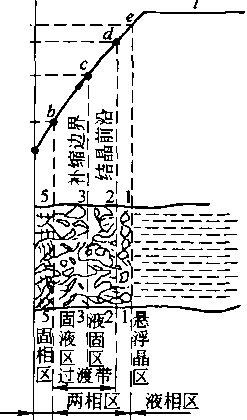
图3-4某瞬间M合金铸锭横断面凝固区域的结构与温度的关系
两相区的结构是复杂的。在1-1和2-2等温面之间,从液相中结晶出的晶体彼 此是没有联系的,它处于悬浮状态,且能在重力或流体动力作用下相对于铸锭的固定 部分移动,此称悬浮晶区。在用倾出法做实验时,悬浮晶区的晶体能随液态金属一起 被倾出。
在2-2等温面处,由于晶体不断长大,彼此交叉和接触而开始连成一片,此时单个 晶体在熔体中失去移动的自由,在宏观上形成了一层固相和液相间的连续分界面,此等温 面称为结晶前沿。这个结晶前沿就是倾出法所暴露的凝固面,故又称倾出边界。铸造时可 用探棒测其位置。研究表明,对于含铜5%的铝合金,只要有25%的固相即可形成这种具 有固定连续骨架的结晶前沿。
结晶前沿和结晶结束面之间的区域称为过渡带。过渡带又可划为两个区域:在2-2 和3-3等温面之间,液相较多,液体还能在骨架间流动,称为液固区:在3—3和5—5 等温面之间,金属接近固相线温度,固相占绝大部分(约55%~80%),存在于骨架之间 的少量液体被分割成一个个互不沟通的小熔池,这些小熔池中的熔体进行凝固而发生体积 收缩时,得不到液体的补充,该区称为固液区。而液固区和固液区的边界(即3—3等温
• 84・
铝合金煉铸生产技术问答
面)称为补缩边界。
上述即为某一瞬间铸锭的凝固情况和凝固区的结构状况。随着铸锭不断冷却,液相等 温面和固相等温面不断向铸锭中心移动,直至铸锭全部凝固,液相区和两相区消失。
3-18怎样估计铸锭中过渡带的宽度,影响过渡带宽度的因素有哪些?
铸锭中过渡带的尺寸和形状决定着铸锭中区域偏析的特性和树枝晶疏松的程度,同时 与热裂纹的产生和发展有密切的关系,过渡带的扩大会使铸锭强度和塑性显著下降。因 此,估计过渡带的宽度对于预测铸锭的质量具有重要意义。
对于绝大多数工业变形铝合金,在直接水冷连续铸造的条件下,悬浮晶区极为窄小, 过渡带和两相区的宽度可近似认为是一致的。因此,铸锭中过渡带的宽度可用合金的结晶 温度区间与这个区间内温度梯度的平均值之比来近似估计,即:
B — (J -%2)/6 式中B--过渡带几何尺寸,mm;
/--合金液相线温度,工;
G--合金固相线温度,";
G--过渡带内平均温度梯度,t/mm。
由上式知,影响过渡带宽度的因素有:
(1)对于不同的合金,在其他条件相同时,合金的结晶温度范围愈宽、导热系数愈 大、凝固区域的结晶潜热愈大,则过渡带的尺寸愈大。
(2)对于同一合金,在其他条件相同时,铸锭的冷却强度愈小、铸造温度愈高、铸锭 横截面愈大、结晶器有效高度愈高,则过渡带尺寸愈大。提高铸造速度,过渡带水平间距 稍有减小,但垂直范围增大。此外,金属进入方式、漏斗大小等均能影响过渡带的形状和 尺寸。几种因素对铸锭中过渡带尺寸的影响见图3.5 ~图3-6o
EE、力叱船鍔司
170150130110907050
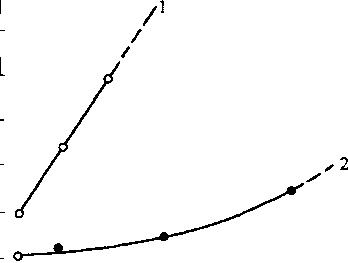
10∞
1 1
8070605040
EEΛμk船鍔司
30
0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 U^×D∕τ^∙∖^'
图3.5结晶器高度一定时(180mm)铸锭 直径和铸造速度对2A11合金铸锭中心
*过渡带垂直尺寸的影响
1—φ800mm; 2—φ370mm
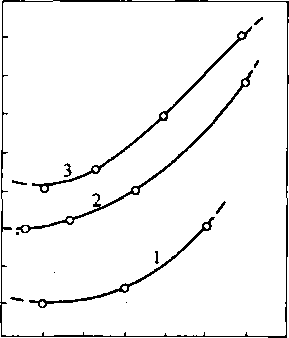
30
20 1 2 3 4 5 6 7
U替 ∕m∙hΓ∣
图3・6铸锭直径一定时(360mm)结晶器高度 和铸造速度对2All合金铸锭中心过渡 带垂直尺寸的影响
结晶器高度:1—100mm; 2—180mm; 3—340mm
第三章熔铸基本原理
・85・
3-19什么叫液穴,怎样测定和估计液穴的形状和深度,影响液穴深度的因素有哪些?
铸锭上部被结晶前沿和铸锭敞露液面所包围的液体金属区域,称为液穴。结晶面的形 状即是液穴形状。液穴的深度直接反映了铸锭的凝固时间和凝固速度,而液穴的形状又决 定着沿铸锭断面结晶速度变化的性质。因此,液穴深度和形状是控制铸锭结晶组织的重要 指标,测定和调整铸造过程中液穴的深度是控制铸锭质量的重要手段。
液穴的深度可以用探棒(立式铸造常采用)和倾出法(横向铸造常采用)进行实测; 也可以用在液穴中加入能改变铸锭组织的添加物(如熔融铅)或加入放射性同位素指示剂 (如Ca45)的方法测定;用在铸锭内凝入热电偶来研究温度场的方皆则可得到更为满意的 结果。
铸锭液穴的深度也可按下式从理论上进行估计:
Λ = { [L + (1/2)C(G -g)]∕B 入(G -G)} ∙x * U ∙γ
式中A--液穴深度,m;
厶——合金的熔化潜热,kj/kg;
C—合金在G ~£2温度区间的平均比热容,U/kg -七;
G--合金液相线温度,K ;
G-铸锭表面温度,七;
B--形状系数,扁铸锭为2,圆铸锭为4;
‘人——铸锭的热导率,W/m•h-K ;
/--铸锭特征尺寸,扁铸锭为厚度的一半,圆铸锭为半径,m;
U—铸锭的铸造速度,m/h;
γ——铸锭的密度,kg/m3o
通常,空心铸锭的液穴底部都在壁厚中心与内表面之间,而且铸锭外径和内径之比越 大,则液穴底就越靠近内表面。空心铸锭的液穴深度可通过联解两个对经过内外表面导热 结晶时的独立方程式求出。空心铸锭的液穴深度与合金物理性能、铸造速度、铸锭壁厚的 关系和实心圆铸锭相同。
综上所述,影响铸锭液穴深度的因素有:
(1)合金的热物理性质。合金导热性愈好、热含量愈小(即结晶潜热、比热容、密 度愈小)、合金液相线温度愈高,则在其他条件相同时,液穴愈浅。
(2)铸锭的形状和尺寸。在其他条件相同时,液穴深度与铸锭厚度、直径、壁厚的平 方成正比;当圆铸锭直径等于扁铸锭厚度时,扁铸锭液穴深度比圆铸锭的大一倍。空心铸 锭的液穴深度小于相同外径实心圆铸锭的液穴深度,且内径越小,深度越接近。
(3)铸造工艺参数。在其他条件相同时,铸锭液穴深度随冷却强度的降低、铸造速度 的提高、铸造温度的提高、结晶器有效高度的增加而加深。而且还与供流方式有关,采用 漏斗供流比集中供流的液穴要浅。
理论上,扁铸锭的液穴形状是一个带有曲线表面的四面锥体,结晶前沿对铸锭轴线的 倾斜度,从铸锭外表面向中心方向不断减小,即液穴形状是凸出的(见图3-7a)。圆铸锭 的液穴呈不规则的锥形,结晶前沿对铸锭轴线的倾斜度,由铸锭外表面向中心逐渐减小,
• 86 ∙
铝合金煉铸生产技术问答
图3.7各种铸锭理论上的液穴形状示意图
直到相当于半径尺的0.37倍的圆周处为止,然后结晶面的倾斜向铸锭中心增大。即在 0.37R至R之间,结晶面是凸出的,而在圆心至0∙37R之间,结晶面是凹陷状的(见图 3-76)。空心铸锭的液穴形状是一个不规则的三角形环状带,由铸锭边缘开始到液穴底部 的结晶前沿形状和圆铸锭的相同,而由铸锭内腔开始的结晶面则一直是保持凸出状的(见 图3,c)。应该指出,由于在凝固过程中金属的热性能受多种因素影响而不断变化,且液 穴中各处温度场远非是均匀的,故实际的液穴形状更为复杂。
3-20什么叫结晶速度,怎样估计结晶前沿上任意一点的结晶速度和铸锭的平均结晶速度?
单位时间内结晶前沿在铸锭坐标内移动的距离称为结晶速度。结晶前沿移动的距离, 就是凝固层增长的厚度。结晶速度是矢量,是有方向的。
结晶前沿上任意一点沿其法线方向移动的速度称为该点的结晶线速度。连续铸造时,
结晶前沿上各点的结晶速度是不同的。扁铸锭的,从铸 锭边缘到中心不断减小。圆铸锭的按有最小值的曲线变 化,即从铸锭边缘到0∙37R圆周处,结晶线速度逐渐减 小,而后,从0∙37R圆周处直至铸锭中心,结晶线速度 又逐渐增大(见图3・8)。
结晶前沿上任意一点i处的结晶线速度α可按下式 估算:
' Ui = i∕sin<∕)
式中 巾--铸锭轴线与i点处结晶前沿的切线之间的 夹角;
U_一铸锭的铸造速度。
可见,铸锭断面上任一点的结晶线速度都小于铸造
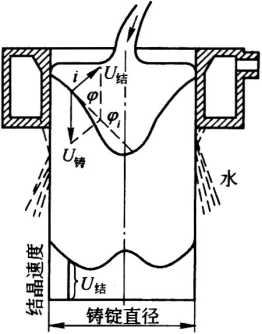
图3X结晶线速度沿铸锭截面的 变化及与铸造速度的关系示意图
速度。
结晶前沿各点在单位时间内沿各自的法线方向移动的平均距离称为铸锭的平均结晶速 度。它的数值是把结晶前沿看成是规则的几何体时,结晶前沿在单位时间内沿其垂直方向 移动的距离,即:
Ul= U ∙ sinφ
式中■7~铸锭平均结晶速度;
6一铸锭轴线与结晶前沿的夹角;
第三章熔铸基本原理
・87 •
U一铸锭的铸造速度。
铸锭的平均结晶速度还可按下面两式估算:
U1 = (BK/X) cosφ = UjCOS6
Ul =UUj/(H + Uj)∣z2
式中K一合金凝固常数,其值为:
K =人(厶-[2)々[L +(1/2)C(G -2)]
Uj--铸锭平均结晶速度极限值。 Y
从上面三个公式可知,铸锭平均结晶速度随铸造速度增加而提高,并趋于某一极限值 %,而且铸锭横截面尺寸越大,铸锭的平均结晶速度和平均结晶速度极限值越小。在任何 情况下,铸锭的平均结晶速度都小于当时的铸造速度。
3-21怎样提高铸锭的平均结晶速度?
铸锭的结晶速度是决定铸锭质量的重要因素。通常,结晶速度愈大,铸锭的结晶组织 愈细小(见图3-9),力学性能就愈好。从铸锭平均结晶速度的计算式可知,对于指定的合 金,在直接水冷的半连续铸造条件下,为了提高铸锭的平均结晶速度,主要途径是:
(1)降低铸锭表面温度。降低铸锭表面温度,可以提高铸锭凝壳内的温度梯度,增加 导热强度。现场采用的办法:一是在一定范围内增大水压,以提高水的流速和给水量来提 高铸锭表面的冷却强度;二是降低结晶器的有效高度,使铸锭提早见水,消除或减轻空气 对导热的影响;三是尽可能降低水温,强化与铸锭间的热交换过程。
(2)提高铸造速度。提高铸造速度可以增大铸锭冷却面对结晶面的比例,从而增加导 热强度,提高铸锭的平均结晶速度。如图3.10所示,在某一铸造速度时,铸锭由金属液 面到液穴底部沿高度上的冷却散热面面积尸冷=2πΛA,而此时结晶面面积
F 结=FRL = FRfl∕cosφ
所以 F 冷/F 结=2τrRhcosφ∕ττRh = 2cos 巾
显然,提高铸造速度时,6角变小,cos,值变大,故冷却面对结晶面之比例也变大,
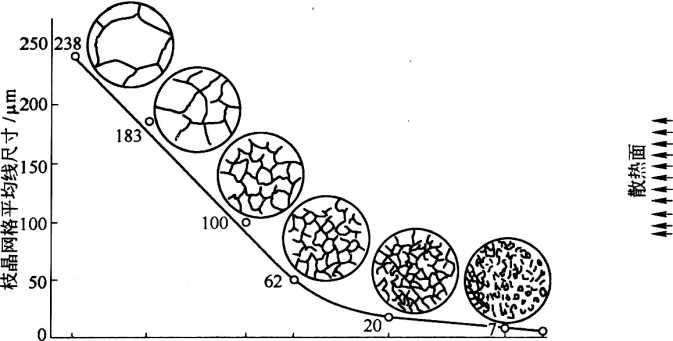
0.2 0.5 . 1.7 3.1 8.0
结晶速度∕m∙h-1
35 55
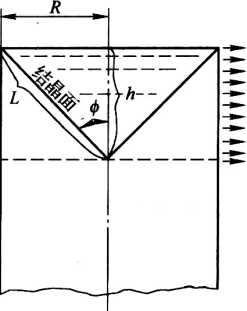
图3-9铸锭结晶速度与树枝晶枝杈尺寸的关系
图3-10铸锭冷却面和结晶面示意图
• 88- 铝合金熔铸生产技术问答
导热强度提高。不过,提高铸造速度时,液穴变深,过渡带尺寸加大,从而使铸锭致密度 降低,同时某些合金产生裂纹的倾向增大。
(3)缩小铸锭横截面尺寸。缩小铸锭横截面尺寸,以降低热阻,增大温度梯度,从而 提高铸锭导热强度,增加铸锭平均结晶速度。对于某些性能指标达不到要求的大截面合金 铸锭,这往往是一个行之有效的办法。
(4)改变铸锭形状。在其他条件相同的情况下,由于圆铸锭的冷却面与结晶面的比值 比扁铸锭的大,故圆铸锭的平均结晶速度比扁铸锭的高。
3-22什么叫温度过冷,铝合金连续铸锭中临近结晶前沿处的温度分布具有什么特点?
因温度下降而引起的过冷称为温度过冷,也称热过冷。纯金属结晶时,熔体的过冷都
是温度过冷,合金开始结晶时所需要的熔体 过冷也是由温度下降所引起的,因此,温度 过冷是晶核生成的先决条件。
在正常的连续铸造条件下,铝合金铸锭 中临近结晶前沿处的典型温度分布如图3-11 所示,其特点如下:
(1)结晶前沿液体部分中的温度分布不 是平缓变化的,而是急剧降低的。提高冷却 强度,降低结晶器高度,提高铸造温度,可 促使提高结晶前沿液相中的温度梯度。
(2)在结晶前沿存在着一定的过冷度。 铸锭结晶速度愈高,合金浓度愈大,则过冷 度愈大。通常,高纯铝铸锭中结晶前沿的过 冷度约为1工,硬铝的约2~3k,而未经变
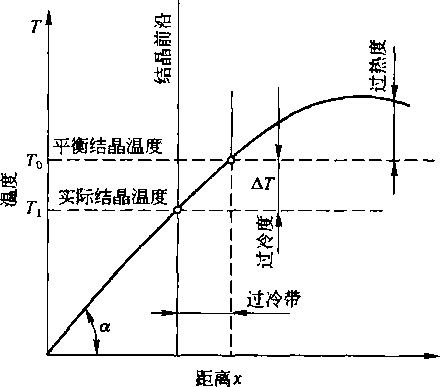
图3-11连续铸造时,临近结晶 前沿处的温度分布特征
质处理的AhSi合金则达4 ~5工。但是,当合金内首先结晶出的一次晶是金属间化合物时, 由于它们的数量少,不能形成连续的结总骨架,此时结晶前沿的温度等于或低于二元共晶 体的温度,液穴中的熔体全部处于过冷状态。
(3)在结晶前沿的液相中存在着一个过冷带(实际结晶温度面和平衡结晶温度面之 间的区域)。熔体中温度梯度愈小,过冷度愈大,合金浓度愈高,则过冷带愈宽。纯铝铸 锭中过冷带很窄,而2A12合金铸锭中过冷带的深度可达几毫米。
(4)液穴中的熔体温度,对于同一合金是比较均匀而固定的。提高铸造温度,可使液 穴中的熔体温度稍有上升,但激烈搅拌液穴中的熔体,温度会降低几摄氏度。通常,纯铝 铸锭液穴中的熔体温度比平衡结晶温度高零点几摄氏度,而2A12合金的熔体温度大致和 平衡结晶温度相等。〜
3-23什么叫溶质元素的再分配,什么叫浓度(成分)过冷,产生浓度过冷的条件是什么?
所有工业变形铝合金,当其处于液态时,由于原子集团内比较松散,原子集团间存在 空穴,其溶解合金元素的能力比固态大得多。因此,合金在由液态转变为固态时。对溶质 的溶解能力会产生突变。共晶型合金结晶时,首先结晶出的固相,其成分都小于合金的平
第三章熔铸基本原理
• 89・
均成分,而固相中不能容纳的溶质原子都被排挤出来,富集在界面上的液体中,然后逐渐 向液体内部扩散均化。合金结晶时的这种成分分离现象称为溶质元素的再分配。表示溶质 元素再分配程度的参数称分配系数,并用K表示。在数值上,它等于某温度时溶质元素在 固相和液相中的浓度之比。即,
K = C固/C液
元素不同,温度不同,分配系数也不同。使合金熔点降低的元素,如工业变形铝合金中的 Cu、Mg、Mn、Zn、Si、Fe、Ni等,其K<l;使合金熔点升高的元素,如工业变形铝合金 中的 Ti、Zr、Cr、V 等,其 K>1。 ’
在实际的连续铸造条件下,铸锭的结晶速度通常总大于溶质原子在熔体中的扩散速度, 由于结晶时溶质原子在固相和液相中发生再分配的缘故,就会逐渐在结晶前沿附近形成一层 富集有合金组元及杂质的熔体层,并保持着一定的浓度梯度(见图3.126)。由于合金的液相 线温度(即平衡结晶温度)随成分而变化,这样必然引起结晶前沿液相中各部分的液相线温 度也不同(见图3.12c)。显然,结晶前沿界面处的液体中含合金组元和杂质最多,相应的液 相线温度最低;而离结晶前沿愈远的液体,合金组元和杂质的含量愈少,相应的液相线温度 愈高。如果此时结晶前沿的液相中温度梯度较小,那么,在一定范围内,就可能使结晶前沿 附近的熔体实际温度都低于合金的平衡结晶温度(液相线温度),即使熔体处于过冷状态 (图3∙12c中的阴影部分)。这种过冷是在一定的温度条件下,由于结晶过程中的溶质再分配 引起结晶前沿的液体产生浓度差别而发生的,故称浓度过冷或成分过冷。
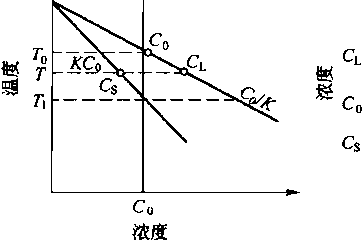
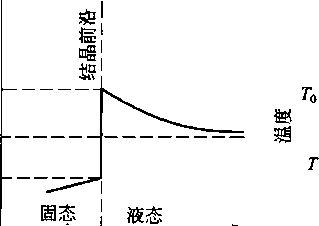
史后嘲我
G

平衡液相 线温度G
形核温度,
炉-实际温 y度梯度 浓度过冷带i
图3-12浓度(成分)过冷形成示意图
a一变形铝合金典型相图;6一结晶前沿附近的浓度变化情况;C-结晶前沿附近的温度条件
浓度(成分)过冷的结果,一方面使结晶前沿界面处液体的平衡结晶温度大为降低, 从而减小了实际过冷度,对原有晶体的继续生长起着阻碍作用;而另一方面,在离结晶前 沿较远的液体中产生了较大的过冷度,为新的晶核的形成和长大创造了条件。因而浓度 (成分)过冷对于抑制铸锭中柱状晶的生长和促进等轴晶的发展是十分有利的。
由图3∙12c可知,只有当结晶前沿附近的液相中的温度梯度G小于液相线温度7\在结 晶前沿处的斜率时,才会产生浓度(成分)过冷。该条件可用下式表示:
G/R < mC°(l -K)/DK 或 G/R < (普 - T3)/D
• 90・
铝合金熔铸生产技术问答
式中C--结晶前沿液体中的温度梯度;
R——结晶前沿的移动速度;
0——溶质在液体中的扩散系数;
K一溶质元素的分配系数;
m--液相线斜率,K<l时,M为正;
CO--溶质元素在合金中的平均含量;
方——合金液相线温度;
E——合金固相线温度。
显然,对于指定的合金,熔体中的温度梯度愈小,结晶速度愈大,则形成浓度(成分) 过冷的倾向愈大。对于不同的合金,在工艺条件一定的情况下,合金的结晶温度范围愈宽, 熔体中合金元素的扩散系数愈小;或者合金组元的浓度愈大,当K<l时分配系数愈小,当 K>1时分命系数愈大,且液相线斜率愈大,则合金产生浓度(成分)过冷的倾向愈大。
3-24铸锭结晶时,晶核的形成和晶体生长形状具有什么特点,铝合金铸锭中常见的晶粒 形状有哪几种?
工业变形铝合金铸锭结晶时,晶核的形成和晶体生长形状具有以下特点:
(1)晶核的形成实际上总是产生于杂质,而不是来源于自发生核。这是因为:第 一,自发生核所需过冷度很大,对于纯铝而言,达195K,而铝合金铸锭结晶时的过 冷度实际仅有几分之一摄氏度到几摄氏度。第二,铝合金中存在着大量的可作为结晶 核心的杂质。即使对于99. 999%的高纯铝,其中杂质也是相当多的。假定不溶性杂 质的含量仅10一8数量级,则在每ICm3的铝液中仍有约10”个杂质原子,如果它们都 以边长为1000个原子的立方体固体质点出现,则在每ICm3的金属中将有IO6个质点。 在一般的连续铸造条件下铸造φ400mm的硬铝铸锭时,每Is在结晶面上生成的有效 晶核按实测结果约IO5个。可见,铝熔体中的杂质含量足以满足生核的要求。当然, 不是所有质点都能起生核作用,其中,影响最大的是钛杂质的含量,其次是不可控杂 质碳和硼的含量。
(2)晶体的生长形状不是规则的,而是呈树枝 状长大。纯铝熔体在接近平衡条件的极缓慢结晶 时,晶体的形状是规则的八面体。但是,铸锭结晶 时,由于冷却速度快,结晶条件是不平衡的,在晶 体的棱边和顶端具有最好的散热条件,结晶时放出 的结晶潜热能迅速逸散出去,故得到优先长大,整 个晶体发展成树枝状。铝合金铸锭中,铝基固溶体 的晶粒形状常见的有三种:一是颗粒状的等轴晶; 二是长条状的柱状晶;三是薄片状的羽毛晶(又称 扇形晶)(见图3・13)。这三种晶粒外形不一,但
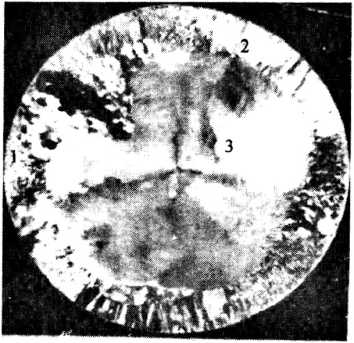
都是树枝状晶,其差别只在于树枝晶主轴的方位是 否特别发达和树枝晶在各个方位的尺寸。三种晶形 的主要特征见表3-10。
图3-13 1035合金半连续 铸锭中的结晶组织 1-等轴晶;2-柱状晶;3-羽毛晶
第三章熔铸基本原理
.91・
表3-10铝合金铸锭中三种形状晶体的主要特点
|
项目 |
等轴晶 |
_____柱状晶 |
_____羽毛晶_____ | |
|
结晶 特征 |
低倍组织 |
颗粒状、较不致密_____ |
长条状、较致密 |
花纹状、很致密_____ |
|
高倍组织 |
偏析较大________ |
偏析较小 |
羽毛状、无偏析______ | |
|
结晶学特征 |
具有六个(1∞)取向的互 相垂直的主轴,二次轴及更高 次轴彼此平行 |
具有几个(1∞)取向的彼 此平行的主轴,二次轴在垂直 于主轴的平面上构成正方形网 格 |
具有明显的直线形晶轴, 且常常偏离总的热传导方向, 双晶面是IlllL双晶方向 是<112>,在〈110〉方向 优先生长,具有〈110〉织构 | |
|
生成条件 |
温度梯度不大、存在一个较 宽的成分过冷区 |
温度梯度较大、过冷带较窄 |
结晶前沿温度梯度大、过 冷带极窄、向结晶面直接导 入过热熔体 | |
|
性能特征 |
杂质分散,性能方向性小, 综合性能随晶粒度变小而提高 |
强度、塑性良好,但晶间联 系削弱,横向性能差,易产生 裂纹 |
在轧制、自由锻造时可能 沿双晶面破坏 | |
3-25什么叫晶粒、晶界、晶内结构、晶枝界?
在研究铸锭的结晶组织时,所谓晶粒是指由一个结晶中心(晶核)长出的树枝状 晶。一个树枝状晶的所有各枝杈都具有相同的结晶轴取向,各树枝状晶的交界处就是晶 界。所有工业变形铝合金都是由固溶体和金属化合物所组成的多相合金(只有硅在合金 中可能以元素状态存在)。其中,固溶体几乎全由纯铝组成,约占合金全部质量的90% 或90%以上;金属化合物包括能溶解在铝中的由铝、铜、镁、硅等组成的可溶化合物, 以及几乎不溶解在铝中的由铝、铁、猛、保等组成的不溶化合物。先期结晶的固溶体构 成树枝状晶,而金属间化合物一般呈高次的析出物(二元的或更为复杂的共晶体)分布 于晶界及晶粒内的晶枝界处。在2A70、2A80、2A90及3A21等铝合金中,当铁、鎳、 毓含量较高时,最先结晶的可能不是固溶体,而是金属间化合物。在这种结晶顺序时, 固溶体在二次结晶时和该化合物一起形成二元共晶体。但就是在这种情况下,在低倍试 片上看见的晶粒也是树枝状晶,它们的基体仍然是固溶体,而一次晶化合物呈多种形式 分布并可能贯穿于几个晶粒之中。因此,对于工业变形铝合金,在铸态低倍试片上所看 到的晶粒都是基相固溶体的晶粒。
对铝合金铸锭组织的研究,我们可发现晶界具有以下特点:
(1)因为晶界是树枝状晶的交界,所以,位向变化很突然;
(2)由于不平衡结晶的结果,合金元素的浓度在这里变化很突然;
(3)由于偏析的结果,在晶界处总是存在着杂质;
(4)由于局部析出的覆盖面彼此差异很大,因此,晶界厚度的差异也很大,大约在 1 -20μm 之间。
晶内结构指树枝状晶的晶枝(枝杈)形状和尺寸以及分布于晶枝间的金属化合物 的形状、尺寸和分布特征。晶枝界即树枝状晶的晶枝在其生长过程中相互接触时所形 成的界面。一般来说,在显微试片上所看到的铸造组织都是由大量的晶枝所组成的。 对于半连续铸锭,因合金和铸造条件不同,铝合金铸锭组织的晶枝大小差别较大(见
• 92・
铝合金熔铸生产技术问答
表 3-11)。
表3-U各种铝合金铸锭组织中的晶枝尺寸
|
分析单位 |
合金规格 |
铸造方式 |
分析部位 |
晶枝尺寸/∣Im |
|
美国雷诺 |
6A02, φl52 |
横向铸造(国产) |
表面 |
49 |
|
1/2半径处 |
62 | |||
|
中心 |
60 | |||
|
中国东北轻合金厂 |
6063, φl52 |
横向铸造(国产) |
平均值 |
54. 25 |
|
美国产 |
平均值 |
34.96 | ||
|
2A14, φ485 |
立式铸造 |
表面 |
79.7 | |
|
1/2半径处 |
71.2 | |||
|
中心 |
65.7 | |||
|
电磁铸造 |
表面 |
32.3 | ||
|
1/2半径处 |
56.3 | |||
|
中心 |
59.7 | |||
|
德国联合制铝 |
6063, φ305 |
立式铸造 |
平均 |
45 |
晶界与晶枝界非常相似,其主要差别是:晶界的位向差异较大,在晶界上存在有低熔 点共晶物质;而晶枝界间不存在或很少存在位向差异,而且,由于晶枝在生长过程中,相 互接触发生得较早,没有或很少有低熔点共晶物存在。当然,由于枝晶偏析结果,在晶枝 界上也存在很大的成分不均一性。根据上述特点,由显微偏光组织照片,很容易将晶界和 晶枝界区别开来(见图3.14)。
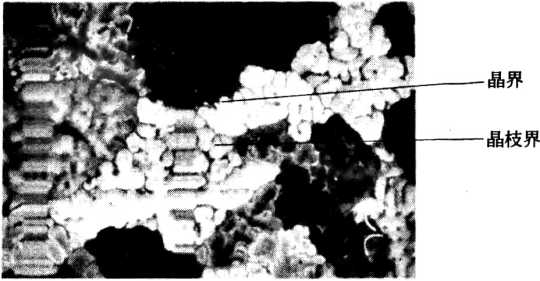
图3-14 2A14合金ψ485电磁铸锭1/2半径处显微偏光组织
3-26铝合金铸锭的典型结晶组织是怎样的,为什么会形成几个不同的晶带?
铝合金铸锭的典型结晶组织由表面细晶带、柱状晶带和锭心等轴晶带组成。三个晶带 的形成原因如下:
(1)表面细晶带。当液态金属与冷的结晶器壁接触时,表层液体产生很大过冷并形成 大量晶核,因而得到十分细小的晶粒。该区的宽度主要取决于结晶器壁的散热条件。由于
第三章熔铸基本原理 -93 •
该区的晶粒是在过冷液体中生核长大的,其结晶潜热既能从结晶器壁导出,也能向过冷的 液体中散失,故晶粒的生长是无方向性的,通常不受器壁散热方向的影响。
(2)柱状晶带。表面细晶带形成之后,随着铸锭向下运动,在结晶器壁和铸锭之间由 于铸锭表层凝固收缩而形成气隙,铸锭导热速度降低,结果使结晶前沿的过冷度明显减 小,结晶只能靠表面细晶带晶体的继续长大来进行。这时,那些一次枝晶的方向与导热方 向接近的晶体,由于具有最好的散热条件而得到优先长大并向内延伸形成柱状晶,而其他 晶体则被抑制。显然,柱状晶是铸锭表面细晶带的晶体相互竞争长大的结果。合金的凝固 温度范围愈窄、合金中有效活性杂质愈少、浇铸温度愈高、结晶前沿的浓度(成分)过冷 愈小,则愈能促进形成柱状晶。
(3)锭心等轴晶带。关于锭心等轴晶带的形成,目前尚无统一认识。但多数研究者认 为:随着柱状晶的生长,凝壳变厚,热阻增大,温度梯度下降,并在较宽的熔体范围内导 致浓度(成分)过冷,形成大量晶核。这些晶核的生长阻碍了柱状晶的继续伸长,使在锭 心形成等轴晶带。合金元素含量愈高、合金中有效活性质点愈多、铸造温度愈低、导热强 度愈小、结晶前沿晶体骨架强度愈小、铸锭敞露液面结晶的可能性愈大、熔体搅拌愈激 烈、则锭心等轴晶带愈宽。
但是,应该指出,铸锭中每一个晶带的相对宽度及晶粒大小与多种因素有关。在生产 条件下获得的铸锭不一定都有上述三个晶带,而可能只有两个或者只有一个晶带。通常, 我们可以用柱状晶体的长度、宽度和等轴晶粒的平均尺寸从数值上来评价铸锭晶体结构。 在合金和其他条件一定时,随着铸造温度的提高,柱状晶体区宽度增大;等轴晶粒尺寸随 着铸造温度的下降而减小;铸造温度恒定时,随着合金元素含量的增大,柱状晶体区减 小。
3-27什么叫铸锭的晶粒度,影响铝合金铸锭晶粒度的因素有哪些?
铸锭晶粒度指铸态晶粒的大小。对于变形铝合金而言,是指基相铝固溶体晶粒的大 小。影响铝合金铸锭晶粒度的因素很多,主要是:
(1)活性杂质的含量。在实际的连续铸造条件下,铸锭中晶核的形成总是产生于活性 杂质,而不是来源于自发形核。因此,熔体中活性杂质含量愈多,则铸锭结晶时的晶核数 量也愈多,铸锭晶粒度愈细小。但是,不同的活性杂质,形核所要求的过冷度(即杂质的 活性)是不同的。其中,TiAl3所需的生核过冷度小到接近于零,是目前为止所发现的铝合 金中最为有效的活性质点。它不仅可以减少柱状晶组织的出现和细化等轴晶粒,同时也能 影响柱状晶的横向尺寸。因此,铝合金中钛含量的多少是决定铸锭晶粒度变化的基本因 素。一般而言,凡是采用含钛量极低的原铝锭配制合金时,其铸锭易于形成柱状晶或粗大 等轴晶的组织。在工业生产中,为了得到稳定而细小的晶粒,除了少数几个有特殊要求的 合金外,都毫无例外地采用各种变质剂人工加入0. 02% ~0.1%的钛。应该指出,合金中 加钛过量也是无益的,这样会促使生成粗大的金属化合物,不仅影响制品最终性能,而且 会因聚集沉积而降低细化效果。
(2)合金成分。由成分(浓度)过冷的条件可知(见第323题),在C/R-定的条 件下,各种合金形成浓度过冷的倾向是不一样的。在铝合金中,那些能显著降低合金的液 相线温度(即血值大)、在合金中固溶量很小(即K=l)的元素,在晶体生长时富集在
• 94・
铝合金煉铸生产技术问答
相界面上,它们既能阻碍已有晶体的生长,又能形成较大的浓度过冷促进生核,还能使晶 体的分枝形成细的缩颈,易于产生晶体增殖,因而能使铸锭晶粒显著细化。显然,合金元 素的细化作用与过冷参数m(l - K)CO/K有关,在浓度Co一定的前提下,加(1 -K)/K值愈 大,则合金产生浓度过冷的倾向愈大,细化晶粒的作用愈明显。在铝合金中,铜、镁、 硅、锌、様、铁、鎳等元素都是程度不同的浓度过冷元素,因此,对于纯铝而言,它们都 具有程度不同的晶粒细化作用,且随浓度提高,细化作用也增强。在工业生产中,我们可 以看到下列现象存在:
1)高纯铝、工业纯铝锭,形成柱状晶的倾向性比较大;
2)与纯铝相比,合金锭的晶粒度比较小;
3)合金锭的晶粒度,随成分浓度的增大而减小。
在生产Al-Mg系合金和AI-CU-MgS系合金(如6A02、2A50、2A14)的铸锭时, 晶粒度分别随镁含量和铜含量的增大而细化。但是,应该指出,在实际生产条件下, 由于合金中钛杂质的突出作用,总的来讲,合金中主要组元对铸锭晶粒度的影响还是 不明显的。
(3)熔体过热温度。对于所有变形铝合金,当其他条件相同时,熔体过热温度愈高, 则铸锭形成柱状晶和粗大等轴晶的倾向愈大。熔体过热臨度对晶粒度的影响可从两方面来 说明:一是过热温度愈高,杂质的去活作用愈强,熔体中可作为非自发晶核的数目愈少; 二是熔体过热温度愈高,结晶前沿液体中的温度梯度愈陡,使形成浓度过冷的倾向缩小, 并使过冷带变窄,杂质质点在过冷带停留时间变短,因而依靠原子扩散作用使杂质质点形 成该合金亚微晶体即晶核的可能性变小,故铸锭结晶时形成柱状晶和粗大等轴晶的倾向增 大。
(4)导流方式。向液穴导入熔体的方式直接影响结晶前沿各区域的温度分布,铸锭的 晶粒大小和形状与这种温度分布相适应。显然,直接向结晶前沿处供给过热金属,便可以 在该处得到柱状晶组织。比如,将过热熔体以集中液流导入铸锭中部,便会促使铸锭中心 得到柱状晶组织,液流偏斜亦导致主要柱状晶区偏移。液流的这种影响,一是过热液流减 小了结晶前沿处的过冷,使可以作为非自发晶核的有效质点数减小;二是新的热的液流的 不断补充,使结晶前沿既不能建立浓度梯度,又使温度梯度变得很陡,因而不能产生浓度 过冷,过冷带也变得很窄,即在结晶前沿前方的液体中很难生核,故导致柱状晶甚至羽毛 晶的生成。在实际生产中,导流方式主要借助分配漏斗控制,因此漏斗的类型、大小、安 放位置、偏斜程度、沉入深度、流眼的孔数、大小和分布、堵塞情况等都将影响到铸锭的 结晶组织,应引起足够重视。
(5)熔体相对结晶面运动。铸锭结晶期间,采用搅拌或振动等方法加强液穴内熔体相 对于结晶面的运动,将有利于获得细小的等轴晶。这是因为:一方面,这种运动增强了熔 体和冷凝壳之间的热交换强度,使液穴中熔体温度降低,结晶前沿液体中温度梯度变得平 缓,过冷带变宽,因而,使成核质点的数目增加。另一方面,这种运动促使结晶面的晶体 脱落、熔断和破碎,增加了固有晶核数目,从而获得细小的等轴晶。
(6)冷却速度。冷却速度对铸锭晶粒度的影响是通过改变铸锭结晶前沿的过冷度大小 和过冷带宽度来实现的。通常冷却速度愈大,结晶前沿的过冷度也愈大,因而有效活性杂 质质点的数目愈多,使之有减小柱状结晶的趋势。但是,铸锭能否得到细等轴晶,决定的
第三章煉铸基本原理
•95,
因素还在于过冷带的宽度。冷却速度愈大,铸锭断面温度梯度亦愈大,故过冷带变窄。如 果这时过冷带虽然变窄,但对形成晶核是足够的话,则铸锭得到更为细小的等轴晶。如果 过冷带变窄的程度不能使之生核,则将促进柱状晶组织的形成。在实际生产中,冷却速度 主要取决于结晶器有效高度、铸锭横断面尺寸和冷却水压的大小。因此,这些因素也通过 改变冷却速度影响着铸锭的晶粒度和结晶组织。
(7)铸造速度。提高铸造速度使铸锭边缘等轴晶带缩小,而使锭心等轴晶带扩大,柱 状晶带的宽度则取决于等轴晶带尺寸的变化大小。这是因为随着铸造速度的提高,一方面 使铸锭径向温度梯度变陡,纵向温度梯度变缓;而另一方面,铸锭的结晶速度增大,特别 是铸锭中心区的结晶速度增大更为明显。这两个因素的联合作用,使得铸锭中心部位的过 冷带变宽,浓度过冷倾向增大,故利于锭心等轴晶带的发展。反之,铸锭边缘等轴晶带变 得窄小。但是存在着另一种极端情况,即当铸造速度十分慢时,由于液穴变浅,铸锭径向 温度梯度变缓,过冷带扩大。同时由于补充的新液流少,致使整个液穴处于过冷状态,加 之敞露液面结晶体的下沉,在这种情况下,整个铸锭将全部为细小等轴晶所占据。
在其他条件相同的情况下,通常,铸锭的晶粒愈粗大,则力学性能愈低、塑性愈差、 压力加工性能愈差。所以,在实际生产中,为了保证制品性能和加工性能的稳定,对铸锭 的晶粒度必须进行控制。变形铝合金铸锭的晶粒度在检查时都是根据五级标准图片对照评 级并确定成废的。对重要用途的铸锭,要求晶粒度较细,一般允许1级;YS 67—1993对 用于建筑型材生产的铸锭,要求晶粒度不得大于2级。
3-28什么是变质处理,变质机理是什么?
铸锭组织的不均匀性集中地影响到铸锭的性能,用于锻造、轧制和挤压的铸锭特别不 希望降低合金工艺塑性的柱状组织。通常,具有细小晶粒组织、细微的晶粒内部结构和过 剩相均匀分布的合金具有最好的铸态性能和最高的压力加工塑性。采用增大冷却速度、低 温浇注、超声波振荡铸造、电磁铸造等措施,均有利于获得上述理想组织,但这些办法均 有局限性,只有对合金采取变质处理才是调整铸锭组织的根本手段。
所谓变质处理就是在少量的专门添加剂(变质剂)的作用下改变铸态合金组织,使金 属或合金的组织分散度提高的过程。变质处理的类型很多,为了叙述方便,并结合行业实 际情况,本书将改变α(Al)初生相尺寸的处理称为细化处理,而把改变共晶相尺寸的处理 称为变质处理。
目前,有各种说明晶粒细化处理过程的理论,其中,比较著名的有晶核形成论、碳化 物论、包晶反应论、原子结构论等,但其中没有一种理论可以全面地说明这种过程。这是 因为,第一,变质处理过程很复杂,既与熔炼条件有关,也与铸造条件有关;第二,不可 控制的杂质有影响,铝合金中的某些元素的相互作用也有影响,它们增强或减弱晶粒细化 的效果。
按照晶核形成理论的观点,晶粒细化是因为存在晶核,熔体是在晶核上开始结晶的。 这些质点可能是过渡金属的碳化物、硼化物和铝化物,它们的晶格常数与铝固溶体的晶格 常数(0.404nm)相近(见表3.12)。根据该理论,作为变质剂加入的添加剂应该满足以 下要求:
• 96 ∙
铝合金爆铸生产技术问答
表3-12碳化物、硼化物及铝化物的晶格常数
|
化合物名称 |
化学符号 |
___晶格常数/nm |
晶格类型 |
熔点/t | ||
|
α |
C |
c/a | ||||
|
铝① |
Al |
0.404 |
— |
— |
面心立方 |
660 |
|
碳化钛 |
TiC |
0.432 |
— |
— |
面心立方 |
3140 |
|
碳化倍 |
ZrC |
0.469 |
— |
— |
立方 |
3175 |
|
碳化飢 |
VC(V2C3) |
0. 4182 |
— |
— |
立方 |
3160 |
|
硼化钛 |
TiB2 |
0. 3026 |
0. 3213 |
1.06 |
六方 |
2980 |
|
硼化铝 |
AlB2 |
0. 301 |
0. 326 |
1.08 |
六方 |
27∞ |
|
硼化倍 |
ZrB2 |
0.3162 |
0. 3523 |
1.114 |
六方 |
3040 |
|
硼化飢 |
VB2 |
0. 3∞1 |
0. 3061 |
1.02 |
六方 |
24∞ |
|
钛化铝 |
TiAl3 |
0. 542 |
0. 857 |
1.58 |
四方 |
1340 |
|
倍化铝 |
ZrAl3 |
0. 4013 |
1.732 |
4.316 |
四方 |
1580 |
|
磷化铝 |
AlP |
0. 545 |
— |
— |
立方 |
10∞ |
|
硅① |
Si |
0. 542 |
— |
— |
立方 |
1410 |
|
钠① |
Na |
0.422 |
— |
— |
体心立方 |
97.5 |
①铝、硅是被细化对象,钠是铝-硅合金变质剂,为方便比较,其数据一起列出。
(1)在高温下化学成分不变,在铝熔体中有足够的稳定性;
(2)添加剂的熔点应比铝的高;
(3)添加剂和铝的晶格在结构及尺寸上应相适应;
(4)与被处理的熔体原子形成强而有力的吸附键。
目前,除铝薄板和铝箔生产企业仍有采用铝-钛添加剂外,国内变形铝合金材料生产 企业普遍采用铝•钛-硼添加剂(线材或饼状)进行变质处理。另外,新开发的铝-钛-硼-稀 土变质剂和铝-钛•碳变质剂也已开始推广使用。正在开发的有铝-钛-碳-硼、铝-钛-碳■稀土、 铝•钛-碳-硼-稀土多元复合细化剂和饵剂(一种稀土元素)、航剂(据说SC是目前为止所 发现的最有效的铝合金变质剂)等。
关于共晶相的变质机理的理论也比较多,早期的有过冷理论和吸附薄膜理论,后来又 提出了硅晶体的李晶缺陷生长理论。早期的吸附理论认为,少量的变质剂加入熔融铝合金 中,它被吸附在最初形成的结晶核心上成为一层特殊的膜(这层膜中含有新生成的其他化 合物如NaSi、AlSiNa等),阻碍了硅晶体的聚集长大过程,为更多新核的形成创造了条件, 从而使共晶体得到细化。同时,这层膜也阻碍初晶硅的成长,加大了硅晶体生成时过冷的 倾向,从而使共晶转变温度降低,并使共晶点移向硅含量较高的地方,因此,共晶合金和 共晶点附近的过共晶合金在经过变质处理后,可以转变为亚共晶组织。但这个理论不能圆 满地解释后来用电镜发现的硅晶体在变质前后的形态变化(即变质前呈曲面板片状,形状 类似一颗菜花;变质后呈高度细小分枝状,形状类似一株珊瑚或水草)。季晶缺陷生长理 论认为,硅晶体为金刚石型立方晶系,理想情况下,它应按<100 >方向结晶成为八面体
第三章熔铸基本原理
• 97・
的形状(见图3∙15a),但在铸造条件 下,由于过冷和杂质等原因,在未变 质的铝-硅合金中,硅晶体都存在着不 少李晶缺陷(见图3∙15b),由两个季 晶所组成的凹谷即构成生长台阶,硅 原子在此台阶上沿口11]面堆砌所 需要的能量较小,故长得较快,最后 沿[111]面铺开长成板片状。加钠 变质后,钠一方面被吸附在生长的晶 体表面上,尤其是在李晶凹谷的生长 台阶上,阻碍硅晶体长成板片状;另
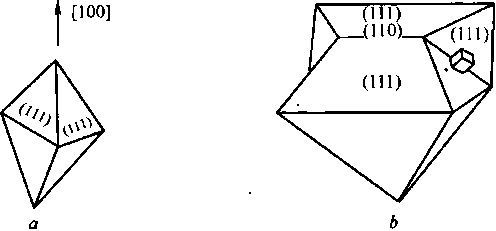
图3・15硅晶体生长方式示意图
ɑ一硅的金刚石型晶体;b-硅晶体的李晶缺 陷及沿李晶台阶生长
一方面,钠在硅晶体表面被吸附,并在随后嵌入硅的晶格内时,因钠原子半径(共价键时 为O. 154nm)比硅(共价键时为0.117nm)大,容易使硅晶体中产生原子的错排(即层 错)。这种原子错排就促使李晶面的产生,因此钠有促使硅晶体中产生李晶的倾向,加钠 后就造成硅晶体中李晶密度的增加和高次李晶的产生。正由于上述两个原因,加钠变质后 一方面抑制了硅晶体的板片状生长,另一方面又促使它长成细小分枝的水草状或珊瑚状。
稀土对共晶型铝-硅合金的变质机理,据认为是,加入的稀土减弱了 SiS、Si∙Al原子 团的结合,而加强了 AI-Al原子的结合,导致q・A1首先成核而对硅相过冷,共晶结晶时, Q-Al相作为领先相首先析出并长大,从而抑制了共晶硅的生长。
3-29在铝合金中加钛为什么能细化晶粒,采用钛作变质剂时应注意什么问题?
为了细化铝合金铸锭晶粒,常在工业纯铝和铝合金中分别加入0. 02% ~ 0.05%和 0.05% ~0∙l%的钛。在铝合金中加钛之所以能细化晶粒,是因为它为铝合金铸锭结晶提 供了大量的非自发晶核。关于这种晶核的来源,大多数研究者认为是钛的铝化物(TiAI3) 或硼化物(TiB2)或碳化物(TiC)直接作为晶核的结果(在普通原铝锭中,通常含有 10.4%的硼和IO-%的碳)。因为这些化合物的晶格常数与铝固溶体的晶格常数很相近, 且熔点很高,为铝固溶体原子的排列创造了有利条件。
实践证明,采用钛作为铝合金变质剂虽然有效,但效果往往不稳定。因为钛的变质作 用与熔炼和铸造条件有关,而且受铝合金中某些成分和非控杂质的影响较大,削弱了钛的 晶粒细化作用,特别是在铝合金连续铸轧时,细化效果有限。其中,有三个工艺因素应特 别注意:一是熔炼温度和铸造温度不能太高;二是熔炼时间和在静置炉停留的时间不能太 长;三是加入Al-Ti中间合金的时间和方式要适当。否则,钛的变质处理作用就会失效。 对上述现象,许多研究者这样解释:当合金中含钛量小于0. 12%时,合金中的TiAI3质点 是由Al-Ti中间合金中未熔的TiAI3带来的。熔炼温度和铸造温度愈高,熔炼时间和静置时 间愈长,则TiAI3质点溶解愈充分,而未溶解的TiAl3质点发生沉淀的可能性愈大,故失去 了作为结晶核心的作用。当然,在合金中加入Al-Ti中间合金的时间愈早,失效的可能性 也愈大。由于和Al-Ti・B比较,AKTi不存在TiB?的集聚问题,因此目前还有一些生产薄板 和铝箔的工厂仍在使用,并在铸造时以"接种"形式向铝熔体中连续加入。
• 98・
铝合金熔铸生产技术问答
3-30铝■钛-硼的变质机理是什么,在应用中应注意什么问题?
铝-钛-硼的变质机理是个还没有弄清楚的问题。有的研究者认为,铝-钛-硼的细化作 用是TiAl3造成的,TiB2和AlB2不参与变质处理过程。硼的添加只是促使TiAI3的生成,因 为硼使铝-钛二元合金液相线曲率急剧增大,使钛在液体铝中的溶解度减小,这样便扩大 了 TiAI3一次结晶的范围,从而使晶粒细化效果更佳。
影响铝■钛-硼中间合金细化效果、耐久性和衰减性的因素很多,因此在选用铝•钛-硼
中间合金时应重点注意下列问题:
(1)钛硼比。目前市售的所有铝-钛一硼 变质剂,其钛硼比均大于TiB2的化学计量比 2∙2,最大为50: 1,最小为3: 1。这是因为单 独的TiB2不是有效的晶粒细化剂,钛硼比例 对中间相的数量有很大影响(见图3.16)。 国内外的资料表明,在生产条件基本一致、 硼含量相同的情况下,钛含量高的,TiAI3数 量多;反之,在钛含量相同的情况下,硼含 量高的,TiB?数量多,TiAl3数量少。究竟什 么比例最佳,应视具体条件而定。在通常条 件下,5TUB效果较好。但应指出,单一的 化学组成并不能保证产品具有有效而经济的 细化作用。
(2)中间相的形态、大小、数量和均布程度。
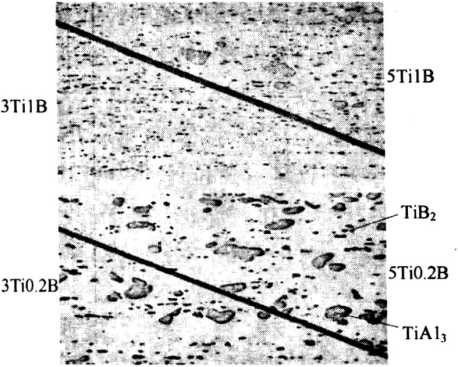
图3-16钛硼比例对中间相数量的影响
在铝-钛-硼中间合金中有"块状”、“花
瓣状"和“板状”三种不同形态的TiAI3质点,不同形态的TiAI3把不同的结晶面暴露在液 相中,但仍保持着严格的TiAI3化学计量比。块状的颗粒有几个晶面面向液相,增加了成 核的统计机会,但块状铝化物溶解更快,因此随时间延长,其效能降低。在快速反应型铝 -钛-硼变质剂中所含块状TiAI3晶体占据绝对优势。在质量上乘的铝-钛-硼中间合金中, TiB?颗粒的平均尺寸约为0∙8FIm,其中尺寸小于Iwn的约占90%,块状TiAl3质点的典型 尺寸,对于5TilB,最大为80Pn, 一般在10 ~65μιm之间,对于3TilB,最大为60μjn,它 们在铝基体上的分布是均匀的。TiAI3颗粒的大小对细化效果有明显影响,因为在向金属流 中加入添加剂时,TiB?质点是不可溶的,而TiAI3则是可溶的,它会在流槽的流动金属中迅 速溶解。板状的铝化物只有一个晶面面向液相,当有块状颗粒存在时,就会有效的限制其 直接成核作用的潜能。应该指出的是,TiAI3的形态取决于制造时的工艺参数,其中主要的 是合金化熔炼时的反应速度和反应温度。而中间相的形态则是决定变质剂质量的主要因 素。
(3)被处理的合金种类及铸造条件。当被处理的合金种类及铸造条件不同时,会有不 同的晶粒细化效果。为此,应根据试验结果调整细化剂的加入量,以期得到比较理想的细 化效果。一般对于普通等级的纯铝如HOO合金以及含有镁、硅、猛、铁元素的合金,细 化比较容易,当采用5TilB或3TilB以线状形式进行变质处理时,钛的添加量只要 0.0025% ~0.005%即可;而对于等级较高的纯铝以及含倍和馅的合金,则细化难度大得
第三章熔铸基本原理
• 99・
多,加入的量也要大得多。通常,轧制板锭截 面大,凝固速率低,细化比较困难,加入量应 相应增大;连续铸轧板坯,虽然截面小,但凝 固速度高,温度梯度大,过冷带很窄,为了得 到良好的细化效果,也为了防止边裂,也应提 高添加剂的用量(一般控制在0∙015% ~ 0. 025%Ti)o对于挤压圆锭,由于截面较小, 凝固速度较高,细化比较容易,添加量可以少 些。几种线状变质剂在不同条件下的晶粒细化 效果见图3.17~图3.19。
目前,市售铝-钛-硼变质剂种类很多,按 生产方法,可以分成合金化产品和粉末加压成 形产品两类;按化学成分,可以分成标准型、
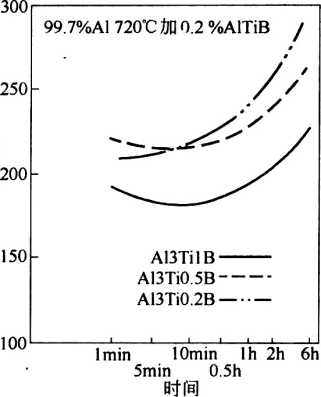
图3.17细化剂对1070合金晶粒度的影响
低硼型和低钛型三类;按供应形状,可以分成线状、锭状和饼状三种;按响应时间,可以 分成快速反应型和慢速反应型两种。
^ooo 0 5 0 5
3 2 2 1
Em力叱絮噜
720℃加 A15TilB 合金, 添加 0.01%Ti
50Oo
2 2
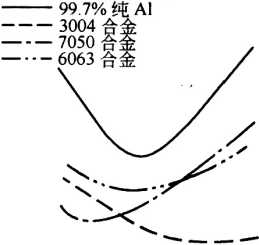
O O 5 5
1 2
■力叱紮噂
O O
O 5
2 1
Imin IOmin Ih 2h 6h 5min 0.5h 时间
图3-18 5TilB对不同合金晶粒度的影响
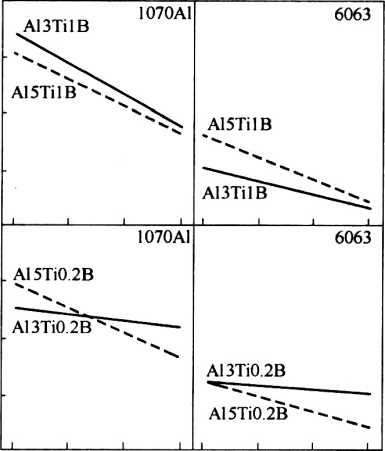
0.05 0.10 0.15 0.200.05 0.10 0.15 0.20
添加量/%
图3-19不同细化剂对1070和6063细化效果的比较
3-31铝-钛-碳变质剂的细化效果如何,细化机理是什么?
自20世纪80年代以来,世界各国广泛采用铝■钛■硼变质剂作为变形铝合金的晶粒细 化剂,取得了极大的成功。但TiB2粒子的集聚问题,导致箔材针孔、断裂,光亮和阳极氧 化薄板出现条状缺陷,印刷用板出现表面缺陷及含倍、倍的合金使TiB2中毒而失去细化作 用等仍未彻底解决。为了避免这些缺陷,人们开发了铝-钛-碳晶粒细化剂。已经证明,铝-钛■碳晶粒细化剂较少存在与TiB?相似的缺陷,TiC粒子的集聚倾向小,并对错和婚中毒有 免疫力,是最具潜力的铝用变质剂。
• IOO ・
铝合金熔铸生产技术问答
国内部分高校、科研机构和生产企业对铝•钛-碳变质剂的生产和使用效果进行过深 人研究。华北某铝材厂采用从美国SMC公司进口的线状A1∙3TU). 15C晶粒细化剂,对 203. 845t用于PS版和空调箔生产的1060、1235和8011三种合金的铸轧板进行过工业 规模的细化试验,细化剂加入量为2∙13~2.52kg/t (铝),加入温度为708 ~722cC,试 验结果晶粒度全部为1级,而且比1级更细小更均匀。与此同时,采用Al∙5Ti∙lB丝细 化的同合金同规格坯料,晶粒度虽然也能达到1级,但晶粒较长。某高等院校对Al-Ti-C的变质效果和抗衰减能力进行了研究,发现添加量小于0.l%时,铸态组织中仍有少 量柱状晶,平均晶粒尺寸在300Nm以上。当添加量大于0.15%时,柱状晶完全消失, 晶粒显著细化,平均晶粒尺寸为195Nm。他们认为,最佳添加量为0∙15% ~0.'25%, 当大于0.3%时,虽然晶粒尺寸仍然较小,但均匀性开始下降,晶界处出现明显的元素 偏集,且合金在后续的加工中易出现毛刺或裂纹。Al∙Ti∙C变质剂的抗衰减能力明显好 于 Al-Ti-B 和 Al-Ti-B-RE0
关于铝•钛-碳变质剂的细化机理目前仍有争论。按照晶核形成理论,碳化钛的晶格常 数最接近于铝固溶体的晶格常数。一般认为,在被它细化的合金组织中,结晶核心是一些 成分不一致的TiXC二元化合物单个粒子或粒子簇(也有人认为只有质点团才能充当晶核, 因为单个质点表面曲率大,形核能力小),其尺寸小于INm。在铸锭凝固过程中,TLC粒 子对α-Al基体具有良好的细化形核能力,而且在适当细化温度下,Ti,C在铝液中能够稳 定存在,这是铝-钛-碳变质剂抗衰减能力优于其他变质剂的原因。但也有研究认为,TiC 有助于Al3Ti形核而Q(AI)又包在Al3Ti外面,即TiC不直接对Q(AI)成核。
目前,市售AI-Ti・C变质剂的化学成分大致为:Ti 3%〜5%; C0.03%~0∙3%; Fe≤ 0. 35%; Si≤0. 30%;其余杂质不大于0.1%;余量为A1。
3-32铝-钛-硼-稀土变质剂的细化效果如何,细化机理是什么?
铝-钛-硼-稀土变质剂是在铝-钛-硼变质剂基础上由我国科技人员针对国内富产稀土 的特点开发出的一个新品种。生产实际表明,铝-钛-硼-稀土变质剂的变质效果优于不含 稀土的铝-钛-硼变质剂(见表3-13)。将铝-钛-硼-稀土变质剂用于铝板、电工铝杆和 6063铝合金型材的生产中,在大大提高产品质量和成品率的同时,还能减小铝板的针 孔率、提高铝板的深冲性能,降低电工铝杆的电阻率,提高铝型材的挤压性能和氧化膜 的耐蚀性。
表3.13铝-钛-硼变质剂和铝-钛-硼-稀土变质剂变质效果的比较
|
比较项目 |
变质剂种类 |
各视场测试平均值/μm |
平均值/ μm | |||||
|
1 |
2 |
3 |
4 |
5 |
6 | |||
|
晶粒直径 |
Al-Ti-B |
160.3 |
170.9 |
187.2 |
160.8 |
183. 1 |
166.3 |
171.4 |
|
/ μm |
Al-Ti-B-Re |
122. 1 |
134.9 |
142.4 |
160.5 |
139.3 |
136.8 |
139.3 |
|
枝晶间距 ∕μm |
未加变质剂 |
63.8 |
72.9 |
68.0 |
53.7 |
56.7 |
60.0 |
62.5 |
|
Al-Ti-B |
60. 1 |
56.7 |
68.3 |
51.6 |
44.5 |
63.8 |
57.5 | |
|
Al-Ti-B-Re |
40.8 |
30.6 |
56.7 |
46.3 |
.36.9 |
42.5 |
42.3 | |
第三章熔铸基本原理
• IOl •
据认为铝-钛-硼-稀土变质剂的良好作用是稀土带来的,因为稀土是表面活性物质,容 易在晶界和相界面上吸附偏聚,填补界面上的缺陷,从而阻碍TiAl3和TiBz晶体的生长, 起到细化TiAl3和TiB2的作用,还能使TiB?在熔体中不易聚集和沉淀(见图3-20和表 3-14),从而增加了有效变质晶核数,提高了晶粒细化效果,并消除或减轻了 TiB2粒子的 沉淀和集聚现象;此外,含稀土的铝钛硼变质剂还能球化含铁、硅的金属化合物相,改善 封孔质量,提高氧化膜的耐蚀性1
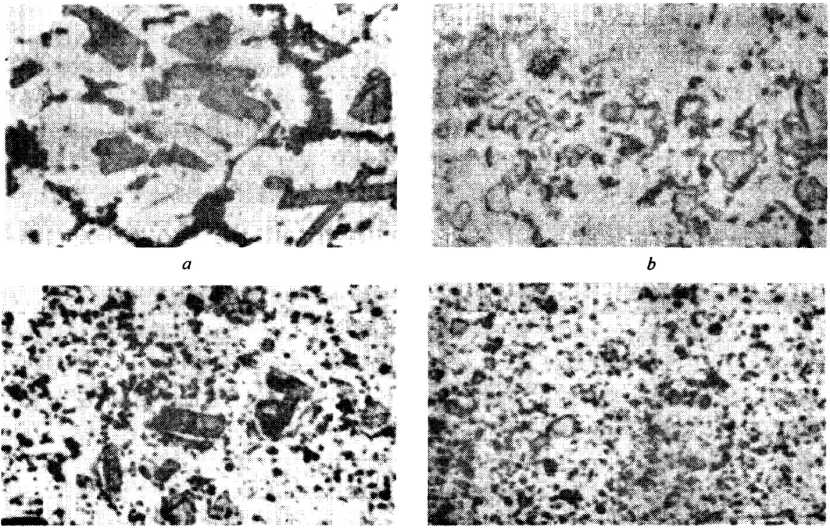
图3-20铝■钛-硼变质剂和铝-钛-硼-稀土变质剂显微组织比较x250 a—锭状 Al-5Ti-B; 6—^状 Al-5Ti-B-RE; c—杆状 Al-3Ti-B ; d—杆状 Al-3Ti-B-RE
表3-14铝-钛-硼变质剂和铝-钛-硼-稀土变质剂显微组织特征的比较
|
变质剂种类 |
TiAI3相形态、分布、大小 |
TiB2相形态、分布、大小 |
|
锭状 Al-5Ti-B |
呈块状、针状混合状态,有局部堆积,尺 寸 40 ~ 65 μm |
呈网状集聚分布,单个尺寸不易分开测定一 |
|
锭状 Al-5Ti-B-RE |
呈不规则块状弥散分布,基本无针状形态 存在,尺寸20 ~ 40μjn |
呈小颗粒、小团块分散性分布,大部分尺 寸不大于3μjn,少数小团块尺寸4 ~8μ<m |
|
杆状 Al-3Ti-B |
呈块状弥散分布,尺寸一般为20~40μjn |
呈小颗粒弥散分布,大多数尺寸小于3陽m, 有个别小团块尺寸为4 ~6μjn |
|
杆状 Al-3Ti-B-RE |
呈块状弥散分布,尺寸一般为20~40μjn |
呈细小质点均匀弥撒分布,尺寸基本上不 大于3μ<m |
3-33 4x X X合金的变质处理具有什么特点,应注意哪些问题?
68/T3190收录的4x X X系合金即铝-硅系合金有亚共晶型和共晶型合金两类。亚共 晶型合金的基本组织组成是Q-Al初晶和(a∙Al+Si)共晶;共晶型合金的基本组织组成就 是(wAl + Si)共晶,但在实际生产条件下也往往出现孤立的呈多角形大块状的初晶硅
• 102 ∙
铝合金熔铸生产技术问答
(见图3.21)。
由此可见,4 X X X合金的变质处理要同 时细化Q-Al初晶和(q-A1+ Si)共晶或同时细 化初晶硅和(α-Al+Si)共晶。这就是不同于 其他变形铝合金的地方。对α-Al初晶的细化 处理见3.28 ~3-31题,对共晶硅的变质处理见 表3.15,磷是初晶硅的主要变质剂,其作用机 理是,磷在铝液中形成AlP化合物,它在凝固 时作为初晶硅的外来核心而使其细化。硅含量 和磷含量对初晶硅尺寸大小的影响见图3-22o 采用磷对初晶硅进行变质处理时,应注意下面 几个问题:
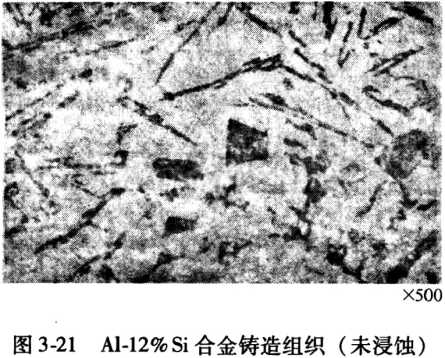
(1)共存元素的影响。当合金中钙的含量大于0∙ 03%时,磷会失去对初晶硅的细化 能力,钠对磷的细化作用也有同样影响。
|
_____________. 表3-15共晶硅变质处理特点__________________ | ||||
|
变质剂 |
钠盐处理 |
铝锦中间合金 |
铝锌中间合金 |
铝稀土中间合金 |
|
变质对象 |
共晶硅 |
共晶硅 |
共晶硅 |
铝初晶相、共晶硅 |
|
变质效果 |
好 |
好 |
较好 |
较好 |
|
潜伏期(孕育期)/h |
0 |
约1 |
0 |
0 |
|
元素加入量/% |
0. 015 ~0.02 (残留量) |
0.02 ~0.06 |
0. 10 |
0.4~0.45 |
|
吸收率/% |
约10 |
约70 |
不高 |
70-90 |
|
衰退期(或有效期)/h |
≤1 |
6-7 |
>1∞ |
5 ~7 |
|
重熔再现性 |
无 |
好 |
好 |
好 |
|
与其他元素相容性 |
磷、锌有不良影响 |
见表注 |
与钠德互相抵消 |
见表注 |
|
环保性 |
NaF有毒,腐蚀设备 |
无毒无烟 |
无污染 |
无污染 |
|
吸气性 |
熔体增氢 |
熔体增氢严重 |
— |
有除气作用 |
|
•其他 |
合金中残钠量不易 控制,金属的损失较 大,变质处理后精炼 会降低变质效果 |
无变质现象,成本 高,变质处理后不能 用氯或氯化物精炼 |
变质效果对冷却速 度敏感,炉料不能与 经过钠德变质的混 用,不能用钠盐精炼 |
镁对稀土变质有 激化作用 |
注:1.锻与锌、钙、他会形成化合物,从而减少有效鑑含量。
2.鑑与钛发生交互作用,导致有效锦含量降低。
3.鑑与其他变质元素作用的许多试验数据相互矛盾:(1)大多数试验者认为磷对锦的变质效果有强烈干扰 作用,但王泽华等人采用先加人德变质剂,后加入磷变质剂的方法,对过共晶铝-硅合金进行变质处理, 具有很好的效果(特种铸造及有色金属,2∞5, 25 (4): 241 -243)o (2)大多数试验者认为锦与钠可 以复合变质,相互弥补,但LU. L等人研究发现,在亚共晶铝-硅合金中复合加入锦和钠,可导致两种变 质剂更快失效(MateriaISSCienCeandEngineeringo 2005 , A399: 244 ~253)。(3)有的研究认为稀土会 削弱德的变质效果(特种铸造及有色金属,1995 (2): 6~8),但马自力研制的"Al-Sr-Re”复合变质 剂对共晶型铝-硅合金的变质效果很好(稀有金属,2001, 25 (1): 60~63);赵品等人采用"Ce + Sr" 复合变质剂对过共晶铝-硅合金有细化初晶硅和共晶硅的双重作用,未发现相互抵消作用(中国稀土学 报,2002, 12 (20)增刊:133 ~ 136)。
第三章熔铸基本原理
• 103 ・
(2)磷的加入方式和添加量。采用磷盐加 入时,效果不稳定,磷的吸收率较低,一般采 用Al-P或Cu-P中间合金的形式加入较好,为 使初晶硅的粒度达到30 ~40μm的程度,合金 中磷的含量应不低于0. 015% 0
(3)浇铸条件。浇铸温度不应低于 760七,磷加入后的熔体保温时间应尽可能短 -b些。
这里,应该指出,有些工厂对于亚共晶型 4× X X系合金,一般只进行晶粒细化处理, 而不做变质处理。这是因为一方面作为变形铝 合金,由于连续铸造时冷却速度一般较大,而 且,金属在下一步还要经受各种形式的冷热加
O O 2 8 ∈i⅛^n
40
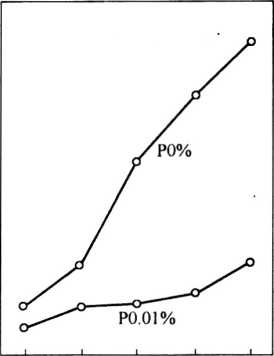
V 12 14 16 18 20
w(Si)∕%
图3-22磷和硅含量对初晶硅大小的影响
工处理,结晶和变形组织能满足产品性能要求;另一方面在采用钠或德处理时,反而可能 造成气体缺陷。.与此相仿,有些工厂对于共晶型合金,往往不单独对初晶硅进行变质处 理,而仅仅对(a∙Al + Si)共晶进行变质处理(有采用铝-德中间合金的,也有采用稀土 的)。这可能是因为工艺因素掌控比较好,加之对初晶硅大小的要求比较宽松(不大于 80μm),还可能是不明复合变质的结果,使得在不单独对初晶硅进行变质处理的情况下也 能满足技术要求的缘故。西南某厂在生产4032φ630mm铸锭时,只采用铝•钛-硼中间合金 和铝-德中间合金做变质处理后,最大初晶硅线尺寸小于30Nm。
第三节铝合金的铸造性能
3-34什么是铝合金的铸造性能,铝合金的成分和组织对铸造性能的影响具有什么规律性?
铝合金在铸造过程中的行为取决于它的物理化学性质(液相线和固相线温度、比热 容、导热性、气体的溶解度等)和专门的铸造性能。合金的铸造性能,即合金在铸造过程 中的工艺性能,通常指合金在铸造生产过程中所表现的液态金属的流动性、收缩现象、形 成铸造裂纹的倾向性、区域偏析的倾向性等。像所有工艺性能一样,铸造性能取决于合金 的物理化学性能和力学性能的综合。前苏联A.A.博奇瓦尔院士最详细地研究过成分和组 织对铝合金铸造性能影响的规律性,图3・23是根据这些研究结果绘制出的铝合金最具代 表性的二元共晶系合金铸造性能与成分关系的示意图。表3-16列出变形铝合金的典型热 物理性能。
3-35什么叫液态金属的流动性,影响因素有哪些,它与铸锭生产有何关系?
液态金属的流动性是指金属液充填铸型的能力。连续铸造时,所谓流动性主要指液态 金属本身的流动能力。在讨论流动性时,常将合金液在凝固过程中停止其流动的温度称为 零流动性温度;将合金加热至零流动性温度以上同一过热度时的流动性称为真正流动性; 而在同一铸造温度下的流动性称为实际流动性。
• 104 ・
铝合金熔铸生产技术问答
表346变形铝合金典型热物理性能
|
合金 |
密度-/g ∙ cm-3 |
熔化温度范围 /七 |
平均线膨胀系数① ∕μm ∙ m-1 ∙ K-1 |
质量热容 /J ∙ kg'1 ∙ KT |
纯铝的某些物理常数 |
|
1060 |
2. 705 |
645 ~655 |
23.6 |
900 |
熔点:660. 2T 熔化潜热:396kJ/kg 表面张力:720~800t 时,0. 52N∕m 黏度:720七时,2∙3xl0-3pa∙s 800七时,1.4xl0-3pa ∙ s 体收缩率:20~ 660cC 时,5.612% 660,t (液-固)时,7. 109% 900~660P时,2.765% 密度(Jen?): 20七时,2.699 660cC (固)时,2.55 6603C (液)时,2.3 6 8 700P 时,2. 357 750七时,2.345 |
|
11∞ |
2.710 |
643 ~657 |
23.6 |
914 | |
|
2017 |
2. 790 |
510~640 |
23.6 |
879 | |
|
2024 |
2. 780 |
502 ~638 |
23.2 |
875 | |
|
3∞3 |
2. 730 |
643 ~654 |
23.2 |
893 | |
|
3004 |
2. 720 |
629 ~654 |
23.2 |
893 | |
|
4032 |
~2. 680 |
532 ~571 |
19.5 |
864 | |
|
4043 |
2.690 |
575 ~630 |
22.0 |
— | |
|
5052 |
2. 680 |
607 ~649 |
23.8 |
9∞ | |
|
5056 |
2.640 |
568 ~638 |
24. 1 |
904 | |
|
6061 |
2. 7∞ |
580 ~658 |
23. 6 |
896 | |
|
6063 |
2. 700 |
615 ~655 |
23.4 |
9∞ | |
|
7∞5 |
2. 770 |
604 ~643 |
23. 1 |
875 | |
|
7075 |
2.810 |
477 ~635 |
23.6 |
960 |
①在20 ~ IOOt范围内的平均线膨胀系数。
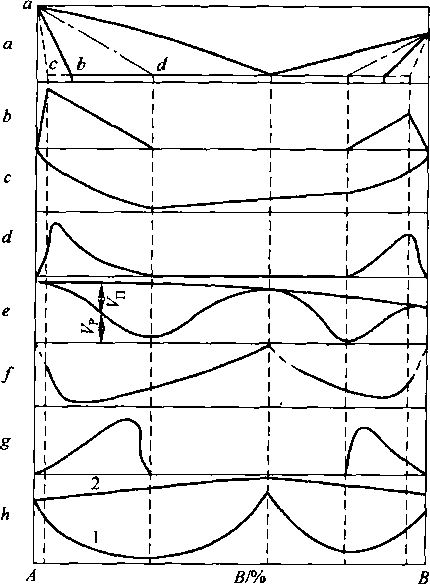
图3-23二元共晶系合金铸造性能与成分关系示意图
α-二元共晶状态图(Qb-平衡固相线;*-不平衡固相线;〃一线收缩开始温度线); ^~有效结晶区间和线收缩;c-完全线收缩;d-热脆性;e—缩孔体积(VP) 和疏松体积(K);尸-气密性;g一区域偏析和浮出物倾向;
A一液流性(I一在液相线以上过热一定温度时的液流性;
2—在固定温度浇铸时的液流性)
第三章爆铸基本原理
• 105 •
在连续铸造条件下,合金的流动性主要与合金的性质及铸造条件有关。凡是促使合金 保持液态时间长,流动阻力小的因素,都将提高其流动性。合金本身的性质特别是热物理 性质和结晶特性是决定流动性的内因。一般的规律是:合金的结晶潜热越小、比热容越 小、热导率越大、结晶温度范围越宽、树枝状初晶分叉越厉害,则液态金属的流动阻力越 大,流动性越差。对于纯铝及具有共晶成分的4A17合金,由于是在固定温度下结晶,已 凝固的结晶前沿从铸锭表层逐渐向中心推进,与尚未结晶的液体之间界面分明,且结晶前 沿比较平滑,对流体的流动阻力小,因而具有较好的流动性。对于具有较宽结晶温度范围 的合金,由于在铸锭断面上存在着固液混杂的两相区,且枝晶比较发达,金属流动阻力较 大,因而流动性较差。另外,金属液的黏度越大、表面张力越大(在结晶器材料不被液态 金属润湿的条件下)、铸造温度越低、金属压头越小,则流动性越差。结晶器材质的导热 系数越小,冷却能力就越差,则金属液填充结晶器的能力越好。
连续铸造时,合金液的流动性愈好,则铸锭在凝固期间产生的缩孔更容易得到补缩, 铸锭在凝固末期因收缩受阻而产生的热裂纹也更容易得到及时的焊合,铸锭表面形成冷隔 的倾向性也更小,对于气体和杂质的上浮也有好处。因此,铸造过程中,合金液的流动性 好坏对于获得致密优质的铸锭具有很重要的作用。
3-36什么叫偏析,铝合金铸锭内常见的偏析有哪几种?
在一根铸锭的不同部位取样进行化学分析,发现各点的成分都不相同,各点的成分与 铝液的原始成分也不一样。铸锭内这种各部分化学成分不均匀的现象以及形成这种不均匀 性的过程叫做偏析。
连续铸造的铝合金铸锭内,常见的偏析有枝晶偏析、区域偏析和局部偏析。实际生 产中,由于合金元素在熔炼时溶解不充分或搅拌不充分或烧损,也可以造成沿铸锭高度 方向上的化学成分的差别。局部偏析是指铸锭内宏观体积上某些地方化学成分的偶然不 均匀性。铝合金连续铸锭内的局部偏析主要是由于光亮晶粒和金属化合物的偶然堆积造 成的。
枝晶偏析是属于一个晶粒范围内的显微偏析,又叫晶内偏析。在实际铸造条件下所得 到的固溶体中,每一个树枝晶内各部分的化学 成分都是不均匀的。通常,铝合金铸锭内的晶 内偏析具有如下特点:第一,在浓度分布上, 平衡分配系数KWl的合金元素,如镁、铜、 锌、硅、住、铁、保等倾向于在晶界和枝晶界 集中;而KNl的合金元素,如倍、钛、帆、 错等倾向于在枝晶网格内集中(见图3-24和 表3-17)。第二,在铸态显微组织上,固溶体 呈树枝状,由于晶内组元浓度不一,侵蚀后呈 现深浅不同的颜色,并显示出水波纹状的“年
%∕(uz)s
ssɪ idɪ
轮”生长线,在晶界和枝晶界,低熔点相增多 距离
或出现了平衡图中所没有的不平衡剩余相组成 图3∙24 Al-5%Zn-L2%Mg-0. 15%Cr合金 物(图3-25)。 铸态组织中成分沿枝晶截面的分布
• 106 ∙
铝合金熔铸生产技术问答
表3-17 Al-4%Cu合金的晶内偏析对其显微硬度和铜元素分布的影响
|
项目 |
部位 |
连续铸锭 |
__模铸铸賛__ | ||
|
外部区域 |
中间区域 |
外部区域 |
中间区域 | ||
|
显微硬度 /N ∙ mm ^2 |
枝晶外部 |
65 |
92 |
81 |
72 |
|
枝晶内部 |
37 |
65 |
55 |
44 | |
|
铜含量/% |
. 枝晶外部 |
2. 88 |
4.65 |
3.94 |
2.27 |
|
枝晶内部 |
0. 85 |
2. 87 |
2. 24 |
1.42 | |
区域偏析是指易熔组分在铸锭横截面上有规律性的不均匀分布。根据易熔组分在 铸锭横截面上富集的部位,区域偏析可分为正偏析、反偏析、中间偏析三种类型。铸 锭中心部分富集易熔组分的区域偏析称正偏析;铸锭周边层富集易熔组分的区域偏析 称反偏析;易熔组分主要富集在铸锭中心和周边层之间的中间区域时,这种偏析称中 间偏析。在连续铸造的铝合金铸锭内,区域偏析主要表现为易熔组分的反偏析,即 铜、镁、锌、硅的含量从铸锭边缘向中心不断下降(见图3.26)。

4.2
4.0
3.8
4.2
4.0
3.8
4.0
3.8
3.6
3.4
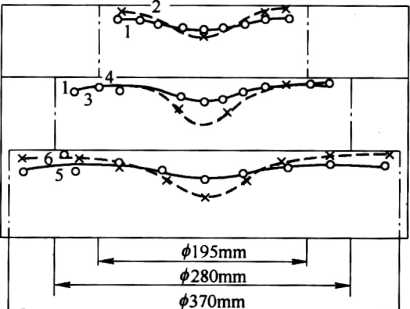
图3-25 1050合金半连续铸锭中的 晶内偏析(140 X )
图3.26 2A11合金圆铸锭内铜含量沿横截面的分布 铸造速度(m/h): 1—4.2; 2—11.3; 3—5.4; 4—7.7; 5—3.6; 6—5.3
3-37晶内偏析是怎样形成的,影响因素有哪些?
晶内偏析是由于溶质重新分配和不平衡结晶引起的。图3-27可以说明成分为G)的固 溶体合金晶内偏析的形成过程。
成分为α的铝合金熔体,当温度降至一时,首先析出成分为G的晶体;当温度降 至G时,晶体外围新结晶出成分为C2的晶体,但在实际铸造条件下,由于冷却速度很 快,溶质原子在晶体内的扩散速度与结晶速度相比可以忽略不计,此时,晶体中心的成 分仍为G,这样晶体的中心与外缘就产生了成分差异,而整个晶体的平均成分既不是 G,也不是e2,而是G。同理,当温度降至%时,固溶体晶体的外缘成分为e3 (即合 金熔体原始成分C。),但整个晶体的平均成分却是G ,因此,该合金的结晶过程尚未结 束。当温度降至%时,晶体外围的成分为C,整个晶体的平均成分为c'4,虽然还没有 达到仇,但由于此时液相的平均成分已达到共晶成分Ce,合金以共晶结晶而告终,此
第三章熔铸基本原理
• 107 ・
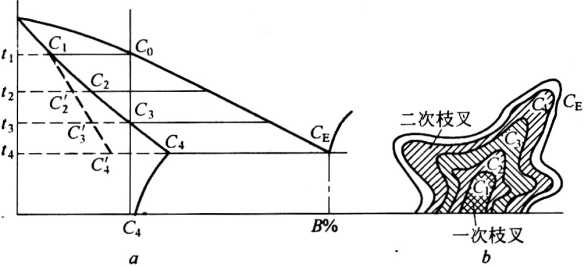
图3-27晶内偏析形成过程示意图
Q一不平衡结晶示意图;6一树枝晶横截面溶质等浓度线
时,在晶界和枝晶界形成了一层不平衡过剩相组成物。上述过程是工业变形铝合金的典
型结晶过程。
由晶内偏析的形成过程可知,晶内偏析的产生必须具备两个条件:一是合金具有结晶 温度间隔,二是结晶过程中溶质原子在晶体中的扩散速度小于晶体生长速度。
影响固溶体晶内偏析的主要因素有:合金元素在铝中的分配系数,合金元素在固相和 液相中的扩散系数;合金的结晶速度。
相图中反映合金元素分配系数大小的液相线和固相线间的水平距离愈大?或者说,当 K<l时,合金元素分配系数愈小;当κ>l时,合金元素的分配系数愈大,` 则合金结晶 时,成分分离的现象愈严重,形成晶内偏析的倾向愈大。
合金元素在固溶体中的扩散系数愈小,形成晶内偏析的倾向愈大;反之,合金元
素在液体中的扩散系数愈小,则结晶 界面上固溶体的平衡浓度愈高,晶内 偏析程度愈小。
冷却速度对固溶体晶内偏析的影 响如图3・28所示。在其他条件相同时, 冷却速度增大,则结晶速度提高;固 相内的浓度梯度愈大,其结晶完成温 度愈低,晶内偏析愈严重。但当冷却 速度进一步增大时,一方面由于树管 晶晶枝细化,使显微偏析范围变小;• 另一方面不仅使晶内扩散受到控制, 而且使液相内的扩散也受到控制,因 而使晶内偏析程度降低。
熔体过热温度愈高,液相中合金 元素的扩散能力愈大,则晶内偏析程 度愈加增大,整个固溶体一次晶中合 金元素的总含量提高,不平衡共晶残 余物的数量相应减少。
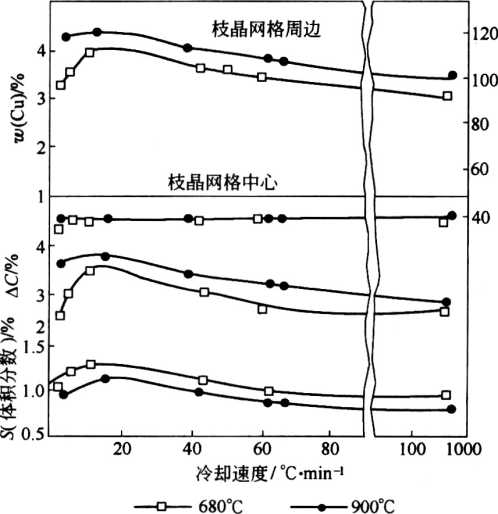
图3-28冷却速度对Al-2%Cu合金晶内偏析 程度AC、共晶数量S%、枝晶网格中心及 周边层合金元素浓度的影响
• 108 ・
铝合金熔铸生产技术问答
3-38铝合金铸锭内的反偏析是怎样形成的,影响因素有哪些?
产生反偏析的必要条件是合金结晶时的成分分离,即溶质再分配。成分分离的结果, 使均一的熔体在微观体积内分成不同成分的固相和液相,这样,就为宏观体积内产生成分 不均一性创造了条件。产生反偏析的充分条件是使一定量的富集有易熔组分的液相或贫乏 易熔组分的固相彼此在宏观距离内移动。因此,反偏析的形成过程实质上就是铸锭内一定 量的液相或固相在宏观距离内移动的过程。
关于铝合金铸锭内反偏析的形成机理,目前存在着多种说法或理论。但多数研究者认 为,铝合金铸锭内反偏析的形成,是富有低熔点成分的母液在压力差的作用下,在结晶骨 架内向铸锭周边层迁移的结果。造成压力差的原因:一是母液由液态转变成固态时发生体 积收缩,在结晶骨架内造成真空,形成负压,使含易熔组分的母液由次后凝固的区域向先 前凝固的区域移动;二是具有敞露液面的铸锭结晶时,液穴内各不同水平位置上具有不同 的金属静压力;三是晶间孔道及微细裂纹处的毛细力。
铸锭内反偏析的大小通常用偏析发展的程度(即铸锭外缘和中心成分的最大差别)和 偏析发展的区域(即偏析成分含量下降的区域)两个指标来衡量。铝合金连续铸锭内反偏 析发展的程度主要取决于过渡带的形状和尺寸。在结晶前沿倾斜度较大的情况下,如果过 渡带较窄,则反偏析程度较大,而偏析区域较小,仅限于铸锭中心区;如果过渡带较宽, 则偏析成分的含量从铸锭边缘向中心均匀下降。在结晶前沿倾斜度较小的情况下,反偏析 程度表现微小。"
从反偏析的形成机理出发,根据上述总的原则,可知影响铝合金连续铸锭内反偏析的 因素有:
(1)合金性质。合金的结晶温度范围愈宽,组元分配系数愈小,则结晶前沿浓度梯度 愈大,母液中富集组元愈多,反偏析程度愈大。所以,变形铝合金铸锭中,通常铜的反偏 析程度较大,镁次之,而锦实际上看不到反偏析。此外,合金凝固时的体收缩系数大,晶 间形成的毛细孔道也大,有利于增大反偏析程度。
(2)铸造速度。提高铸造速度,使液穴变深,结晶前沿变陡,反偏析程度及偏析发展 区域均直线增加。
(3)铸锭断面大小。随铸锭断面增大,过渡带尺寸变宽,反偏析程度及偏析发展区域 均增大。
(4)结晶器有效高度。提高结晶器的有效高度,将使偏析范围扩大,但可能使偏析程 度减小。不用水冷却的连续铸造,会使反偏析的程度普遍增大。
(5)液流导入条件。往液穴中不均匀导流使成分沿铸锭截面的分布发生局部畸变。在 向结晶面供给金属流的地方,过渡带出现凹坑,且结晶骨架内的母液不断被冲刷出来,因 而偏析成分大为降低。
(6)含气量。含气量较高时,气体的析出有可能在结晶骨架内形成剩余反压力,从而 减轻反偏析的程度。
(7)铸造温度。提高铸造温度,有利于缩小铝基固溶体树枝晶的生成区域,从而减轻
反偏析的程度。
第三章熔铸基本原理
• 109 ・
3-39什么叫收缩,它与铸锭生产有何关系?
金属从液态到固态的冷却过程中,体积都要发生变化。对于铝合金而言,从铸造温度 到常温,不管中途体积如何变化,最后体积总是缩小,这一现象称为收缩。产生收缩的基 本原因是金属温度下降和状态发生变化时,空穴数量减少、原子间距缩短,因而体积缩 小。金属的收缩如果以其体积改变量来表示,则称为体收缩。金属在凝固阶段及随后的冷 却阶段所产生的沿水平方向的线尺寸的改变量,称为线收缩。通常,金属的液态收缩不会 造成铸锭沿水平方向线尺寸的缩短。因此,对于在固定温度下结晶的合金,其线收缩是在 金属完全凝固以后才开始的。对具有一定结晶温度范围的合金,其线收缩则是在结晶温度 范围内的某一温度开始的。即在这一温度之上,合金虽然已开始结晶,但结晶体还比较 少,不能形成连续而坚固的骨架,这时主要还是呈现液态物质的性质,即高的流动性。但 在这一温度之下,结晶体彼此相连构成了连续而坚固的能承受收缩力的骨架,这时合金则 主要具有固态物质的性质即能保持原来的形状,合金的线收缩即从这一温度开始发展,我 们把这个温度称为线收缩开始温度。显然,合金的线收缩开始温度,也就是铸锭内形成结 晶骨架所必需的固相临界量,取决于晶粒的大小、形状和树枝晶的分叉程度。通常,晶粒 愈细小,分枝愈少,则线收缩开始温度愈低。
在直接水冷半连续铸造的实际条件下,铝合金铸锭的实际线收缩率通常要比铝合金的 自由线收缩率大得多。这是由于铸锭内层和外层的冷却速度和收缩过程不一致,内层最后 收缩时,使铸锭外层受到弹性和塑性压缩,产生附加收缩的结果。在正常条件下,铸锭的 线收缩率随铸造速度的提高、铸锭直径的增大、结晶器有效高度的降低而增大。铸锭底部 和浇口部的线收缩率与合金的自由线收缩率接近(见表3-18、表3.19、图3-29α~d)。而 扁铸锭沿横截面的各部分的收缩率也是不一样的(见图3.30)。
6 2 8 4
Z 2 LL
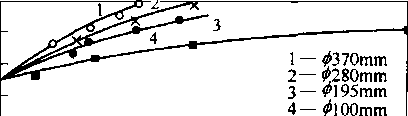
8 3 8 ZZL %/济媒嘗照
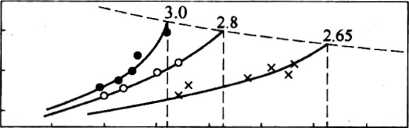
0 3 6 9 12 15 18
铸造速度/m∙hT
0 1 2 3 4 5 6 7
结晶速度/m∙h-| b
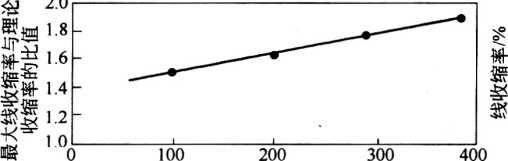
2.90
2.55
2.20 1.85 1.50
1.15
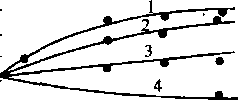
1 一结晶器高IOOmm 2一结晶器高25Omm 结晶器高500mm 4-结晶器高500mm 无水冷却铸锭
铸锭直径∕mm
0 2 4 6 8 10 12 14 16 18
铸造速度/m∙ht
图3-29铸造速度、结晶速度、铸锭直径对线收缩率的影响
α-在高度为120mm的结晶器中铸造时,不同直径的2A12合金铸锭的线收缩;
6一铸锭线收缩率与结晶速度的关系;L线收缩最大值与铸锭直径的关系; d一直径280mm 2A12合金铸锭线收缩率与结晶器高度及铸造速度的关系
• IlO • 铝合金熔铸生产技术问答
表3.18 2A11合金直径195mm铸锭各部位的线收缩率
|
测量部位 |
测量次数 |
平均线收缩率/% |
测量部位 |
测量次数 |
平均线收缩率/% |
|
铸锭底部 |
16 |
1.69 |
至浇口部20Omm处 |
32 |
2. 165 |
|
至底部400Inm处 |
32 |
2. 16 |
铸锭浇口部 |
16 |
1.99 |
表3.19 2AU合金不同直径铸锭的线收缩率
|
铸锭直径/ mm |
结晶器高度/mm |
线收缩率/% |
差值 | |
|
底部 |
中部 | |||
|
370 |
150 |
1.6 |
2.3 |
0.7 |
|
280 |
150 |
1.6 |
2. 1 |
0.5 |
|
195 |
150 |
1.7 |
2.2 |
0.5 |
|
1∞ |
1∞ |
1.7 |
2. 1 |
0.4 |

图3-30扁铸锭横截面各部分收缩示意图
合金的体收缩率一般可用下式表示:
E体=[(匕-V)∕%] ×1∞%
式中E体--合金从高温%降低到低温C时的体收缩率;
%--被测试合金在高温%时的体积;
V-一被测试合金在低温,时的体积。
铸锭自高温TO降至低温T时的线收缩率E线一般可用下式表示:
E线=[(厶-L)/厶]X 100%
式中 厶——被测试铸锭所用铸模(结晶器)型腔尺寸; i--被测试铸锭在低温T时的相关横断面尺寸。
收缩是铝合金的重要铸造性能之一。通常,合金在铸造过程中的液态收缩不造成危 害,但凝固收缩是造成铸锭疏松和热裂的重要原因,而合金的固态收缩对铸锭中应力的产 生、冷裂纹的形成、铸锭尺寸和形状的改变(翘曲、弯曲等)起着主要作用。此外,收缩 造成铸锭与结晶器壁之间出现空气隙,使冷却速度下降,引起偏析发展,并影响到结晶组 织。因此,掌握合金的收缩规律对于获得优质的铸锭具有重要意义。
3-40什么是铸造应力,它们是怎样产生的?
铸锭在凝固过程及随后的继续冷却过程中,在铸锭内产生的应力称铸造应力。铸造应 力按性质可分为拉应力和压应力,按作用时间长短可分为临时应力(当产生应力的原因被 消除以后,应力即消失)和残余应力(产生应力的原因消除以后,应力依然存在);按产 生的原因可分为热应力、相变应力和机械应力。所有的机械应力都是拉应力,且为临时应
第三章 熔铸基本原理 •Ill•
力。热应力和相变应力可表现为拉应力,也可表现为压应力,但热应力常常是残余应力, 而相变应力则因发生相变的时间和程度不同,可能是临时应力,也可能是残余应力。
热应力是导致变形铝合金铸锭产生裂纹的基本原因。连续铸造时,由于铸锭各部分的冷 却速度不一致;使得同一时刻各部分的收缩量和收缩速率也不一致,因而使得各部分的收缩 受到相互制约,于是在铸锭内形成了应力。这种应力是由于温度的变化引起的,故称热应 力。热应力只有在金属材料达到弹性状态或部分处于弹性状态、部分处于塑性状态时才能形 成。通常,金属材料的弹性模量愈大、线收缩系数愈大、铸锭断面的温度梯度愈大,则铸锭 中产生的热应力也愈大。对铸锭中残余热应力的实测表明:铝合金材料的强度愈高、塑性愈 低,铸锭的冷却强度愈大,结晶器高度愈低,扁铸锭宽厚比愈大,圆铸锭直径愈大,则铸锭 中的残余热应力愈大。提高铸造速度,通常使铸锭内的残余热应力稍有下降。而集中导流使 残余热应力有所提高。在其他条件相同时,液穴愈浅,残余热应力愈小。
相变应力是铸锭冷却过程中由于相转变引起的体积变化受到阻碍时产生的。对于变形 铝合金,除了固溶度的变化外,一般不存在固态相转变的问题,故在铸造过程中,铸锭内 的相变应力表现不明显。
机械应力是铸锭在水平或垂直方向收缩时由于受到结晶器、底座、芯子等外界条件的 机械阻碍而产生的。拉锭阻力是采用滑动结晶器铸造时的一种特有的机械应力,它是铸锭 相对结晶器滑动时由于摩擦及二者之间的黏着所引起的,当拉锭阻力大于铸锭表面当时的 强度极限时,就会产生拉裂。
3-41什么是冷裂纹、热裂纹,各有何特征?
铸锭在大大低于合金固相线温度时形成的裂纹称冷裂纹。在有效结晶区间(指自线收 缩开始温度起,至不平衡固相线温度止的区间)形成的裂纹称热裂纹。变形铝合金连续铸 锭中的冷裂纹和热裂纹的特征列于表3-20o
表3-20变形铝合金冷裂纹和热裂纹的特征
|
特征 |
____冷裂纹 |
____热裂纹_____ |
|
形成温度/七 |
50~200 |
_______有效结晶温度区间 , |
|
断口特征 |
呈亮灰色或浅灰色,裂口宽度差别不大, 很少分叉________________ |
呈黄褐色或暗灰色,裂口宽度不一,走向曲 折而不规则 |
|
金相特征 |
裂纹穿过晶粒____________ |
裂纹沿晶界通过_____________ |
|
裂口部位 |
多分布在具有最大拉应力的地方____ |
多分布在最后凝固的地方 , |
|
伴随现象 |
-裂纹形成时常有巨大声响,甚至将铸块撕 裂甩出_________________ |
裂纹处常有低熔物填充 |
3-42冷裂纹是怎样形成的,影响因素有哪些?
冷裂纹是铸锭冷却到低温时,作用在铸锭内的铸造拉应力超过了铸锭本身强度或塑性 所允许的程度而产生的。因此,凡是增加铸造应力、降低铸锭强度和塑性的因素都将促使 冷裂纹的发展。
铝合金连续铸锭中的冷裂纹主要受下列因素影响:
∙112∙ 铝合金爆铸生产技术问答
(1)合金在低温时的塑性。经验表明,铝合金连续铸锭的铸态伸长率如果大于 1∙5%,则不会发生冷裂纹。有人测定了直径37Omm的几种铝合金连续铸锭的铸态塑性, 并按产生冷裂纹的倾向由小到大排列,次序如表3・21所示。可见,随合金塑性降低,铸 锭形成冷裂纹的倾向增大。在实际生产中,冷裂纹主要产生在7A04和2A12合金铸锭中, 软合金锭实际上没有冷裂纹。
表3∙21直径为37Omm的铝合金铸锭的铸态塑性
|
合 金 |
6A02 |
2A50 |
2A70 |
2 All |
2A02 |
2A80 |
2A12 |
7A04 |
|
相对伸长率/% |
9.3 |
4.9 |
6.2 |
3.4 |
3. 1 |
2.9 |
2.7 |
1.7 |
|
形成冷裂纹倾向 |
小—— |
—>大 |
(2)有害杂质和非金属夹杂物的含量。高强铝合金中铁和硅的含量及比例是影响铸锭 铸态塑性及冷裂纹的重要因素。2A12合金的铸态塑性随铁硅总量的增加而降低,而其产 生冷裂纹的倾向性相应提高。非金属夹杂物破坏铸锭连续性,并引起应力集中,使铸锭产 生冷裂纹的倾向大为增加。
(3)铸锭形状和截面尺寸。圆铸锭随直径增大、铸态塑性降低,形成冷裂纹的倾向急 剧增大。空心圆铸锭随外径增大、壁厚减薄,冷裂倾向增大。扁铸锭随宽厚比增大和在宽 厚比一定的情况下随厚度增大,冷裂纹倾向增大。
(4)铸造速度。随铸造速度提高,所有类型铸锭形成冷裂纹的倾向降低。
(5)结晶热裂纹和表面冷隔是应力集中的地方,将促使冷裂纹的形成。
3-43热裂纹是怎样形成的? •
关于热裂纹的形成机制,目前主要有液膜理论和强度理论两种假说。 液膜理论认为:
(1)热裂纹主要发生在固・液区,此时,枝晶彼此接触,晶界存在很少液相,液体流 动困难,由于晶界结合力很弱,在拉应力作用下极易产生晶间裂纹,裂纹一旦产生又很难 被液态金属弥合,故此阶段产生热裂的概率最大。
(2)合金的热裂倾向性与晶间液体的数量和分布形态密切相关。若晶间液体形成铺展
液膜时,热裂倾向性显著增大;若晶间液体呈 球状而不易铺展时,合金热裂倾向性明显减轻。
(3)晶间液体的形态受晶界界面张力。ss 和固-液界面张力。SL的平衡关系支配(如图 3.31和式3/所示)。
Oss = 2cγslcos0 (3-1)
式中,e为液体双边角(经测试e变化范围为 10。~1!0。)。当0很小时,枝晶间液体铺展成液 膜,其界面张力将两侧的固态枝晶吸附在一起, 液膜的结合力很低,很小的应力就可使晶间移 动,最后形成裂纹。当e较大时,液体呈球状。

图3-31半固态金属晶粒边界 液体的平衡双边角
第三章熔铸基本原理
• 113 ・
(4)热裂纹的形成过程可用图3.32所示的模型加以解释。图中b为液膜厚度,铸锭 收缩受阻时,液膜两侧的固相枝晶被拉开,如果晶间液体与外界液体相通,液膜端部始终 呈平面,不会产生裂纹(图3∙32a);若液膜与外界液体隔绝,液膜表面形成曲率半径为r 的凹面(图3-326),在表面张力作用下,始终存在一个与外界应力相平衡的附加压力P, 其表达式为
P=- σ∕r
式中,0为液体的表面张力;「为液膜凹面的曲率半径。
(3-2)
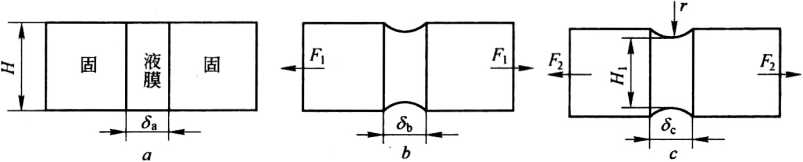
图3-32拉伸应力、表面张力与液膜厚度之间的关系
随着外界作用在晶粒上的应力增大,液膜不断被拉开,r变小。当,等于液膜厚度的 一半时,「最小,P达到最大值。液膜再继续变形,r再度变大,Ρ值下降,平衡条件遭到
破坏,液膜两侧的晶粒急剧分开,形成热裂纹。
液膜理论从以上认识出发,认为形成液膜的低熔点物质是产生热裂的主要根源,应采 取各种措施消除它的有害作用。但实践发现,变形铝合金中的低熔点物质在合金中的数量 超过3% ~5%以后,反而具有愈合裂纹的作用,即液体在毛细作用下可填补裂纹使其愈 合,反而减轻热裂的倾向性。
强度理论从对合金高温力学性能的研究结果出发,认为所有合金在固相线温度之上的固 液区内,都存在着一个强度极低、伸长率极小的"脆性温度区间",简称"脆性区”。合金在 这个区间冷却时,由于收缩受阻而产生的应力如果超过了当时金属的强度,或者由应力而引 起的变形超过了金属的塑性,就会导致热裂纹的产生。该理论还认为,热裂纹的产生主要决 定于在脆性区ATB内合金的断裂应变5与铸锭因收缩受 阻所产生的应变£之间的关系。若应变£按直线1变 化,£‹6,不形成热裂纹;若为直线2时,£=5,是形 成热裂纹的临界条件;若为直线3时,2>5,必然形成 热裂纹。图3・33中的tang为形成热裂纹的临界应变增 长率,与材料的性质有关,它反映了材料的热裂敏感 性。tane越大,材料的热裂敏感性越大。合金的热裂倾 向性最终是由ATb、£和3的综合影响所决定的。有人 研究后认为,如果合金在固液态下的伸长率超过0.3%, 将不产生热裂纹。研究表明,合金在热脆区内的断裂应 变一般都大于合金在该温度的自由线收缩率,这就是 说,即使铸锭受到刚性阻碍,如果铸锭能均匀变形,也 不会产生热裂。但在实际生产中,由于铸锭规格或铸造
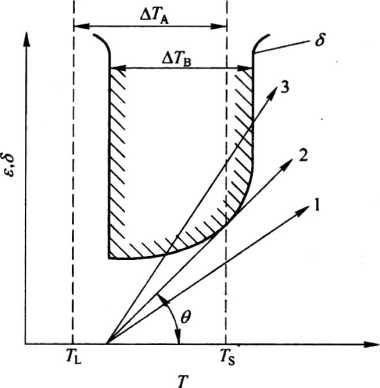
图3-33热裂纹形成条件示意图
• 114 ♦
铝合金煉铸生产技术问答
工具等因素的影响,各部分冷却速度和温度都不相同,抗变形能力也就不同。铸锭收缩受阻 时,高温区或夹杂区将产生集中变形,铸锭的温度分布越不均匀,集中变形越严重,产生热 裂的倾向性就越大。因此,强度理论认为,合金存在热脆区内低的断裂应变是产生热裂纹的 重要原因,而铸锭的集中变形是产生热裂纹的必要条件。
3-44影响铝合金铸锭中热裂纹形成的因素有哪些?
影响铝合金铸锭中热裂纹形成的因素很多,主要有以下几个:
(1)化学成分的影响,包括:
D对于不同牌号的合金,由于有效结晶区间、共晶体数量、固液态的塑性不同,因 而具有不同的热裂倾向性。合金的有效结晶区间愈宽,则合金在有效结晶区间的线收缩愈 大,热裂倾向性也愈大。通常还认为,当合金中共晶体含量为3% ~5%时,具有最大的热 脆性。当合金中共晶体数量超过此值时,合金的晶界液膜较厚,具有较好的固液态塑性。 当合金中共晶体数量小于此值时,液相呈孤立夹杂物的形式分布,合金也具有较好的塑 性,因而热裂倾向性都较小。
2)对于同一合金,在允许的范围内改变主要组元的含量,有可能极大地提高有效结 晶区间下部的液相数量,大大降低线收缩开始温度或者提高固相线温度,从而提高合金在 脆性区内的塑性,降低合金在脆性区的线收缩,提高合金抗热裂的能力。.
3)控制合金中杂质的含量及比例,可以有力地改变合金形成热裂纹的倾向性。通常, 改变杂质含量并不影响脆性区的上限和线收缩开始温度,但可能大为提高脆性区的下限及 合金在脆性区的相对伸长率。在一般情况下,进入固溶体的杂质,很少在晶界造成偏析, 对结晶范围影响不大的杂质对合金的热脆性实质上没有影响。但在晶粒边界形成连续薄膜 的易熔杂质最有害,因为它们急剧扩大合金的脆性温度区间。因此必须降低其含量,使它 们在合金中仅以间断夹杂物的形式存在。或者采取完全相反的措施,大大提高其浓度,以 增厚液层,提高塑性,保证晶间变形充分进行。此外,通过控制杂质含量来改变金属间化 合物的析出形式也有可能大为提高脆性区的下限。
控制杂质的含量比,可以提高固相点,改变共晶或包晶组成物的数量及分布特性,从 而提高合金抵抗热裂的能力。
4)以降低合金热脆性为目的的工艺添加剂可以急剧地提高脆性区的下限,显著降低 脆性区的上限及线收缩开始温度,并提高合金在脆性区的相对伸长率。上述目的,有的是 通过添加剂与易熔杂质形成难熔化合物达到的,有的是通过对晶粒进行变质处理达到的, 有的则是使共晶液变得更为分散而达到的。
5)铸锭中的区域偏析使铸锭中各部分的化学成分发生极大变化,从而提高或降低形 成热裂纹的倾向性。
(2)结晶组织的影响。晶粒的细化,特别是柱状晶向等轴晶的过渡会缩小脆性温度区 间,提高脆性温度区间的相对伸长率,降低线收缩开始温度,并减小有效结晶区间的线收 缩率,因而降低了热裂纹的倾向性。
(3)铸造条件和工艺因素的影响,包括:
D提高熔炼温度和铸造温度,延长熔体在静置炉和熔炼炉的总停留时间,提高配料 中新铝用量,可使合金形成柱状结晶和粗大结晶的倾向性增大,致使合金的脆性区上限和
第三章熔铸基本原理 • 115 ・
线收缩开始温度提高,并降低固液态的塑性,因而使合金热裂倾向性增大。
2)提高冷却速度,降低结晶器有效高度,使不平衡结晶趋势增大,这不仅影响到元 素的溶解度,还改变共晶成分并降低共晶温度,即降低了脆性区下限温度,扩大了合金的 脆性温度区间,因而往往使合金的热裂倾向性增大。
3)提高铸造速度,使合金区域偏析程度增大,熔体焊合裂纹的能力降低,并加大了 结晶器出口的温度不均性,提高了合金在结晶区间的线收缩发展速率,因而使热裂倾向性 增大。
4)局部供水不均和供流不均破坏了液穴的均匀过渡和结晶特性,从而使热裂倾向性 增大。
5)在结晶期间振动,一方面使晶粒细化;另一方面加强了裂纹的焊合,故可降低合 金形成热裂纹的倾向。
3-45什么叫热脆性,为什么工业变形铝合金具有较大的热脆性?
热脆性就是指合金在高温状态下形成热裂纹的倾向性。根据热裂纹形成的强度理论, 合金形成热裂纹的倾向主要取决于在有效结晶区间线收缩的大小和固液态下的塑性。有人 认为,如果合金在固液态下的伸长率超过0∙3%,将不发生热裂纹。对于工业变形铝合金 来说,大多数合金在固液态下的最小相对伸长率都在0∙l% ~0. 5%的范围内,只有几个 Al-Si系合金的相对伸长率才高达0.5% ~0.7%。这就是说,对于大多数工业变形铝合金, 存在着产生热裂纹的可能性。这是这些合金在状态图中所处的位置所决定的。当这些合金 凝固时,在结晶区间的上部便形成铝固溶体晶体的主要部分,并发生了具有高的流动性特 征的液固态向具有脆性特征的固液态的过渡。而在结晶区间的下部,在这些合金中仅保留 着少量的液相,当温度继续下降时,这些液相的数量变化很微弱。这种结晶特性使合金的 相对伸长率迅速下降,并在一个比较宽的温度范围内保持其低水平。在多组元合金中,二 元共晶的结晶使得沿一次晶晶间分布的液层厚度和宽度迅速减小,因而引起合金在这一温 度区间的相对伸长率几乎是跳跃式的降低。显然,在铸造过程中,要想避开固液态的脆性 范围是不可能的。这就是工业变形铝合金具有较大热脆性的根本原因。
3-46什么是疏松,它是怎样形成的,影响因素有哪些?
疏松是铸锭在凝固过程中,由于合金在液态和凝固态的体收缩得不到补充而产生的一 种细小而分散的孔洞性缺陷。连续铸造时铸锭中处于过渡带结晶骨架间的残余熔体被分割 为一个个互不沟通的小熔池或被"监禁”在树枝晶之间和枝晶之间,当这些熔体进一步结 晶时,因液态收缩和凝固收缩所造成的体积收缩大于固态收缩所造成的体积缩减,由此造 成的空隙又得不到新液体的补充,于是便导致了宏观和显微收缩疏松的形成。
铸锭中疏松的形成条件可用下面的不等式表示:
尸g + 匕 > 匕 +(2。〃)+ PH
式中Pg——在某一温度下金属中气体的析出压力;
P8——对疏松孔洞补缩的阻力;
Pa——凝固时液面上方的大气压力;
PH--疏松孔洞上的金属压头;
• 116 ・
铝合金慰铸生产技术问答
0--气液界面上的表面张力; r--疏松孔洞的半径。
在正常的连续铸造条件下,变化的参数为Pg和R,所以,影响疏松形成的因素主要 是熔体中气体的含量和铸锭中过渡带的尺寸、形状及结构。熔体中气体含量愈多,则铸锭 结晶时随气体溶解度变化而析出的气体压力愈大,熔体补缩更为困难,形成疏松的可能性 更大。铸锭中过渡带的尺寸、形状和结构,决定了补缩沟道的长度和弯曲程度,即补缩阻 力的大小。一切促使过渡带加宽的因素都使形成疏松的倾向增大。
3-47铸锭内的气孔是怎样形成的,为什么铝合金具有较大的形成气孔倾向性?
气孔是铸锭中一种内表面光滑的球状孔洞性缺陷。它是金属液在冷却和凝固过程中, 以气泡形式析出的气体来不及跑出液面而留在铸锭中形成的。溶于熔体中的气体以气泡形 式析出,必须具备三个条件:一是溶解的气体处于过饱和状态;二是气泡内各种气体分压 之和大于作用于气泡的外压力;三是有大于临界尺寸的气泡核。在实际铸造条件下,由于 熔体中总是存在着大量非金属夹杂物、结晶体和精炼时未逸出的气泡,因此熔体中的非自 发气泡核很容易形成。另外,经过精炼后的熔体,含氢量虽然低于平衡浓度,但在凝固过 程中的气体浓度再分配结果,使结晶前沿的液体中造成局部氢含量的过饱和,因而为形成 气泡创造了有利条件。当结晶前沿液体中的氢分压增大到大于外部压力时,便可能形成气 泡。这时,如果形成的气泡的上浮力小于固相表面对气泡的黏附力,或者气泡的上浮速度 小于铸锭的结晶速度,则气泡就停留在铸锭中成为气孔。
金属或合金产生气孔的倾向可用金属或合金从液相点到固相点温度范围内的相对含气 量的变化来表示,称为气孔准则数。即:
77 = (S液一 S固)∕S 固
式中X--气孔准则数;
S液,S固--分别为气体在液相点和固相点的溶解度。
该气孔准则数表示了金属或合金结晶时,结晶界面上液相的气体浓度比原始液相浓度 所增加的倍数。因此刀愈大,则结晶界面上液相的气体过饱和程度愈大,形成气孔愈容 易。表3-22列出了氢在几种常见金属中的T7值。可见,铝的T7值最大,因此,铝及铝合 金在凝固时形成气孔的倾向性较大。
表3-22氢在几种金属中的气孔准则数
|
金 属 |
S液∕mL ∙ (IoOg)T |
S固∕mL∙ (IoOg)T |
分配系数K |
D |
|
0. 69 |
0.036 ― |
0.052 |
17.8 | |
|
6.00 |
2. 1 |
0. 35 |
1.86 | |
|
铁 ^ |
.23.80 |
14.3 |
0.60 「 |
0.67 |
|
镁 |
26.00 |
18.0 |
0. 69 |
0. 45 |
|
# |
39.00 |
17.0 |
0.44 |
1.30 |
I
^
P
ill
.・::、.:;£-:;'.'-
.Lr.、∖U''L5 E-'z:-j'-::j:-:':':: 'czt、、、::、、::■、;:.■、∖>-.∖∖∖∖∖∙、、、、' .、$、、'、、 £~攵衣~nw;.i:~~zt.wiczkz-gW-~2s£tff~Y“tf~、siu.~考学亡 、.、>.、、;-■.、、、、•、、、、、、、、.⅛λ^^^^n½∕M^、、飞K .、、、、、弋、、、、、、、、.、、 :学工金ztui'%~z%~Ht^~M∙cu~ff^ff~~uff^~s*s~azt'ss~tff Er-t、,'■-:W= •、、、、>•:、、、、■■•.、・、、、>.:'、、、、'、、、>':、、、.、、: ・.、、?■、、、、•、、、、、、•、..、■•、.、、>.-、、'、'..、、、、、.::.、. Wr名NMtf2Ai0^麦3全in.z.tf^tN生^<^t^zAti,左宏~愛々^tfff:在zzt^玉+今 W2~忘々"U:WtffΛ~~f^t^itffM公ffA^if*~z々岩~iff∕"*itz冬^/彳母*#、一^~£杉WUz~f}^
CkFV^ttSSttktLttSVt -EtK- ctFt>
;::-.:■'>;-■:■':; :、:~>;、■::、;:'、、'、、'■•、 、:■;、::、、.<;、::;. ::'-::'?.:: XX' 、、:'::.■ ::::t;::=Zz'''''''''1:-'''-::_、
第一节熔体的保护
4-1怎样对铝熔体进行保护?
对铝熔体进行保护的常用方法有两种:一种是在熔体表面覆盖熔剂,使之形成一层连 续的覆盖层;另一种是保护性合金化,即在合金中加入能氧化的元素,在熔体表面形成致 密的具有保护作用的氧化膜。这两种方法的出发点都在于建立惰性表面,使气体和熔体不 相互作用或者大大降低化学反应的活性,以达到保护的目的。
第一种方法适用于所有铝合金,它不仅能防止熔体氧化和吸氢,同时还具有排氢的效 果。这是•因为覆盖熔剂的熔点通常都比熔体温度低,密度都比熔体小,还具有良好的润湿 性能,在熔体表面能够形成一层连续的液体覆盖膜,将熔体和炉气隔开。在一般情况下, 氧气和水蒸气不能或很少能透过此覆盖层与熔体进行反应;而溶解在熔体中的氢原子,因 为其半径很小,则可以穿透覆盖层而逸出。
已经确定,含镁量大于1%的铝合金,其熔体表面的氧化膜是由疏松的氧化镁组成的, 不能阻止金属与气体的反应,故在熔炼这些合金时,除采用第一种方法保护外,还采用保 护性合金化的方法,在合金中加入0∙0005% ~0. 005%的被,防止合金在静置、铸造过程 中及随后的热处理和热加工过程中氧化。在铝熔体中,被是表面活性物质,它对氧的亲和 力比铝大,而离子半径比铝的和镁的都小,它优先扩散到熔体表面或填充于氧化镁膜的破 裂处并进行氧化。形成的氧化皱,其0>1,还具有电阻高、分解压低、热稳定性好的特 点,它与氧化镁一起组成致密的尖晶石型结构的被镁氧化膜,因而提高了合金抗氧化的能 力,起到了有效的保护作用。在含镁较高的铝合金中,如果不加被,则在熔炼铸造过程中 很难控制好合金中的镁含量。
4-2什么叫熔剂的覆盖性和分离性,它们与熔剂的表面特性有什么关系?
熔剂的覆盖性指液态熔剂在金属液面上自动铺开形成连续覆盖层的能力,也称熔剂的 铺开性或润湿性。熔剂在金属表面自动铺开(见图L3和鹵1-4)的条件是:
COSe =(Cr3 -02)/01〉O
式中G—熔剂对金属液的接触角;
S-熔剂的表面张力;
• 118 ・
铝合金熔铸生产技术问答
。2—熔剂与金属液之间的界面张力;
03一一金属液的表面张力。
熔剂的表面张力0愈小,熔剂与金属液之间的界面张力。2愈小,金属液的表面张力 S愈大,或者熔剂对金属液的接触角e愈小,则熔剂的覆盖性愈好。
熔剂的分离性指熔剂和金属液自动分离而不致相互混杂形成熔剂夹杂的能力,也称熔 剂的扒渣性。熔剂与金属液自动分离的条件是:
COSe = (% - o,1)∕σλ < 0
熔剂的表面张力6和金属液的表面张力g愈小,而熔剂与金属液的界面张力S愈大,或 熔剂对金属液的接触角e愈大,则熔剂的分离性愈好。
4-3对覆盖熔剂的要求是什么,几种常用铝合金覆盖熔剂各有何特性?
对覆盖熔剂的基本要求是:
(1)不污染铝熔体;
(2)熔点低于铝合金正常熔炼温度;
(3)密度比铝熔体小;
(4)具有良好的覆盖性和分离性。
此外,作为覆盖熔剂还希望吸水性小,挥发性小;不侵蚀炉衬;无毒;具有一定的精 炼作用;价格便宜,资源丰富;能补偿被烧损的元素;对用于铸造过程中结晶器内保护的 覆盖熔剂还希望能起保温帽作用,并能对结晶器壁进行润滑。
表4.1给出了三种常用铝合金覆盖剂的化学组成及两种用于含锂铝合金覆盖剂的化学 组成。
表4.1几种铝合金覆盖熔剂的化学组成
|
熔剂种类 |
_____________ 化学组成/% |
备注 | ||||||||
|
KCl |
LiCl |
NaCl |
Na3AlF6 |
Mg(¾ |
BaCl2 |
NaCl + CaCl2 |
H2O | |||
|
1号 |
40~50 |
25 -35 |
18 ~26 |
Wl.5 |
通用 | |||||
|
2号 |
32~40 |
38~46 |
5 -8 |
≤10 |
≤2.0 |
高镁用 | ||||
|
3号 |
50 |
50 |
≤3.0 |
复化用 | ||||||
|
4号 |
45 |
55 |
铝-锂用 | |||||||
|
5号 |
25 ~35 |
MgCl2 • |
KCl 50 -65 |
AlF3 4~10 |
结晶器保护 | |||||
三号覆盖剂是由50%KCl和50%NaCl组成的粉末状混合物,密度约Zlg/cn?,熔点 约660μ。该熔剂表面张力小(800七时约105 X 10"N/m)、黏性小(700"时黏度约 2.1xl0-3pa∙s),因而具有较好的覆盖性。该熔剂价格低廉,当采用火焰反射炉融化废 料、熔制铝中间合金时广泛用做覆盖剂。
一号覆盖剂是在KCl和NaCl中加入冰晶石而组成的粉状熔剂,密度约2. 3g/cm3,熔 点约670工。该熔剂中由于加入了冰晶石,使熔剂与金属液之间的界面张力增大,熔剂的 挥发性和吸湿性降低,覆盖层变得更为结实,且赋予了一定的精炼能力,因而一号覆盖剂 具有良好的覆盖、分离、精炼的综合工艺性能,广泛用于高镁铝合金以外的所有合金。
第四章 熔林的保护和精炼 ∙119∙
、二号覆盖剂是由KC1、MgCI2和BaCU组成的粉状熔剂,密度约ZBg/s?,熔点约 500K。该熔剂表面张力小(70OeC时约120xl0-3N/m),电阻大,具有良好的覆盖性。试 验表明,当采用二号覆盖剂覆盖高镁铝合金时,镁的烧损可由0.1 %降至0.05%以下。二 号覆盖剂的缺点是黏性大,易粘炉墙,吸湿性大,挥发性大,给操作带来不便。二号覆盖 剂不含钠,主要用于高镁铝合金的覆盖。
4-4在使用覆盖剂时应注意哪些问题?
在使用覆盖剂时应注意下列问题:
(1)使用前应彻底干燥;
(2)粒度细小均一,覆盖时要均匀;
(3)覆盖要适时,如炉料软化下塌时,炉料化平时,二次装炉前,扒渣后,加镁时, 以及熔体表面氧化膜被严重破坏时均应覆盖;
(4)覆盖剂的用量应依炉料状态、炉子类型和熔体表面积来确定,并遵循供应商的技 术说明。采用火焰熔铝炉时,当炉料全部为铝锭时,覆盖剂的用量为炉料总量的1% ~ 2%.;一、二级废料为3% ~5%;三级料为5% ~8%;全部为碎屑时为10% ~20%。
在生产含锂的铝合金时,由于铝锂合金严重的钠脆性,必须限制钠盐的使用,为了补 偿烧损的锂,防止锂的扩散损失,应采用LiCI和KCl组成低熔点、低密度的共晶混合物, 并用AlF3取代冰晶石,以增加熔剂对氧化物的溶解能力。
第二节熔体的精炼
4∙5什么叫精炼,铝合金精炼方法怎样分类?
从熔体中除去气体、夹杂物和有害元素,以获得优良铝液的工艺方法和操作过程称为 精炼,也有人称为净化。铝合金精炼方法很多,就其作用原理可以分为吸附精炼和非吸附 精炼商种基本类型。按精炼部位可分为炉内精炼、浇包精炼和在线式精炼(或炉外连续精 炼)三类。
吸附精炼是指通过铝熔体直接与吸附剂(如各种气体、液体和固体精炼剂及过滤介 质)相接触,使吸附剂与熔体中的气体和固态非金属夹杂物发生物理化学的、物理的或机 械的作用,从而达到除气、除渣的方法。吸附精炼只对吸附剂到达的熔体起作用,熔体净 化程度取决于接触条件,即决定于熔体与吸附剂的接触面积、接触的持续时间和接触的表 面状态。属于吸附精炼的有吹气精炼、氯盐精炼、熔剂精炼、熔体过滤等。吸附精炼的净 化机理在除气方面主要是利用气体分压定律除气、利用与氢形成化合物除气;在除渣方面 主要是吸附除渣、溶解除渣、化合除渣、过滤除渣。在采用活性精炼剂时,还同时兼有除 去熔体中钠、钙、镁、锂等金属杂质(比铝活泼的金属杂质)的作用。吸附精炼是目前铝 材行业最为广泛采用的精炼方法。
非吸附精炼是指不依靠在熔体中加入吸附剂,而通过某种物理作用,改变金属-气体 系统或金属-夹杂物系统的平衡状态,从而使气体和固体非金属夹杂物从铝熔体中分离出 来的方法。非吸附精炼对全部铝熔体都有精炼作用,其精炼效果取决于破坏平衡的外界条
• 120 ・
铝合金熔铸主产技术问答
件及铝熔体与夹杂和气体的运动特性。属于非吸附精炼的有静置处理、真空处理、超声波 处理、预凝固处理等。非吸附精炼的净化机理在除气方面主要是利用温度和压力对铝中气 体溶解度的影响规律及高频机械振荡在熔体中产生"空穴"的现象;在除渣方面主要是利 用密度差和除气时的辅助浮选作用。除了静置处理外,其他非吸附精炼方法目前在一般铝 材厂的实际生产中很少采用(个别特殊材料生产单位例外)。
几十年来,铝熔体精炼技术一直在朝着环保、高效、低耗、便捷的方向发展。尽管在 除气和除渣原理上、还没有大的突破,但人们在实际生产中发现,最大的除气效果可从纯 净惰性气体的连续过流处理中得到,而最充分的除渣处理可通过过滤来保证。因此,把这 些具有较好单一处理效果的方法结合在一起的炉外复合处理便成了一个新的发展趋势。表 4-2列出了各种铝合金熔体精炼方法的工艺特点和精炼效果。各生产厂家应根据本厂的生 产实际和产品具体要求灵活选用,也可根据上述原理,结合自身条件,研究开发具有更好 精炼效果、更加环保和更加经济适用的新的精炼方法。
表4・2铝合金熔体精炼方法工艺特点及效果比较一览表
|
精炼 类型 |
方法名称 |
工艺要点 |
__________精炼效果__ | |||||
|
除气 ∕mL∙ (l∞g)^l |
除渣 |
除钠 |
环保 |
经济性 |
更换 合金 | |||
|
吸附 精炼 |
惰性气体精炼 |
向炉内吹人惰性气体,利用气体分 压差定律除气,利用气泡吸附除渣 |
0. 15 -0.2 |
一般 |
较差 |
优良 |
优良 |
方便 |
|
氯气精炼 |
向炉内吹入氯气,直接与氢、钠化 合除气、除钠,生成的其他气体不溶 于铝,起着和惰性气体一样的除气除 渣作用 |
0.04-0.08 |
良好 |
优良 |
差 |
一般 |
方便 | |
|
N2-Cl2混合气 体精炼 |
向炉内吹入混合气体,作用同上 |
0.05 ~0. 10 |
良好 |
良好 |
一般 |
良好 |
方便 | |
|
M-熔剂混吹 精炼 |
向炉内混吹入氮气和粉状熔剂,利 用熔剂的吸附作用破坏气泡表面的氧 化膜,以增加除气效果 |
0.06~0. 10 |
一般 |
一般 |
良好 |
良好 |
方便 | |
|
多孔吹头(透 气砖)吹气精炼 |
利用具有一定通孔率的多孔陶瓷将 气体破碎成细小气泡.通过增加与熔 体接触的面积和时间来提高精炼效果 |
0. 1 ~0.2 |
一般 |
一般 |
优良 |
良好 |
方便 | |
|
氯盐精炼 |
往熔体中加入C2C16或CCI4,利 用氯盐本身的分解、挥发及与铝的置 换反应,产生各种气体达到除气除渣 的目的 |
0. 1 ~0.2 |
良好 |
良好 |
差 |
良好 |
方便 | |
|
熔剂精炼 |
往熔体中加入熔剂,通过对氧化物 的吸附、溶解和化合作用除渣,通过 熔剂的分解或与熔体的反应生成气态 产物除气 |
0.2~0. 25 |
良好 |
一般 |
一般 _ |
良好 |
方便 | |
第四章 熔体的保护和精炼
• 121 •
续表4.2
|
精炼 类型 |
方法名称 |
工艺要点 | ||||||
|
除气 ∕mL . (IOOg) -1 |
除渣 |
除钠 |
环保 |
经济性 |
更换 合金 | |||
|
非吸附 精炼 |
静置处理 |
熔体在覆盖剂的保护下,在精炼温 度范围内.借助密度差,使夹杂物上 浮下沉 |
0.2~0.5 |
良好 |
差 |
优良 |
良好 |
方便 |
|
预凝固处理 |
利用金属中气体溶解度随温度降低 而降低的规律,先将熔体定向慢冷至 结晶温度附近,让气体自行析出后再 重新加热尽快熔化 |
较差 |
差 |
差 |
优良 |
差 |
方便 | |
|
真空处理 |
利用铝液中氢的平衡含量随铝液表 面水蒸气分压降低而降低的规律,促 使溶解在铝中的氢向自由表面扩散 |
0. 1 ~0.2 |
一般 |
一般 |
优良 |
差 |
方便 | |
|
超声波处理 |
利用弹性泳在铝液中引起的“空 穴”现象,产生气泡核心,从而达 到除气的目的。工业生产中还未采用 |
良好 |
一般 |
差 |
优良 |
差 |
方便 | |
|
过滤 处理 |
玻璃丝布 |
将玻璃丝布安装在从熔体出口至结 晶器的任何地方,只能除去较大的夹 杂物 |
较差 |
良好 |
差 |
优良 |
优良 |
方便、 |
|
泡沫陶瓷 |
将玻璃丝布安装在从熔体出口至结 晶器的任何地方,只能除去较大的夹 杂物 |
良好 |
优良 |
一般 |
优良 |
良好 |
较方便 | |
|
刚玉陶瓷 |
将玻璃丝布安装在从熔体出口至结 晶器的任何地方,只能除去较大的夹 杂物,主要应用在对氧化膜有严格要 求的锻件生产场合________ |
良好 |
优良 |
一般 |
优良 |
一般 |
较不 方便 | |
|
叠熔剂坝 |
在熔体由熔炉向静置炉转注路径上, 用固体熔剂块叠坝,起到类似过滤器的 作用,主要用于高纯合金的精炼 |
一般 |
良好 |
一般 |
一般 |
良好 |
方便 | |
|
电熔剂处理 |
在金属液面覆盖液体熔剂层,通电 钢环置于熔剂层中,金属液流从上流 入钢环内的熔剂层时,电流对进入熔 剂的氧化物产生电解作用,既可使熔 剂保持高的精炼能力,又可使熔剂维 持液态,以提高精炼效果 |
优良 |
优良 |
差 |
一般 |
差 |
较方便 | |
|
炉外 连续 精炼 |
见4-32题中的表4-9 | |||||||
• 122 ・
铝合金熔铸生产技术问答
4-6什么叫惰性气体精炼,向熔体中吹入惰性气体为什么既能除气又能除渣?
•向熔体中不断吹入惰性气体,在气泡上浮过程中将氧化夹杂物和氢带出液面的精炼方 法称为惰性气体精炼。
向熔体中吹入惰性气体之所以能除气,是因为吹入熔体的惰性气体中开始没有氢气, 其氢分压为零,而气泡附近熔体中的氢分压远大于零,因此在气泡内外存在着一个氢分压 差,熔体中的氢原子在这个分压差的作用下,向气泡界面扩散,并在界面上复合为分子进 入气泡。这一过程一直要进行到氢在气泡内外的分压相等时才会停止。进入气泡的氢气随 着气泡上浮而逸入大气。此外,气泡在上浮过程中,还可以通过浮选作用将悬浮在熔体中 的微小分子氢气泡和夹杂中的气体一并带出液面,从而达到除气的目的。
向熔体中吹入惰性气体之所以能除渣,是因为吹入的惰性气体泡能吸附熔体中的氧化 夹杂物并在上浮过程中将其带出液面。这种方法就是所谓浮选除渣法。由于惰性气体泡吸 附熔体中的氧化夹杂物后,能使系统的总的表面自由能下降,因而这种吸附作用可以自动 发生。惰性气体和夹杂物之间的表面张力越小,而熔体和惰性气体之间的表面张力以及熔 体和夹杂物之间的界面张力越大,则这种惰性气体的除渣能力越强。采用惰性气体精炼 时,应该在液面均匀撒上熔剂。这是因为,惰性气体泡把夹杂物带出液面后,如果此时液 面有熔剂层,则夹杂物进入熔剂中成为熔渣,便于扒出。否则,密度较大的夹杂物将重新 落入铝液,而密度较小的夹杂物在液面形成浮渣,与铝液很难分离,将这些浮渣扒出时将 带出很多金属液而增大金属损失。
4-7影响惰性气体精炼效果的因素有哪些?
影响惰性气体精炼效果的因素有:
(1)惰性气体的性质。惰性气体的密度、黏度、对夹杂物的润湿性能及比热容对精炼 效果有影响。气体密度越大、黏度越大,则在熔体中的上浮速度越慢,停留时间越长,有 利于提高精炼效果;但是,气体密度越小,则单位重量的气体体积越大,与熔体的接触面 积也越大,也有利于提高精炼效果。有人经过试验后指出:在除气过程中起决定作用的不 是精炼气体的重量,而是它的体积和在熔体中的分散程度。气体对夹杂物的润湿性能越 好,则气体的浮选能力越强。比热容通过影响熔体温度而影响精炼效果。铝合金精炼时常 用的惰性气体--氮气和氫气的主要性质见表2-8 o
(2)惰性气体的纯洁度。惰性气体的纯洁度主要指惰性气体中氧气和水分的含有程
度。惰性气体中的含氧量和含水量愈高,则精 炼效果愈差(见图4-1和表4-3)。因为氧和水 汽随精炼气体进入熔体中,会与熔体产生化学 反应,在气泡表面生成氧化膜,并使气泡内的 氢分压增大,这样,不仅大大延缓了扩散除氢 过程,并使熔体中氧化夹杂物的含量升高。当 惰性气体中的水汽和氧气超过某一值时,不仅 不能起到精炼作用,甚至使熔体发生吸氢过程, 造成更严重的污染。
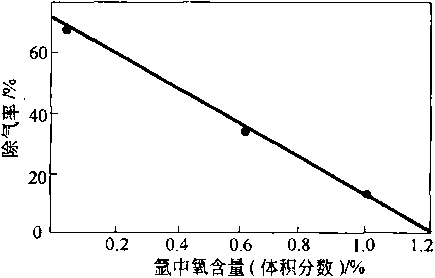
图4.1気中氧含量对铝熔体除气率的影响
第四章熔体的保护和精炼
• 123 ・
表4.3精炼用気气的湿度对铝熔体除气效果的影响①
|
氫中水含量 (露点/P) |
氢含量∕mL∙ (IOOg)T |
_____氧化铝含量/%_____ |
熔体除气率/% | ||
|
吹气前 |
吹气后 |
吹气前 |
吹气后 | ||
|
-52 |
0. 27 |
0. 10 |
0. 0056 |
0. 003 |
63 |
|
-36 |
0.∞18 |
O. Oll | |||
|
-20 |
0. 28 |
0. 13 |
0.0042 |
0.0042 |
54 |
|
0 |
0. 0095 |
0.014 | |||
|
6 |
0. 28 |
0. 17 |
0.017 |
0. 018 |
39 |
①吨金属氫耗量为Im3。
(3)气泡的大小。气泡的尺寸愈小,除气 效果愈好(见图42)。因为气泡愈小,则由同 体积气体造成的气泡数愈多,表面积愈大,这 从下面的计算即可看出。对于相同体积的气体, 当气泡直径由大变小时,气泡数量和总表面积 分别增大为原来的N倍和中倍:
N = ( π∕6)dι∕ (π∕6)d2 = d↑∕d^ ;
W = NF 婿∕κd∖ = djd2
式中,4为大气泡直径;当为小气泡直径。
此外,由斯托克斯公式可知(见4・10题), 气泡直径越小,则在熔体中上浮停留的时间也 越长。因此,在采用气体精炼时,人们总是希
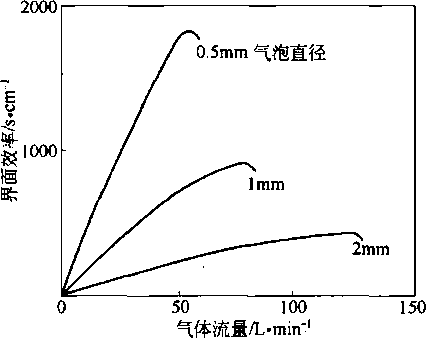
图4-2气泡直径不同时除气界面效率 (单位体积气体表面积X熔体暴露时间) 与处理气体流量的关系
望气泡越细小越好,这也是为什么要采用多孔陶瓷透气砖、喷嘴和旋转喷嘴除气的原因。 采用普通丁字形精炼器时,气泡的直径约为Iomm;而由多孔透气耐火材料发生的气泡, 其直径在Imm以下;旋转喷头产生的气泡更微细。在气体流量一定的情况下,采用多孔 陶瓷对铝熔体进行吹氮精炼时,其氮气的利用率可达10% ,除气率达50%;而在采用普 通精炼管精炼时,其利用率只能达到约1% ~2%,除气率小于30%。
(4)气泡与熔体接触的均匀程度。接触程度愈充分,愈均匀,则精炼效果愈好。因为 吹气精炼是建立在分压差扩散除气和浮选除渣基础上的,只有与精炼气体产生接触的区域 才有精炼作用。为了增大接触机会,最好采用在线式转注精炼及过滤吹气联合处理,使每 部分熔体都受到精炼的作用。在炉内精炼情况下,应让精炼器沿炉底平缓的移动,防止产
生死角。
(5)其他精炼工艺参数。吹气时间、吹气压力、吹气温度、精炼后熔体的静置时间等 精炼工艺参数对熔体的精炼效果均有明显的影响(详见4-10题)。
44氯气的净化原理是什么,为什么氯气比惰性气体的精炼效果好?
氯气的净化原理主要是基于下面的反应:
3Cl2 + 2Al—2AlCl3 ↑ + 1591. 8kJ
①
• 124 ・
铝合金熔铸生产技术问答
Cl2 + H2=2HC1 ↑ + 184. 2kJ ②
2Na + Cl2-2NaCl ③
3Na + AlCl3- Al + 3NaCl ④
由反应①和②生成的AlCh (升华点183K) HCll沸点-84")及未参加反应的氯, 在熔体里上升的过程中,起着和惰性气体一样的扩散除氢和浮选除渣的作用。反应②还直 接起着化合去氢的作用。反应③和④起到除钠作用,生成的NaCl (熔点800K)以固态形 式进入熔渣浮于液面被除去。在熔体中存在镁的情况下,还可产生下述反应:
Cl2 + Mg= MgCl2
2A1C13 +3Mg=3MgCl2 + 2A1
生成的MgCl2 (熔点712K )以液态存在,既具有溶解氢的作用,也能把熔体中悬浮 的氧化物粒子包围而与铝液相分离,起到熔剂的作用。
采用氯气精炼时,铝熔体中的含氢量可降至0∙04~0.08mL/IoOg,氧化膜污染度降至 0.05mm2/cm2;而采用惰性气体精炼时,铝中的含氢量和氧化膜污染度通常只能分别降到 0.15~0.2!n^1008和0.11η1112/(^2的水平。和惰性气体相比,氯气精炼效果更好的根本原 因是反应产物氯化铝和氯化氢形成的反应性气泡极为细小弥散,使扩散除氢过程进行得更 为彻底和充分。同时,氯气可直接与溶解的氢化合。另外,氯气及氯化物可与氧化物相互 反应,对氧化铝起分解作用,不仅起到了良好的除渣作用,而且由于表面氧化膜的破坏, 使氢逸出更容易。最后,精炼后逸出熔体表面的气体(氯气、三氯化铝、氯化氢等),其 密度都比空气的大,并聚集于熔体表面,能防止精炼过程中熔体被炉气中的水气重新污 染。此外,氯气精炼伴随着降低非金属夹杂物的表面活性,导致生成颗粒状的浮渣,扒出 的渣几乎不含金属珠Q
4-9为什么要采用氮•氯混合气体精炼,其常用装置是怎样的?
采用氯气精炼铝合金熔体,具有除气效果好,反应平稳,渣呈粉状不为金属液所润 湿,渣量少(约0∙60%),渣中金属少(约36.0%),并兼有除渣、除钠效果等优点。但 是,氯气及其反应产物有毒,污染环境,腐蚀设备,而烟尘的收集和处理设备较为复杂, 且成本较高。另外,采用氯气处理还有使铸锭产生粗大晶粒的倾向、镁的损失大(可达 0. 20% )等缺点。采用氮气精炼,其优缺点正好与氯气的相反。氮气无毒,无需采取特别 的排烟措施,且镁的损失极小(仅0∙01%左右)。但是,氮气的精炼效果较差,精炼时易 喷溅,渣呈糊状,不仅渣量大(约2.0%),且渣中金属量也大(约60.0%)。采用氮•氯 混合气体精炼,则可取长补短。据资料介绍,采用(¾20%和Nz80%的混合气体能达到纯 氯一样的精炼效果,渣亦呈粉状,渣量少(约0∙55%),渣中金属也大为减少(约 38. 0%),而且减轻了环境污染,改善了劳动条件。这就是为什么要采用氮-氯混合气体精 炼的原因。
图4-3为铝型材厂采用氮-氯混合气体精炼的典型装置示意图。目前一些上规模的铝材 厂使用的氮气多是自己生产的。从分備塔出来的氮气经氮压机送入储氮罐3,储氮罐内壁 通常涂有耐酸漆层,以防止铁罐生锈、吸湿而降低氮气的纯洁度。氯气是由液氯罐2发生
第四章爆体的保护和精炼
• 125 ・
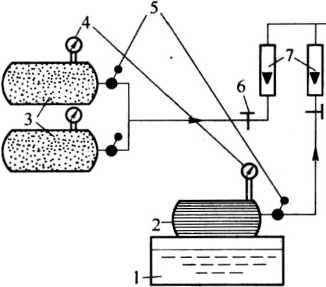
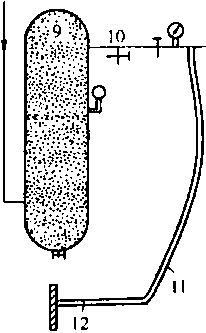
图4-3氮-氯混合气体精炼装置示意图
I一中和槽;2—液氯罐;3—储氮罐;4-压力表;5—减压阀;6-流量控制阀; 7一流量计;8-干燥器;9一混合罐;10一取样管;Il-软管;12一精炼器
的。为防止氯气跑漏和中毒,氯气罐通常坐落在碱液中和槽1上,工厂广泛使用硫代硫酸 钠作中和剂。氮气和氯气分别经减压阀5和流量控制阀6、流量计7后在管道内混合进入 干燥器8。干燥器内多采用氯化钙、硅胶或分子筛作为干燥剂,干燥器内的上、下隔板钻 有许多直径为2 ~3mm的小孔。从干燥器内出来的气体进入混合罐9,混合罐内混合气体 的工作压力一般控制在0∙2~0∙35MPa。取样管10是取样分析气体成分的地方,通常采用 BTN型气体全分析器分析气体的混合比、氧含量及水含量,合格后方可使用。连接软管 11应该采用不吸湿材料,如四氟乙烯高压胶管。精炼器12的管头可用石墨、石英制作, 也可用多孔陶瓷,采用钢管时应在表面涂覆涂料,吹气孔的直径一般为2~5mm。也有许 多工厂直接采用高纯氮发生装置生产高纯氮,供精炼用。
4-10吹气精炼时应该怎样选择和确定精炼工艺参数?
吹气精炼时,各种精炼工艺参数选取应遵循以下原则:
(1)精炼温度。在选择精炼温度时应综合考虑温度对精炼效果的影响、熔体与精炼气 体作用时的热效应、温度对熔炼时物理化学过程的影响等三个因素。采用吹氮精炼时,精 炼温度适当低一点好。这是因为降低温度虽然降低了熔体中原子氢的扩散速度,但却使熔 体黏度增大,气泡在熔体中停留时间延长,熔体中溶解的氢分压增大,气泡-熔体边界的 氢浓度降低,因而有利于提高扩散除氢的效果。同时,适当降低精炼温度,还能降低熔体 氧化、吸气的倾向及生成Mg3M和AIN的倾向。在吹氮精炼时,由于氮气吸热而使熔体温 度下降的趋势很小,在不考虑其他条件的情况下,若吨金属通氮量为Im3,熔体温度降低 不到IcC。采用吹氯精炼时,精炼温度应适当高一些好。这是因为氯能与气泡中的氢相互 作用,在气泡-熔体界面上始终保持着最小浓度的氢,提高温度既能大大提高精炼气体与 气泡中氢的化学反应速度,又能提高熔体中的氢向气泡扩散的质量迁移系数,有利于提高 精炼效果。当然,采用氯气精炼时,由于产生AK¾和HCl的反应都是放热反应,熔体温 度会提高(在吨金属通氯量为Im3的情况下,大约提高IOP )。同时,提高温度亦增大熔
• 126 ・
铝合金熔铸生产技术问答
体氧化、吸气的倾向。故吹氯精炼时,精炼温度也不能太高。在工业生产中,由于精炼温 度受熔炼温度和铸造温度的制约,可调范围很小。所以,在熔炼炉精炼时,精炼温度应控 制在熔炼温度范围内。对于吹氯精炼,一般以730 ~740K为好;对于吹氮精炼,一般以 710~720K为好;对于氮-氯混合气体精炼,以720 ~730霓为好。在静置炉精炼时,精炼 温度以不低于铸造温度的下限为原则。
(2)吹气压力的确定。吹气压力主要根据熔池中熔体深度而定。其最小压力以熔体不 能进入精炼器为原则,其最大压力要使熔体产生沸腾但不飞溅。假定熔体深。.7m, 700七 时铝液的密度为2.36g/cm3,则炉底承受熔体静压力为0∙0165MPa,故最小吹气压力为 16. 5kPao如果熔体深仅0∙ 4m,则吹气压力只要IokPa便够了。由于铝合金熔炼炉和静置 炉的熔池深度一般均在0. 3 ~0∙ 7m之间,故吹气表压一般控制在10 ~20kPa即可。
(3)气体用量和吹气时间的确定。吹气精炼时,所需要的精炼气体的数量,理论上可 按下式计算:
£ = (3万)-乂 •厂・〃• R ・ k Tn[ (Co-CP)/(CZ-CP)] 式中!—使熔体含氢量达到G所需要的精炼气体体积,m3;
0——熔体中氢的质量迁移系数,吹氣时,若熔体温度为700K,气泡半径 3 ~ 10mm,贝!] S 约为 0. 1 ~0∙ 15cm∕s;
几--熔体体积,m3;
A--气泡在熔体中所处的深度,cm;
R--气泡半径,cm;
u——气泡在熔体中的上浮速度,cm/s;
K一气体进入温度为7、压力为尸的熔体中的体积变换系数;
。。——熔体中气体原始含量;
CP--气泡-熔体界面上的气体浓度;
CZ--要求使熔体达到的最终含气量。
实际生产中,由于不可能使全部熔体都与精炼气体接触,因而实际的耗气量要比理论 耗气量大得多。理论耗气量和实际耗气量的百分比称为气体的利用系数,并用1?表示。η 的值因精炼方法而异,最好时可达10% ~30%,差的时候仅1% ~3%。由于合金中原始 含气量和要求达到的最终含气量不同,各厂实际采用的精炼气体量差别很大,氮气约吨金 属1.6~8rn3,氮气约吨金属2.4~5∙5m3,氯气约吨金属0. 6 ~2∙ 5h?,其精炼时间一般控 制在5~30min。目前,我国很多铝材厂实际采用的精炼气体量偏低,在采用NzKu混合气 体精炼时,约吨金属0∙7~lm3,精炼时间为5~15min。
(4)精炼后静置时间的确定。为了便于小的气泡上浮分离和小的夹杂物的上浮或下 沉,吹气精炼后必须让熔体静置。静置时间可按熔体中气泡和夹杂物上浮下沉所需的时间 来确定。理论上,半径小于Shnm的球形杂质的沉浮时间可按斯托克斯公式估算:
τ = 9»/2R2(0i -p2)g 式中T--杂质沉浮时间;
刀一熔体黏度;
A--杂质在熔体中的沉浮高度;
第四章爆体的保护和精炼
• 127 ・
R--杂质半径; •
Pi——熔体密度;
P2——杂质密度;
g--重力加速度。
经验上,静置时间因制品用途和要求而异。对于重要制品,一般控制在30~45min; 对于一般圆铸锭,为15~20min;对于扁铸锭,为IO ~ 15min。
4-11采用氮•氯混合气体精炼时应注意哪些问题? ^
采用氮-氯混合气体精炼时应注意以下问题:
(1)要注意安全。氯气瓶应放置在阴凉处,使用和运输时要防止振动和碰撞;•放氯气 瓶的地方应设置中和槽,一旦发现漏气;应将瓶嘴拧紧并放入中和槽内。向车间输送混合 气体的管路系统及混合气体制备系统,每班必须以氨水作为指示剂,巡回检查所有阀门、 接头、压力表、管路等,发现漏气要及时处理。
(2)要保证氮气、氯气的纯度及混合气的混合比。按工厂技术条件和产品质量的要 求,确定要控制的气体纯度;混合气的比例要控制在M 90% ~95%、Cl2 5% ~10%的范 围内。氯含量如果太低;则精炼效果不好,反之,反应时发烟,操作条件恶化。
(3)要做好精炼前的准备工作。精炼前,精炼器要充分预热,对于铁质精炼器最好先 涂料;在熔体表面撒上一层粉状熔剂;并打开排烟机,电炉要停电操作。
(4)要按规程要求搞好精炼操作。首先,将精炼器放入炉门口烟罩处,打开精炼气体 的阀门后,再将精炼器插入熔体中进行精炼。精炼时,应将精炼器放至炉底,均匀而缓慢 地移动,消灭死角,切忌定点精炼。精炼过程中,压力要适当,并应保证精炼时间。精炼 结束时,先将精炼器提出液面,再关闭送气阀门。精炼后,随即扒渣,并撒上一层覆盖熔 剂对熔体静置。
4-12除氮-氯混合气外,还有哪些其他的混合气精炼方法,有何特点?
除了氮一氯混合气外,目前,国内外还有一些企业采用氫-氯、氮-氟利昂、氮-氯-一氧 化碳、氮■六氟化硫等混合气作为精炼气体使用。采用氟利昂-12 (CCl2F2)的原因是无毒,
精炼效果好。将一氧化碳加入氮•氯混合 气中的目的是夺取氯气还原熔体中的氧 化铝时产生的氧,与之生成二氧化碳, 避免氧气再度与铝在气泡表面形成氧化 膜。这些混合气的除气效果见图4・4。 氟利昂是一种无毒的气体,试验表明, 它具有良好的除气、除渣、除有害杂质 的综合效能,但环境学家认为它是一种 破坏臭氧层的含氟氯煙。六氟化硫是一 种高度稳定的气体,也是氟所能生成的 最高共价化合物之一,特殊的分子结构 使其分子间相互排斥,其优点是易挥发、
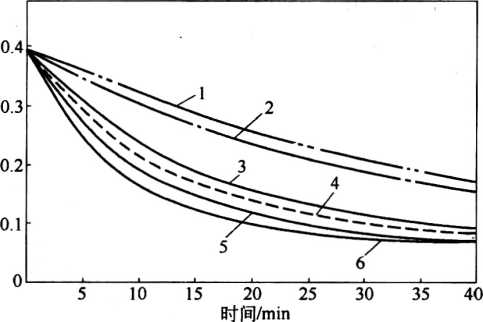
图4-4不同混合气精炼剂对纯铝除氢效果的影响
I-N2 ;2—N2 +10% CO +10% Cl2 ;3—N2 +5% CCl2 F2 ;4—Cl2 ; 5—N2 +10% -20%CCl2F2j6-N2 +25% CCl2 F2
• 128- 铝合金煉铸生产技术问答
无毒、不燃烧、•无腐蚀性,是一种新开发的产品。在惰性气体中加入2%左右的六氟化硫, 由于六氟化硫与铝熔体的反应热大于其他活性气体,因而除气效果变得更好。目前,六氟 化硫已在“SIGMA”除气系统中采用。资料介绍,6061铝合金熔体中氢含量可从 0.28mI7100g降至0∙ ImL/IoOg。但也有试验发现,它的精炼效果依赖于化学反应,而后 者随温度和其他因素而变化。从图4・4可看出,采用混合气体是一种行之有效的方法,其 中,第三种混合气体(即氮气+5%氟利昂)与纯氯的精炼效果相近,而在除气处理同时 对烟囱废气进行的分析表明,废气中的氟利昂等含量,低于千万分之一的这一检验极限。 在两种常用的惰性气体中,由于氫气密度较氮气和炉气高,也比氮气的纯度相对要高(水 含量相对要低),在其他条件完全相同的情况下,由于氫气泡在熔体中的上浮速度相对较 慢,与熔体接触时间相对较长,也不形成副产物,而且,逸出液面后富集于铝液表面,有 阻碍炉气中水分与铝液接触的作用,因此,精炼效果相对较好。但氮气相对便宜、易得。
4-13什么是透气砖精炼,影响透气砖精炼效果的主要因素是什么?
透气砖是采用刚玉、碳化硅、氮化硅、石墨或高铝黏土质等材料烧制而成的高温多孔
耐火材料,利用透气砖将精炼气体分散成细小的 气泡进行精炼,以提高传质能力和除氢效率的方 法称为透气砖精炼。实践表明,采用多孔透气砖 进行吹气精炼时,效果比单管吹气精炼的要好。 采用普通丁字形精炼器时,气泡的直径约为 10mm;而由多孔透气耐火材料发生的气泡,其 直径较小。在气体流量一定的情况下,用多孔陶 瓷对铝熔体进行吹氮精炼时,其氮气的利用率可 达10%,除气率达50%;而在用普通精炼管精 炼时,其利用率只能达到约1% ~2%,除气率 小于30%。图4-5说明,在其他工艺条件相同的 情况下,用多孔透气砖吹錮:15min即可获得满意 的除氢效果,而单管吹氣要达到同样的除氢效 果,则需要30min的时间。
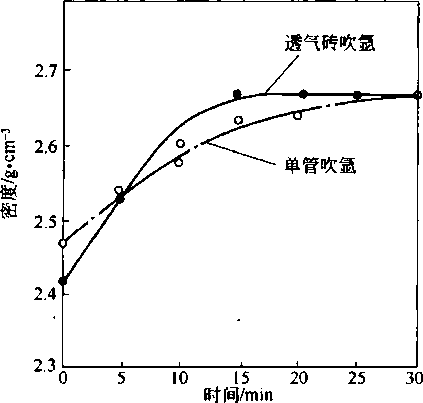
图4-5 Al-12%Si合金减压凝固后的密度 与吹氣时间的关系
影响透气传除氢效果的主要因素是气泡大小和气体流量。而气泡的大小可用喷射 雷诺准数作为衡量尺度。德国S∙ K总Stner等人经过试验后指出,当雷诺准数Re =300 时采用透气砖喷吹气体具有最好的界面效果。当超过这个准数时,则不再形成单个的 小气泡,而是在透气砖的表面上凝结成较大的气泡,整个透气砖此时起着喷嘴开口的 作用。图4-6α是他们用透气传以各种不同气体流量对7kg熔体除气时的除氢速率, 随着气体流量的增高,除氢速率增大。他们认为:气泡脱离透气砖到熔体的过渡系数 要比气泡在气孔口扩大自由表面的速度快得多,这表明,气体流量较高时,对流也加 强了,这在除气过程中起着决定性的作用。事实上,他们的发现与图4・66所描述的 规律基本是吻合的。由图4-66可看出,气体的发泡效率(指单位体积气体表面积与熔体 接触时间的乘积)与透气砖的开孔数及孔径关系极大,开孔数越多越小,则发泡效率急剧 增大,但很快趋近极大值,再增大气体流量,气泡数实际没有变化,甚至减少。因此,在
第四章煉体的保护和精炼
• 129-
-0.1
0
1 2 3 4 5 Qo.o.so.
0.6
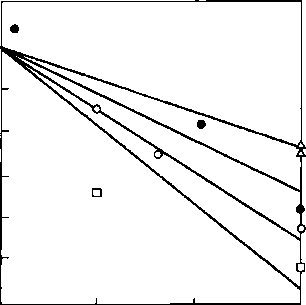
69L∕mιn∙t
79L∕min∙t
98L∕min∙t
117L∕min∙t

10 15
时间/min
2400
2∞0
7∈Q∙⅛^⅛r

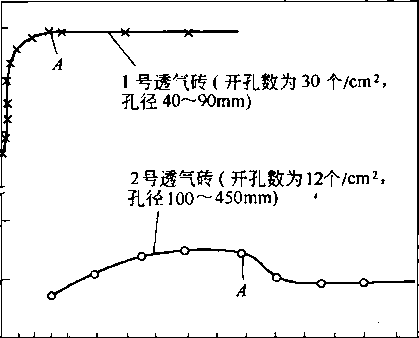
0 12 3 4 6 8 10 12 14 16 18 20 22 24 26
单位面积上的气流量/mL.(s.cm2)-1 b
图4.6吹气流量对发泡效率和除氢效率的影响
α-不同气流量下透气砖处理700r铝熔体的除氢速率;6一透气砖发泡效率与吹气流量间的关系
吹气流量、吹气时间和铝液温度三个参数中,吹气流量是铝液净化效果的最敏感的参数。 气泡发生数和气-液两相实际接触的总面积开始随吹气流量增加而增大,当吹气流量达到 一定值4时,再增加气体流量,气泡发生数和气-液两相实际接触的总面积不变甚至减少, 即4为该透气砖的最佳(或饱和)流量值。由于受最佳雷诺准数的限制,单个透气砖不可 能依靠气压来无限地提高吹气量,否则,在气泡的形成和上浮过程中会发生泡径铺展与合 泡现象,因此对于大流量的使用场合,应该同时采用多个透气砖来满足提高除氢效率的要 求。
目前国内专业生产铝用透气砖的厂家不多。深圳派瑞科公司提供的L形和T形多孔 陶瓷管(带螺纹管接头)主要应用在小型炉子和浇包的精炼,建议的气体压力为 0∙05-0. IMPa,气体流量为0∙ 47L∕s。福州麦特新公司生产的透气砖采用碳化硅和氮化 硅不润湿材料制作,通孔率约35%,平均孔径约lwH,抗压强度大于IOMPa,主要产 品有应用在流槽内的MTX・10000型在线除气系统(见图4-7)和在炉床底部进行熔体精 炼和搅拌的综合系统。该公司应用在熔铝炉炉床上的透气砖采用"梅花桩"布置,每个
2
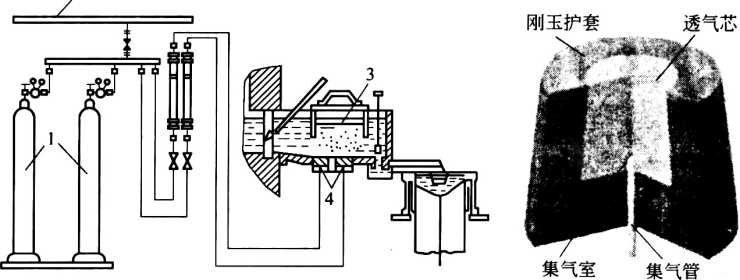
透气砖结构
图4.7透气砖结构及在线底吹式精炼示意图
I-气源;2一供气管;3一浮盖;4一透气砖
• 130 ∙
铝合金熔铸生产技术问答
透气传底部设有三个进气孔,分别供给不同压力和流量的惰性气体,作为基气、净化气 和造浪气。造浪气采取高压力、大流量分组供气形式,以在熔炉内实现脉冲式交替搅 拌,达到加速均匀成分和温度的目的;净化气采取中压、适当流量脉冲供气方式,并与 间隙式的大脉冲搅拌相结合,实现产生微小气泡、消除合泡、延长气泡在熔体中浮游路 程和时间三重作用,达到提高精炼效果的目的;基气采取维持气压(不小于S(HMPa) 和维持流量的长期供气形式,主要用于提供气泡核心,防止脉冲供气瞬间可能引起的瞬 时负压和停炉时的灰渣堵塞。整个过程由PLC按预设程序自动控制,并可通过触摸屏对 参数进行修改。这种工艺实际赋予透气砖以精炼和搅拌的双重功能,借以替代价格昂贵 和耗能的电磁搅拌及永磁搅拌,为铝熔铸业提供了又一条既节能又环保并有除气作用的 熔体搅拌新途径。
444什么是高速喷嘴精炼法,有什么特点?
高速喷嘴精炼法是MINT法采用的除气方式,它是将精炼气体在雷诺准数很高的情况 下(见图4用)以高压、高速从狭小的喷嘴里喷出,由于高压下的气体密度比正常压力下 的气体密度要大得多,当气体射流进人熔体时,压力突然降低,于是便胀裂成很小的气 泡,类似于机械式油喷嘴中油的雾化一样。而气体射流的动能传到喷嘴前的熔体里,喷嘴 前熔体的速度可高达2∙5m/s,使气泡在熔体内很快混合(见图4.9),此时,上升气泡也 起到空气升液器的作用。
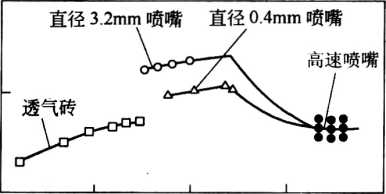
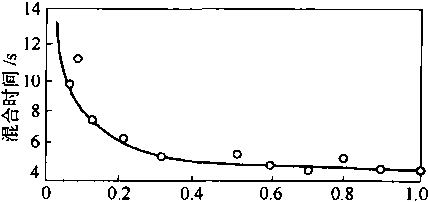
雷诺准数
图4*透气砖和高速喷嘴在各种雷诺准数下 的平均气泡直径
预压力/MPa
图4-9 用0. 5mm高速喷嘴在ψ3∞mm X 5∞mm 熔池中所产生的混合速度
由于高速喷嘴具有在很短的时间内向熔体喷射出大量气体的特点,因此它可以在很
短的时间内完成对铝熔体的除气。高速喷 嘴处理和静态下真空处理及真空下透气砖 处理对铝熔体除氢效果影响的对比见图 4-10o
我国西南铝业集团公司的科技人员在 消化吸收引进MlNT技术的基础上,经过 许多改良,自主开发了矩形熔池采用高速 喷嘴的在线净化设备,在生产中发挥了良 好的作用。
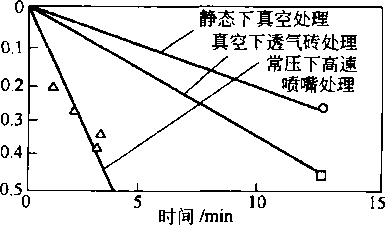
图4.10几种不同方式的除氢效果比较 (铝熔体温度70Ot)
第四章 熔体的保护和精炼
131・
4-15什么是旋转喷头精炼法,影响其除氢效率的因素有哪些?
旋转喷头精炼法就是利用旋转喷头将精炼气体打碎并引入熔体中的一种在线处理铝熔 体的净化工艺方法。旋转喷头的结构形式不一,目前已公布的有直管喷头(622法)、多 孔喷头、剪切式(SNlF法)、下吸离心式(ALPUR法)、上吸离心式(RDU法)等,见 图4-11α、6、c、d、e,对后三种形式,我国都引进了相关设备。
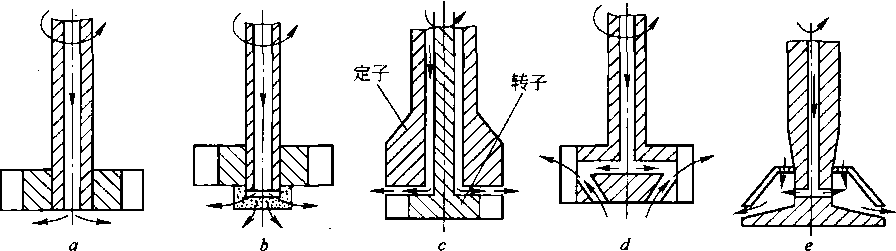
图4-11旋转喷头的形式
α-622直管式;6-多孔陶瓷式;c-SNIF剪切式;d-ALPUR下吸离心式;e-RDU上吸离心式
大连理工大学杨长贺等人对旋转喷头的除氢效率进行了模拟实验和研究,他们认为:
(1)旋转喷头的结构形式、旋转速度、喷头插入熔体的深度和熔池形状是影响熔池内
液面状态的主要因素,在其他条件一定的情况下 产生径向流动,为了补充径向流出的熔体,中 心部位下凹,液面凹陷深度按SNIFTRDUτAL. PUR的次序加大;2)转速越高,喷头输送给熔 体的能量越大,熔体翻腾程度加剧,凹陷也越 深(见图4-12); 3)为使液面不产生剧烈翻腾, 喷头插入深度H应符合下面的经验公式:
H^Kh
式中,九为喷头的高度,K为受喷头结构、旋转 速度和气体流量影响的经验系数,在SNlF的工 艺条件下,K取2~4,在ALPUR和RDU的工 艺条件下,K取4~7; 4)熔池形状对液面平稳
D喷头旋转时,熔体在离心力作用下,
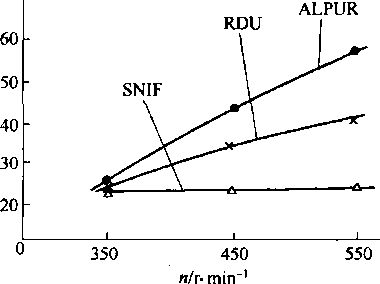
图4.12喷头插入深度为50Omm,气体流量 为1. 0m3∕h时对液面凹陷深度的影响
性有重要影响,圆形熔池对熔体圆周运动产生的阻力较小,更易产生涡流,使液面凹陷,
并建议采用方形截面熔池。
(2)影响气泡大小和运动轨迹的主要因素是输入熔体的搅拌能量密度。总能量密度由 气体搅拌能量密度和机械搅拌能量密度两部分组成,气体搅拌能量的输入,使气泡产生由 下而上的运动,也是造成熔体上下对流的原因,这种运动方式从加大铝液表面的翻腾程度
和缩短气泡在铝液中的停留时间两个方面恶化了去氢效果。而机械搅拌能量的输入,使气 泡均匀弥散在旋转的熔体中,并抑制了熔体上下对流的趋势。对气泡尺寸影响最大的因素 是机械搅拌能量密度,总的趋势是该能量密度越大,则气泡尺寸越小,也越分散和均匀。 因为旋转喷头叶片及其造成的熔体紊流与喷射出的气流之间的机械碰撞作用越强烈,使气
• 132 ・
铝合金熔铸生产技术问答
体分裂成更小的气泡,并使合泡的概率减小。而机械搅拌能量密度的大小与喷头结构、大 小和转速有关,在实验室条件下,转速越大,气泡尺寸越小,但同时,液面的翻腾与搅动 也越厉害。为此,研究者建议,实际生产中,喷头转速不宜超过450r/min。
(3)影响旋转喷头除氢效率的主要因素是气体流量、旋转速度和喷头结构。各种喷头 在不同转速和气体流量下的表观传质系数FK见图4-13和表4-4o由图和表的数据都可以 看出,随着气体流量和转速的提高,表观传质系 数都提高,而在转速和气体流量一定时,表观传 质系数按SNlFTRDU-ALPUR的次序增加。研 究者认为,气体流量增加意味反应物浓度加大, 反应速度当然提高;转速增大时,熔体紊流程度 加剧,叶片对气体的分裂作用大,同时熔体受到 的离心力大,气泡随着熔体扩散距离远,气泡尺 寸小,合泡概率小,故表观传质系数大;不同的 喷头对熔体的搅拌程度、熔体的紊流程度都不 同,导致产生气泡的大小不一样,另外,在相同 转速情况下,不同的喷头,在其相临的区域所产 生的紊流程度及区域大小都不同,因而气泡分裂
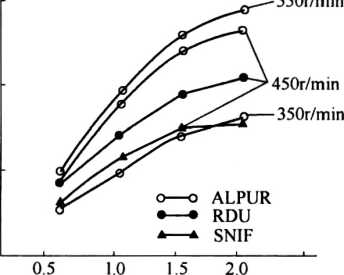
气体流量/mɜ-h-'
图4-13不同转速和气体流量时三种喷头 的表观传质系数的对比
和合泡的概率都不同,对气泡的大小也有影响,所以就有不同的表观传质系数。综合研 究结果,他们认为:从液流平稳性而论,ALPUR,特别是RDU旋转喷头容易在液面引, 起旋涡,使熔体卷渣吸气,而SNIF喷头相对平稳;从除氢效率看,采用对称分布且垂 直于轴心孔的多个细孔引出气体时,在等流量、等转速及模拟状态下,具有较高的除氢 效率,因此,ALPUR和RDU旋转喷头又比SNIF喷头好;三种喷头的制作加工都有一定 难度,但ALPUR和RDU旋转喷头在安装更换方面比SNlF喷头简单。采用上述旋转喷 头的各装置的具体技术参数分别见本书4-34题(622法)、4・35题(SNIF法)、4.36题 (ALPUR法)和4-38题(RDU法)的有关题解。采用多孔陶瓷旋转喷头的除气装置的 技术参数(摘自LightMetals, 1987, 712-727):转数为380r∕min;吹入气体为Ar或Ar ÷5%C12;吹气量为3∙6n?/h;熔体流量为22.5t∕h;比气体量为O. 16L∕kg;除气率为 纯氫58%~70%, Aγ + 5%C1270% -80%;采用耐火材料套保护的石墨旋转轴作为定 子,采用¢250高纯石墨作为转子。
表4.4三种喷头在不同转速、气体流■下的表观传质系数
|
喷头转速 /r . min 一 ɪ |
气体流量 ∕m3 • h -1 |
喷头类型 | ||
|
ALPUR |
RDU |
SNIF | ||
|
_____________表观传质系数/m3 ∙s-_____________ | ||||
|
350 |
0.5 |
26.4 |
26.3 |
23 |
|
1.0 |
48.7 |
44.7 |
44.8 | |
|
1.5 |
'71.0 |
60.0 |
60.0 | |
|
2.0 |
80.4 |
72.3 |
70.6 | |
第四章爆体的保护和精炼 -133.
续表4-4
|
喷头转速 /r • min ^1 . |
气体流量 ∕m3 ∙ h "ɪ |
______喷头类型______________ | ||
|
ALPUR |
RDU |
SNIF | ||
|
_________• 表观传质系数/m3 ∙ s-]________________ | ||||
|
450 |
0.5 |
42.8 . |
42.2 |
30.5 |
|
1.0 |
89.4 |
70.7 |
57.2 | |
|
1.5 |
120.2 |
95 |
74.6 | |
|
2.0 |
132.4 |
104.4 |
77.6 | |
|
550 |
0.5 |
48.8 |
45.6 |
40.4 . |
|
1.0 |
95.6 |
85.7 |
64.8 | |
|
1.5 |
129.7 |
104.5 |
82.4 | |
|
2.0 |
144.2 |
113.5 |
88.7 | |
注:物质系统由于浓度不均匀而发生的质量迁移过程称为物质传递,简称传质。比如氢原子从铝熔体中向精炼气 泡中的迁移过程。传质系数K是传质过程方程式中的一个比例系数,它反映一个具体传质过程的强化程度, 表示在单位面积,单位浓度或压力差时,单位时间内物质从一相传递到另一相内的数量,即K = C/(尸Aj),式 中,G是传质速率,尸是传质面积(即相界接触面积),AJ是传质推动力(可采用浓度差或压力差的平均 值)。传质系数一般需通过实验确定。表观传质系数等于传质系数K与传质面积尸的乘积。
改革开放以来,我国不少企业和科研院所在消化吸收引进技术的基础上,开发了具有 自己知识产权的采用旋转喷头的铝熔体在线精炼装置,其中比较知名且形成规模产销量的 有:深圳派瑞科的进口 SNIF系统和国产ILDU系统,上海鑫业熔铸设备制造有限公司开发 的仿ALPUR系统,福州麦特新公司开发的MTX-20001系统。此外,还有大连理工大学和 华东铝联合开发的DUT-89系统、东北大学开发的DGIJ系统、涿神公司开发的CQ500系 统等。
446什么是气体•熔剂混吹精炼?
用惰性气体进行吹气精炼时,具有操作方便、环保安全、成本低廉的特点,但精炼效 果受惰性气体本身纯度的制约。一般惰性气体即使采用很严格的纯化措施,也总会含有一 定量的水分和氧气。这种气体吹入铝液后,在吹入的气泡表面会形成薄而致密的氧化膜, 从而阻碍熔体中的氢进入气泡内,使除气率大打折扣。在吹入惰性气体的同时引进一定量 的粉状熔剂时,则气泡表面被熔化的熔剂膜所包围,不仅隔断了气泡中水分和氧气与铝液 的接触,使之不能形成氧化膜,而且,即使有氧化物生成,也会被熔剂膜所吸附,从而有 效地提高精炼的效果。哈尔滨工业大学贾均教授等人从热力学和动力学角度分析了铝合金 脱氢过程,建立了气泡表面无氧化膜和有氧化膜时氢传质的数学模型,得出以下结论:
(1)无氧化膜气泡的去氢能力为:
J(H) = [4"2(g 一κ度)]/[(心/a)+(%/0g)]
式中J(H)--扩散入气泡中的氢原子或结合成氢分子沿径向的流率,mol/s;
r...气泡半径,cm;
G--铝液中氢的浓度,mol/cm3;
Ph2--用氢分压表示的气泡内部氢的浓度;
• 134 ∙
铝合金熔铸生产技术问答
δ1——铝液-气泡界面处铝液侧有效边界层厚度,cm;
Dl——氢原子在铝液中的扩散系数,crη2/s
δg——铝液-气泡界面处气泡侧有效边界层厚度,cm;
D6—-氢分子在气泡中的扩散系数,crn2/s;
K-平衡常数。
由上式可看出,吹气精炼时,除氢能力直接与气泡的表面、有效边界层厚度、气泡中 氢的分压、氢在铝液和气泡中的扩散系数及氢的平衡常数有关。当强烈搅动铝液时,使边 界层厚度降低、气泡分散表面积增大,利于扩散,去氢效果就好。此外,气体中水蒸气含 量越低,则气泡内氢分压越低,除氢效果也越好。
(2)有氧化膜气泡的去氢能力为:
J(H) = [4"2(%g -K√^)]∕[(K∣d∕Q) + (δ8∕^β) + (%/—)]
式中δ8--氧化膜厚度;
Da--氢原子在氧化膜中的扩散系数;
Kl--氢原子在氧化膜-铝液界面处平衡常数。
由上式可看出,气泡表面覆盖一层氧化膜后,由于氢的扩散存在附加阻力b/α,且 氢在固相中的扩散系数远小于在液相和气相中的扩散系数,故单位时间内氢的扩散量大为 降低。 ^
(3)在其他条件相同时,要将铝液中的氢含量降至相同的水平,有氧化膜气泡的除氢 时间比无氧化膜气泡的除氢时间起码要长ʌ%
AE 二(風Λ4ds∕)ln[(K∣Co-KA)/(&& -KK)] 式中V—铝液的体积;
4--气泡的总表面积;
C0--铝液中氢的原始浓度。
(4)有氧化膜的气泡,起除氢作用的基本条件是:
0. 0319(a)2/0B N h/u
式中九--气泡离液面的深度,cm; u--气泡上浮速度,cm/s。
有人对纯氮精炼和纯氮•熔剂混吹法 精炼的效果进行过对比实验,精炼时间同 为12min,精炼前铝熔体含氢量为 0∙41mI√100g金属,用纯氮精炼后的熔体 含氢量为0∙ 29mI7100g金属,而用氮气-熔剂混吹后的熔体含氢量只有O. 06mI√ Ioog金属。前者除氢率只有29%, •而后 者则达85%。我国深圳华益铝厂和华加日 铝业有限公司从日本引进的"FF・20"喷 射熔剂装置在生产中发挥了很好的作用。 图4-14是气体-熔剂混吹法示意图。
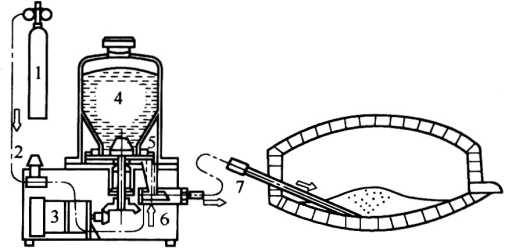
图4/4气体-溶剂混吹法示意图
1-氮气;2-减压阀;3-电机;4-熔剂;
5一拨料板;6-混合室;7一喷吹管
第四章熔体的保护和精炼
• 135 ・
4-17氯盐精炼的基本原理是什么?
•氯盐的精炼作用主要是基于氯盐与铝熔体的置换反应,以及氯盐本身的挥发作用和热 离解作用,其中主要的是氯盐与铝作用时生成三氯化铝的反应。
(1)置换作用。当氯化锌、氯化猛、四氯化钛、六氯乙烷等氯盐被压入铝液时,分别 与铝液发生以下反应:
3Z∏C12 + 2Al —2AlCl3 ↑ + 3Zn
3MnCl2 + 2A1=2A1C13 ↑ + 3Mn
3TiCl4 + 4A1 ^ 4AlCh ↑ + 3Ti
2C2C16 + 2A1 —2C2C14 ↑ + 2A1C13 ↑
以上反应生成的AlCL和C2CL在熔炼条件下都是气体,自铝液底部向上浮起的过程中 起着和惰性气体精炼时相似的除气、除渣作用。 ^
(2)挥发作用。许多氯盐的沸点低于铝熔点,如AICI3、BCI3、TiCI4、CCl4. SiCl4. CzCk等。在熔体温度下,这些挥发物具有很高的蒸气压(如AlCL的蒸气压高达 2. 3MPa),它们在熔体中上浮时,起着精炼作用。
(3)热离解作用。许多氯盐在熔体温度下发生分解放出氯气,起着和氯气相同的精炼 作用。如: ^
2CC14 = C2Cl4 ↑ + 2C12 ↑
在铝材行业,有少数工厂采用四氯化碳和六氯乙烷精炼,基本没有采用氯化锌和氯化 住进行精炼的。因为它们吸湿性大,还会使熔体增锌、增倍;就同一重量的氯盐产生的气 体量而言,后者也要比前者少得多(见表4-5),故精炼效果也要差得多。
表4∙5几种氯盐的气体体积当■
|
氯化物 |
CCl4 |
C2CI6 |
MnCl2 |
ZnCl2 |
|
气体体积当量 |
194 |
189 |
118.5 |
109.5 |
4-18四氯化碳和六氯乙烷的精炼机理及精炼工艺要点各是什么?
四氯化碳的精炼机理是基于下面的化学反应:•
2CC14^ C2Cl4 ↑ + 2C12 ↑
4A1 + 3C2C14-4A1C13 ↑ + 6C
2Al +3C12^=2A1C13 ↑
Cl2 +2H=2HC1↑
以上反应所生成的C2CL、AK¾和CU在熔炼条件下都是气体,起着和氯气一样的除 气、除渣作用。采用四氯化碳精炼时,其工艺要点如下:精炼温度690 ~710K;加入量 2~3kg/t金属;加入方式为载体加人法,即将烘烤过的轻质黏土砖浸泡吸收四氯化碳后压
• 136 ・
铝合金熔铸生产技术问答
入熔体底部,并缓慢移动直至无气泡冒出为止。精炼完后将熔体静置5~10min。
四氯化碳的优点是:吸湿性低,使用方便,精炼效果好,且有晶粒细化作用。其缺点 是:反应气体有毒,合金中含镁时镁的损失大。
六氯乙烷的精炼机理是基于下面的反应:
3C2C16 + 2A1—>3C2C14 ↑ + 2A1C13 ↑
上述反应生成的C2CI4和AlCK在熔体中上浮时,起着除气、除渣作用。采用六氯乙烷 精炼时,其工艺要点如下:精炼温度700 ~720cC;加入量3 ~4kg∕t金属;加入方式为载 体加入法,即将六氯乙烷与约20%的硼氟酸钠(NaBF4)或硅氟酸钠(Na2SiF6)压制成 块,用钟罩压入铝液中精炼,以降低六氯乙烷的热分解速度和挥发速度,延长精炼时间, 提高除气效果。精炼后将熔体静置5~10min。
六氯乙烷的优缺点与四氯化碳的大致相似,但C206不吸湿,也无毒性,使用、保管 都很方便。
449熔剂为什么既能除渣又能除气?
熔剂的除渣能力是由熔剂对熔体中氧化夹杂物的吸附作用和溶解作用以及熔剂与熔体 之间的化学作用所决定的。
因为氧化夹杂是不被铝液润湿的,二者间的界面张力很大;而熔剂对氧化夹杂是润湿 的,二者间的界面张力较小。熔剂吸附熔体中的氧化夹杂后',能使系统的表面自由能降 低,因此,熔剂具有自动吸附氧化夹杂的能力,我们把这种能力称为熔剂的精炼性。这种 吸附作用是熔剂除渣的主要原因。显然,熔剂和非金属夹杂物的界面张力愈小,而熔剂和 铝液的界面张力及铝液和非金属夹杂物之间的界面张力愈大,则熔剂的吸附性愈好,除渣 作用愈强。
熔剂对氧化物的溶解作用是由熔剂的本性所决定的。通常,当熔剂的分子结构与某些 氧化物的分子结构相近时或化学性质相近时,在一定温度下可以产生互溶。例如阳离子相 同的河203和Na3AlF6, MgO和MgCI2等都有一定的互溶能力。不过,在铝熔体的正常精炼 温度范围内,氧化物在熔剂中的溶解量是很小的(见表4-6)。
表4・6氧化铝在熔剂中的溶解度
|
______熔剂______ |
温度/P |
溶解度/% |
熔剂 |
温度/七 |
溶解度/% |
|
NaCl |
9∞ -I(XX) |
0.∞5 |
NaCl+ 10% Na3AlF6 |
10∞ |
0.5 |
|
KCl |
900 ~IOOO |
0.008 |
NaCl+ 15% Na3 AlF6 |
10∞ |
1.0 |
|
NaCl + KC1(重量比=1 : 1) |
900 |
0.∞14 |
熔剂与熔体还能产生以下化学反应:
Na3AlF6-SNaF + AlF3
2A1 + AlF3—>3 AlF3
Al + NaCl―► AlCl + Na
气态产物AIF和AICl不溶解在铝内,在金属-氧化物的边界上呈气泡析出时,促使氧 化膜与金属分离,并使氧化膜转人到熔剂中去,同时气泡亦具有浮选除渣作用。此外,熔
第四章爆体的保护和精炼
• 137 •
剂在离解过程中形成的气泡亦能通过浮选作用除去部分夹杂物。
熔剂的除气作用主要表现在三个方面:一是随络合物"可203•欠H的除去而除去被氧 化夹杂所吸收的部分络合氢。二是熔剂产生分解或与熔体相互作用时形成气态产物,进行 扩散除氢。另外,由于熔体表面氧化膜被溶解而使得溶解的原子氢向大气扩散变得容易。 彳旦是,熔剂的除气作用是有限的,在生产条件下,其含氢量只能降到大约0.2~0.25mL/ l∞g的水平。
4-20对精炼用熔剂的基本要求是什么,影响熔剂精炼效果的因素有哪些?
对精炼用熔剂的基本要求和对覆盖熔剂的要求基本相似,所不同的是作为精炼剂更强 调熔剂的精炼性和与熔体的分离性。熔剂的精炼性指熔剂吸附、溶解铝液中氧化夹杂的能 力。熔剂自动吸附氧化夹杂的条件是:
02 + % > 05
.熔体和熔剂之间的界面张力。2和熔体与杂质之间的界面张力。4越大,而熔剂和杂质 之间的界面张力。5越小,则熔剂的除渣性能越好。所以,希望选择对气相、杂质均呈表 面活性即表面张力小的熔剂作为精炼剂。这样,既保证了熔剂的精炼性,又保证了熔剂的 分离性。此外,覆盖熔剂要求粉状,以便铺撒,迅速熔化以形成覆盖层;而精炼熔剂则要 求一定的块度,以延长精炼时间,充分、有效地利用熔剂。
影响熔剂精炼效果的因素是:
(1)组成熔剂的盐的性质。通常,氯化物熔剂能很好地润湿氧化物,也能很好地润湿 熔体,而在氯化物熔剂中加入氟化物,可提高熔剂的精炼能力(见表4・7)。氟化物提高精 炼能力的原因,一是提高了熔剂和熔体间的界面张力,增强了熔剂对氧化物的吸附作用; 二是氟化物与铝熔体具有更高的反应能力,在液态铝-氧化物界面上形成具有表面活性的 反应产物氟化亚铝气体及液态钠等,促进了氧化物的排除。而仅用氯化物处理时,则仅产 生少量的氯化亚铝气态产物,故精炼效果不如加氟化物的好。这也是二号和三号熔剂精炼 能力不如一号熔剂的原因。
表4.7几种以光卤石为基的熔剂的精炼能力①
|
_____熔 剂_____ |
精炼能力/kg∙t- |
_____熔 剂 |
精炼能力/kg∙t-1 |
|
KCl ∙ MgCl2 (100% ) |
48.7 |
KCl ∙ MgCl2 +15% K2ZrF6 |
59.8 |
|
KCl ∙ MgCl2 + 10% K2ZrF6 |
54.6 |
KCl ∙ MgCl2 +15% MgF2 |
71.6 |
|
KCl ∙ MgCl2 + 10% MgF2 |
65.4 |
KCl ∙ MgCl2 + 15% CaF2 |
74.4 |
|
KCl ∙ MgCl2 + 10% CaF2 |
68.3 |
①通过萃取法确定。
(2)熔剂的干燥程度。氯化物熔剂的吸湿性大,使用前必须仔细地将熔剂干燥或重 熔,除去吸附水和结晶水,以提高精炼效果。
(3)熔剂沿整个熔体厚度处理的完备性。即熔剂液滴均匀贯穿熔体,充分接触,均匀 分布,精炼时不留死角。
(4)精炼工艺参数。即选择合适的精炼温度、精炼剂用量和正确的加入方法。提高精 炼温度时,熔剂的表面张力降低,对氧化夹杂的润湿性更好,因而吸附除渣作用更强;同
• 138 • 铝合金熔铸生产技术问答
时,熔剂对夹杂的溶解能力提高,熔剂与熔体的化学作用增强,由于熔体黏度下降而使夹 杂的沉浮变得更容易,所以有利于提高精炼效果。另外,在熔体中加入熔剂时,不仅要吸 收大量溶解热,而且一些氟化物(如冰晶石)的分解及氟化亚铝的生成反应都是吸热的, 故精炼温度高一些好。当然温度过高也会使熔体的氧化、吸气倾向增大,故应适当选择。 通常采用熔剂精炼的温度以730 ~750K为宜。
4-21采用熔剂精炼时应注意哪些问题?
采用熔剂精炼时应注意以下问题:
(1)不同的合金应该采用不同的熔剂。通常二号熔剂用于精炼含镁量较高的铝合金, 其他合金则可以采用一号熔剂精炼。
(2)做好精炼前的准备工作。熔剂事先应彻底烘干,除去水分,以防止熔剂加入铝液 中发生爆炸事故,并提高精炼效果。熔剂的块度应适宜,一般以50 ~ 80mm为宜。精炼 前,精炼筐应先预热,铁质筐先涂料,并打开排烟机,对于电炉应停电操作。
(3)按规程要求搞好精炼操作。精炼温度应控制在铸造温度的上限,以提高精炼效 果。熔剂的用量应充足,对内部纯洁度要求较高的制品,其用量可大些,使用量一般为 6~8kg∕t金属;对于一般制品,使用量为5~6kg∕t金属。精炼时,精炼筐应放到炉底均匀 缓慢地移动,消灭死角,切忌定点精炼,待反应完毕后方取出精炼筐。精炼完毕后,随即 扒渣,而后撒上覆盖熔剂静置,静置时间因制品不同而异,对于重要制品,静置时间不少 于30min; 一般制品应不少于15min。
4-22什么叫过滤,铝合金熔体的过滤方法有哪几种,其过滤机理各是怎样的?
让铝熔体通过用中性或活性材料制造的过滤器,以分离悬浮在熔体中的固态夹杂物的 净化方法称为过滤。
按过滤性质,铝合金熔体的过滤方法可分为表面过滤和深过滤两类;按过滤材质,可 分为网状材料过滤(如玻璃丝布、金属网)、块状材料过滤(如松散颗粒填充床、陶瓷过 滤器、泡沫陶瓷过滤器)和液体层过滤(如熔剂层过滤、电熔剂精炼)三类。目前,我 国使用最广泛的是玻璃丝布过滤、泡沫陶瓷过滤和刚玉质陶瓷管过滤。松散颗粒填充床过 滤器虽然简单,但准备工作费力,合金换组不方便,故国内很少采用。
表面过滤指固体杂质主要沉积在过滤介质表面的过滤,又称滤饼过滤。网状材料过滤 都属于表面过滤。深过滤又称内部过滤,固体杂质主要在过滤介质孔道内部沉积,并且随 着过滤的进行,孔道有效过滤截面逐渐减小,透过能力下降,而过滤精度提高。块状材料 过滤都属于深过滤。
网状材料过滤器的过滤机理主要是通过栅栏作用机械分离熔体中宏观粗大的非金属夹 杂物。它只能捕集熔体中尺寸大于网格尺寸的夹杂物(假定夹杂物不能变形)。用中性材 料制造的块状材料过滤器的过滤机理主要是通过沉积作用、流体动力作用和直接截取作用 机械分离熔体中的固体夹杂物。块状材料过滤器具有很大的比表面,熔体和过滤介质有着 充分接触的机会,当熔体携带着固体杂质沿过滤器中截面变化不定的细长孔道做变速运动 时,由于固态夹杂物的密度和速度与熔体的都不相同,所以有可能在重力作用下产生沉 积;又由于固体粒子的非球性和受到不均匀的切变力场的作用,使之产生横向移动,从而
第四章爆体的保护和精炼 ∙139-
被孔道壁钩住、卡住或吸附住。上述现象在孔道截面发生突然变化的地方,由于形成低压 的涡流区而得到加强。用活性材料制造的块状材料过滤器,除具有上述过滤机理外,还由 于表面力和化学力的作用,使之产生物理化学深过滤,使熔体得到更精细的净化。块状材 料过滤器可以捕集到比本身孔道直径小得多的固体夹杂物。液体层过滤器用液态熔剂洗涤 液体金属,它的过滤机理是建立在熔剂和非金属夹杂物之间的物理化学反应以及熔剂对夹 杂物的润湿吸附和溶解的基础上的。
4-23玻璃丝布过滤的主要优缺点是什么,在采用时应注意哪些问题?
(1)玻璃丝布过滤的主要优点是:1)结构简单,可以安装在从静置炉向结晶器转注 的任何地方,如流槽、流盘中、落差处、分配漏斗中、结晶器液穴里。2)使用成本低, 在正常条件下,玻璃丝布的消耗量约0∙05~0∙07m2/t金属。3)对原有的铸造制度(铸造 温度、铸造速度等)没有任何影响。4)对铸锭晶粒组织无影响。玻璃布过滤的缺点是: 除渣程度有限,不能除气,只能使用一个铸次,需要经常更换。
(2)在采用玻璃丝布过滤时,应注意的问题是:1)为了防止与铝相互作用,应采用 铝硼硅酸盐制造的玻璃布,或者表面涂有硅酸铝陶瓷的玻璃布制造滤网;2)为了提高平 板网格的稳定性,在缝制滤网前,最好对玻璃丝布采用在熔化温度时具有稳定性的表面活 性物质进行预处理,以防玻璃丝滑动窜位,同时便于剪裁加工。3)玻璃丝布滤网的形状 和大小必须根据安放的位置条件和熔体流量的大小进行设计,目前实际采用的玻璃丝布的 过滤流量约为0∙15~0∙25kg/(Crn2-min),安放于流盘、流槽和落差处的滤网宜做成长袋 形,安放在结晶器中的滤网尺寸应视液穴轮廓而定,其滤网底部距液穴底部的距离一般不 应小于25mm。4)滤网的安放地点最好放在金属液流的落差处,这样不但可以充分消除落 差处金属液流的冲击翻滚,减少造渣污染,增加过滤效果,而且,由于铝液的静压头较 大,过滤流量也大。5)玻璃布耐铝液腐蚀的性能随温度升高和时间延长而变差,采用玻 璃布过滤时,熔体温度最好不要超过730K, 一次过滤时间最好不要超过4h。6)在使用 过程中,应防止滤网和熔剂液接触,避免滤网迅速腐蚀损坏。
4-24刚玉质陶瓷过滤器的过滤参数有哪些,其影响因素各是什么?
刚玉质陶瓷过滤器的技术参数主要有:
(1)过滤精度。也称净化精度。用透过多孔陶瓷的 固体夹杂的最大尺寸来表示;也可用过滤介质所能截留 的固体杂质的最小尺寸来表示。陶瓷过滤器的过滤精度 主要取决于多孔陶瓷的孔径大小和过滤过程。孔径越小, 过滤速度越慢,则过滤精度越高(见图4・15)。过滤精 度越高,则铸锭形成羽毛晶的倾向越大。国产陶瓷过滤 器的过滤精度在5 ~50jιm之间。
(2)过滤效率。指滤除的固体杂质与过滤前熔体中 固体杂质的浓度的百分比。用公式表示为:
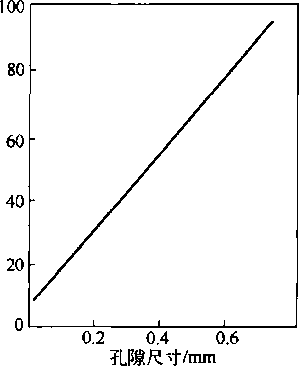
η = [ ( C1 - C2) ∕C1] X 1∞%
图4-15过滤精度与过滤器 孔径大小的关系
• 140 ・
铝合金熔铸生产技术问答
式中9--过滤效率;
C1--过滤前熔体中固体杂质的浓度;
C2--过滤后熔体中固体杂质的浓度。
过滤效率主要取决于过滤介质的孔隙特性(最大孔径、孔径分布等)、熔体中固体杂 质的粒度分布和过滤条件。通常,陶瓷过滤器的过滤效率随过滤速度降低和过滤时间延长 而提高。国产刚玉质陶瓷过滤器的过滤效率约为40% ~80%。
(3)过滤速度。指单位时间内通过单位面积过滤介质的熔体体积。它是设计过滤器生 产率的主要依据。过滤速度主要取决于过滤介质的渗透系数、厚度以及过滤介质两边的液 面差。渗透系数和压差愈大,介质厚度愈小,则过滤速度愈快。而介质的渗透系数又随介 质贯穿孔隙度和孔径的增大、熔体黏度的降低而增大。在层流条件下,过滤速度可用达西 公式确定:
y = B(AP/碓)=KAP
式中y...过滤速度,mL/( S ∙ cm2 );
B--介质的渗透系数,cm2;
AP...介质两边的熔体压降,dyn∕cm2 , Idyn = IO-5N;
η...熔体黏度,Pa ∙ s;
δ...介质厚度,cm;
K一相对渗透系数,mL∕(s∙dyn)o
国产刚玉质陶瓷过滤材料对铝液的相对渗透系数为0∙0∞5 -0.0015kg∕(min-cm2 ∙ mm) 铝液柱高。一根规格为<∕>H0mm∕φ70mm× 325mm的陶瓷管,在IoOmm的铝液工作压头 下,其过滤速度为50~150kg/(min-根)。
(4)阻塞率。指单位时间内单位体积的过滤介质中所滞留的固体夹杂量。该值的大小 标志着过滤器的使用寿命。由于阻塞率的测定极其困难,而在过滤速度恒定时,穿过过滤 器后的压降随阻塞而增加,因此,常用压降的增加来表示过滤器的阻塞率。其表达式如 下:
AQ = Δ⅛∕ΔΨ
式中 AQ—每通过It金属液所需增加的工作压头,mm/t;
Δ⅛..有效工作压头,mm;
A/-全部有效工作压头用尽时过滤器所通过的金属量,t。
阻塞率与熔体通过量和熔体中夹杂含量成正比,而与过滤介质的总体积及贯通孔隙率 成反比。在生产条件下,国产16 ~ 12目的陶瓷管的实际使用寿命在10 ~20t∕根之间。
(5)起始压头。指熔体穿过过滤介质的孔道开始流动所需的压头。由于铝熔体对刚玉 质骨架材料是不润湿的,二者间的界面张力很大,当熔体进入介质毛细微孔时,将形成一 凸形弯月面,表面张力将阻止熔体前进。为克服张力而使熔体开始流动所需的力的理论值 为:
尸=-2ocose∕r
第四章熔体的保护和精炼
.141 ・
式中P--使金属在毛细孔道内开始流动所需的力,dyn/cm2, Idyn = IO-5N;
σ..熔体表面张力,dyn/cm;
e—-熔体与过滤介质的接触角,(0);
r--介质毛细孔道半径,cmo
介质孔道愈小,温度愈低,则起始压头愈大。
4-25陶瓷过滤装置的结构具有什么特点,使用时应注意哪些问题?
图4.16为目前一些工厂采用的陶瓷过滤装置的典型结构示意图。这种过滤器的 外壳是用IOmm厚的钢板焊成的,内衬硅酸铝纤维毡,再砌一层轻质耐火砖,内刷滑 石粉。过滤器内腔用多孔陶瓷板或碳 化硅板间隔成A、B两室。A室为过滤 室,过滤管装配在隔板孔眼上,装配 部位用硅酸铝纤维毡密封厂B室为贮 存室,汇集过滤后的金属。过滤器上 部有加热盖,内配电阻加热丝。热电 偶连续测温,电子电位差计自动控制 过滤器中金属温度。过滤器下部有放 流眼。全部工作压头有IOOmm和 20Omm两种。过滤室内安装01 IOmm/ φ70mm X 325 mm的过滤管,安装数目 视需要而定。熔体从静置炉沿流槽进 入与此相连接的过滤室A,再通过过
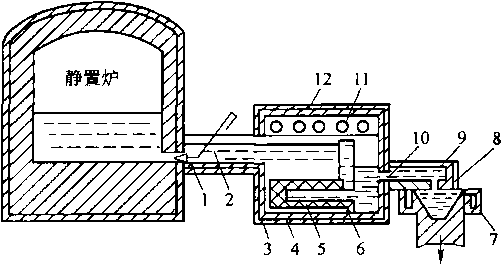
图4-16陶瓷过滤装置结构示意图
I一流量控制锌;2-流槽;3一过滤器保温衬里;4一外壳; 5一陶瓷管;6一隔板;7—结晶器;8一漏斗;9一小流盘; 10-滤液出口; Il-加热元件;12-加热保温盖
滤管微孔渗出,汇集于贮存室,最后经流盘进入结晶器。
在设计和使用陶瓷过滤器时应注意下列问题:
(1)根据制品要求,选择适当孔径的过滤材料。通常,对要求内部纯洁度较高的挤压 制品,采用14目的过滤管即可;其他制品可采用12目的过滤管。不适当地提高过滤精 度,将导致增大铸锭产生粗晶和羽毛晶的倾向性。
(2)从提高过滤器的过滤效果和使用寿命出发,应尽可能地增大过滤器的有效过滤面 积,即采用多管过滤器。目前工厂使用4 ~7管的过滤器比较普遍。
(3)安装过滤管时应严密无缝,防止短路。
(4)使用前,对过滤器要充分预热,预热温度最好不要低于720工。在铸次、熔次之 间的间隔时间内,亦应注意保温,防止凝管。
(5)为了满足精过滤的要求,也为了提高过滤器的使用寿命,在陶瓷过滤器之前,最 好采用玻璃布对熔体进行粗滤。
(6)合理安排生产,尽可能避免因合金频繁转组而妨碍过滤器的有效使用。
(7)过滤时,过滤器及静置炉流槽内应严禁撒熔剂粉。铸造过程中,熔体静压头应平 稳上升,防止液面波动和结晶器受到振动和冲击。铸造收尾前,应除净过滤器中金属表面 浮渣,避免过滤管堵塞。
(8)防止过滤后的熔体二次污染。
• 142 ・
铝合金熔铸生产技术问答
4-26什么是泡沫陶瓷过滤器,在使用时应注意哪些问题?
泡沫陶瓷是美国康索尼达德铝公司在20世纪70年代末期研制的一种具有海绵状结 构的用于过滤铝熔体的开孔网状物(见图4-17)。我国也在80年代初期试制成功并已 普遍推广使用。泡沫陶瓷过滤器即以泡沫陶瓷作为过滤介质的过滤装置。它是将泡沫陶 瓷安装在静置炉和铸造台之间的熔融金属转注系统的滤盆里而构成的。滤盆用普通钢板 焊成,内衬绝热毡,最里层是耐火砖。滤盆的深度一般不低于20Omm (从泡沫陶瓷板 的板面算起)。铝水从静置炉经滤盆过滤后流向结晶器。目前国内投入实际使用的泡沫 陶瓷的孔隙特性如下:孔洞数,10 ~ 45个孔/in (Iin=25.4mm,下同);孔隙度, 85% ~90%;体积密度,0.35 〜0∙40g/cm3;比表面积,IooOoin2/i/;透气度,(IoOO ~ 2000) ×10-7cm;陶瓷板的厚度,20-IOOmm0泡沫陶瓷的流量特性取决于孔隙特性和 陶瓷板的尺寸。对于尺寸为305mm X305mm X51mm、孔洞数为3 0个孔/in的泡沫陶瓷 板,其过滤量约为L7~3∙0kg/s。在过滤铝熔体时,泡沫陶瓷的主要过滤参数是:过滤 精度,2μm;过滤效率,99%;起始压头,50 ~ 150mm;有效工作压头,50mmo由上 可知,泡沫陶瓷过滤器具有过滤精度高、过滤效率高、重量轻、占地面积小、操作使用 方便、劳动条件好等优点。但泡沫陶瓷用过一次即废弃,不能再生,而且质地较脆,安 装时应避免碎片混入。

图4-17泡沫陶瓷板剖面图
在生产中使用泡沫陶瓷过滤器时应注意下列问题:
(1)选择适当的泡沫陶瓷。在选用泡沫陶瓷时,首先应考虑对过滤精度的要求。在大 多数情况下,选用30个孔/in的泡沫陶瓷是符合要求的。如果金属特别脏,可采用20个 孔/in的泡沫陶瓷做预先过滤,以防止30个孔/in的泡沫陶瓷过早堵塞。其次应考虑到为 铸造速度所要求的液体铝在单位时间内的流量大小,熔体的原始清洁程度,金属中夹杂物
的最高含量及金属的总通过量。
(2)正确安装泡沫陶瓷。通常泡沫陶瓷 都水平配置在滤盆中,让铝水垂直向下或垂 直向上通过。采用下铸法(见图4-18)时, 具有铝水均匀上升、碰到过滤器时没有湍流、 能保证过滤器均匀启动、减少沟流危险等优 点。此外,在安装泡沫陶瓷时,装配部位必 须用耐火纤维密封好,排除任何旁路的可能
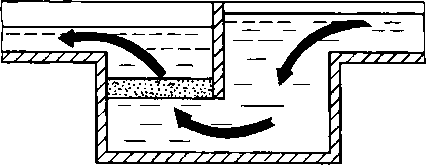
图4-18泡沫陶瓷过滤器工作示意图
性。
(3)过滤前最好将泡沫陶瓷用辐射式加热器或煤气吹管加热至接近熔体温度,以保证 铝液流至泡沫陶瓷时不会因金属凝固而堵死孔洞。
第四章爆体的保护和精炼
• 143 ・
4-27什么是金属吸气剂除气法,使用时应注意哪些问题?
.铝合金的金属吸气剂除气法,是一种新的、 获得工业应用。目前应用比较多的是钛吸气剂 (吸气剂)具有吸收液态金属中氢气的能力。 这种方法除气的效果取决于氢气在熔体和除气 剂中的溶解度之差。
图4-19为液态金属用金属吸气剂除气的示 意图。液态金属从静置炉进入除气室,将金属 吸气剂置于除气室内。当熔体通过吸气剂时, 产生除气过程,氢从液态金属转入吸气剂中, 并被吸收。对于铝合金来说,在金属吸气剂中
鲜为人知的除气方法,因而仅在少数企业 金属吸气剂除气法的实质在于某些金属
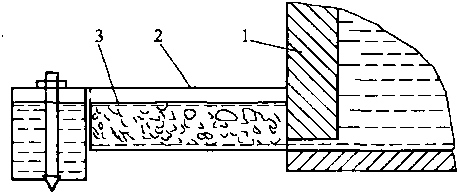
图4/9液态金属用金属吸气剂除气示意图
1 一静置炉;2-除气室;3一金属吸气剂
钛具有高的吸气能力。采用此法的除气效果见表4-8。
表4$铝合金真空除气和金属吸气剂除气的效果比较
|
方法 |
熔炼次数 |
氢含量/mL∙ (100g)T(平均值) |
除气效果 | |
|
S |
S-S1 | |||
|
真空法 |
8/33 |
0. 39/0. 40 |
0. 27/0. 29 |
0. 12/0. 11 |
|
吸气法I |
93/21 |
0. 41/0. 39 |
0. 28/0. 29 |
0. 13/0. 10 |
|
吸气法口 |
30/22 |
0. 40/0. 40 |
0. 28/0. 29 |
0. 12/0. 11 |
注:L分子系1973合金数据,分母系B95合金数据。
2. I为上半年数据,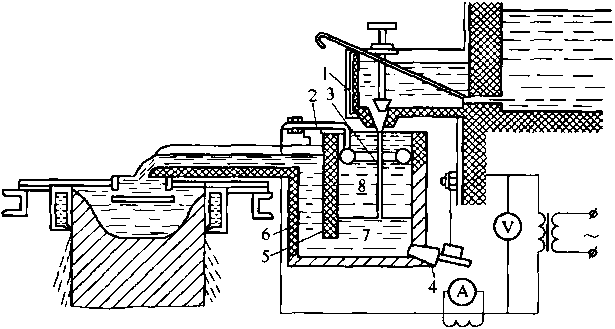
图4-20铝合金电熔剂精炼装置系统图
I一流槽;2—绝缘衬套;3一环状馈电线;4—塞子;5一隔板;
6—容器;7—液体金属;8一液体熔剂
俄罗斯卡明斯克-乌拉尔联合冶金厂在生产铝锂合金铸锭时,采用电熔剂精炼法对熔 体进行精炼,取得很好的精炼效果,对1421铝锂合金试片的X射线探伤结果表明,单位 面积缺陷率由未采用的0. 012mr∏2/Cm2下降到0. 0039mm2/cm20
第四章熔体的保护和精炼
.145 ・
4-30真空处理的基本原理和工艺操作要点是什么? 、∙. ,i-∙
在一定的温度下,铝熔体中氢的平衡含量C和炉气中水蒸气分压PH2。之间存在以下关
系:

真空处理时,由于铝液表面的水蒸气分压降低,因而,铝液中氢的平衡含量也随之降 低。同时,因为真空的建立,使合金的沸点降低,也促使气体在铝液中的溶解度降低。这是 真空处理的基本理论根据。在进行真空处理作业时,随着熔体上方的外压降低,熔体中溶解 的气体和炉气中水蒸气分压之间的平衡被破坏,促使溶解的氢向自由表面扩散,也为熔体中 气泡的发生和长大创造了极为有利的条件。在大气压力下,熔体中形成气泡的条件为:
P内NP外+尸金+ 20r∕r
式中 尸内--熔体内部溶解气体的压力;
ρ外——熔体上方的外压;
P金--金属静压力;
0——熔体和气泡间的表面张力; r--气泡半径。
随着外压P外的降低,熔体中更小的气泡变得稳定,已经形成的气泡会急剧生长和析 出。当溶解气体的内压大于P金+ 2。" + (熔体上方的残余压力)时,就会发生强烈的沸 腾现象。在沸腾过程中,由于氢气泡的浮选作用也促使非金属夹杂物被清除。这样,真空 处理就达到了既除气又除渣的目的。不过,真空处理的除渣效果是极为有限的。
真空处理的除气效果取决于许多因素。通常,熔体上方的残余压力愈低,真空处理时 间愈长,熔体温度愈高,熔体表面氧化膜的致密性愈差,熔体自由表面积愈大,熔体深度 愈浅,则除气效果愈好。通过在熔体表面覆盖少量能吸附氧化物的熔剂及向熔体中吹人惰 性气体的办法,由于降低了熔体表面张力和氧化膜的致密性,可使脱气得到加速并且更为 完全。
在静置炉或浇包中对熔体进行静态真空处理时,为了取得较好的除气效果,在工艺上 应掌握下列要点:
(1)抽真空前,在液面上撒一层熔剂粉;
(2)残余压力,0∙266~1.33kPa;
(3)处理温度,740~750K;
(4)处理时间,5~20min;
(5)处理完毕后,关闭真.泵,打开进气阀, 即可浇铸。
经过这样处理后的熔体,其含氢量约为
0. 15mL∕100go
为了增大铝液与周围气氛的接触表面积,提高 静态真空处理的除气效果,国外发展了一种动态真 空处理的技术,其典型装置如图4・21所示。操作

图4.21动态真空处理炉
I一流槽;2-雾化管;3-塞板;4-喷嘴;5-炉体;
6一出液口;7一气体注入口 ;8—熔体
• 146 ・
铝合金慰铸生产技术问答
顺序是:先将真空炉抽成真空,使炉内真空度达到0.133 ~ L 33kPa, ‘赚后打开塞板,金属 液经流槽被吸入真空炉内,分散成细小的液滴。此时,金属内的氢被除去,钠被蒸发燃烧 掉,夹杂聚集在熔体表面。从铝液送入真空炉开始直到处理结束,真空装置都在运转,处 理结束时真空度可达到0.02kPa。在20 ~30t的动态真空处理炉中,铝液喷射速度约为 7m∕s,净化能力为1 ~l∙5t∕min,全炉处理时间仅15 ~ 20min,处理同时可向熔体中吹入 氫、氮等惰性气体,处理后氢含量小于0∙12mI√IoOg,钠含量降至2x10-6。处理完毕恢 复气压后即可开始铸造作业。
我国西南铝加工厂在生产铝锂合金铸锭时,采用真空精炼,不仅有效地降低了氢含
量,还有效地控制了钠、钾、钙的含量。
4-31超声波除气的基本原理是什么?
超声波除气的基本原理是:超声波是一种频率较高的 机械振荡波。向铝液通入超声波时,金属液受到高速定向 往复振动,处于振动面上的金属质点会很快跟着振动起来, 而距振动面较远的质点由于惯性作用不能及时跟上去,因 而在它们之间便形成"空隙",产生了无数显微空穴,溶于 铝液中的气体便逸入这些空穴中,并复合成气体分子,成 为气泡核心。当振动易向时,充有分子气体的空穴仅被压 缩,其中的分子气体不会离解和溶解。由于这种快速往复 振动的结果,气体便可连续不断地从金属液扩散到空穴中 去,使其逐渐长大为气泡,而后逸出液面,达到除气的目 的。图4.22为超声波处理器示意图。
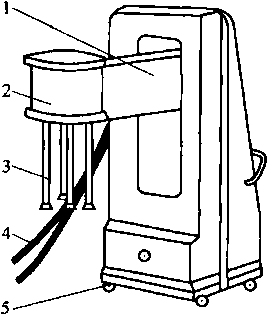
图4-22超声波处理器示意图 I-可升降悬臂;2-换能器 外壳;3一换能器辐射头; 4一导线;5一轮子
超声波处理时,换能器辐射头一般采用金属钛制作,即使有微量钛溶入铝液,也不会 污染金属液,而且有细化晶粒的作用。在功率足够时,超声波的作用范围可达到全部铝 液,不仅能消除宏观气孔,也能消除显微气孔,因此具有很好的除气效果'。第一次发现超 声波能够对铝液除气是在1926年,到20世纪50年代末,开始出现专门的超声处理器, 但直到目前,还没有发现它在工业生产上的直接应用(原因不详)。
4-32什么是炉外连续精炼法,效果如何?
20世纪60年代以来,国外铝液净化技术有了很大的发展,其主要趋势是从炉内精炼 向炉外精炼发展,从单一精炼向复合精炼发展。其中,比较典型的炉外复合精炼工艺有英 国铝业公司的FlLD法、美国铝业公司的Alcoa469法、美国联合碳化物公司的SNlF法、美 国联合铝公司的MlNT法、法国普基工业公司的ALPUR法、英国福塞科公司的RDU法、 英国福塞科、日本公司的GBF法等。20世纪80年代以来,国内在这方面的研究也取得可 喜成果,其中,国家“七-五"科技攻关项目由华东铝加工厂和大连理工大学联合研制的 以氮气+四氯化碳为气源的炉外连续精炼法,已在国内多个铝加工企业推广使用。目前国 内以上海鑫业熔铸设备制造有限公司、深圳派瑞科冶金材料有限公司和福州麦特新高温材 料有限公司为代表的一批企业开发生产了多种型号的铝合金炉外连续精炼设备,为国内铝 液净化技术的发展做出了贡献。
第四章煉体的保护和精炼
• 147 •
表4.9是这些炉外复合精炼工艺的除气效果的比较。
表4.9几种炉外复合精炼工艺的除气效果
|
方法 |
使用气体 |
吹入气体量 ∕L∙ h^, |
熔体流量 ∕kg ∙ h^, |
单位熔体用气量 /L∙kg-* |
含氢量/mL |
(IOOg)T |
除氢率/% |
|
处理前 |
处理后 | ||||||
|
FILD |
N2 |
156∞~360∞ |
0∙7~l. 1 |
0.05-0.16 | |||
|
469 |
Ar+ (2% ~5%)(¾ |
3115 5664 |
7938 8165 |
0. 39 0.69 |
0.24 0.45 |
0.08 0.15 |
66.7 66.7 |
|
0.28 |
0.09 |
68 | |||||
|
SNIF |
Ar, N2 |
8000 |
12(X)0 |
0.67 |
0.23 |
0.08 |
65 |
|
0. 22 |
0.11 |
50 | |||||
|
MINT |
Ar |
150∞ |
0.7~0.9 |
0. 35 -0.40 |
0. 14 -0. 16 |
60 | |
|
Ar+ 2% Cl2 |
120∞ |
0.7~0.9 |
0. 30 ~0. 35 |
0. 15 -0.16 |
60 | ||
|
ALPUR |
Ar+ (2% ~3%)(¾ |
3000 100∞ |
5000 120∞ |
0.60 0. 83 |
60~65 60~65 | ||
|
RDU |
Ar Ar+ 5% Cl2 |
2584 3600 |
150∞ 15(X)0 |
0.17 0.24 |
0.29 0.26 |
0.09 0.06 |
69 80 |
|
GBF |
Ar |
24∞ 2640 |
120∞ 140∞ |
0.2 0. 18 |
0. 30 -0. 35 0. 35~0.40 |
0. 08-0.11 0. 10-0.11 |
69 73 |
4-33什么是费尔德法(FlLD)法?
费尔德法(IiimelessinJinedegassing, FILD)是一种无烟连续除气法,它是1968年由 英国铝公司研制并投入使用的一种除气、过滤铝熔体的连续精炼方法。该法的装置见图 4・23。耐火生堪用隔板分成两室,进液侧的铝液表面覆盖有液体熔剂层,并设置有通人氮
气的石墨管,氧化铝球直径为20mm,进液侧 的氧化铝球用熔剂包覆。熔剂的成分为KCI 52% + NaCl 43% + CaF2 5% o该装置的净化能 力与吹入的氮气量有关,约为14~36t∕h。费 尔德法把活性氧化铝球床式过滤、惰性气体精 炼和液体熔剂过滤等多种净化方法融为一体, 因此,提高了装置去除固态非金属夹杂物的能 力,并在不发生有害气体的条件下脱气。据资 料介绍,费尔德装置有26OkUmin、340kg∕min 和6∞kg/min三种标准型号。其中,340kg∕min 型号的典型技术性能是:最大处理能力为 340kg∕min;保温用加热器最大功率为45kW; 氮气用量为07~l∙lm3/t;熔剂用量为lkg/t;

熔剂包覆的 氧化铝球
生堪寿命约6个月;氮气扩散器使用寿命约2 图4-23 FlLD法连续精炼装置示意图
• 148 ・
铝合金熔铸生产技术问答
个月;氧化铝球使用寿命不少于6个星期;设备尺寸为直径2000mm、高1400mm;处理后 最终气体含量为0∙05~0.16mI√100g;处理后最终钠含量为5 x IOM ;金属损失为0∙2%~ 0. 4%o
4-34什么是469法、622法?
469法是美国铝业公司研制并于1974年公布的铝液连续精炼法。该法的装置示意图见
图4-24。它由两个箱式过滤装置组成,在 每一个装置中同时与金属流向相反地通入 氯和氮气的混合气。气体扩散器采用多孔 氧化铝、多孔石墨或多孔炭制成。二次过 滤床由层厚50 ~ 255mm、直径为10 ~ 20mm的氧化铝球组成,其上覆盖一层厚 150〜255mm的块度为3. 5 ~6∙ 5mm的片状 氧化铝。一次过滤床全部由直径10~20mm 的氧化铝球组成,总厚为150 ~380mm。采 用两个过滤床的目的在于分别去除大的和
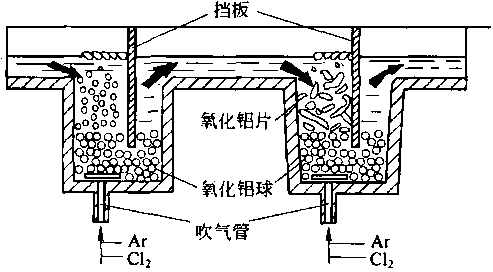
图4.24 469连续精炼装置示意图
小的夹杂物,从而延长过滤器底层氧化铝球的使用期。据资料介绍,469连续精炼装置的 大小可根据处理的金属量确定,其典型技术性能是:处理能力为每小时、每平方厘米有效 过滤面积0.71 ~4.24kg铝液;氨气用量(标态)为0∙26~2∙6m3/t;氯气用量(标态) 为0.022 ~0.26m3/t;气体流量(标态)为每平方厘米过滤床(2.3~9.2) ×l0-4m3/h; 处理后氢含量为0.08 ~0∙15mL/IoOg;处理后钠含量为IXIO-6;处理后氧含量为4 x IO";使用寿命,对于处理速度为22∙7t/h的装置,可处理的铝液总量约为4550t。
20世纪70年代末期,美国铝业公司对469法进行了改进,称为469第二号连续精炼 法。该法的装置示意图见图4-25。该装置由相连的两个箱式装置组成,每一个箱式装置都 用浸入式煤气烧嘴加热。上流箱式装置本身称为622法,它有一个或多个旋转叶片的气体 分散器,气体分散器带有空心杆,氣-氯混合气即由此杆通人,通进的气体被转动叶片打 碎成小气泡。对正常的除气和除渣,混合气体内的氯含量为2. 5%。如果要除钠和钙,则 氯含量可达30%。下流箱式装置本身称为528法,它具有和469法一样的氧化铝薄片过滤 层,使用和上流法一样的氫-氯混合气。与469法相比较,469法第二号的操作费用要低
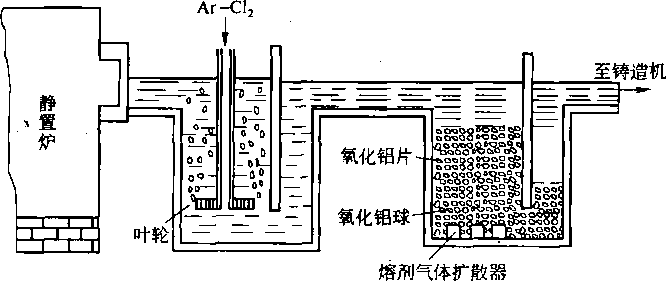
图4・25 469第二号(622-528法)连续精炼装置示意图
第四章煒体的保护和精炼
• 149 ・
些,而使用寿命要长些。对于很多产品,通常只要使用622法装置就可以了。
4-35什么是斯奈福(SNIF)法?
斯奈福(spinning nozzle inert gas floatation, SNIF)法即旋转喷嘴惰性气 体浮选法。它是美国联合碳化物公司研 究并于1974年正式投入使用的铝熔体连 续精炼法。现在获得实际应用的斯奈福 装置有双喷嘴(T形)和单喷嘴(S形) 两种。图4-26是T形装置示意图。装置 的核心是旋转喷嘴,每一个旋转喷嘴都 由一个叶片式石墨转子、一根外面套有
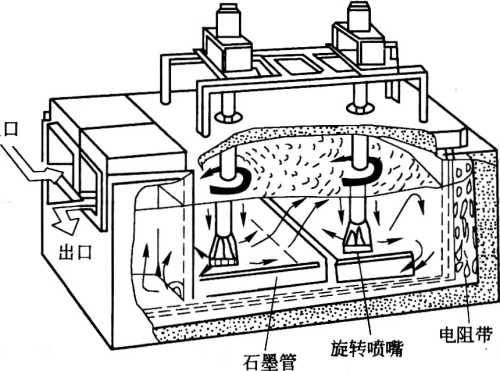
固定套筒的轴和一个固定在套筒上的叶 图4-26 T形SNIF连续精炼装置示意图
片式石墨定子组成。精炼气体由轴和套
筒间的环形缝中通入,由于叶片的剪切作用,使从定子和转子之间的缝隙出来的气体被破 碎成极细的气泡散进金属内;旋转喷嘴的搅拌作用,在熔体内形成垂直向下的金属流并使 气泡均匀分散,搅拌时的涡流使气泡和金属之间产生极大的接触面积,从而为有效地除氢 和使杂质颗粒漂浮到熔体表面创造了最有利的条件。在T形装置中,熔体的净化流程如 下:熔体通过输送流槽进入装置的第一室,在这里,由于旋转喷嘴的搅拌作用和放出的气 泡进行去气及去除夹杂物。接着越过处理室中央的隔板进入第二室,进行同样的熔体处 理。处理完的熔体通过一根安装在炉底的石墨管,流入炉子前部的出料池。多余的惰性气 体与脱溶的氢气,汇集于炉子上部,通过其熔体入口上部与熔体进入流向相反的方向流 出。渣子浮在熔体表面,被旋转喷嘴在液面所产生的循环液流推向熔体入口处而排出。据 资料介绍,斯奈福装置的主要技术性能如表4-10所示。
表4.10 SNlF装置的主要技术性能
|
型 号 |
T形 |
S形 |
_______型 号 |
T形 |
S形 |
|
炉床面积/mm X mm |
1270x2540 |
2222 ×25∞ |
惰性气体最大供给量/m3 ∙h-1 |
17 |
8.5 |
|
旋转喷嘴个数/个 |
2 |
1 |
惰性气体正常供给量/m3 ∙ h-1 |
3. 1 |
2 |
|
金属容量/kg |
1453 |
772 |
冷却喷嘴用空气量/m3 ∙h" |
34 |
17 |
|
金属流量/t ∙ h^, |
W36.3 |
≤11.4 |
惰性气体中的氯含量/% |
≤5 |
≤5 |
|
加热电功率/kW |
100 |
30 |
精炼熔剂消耗量/g∙t-| |
≤12.5 |
W12.5 |
|
喷嘴转速/r • min-1 |
400 〜600 |
4∞~6∞ |
处理后熔体最终含氢量/mL • (10Og)-I |
0.04-0. 07 |
0.04~0.07 |
我国东北轻合金加工厂和上海铝材厂在20世纪80年代末期分别从国外引进了 T形和 S形SNlF装置。东北轻合金加工厂的资料表明,SNIF的最好除氢率为59. 41%,最小除氢 率为21. 11%。净化后氢含量可以达到小于0.10mI√100g的国际水平,高镁铝合金中的钠 含量降至5 X 10 Y以下,比工厂现有氮.氯混合气体处理工艺处理后的含氢量降低22. 2% . 36.1% (详见表4-11)。上海铝材厂在处理前氢含量为0.3 ~0.4mI7100g,经过SNlF处理 后,氢含量降至0∙ 10~0∙ 12mI√100g°
• 150 ・
铝合金熔铸生产技术问答
表4.U SNIF法和N2・CI2混合气法除氧效果的比较
|
项目 |
含氢量∕mL ∙ (IOOg)T_______________________ | ||
|
高镁合金 |
_____硬铝_____ |
_____纯铝_____ | |
|
东北某厂内部控制标准 |
0.2 |
0. 18 |
0.15 |
|
N2-Cl2混合气(平均值) |
0. 159 |
0.155 |
0. 126 |
|
SNIF法(平均值) |
0. 109 |
0.099 |
0.098 |
4-36什么是ALPuR法?
ALPUR是铝净化器aluminium purifier的缩写,该法是法国普基工业公司发明并于 1981年开始在彼施涅公司应用。它也是一种借助旋转喷嘴产生微小气泡的炉外连续精炼装 置,其旋转喷嘴结构和装置结构如图4-27所示。旋转喷嘴由高纯石墨制成,喷嘴结构除 考虑打散气泡外,还利用搅动熔体而产生的离心力,使熔体进入喷嘴内与水平喷出的气体 均匀混合,形成气•液流喷出,从而增加了气泡与熔体的接触面积和接触时间,以此提高 精炼效果。ALPUR有4种型号,其主要技术性能见表4-12。
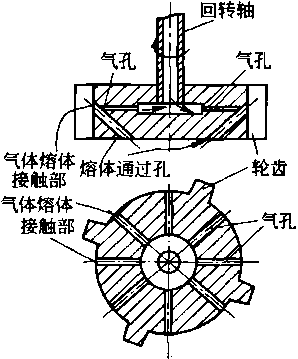
气体入口
熔体入口-
喷嘴
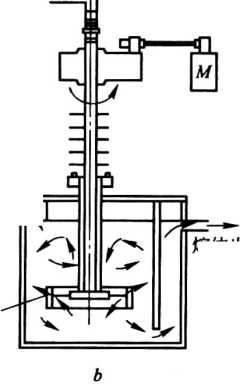
熔体出口
图4.27 ALPUR法喷嘴及装置结构示意图 a一旋转喷嘴结构;6一装置整体结构
表4.12 ALPUR主要技术性能
|
型号 |
处理能力 /t ∙ h'ɪ |
外形尺寸(LX乎XH) /nɪm X mm X mm |
转子数 /个 |
加热器数 /个 |
铝容量 & |
最大气耗量 ∕m3 ∙ h-' (0. 6MPa 时) |
最大氯耗量 ∕m3 ∙ h^l (0.3MPa 时) |
装置重 /t |
|
D5∞ Dl(XM) |
N0.6 Nl.2 |
28∞×21∞×4060 |
1 |
1 |
400 7∞ |
6 10 |
0.3 0.5 |
8 |
|
D2000 D30∞ |
>2. 5, N3.5 |
33∞ ×2(XX) ×45∞ |
2 |
2 |
1200 15∞ |
25 |
1.3 |
10 |
第四章 熔体的保护和精炼
• 151 ・
我国铝板带材生产企业,如华北铝加工厂、太原铝加工厂、云南铝加工厂、抚顺铝 厂、南平铝厂等引进了多台ALPUR装置。据资料介绍,在使用Ar+ (2% ~3%) CU时, 耗气量为0∙6~0∙84I7kg铝,除气效率为60% ~65%。
4-37什么是MiNT法?
MlNT是金属在线处理(melt in-line treatment)的英文缩写,它是1979年由美国联合 铝公司开发的。该法对铝液中的氢、碱金属、非金属夹杂物都有很高的净化效率。mint 法工艺流程如图4.28所示。MlNT系统共分两个部分:一部分是反应器;另一部分是泡沫 陶瓷过滤器。铝液沿反应器切线方向流入其顶部,在反应器内做旋转运动,而精炼用氫气 从反应器底部通入铝液中。铝液向下运动的方向与氫气向上运动的方向相反,因而液•气 能得到均匀而充分的混合与接触,产生良好的除氢效果。向氫中混入少量氯或氟利昂,能 有效地清除碱金属钠、锂等。泡沫陶瓷过滤器用来滤除非金属夹杂物。MlNT装置的技术 •性能和除氢效果分别列于表4-13和表4.14。
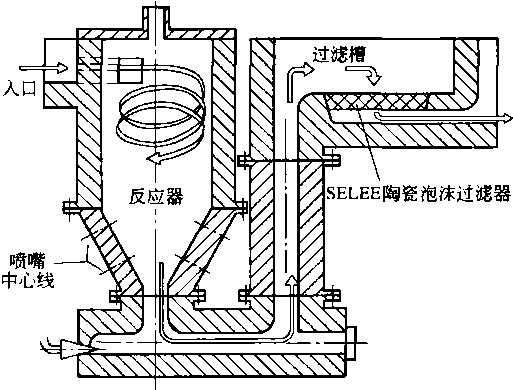
图4-28 MlNT法工艺流程图
表4.13 MlNT装置技术性能
|
型号 |
MINTI |
MINT∏ |
MINTIII |
型号 |
MINTI |
MINTII |
MINTIII |
|
处理能力∕kg ∙ min^, |
10~90 |
90~320 |
320-640 |
除气室/ mm |
12~50 |
25 ~50 |
25 ~50 |
|
喷嘴数/个 |
2~4 |
6 |
12 |
过滤室/mm |
6-50 |
6~50 |
6-50 |
|
人口高度/mɪ |
714 |
1092 |
1092 |
惰性气体流量/L ∙ min-' |
25 ~ 160 |
79~240 |
280 ~480 |
|
存留金属/kg |
80 |
277 |
397 |
氯气含量/% |
0-5 |
0-5 |
0 -5 |
表4.14 MINT法除气效果
|
合金 |
气体 |
熔体流量 ∕kg . min^1 |
气体流量 /L . min~l |
含氢量①∕mL∙ (IOOg)-I |
除氢率/% | |
|
处理前 |
处理后 | |||||
|
1050 |
Ar+0.5% Cl2 |
136 |
120 ~180 |
0.31 |
0. 12 |
61 |
|
2024 |
Ar |
180~210 |
140-160 |
0.20 |
0. 13 |
35 |
|
3003 |
Aγ + 1%C12 |
190 |
240 |
0. 32 |
0. 11 |
58 |
• 152 ・
铝合金熔铸生产技术问答
续表4.14
|
合金 |
气体 |
熔体流量 ∕kg . min-1 |
气体流量 /L ∙ min -1 |
含氢量①∕mL∙ (IOOg)T |
除氢率/% | |
|
处理前 |
处理后 | |||||
|
5052 |
Ar + (2% ~3%)C12 |
190 |
240 |
0. 25 |
0.07 |
72 |
|
6063、 6061 |
Ar |
110 |
120 -150 |
0. 30 |
0. 16 |
47 |
|
7075 |
Ar |
95 ~ 167 |
70 ~ 260 |
0.26 |
0. 14 |
46 |
①含氢量分析方法:3003-Vacuum Subfiision ; 6063-RMA Initial Bubble Tester ;其他-TeIegaS Metero
我国西南铝加工厂引进的MlNT装置,其实际使用效果为:最大除气率70%,最小除 气率37. 5%,净化后氢含量能达到0∙12mI/100g铝,效果比较显著。平均除钠率71%, 除锂率79%,除钙率34%。
4-38什么是RDU法?
RDU是快速除气装置(rapid degassing unit)的英文缩写,它是英国福塞科公司于 1987年开发并投入使用的一种旋转喷嘴形式的精炼装置。其装置结构和喷嘴结构如图4.29 所示。RDU的喷嘴也由高纯石墨制成,喷嘴根据泵的工作原理设计,喷嘴在通气和旋转 时,除喷出气泡和搅动熔体外,还会产生泵吸作用,使熔体由上而下的进入喷嘴的拨轮内 与气体混合后喷出,产生含有气泡的强制流动,增强气-液混合的均匀性,并使气泡变得 非常细小,从而提高净化效果。RDU除气装置的技术性能见表4.15,除气效果见表4.16。 我国渤海铝加工厂引进的RDU装置已投入生产使用多年,取得了较好效果。
表4.15 RDU净化除气装置技术性能
|
容量 & |
处理量 /t ∙ h-∣ |
喷嘴直径 ∕mm |
喷嘴转速 /r ∙ min -1 |
加热方式 |
加热功率 ZkW |
保温功率 ∕kW |
升温速度 /℃ ∙ h^, |
Ar消耗 /L ∙ min^1 |
|
750 |
30 |
250 |
5∞ |
浸入式 |
27 |
15 |
40 |
60 |

3 4
图4.29 RDU净化装置结构图
1—净化气体;2一升降装置;3一旋转喷嘴;4一加热器;5一熔体出口
第四章熔体的保护和精炼
• 153 ・
表4.16 Rr)U除气效果
|
合金 |
净化气体 |
金属流量 ∕kg . min~l |
气体流量 /L ∙ min^* |
含氢量∕mL∙ (100g)-∣ |
除气率/% | |
|
进口 |
出 口 | |||||
|
11∞ |
Ar |
250 |
43 |
0. 29 |
0.09 |
69 |
|
2014 |
Ar+ 5% Cl2 |
250 |
60 |
0. 26 |
0.05 |
81 |
|
3003 |
Ar |
250 |
45 |
0. 31 |
0. 13 |
58 |
|
5083 |
Ar+5% Cl2 |
150 |
55 |
0.56 |
0. 18 |
68 |
|
6063 |
Ar |
465 |
60 |
0. 27 |
0. 13 |
52 |
|
7010 |
Ar+ 5% Cl2 |
250 |
60 |
0. 27 |
0. 08 |
70 |
4 39什么是GBF法?
GBF 是气泡过滤(gas bubbling filtration)的英 文缩写,它是1981年由FOSECO日本公司开发并 投入使用的一种旋转喷嘴形式的净化装置。其特点 是:旋转喷嘴(见图4-30)转速高(700r/min)、 产生气泡细小均匀(直径1 ~4mm)、用气量少 (0.2m3∕t),精炼效果好;净化气体只用Ar,不用 Cl2,对环境无污染;净化室内衬采用SiCS3N4, 不粘铝、耐腐蚀、耐磨损、易清理、寿命长(2~3 年);处理室上部有阻尼装置,处理时液面平稳, 金属氧化损失少,渣量少。GBF设备主要性能见表 4-17,其除气效果见表4-18。
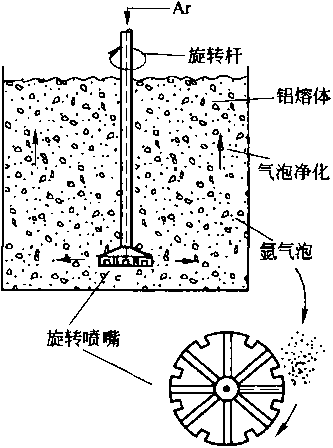
图4.30 GBF喷嘴示意图
表447 GBF主要技术性能
|
型号 |
金属流速 /t ∙ h^1 |
喷嘴数 /个 |
容量 ∕kg |
熔池内衬 |
箱盖 |
加热方式 |
加热能力 /kJ ∙ h^* |
备注 |
|
IWS-KR |
≤4.5 |
1 |
300 ~450 |
石墨塔堪 |
隔热 保温盖 |
气体燃料 或电 |
2000∞ (30kW) |
倾转系统 |
|
IWS |
4~10 |
1 |
500 ~650 |
SiC-Si3N4 砖 |
有提升 机构 |
液化石油气 或天然气 |
4100∞ | |
|
S-IWS |
8 -24 |
1 |
13∞~20∞ |
SiC-Si3N4 砖 |
有提升 机构 |
液化石油气 或天然气 |
410000 | |
|
2 WS |
2 |
1300 ~ 2300 |
SiC-Si3N4 砖 |
有提升 机构 |
液化石油气 或天然气 |
4100∞ |
• 154- 铝合金熔铸生产技术问答
表4.18 GBF除气效果实例
|
型号 |
合金 |
铸造方式 |
金属流速 ∕kg . min -1 |
Ar流量 /L ∙ min7l |
含氢量 ∕mL∙ (l∞g)^, |
除气率/% | |
|
处理前 |
处理后 | ||||||
|
IWS-KR |
6063 |
水平建铸 |
40 |
12 |
0.54 |
0. 08 ~ 0.12 |
78~85 |
|
IWS |
纯铝 |
普罗佩兹铸轧 |
140 |
22 |
0. 20 ~0. 22 |
0. 11 -0.13 |
35 -50 |
|
'2WS |
6063 |
立式半连续铸锭 |
200 |
40 |
0. 30-0. 35 |
0.08 ~0. 09 |
70~77 |
|
2WS |
6063 |
热顶铸造 |
240 |
44 |
0.34-0.40 |
0. 10-0. 11 |
68~75 |
第一节配料工艺
5-1什么叫配料,配料的基本任务和基本程序是什么?
根据合金本身的工艺性能和该合金加工制品技术条件的要求,在国家标准或有关标准 所规定的化学成分范围内,确定合金的配料标准(又称计算成分)、炉料组成和配料比, 并计算出每炉的全部炉料量,进行炉料的过秤和准备的工艺过程,称为配料。
(1)配料的基本任务是:
D控制合金成分和杂质含量,使之符合有关标准;
2)合理利用各种炉料,降低生产成本;
3)保证炉料质量,正确备料,为提高熔铸产品的质量和成品率创造有利条件。
(2)配料的基本程序是:
1)明确配料任务--合金牌号、制品状态、制品用途、所需合金液重量;
2)确定合金中各元素的计算成分;
3)确定炉料组成及每种炉料的配比和熔损率,并掌握每种炉料的具体化学成分;
4)计算每熔次的炉料总重量和每种炉料的需要量;
5)炉料过秤和准备。
5-2怎样确定每熔次的理论配料量和实际配料■?
理论配料量指铸锭所需的实际合金液重量。它通常是根据加工车间所提出的锭坯规格 要求,考虑熔炼炉的容量,铸造机的最大负荷和最大行程,按铸锭长度和根数而确定的。 理论配料量。理论按下式计算:
Q 理论=LX bτt X q
式中L-铸锭长度,m;
几——每铸次铸锭根数;
b--每熔次的铸次数;
q--铸锭每米重量,kg/m。
在工业生产中,每熔次的实际配料量是一个很重要的因素,实际配料量过多过少都将 降低车间铸锭成品率。通常,实际配料量Q实际可按下式确定:
• 156 ∙
铝合金煉铸生产技术问答
Q实际=Q理论+ Q熔损+ Q压头
式中Q熔损--在熔炼铸造过程中每熔次的金属熔损量;
0压头--为保持一定的铸造速度和金属流量,在静置炉(或熔炼炉)内建立一定的 熔体静压头所需的金属量,一般为200 ~500kg。批量生产时,第一个熔次 应考虑。
变形铝合金熔炼时的熔损率见表5-1。
表5.1变形铝合金熔炼时的熔损率
|
火焰炉 |
电阻炉 | ||
|
炉料类型 |
熔损率/% |
炉料类型 |
熔损率/% |
|
纯铝锭 |
1.0~1.5 |
软合金液体料 |
0.5 -0. 8 |
|
一级废料 |
1.5~2.0 |
硬合金液体料 |
0.7 ~ 1.0 |
|
二级废料 |
2.0~3.0 |
软合金固体料 |
2.0~2∙5 |
|
三级废料 |
4 -6 |
硬合金固体料 |
2.5 ~3.0 |
影响实际配料量的因素很多,在确定Q实际时,还必须随时掌握生产中发生的情况,如 炉内剩料量、补料冲淡量、磅秤系统误差等,随时调整,以尽可能地提高成品率,收到最 好的经济效果。
5.3工厂为什么要制定合金成分的内部标准,制定内部标准的依据是什么?
工厂制定合金成分内部标准的目的是为了在满足技术条件要求的前提下,稳定制品的 生产工艺和制品的最终性能。铝材的质量通常取决于成分、工艺(熔铸工艺、形变工艺、 表面处理工艺)和热处理三个基本参数,而成分是铝材加工性能和最终使用性能的决定因 素,一定的成分要求一定的加工工艺和热处理条件,并相应于一定的最终性能。国家标准 (GB 3190-1996)所规定的变形铝合金化学成分范围一般是比较宽的,在这个范围内,合 金的工艺性能和制品的最终性能波动很大,比如,6063合金在外部标准的成分范围内,其 抗拉强度可变动在140~330MPa之间,显然,如果对成分不进行内部控制,合金的上述性 能就很不稳定,甚至达不到技术条件的要求,使成品率下降。因此,工厂通常都在外部标 准的范围内制定更为严格的内部标准,以稳定加工制品的质量,提高成品率,降低生产成 本O
制定化学成分内部标准时,应综合考虑化学成分的分析误差及成分对铸造性能、加工 性能、制品最终性能和使用性能的影响。
(1)化学成分的分析误差。分析误差是由分析方法、仪器精度、试样成分的偏析、试 剂纯度的差异、仪器的振动、操作计算误差等因素产生的。为确保化学成分不超标,在制 定内部标准时,应首先考虑分析误差。其原则是:
外标 分析误差 内标
α% ~4% g% (α+e)%~ (4-£)%
例如,5A03合金中的镁含量,外部标准是3.2% ~ 3. 8%,分析误差是±0.075% ,故
第五章铝合金熔炼工艺
• 157 ・
内部标准定为3.3% ~3.7%。
(2)化学成分对铸造性能的影响。在外部标准的范围内,由于化学成分的波动,合金 的裂纹倾向性及形成化合物一次晶的倾向性有很大的不同。为了稳定铸造工艺,在制定内 部标准时,把某些元素的含量控制在最佳范围内,甚至对合金进行变质处理,加入少量外 部标准中没有规定的元素,如钛。作为例子,表5.2列出了从合金的铸造性能出发,几个 合金中某些元素内部标准的制定依据。
表5.2考虑铸造性能制定内部标准的实例
|
合金 |
制品 |
成分 |
成分对铸造性能的影响 |
外麻% |
内标/% |
|
1035以上工业纯铝 |
所有 |
Fe Si |
Fe%大于Si%时,热裂倾向性下降 |
FeNSi | |
|
3003 |
挤压 |
Mn Fe Si |
随Fe + Mn增加生成(FeMn) Al6 — 次晶的倾向增大;Fe%大于Si%时,热 裂倾向性下降 |
1 ~1.5 0.7 0.6 |
Fe + Mn≤l. 8 0.4~0.6 FeNSi |
|
高镁铝合金 |
所有 |
Na |
含量大于IOXlo-6时,显示钠脆性 |
— |
Na≤10×10-6 |
(3)化学成分对工艺塑性和表面处理性能的影响。为了提高合金的工艺塑性,往往把 成分控制在外部标准的中下限,以降低合金化程度,得到更均一的组织,防止或降低压 延、挤压、锻造时的裂纹倾向性。为了保证材料得到要求的表面处理性能,也要求对成分 进行严格控制。有时对外部标准未做规定的杂质也进行严格的控制。表5-3所示是这条原 则的应用实例。
表5.3考虑工艺塑性制定内部标准的实例
|
合金 |
制品 |
成分 |
外标/% |
内标/% |
__________目 的__________ |
|
2A12 |
薄壁管、直接锻造 用铸锭 |
Cu Mg Mn |
3.8~4.9 1.2~1.8 0.3~0.9 |
3.9~4.3 1.2~1.5 0.4~0.6 |
改善工艺塑性,降低裂纹倾向性 |
|
7A04 |
管、棒、型:锻 |
Cu Mg Mn Zn Fe Si |
1.4~20 1∙8~2∙8 0.2-0. 6 5.0~7.0 W0. 50 ≤0. 50 |
1.4-1.7 1.9-2.3 0.2~0.4 5.5 ~6. 5 0.2~0.45 |
改善工艺塑性,降低裂纹倾向性• |
|
6063 |
管、棒、型 |
Mg Si Fe |
0.45 ~0.9 0. 20-0.6 ≤0. 35 |
0.50 -0. 60 0.40-0. 50 ≤0.20 |
使Si过剩,改善挤压塑性和表面质量, 提高挤压速度,并使停放效应为正 |
(4)化学成分对制品性能的影响。制品性能就是材料技术标准所规定的性能,这是衡 量铝材产品质量的基本尺度,也是内部标准要优先考虑的因素。在实际生产中,主要应考 虑加工工艺和设备配置可能给材料性能带来的影响。如变形程度不足、二次挤压造成挤压 效应消失、大晶粒或者机前淬火冷却强度不足而造成力学性能下降等情况。这条原则的应 用实例见表5-4。
• 158 ・
铝合金熔铸生产技术问答
|
表5.4考虑制品性能制定内部标准的实例_______________ | ||||||
|
合金 |
制 |
品 |
成分 |
外标/% |
内标/% |
目 的 |
|
2A10 |
线 |
材 |
Cu Mg Si |
3.9~4.5 0. 15 ~0. 30 ≤0. 25 |
4.1 ~4.4 0.2-0.29 0.15-0.25 |
某厂拉线机吨位小,材料变形程度小,抗剪强度达 不到技术标准的要求,除控制铜、镁在中上限外,也 把杂质硅控制在中上限,以增加MgzSi相的补充强化 作用______________________ |
|
2A12 |
二次挤压制品 |
Cu Mg Mn |
3.8~4.9 1.2~1.8 0.3~0.9 |
4.4~4. 85 1.4-1.7 0.6 ~0. 85 |
弥补挤压效应消失而降低的制品强度,故把主成 分都控制在中上限 | |
|
5A02 |
管 |
材 |
Mg Si |
2∙0~2∙8 ≤0.40 |
2.05 ~2.40 0.1 -0. 35 |
提高压扁试验合格率,把镁控制在中下限,以提 高塑性;硅小于0.1%时,容易产生大晶粒 |
|
6A02 |
管、棒、 |
型、锻 |
Mg Si Cu Mn Fe Ti |
0.45 ~0.9 0. 50-1.2 0. 20~0.6 0. 15 -0. 35 ≤0.50 ≤0. 15 |
0.6~0. 85 0.8~l. 10 0.35 ~0. 55 0.2 ~0. 35 0.2~0.4 0.02~0.08 |
技术标准要求的T6强度和屈强比都较高,为了最 大发挥Mg2Si和CuAl2的强化效果,发挥锺细化 Mg2Si的作用,故把镁、硅、铜、锌都控制在中上 限;同时,把铁和钛作为成分控制,防止再结晶晶 粒粗化 |
(5)化学成分对制品使用性能的影响。使用性能指铝材用户在使用中要求的性能,如 板材的深冲性、型材的可弯曲性、例钉线材在斜接作业时的孕育期、食品包装用铝箔的卫 生安、全要求等,这些要求往往在技术标准中没有体现,但却是用户十分关注的,铝材生产 厂应该给予满足。实例见表5-5。
表56考虑制品使用性能制定内部标准的实例
|
合金 |
制品 |
成分 |
外标/% |
内标/% |
___________目 的___________ |
|
1050A |
所有 |
Fe Si |
W0. 40 ≤0.25 |
0.25~0. 35 0. 10 -0, 20 |
防止性能波动,保证焊接性能和深冲性能 |
|
2A12 |
包铝板。状态板 |
Cu Mg Mn |
3. 8=4.9 1.2~1.8 0.3 ~0. 9 |
4. 55 ~4.9 1.5~1.8 0.5~0.8 |
包铝板有2. 5%的工业包铝层,采用高成分弥 补损失的强度;O状态板采用高成分则基于保 证使用厂在成型后做淬火+自然时效处理时的 性能要求 |
|
2B12 |
线材 |
Cu Mg |
3.8~4.5 1.2~1.6 |
3.9~4.2 1.25-1.45 |
延长孕育期,便于輝接作业 |
|
食具 用铝 |
所有 |
A8、Pb、Cd |
— |
WO. 010 |
卫生安全要求,防止中毒 |
5-4什么叫计算成分,怎样确定?
在国家标准或工厂内部标准所规定的化学成分范围内,选择某一确定的值作为配料计 算的依据,该确定值称为计算成分或称配料标准。对于制定了化学成分内部标准的工厂, 计算成分一般按内部标准的中限选取;但是对于易烧损的元素,宜按中限偏上选取;对于
第五章铝合金煉炼工艺
'• 159-
不易烧损而又稀贵的元素,宜按中限偏下选取。没有制定化学成分内部标准的工厂,在确 定计算成分时应考虑第5.3题所介绍的各因素的影响。
中间合金的计算成分,主要应该考虑元素的引入方式和元素的实收率。在直接采用金 属材料引入并用火焰炉熔制二元铝中间合金时,可参考表5.6的数据进行配料。
表5∙6二元铝中间合金的配料标准
|
中间合金 |
元素名义含量/% |
元素配料标准/% |
中冋合金 |
元素名义含量/% • |
元素配料标准/% |
|
AI-Cu |
40 |
42 |
AI-Mn |
10 |
11 |
|
Al-Fe |
10 |
11 |
Al-Si |
20 |
22 |
|
Al-Ni |
20 |
21 |
Al-Cr |
4 |
4 |
|
Al-Sb |
2 |
2 |
Al-Ti |
4 |
4 |
5-5什么叫炉料组成,什么叫配料比,确定炉料组成和配比的基本原则是什么?
炉料组成指构成炉料的各个品种和每个品种的品位。配料比指一炉炉料中每一种炉料 所占的比例。在确定炉料组成和配料比时,应遵循以下原则:
(1)成分原则。即所用的炉料要能保证熔制后的合金的化学成分合格,有害杂质的含 量在允许范围之内。根据这条原则,对杂质要求愈严的合金,所使用的新金属料的品位应 该愈高,配比愈大。
(2)质量原则。即炉料组成和配料比的确定要能保证产品的质量要求。根据这条原 则,对于军工产品或重要用途的合金制品,应该选用品位较高、配比较大的新金属料;相 反,对于民用或质量要求较低的合金制品,则可多选用低品位的废料。
(3)工艺原则。即在确定炉料组成和配比时,要考虑合金的熔炼工艺特性和设备性 能,以保证熔炼质量。根据这条原则,对于合金中范围窄狭的合金元素,宜选用中间合金 或元素添加剂作为炉料,而不宜采用纯金属,以保证化学成分均匀。采用电阻炉熔炼时, 对于比表面较大、致密度较差的二级料,每炉的配人量最好不要超过20% ~30%,以避免 二次加料。对于未经复化的厂外废料通常只供做火焰炉配料。
(4)经济原则。即在保证制品成分和性能的前提下,尽可能地采用低品位的新金属和 多利用废料。根据这条原则,对于那些无特殊要求的合金制品,允许以同系列低成分合金 的一级废料或洗炉料代替原铝锭作为新铝使用;而当炉料全为一、二级废料时,可以不用 新铝;当缺乏所需品位的原铝锭时,允许高、低品位配合使用等等。
(5)物料平衡原则。即新、旧料比要与全厂的金属平衡相适应,避免一个时期全吃 "粗粮",一个时期全吃"细粮”的不均衡状态,以保证制品质量稳定,工艺稳定,成本 稳定。
5∙6配料时应当怎样选用原铝锭和其他新金属锭的品位?
在确定炉料配比时,原铝锭品位的选用对于保证合金的成分,铸锭的晶粒组织和性能 具有重要作用,并对铸锭的生产成本有很大影响。通常,在选用原铝锭的品位时,首先, 应考虑成品合金对铁、硅、铜含量的要求及制品最终的表面处理形式,其次,应考虑合金 熔炼过程中铁、硅含量增高的可能性及废料循环使用时杂质含量不断升高的趋势。一般而
• 160 ・
铝合金熔铸生产技术问答
言,在保证成品合金成分要求的前提下,可以适当采用品位较低的原铝锭,以降低生产成 本。相反,不适当地采用高品位铝锭,不仅使成本增高,而且增大铸锭产生羽毛晶和粗大 晶的倾向性。
大多数工业变形铝合金,配料时都采用牌号为Al 99.70、Al 99.60、Al 99.50、Al 99. 00的原铝锭。有些合金,如7A04、2A12等合金允许的杂质铁、硅含量较高,但要求 的原铝锭品位却较高。这是因为这些合金配料中三级废料的比例较大。同时,这些合金中 硅的含量与裂纹敏感性的关系很大,而铁硅总量的增加又影响合金的综合性能,故在配料 时选用品位较高的原铝锭。在生产5A66合金时,由于对杂质铁和硅的要求十分严格,应 采用Al 99. 99精铝锭。在生产用于原子能反应堆的合金时,应采用低硼铝锭。在生产工业 纯铝铸锭时,可以使用同一品位的原铝锭,但为避免熔铸过程中杂质含量增高而降级,必 须加入占炉料总重20% ~30%的高一级品位的原铝锭。在生产6063喷粉制品或哑色氧化 制品时,如果对挤压速度没有苛刻要求,则也可以采用Al 99. 60或Al 99. 50品位的原铝 锭。其他新金属锭品位的选择主要考虑杂质含量。
5-7什么叫烧损,影响因素有哪些?
合金在熔炼过程中由于氧化、挥发以及与炉墙、精炼剂相互作用而造成的不可回收的 金属损失称为烧损。烧损和渣中金属统称熔损。合金的烧损、熔损及合金中每种元素的烧 损各不相同,且波动范围很大,它随熔炉的类型及容量、炉料的组成及配比、合金元素的 加入方法、熔炼工艺及操作方法等因素不同而变化。工厂的总烧损由熔制成品合金时的烧 损、熔制中间合金时的烧损、废料复化时的烧损及提炼渣中金属时的烧损等四部分组成。 目前,铝材厂的总烧损率因各厂的产品结构和管理水平的不同,差别较大。应该指出,在 工业生产中,进行配料计算时,通常不单独考虑每个元素的烧损情况,而是考虑整个合金 的总的熔损率来确定总的投料量。熔损率各厂不一,为了弄清各厂实际的金属烧损、熔损 和消耗情况,必须首先作好金属平衡图。表5・7和表5-8是根据铝材厂的实际生产数据确 定的金属不可回收损失情况。
表5∙7在火焰炉中熔炼成品合金和重熔低品位废料时的不可回收损失
|
合金组别 |
成品合金 |
低品位废料 | ||
|
烧损/% |
渣中金属+溅渣+浮渣 |
烧损/% | ||
|
总熔损/% |
其中,烧损/% | |||
|
所有牌号工业纯铝、3A21、6061、6063 |
'0.7 |
1.4 |
0. 85 |
5.0 |
|
2 × X X及其他 |
0.9 |
2. 1 |
.1.3 |
7.0 |
|
5xxx 及 7xxx |
1. 1 |
2.4 |
1.4 |
8.0 |
表5£在火焰炉中制取中间合金时的不可回收损失
|
中间合金 |
合金组元的名义含量/% |
____________烧损/% | |
|
全部炉料 |
其中的合金组元 | ||
|
Al-Cu |
50 |
5 |
6 |
|
Al-Mn |
10 |
7 |
15 |
第五章铝合金爆炼工艺
• 161 •
续表5*
|
中间合金 |
合金组元的名义含量/% |
烧损/%_____________ | |
|
全部炉料 |
其中的合金组元 | ||
|
Al-Ti |
3 |
10 |
25 |
|
Al-Ni |
20 |
7 |
15 |
|
Al-Cr |
3 |
7 |
25 |
|
Al-Fe |
10 |
10 |
15 |
5-8什么是金属平衡图,有什么作用?
反映金属材料在生产过程中的循环和收支情况的运动图表,称为金属平衡图。金属平 衡图在很大程度上表明了企业生产活动的特点,该图反映了企业的几个基本指标:
(1)合金和铝材的成品率;
(2)金属的消耗定额;
(3)新金属的消耗定额;
(4)在制取成品合金、中间合金(如果该企业自己生产中间合金)及在重熔废料时 的不可回收损失。
上述指标取决于工艺过程的完善程度、所采用设备的类型、利用炉料的合理性以及企 业的产品种类。
成品率按下式确定:
B = Q∕(Q + E失 +£废) 式中B——成品率,%;
Q--合格产品量,kg;
E失一不可回收的金属损失,kg;
E废——回炉废料,kgo
金属消耗定额按下面的关系确定:
X = IoOo + £*
式中X--金属消耗定额,kg∕t;
E*--每生产IOOokg产品时,金属的不可回收损失总量,kgo
铝材的成品率和平均金属消耗定额随工厂产品结构和合金的变化会发生很大的变化, 所以,按合金和制品类型计算消耗定额是金属平衡的基础。在一般情况下,成品率应该是 逐年提高的,而消耗定额应该是逐年下降的,并充分反映企业在完善工艺过程和加强管理 中取得的成就。
全厂的金属平衡图反映全部炉料的实际消耗量、金属的不可回收损失的大小和每吨铝 材的实际金属消耗量。而熔铸车间计算的金属平衡是反映车间年产量和废品率水平特点的 基本资料。金属平衡一般应按合金和铸锭规格编制,铸锭规格接近的可以结合在一起。从 金属平衡图中,能容易地查找出车间生产的薄弱环节,从而把车间技术力量集中起来以解 决存在的问题。图5-1是广东某铝材厂2002年度的金属平衡图。
• 162 ・
铝合金熔铸生产技术问答
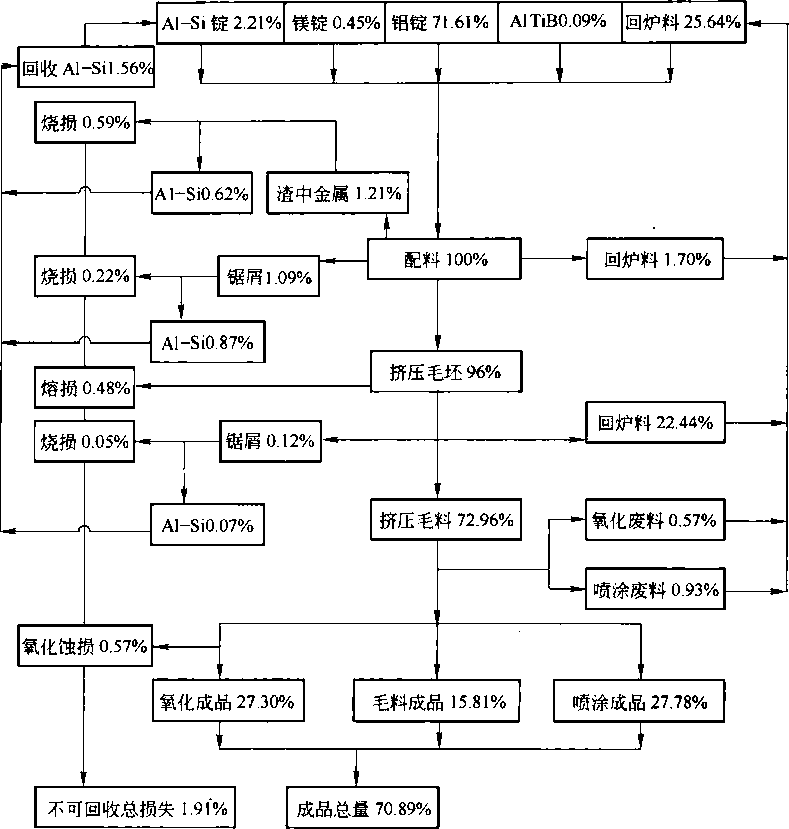
图5-1广东某铝材厂2002年度金属平衡图
(说明:该厂将炉渣、锯屑全部外委加工成铝-硅中间合金锭,按双方共同认可的比例回收,不再交加工费)
5-9配料计算的程序是怎样的?试举例说明。
配料计算的程序如下:
(1)明确下达的配料任务(合金牌号、制品状态、每炉的实际配料量)。
(2)根据化学成分内部标准或有关规定确定计算成分;根据配料规程和材料库存确定 炉料组成和配料比。
(3)明确每种炉料的化学成分。
(4)计算各元素的需要量。
(5)计算各种废料用量及带入元素的量。
(6)计算各中间合金和新金属需要量。
(7)校核。
(8)将计算结果填入熔铸卡片,供备料用。
例如,欲配制一炉棒材用7A04合金,其配料总量为IOt,其配料计算过程如下:
(1)根据7A04合金棒材的化学成分内部标准按第5-4题所介绍的原则确定计算成分
第五章铝合金熔炼工艺
• 163 ・
(见表5-9);
表5.9计算成分的确定
|
元素 |
Cu |
Mg |
Mn |
Zn |
Cr |
Ti |
Fe |
Si |
Al |
|
内标/% |
1.40-1.70 |
1.90-2. 30 |
0. 20 ~0. 40 |
5. 50 ~ 6.50 |
0. 12 ~0. 20 |
W0. 08 |
0. 20-0.45 |
Wθ∙ 30 |
余量 |
|
计算成分/% |
1.55 |
2. 20 |
0. 30 |
6. 10 |
0. 15 |
0.04 |
≤0.45 |
Wθ∙ 30 |
余量 |
(2)根据配料规程和现场情况确定炉料组成、配料比,并明确每种炉料的化学成分 (见表 5-10)。
表5-10炉料组成及配比
|
炉料组成 |
配比 /% |
_______________化学成分/% |
备注 | |||||||||
|
Cu |
Mg |
Mn |
Zn |
Cr |
Ti |
Fe |
Si |
Al | ||||
|
复化料 |
7A04 |
30 |
1.2 |
1.7 |
0.3 |
5.0 |
0. 1 |
0.05 |
0.4 |
0.2 |
余量 |
明确成分的 碎屑复化料 |
|
一级料 |
7A04 圆 |
25 |
1.6 |
2.0 |
0.3 |
5.8 |
0. 15 |
0.04 |
0.4 |
0.2 |
余量 |
可替代 新金属用 |
|
7A04 板 |
20 |
1.55 |
2.6 |
0.32 |
6.0 |
0. 15 |
0.05 |
0. 45 |
0. 22 |
余量 | ||
|
新金属 |
电解铜 |
25 |
IOO |
— |
中间合金按 新金属计算 | |||||||
|
镁锭 |
— |
IOO |
— | |||||||||
|
锌锭 |
— |
— |
— |
1∞ |
— |
— |
— |
— |
— | |||
|
铝铺 |
— |
— |
10.50 |
— |
— |
— |
0. 50 |
0. 30 |
余量 | |||
|
铝辂 |
— |
— |
— |
— |
4.0 |
— |
0.60 |
0.30 |
余量 | |||
|
铝钛 |
— |
— |
— |
— |
— |
3.5 |
0. 50 |
0.40 |
余量’ | |||
|
铝锭 |
0. 25 |
0. 18 |
余量 | |||||||||
(3)根据配料总量计算各元素的需要量:
计算方法:配料总量X计算成分(% ) ^
计算结果如下:
元素符号 Cu Mg Mn Zn Cr Fe Si Ti
需要量 ∕kg 155 220 30 610 15 <45 <30 4
(4)计算各种废料带入元素的量:
计算方法:配料总量X配料比X废料中元素的质量分数。
计算结果见表5-11。
表5.11各种废料中带入元素■计算表
|
废料名称 |
炉料量/kg |
______________各废料带入元素的量/kg__________ | ||||||||
|
Cu |
Mg |
Mn |
Zn |
Cr |
Fe |
Si |
Ti |
Al | ||
|
7A04复化料 |
3000 |
36 |
51 |
9 |
150 |
3 |
12 |
6. |
1.5 |
余量 |
|
7A04—级圆 |
25∞ |
40 |
50 |
7.5 |
145 |
3. 75 |
10 |
5 |
1 |
余量 |
|
7A04 一级板 |
2000 |
31 |
52 |
6.4 |
120 |
3 |
9 |
4.4 |
1 |
余量 |
|
小计 |
7500 |
107 |
153 |
22.9 |
415 |
9. 75 |
31- |
15.4 |
~Γδ- |
余量 |
• 164 ∙
铝合金熔铸生产技术问答
(5)计算各中间合金和纯金属的需要量:
计算方法:纯金属量=元素需要量-废料中所带入的该元素量
中间合金量=(元素需要量-废料中带入量)÷中间合金中该元素的质量分数 原铝锭量=新金属总量-纯金属量-中间合金量
计算结果如下:
电解铜板= 155 -107 =48( kg)
镁锭=220-153 =67(kg)
锌锭=610-415 =195 (kg)
Al-Mn 中间合金= (30-22. 9) ÷10.5% =68(kg)
ALCr 中间合金= (15-9. 75) ÷4% =131 (kg)
Al-Ti 中间合金= (4-3∙5) ÷3.5% =14(kg)
Al 99. 60 原铝锭=2500-(48 + 67+195) -(68 +131 +14) =1977 (kg)
(6)校核杂质含量是否在要求范围内:
计算方法:将各种炉料中的杂质量相加,而后与计算成分要求的量相比较 计算结果如下:
Fe =31 +68 ×0.5% +131 ×0.6% +14 ×0.5% +1977 ×0. 25% =37. 14 <45 (kg)
Si = 15. 4+68 X0.3% +131 ×0. 3% +14 ×0.4% +1977 ×0. 18% =19. 6 <30 (kg) 计算结果符合要求。
(7)将上述计算结果填入熔铸卡片(见表5-12)。
表5∙12熔炼铸造卡片
配料组成 化学组元含量/kg
|
配料名称 |
重量/kg |
Al |
Ti |
Cu |
Mg |
Mn |
Zn |
Cr |
Fe |
Si |
|
投料总重 |
100∞ |
8909. 26 |
4 |
155 |
220 |
30 |
610 |
15 |
37. 14 |
19.6 |
|
7A04复化料 |
3(X)0 |
2731.50 |
1.5 |
36 |
51 |
9 |
150 |
3 |
12 |
6 |
|
7A04 一级圆 |
25∞ |
2237. 75 |
1 |
40 |
50 |
7.5 |
145 |
3. 75 |
10 |
5 |
|
7A04 一级板 |
2000 |
1773. 20 |
1 |
31 |
52 |
6.4 |
120 |
3 |
9 |
4.4 |
|
电解铜板 |
48' |
— |
— |
48 |
— |
— |
— |
— |
— |
— |
|
镁锭 |
67 |
— |
— |
— |
67 |
— |
— |
— |
— |
— |
|
锌锭 |
195 |
— |
— |
— |
— |
— |
195 |
— |
— |
— |
|
Al-Mn中间合金 |
68 |
60. 36 |
— |
— |
— |
7. 1 |
— |
— |
0. 34 |
0.2 |
|
AI-Cr中间合金 |
131 |
124. 57 |
— |
— |
— |
— |
— |
5. 25 |
0. 79 |
0. 39 |
|
Al-Ti中间合金 |
14 |
13. 37 |
0.5 |
— |
— |
— |
— |
— |
0. 07 |
0.06 |
|
Al 99. 60 铝锭 |
1977 |
1968.51 |
— |
— |
— |
— |
— |
— |
4.94 |
3.55 |
合理利用废料和确定配比对降低生产成本具有重要意义,而配料计算又是一个烦琐的 过程,为此,一些工厂已开发出专门的用于配料的计算机程序软件和配料决策系统,并已 投入实际使用,不仅效率高,而且计算准确,对合理利用炉料,稳定和提高产品质量起到 了很好的作用。
第五章铝合金煉炼工艺
• 165 •
5-10备料时应注意哪些事情?
配料计算完成后应及时备料,备料时,应注意下列几点:
(1)备料前应认真检查、复审配料计算卡片,看元素是否有漏配、错配、超标,炉料 选用是否符合规定。
(2)所备炉料的品种、品位、级别必须与卡片上的相一致。
(3)所备炉料必须干燥、清洁、无油污和无尘土。
(4)所备炉料尺寸符合要求并便于装炉。
(5)所备炉料的数量必须与卡片上的相一致,有变动时应注明。磅秤的灵敏度和精确 度应符合要求。
(6)所备炉料吊运方便、安全,并与装炉顺序相适应。
(7)对人体有害的原材料,如被氟酸钠等要按熔次单独备料,严防中毒。
(8)全部炉料备齐后应复查核对,并吊往装炉现场与熔炼人员交接。
第二节熔炉的准备和管理
541熔炼炉开炉前应做好哪些准备工作?
熔炼生产之前,要做好熔炉的准备工作。新建成的熔炼炉和经过大修、中修、小修的 熔炼炉,在开炉前的准备工作主要包括自然干燥、烘炉、洗炉和烟道清扫四项。
‘炉子的炉衬是用含有大量水分的灰浆、耐火砖及镁砂层砌成的,为了避免炉子加热时 因水分迅速蒸发而使砌体开裂,开炉前应对炉子进行自然干燥。自然干燥时,应将所有炉 门及烟道闸门打开,使空气能在炉内流动,加快干燥速度。干燥时间应根据修炉季节、炉 子大小、砌体干湿程度而定。通常,凡新修、大修后的火焰炉、熔炼电炉及静置炉,其自 然干燥时间在夏季不应少于半个月,在冬季不应少于一个月;中修后的炉子,其自然干燥 时间不应少于一个星期。
烘炉的目的是:使炉体各部分内外层均匀、缓慢升温,避免炉衬受急冷急热而开裂。 同时,更充分地排除砌体中的水分,防止熔炼时金属吸气和氧化。烘炉时应严格按烘炉制 度进行。凡新修、大修、中修、小修及长期或短期停炉后的炉子,在开炉前,都要进行烘 炉。
洗炉的目的是:清除熔池内各处积存的金属和非金属残渣,同时对新修或大修后的炉 衬进行"浸矶钝化处理”,防止熔炼成品合金时,熔体被金属杂质所污染。
对于火焰式熔炼炉,在开炉前和使用过程中,应定期清扫烟道,以防止可能产生的爆 炸事故。
5-12制定烘炉制度的原则是什么,烘炉时应注意什么问题?
烘炉时间的长短和升温速度是烘炉制度的两个基本工艺参数。这两个参数根据炉子结 构、耐火砖的种类、炉子砌筑方法和对熔体的质量要求而定。一般的原则是:
(1)结构复杂的炉子,烘炉时间宜长,升温速度宜慢。
• 166 ・
铝合金熔铸生产技术问答
(2)在烘炉温度范围内,对有相转变并伴随体积急剧变化的耐火砖,在相转变的温度 区间,升温速度宜慢,保温时间宜长;对于含有结晶水的耐火传,在结晶水析出的温度范 围内,升温速度宜慢,保温时间宜长。
(3)干砌的炉子,升温速度可快一些,湿砌的炉子及自然干燥时间不充分的炉子,应 延长低温烘炉时间,并降低低温阶段的升温速度。
(4)用于生产高质量熔体的炉子,其烘炉保温时间宜长一些。 -
由上可知,对炉子的要求不同,炉子的类型、容量、砌体材质不同,其烘炉制度是不 相同的。对于采用高铝砖和普通耐火黏土砖砌筑的铝合金熔炼炉,其烘炉制度见表5-13 和表5-14。
表5-13容■5~25t火焰反射炉烘炉制度
|
序号 |
炉膛温度 /P |
_______新修及大修后 |
中修及长期停炉后 | ||||
|
升温速度 /P ∙ h^, |
保温时间 /h |
累计烘炉时间 /h |
升温速度 /P ∙ h'1 |
保温时间 /h |
累计烘炉时间 /h | ||
|
1 |
室温 |
6 |
— |
30 |
15 |
— |
12 |
|
2 |
2∞ |
— |
24 |
54 |
— |
8 |
20 |
|
3 |
2∞ |
10 |
— |
79 |
25 |
52 | |
|
4 |
450 |
— |
8 |
87 |
— |
— |
— |
|
5 |
450 |
10 |
— |
112 |
— |
— |
— |
|
6 |
7∞ |
— |
12 |
、 124 |
— |
— |
— |
|
7 |
700 |
15 |
— |
144 |
— |
— |
— |
|
8 |
10∞ |
— |
6 |
150 |
— |
4 |
56 |
注:1.大修后,自然干燥时间少于半个月时,夏季应延长低温(200P)烘炉时间24h,冬季延长36h;
2.停炉时间不到5昼夜和在5 ~ 10昼夜内时,可关上炉门用轻微火苗分别烘烤8h和12h后,将炉温升至 900"即可装炉;
3∙停炉时间在10 ~ 15昼夜内及小修后,先敞开炉门用木柴烘烤4h,再关上炉门用轻微火苗烘烤12h,然后将 炉温升至900P,即可装炉。
表5.14容■9~15t电阻反射炉烘炉制度
|
序号 |
炉膛温度 /℃ |
保温时间/h |
炉门状况 | |||||
|
新修及大修后 |
中修及长期停炉后 |
小修及短期停炉后 | ||||||
|
熔炼炉 |
静置炉 |
熔炼炉 |
静置炉 |
熔炼炉 |
静置炉 | |||
|
1 |
1∞ |
20 |
20 |
10 |
10 |
8 |
8 |
开门 |
|
2 |
.150 |
24 |
24 |
— |
— |
— |
— |
开门 |
|
3 |
200 |
30 |
30 |
10 |
10 |
8 |
8 |
开门 |
|
4 |
250 |
20 |
20 |
8 |
8 |
8 |
8 |
开门 |
|
5 |
3∞ |
20 |
20 |
16 |
16 |
10 |
10 |
开门 |
|
6 |
350 |
15 |
15 |
8 |
8 |
4 |
4 |
开门 |
|
7 |
400 |
10 |
10 |
— |
— |
— |
— |
开门 |
|
8 |
450 |
2 |
2 |
8 |
8 |
2 |
2 |
关门 |
第五章铝合金熔炼工艺
• 167 ・
续表5-14
|
序号 |
炉膛温度 /P |
保温时间/h_________________ |
炉门状况 | |||||
|
新修及大修后 |
中修及长期停炉后 |
小修及短期停炉后 | ||||||
|
熔炼炉 |
静置炉 |
熔炼炉 |
静置炉 |
熔炼炉 |
静置炉 | |||
|
9 |
500 |
2 |
2 |
5 |
5 |
— |
— |
关门 |
|
10 |
550 |
2 |
2 |
— |
2 |
2 |
关门 | |
|
11 |
6∞ |
2 |
2 |
5 |
5 |
— |
— |
关门 |
|
12 |
650 |
3 |
3 |
5 |
5 |
2 |
2 |
关门 |
|
13 |
700 |
4 |
9 |
5 |
5 |
— |
— |
关门 |
|
14 |
750 |
4 |
9 |
— |
5 |
2 |
6 |
关门 |
|
15 |
800 |
4 |
4 |
5 |
5 |
— |
— |
关门 |
|
16 |
850 |
2 |
2 |
— |
5 |
2 |
6 |
关门 |
|
17 |
9∞ |
2 |
2 |
5 |
5 |
— |
— |
关门 |
|
18 |
950 |
2 |
2 |
5 |
5 |
2 |
2 |
关门 |
|
19 |
980 |
2 |
2 |
— |
— |
— |
— |
关门 |
|
合 |
计 |
170 |
180 |
95 |
105 |
50 |
58 | |
注:停炉时间在一个月以上为长期停炉。
烘炉时应注意下列问题:
(1)按制定的烘炉曲线升温,尽可能不要使温升有显著的波动,特别是不应使温度上 升过急。
(2)烘炉过程中应尽量做到使炉体各部分均匀受热,防止局部过热。
(3)对于火焰炉,如果烟囱是新建的或冷的,在烘炉前应先用木柴烘烤烟囱,将温度 缓慢升高到200~300t,使烟囱具有一定的抽力。
(4)捣制生坍炉的烘炉过程也是生堪耐火材料的烧结过程,除应缓慢升温,防止裂纹 外,烘烤温度最终应达到烧结温度。通常,石英质应达到1350t,高铝质应达到1450t, 镁质应达到1500霓。
5-13在什么情况下应该洗炉,怎样洗炉?
通常,在下列情况下应该洗炉:
(1)新修、大修及中修后的炉子以及长期停炉后的炉子。
(2)前一炉合金元素为后一炉合金的杂质时。
(3)前一炉合金中含有扩散慢的及易沉淀的元素,后一炉合金中虽然也含有这类元 素,但含量相差悬殊。
(4)前一炉合金杂质的允许含量远高于后一炉合金相同杂质的允许含量。
在连续性生产中,洗炉次数越多,则生产率越低,生产成本越高。因此,在安排 合金转组换炉的顺序时,应该根据生产计划,合理安排。一般的原则是:前一炉合金 的主要成分不是下一炉合金的杂质;前一炉合金允许的杂质含量低于下一炉合金的允
• 168 ・
铝合金熔铸生产技术问答
许杂质含量。
洗炉的具体方法是:
(1)洗炉前先将上熔次炉料彻底放干;并将炉温升至规定的温度(电炉800工,火焰 炉900K)后彻底清炉。
(2)洗炉料采用原铝锭,也可采用一号熔剂。静置炉用熔炼炉的洗炉料洗炉。
(3)洗炉料用量不少于炉子容量的40%。
(4)洗炉时熔体温度应升至800~850(。
(5)洗炉过程中,每隔半小时将熔体彻底搅拌一次,搅拌次数不能少于3次。
(6)采用原铝锭洗炉时,出炉铸造前应按纯铝规定精炼。
(7)洗炉料要彻底放干。
(8)根据化学成分分析结果,如果被控元素在洗炉料中的含量比转组合金中同种元素 的允许含量不高于5倍,则认为炉子已经洗好,、否则应该重洗。
(9)在生产用于原子能工业的特殊合金之前,至少要连续生产5 ~ 10炉纯铝,然后用 低硼铝再生产1炉纯铝作为洗炉。
544火焰熔铝炉的烟道为什么必须定期清扫?
对于火焰式熔炼炉,在开炉前和使用过程中,应定期清扫烟道,以防止可能产生的爆 炸事故。
在火焰炉中,燃烧产物中的二氧化硫与覆盖熔剂和精炼熔剂内的挥发性氯化物在有水 蒸气和氧气存在的条件下会发生反应,生成硫酸盐:
2NaCl + SO2 + H2O + yθ2 = Na2SO4 + 2HC1
2KC1 + SO2 + H2O + 右 O? — K2SO4 + 2HC1
当烟道内的温度高于112OcC时,如果积聚在烟道灰中的硫酸根的含量超过某一数值时 (1200工时为49%, 1270工时为3 8%),漏入烟道内的过热铝液就会与烟道中的硫酸盐以 极快的速度产生连锁铝热反应,即发生爆炸。
3 Na2 SO4 +8A1-3Na2S + 4 Al2 O3 + 3248 kJ
3K2SO4 +8A1==3K2S + 4 Al2 O3 +3511kJ
为了防止火焰炉烟道发生爆炸,一是要防止过热铝液进入烟道并与含硫酸盐的烟灰接 触;二是要控制烟道中的温度最高不超过1200K;三是选用质量较好的燃料,尽量减少燃 烧产物中二氧化硫的含量,并采取措施降低熔剂中氯化物的挥发速度。此外,十分重要的 一条措施是:加强监测,并定期清扫烟道。目前,工厂的普遍做法是:
(1)新炉开炉或前一次清扫烟道后开炉生产一个月时,从硫酸根含量最高的竖烟道底 部靠近烟道闸门的地方取烟道灰,分析其硫酸根含量,在以后每隔10天分析一次。
(2)当竖烟道内温度低于IOoo電时,如果烟道灰中硫酸根的含量接近或达到45%; 或者竖烟道内温度为1000 ~ 1200r的条件下,如果烟道灰中硫酸根的含量接近或达到 35%时,则必须停炉清扫烟道。
第五章铝合金熔炼工艺
• 169 •
5-15什么是氧化性气氛,熔炼铝合金时为什么要选择微氧化性气氛?.
炉气的性质按其组成不同可以分为还原性气氛和氧化性气氛两种。当炉气中含有氢 气、一氧化碳和碳氢化合物等成分时,它们可以按下列反应将某些金属氧化物(Meo)还 原:
MeO + CO = Me + CO2
MeO + H2 ^= Me + H2O
我们把这种气氛称为还原性气氛。在火焰炉中,当燃料不完全燃烧时,其炉气即属于 还原性气氛。当炉气中含有氧气和二氧化碳等成分时,它们可以按下列反应将金属(Me) 氧化:
2Me + O2 = 2Me0
Me + CO2 = MeO + CO
我们把这种气氛称为氧化性气氛。在火焰炉中,当燃料完全燃烧时,其炉气即属于氧 化性气氛。生产中,通常根据火焰的颜色来鉴别炉气的性质:炉气为还原性气氛时,火焰 发黄和冒黑烟;炉气为氧化性气氛时,火焰呈微蓝色。电阻反射炉的炉气一般都是氧化性 气氛。
熔炼铝及铝合金时,应该选择微氧化性气氛。因为:
(1)还原性气氛中的CO对铝合金并不是还原性的,它可使铝继续氧化。而氢和碳氢 化合物只能限制铝合金的氧化,但不能使氧化铝还原。而且,氢气和碳氢化合物还可与铝 反应产生大量原子氢进入熔体,使合金液受到污染。
(2)把炉气控制在还原性气氛时,燃料处于不完全燃烧状态,放出热量少,使炉温降 低,热效率和生产率也降低,同时燃料消耗增大。
(3)当炉气为微氧化性气氛时,不仅燃料得到充分燃烧,而且铝熔体表面由于很快 氧化形成一层致密的氧化膜,使氧化过程变得非常缓慢,因而氧化性气氛就不那么有害 To
5-16熔炼铝合金时应当怎样控制炉压?
火焰炉内燃烧产物的温度通常在120Ot以上,此时炉顶承受浮力,炉内压力增高。炉
压的存在引起火焰外喷和吸收冷空气(见图 5-2) o当冷空气从炉门底部进入炉内时,一方面 使熔体或炉料温度下降,另一方面空气中的氧使. 金属氧化损失增加。为了防止冷空气吸入炉内, 必须对炉压进行控制。一般把炉床面(即炉门 底面)作为零压面来控制,并在炉顶安装测压 管,在烟道内设置烟道闸板来调节控制炉压。当 发现炉门处有冷空气吸入时,应适当关闭烟道闸 板,以提高炉压,使炉门底部刚有火焰冒出为
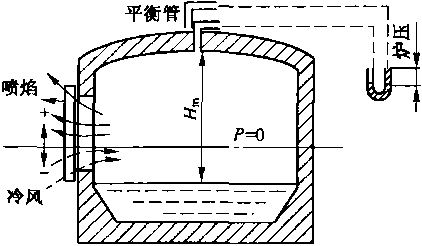
图5-2炉压引起的喷焰和冷空气吸入
• 170 ・
铝合金匿铸生产技术问答
宜。当火焰冒出太强烈时,应适当打开烟道闸板。在熔炼铝合金时,炉压一般控制在20 ~ 40Pa范围内。
第三节成品合金的熔炼工艺
5-17什么叫熔炼,变形铝合金典型的熔炼工艺流程是怎样的?
熔炼是使金属合金化的一种方法。它是采用加热的方式改变金属物态,使基体金属和 合金化组元按要求的配比熔制成成分均匀的熔体,并使其满足内部纯洁度、铸造温度和其 他特定要求的一种工艺过程。熔体的质量对铝材的加工性能和最终使用性能产生决定性的 影响,如果熔体质量先天不足,将给制品的使用带来潜在的危险,因此,熔炼又是对加工 制品的质量起支配作用的一道关键工序。
变形铝合金典型的熔炼工艺流程如下:
熔炉准备一炉料准备一配料一装炉T熔化T加铜加锌T熔化后扒渣T加镁加皱T搅拌 一取样分析T调整成分一搅拌T扒渣T倒炉T精炼-扒渣覆盖一静置调温T炉前测氢T出 炉一清炉
上述工艺流程通常是在一台熔炼炉和一台静置炉中完成的。其中,熔炼炉担负熔化和 调整成分的任务,静置炉担负净化熔体和保温的任务。这样配置设备的好处是能充分发挥 熔炼炉的生产效率,既保证熔炼质量,又提高产量。有些工厂将上述工艺流程全放在一台 炉子中完成,此时,炉子担负着熔炼和静置的双重任务,称为熔炼保温炉。如果炉子是单 膛的,则这样配置设备不能充分发挥熔炼炉的生产效率,能耗较大。另外,国内还有个别 工厂采用在火焰反射炉中熔化,而后用浇包将铝水转入电阻反射炉中调整成分和温度,再 在静置炉中净化熔体和保温的工艺流程。这样的设备配置要占用三台炉子,而且液态金属 转注次数多,转注时间也较长,使熔体严重污染,熔损增大,转注用的浇包还需专用设备 加热,因此,从质量、产量、能耗上来说,都是十分不利的。
5-18什么叫分批熔炼法,什么叫半连续熔炼法,各在什么情况下采用?
目前国内铝材行业采用的熔炼方法大致有分批熔炼法和半连续熔炼法两种。分批熔炼 法指以一个熔次为一个周期,从装炉、熔化开始至精炼、倒炉结束,一炉一光的熔炼方 法。一般适用于生产质量要求较高而批量又不太大的成品合金,以保证化学成分的准确和 均匀。通常,所有特殊制品,即所有合金的锻件和模锻件;用于航空制造业的飞机大梁型 材、阶段变断面型材和小空心大梁型材;用于原子能工业的合金制品等均采用这种方法熔 炼。半连续熔炼法指以相同合金为一个生产周期,每次出炉量只有熔炉中熔体总量的二分 之一至三分之一,随即再装入比上述稍少的新炉料继续熔化的方法。该法的优点是炉料浸 没在熔体中,不仅减少了烧损,而且提高了熔化速度,同时炉内温度波动不大,对炉底保 护作用好,有利于提高炉龄。其缺点是需要对成分进行有效控制,且炉内总有剩料,易造 成局部过热,使铸锭产生粗大晶粒的倾向性增大。该法适用于熔炼批量大、炉料品位较 低、对熔体质量无特殊要求的合金制品。通常,纯铝制品、6063建材制品及以回炉废料为 主要炉料的合金制品均采用此法熔炼。
第五章铝合金熔炼工艺
• 171 ・
5-19确定装炉顺序的基本原则是什么,对装炉的基本要求是什么?
保证合理的装炉顺序对于保证快速熔化,减少元素烧损,提高熔炉的生产率和熔炼质 量,保护炉底、炉墙,提高熔炉的寿命都具有重要的意义。对于火焰炉,确定装炉顺序的 基本原则是:
(1)易烧损的炉料应装在炉底,或加入液体铝中;
(2)熔点较高的中间合金应装在炉料上层;
(3)大块废料和原铝锭应装在中间层;
(4)低熔点和易烧损的纯金属待炉料熔化后加入;
(5)为保护炉底,装炉前最好以废板材或短料铺底; ^
(6)除铜、镁、锌外,其余炉料应尽可能一次装入;
(7)电炉接受液体料时,在来料过程中,最好先将所补入或冲淡用料加入炉内。
对装炉的基本要求是:紧密均匀,尽可能一次装入;炉料不与加热元件接触,不妨碍 火焰正常流动;装炉时间短,尽可能实现机械化、自动化。
5-20应当怎样控制熔炼温度和熔炼时间?
熔炼温度愈高,合金化程度愈完全,但熔体氧化吸气的倾向愈大,铸锭形成粗晶组织 和裂纹的倾向性愈大。通常,变形铝合金的熔炼温度都控制在合金液相线温度以上50 ~ IOot的范围内。对于3A21、2A70、2A80等合金,由于形成化合物一次晶的倾向比较大, 为保证合金元素充分溶解,熔炼温度一般控制在720 ~760霓。而对于共晶型4 X XX系合 金,当采用中间合金或结晶硅形式加入硅元素时,其熔炼温度应控制在750 ~780霓为宜。 对于其他合金,一般控制在700〜750七。
熔炼时间指从装炉升温开始到熔体出炉为止,炉料以固态和液态形式停留于熔炉中的 总时间。熔炼时间愈长,则熔炉生产率愈低,炉料氧化吸气程度愈严重,铸锭形成粗晶组 织和裂纹的倾向性愈大。精炼后的熔体,在炉中停留愈久,则熔体重新污染、成分发生变 化、变质处理失效的可能性愈大。因此,作为一条总的原则,在保证完成一系列工艺操作 所必需的时间的前提下,应尽量缩短熔炼时间。通常的要求是:
(1)火焰炉。每熔次总熔炼时间不得超过12h,液体金属停留时间不得超过5h。
(2)电阻熔炼炉。从取样到出炉开始的时间,对于特殊制品和高镁合金不能超过5h; 对于其他合金制品,不能超过7h。
(3)静置炉。倒炉终了至最后一铸次铸造开始的时间,对于特殊制品和方铸锭不得超 过8h;对于一般圆锭,不得超过12h。
当熔炼时间超过上述规定后,一般应采取下列补救措施:一是补充精炼;二是重新搅 拌、取样,调整成分(对于含锌、含镁较多的合金);三是在允许的情况下,加入0∙01% ~0.03%的钛。
5-21合金化元素的加入方式有哪几种,各有何特点?
合金化元素的加入方式取决于元素本身的热物理特性(见表5.15和3.15题中表3.9) 和由相图所决定的与基体金属铝的合金化特性(见1・21题中表1・3)。
• 172 ・
铝合金熔铸生产技术问答
表5.15铝中常见合金化元素的热物理特性
|
元素 |
密度 /g . cm 一3 |
熔点 /七 |
熔化热 /kJ ♦ mol-, |
元素 |
密度 /g ∙ cm 一3 |
熔点 /霓 |
熔化热 /kJ ∙ mol-* |
|
Al |
2.699 |
660. 1 |
10.8 |
Na |
0. 968 |
97.8 |
2.64 |
|
B |
2. 34 |
2075 |
23.0 |
Ni |
8.91 |
1455 |
17.5 |
|
Be |
1.85 |
1284 |
14.7 |
Pb |
11.336 |
327.4 |
4. 77 |
|
Bi |
9. 80 |
271.4 |
11.05 |
Sb |
6. 684 |
630.5 |
20. 1 |
|
Cr |
7. 19 |
1890 |
21.0 |
Si (晶体) |
2. 33 |
1410 |
49.8 |
|
Cu |
8. 96 |
1083 |
13.0 |
Sn (α) |
5. 85 |
231.9 |
7. 20 |
|
Fe |
7. 874 |
1539 |
13.8 |
Ti (a) |
4. 505 |
' 1668 |
15.0 |
|
Li |
0. 534 |
179 |
4.2 |
V |
5. 96 |
约 1900 |
23.0 |
|
Mg |
1.74 |
651 |
9.2 |
Zn |
7. 133 |
419.5 |
7.24 |
|
Mn |
7.44 |
1245 |
12.0 |
Zr (a) |
6. 45 |
1855 |
14.6 |
注:本表数据摘自化学工业出版社1983年版《简明化学手册》。
其各自的特点是:
(1)低熔点、易溶组元的合金化。这一类组元主要是镁、锌、锂和铜。锌的熔点低, 密度大,但沸点也低,在主要炉料熔化后以纯金属锭的形式直接分散加入熔体中即可。锂 和镁的熔点低,密度小,但易烧损,故锂和镁也可以纯金属锭的形式在其他合金化元素完 全熔化之后加入,当合金中同时含有锂和镁时,应在加镁后且镁完全溶解后再加锂。加锂 或镁时,熔体温度切忌太高(690~720t),金属锭务必压人熔体中,切忌漂浮在熔体表 面氧化燃烧;边加边搅拌;加前用专门的熔剂覆盖熔体。铜的密度大,熔点虽高,但在铝 中溶解度大,溶解热也很大,无需将铝过热即可顺利溶解;故当合金中含铜量较多、范围 较大时,铜亦可以纯金属板的形式在主要炉料熔化后直接加入熔体中。
(2)低熔点、难溶组元的合金化。这一类组元主要是锌、铅、锌和锡。这类组元的共 同特点是密度大,熔点低,在固态铝中溶解极微,甚至在液态也不完全互溶(如铅和锌), 容易在熔池底部富集。这类组元通常可以金属形态先将其直接加入带孔的容器中,在炉料 熔化后将容器再插入铝熔体中,使铝液进入容器内并不断晃动,使之形成液态中间合金, 而后将容器翻转180。,并在熔体中移动,使容器内中间合金液体分散到基体中。当然也可 以中间合金形式加入。要使这类组元分布均匀,强烈搅拌是必不可少的条件。生产实践表 明,即使采取了这些措施,对于密度更大的铅元素,铸锭头尾含量差别仍达10% ~20%, 因此生产中应密切关注。
(3)高熔点、难溶组元的合金化。这一类组元主要是镂、铁、鎳、硅、馅、飢、钛、 硼等。这些合金化元素,除了作为变质处理的钛和硼外,一般均可以中间合金形式在装炉 时一次装入。也可采用元素添加剂(包括速溶硅)的形式加入,但应遵守材料供应商的使 用说明。这里,应特别说明,由于4 X X X系合金中含硅比较多,且硅的密度较小,而熔 化热相对较大,因此各企业在生产中想了很多办法。最近,某大型国营企业采用硅粉末喷 射技术,以气体作为载体将硅粉带入铝熔体中进行合金化,据说具有熔化快,熔体成分均 匀、准确,硅实收率高(达98%)的特点。其具体工艺参数为:粉末粒度0.1 ~ 0.2mm,
第五章铝合金熔炼工艺
• 173 •
气流量500~900L∕min,给料率3 5 ~ 60kg∕min,气体-粉末混合物比容IO~15L/kg,加入 温度770~900K。据认为,利用这种方法生产的4343 (含硅7. 2%~7. 6% )合金铸锭, 可以不经过变质处理,其铸锭组织均匀,并可在较高的温度下进行均匀化和热轧,且热轧 板材组织均匀,未发现粗大初晶硅。 ^
(4)俄的合金化。合金中的皱可以铝-被中间合金或含被的化工材料的形式加入。当 被以AbBe中间合金的形式加入时,应先加Al-Be中间合金,再加镁锭,以提高镁的实收 率。当被以被氟酸钠等化工材料的形式加入时,应先加镁,再加被氟酸钠,以提高被的实 收率。在后一种情况下,Na2BeF4应和二号熔剂粉按1 : 1比例均匀混合后加入;加入温度 应不低于720";边撒边搅拌。
Na2BeF4 2NaF + BeF2
BeF2 + Mg MgF2 + Be
3 BeF2 +2A1=2A1F3 + 3Be
3NaF + Al-AlF3 + 3Na -
由于反应产物中有金属钠,这对含镁合金有不利影响,如果能直接采用氟化皱 (BeF2)..种密度为L99g∕Cm3、熔点为797K、沸点为1159七的无色晶体状或玻璃状 的物质,可能更好。
(5)错的合金化。目前生产中采用的加倍方式有铝•错中间合金和含倍盐类两种。以 铝-倍中间合金形式加入,具有作业环境好的优点,但实践表明,铝-倍中间合金中的ZrAl3 是粗大的,且熔点高达1580K,即使在900 ~950cC的熔体中也常常不能溶解;而且金属 错是氢的良好载体,它会将大量氢带入熔体。因此,不少企业开始改为采用镁-倍中间合 金(对于同时含镁和倍的铝合金)或采用氟倍酸钾+熔剂或四氯化倍+熔剂的形式加入 (四氯化倍的密度为2.80g/cm3 , 333工升华,熔点4371,吸湿),由于盐类添加剂可保证 倍在熔体中呈原子状态,可形成大量弥散细小的ZrAl3质点。
3K2ZrF6 + 13A1—6KF + 4 AlF3 + 3ZγA13
3ZγC14 + 13A1==4A1C13 + 3ZrAl3
反应生成的钾冰晶石(3KF ∙ AlF3)能溶解氧化物,有利于增加熔体中的倍含量;而 生成的AlCL也能起到良好的除气、除渣作用。但采用氟倍酸钾时,熔体过热度较大(780 ~800t),操作环境较差。而采用四氯化错时,由于挥发过快,实收率较低。
5-22铝合金熔炼时为什么要经常扒渣,扒渣时应注意哪些问题?
当炉料全部熔化后,在熔体表面会形成一层由熔剂、金属氧化物和其他非金属夹杂物 所组成的熔渣。在进行下一步熔炼作业之前,必须将这层熔渣除掉。其目的一是防止熔体 夹渣;二是减少熔体吸气的机会(因为熔渣是水蒸气的良好载体);三是加强传热,提高 升温速度(因为熔渣导热性差)。扒渣时,工具要干净,并预热;操作要平稳,不起波浪; 扒渣前在熔体表面要撒上一层粉状除渣熔剂(又称打渣剂),利用熔剂的造渣作用将渣子 与金属分离,以减少渣中金属损失。
• 174 ・
铝合金熔铸生产技术问答
5∙23铝合金熔炼时搅拌熔体的目的是什么,常用的搅拌方法有哪几种?
在熔体中加入合金化元素之后,以及在熔体出炉之前,对熔体都要进行充分的搅拌。 搅拌的目的:一是提高合金化元素熔化和溶解的速度,均匀成分。因为金属的溶解是在与 铝液接触界面处开始的,在局部形成高浓度聚集区,只有不断搅拌,使聚集区和贫乏区产 生对流,才能加速金属的溶解,并使成分均匀。二是均匀温度,避免熔体局部过热。在火 焰炉的情况下,热量从金属液面自上向下传递,热金属液处在金属液上层,冷金属液处在 下层,上、下层金属液间的温差不能经过热的对流来达到均衡。这种温差常达IOO ~ 2∞cC,并随熔池深度和热源高度增大而增加。因此,只有通过搅拌来加强热的传递和均 匀成分。此外,搅拌还可以提高熔化速率,并有利于非金属夹杂物和气泡的上浮,达到提 高生产效率、节省能耗和提高合金纯洁度的目的。如能采用电磁搅拌,则可避免铁制工具 与熔体.的直接接触,对防止熔体的增铁也有好处。
铝熔体各种搅拌方法的比较见表5.16。在人工搅拌时,应平稳,不起浪花,不留死 角,并保证足够的时间。
表546铝熔体各种搅拌方法的比较
|
方法- 项目 |
电磁搅拌 (永磁搅拌) |
机械搅拌 |
金属泵 |
吹入气体搅拌 |
真空泵 |
喷射 全自动搅拌 | |
|
运转前准备 |
必须 |
运输装置 开闭炉门 |
泵体预热 部件检查 |
器具组装 预热 |
阀门预热 泵体检査 |
打开炉门 插入炉内 | |
|
运转定员 |
_____不需要 |
__________1人 |
随时监视 | ||||
|
整修作业 |
不需要 |
清理机械 |
清理泵 |
器具清理 |
阀门清理 |
器具清理 | |
|
消耗品 |
搅拌叉 |
桨叶 |
插入件 |
泵件 |
圆筒 | ||
|
搅拌效果 |
连续搅拌 |
____连续搅拌____ |
____不宜长时____ |
_____连续搅拌 • | |||
|
温度均匀性 |
均匀 |
有偏差 |
偏差大 |
有偏差 |
有偏差 |
偏差小 | |
|
成分均匀性 |
均匀 |
有偏差 |
偏差大 |
有偏差 |
有偏差 |
偏差小 | |
|
投资情况 |
大 |
中 |
小 |
中 |
大 |
稍大 | |
|
运行成本 |
小 |
小 |
小 |
小 |
中 |
小 | |
|
制约条件:熔池深度/mm 熔体温度/P 其他 |
≥1∞ 熔点以上30 |
炉前有足够 移动搅拌机的 空间 |
/200 温度足够高 |
NIOO |
N200 温度足够高 |
>200 温度足够高 | |
5-24为什么要进行炉前分析,炉前取样时应注意哪些问题?
在配料计算时,虽然对成分进行了控制,但是生产中的不可控因素很多,在熔炼过程 中可能由于各种原因而发生合金成分的变化。比如,炉料过秤不准确(规程允许的称重误 差可达1%)、使用的中间合金成分不匀、烧损超出预计值、熔体偏析跑漏等,都可使熔 体的实际化学成分偏离控制范围。因而在合金化元素都加完之后,必须从熔体中取样进行 炉前快速分析,并根据结果对熔体成分进行调整,以保证化学成分符合控制标准。
在选取化学成分快速分析试样时,应注意以下问题:
第五章 铝合金熔炼工艺
• 175 ・
(1)试样规格应符合技术要求。通常,供光谱分析的应采用直径为7mm,长度为 70mm的叉形圆棒试样;供化学分析的应采用直径为70mm、厚为K) ~ 15mm的圆饼试样。
(2)试样必须在所有合金成分加完且熔体充分搅拌以后选取。
(3)试样应具有代表性。为此,试样应在每个炉门的中间、熔体深度一半处选取,而 且光谱试样和化学试样要用同一勺金属浇铸。
(4)试样应无夹渣、气孔、疏松和偏析等缺陷。为此,取样时,取样温度应不低于熔 炼温度的下限;试样勺应事先涂料并充分干燥预热,勺内不许有金属或非金属杂质,试样 模应预热,且以采用钢模或铜模为宜。
(5)生产高镁铝合金时,所取试样应禁止用水直接冷却,以避免水中的钙离子和镁离 子混入,影响分析结果的正确性。
第一次取样分析后,如果发现快速分析结果与配料值的偏差,或者两个炉门的分析值 的偏差,或者来料炉与受料炉的分析结果的偏差超过表5/7的规定时,不能急于补料冲 淡,必须对分析结果进行仔细的审查,从多方面查找原因,并进行炉前二次取样分析。
表547关于炉前二次取样分析成分偏差的规定
|
金 元素 |
2A12 |
2A11 |
2A90 |
2A80 |
2A50 |
2A14 |
7AO4 |
6A02 |
3A21 |
5A02 |
2 AOl |
|
Cu |
0.3 |
0.3 |
0.3 |
0.2 |
0.2 |
0.3 |
0.2 |
0.1 |
— |
— |
0. 25 |
|
Mg |
0.2 |
0. 15 |
0.2 |
0.2 |
0. 15 |
0. 15 |
0.2 |
0. 15 |
— |
0.2 |
0.1 |
|
Mn |
0.2 |
0.2 |
— |
— |
0.2 |
0.2 |
0.2 |
0.05 |
0. 15 |
0.05 |
— |
|
Fe |
— |
— |
0.2 |
0.2 |
— | ||||||
|
Si |
— |
— |
0.2 |
0.2 |
0.2 |
0.2 |
— |
0.2 |
— |
— |
— |
|
Zn |
— |
0.4 | |||||||||
|
Ni |
— |
— |
0.3 |
0.2 |
— | ||||||
|
Cr |
— |
— |
— |
— |
— |
— |
0. 03 |
— |
— |
— |
— |
补料冲淡后,在下列情况下,为了确保成分准确,应再次取样分析。
(1) 2A11、2A12 型合金:
D补料或冲淡量大于炉料总量的3%;
2)补铜量和补镁量分别大于1%和0.5%。,
(2) 7A04型合金:
1)补料或冲淡量大于炉料总量的2. 5%;
2)补镁量大于0.3%。
(3)其他合金根据实际情况确定。
5-25什么叫补料冲淡,在补料冲淡时应注意哪些问题?
根据炉前化学成分分析结果,对熔体中低于标准要求的合金成分进行补充,对高于标 准要求的合金成分进行稀释,以保证熔体的化学成分符合厂内标准,这种调整合金成分的 过程,称为补料冲淡。 '
在进行补料冲淡时,应注意以下问题:
• 176 ・
铝合金煽铸生产技术问答
(1)注意炉料选择。用于补料冲淡的炉料,除Mg、Zn可直接用纯金属外,其余宜用 中间合金或元素添加剂,避免使用熔点较高和较难熔化的新金属料。
(2)补料冲淡量应尽可能少。
(3)计算补料冲淡量时要准确,同时还要考虑易烧损和易沉积元素在倒炉和铸造过程 中的损失。
(4)补料量通常按以下步骤进行计算:
D先调整杂质含量,然后再计算合金元素含量;
2)先算量少者,后算量多者;
3)先算低成分的中间合金,后算高成分的中间合金;
4)最后算新金属。
5-26怎样计算补料量,举例说明补料计算过程?
生产中,通常按下式计算补料量:
X = [(α -b)Q +(C] + c2 + …)α]∕(d -α)
式中 X——补料量,kg;
a--某元素的要求含量,%;
6——该元素的炉前分析值,% ;
Q-熔体总重,kg; 、
G ,e2,----新补充炉料的加入量,kg;
d——补料用中间合金或新金属中该元素的含量,% o
例:设熔炼炉内有5A06熔体Io(X)Okg,其快速分析结果、计算成分、各种炉料成分如 下:
|
Mg |
Mn |
Fe |
Si |
Ti | |
|
计算成分 |
6. 40 |
0.60 |
0. 30 |
0. 25 |
0. 08 |
|
快速分析结果 |
2.40 |
0.60 |
0. 25 |
0. 25 |
0.06 |
|
Al-Mn中间合金 |
— |
10 |
0. 50 |
0. 40 |
— |
|
Al-Fe中间合金 |
— |
— |
10 |
0. 50 |
— |
|
Al-Ti中间合金 |
— |
— |
0. 60 |
0.40 |
4 |
|
镁锭 Mg 99. 80 |
100 |
— |
— |
— |
— |
由上可知,Mg、Fe、Ti不足,需要补料。
(1)计算杂质Fe的补料量(使用ALFe中间合金):
XALFe = [(0∙30 -0.25) X 100∞]∕(10 - 0. 30) = 52( kg)
(2)计算补钛量(使用Al-Ti中间合金):
XAbTi = [(0∙08 -0. 06) X IoOOO +52 × 0. 08]∕(4 - 0. 08) = 52(kg)
(3)计算补镁量(使用镁锭Mg99.80):
XMg = [(6.4 -2.4) X 100∞ + (52 +52) ×6.4]∕(100 -6.4) = 434(kg)
(4)计算补铸量(使用AkMn中间合金):Mn、Si本来不需要补料,但因补加其他料
第五章铝合金煉炼工艺
• 177
后便会失去平衡,故需补料。硅系杂质,暂不考虑。
XAI-Mn = [(0.6 -0.6) X 10000 + (52 + 52 + 434) × 0. 6]∕(10 -0.6) = 34(kg)
(5)核算:
补料后熔体总重=100∞ +52 + 52 + 434 + 34 = 10572 (kg) 各成分含量为:
Mg% = (100∞ X 2.4% +434)/10572 X 1∞% = 6.4%
Mn% = (100∞ ×0.6% +34 × 10% )/10572 X 1∞% = 0. 6%
Fe% = (100∞ X 0.25% + 52 × 10% + 52 × 0. 6% + 34 × 0.5% )/10572 × 100% = 0.29% Si% = (10000 ×0.25% +52 ×0.5% +52 ×0.4% +34 ×0.4% )/10572 × 100% = 0.24% Ti% = (100∞ X 0. 06% + 52 X 4% )/10572 X 1∞% = 0.076%
核算表明,计算基本上正确,可以投料。
5-27怎样计算冲淡■,举例说明冲淡计算过程?
生产中,通常按下式计算冲淡量:
X = (6 - α)Q∕α 式中X-冲淡量,kg;
6--某元素的炉前分析值,% ;
G——该元素的要求含量,%;
Q--熔体总重,kgo
例:设炉内有2A12熔体9000kg,其快速分析结果、计算成分、各种炉料的成分如下:
|
Cu |
Mg |
Mn |
Ti |
Fe Si | ||
|
计算成分 |
4. 50 |
1.50 |
0. 70 |
0.05 |
≤0.45 |
≤0.35 |
|
炉前分析结果 |
4.95 |
1.50 |
0.60 |
0.05 |
0. 30 |
0.25 |
|
Al-Ti中间合金 |
— |
— |
— |
4 |
0.60 |
0.40 |
|
Al-Mn中间合金 |
— |
— |
10 |
— |
0. 50 |
0.40 |
|
镁锭 Mg 99. 80 |
— |
100 |
— |
— |
— |
— |
|
铝锭 Al 99. 60 |
— |
— |
— |
— |
0.25 |
0.18 |
由上可知,CU高,需冲淡;Mn低,需补料。
(1)计算全炉的总冲淡量:
X = (4. 95 -4. 50) × 90∞∕4. 50 = 9∞(kg)
(2)计算冲淡料的各种炉料用量:
由于冲淡的结果,Mg、Mn、Ti含量均下降,应该补料,其补料量分别为:
ɪAl.Ti=9æ ×0.05/4 = ll (kg)(因为90Okg冲淡料中已经包括ALTi中间合金,故分 母中不用减去0. 05%)
XAI-Mn = [9000 X (0. 70 - 0.60) +900 ×0.7]∕10 = 15 3(kg)(同上)
XMg = 900 X 1. 5∕1∞ = 13. 5( kg)(同上)
• 178 ・
铝合金熔铸生产技术问答
冲淡所需的铝锭量为:
爲皿=900 - 11 - 153 - 13. 5 = 722. 5(kg)
(3)核算杂质Fe、Si含量
Fe% = (9000 ×0. 30% +11 ×-0. 60% + 153 ×0. 50% +722. 5 ×0. 25% ) ∕99∞ =0. 30% <0. 45%
Si% = (9∞0 ×0.25% ÷11 ×0.40% +153 ×0.40% ÷722.5 ×0. 18%) /9900 =0. 25% <0. 35%
且 Fe% >Si%
核算表明,计算正确,可以投料。
5-28什么叫倒炉,采用流管法倒炉时应注意哪些问题?
将调整好成分和温度的金属熔体由熔炼炉输送到静置炉的倒炉工艺过程, 常用的倒炉方法是流管法,即借助熔炼炉和静置炉 之间的落差在熔炼炉金属熔体本身静压力的作用下沿流 管输送熔体(见图5・3)。
倒炉的质量对金属内部纯洁度和熔体温度的影响很 大,也很容易造成事故。因为倒炉时熔体处于流动状 态,特别是开始阶段,熔炼炉内金属静压力大,冲出速 度快,熔体敞露液面增大,如果控制不好,则可能发生 事故,生成大量氧化膜污染熔体,使熔体温度急剧降 低。在倒炉终了时,如果堵流口处理不当,还会导致下 熔次"跑溜子”或者"凝流眼"。因此,在倒炉作业时, 必须注意以下问题:
(1)倒炉时的流管,必须符合下列要求:
D流管的长度与熔炼炉和静置炉的落差相适应。
2)流管内孔孔径应比熔炼炉流眼尺寸稍大。如太小则易造成冒槽、凝管及延长出炉 时间;太大则不易达到满管流动。
3)耐火度适宜,保温性能好,热容小;质量轻,强度高,寿命长。
4)不受熔体侵蚀,也不污染熔体。
(2)正确控制倒炉前静置炉的炉膛温度和熔体的出炉温度。倒炉前静置炉的炉膛温度 应控制在所铸合金铸造温度的中上限。温度过高时,有造成熔体过热的危险;温度过低 时,将造成熔体温度下降,甚至低于铸造温度。由于静置炉电功率一般较小,要使熔体温 度上升到正常铸造温度,需要在静置炉内长时间升温,从而影响熔体质量。熔体的出炉温 度最好控制在比铸造温度的上限高5 ~ 10工。这样既能保证金属具有充分的流动性,防止 倒炉时"凝流管”,同时使倒炉终了后静置炉内的熔体温度恰好控制在铸造温度的中上限, 又不至于使熔体过热。
(3)倒炉前应提前放好流管,利用炉温将流管充分预热,并将流槽内残余金属清除干 净,防止倒炉时发生凝管事故,污染熔体。
称为倒炉。
6
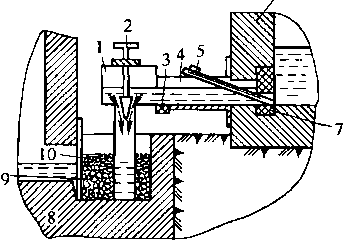
图5.3流管倒炉法示意图
1一流管;2、5-流量控制钎;3—耐火 填料;4一流槽;6—^炼炉;7-流口砖:
8一静置炉;9一熔剂坝;10—栅栏
第五章铝合金熔炼工艺
• 179 ・
(4)放流管时,流管与流槽接缝处必须用硅酸铝纤维毡塞严,防止倒炉时漏铝造成污 染。
(5)打流口前,应在流槽内撒上一层与该合金精炼熔剂相同的粉状熔剂,并将流量控 制阀放好。放流后,应迅速调整控制阀,尽快提高流槽内金属水平,封闭敞露落差,而后 在液面上撒一层粉状熔剂覆盖。
(6)当静置炉内液面封闭流管下口后,在炉内液面上撒一层粉状熔剂覆盖。
(7)生产特殊制品时,倒炉前应向静置炉熔池中均匀撒布一层粉状熔剂(约10~ 20kg)进行二次清炉,并在虹吸箱内流管四周用块度约50mm的熔剂块20 ~25kg叠坝。 叠坝用的熔剂块要预先烘烤干燥,铁栅栏要事先涂料预热。
(8)倒完炉,应用5 ~6kg粉状熔剂处理虹吸箱内的马粪状浮渣,并将渣子彻底扒出。
(9)为防止下熔次"凝流眼”或"跑溜子”,在堵流眼前,务必将熔炼炉内的渣子和 流槽内的残余金属清除干净,堵眼轩子头应套上圆锥形耐火纤维,如发现流眼变形,应及 时更换。
5-29什么叫清炉,怎样清炉?
把熔池内表面黏附的炉渣清除干净,以减少熔体被非金属夹杂物污染的机会,并保持 炉子原来容积的工艺过程,称为清炉。
对于熔炼炉,每熔次倒炉后或下熔次装炉前,都必须彻底清炉。对于静置炉,除了炉 墙、炉角处明显的残渣必须每炉清理外,对于其他部位的积渣,一是每熔炼一次积渣不明 显,二是连续生产时炉内多有剩料,因而各厂大都根据本单位的实际情况,采取数炉或数 日大清炉一次的办法。关于大清炉的典型规定如下:
(1)合金转组时,应放干大清炉;
(2)连续生产纯铝时,每生产10熔次后大清炉;
(3)对于特殊制品,每熔次都要放干大清炉,并在下熔次倒炉前进行二次清炉(即 在第一次清炉完后,在炉内撒入专门的清炉用粉状熔剂,再进一步升温,继续清理一次);
(4)连续生产其他合金时,每生产5熔次后大清炉。
大清炉的方法是:先将炉内液体料彻底放干,撒入清炉剂,再将炉温升至800K以上, 而后用三角铲将炉墙、炉角、炉底、虹吸箱处的渣子及其他脏物彻底铲掉,并用耙子彻底 扒净。
第四节铝熔体质量检验
5-30怎样评价铝合金熔体的质量?
铝合金熔体的质量通常根据熔体的化学成分、含氢量、固态非金属夹杂物的含量、熔 体温度和变质处理的效果进行综合评价。一般的原则是:熔体化学成分符合工厂内部标准 或有关国家标准,熔体温度在工艺规程规定的范围内,含氢量、含渣量越少,变质处理效 果越明显,则熔体质量越好。
在变形铝合金生产过程中,为了控制和保证熔体的质量,各厂都制定了自己的检查标
• 180- 铝合金熔铸生产技术问答
准,并采用各种炉前分析手段进行炉前分析和检测。通常,熔体的化学成分是通过取样, 并对试样进行快速分析来监测的,一般都控制在工厂制定的内部标准范围内。熔体的温度 是采用热电偶作为感温元件,用电子电位差计或毫伏计等测温仪表来监测的,一般都控制 在工厂制定的工艺规程所允许的范围内。熔体的含氢量多采用气相色谱法等快速测氢法来 监测,目前我国大多数铝加工厂都控制在0.10 ~0∙20mI/100g金属的水平。熔体的含渣量 目前还没有找到一种比较好的快速定量法来进行炉前监测,主要是通过完善熔炼工艺和熔 体转注工艺来控制和保证,而后通过检测铸锭试样来进行定性或定量的测定。变形铝合金 熔体的变质处理效果最终通过铸锭的结晶组织来反映,它取决于变质剂的使用状态、加入 方式、炉料遗传性、总熔炼时间、是否过热等多种因素,而铸锭的结晶组织除与熔炼条件 有关外,还与化学成分及铸造条件有关,因此,变形铝合金生产厂一般对熔体的变质处理 效果不做炉前监测,主要是通过工艺措施来保证。但国外也有一些公司研制了专门用于现 场在线检测晶粒细化效果和变质处理效果的设备,如法国彼奇列公司和英国福塞科公司联 合开发的50∞型热试验仪等。
5-31什么是化学成分废品,产生原因是什么?
变形铝合金化学成分(主成分和杂质)超出国家标准(GB/T 3190—1996)规定的范 围,或超出内部标准(但在国家标准规定的范围内)而导致产品最终性能不合格的现象, 称为化学成分废品。
、产生化学成分废品的主要原因是:
(1)原材料化学成分不符合要求,废料、中间合金、复化料、洗炉料等成分不准确;
(2)废料混料;
(3)配料错误,•包括计算错误,过秤错误,备料错误,炉内剩料量估计不准确等;
(4)装错炉料,补料冲淡错误;
(5)取样不正确,快速分析错误;
(6)加镁方法不正确,或液体金属在炉内停留时间过长,造成大量烧损;
(7)搅拌不均匀;
(8)转组不放干,洗炉不好;
(9)电炉接受火焰炉液体料时,输送金属的浇包清理不干净;
(10)其他,如掉入电阻丝、"跑溜子"等。
5∙32怎样测量铝熔体的温度,使用热电偶测温时应注意哪些问题?
铝熔体的温度通常用插入式热电偶作为感 温元件,用补偿导线作为传递元件,并与显示 仪表、记录仪表、电子计算机等配套使用,采 用间断测量法进行测量。工业生产中,往往几 台炉子(数只热电偶)共用一台测温仪表,其 典型的热电偶测温线路如图5-4所示。线路中 几个主要元件的作用及特点如下:
(1)热电偶。它由焊接成闭合回路的两根
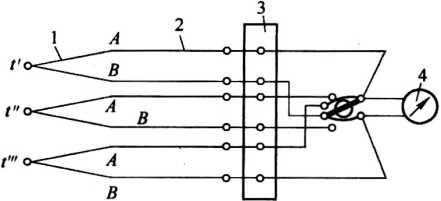
图5.4几只热电偶共用一台仪表的测温线路
I-热电偶;2一补偿导线;3一接线盘;4一显示仪表
第五章铝合金煉炼工艺
• 181 ・
不同成分的金属导体(称为热电极,其中,自由电子密度大的电极称正极,小的称负极) 所组成。当两导体的两个接点温度不等时,在回路中就会产生热电势。回路中,温度较高 的一端称工作端,温度较低的一端称自由端。如果自由端的温度恒定,则回路中产生的热 电势只与工作端的温度有关。在自由端的温度等于Ot的条件下,将热电偶产生的热电势 与工作端温度的关系列成表,这个表称分度表。在测温时,只要将热电偶的工作端放入炉 内铝熔体中,自由端放在炉外温度较低的地方,并在回路中接入测量仪表(这并不影响热 电偶产生的热电势大小),则通过测量热电势的大小就可知道熔体的温度。
测量铝熔体温度多采用型号为WRN的線馅-保硅热电偶。这种热电偶的基本特性如 下:
热电极材料:正极,90% Ni+ 10% Cr
负极,97% Ni+3% Si ^
偶丝直径,0∙5~4mm
分度号:K
测温范围:长期使用,0~ 900K
短期使用,o~ι1∞cc
测温误差:±0.75%t Q表示实测温度)
适合气氛:中性和氧化性
生产中所使用的热电偶的结构形式有两种:一种是普通热电偶,另一种是铠装热电 偶。普通热电偶由热电极、绝缘套管、保护管及接线盒四部分组成(图5-5)。热电极是将 温度转换成热电势的元件,其长度视测温场所的深度及安装条件而定。绝缘套管多用高铝 陶瓷制造,用以防止两根热电极之间短路。保护管多用ICrI8Ni9Ti不锈钢管或GH3O3O制 造,用以防止热电极腐蚀,避免机械损伤并延长其使用寿命。接线盒用来连接热电偶和补 偿导线。铠装热电偶(图5・6)是将热电偶丝与电熔氧化镁绝缘物熔铸在一起,外表再套 上不锈钢管,然后一起进行拉制而成的。热偶丝直径有e/)ɪmmʌ 02mm、03mm、φ4mm^ φ6mm等几种,长度视需要而定。这种热电偶具有动态响应快、测量端热容量小、不容易 短路、挠性好、强度高、使用方便等优点。
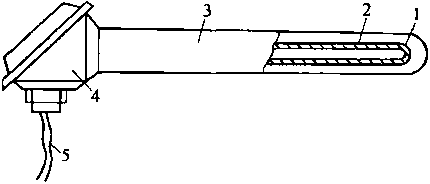
图5.5普通热电偶的结构
I一热电极;2一绝缘套管;3—保护管;
4一接线盒;5一补偿导线
图5-6铠装热电偶横截面
1—热电极丝;2一绝缘物;3一保护管
(2)补偿导线。补偿导线的作用是把热电偶自由端迁移到离热源较远及环境温度较恒 定的地方,补偿由于热电偶自由端温度变化而产生的测量误差。补偿导线的热电特性在 0~ 100"范围内与配套热电偶的相同,因此,补偿导线相当于热电偶的延长,而它的价格
• 182 ∙
铝合金熔铸生产技术问答
却比相应热电偶便宜得多。与鎳辂-模硅热电偶配用的是铜-康铜补偿导线,其主要技术特 性如下:
1)材料:正极为铜,负极为康铜;
2)绝缘颜色:正极为红色,负极为棕色;
3)热端为WOCC ,冷端为Ot时的热电势4∙10±0.15mV;
4)在使用补偿导线时,其与热电偶连接处的温度应维持在IOOK以下,且连接极性 要一致,即正极接正极,负极接负极。
(3)显示仪表。显示仪表的作用是把所测的温度显示出来以供观察。按显示方法,显 示仪表可分为数字显示仪表和模拟显示仪表两类。数字显示仪表可把被测温度值直接用数 字显示出来,具有测量速度快、显示准确、分辨率高、读数直观等特点。但结构复杂,造 价高,技术要求也高。
采用热电偶测温时,除上面谈到的以外,还应注意以下问题:
(1)热电偶测得的温度只是工作端周围一小部分区域的温度,因此,测温点应选择在 熔体温度比较均匀且具有代表性的地方,工作端不要与炉体接触。
(2)热电偶的自由端不应靠在炉墙上,以免冷端温度过高,一般应使自由端距炉壁约 200mm以上O
(3)热电偶插入熔体的深度一般最少不小于热电偶保护管外径的8 ~ 10倍,以减小传 热的影响。为减少热电偶的热惯性,应采用保护管开口的热电偶。
(4)绝缘瓷管对热电偶测量精度影响很大,使用前,应检查,防止因高温、吸湿、表 面污染而引起绝缘不好。
(5)测温时要注意自由端温度的补正。采取补偿导线迁移自由端后的冷端温度是仪表处 的室温,而热电偶分度表是以自由端温度等于0"为条件的,故冷端温度仍须补正。其补正 办法是:对于具有零点调节螺丝的高温毫伏计,可将测量回路断开,调节仪表指针指示在自 由端温度的刻度处,然后接通测量回路,则仪表的读数直接代表所测温度。对于自动电子电 位差计,由于有电桥自动补偿装置,不需进行温度补正,其读数即为所测温度。对于手动电 位计,应将测得的毫伏数和与自由端温度相应的毫伏数相加,而后查表求得温度。
5-33什么叫熔体过热,产生原因是什么,怎样防止和补救?
合金在熔炼铸造过程中局部或全部熔体的温度超过规程允许的最高熔炼温度的现象, 称为过热。
产生过热的原因是:
(1)热电偶损坏,仪表失灵;.
(2)不遵守熔炼、铸造规程;
(3)在炉温较高的情况下,由于金属氧化热或溶解热而造成熔体自然升温。
防止熔体过热的根本措施是增强岗位责任心,遵守操作规程,掌握炉子的升温特点和 其他热工特性,及时维修仪表。
熔体过热如发生在加钛之前,可待熔体冷却至正常温度范围后继续按规程操作。若发 生在加钛之后,可在外部标准允许的范围内补加0∙005%~0.05%的钛。对于不允许加钛 或钛含量已经达到标准上限的合金制品,若用途不甚重要,可待熔体温度降下来后按正常
第五章铝合金匿炼工艺
• 183 ・
规程铸造,然后按常规进行检验,但在铸造时应采取措施以防止铸锭裂纹。对于重要制 品,则应改为一般制品,尽量不要报废O
5-34怎样检验铝熔体中的含氢量?
检验铝熔体中含氢量的方法很多,常用的炉前快速测定法有:
(1)定性法,包括:
1)工艺试样法。又称熔体表面观察法。将试样铸型(石墨型或耐火砖)先预热至 300~ 400K,而后把铝液浇入规格为65 0mm X2Omm的试样模中,观察其凝固情况。随着 铝液温度的降低,氢的溶解度也降低,在凝固时析出并在凝固金属的表面形成气泡,然后 根据能否形成气泡和气泡的多少来定性地判定含气量的多少。这种方法可非常简便地得知 铝熔体吸收气体的程度,但在含氢量比较少的情况下,结果不明显。
2)密度测定法。熔体凝固时由于放出气体而形成气孔和疏松,导致试样密度减小。 采用浮力法测定试样的实际密度,并与理论密度比较,即可大致判定熔体中的含气量。采 用这种方法时,由于测定值不包括凝固时逸出的气体,而固溶的氢对密度变化影响较小, 并且还有那些与气体无关的收缩孔对密度也有影响,所以,结果只能是近似的。
3)减压凝固法。取大约IOOg左右的铝熔体倒入预热的石墨生堪中,并置于密封玻璃 罩内,用真空泵快速抽气到5QPa。此时,伴随着凝固的进行,从熔体表面放出气泡,仔细 观察这种状态就能知道含有气体的程度。或者,测定凝固了的试样密度,并与标准试样密 度相比较。或者进一步沿垂直面切割试样,将一半制成宏观磨片,用以确定气泡的数量、 尺寸及在整个截面上分布的情况,从而求得气泡所占的面积,并以气泡面积与总断面积之 比表示试样孔隙度。在实际生产中,即可根据孔隙度的不同,制定若干标准等级,用以衡 量合金含气量的大小。这个方法的可靠性取决于试样的冷却速度和减压速度,还受金属纯 度及气泡成核作用介质(有或无)的影响。目前,国内市场上销售的CQY・01型铝液测氢 仪和Xpc-Detector测氢仪就是按这种原理设计的定性测氢仪。
(2)定量法,包括:
1)第一气泡法。该法的典型装置如图5・7所示。把 铝熔体试样倒入生堪4中,再把生堪4放入电阻炉6中, 用真空泵1减压。在减压过程中,观察并记录下试样表 面冒出第一个气泡时的压力和熔体温度,代入气体溶解 度方程式,即可计算出含氢量。在该法中,熔体中的氢 分压是用熔体中冒出第一个气泡时熔体上方的残压来表 示的。因为铝熔体表面有一层致密的氧化膜,溶解的氢 在熔体上方减压的条件下很难透过氧化膜而扩散,而只 能呈分子状态以气泡形式析出。熔体内形成气泡的条件 是:
P 内=尸外 + Pgh + 2σ∕r 在工业生产中,熔体里悬浮体是大量存在的,气泡依靠 非自发形核,因而20"项可忽略不计;同时,熔体表
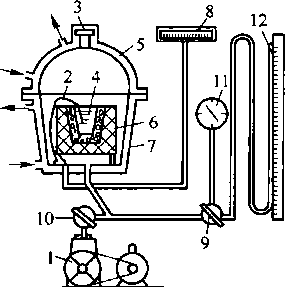
厶. 7
图5-7第一气泡法测定氢含量装置图
I-真空泵;2-热电偶;3一观察孔; 4一生堪;5一真空室盖;6—电阻炉; 7一真空室外壳;8—测温仪表;
9^ 10-旋塞;11 -测压表; 12-水银U形压力计
• 184- 铝合金熔铸生产技术问答
层静压力也很小,故Pg无项亦可忽略不计。于是:
尸内=ρ外
这意味着改变作用在熔体上方的压力ρ外引起的第一个气泡反映并代表了熔体中的氢分压。 第一气泡法的主要优点是设备简单、使用方便、操作迅速。对于含氢量大于O∙3ml7l∞g 且含有夹杂物的熔体能在2 ~3min内决定出氢含量,测量精度可达±0∙ 05mI√IOOg。其缺 点是:测量值随熔体中夹杂物的多少而波动,再现性差,特别是对经过过滤除掉了夹杂物 且含气量小于O∙lmL/IoOg的熔体,其灵敏度非常小。
2)气相色谱法。这是把铝熔体中的氢采集出来直接进行测量的一种快速测氢法,又 称惰性气体采气-热导分析法或TelegaS法。这个方法假定熔体中的氢是均匀存在的,当向 熔体中反复循环地通入一定量的惰性气体泡时,则熔体中的氢将在气泡自由表面上以2H -H?的形式进入气泡内。当达到平衡状态时,气泡内的氢分压与熔体中氢含量及熔体温度 之间的关系服从气体溶解度方程式。采用分子筛色谱柱分离混合气中的各组分,再相继送 入热导池检测器进行检测,即可知道氢分压的大小。最后,将氢分压值和熔体温度值代入 气体溶解度方程式,便能求出熔体中的氢含量。气相色谱法的优点是:测量快,一般测定 时间只需3~5min;分析精度高,可达± 0.OlmL/IoOg;重现性好,相对平均误差小于 5%;测定结果不受熔体中有无夹杂物的影响。该法的缺点是:设备较复杂,操作熟练程 度要求较高,定点采样,代表性差。目前国内市场销售的SQH型气相色谱仪和ELH-IIIB 型和ELH-IV型铝熔体快速测氢仪都是按此原理进行设计的。但ELH-IV型在ELH-IBB型测 氢仪的基础上进行了改进,该仪器由西南铝业集团公司开发,是一种高智能化的铝熔体在 线便携式测氢仪,采用模块化设计,能自动测氢、测温,全中文菜单操作,大屏幕液晶显 示氢含量、温度、合金牌号、日期等,仪器具有自动校准功能,内存近60种合金修正系 数,也可通过键盘输入温度和合金修正系数,使用时无需外接电源、气源,仪器显示直 观,操作简单,该仪器能自动存储并打印测量结果。
5-35气相色谱测氢装置由哪几部分构成,各部分的作用是什么?
气相色谱测氢装置的结构原理见图5用。该装置主要由载体供给系统、探头循环采气系
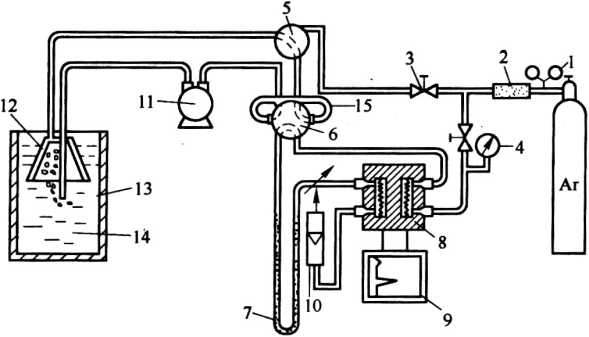
图5£ 气相色谱测氢装置原理图
1一减压阀;2-干燥器;3一稳压阀;4一压力表;5-三通阀;6-六通阀;7一分子筛色谱柱; 8-热导池;9一记录仪;10一流量计;11 一循环泵;12-探头;13一用堪;14 一铝液;15一取样管
第五章 铝合金煉炼工艺
• 185 •
统、色谱柱分离系统和热导池检测系统四部分组成,并通过三通阀和六通阀连接在一起。
载体供给系统的作用是供给载气——惰性气体(通常为氫气或氮气)。它由惰性气体 源、减压阀1、干燥器2、稳压阀3和压力表4组成。氫气(或氮气)经干燥后分成两股, 一股经稳压阀3、三通阀5通向探头采气系统;另一股通向热导池8中的参比池。
探头循环采气系统的作用是从铝熔体中采集氢样品。它由三通阀5、六通阀6、取样 管15、循环泵11和探头12组成。由供给系统来的载气,由三通阀5控制清洗和循环两个 动作,当清洗完毕后,将三通阀和六通阀旋至图示位置。开动循环泵",使载体在由系统 和熔体构成的闭合回路中循环,直至载体中的氢和熔体中的氢建立浓度平衡为止,将六通 阀旋至取样位置,在取样管15中便采集到了含有氢的混合气样品。
色谱柱分离系统的作用是分离混合气样品中的各组分。它由不锈钢管和管内的粉末状 分子筛组成。当六通阀6旋至取样位置时,从热导池参比池出来的氫气将取样管15中的 混合气样品带至色谱柱7中,经过分子筛(4A13X型)时,由于分子筛表面积很大,有极 强的吸附作用,而各组分在分子筛上的吸附热和吸附速度不一样,因而在混合气反复多次 的与各颗粒状分子筛接触时,就使组分间在移动速度上产生了很大的差别,从而使混合气 样品中的各组分气体达到完全分离。在使用4A13X型分子筛时,对混合气的分离顺序是: H2—O2—N2—CO0
热导池检测系统的作用是检测和记录各组分气体的含量。它由热导池检测器、记录仪 和流量计组成。热导池检测器是根据不同的物质具有和载气不同的导热系数制成的检测装 置,它主要由池体(测量池和参比池)、热敏元件(电阻随温度升高而呈指数降低的元 件)构成,在热导池的测量池和参比池内各装一根或两根阻值相同的铢宵热敏电阻构成惠 斯登电桥。在通人被测气体以前,两池均为载气流(気)充满,在其他条件恒定时,电桥 处于平衡状态,无讯号输出,电桥两端电压的记录仪毫伏读数为零。当被分离的气体按先 后次序通过测量池时,由于气体组成及浓度发生了变化,导热系数不同,因而从测量池中 的热敏元件上带走的热量也不同,于是引起热敏元件的温度和阻值发生变化,使电桥失去 平衡,产生不平衡电压输出信号,在记录仪上出现峰值性变化,该峰值称为色谱峰。色谱 峰出现的前后次序和高度分别代表了被测气体的种类和含量。经检测的气体最后由流量计 10放空。
5∙36什么是浓差电池测氢法,有何特点?
浓差电池法,又称固体电解质传感 L @ .
法,它是用标准氢气体作为参比电极,用 ㊀ “ (E)
待测物作为测量电极,用某些具有良好质 子传导能力的钙钛矿型烧结氧化物作为固 体电解质(这类材料在400 ~ IOOOK范围 h2 J — h+— I_^h2
内的电导率为(I0-4~ IO') S∕cm,电导 ;
激活能约0∙47~0.49eV,质子迁移数接近 ∣ !
于]),组成氢传感器,按浓差电池原理工 —.——---------
作,以测量铝液中的含氢量。其原理如图 %-2H++2e- 2H++2e--H2
5-9所示。
图5-9氢浓差电池原理图
• 186- 铝合金爆铸生产技术问答
电池形式为:M, Pnj氢离子导电电解质俨2出,M
电池总反应为:H2(Pih2) =H2(P2h2)
该浓差电池的电动势E由能斯特(NernSt)公式给出:
E = (Λ772F)1π(Pih2∕P2h2)
式中E-浓差电池电动势,V;
R——理想气体常数,8. 314J∕(mol-K);
T-浓差电池的绝对温度,K;
F——法拉第常数,96500C/mol;
P1H2--参比电极(标准氢气体)的氢分压,Pa;
P2H2——待测电极(铝液)的氢分压,Pao
显然,由于/?、尸为常数,尸皿为已知数,测得E和T,即可求出匕H2。而后将氢分压 值和熔体温度值代入气体溶解度方程式,便能求出熔体中的氢含量。
由上可知,与气相色谱法相比较,浓差电池法具有下列明显优点:
(1)前者为局部定点间歇取样,而后者为随机连续监测,因此,不仅可用于分析,而 且可用于掌握氢含量的变化状况;
(2)前者需通过载体对样品进行采集和分离,而后者直接将探头插入铝液,不需要载 体,因而响应时间极短(仅2~3s),且分析精度高;
(3)前者采集的信息有滞后现象,而后者反映的是即时信息。
据称,东北大学王常珍课题组已将此成果转化为商品,新仪器的主要技术指标 为:
(1)测量范围:0.∞l -1.0∞mL H2∕100g Al,适用于60余种铝合金;
(2)灵敏度:0.∞lmI√100g A1;
(3)响应时间:2~3s或更短;
(4)测量方式:在线监测,可连续或断续;
(5)温度测量:K系热电偶;
(6)监测装置:台式及轻便可提式两种,各配相应的计算机和打印装置。
5-37什么是哈培尔(CHAPEL)测氢法,有何特点?
欧洲RWTH∙Aachen铸造技术研究所最新发明的哈培尔(CHAPEL)测氢法是将一个 通过气密陶瓷管与压力测定仪连接的圆柱形多孔石墨探头直接浸入被测的铝液,并迅速抽 去探头内的空气。这时,石墨探头就像是一个人造的"气泡",铝液中的氢气便向这个 "气泡"中扩散直至“气泡"中的压力与铝液中氢气分压达到平衡为止。这时只要测得探 头中的气压即可知道铝液中氢气分压P出,同时,通过热电偶测定铝液温度T,根据气体 溶解度方程式即可算出铝液含氢量Cho
瑞士富马公司(FMA)即是依据哈培尔法研制的煞星系列高速连续式铝液测氢仪 (目前这种仪器在国内有代理销售)。该仪器的探头结构及气路原理见图5.10及图5.11。 在测试过程中探头内的气压变化情况如图5-12所示。
第五章铝合金熔炼工艺
• 187 ・

真空泵

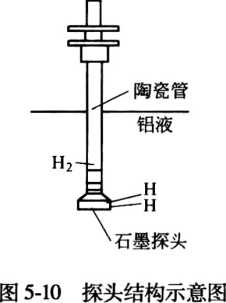
真空阀寻 ®压力传感器
yjτo 阀阀瓶 止量气 截计氢
白探头
图5-11气路原理图
根据探头内压力的变化,可大致分为三个阶段:
-Hdφ
/ 探头氢压
I B ∏∣ I∏
时间
图5.12测量过程中探头内气压变化曲线
I为抽真空阶段,如图5"2中43曲线所示,这个阶段持续时间短(约几秒)。
II为消除壅压阶段。如图5.12中Q)曲线所示,这时抽真空系统已停止工作。
ID为铝液中的氢气向探头中扩散阶段,如图5-12中OE曲线所示。当探头内的压力与
铝液氢气分压PH达到平衡时(E点),扩散过程中止,测压过程结束。这个阶段持续时间 与铝液中氢气分压大小有关。
为了缩短压力达到平衡所需的时间,可以向探 头中注入一定量的氢气,此时探头内的压力变化曲 线如图5-13所示。充氢量不足时(如图中片点所 示),探头内压力低于铝液中氢气分压ρH,铝液中 氢气向探头中扩散,直至压力达到平衡为止;充氢 量过多时(如图中心点所示),探头内的压力高于 铝液中氢气的分压Ph,探头中的氢气开始向铝液 中扩散直至压力达到平衡为止。
当充氢量一定时,测量时间基本恒定,无论压 力是否达到平衡,探头内的压力都有显示,因为参 数可以设定,测量时间不会因铝液中氢气分压高而 延长。可以对测氢仪进行标定,所以哈培尔
E2 /充氢过量
蜀
充氢不足
探头氢压

I 5 I II UI 时间
图5-13充氢压力曲线
(CHAPEL)测氢过程是真正连续的,这一特点使得煞星测氢仪可以用于铝熔炼过程的在 线检测,同时实现多点测量,从而改变了以往测氢仪单点间歇测量时间长、数据不连续、 难以在线监控的弊端。 ^
由于哈培尔(CHAPEL)测氢法是直接利用铝液中氢气分压和铝液温度的测定值及铝 合金的成分确定铝液含氢量(它不同于使用载体或间接的电化学方法),因而测量精度高 (重复测量的误差不超过0.OImlylOOg),操作简便。
5-38怎样检验铝熔体中的氧化物含量?
对铝熔体中的氧化物含量,目前国内生产企业还未开展炉前快速检测和在线监测。为
• 188 ・
铝合金熔铸生产技术问答
了知道铝合金中氧化物的含量,企业广泛采用以下两种方法:
(1)氧化膜工艺试样法。这是一种准定量的方法,用试样单位面积断口上氧化膜的面 积(mrn2/cm2)来表示。该法的具体内容详见第7-7题。
(2)漠■甲醇法或碘■甲醇法。该法是一种定量的方法。它是采用漠-甲醇溶液在一定温 度(30~40K),下溶解铝及其合金元素的方法来分析AI2O3的。由于硅、用203不溶于澳・ 甲醇,因此,用过滤堪堪分离并用无水乙醇充分洗涤后,将残渣烘干,采用十万分之一分 析天平称重后扣除硅的重量,即得氧化铝杂质的含量。
有资料报道国外开发了几种可以连续监测熔融金属中氧化夹杂物和鉴定熔融金属的净 化处理效果的方法,其中比较有代表性的是超声法、金相法、过滤法和电阻法。
雷诺金属公司开发的Reynolds 4-M SyStemTM熔体金属监控器是一个脉冲回波超声系统, 采用钛作为探头,在探头内装有谐振器,探头上下表面加工成互相平行的平面,下表面 (反射器)上装有可连续检测熔体中声波的装置,该装置可使熔体流过和/或注满空腔谐振 器。脉冲发生器向在4・M探头中产生超声波的振子发出必要的电信号,这些脉冲信号反射 到熔体中,完成检测功能后,再重新接受过来,由脉冲接受器和显示器处理,然后把这些 信号送到能够永久记录并进行分析的记录器内。无需改变探头装置就能同时做4种超声测 定:衰减变化率(随熔体内悬浮微粒数量增多而增大)、分辨缺陷(熔体流过探头谐振 腔,可采用电子门自动报告预测到的缺陷大小并记录缺陷的大小、数量和通过时间的信 号)、纵波速度(测定压缩性)和反射脉冲频谱分析(测定与频率有关的衰减)。雷诺公 司这种装置的探测能力能够较好地确定金属熔体铝的质量,探测熔体中悬浮的其尺寸大小 约为超声波长1/2的杂质微粒,其作用类似于固态金属的超声波探伤。
加拿大铝业公司的PoDFA (porous disc filtration analysis)即多孔盘过滤分析系统是先 通过过滤将夹杂物富集,然后用金相显微镜来进行夹杂物分析,既可定性,也可定量,一 次分析的总时间为0.5 ~2h,生产者可根据PODFA的分析结果来决定铝液是否可用于产品 生产。
国外采用过滤法测定铝液中夹杂物的方法很多,已知的有QUaIifIash、LAlS和Pref∏. FootPrinter等。QUalifIaSh是一种评价铝液洁净度的过滤技术,它是一种便携式仪器,可用 于炉前定性分析,一次测试仅需不到Imin的时间。当铝液进入一个底部有过滤器的温控 罩内时,氧化物会堵塞模压陶瓷的过滤器。过滤的金属被保留在有K)个刻度的锭模中, 根据铝液停止流动时锭模中铝的数量来确定铝液的洁净度。LAIS是让铝液通过一个细氧 化铝烧结块,冷却剖切后将试样镶嵌抛光进行金相分析,用烧结块(即过滤片)上夹杂物 的面积除以过滤的金属量作为指标。Prefil-Footprinter的测渣原理是在严格的条件下,采用 压力过滤使液态铝通过细孔陶瓷圆片。测试结果是过滤出去的金属质量与时间的关系曲 线,该曲线3min内即可在计算机屏幕上显示出来。根据该曲线的斜率,与给定的合金、 生产工艺或阶段的标准铝液夹杂水平相对比即可确定夹杂含量。斜率越大,夹杂含量越 少。Prefil法测量夹杂速度快,并与PODFA金相法的分析结果具有较好的一致性。
加拿大Bomen公司开发的LiMCA (Iiguid metal cleanliness analyser)系统能直接测量铝 液中悬浮的绝缘粒子的密度,并实时分析尺寸为20~300μjn夹杂物的体积分布。LiMCA 按电敏感区原理工作(见图5.14),在铝熔体电敏感区(ESZ)插入两根通有恒定电流的 电极,两个电极被一个绝缘试管分开,管壁开有一个小孔,允许铝液出入。当绝缘性的夹
第五章铝合金熔炼工艺
• 189-
杂物粒子通过这个敏感区的小孔时,由于电阻改变产生电压脉冲信号(见图5・15),采用 DSP数字信号处理技术记录电压脉冲的高度、脉冲起始斜率、终了斜率、达到峰值的时 间、整个脉冲时间长度及每个脉冲的起始和终了时间,并通过模式识别技术,分析产生的 电压脉冲,将微小气泡与夹泰物粒子区分开来;分析电压波动频率及波动幅度的分布推测 铝液中夹杂物粒子的密度及体积分布。粒子密度以每Ikg铝液中夹杂物粒子个数来表示。 它能在ImirI时间内测出熔体的洁净度,因此,它几乎能连续监测铸造过程中熔体洁净度 的变化情况。
信号波形加工
A
带笳滤版器
加压/抽真空
放大器
熔体
---
_-
Z
S
E
器 感 专
議44 (Wng)儀⅛Qunoɔ)
压 电
寸 尺

数字信号处理器

主机

图5-14采用数字信号处理(DSP)技术的LiMCA系统
图5.15夹杂物粒子通过力的时产生的电压脉冲
5-39怎样在线检验晶粒细化和变质处理效果?
法国彼奇列公司和英国FOSECO公司所属的Ser-Vimetal工厂在20世纪90年代联合开 发了一种用于现场铸造前检验熔体晶粒细化效果和变质处理效果的名为5∞0型热试验仪 的装置,其基本原理见图5-16。熔体冷却时,在一过冷温度下形成许多微小的晶核,通过 晶粒长大而成为凝固的起点,这些晶体的最大尺寸和形状取决于核的利用率。在不存在外 来核心的情况下,晶核的生成是由凝固金属的热梯度及浓度梯度所控制的和所需要的过冷
度很大。在有外来核心的情况下,成核所需的能量 大大降低,因而所需的过冷度变小。在既定的冷却条 件下,凝固金属的热梯度是相对稳定的,所能达到的 过冷度也是相对稳定的。因此,如果外来晶核的成核 作用愈强,则相对过冷度愈大,过冷延续的时间也愈 长,即图5.16中AT[、AA代表的过冷度愈大,AG 和A%代表的过冷延续时间也就愈长。
在熔体冷却过程中,记录下冷却曲线,并测出过 冷度的大小和过冷延续时间的长短,就可以预知合金
晶粒细化效果(用ATl和A0代表)和变质处理效
图5-16典型铝合金凝固时的冷却曲线
• 190 ・
铝合金熔铸生产技术问答
果(用AA和AG代表)。仪器的设计者把细化效果和变质效果预先设计成十个等级,等 级越高,则效果越好。由上可知,该仪器是按最基本的结晶原理进行设计的,具有原理可 靠、技术先进、使用简单的特点。该仪器在国外已普遍应用于铸铁、铸钢、铜和铝合金的 铸造现场。
图5.17为5000型热试验仪的外形示意图。它主要由检测台(包含一个容量约0∙ 5kg 铝液的生堪和测温热电偶)和一台可以按某种专门设计的能够分析凝固曲线的程序而工作 的电子计算机组成。使用本仪器时,首先要用已知特性温度的合金对热电偶进行校准,以 保证测量结果的准确性和重现性。检验时,将要被检验的熔体盛入生堪中,将热电偶插入 熔体液面下,打开计算机,操作者立刻就可以得到检验结果,计算机具有自动记录、显 示、打印和储存功能。打印项目包括:熔次号、检验号、合金牌号、成分、日期、检验时 间、操作者、结果(液相线温度、过冷度、过冷持续时间;共晶点、过冷度、过冷持续时 间)和结论。检验一次的时间约Iomii1。下面是英国FoSECO公司铸造现场的一次实际检
图5.17 5000型热试验仪外形示意图
测结果打印报告:
合金:356
成分:Si 为 7. 00%, Mg 为 0.40%
|
结果 |
评价 | |
|
液相线温度 |
612. 3 CC |
这个合金处理得不好 |
|
过冷 |
1.6t |
晶粒等级:3.8 |
|
过冷持续时间 |
21s | |
|
共晶点 |
571. 8P | |
|
过冷 |
1.2K |
共晶结构:2 |
|
过冷持续时间 |
58s |
■•:;<..•■-'•、. v*±>WM^
0^^
I
^^β≡
■合 l≡i
S
A≡氟
、*、、、、、《、、、£、、、■、.、、、、、•、、、、、J、^」芸処..JF .C.--' 左々~老~~、七A~<、考烫iΛt~%'t^"t^MJ'riH~~m> -a*. Stfffti左&~∕^yt*3,i冬~~,z3~2tft^w~5*zMt.-:* w~c¥s":、£l*~~*zsst^ttt多~衣笈学定必~2,三:少
HI 造
•、、、:'•:、、.'
、、.・'、、、、、、' W∙'∙w
第一节铸锭方法
6-1什么叫铸锭,铝合金铸锭方法有哪几种?
铸锭是将符合要求的液态金属通过一系列转注工具浇入具有一定形状的铸模(结晶 器)中,使液态金属在重力场或外力场(如电磁力、离心力、振动惯性力等)的作用下 充满铸模型腔,冷却并凝固成具有铸模型腔形状的铸锭的工艺过程。也就是说,铸锭是一 种使液态金属冷凝成形的方法。
铝合金铸锭的方法很多,根据铸锭相对铸模(结晶器)的位置和运动特征,可将铝合 金铸锭方法分类,如表6-1所示。根据每次铸造的根数,可分为单模铸造和多模铸造两 类,目前国内实际使用多模铸造,一次最多铸造根数可以达到120根,实现了真正意义上 的一炉一光。
表6.1铝合金铸锭方法分类
|
非连续铸锭法 |
锭模铸造 |
铸铁模铸造 | |
|
水冷模铸造 | |||
|
沉浸铸造 | |||
|
连续铸锭法 |
静模铸造 |
立式铸造 |
____普通滑动结晶器铸造_____ |
|
特种铸造:热顶铸造等 | |||
|
卧式铸造 |
_____又称横向水平铸造_____ | ||
|
动模铸造 |
輻间铸造 |
_____‘又称连续铸轧_______ | |
|
轮间铸造 |
ProPerai连铸、康福姆液体挤压等 | ||
|
带间铸造 |
______双带式、履带式______ | ||
|
无接触铸造 |
_____电磁铸造、气幕铸造_____ |
6・2什么是锭模铸造和沉浸铸造,各有何特点?
锭模铸造和沉浸铸造都属于非连续铸造方法,即铸锭相对铸模静止,铸锭长度受铸模 高度限制,过程不连续。
锭模铸造又分铸铁模和水冷模铸造两种,水冷模壁是中空的,内有流水循环,通过调
• 192 ・
铝合金熔铸生产技术问答
整进水管的水压可以控制冷却速度。扁锭采用可拆卸的锭模,圆锭采用整体模。铸造时多 采用倾斜式浇铸法,即将铸铁模或水冷模固定在一个可以转动的机构上,开始浇铸时,铸模 与水平线呈10。~25。倾斜角,液态金属由浇包直接从铸模顶部的侧边沿模壁流入,边浇铸, 边转动铸模,直至垂直位置熔体浇满。完全冷凝成形后取出铸锭,再按同样顺序浇铸下一个 铸锭。锭模铸造的优点是设备简单,投资省,见效快,设备容易保养;由于冷却速度低,铸 锭偏析小,各向同性较好,因而深冲性能好;还由于可利用铸锭余热进行轧制,省去了钱面 (或车皮)及锭坯加热工序,因而工艺能耗低。因此,在一些以日用轻工用晶为主的小铝材 厂还可见到这种生产方式。但总的来说,产品内部质量差(容易氧化夹渣、起皮起泡),成 品率低,劳动强度大,也不便于组织大规模自动化生产,因此,已逐渐自然淘汰。
沉浸铸造是先将薄壁铁模预热至640工左右,而后将液态金属倒入铁模中,浇满后在立 式炉中静止IOmin左右,再放下工作台,以规定的速度(通常很缓慢,以保证熔体自下而上定 向结晶,结晶面比较平坦)将铸模从炉中浸入水中,直至铸模上缘,保持数分钟后将铸模升起 取出铸锭。该法的优点是铸锭内外结晶时间差别小,铸锭截面温度差小,几乎不产生应力现 象。其缺点是结晶速度小,生产率低。该法曾用来生产裂纹倾向性大的较大断面的铸锭。
6∙3什么是连续铸锭法,各种连续铸锭法的特点是什么?
液态金属从熔炼炉或静置炉连续地通过流槽和分配漏斗,流入一个或一组无底的结晶 器内,结晶器的一端事先用引锭器(底座)封死,金属在结晶器内冷凝成形,并从底端以 一定的速度拉出来。浇铸过程中,如果设有同步锯切装置,能将已凝固的铸锭按定尺切 断,而且不妨碍上述过程,则称为连续铸锭;若切断工序不在浇铸时进行,而在浇铸终了 时进行,则称为半连续铸锭。由于连续铸锭和半连续铸锭的冶金过程完全相同,因此我们 一般不加区别,都称为连续铸锭。目前已经投入实际使用的连续铸锭方法有:
(1)静模铸造。结晶器相对地面静止,铸锭和结晶器做相对滑动,结晶器是整体式 的。包括:
1)立式铸造。结晶器轴线相对地面垂直。分地坑式和高架式两种,通常采用地坑式。 但在地质情况不好(如地层为岩石或地下水位很高等)、施工条件困难时采用高架式。按 作用原理,立式铸造又可分为普通滑动结晶器铸造和特种铸造两大类。
普通滑动结晶器铸造,采用铜质、铝质或石墨质材料做结晶器内壁,结晶器高度100 ~200mm。现在又发展了矮结晶器铸造,其结晶器高度小于IOOmm。结晶器仅起成形作 用,铸锭冷却主要依靠结晶器出口处直接喷水冷却。
特种铸造是为了达到某种目的而在普通滑动结晶器铸造的基础上而发展起来的特殊的 铸造方法,但它仍保持了普通铸造的基本特征。如为了细化内部组织和提高表面质量而发 展起来的热顶铸造;为了提高结晶速度和铸锭性能而发展起来的颗粒铸造及粉末喷射铸 造;为了降低影响再结晶组织的铁元素在铸锭组织中的过饱和现象,以减少或消除球化退 火后板材的各向异性,避免产生制耳为目的的深液穴铸造;为了消除内应力,提高铸造塑 性,铸造大断面易裂纹合金铸锭的无应力铸造;以减少铸造开始时铸锭底部翘曲和缩颈现 象为目的的脉冲水和加气(在冷却水中加入二氧化碳或氮气等气体)铸造;以满足材料芯 层和表层不同性能要求的双金属铸造(又称复合锭铸造);在扁锭铸造中以一槽多用,满 足多品种、少批量要求、降低铸造工具制造费用为目的的可调结晶器铸造等。
第六章铝合金铸造工艺
• 193 ・
2)卧式铸造。又称横向水平铸造。结晶器轴线水平配置,铸锭拉出方向与地面平行。
(2)动模铸造。结晶器是组合式的。组成结晶器的部分构件或全部构件处于运动状 态,边浇铸,边运动,边冷凝,边脱模。一般多与轧机配合组成连铸连轧生产线。主要用 于板、带、棒和线材生产。现在又发展了整体式的动模铸造,如振动模和旋转模等。动模 铸造是变形铝合金铸造方法的发展方向之一,以实现液体金属一次加工成材,达到节能、 降耗、提高生产效率的目的.。
1)根间铸造。液体金属从供流嘴流到一对相向转动的轧辐之间,在这里冷凝成形并 被压延成板材。此法是将铸造与轧制工序合并在一起,在一台机组上一次完成,又称连续 铸轧。该法主要用于生产纯铝、3A21、3004、5A02等结晶温度范围较窄的合金板材。
2)轮间铸造。用带定型槽沟的环形轮和钢带组成结晶器,金属液进入结晶腔内,随 铸轮同步运行,在铸轮与钢带分离处,熔体凝结成坯并以与铸轮周边相同的线速度拉出锭 坯。这种铸造机往往与各种轧机相配组成连铸连轧机组,可生产小规格的带材、棒材和线 材。20世纪80年代在康富姆连续挤压机基础上发展起来的液体直接挤压也可归于此类。
3)带间铸造。结晶器由两条相互平行的履带式类型的钢块模或钢带组成,金属液在这 里凝固成形。美国新亨特连铸机和哈兹耐特连铸机及瑞士阿鲁申思连铸机是典型代表。此法 用于生产工业纯铝和软合金的厚板(20~50mm)、宽板(IoO ~2500mm),生产率很高。
(3)无接触铸造。液态金属借助于电磁力或气体压力等外力场成形。铸锭直接喷水冷 却,铸锭与"结晶器"在铸造过程中不接触。属于这类铸造的有电磁铸造。气化层(气 滑、气垫、气幕)铸造等。
6∙4连续铸锭的优缺点是什么?
与非连续铸锭相比较,连续铸锭的优点主要是:
(1)铸锭质量高。这是因为连续铸锭冷却强度大,结晶速度快,因而晶内结构细小, 力学性能高。其次,连续铸锭的结晶是自下而上,从外向里顺序进行的,具有确定的方 向,在铸锭浇口部始终有一个液穴存在,有利于金属的补缩和气体的析出,铸锭致密度 高。另外,连续铸造时,金属转注连续而平稳,无冲击翻滚,减少了氧化膜和夹渣生成及 卷入金属中的机会,使金属内部纯洁度提高。
(2)成品率高。因为连续铸锭不仅提高了铸锭质量,减少了气孔、疏松、氧化膜、夹 渣等废品的数量,而且铸锭长度增加,切头、切尾少,大大提高了金属实收率。
(3)生产率高。由于连续铸造生产的机械化、自动化程度高,铸锭重量大大增加。此 外连续铸造时的劳动条件大为改善,劳动力消耗降低。
连续铸造的主要缺点是:
(1)铸锭受到强烈冷却,产生很大的内应力,提高了某些硬铝合金大断面铸锭的裂纹 倾向性。
(2)铸锭的快速结晶使某些难熔元素(住、倍、倍、铁、钛等)与铝形成过饱和度 很大的固溶体,并加剧了晶内偏析和形成金属间化合物一次晶的倾向,导致变形制品的某 些特殊缺陷(如工业纯铝板材的各向异性,挤压制品和模锻件的区域性的粗大再结晶,由 局部偏析造成的分层等)的产生和加剧。•
(3)机械设备比较复杂,初始投资大。
• 194 ・
铝合金熔铸生产技术问答
6-5卧式连续铸造的主要特点和优缺点是什么?
卧式铸造的浇注系统如图6-1所示。与普通立式连续铸造相比较,卧式连续铸造的主 要特点是:
(1)工艺轴线水平配置,铸锭拉出方向与地面平行;
(2)金属液接受器(俗称中间罐)与结晶器构成一个整体,熔体通过设置在中间罐 和结晶器之间的导流板(或喇叭碗)进入结晶器,浇铸液面是封闭的,且是稳定不变的。
(3)立式铸造时,铸锭几何中心线与凝固中心线是重合的,液穴形状是对称的。卧式 铸造时,由于热金属力图向上,也由于铸锭重力的作用,使铸锭横断面上部与结晶器之间 形成月牙形间隙,因而铸锭凝固不均匀,铸锭凝固中心相对几何中心向上发生了偏移AR, 液穴形状不对称,沿结晶器上部,铸锭凝固开始线发生滞后A无(见图6・2)。
1 与立式连续铸造相比较,卧式连续铸造的
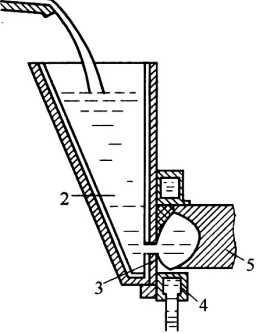
主要优点是:
(1)设备简单,不需要高大的厂房与深 井,因而,投资少,建设周期短,见效快。
图6-1卧式铸造浇注系统示意图
I一流槽;2-中间罐;3—喇叭碗;
4—结晶器;5—铸锭
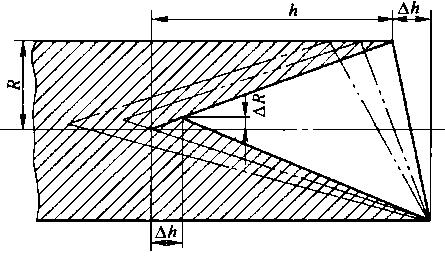
图6.2卧式铸造时铸锭凝固线示意图
(2)可使熔炼、铸造、铸锭锯切等工序形成完全的连续铸造作业线,易于实现机械 化、自动化,不仅改善了劳动条件,而且有利于提高成品率和生产率。
(3)浇铸系统密封性好,金属液被二次污染的倾向性降低;结晶器有效结晶距离短, 铸锭冷却强度大,表面质量好,力学性能高(见表6・2)。 ,
表6-2横向铸锭与普通立式铸锭质■对比
|
项 目 |
合金 |
规格/mm |
普通立式铸锭 |
横向铸锭 |
|
平均晶粒尺寸/pum |
6063 |
φl62 |
边部:250 . 中心:300 |
边部:174.1 中心:191.5 |
|
2A12 |
6162 |
边部:95.9 中心:110.0 |
边部:69.0 中心:75.0 | |
|
平均枝晶间距/Ριm |
6063 |
φl62 |
边部:132.9 中心:159.5 |
边部:77.0 中心:79.6 |
|
2A12 |
¢162 |
边部:29.9 中心:41.6 |
边部:28.1 中心:30.8 |
第六章铝合金铸造工艺
• 195 ・
续表6.2
|
^ g |
合金 |
规格/mm |
普通立式铸锭 |
横向铸锭 |
|
力学性能 |
6063 |
φl62 |
外:143. 1 MPa σ0 2 : 91. IMPa 8: 26.8% |
%: 164. 6 MPa σ0 2: 100. 9MPa 5: 31.3% |
|
2A12 |
φ!62 |
Bb : 254. 8 MPa 00.2: 212.7MPa 8: 4. 1% |
σb: 290. IMPa 。0.2: 215. 6MPa 6: 7.7% | |
|
成分反偏析程度/% |
2A12 |
φl62 |
Cu : 0.40 Mg: 0. 10 |
Cu : 0. 33 Mg: 0.06 |
(4)对于指定合金,有可能生产出最小规格的铸锭。
目前卧式连续铸造在生产中尚存在以下问题:
(1)铸锭规格目前仅限于直径20Omm以下的小铸锭,铸造大截面的铸锭在技术上还 存在困难,且空心铸锭的铸造相对困难。
(2)国内现有横向铸造机的结构难以实现多模铸造(一般为1 ~10个模),因而限制 了生产能力的发挥。
6-6什么是热顶铸造,其主要特点和优缺点是什么?
在矮结晶器的上面安装一个用耐火绝热材料制造的贮槽(即热顶),或者在普通结晶
器内表面的上部衬一层挠性绝热材料,铸造时,不使 用传统的浮标漏斗,贮槽内的熔体至少与分配流盘内 的熔体保持在同一水平,这样的连续铸锭法称为热顶 铸造。有时也把后一种情况称为隔热铸造。
热顶铸造是一种先进的铸造技术,20世纪70年代 以来,世界各国对热顶铸造技术的研究进展十分迅速, 因此,热顶铸造装置的结构形式多种多样。图6・3所示 是最典型而又最简单的一种。
无论哪种结构形式,其共同的特点都是:
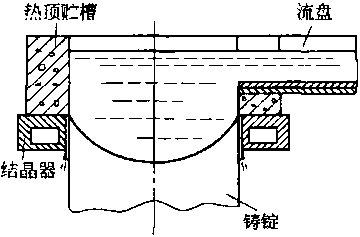
图6-3热顶铸造示意图
(1)热顶铸造的结晶器都由一个隔热的热顶部分和一个未隔热的冷却部分(即有效 结晶部分)所组成。热顶部分的作用是使熔体保温,并使铸锭上部始终维持一个液柱,保 持一定的铝液静压力,同时降低熔体在结晶器中的凝固位置。冷却部分的高度很小,通常 只有15~40mm,其作用是使铸锭成形。
(2)在金属转注方面,取消了漏斗,实现了横向供流,热顶内的金属液面和流盘内的 金属液面保持在同一水平。
热顶铸造装置的上述两个特点,使热顶铸造同时实现了稳定的矮结晶器铸造和同水平 铸造,为改善铸锭的内部质量和表面质量提供了有利条件。
与普通的立式连续铸造相比较,热顶铸造的优点是:
(1)生产的铸锭内部质量好,整个铸锭组织均匀,力学性能高(尤其是铸锭边部)。这 是因为热顶结晶器的有效结晶高度很小,铸锭的冷却速度提高,使铸锭的晶内结构更为细 薄,也使铸锭的液穴变浅、过渡带变窄,因而铸锭致密度提高,化学成分沿铸锭截面的分布
• 196 ・
铝合金熔铸生产技术问答
更为均匀(见表&3)。同时,由于热顶铸造取消了漏斗,实现了同水平供流,结晶器内液面 氧化膜稳定,不发生搅动,因而有效地防止了熔体的二次污染,提高了金属的内部纯洁度。
|
________________表6∙3普通铸锭与热顶铸锭质■对比 ____________ | ||||
|
项 目 |
合金 |
铸锭规格/ mm |
普通铸造 |
热顶铸造 |
|
偏析层深度/mm |
6063 |
φl92 |
0. 28 |
0. 16 |
|
2A12 |
φl92 |
0. 296 |
0.08 | |
|
皮下疏松层深度/mm |
7A10 |
φl62 |
0.4 |
0 |
|
晶粒尺寸/∣Im |
6063 |
φl92 |
边部:204.7 中心:297.2 |
边部:155.1 中心:251.6 |
|
枝晶间距/出m |
2A12 |
φl92 |
边部:59.9 中心:41. 6 |
边部:27.5 中心:35.5 |
|
力学性能 |
6063 |
φl92 |
外: 146MPa % 2: 93 MPa 6: 26.8% |
%: 161 MPa σ0.2 : 102 MPa 5: 28.8% |
|
2A12 |
φl92 |
σ∙b: 260MPa 00.2: 217MPa 6: 4. 1% |
% : 295 MPa 06 2: 215 MPa 6: 5.4% | |
|
成分反偏析程度/% |
6063 |
φ!92 |
Mg: 0.02 Si: 0.03 |
Mg: 0.0 Si: 0.01 |
(2)生产的铸锭表面光滑,铸锭周边层反偏析程度和深度大为降低。这是因为热顶铸 造时,二次冷却水的逆流冷却作用比较充分,有效地防止了凝壳的二次重熔,从而抑制了 偏析瘤的生成;同时,铸造过程中由于铸锭头部始终维持有一个稳定的液柱,降低了熔体 在结晶器中的凝固位置,有效地防止了金属液面处的过早冷却,使弯月面变得稳定,因而 也抑制了冷隔的形成。
(3)由于热顶铸造取消了漏斗,一方面可铸造规格更为细小的铸锭,同时亦简化了铸 造工艺,特别是减少了铸造开头、结尾时的烦琐作业,便于实现同水平多模铸造,提高了 产量和生产效率。
(4)也由于热顶铸造取消了漏斗,供流变得简单,因此有可能生产出各种不同形状的 异形断面铸锭。
由于上述优点,热顶铸造在国内铝建筑型材生产企业实际上已经取代了传统滑动结晶 器铸造。
热顶铸造的缺点是:由于冷却强度提高和铸造速度加快的结果,铸锭表面和铸锭芯部 的温度差加大,使铸锭裂纹倾向性提高,特别是对于大规格、成分复杂的高含量铝合金铸 锭尤为明显,因此,热顶铸造比较适用于中小规格铸锭的生产。在铸造大规格铸锭时,必 须设法消除铸造初期可能形成的底部翘曲和裂纹。此外,热顶铸造时,由于结晶前沿热交 换强度加大,也增加了羽毛晶生成的倾向性。.
6∙7什么是气幕铸造,其优缺点是什么?
气幕(air veil)铸造(见图6-4Q)又称气滑(air slip)或气垫(air cushion)铸造O
第六章铝合金铸造工艺
• 197 ・
它是在热顶铸造的基础上发展起来的一项新的铸造技术,.就是在热顶和结晶器之间导入空 气和润滑油的混合物,使熔体和铸锭与结晶器壁不直接接触的铸造方法。国内兴发铝材 厂、南平铝厂、贵州铝厂等单位分别从美国和德国引进了此项技术。
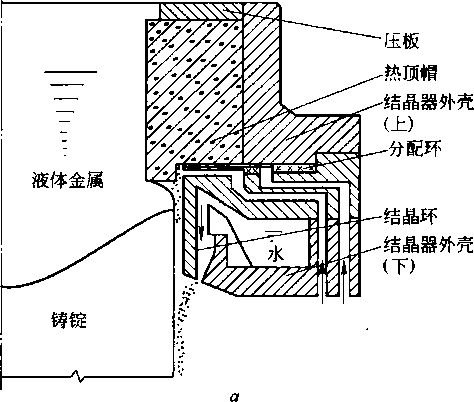
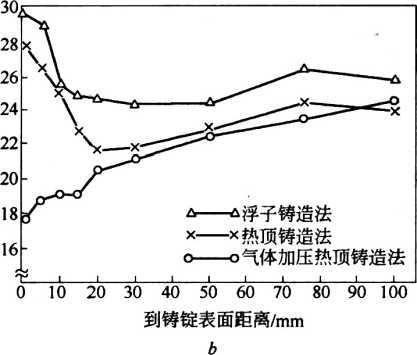
图6-4气幕铸造原理及枝晶间距 ,
a一气幕铸造原理;6—气幕铸造、热顶铸造和普通铸造的铸锭的枝晶间距的比较
由于空气-油气混合气的绝热效果很好,这样就达到了降低甚至消除(经由结晶器壁) 一次冷却的目的,从而使铸锭表面质量和表层组织得到进一步改善。
与热顶铸造比较,气幕铸造的优点是:
(1)由于减弱了一次冷却,强化了二次冷却,液穴变得更为平坦,基本消除了表面偏析 瘤产生的条件;同时由于铸锭顶部仍然存在热帽,因而在铸造速度提高的情况下,产生成层 的可能性大为降低;又由于铸锭凝壳与结晶器壁之间存在气•油润滑层,形成表面拉裂和拉痕 的倾向性也大大下降,所以,气化层铸锭的表面质量比热顶铸造锭的表面质量要好。
(2)更为平坦的液穴形状,使热应力分布更加均匀,铸锭产生裂纹的倾向性下降,因 而可以更高的铸造速度进行铸造,使生产效率提高。
(3)较大的冷却强度和较高的铸造速度,这两个因素均使铸锭的平均结晶速度提高, 因此,铸锭结晶组织更加细小、均匀(见图6-46),有利于全面提高铸锭的综合性能,特 别是工艺塑性。
目前,气幕铸造的主要缺点是产品规格还受到限制(不大于400mm),由于气幕铸造 的铸造速度更高,因此铸造速度和铸造温度及液面水平的可调节范围更小,而气-油比例 的调节既要使气体压力与热帽中液态金属的高度相适应,又要维持各热帽中液态金属温度 的均匀稳定一致,而且,这些因素影响的敏感度又比较高,且随铸锭规格不同而变化,所 以要求有较高的操作水平。另外,与热顶铸造相比较,操作和维护成本较高。
这里,还应指出俄罗斯发明的一种称为气化层铸造的装置,实质上也属于气幕铸造的一 种,与上面称为气幕铸造的差别只是产生气幕的方法不同而已。如图6-5所示,结晶器壁上的 涂层材料为氟化物层,它在铝液温度下热分解升华,形成气体压力层。涂层厚度为0∙5 ~ 1.5mm,氟化物层的热分解产物有毒,.所以要装抽风装置。
在铸造期间,氟化物层热分解气态产物连续地介于铸锭和模壁之间并连续地排除。由
• 198 ・
铝合金熔铸生产技术问答
于气层和涂层的高热阻,使传热系数不超过70W/rh2。 在这样小的冷却强度下,从弯液面至直接冷却凝固前沿 这段表面处于液体状态。因此,铸锭周边的凝固仅仅是 水直接冷却(UCD)所造成,这就保证了接近铸造速度 的冷却速度,并降低了过渡带的高度。
据称,用此法浇注的2A12、2A70、5A06、5AO2合 金空心铸锭都具有光滑平整的内外表面,没有偏析浮出 物和冷隔,可以不鐘孔进行挤压。铸锭周边区的组织比 用滑动结晶器铸造的好。俄罗斯采用此法,是由于在提 高小直径铸锭、特别是空心铸锭质量和铸造生产率上有 困难。用新方法已工业性地生产了约40Ot合金空心锭, 还成批生产了直径100 ~ 200mm的2A12和2A11合金圆 锭。与采用滑动心子浇注的铸锭比较,由于减少4% ~ 6%的机械加工,其经济效益较好。
64什么是电磁铸造,其特点和优缺点是什么?
电磁铸造就是利用电磁力成形的连续铸锭法。它是 苏联在20世纪60年代发明的一种新工艺,我国东北轻 合金加工厂也在70年代研制成功圆铸锭的电磁铸造并 投入工业使用。国内西南铝加工厂也在20世纪末从俄
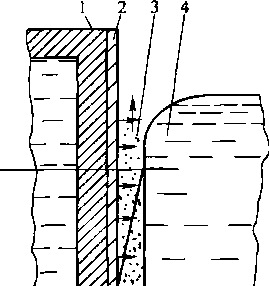
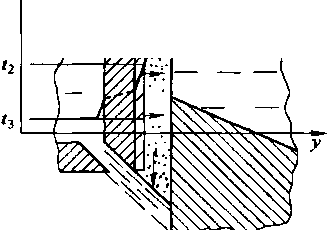
图6-5气化层铸造原理图
1 一结晶器;2一气化涂层; 3一气垫;4一铸锭 "一金属结晶温度;"一涂层材料升华或 分解温度;±3 -冷却水温度; 箭头指示气体运动方向
罗斯引进了扁铸锭的电磁铸造装置。
电磁铸造装置的结构形式很多,典型的如图6-6所示。
液体金属由流槽2经漏斗3进
入导向磁屏6 (电磁结晶器)中,液面由浮标4控制。冷却水由水套5沿锥筒形导向磁屏 6射向铸锭。在铸造时,通入感应器1中的交变电流在感应器周围产生交变磁场,位于交 变磁场内的液态金属柱中感生方向与一次电流相反的二次涡电流,感应器磁场强度的轴向 分力同二次涡电流相互作用,形成与金属表面垂直的电磁力,该电磁力在辐射方向压缩金
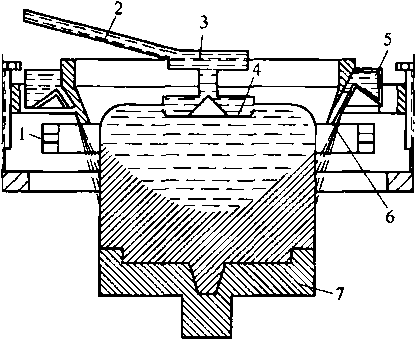
图6-6电磁铸造装置示意图
I—感应器;2-流槽;3一漏斗;4一浮标;
5一水套;6一锥筒形导向磁屏;7-底座
属,使金属液柱横截面和感应器形状一致,并 支持液体金属不致流散。当底座上的液态金属 柱达到必要的高度时,底座以均匀的速度下 降,在冷却水的直接冷却作用下连续地铸出表 面光滑的铸锭。感应圈是电磁结晶器中的核心 部件。其主要作用是使铸锭成形。这种成形作 用是通过感应圈的交变磁场与液态金属中感生 涡电流的相互作用而产生的电磁力来完成的。
电磁铸造时,铸锭的结晶是在电磁场中完 成的,与普通铸造法相比较,其特点有三:一 是结晶时,液体金属与结晶器壁没有接触;二 是结晶前沿和铸锭直接水冷带之间的距离很短; 三是液穴内的熔体在电磁力的作用下运动。
第六章铝合金铸造工艺
• 199 ・
由于具有上述特点,电磁铸锭和普通铸锭相比较,具有以下优点:
(1)在表面质量上,由于电磁铸造时铸锭不与结晶器接触,在结晶面上方始终维持一个 液柱,而且铸锭凝壳形成之后没有表面二次加热现象,,铸锭表面保持着完整的氧化膜,因 此,电磁铸锭表面既没有拉裂、拉痕,也没有冷隔和偏析瘤,表面粗糙度很高(见图6・7)。 此外,电磁铸锭表面偏析层的深度与一个树枝晶晶粒的尺寸相吻合,一般为0.l ~0∙5mm, 而普通锭表面偏析层的深度达1 ~3mm。
(2)在宏观组织上,由于电磁铸造时铸锭冷却速度提高、液穴内金属液的运动等原 因,使电磁锭的晶粒度更为细小。
(3)在显微组织上,由于电磁铸造时铸锭的冷却速度和铸造速度提高,导致铸锭的结晶 速度提高,因而电磁锭的晶内结构普遍细化,而且比较均匀(见图6-8)。另外,由于受电磁 搅拌作用的影响,电磁锭中晶枝的尺寸由铸锭边部向铸锭中部有逐渐增大的趋势。而在普通 锭中,由于空气隙的影响,在距铸锭表面的一定距离内有一个比较粗大的晶枝带。
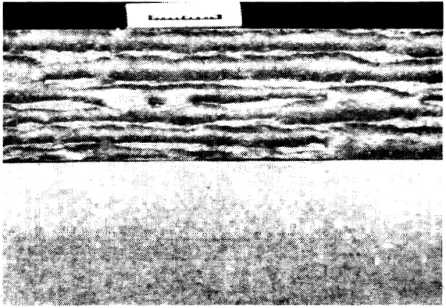
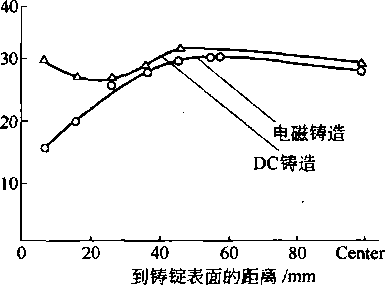
图6-7 2A14合金直径482mm铸锭表面质量对比 上一普通铸锭;下一电磁铸锭
6063合金02O3mπι圆铸锭 铸造速度IOommZmin
图6用电磁铸锭与普通铸锭枝晶间距的比较
(4)在化学成分的分布上,电磁铸锭仍具有逆偏析的特点,但是,由于铸锭冷却速度 提高、过渡带尺寸缩小、结晶前沿更为平坦等原因,逆偏析的程度减轻。另外,在某些情 况下,由于液穴中熔体的搅拌作用,可以看到电磁锭中的区域偏析性质有向中间偏析和微 正偏析转变的趋势。
(5)在力学性能和压力加工性能方面,由于电磁锭的枝晶更为细化、铸锭更为致密, 因而,电磁锭的力学性能,特别是铸锭周边层的力学性能(尤其是伸长率和冲击韧性)有 明显改善。电磁铸锭的压力加工性能亦由于塑性的提高而提高,并使允许的变形程度增 大,特别是在锻造和轧制时,显示出更大的优越性。用电磁锭生产的半成品继承了上述变 化,使半成品的力学性能,特别是横向性能和断裂韧性提高,并变得更为均匀和稳定。
(6)在形成裂纹的倾向性方面,因电磁锭的塑性较高,内应力分布比较均匀,故形成 冷裂纹的倾向降低。
其缺点是:
(1)初始投资大。
(2)参数控制要求严格,对铸造设备的精度和操作人员的熟练程度要求高。
(3)由于存在电磁场互相干扰问题,电磁铸造在实现多模铸造和空心铸锭的铸造过程 中遇到困难,因此目前仅限于大规格实心圆铸锭和扁铸锭使用。
• 200 ・
铝合金熔铸生产技术问答
第二节铸造工具
6∙9连续铸造时常用的铸造工具有哪些,对结晶器的基本要求是什么?
连续铸造时常用的铸造工具主要有:
(1)铸锭成形工具:包括结晶器、水冷装置和底座等。
(2)液流转注和控制工具:包括流槽、流盘、分流漏斗、液面控制器等。
(3)其他:包括各种组装工具和手工操作工具。
连续铸造用的铸模称结晶器,俗称冷凝槽。它是铸锭成形的关键部件。对它的基本要 求是:
(1)对铸锭的冷却要均匀,在结晶器中所产生的冷却强度必须满足能形成具有足够强 度的铸锭凝壳的要求。
(2)脱模容易,能生产表面质量良好的铸锭。
(3)结构简单,安装方便,有一定的强度、刚度和抗冲击性。
6∙10传统圆铸锭结晶器的结构具有什么特点?、
立式连续铸造时常用的圆铸锭结晶器的结构见图6・9。这是一种两端敞开,由内套和
外套两部分组合而成的滑动式结晶器。
直径小于16Omm的圆铸锭,内套内表面一般加 工成圆筒形。直径16Omm或以上的圆铸锭,内套内 表面上部分有一个高为30mm、锥度为1 : 10的锥度 区。金属液面通常控制在锥度区,其目的是在器壁和 铸锭之间优先形成空气隙,降低铸锭外层在液面处的 冷却强度,减少或消除铸锭表面冷隔。内套外表面具 有双纹螺旋筋,起提高强度、防止内套翘曲以及冷却 水导向、提高冷却水流速的作用。外套上部直径两端 开有对称的两个进水孔,通过橡皮胶管和螺纹管头与
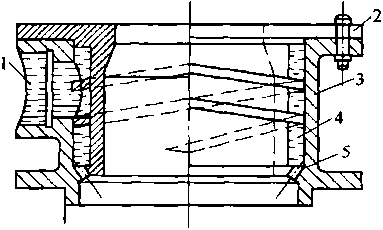
图6-9实心圆铸锭结晶器剖面图 1一进水孔;2-内套;3-外套; 4一水箱;5—喷水孔
循环冷却水系统连接。外套内壁下缘开有小的方形沟槽,以与内套外壁下缘的斜面相配合, 形成方形水孔。冷却水由进水孔经内外套之间的螺旋形水路从方形水孔喷向铸锭。
制造结晶器的内套材料一般应满足下列要求:
(1)具有良好的导热性,以提高结晶器对铸锭的一次冷却强度;
(2)具有足够的强度,以抵抗因内套内外表面温度不一而造成的热应力,冷却水的压 力及熔体静压力;
(3)具有良好的耐磨性和一定的硬度,以防止具有粗糙表面的铸锭将结晶器表面磨损;
(4)具有足够的刚度,以保证铸锭有正确形状,并避免器壁扭曲变形;
(5)不为熔体所烧损,并与润滑油具有良好的磨合性能。圆铸锭结晶器内套通常采用 经过冷加工的紫铜或者经过淬火的2A50和2A11合金锻造毛坯制造。
结晶器的结构不仅决定了铸锭的形状和尺寸,而且对铸锭的高、低倍组织,表面质
案六章铝合金铸造工艺
• 201 ・
量、形成裂纹的倾向性产生重要影响,还影响到其他工艺参数的选择。
6-11传统圆铸锭结晶器的几个主要结构尺寸是怎样确定的?
圆铸锭结晶器的几个主要结构尺寸的确定原则如下:
(1)结晶器高度。圆铸锭结晶器高度是指内套高度,有时还把内套下缘至液面的距离 称为结晶器的有效高度。随着结晶器有效高度降低,铸锭冷却强度增大,结晶速度提高, 过渡带尺寸减小,树枝晶疏松程度降低,从而使铸锭性能普遍提高。但是,铸锭产生中心 裂纹和横向裂纹的倾向增大,铸锭表面形成冷隔的倾向提高。相反,提高结晶器的高度, 减少了铸锭产生中心裂纹的倾向性,可以提高容易产生裂纹的合金的铸造速度。但铸锭形 成表面裂纹的倾向增大,铸锭质量有降低趋势。因此,结晶器高度的确定应根据合金特 性、铸锭直径、对铸锭的性能要求而定。通常,对于直径小于16Omm的铸锭,采用的结 晶器高度为100 ~ 120mm;直径160 ~300mm的铸锭,采用的结晶器高度为150mm;直径 310~500mm的铸锭,采用的结晶器高度为18 0mm;直径500 ~ 800mm的铸锭,采用的结 晶器高度为2∞mmo
(2)内套下缘直径。内套下缘直径是获得指定铸锭直径的决定性参数。它的大小取决 于铸锭的名义直径(加工车间提出的锭坯直径)和取决于由合金性质、铸造工艺、加工要 求和制品用途所决定的铸锭车皮量以及铸锭的实际线收缩率。通常,内套下缘直径O (mm)按下式计算决定:
D = (d + 25)(l+f) 式中"——铸锭名义直径,mm; δ..铸锭车皮厚度,mm;
e——铸锭线收缩率,%。
根据实际测算,变形铝合金连续铸锭的线收缩率一般变动在1∙6% ~3∙1%之间,计算 时多取2.3%。车皮厚度视铸锭表面质量和用途而定,分为不车皮、少车皮(约5mm)、 多车皮(约10~20mm)三种情况。一般来说,对于高锌、高镁及重要用途的大直径合金 铸锭应多车皮,对于所有规格的工业纯铝铸锭及规格不很大的软合金铸锭和规格较小、用 途不太重要以及用于生产线、型、棒材的6063、6061、2A11、2A12、2B11、2B12等合金 铸锭可以不车皮。实际使用的圆铸锭结晶器内套下缘直径见表6.4。
表6.4圆铸锭结晶器内套下缘直径
|
铸锭直径 /ɪɪim |
结晶器内套下缘直径/mm |
铸锭直径 ∕mm |
____结晶器内套下缘直径/mm | ||||
|
不车皮 |
少车皮 |
多车皮 |
不车皮 |
少车皮 |
多车皮 | ||
|
60 |
62 |
— |
— |
350 |
358 |
371 |
— |
|
IOO |
102 |
— |
— |
360 |
368 |
379 |
— |
|
120 |
123 |
— |
— |
405 |
414 |
430 |
435 |
|
162 |
165 |
176 |
— |
482 |
490 |
512 |
519 |
|
192 |
195 |
206 |
— |
550' |
— |
— |
590 |
|
270 |
276 |
290 |
— |
630 |
— |
— |
670 |
|
290 |
296 |
310 |
— |
775 |
— |
— |
825 |
• 202 ♦ 铝合金熔铸生产技术问答
(3)结晶器进水孔、出水孔尺寸。出水孔的大小和间距首先应保证沿铸锭周边冷却的 均匀性和足够的冷却水量。在出水孔总面积和水压一定的情况下,缩小出水孔截面,使孔 间距缩小,有利于均匀冷却。但出水孔过小又提高了铸造过程中被脏物堵塞的可能性。经 验表明:最合适的水孔截面为3mmx3mm,水孔中心间距随铸锭直径大小变动在4〜IOmm 间,一般为7mm。出水孔对铸锭中心线的倾角决定了铸锭见水位置,即二次水冷带位置, 通常为20。~30。。角度过小,铸锭见水晚,使冷却强度降低;但角度过大,冷却水溅散, 不能使冷却水沿铸锭均匀流下,亦降低冷却效果,同时还有可能把水逼入结晶器液面上造 成事故。
进水孔的截面积总和应该比出水孔截面积总和至少要大15% ~20%,以使结晶器水路 系统完全被水充满并提高出水孔的喷水速度。通常进水孔直径为20 ~50mm,进水孔的个 数则根据铸锭直径大小、出水孔截面积总和及进水孔的单孔直径确定。
(4)内套壁厚。确定内套壁厚的一般原则是在保持较小热阻的条件下,应使器壁所受 应力(主要是热应力)小于引起蠕变的应力。目前,普遍采用的内套壁厚为8 ~ 10mm。
642传统空心圆铸锭结晶器的结构具有什么特点,怎样确定芯子的锥度和高度?
常用空心圆铸锭结晶器的结构见图6-10o这种装置由外圆成形用的结晶器和内孔成形
用的芯子两部分组成。外圆成形用结晶器与圆 铸锭结晶器一样,只是在结晶器上口处开有一 圈圆槽,以便安放芯子支架。芯子安装在芯子 支架中央,水由胶管从芯子顶部通入,而后沿 芯子底部与铸锭中心线呈30。角的小孔喷向铸 锭内表面。出水孔直径3. 5mm,水孔中心线间 距9. 5mm。为了防止铸造开始和结束时因铸锭 内孔收缩而将芯子抱住,芯子和芯子支架采用 螺旋连接,通过手柄可以在铸造过程中转动芯 子。芯子的锥度可按下式计算:
i = (D - d)∕h
式中i--芯子锥度;
0--芯子上部直径(通常等于铸锭内 孔的名义尺寸),mm;
d——芯子下部直径,mm;
九--芯子高度,mmo
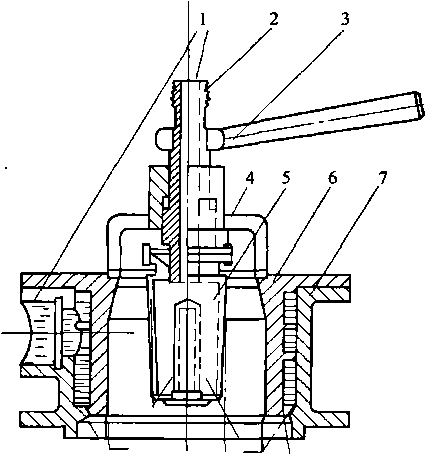
图6-10空心圆铸锭结晶器结构示意图
1-进水孔;2-塔头;3一手柄;4-芯子支架;
5—芯子;6-内套;7-外套
芯子的锥度过小时,铸锭不能顺利脱模,易使铸锭产生内孔放射状裂纹,严重时,铸 锭因收缩而将芯子抱住,使铸造无法进行。但是,芯子锥度过大时,则铸锭内表面冷却强 度降低,促使铸锭内表面形成更多的偏析浮出物,从而增加了锋孔余量。生产经验表明, 芯子锥度的选择应视合金的性质和铸锭规格而定。其基本原则是:保证铸锭形成具有良好 质量的内表面而不引起附加内应力。目前,工厂采用的锥度范围为1: 14 ~ 1: 17之间。芯 子高度通常和结晶器高度相等或稍短一点。
第六章铝合金铸造工艺
• 203 ・
6-13扁铸锭结晶器的结构具有什么特点?
传统扁铸锭结晶器由铸锭成形用的结晶槽和称为盖板的水冷装置两部分组成。扁铸锭 结晶槽(见图6.11也6)通常采用厚为Iomm、高为150 ~ 200mm的冷加工紫铜板经弯曲 之后在两端对焊而制成;盖板(见图6-12a、6)用钢板焊制。
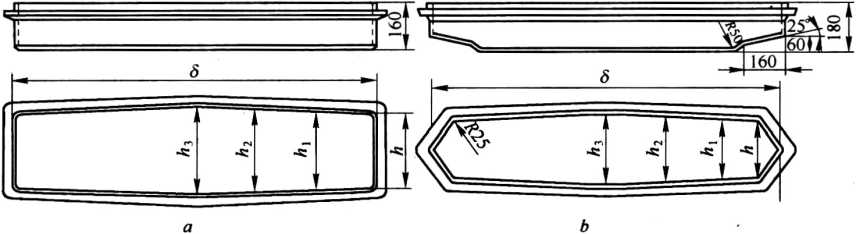
图6.11扁铸锭结晶器
Q-软合金用;b-硬合金用
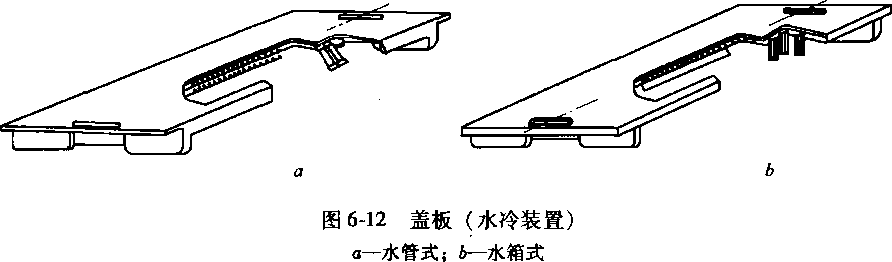
传统扁铸锭结晶器结构的特点如下:
(1)结晶槽宽面呈稍为向外突出的弧形或钝角形,这是考虑到铸锭结晶时的收缩现象 而设计的。实测表明,合金不同,规格不同,铸锭各部分的收缩率也不同。一般情况下, 铸锭横截面宽度方向的收缩率为1. 5% ~ 2.0%,厚度方向的收缩率,在两端处为2.8% ~ 4. 35% ,在中心处为 5.5% ~ 8. 5%。
(2)用于铸造硬合金铸锭的结晶槽,其小面为椭圆形或楔形,这是为适应硬合金扁锭 采用横向压延工艺而设计的。目的是控制金属在轧制时的不均匀流动,防止产生张嘴缺 陷,减少几何废料。铸造时,这种端面对于均匀冷却也较为有利。
(3)用于硬合金铸造的结晶槽,其小面都带有切口。切口长度及高度因合金、规格不 同而异。开切口的目的是防止侧面裂纹。用于软合金铸造的结晶槽,其小面一般不带切 口。但有些工厂也有采用开切口的,目的是避免铸造开头时,因大小面同时见水产生急剧 收缩,使铸锭两端翘曲而造成小面漏铝。
(4)扁铸锭结晶器的水冷装置有水管式和水箱式两种(见图6・12)。水管式常用于软 合金铸造。水通过胶管和管头从两端进入由两条内径为38mm沿结晶槽周边上下排列的环 形管道。管道上各有一排孔径为4mm、孔中心间距为8mm、与铸锭轴线成45。角的小孔。 为使大小面冷却均匀,下层水管的两小面端不开水孔。水箱式常用于硬合金铸造。水箱式 盖板中,有两条用隔板隔开的相互独立的水路,分别供给大面水和小面水,并单独控制水
• 204- 铝合金熔铸生产技术问答
量和水压。水箱内侧有两排喷水孔,上排水孔中心线与铸锭轴线垂直相交,下排水孔中心 线与铸锭轴线成45。角,两排水孔孔径均为4mm,孔中心间距上排为12mm,下排为8mm。 为防止水溅散,并保证冷却水沿铸锭均匀流下,在水箱下面装有挡水板。
扁铸锭在浇注初期,铸锭底部受底座和直接喷水冷却,形成复杂的非正常凝固区,易 于变形,底部反翘,使铸锭的平稳性变差,铸造过程中发生晃动,也容易产生裂纹。因此 必须设法减轻扁铸锭底部的翘曲。为控制铸锭底部形状,关键是要有合理的底座形状或使 用隔热垫,注意调节铸造初期的冷却和工艺条件。关于这方面的技术,目前开发的有间歇 式供水的"脉冲式喷水法"、把混溶有CO2的冷却水喷射在扁铸锭表面抑制热量散失的 "CO2冷却法”及在铸造开始阶段采用将空气流均匀喷射到流量少的冷却水中的“涡轮 (Turbo)法”等。这些方法都可使铸锭底部铸造状态平稳,并成为大规格铸锭的自动化铸 造和保证电磁铸造及热顶铸造等方式铸造初期平稳性所必需的重要技术。图6-13为Wag-staff 的LHC低液面复合铸造系统,它在铸造初期采用的即是脉冲式喷水法。
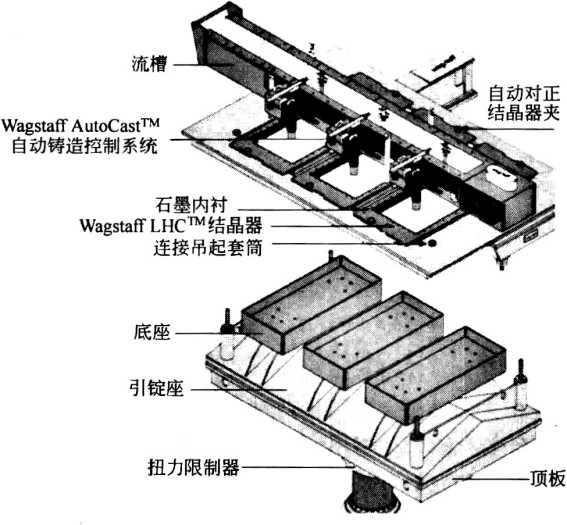
图6-13 Wagstaff的LHC低液面复合铸造系统
6-14什么是沟槽结晶器,怎样确定沟槽的尺寸?
在普通结晶器光滑的工作表面上沿垂直方向插削出间距均一的沟槽,便构成了沟槽结 晶器。采用沟槽结晶器的目的是消除铸锭表面的冷隔,减少偏析瘤,提高铸锭的表面质 量。这是因为:在普通结晶器的表面开挖沟槽后,由于减小了铝液与结晶器壁的接触面 积,降低了结晶器壁对铸锭的一次冷却强度,使铸锭边沿上液穴深度增加,有效地保证了 与结晶器接触处铝液弯月面的稳定性,因而有利于消除铸锭表面的冷隔。此外,由于对铸 锭一次冷却强度的降低,使铸锭在结晶器内的收缩过程和产生空气隙的时间延缓,因此, 铸锭表层产生二次重熔的倾向降低,对消除或减少铸锭表面的偏析瘤起到了好的作用。
决定沟槽结晶器工艺性能的主要参数是沟槽的宽度S和沟齿的宽度C (见图6・14)。沟 槽的最大允许宽度主要取决于铝液表面张力和铸锭边部由液穴深度所决定的熔体静压力大
第六章铝合金铸造工艺 ,205•
小。理论上,沟槽的最大允许宽度S可按下式计算:
S = 4σ∕pgh
式中C——铝液表面张力,dyn/cm;
P一熔体密度,g∕cm3;
g...重力加速度,cm/s2;
A——铸锭边部液穴最大深度,cm。
沟槽过宽,将使铸锭产生表面疏松和类似白道缺 陷的倾向性增加;但沟槽过窄,也将给加工带来困难。
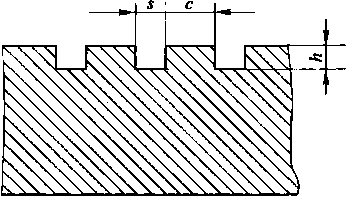
图6-14沟槽结晶器内表面 沟槽结构图
经验表明,连续铸造时,沟槽的合适宽度以f~2mm为宜。齿宽的选择取决于比接触面 积(结晶器内表面单位面积上的齿面积)的大小和齿的强度,其最大值应保证铸锭表面 基本上不产生冷隔。通常齿宽以L 5 ~2∙ 5mm为宜。沟槽的深度应保证铝液不接触沟 底,一般取2mm即可。东北大学石路等人对带锯齿状(非平齿)沟槽的水冷铸铁模的 使用情况进行过研究,认为沟槽宽度以0∙5~0∙8mm为宜,过宽时,会使轧制板材在碱 洗后显现出明暗相间的条纹,而且还认为,条纹是成分偏析的结果,条纹明亮部分含铝 高,发暗部分含铝低。
6-15卧式铸造结晶器的特点是什么?
卧式铸造结晶器是横向铸锭成形工具,多采用分体组合式结构(见图6-15),通常采 用2A50合金锻造毛坯或紫铜加工而成。卧式铸造结晶器的特点是高度矮,一般仅40 ~ 50mm,而有效结晶长度更短,根据合金和铸锭规格不同,大致变动在10 ~ 30mm之间。 结晶器内表面通常都镶石墨衬套,在采用石墨导流板的情况下,结晶器内非工作表面上还 贴有硅酸铝纤维毡绝热层。横向铸造结晶器的喷水孔一般较小,直径约为2mm,孔距视铸 锭规格而定,一般为5~10mm,喷水线与水平线的夹角为20。~30。。在生产扁铸锭时,由 于小面受三面冷却,故结晶器小面的喷水孔距应适当加大。
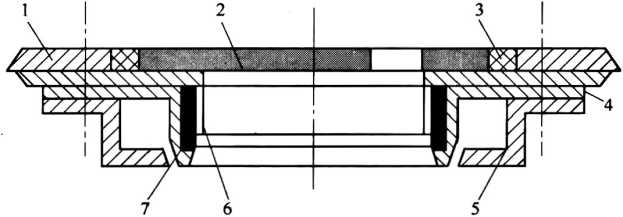
图6-15卧式铸造结晶器示意图
1 一中间罐壁:2—石墨导流板;3一绝热层;4一结晶器内套;
5-结晶器外套;6—隔热层;7—石墨衬里
由图6-15可见,中间罐和喇叭碗也是卧式铸造浇注系统的重要工具。中间罐是贮存、 输送熔体和缓冲液流的装置。对它的要求,一是要具有良好的保温性能,以便在整个铸造 期间维持熔体在要求的温度范围;二是要使贮存的熔体维持适当的压头,以保证向结晶器 平静而稳定地供给金属;三是要具有缓冲液流的作用,既能消除进入中间罐的流体动力, 又能避免进入结晶器的金属流对铸锭凝壳强烈冲刷。通常,中间罐采用钢板焊制,内衬硅
• 206- 铝合金煉铸生产技术问答
酸铝纤维、石棉或其他隔热保温材料。罐深一般以30Omm为宜,罐底对水平轴线的倾角 为30。~45。,流槽和中间罐之间的落差以流股不飞溅为原则,当采用液面自动控制装置 时,落差应保证工具的安装尺寸。为了减少熔体中可带入的非金属夹杂物,中间罐内最好 设置玻璃布过滤器。
喇叭碗是向结晶器分配液流的工具,起着和漏斗相同的作用,它的材质和结构对铸锭 表面质量和结晶组织有着重要影响。对喇叭碗的基本要求是能保证熔体与结晶器工作表面 接触前,温度维持不低于开始凝固点。对喇叭碗材质的选择,在生产上出现了两种不同的 观点和实践:一种是采用石墨等导热性良好的材料做成导流板,将其镶嵌在中间罐的出口 处;另一种是采用石棉、耐火泥等保温性能良好的材料做成喇叭碗,将其镶嵌在结晶器 内。两种方法均能生产出具有合格表面质量的铸锭,但前者预热方便,且能有效地消除铸 锭中的光亮晶粒。另外,还要保证熔体平稳的注入结晶器,并在结晶器壁周围建立均一的 结晶条件,以获得沿铸锭截面具有对称性能的铸锭质量。为此,喇叭碗上导流孔的位置、 形状和大小均应适当。对于实心锭而言,一般应使熔体在喇叭碗几何中心线下半部,靠近 结晶器壁以片流形式注入结晶器为宜,导流孔的大小约为铸锭断面积的8% ~10%。
6-16热顶铸造结晶器的特点是什么?
热顶铸造结晶器主要由结晶器和热帽两部分组成,结构形式各家不一,图6.16所示 分别为阿尔卡、德国联合铝、英国铝业和挪威铝业已公开发表的实例。AICOa模实际是热 帽与矮结晶器的结合;VAW模利用铸锭下降时造成的结晶器内的减压效果,配置了润滑 油的定量供给系统,适用于各种合金巾80 ~ 340mm的圆铸锭;BA模利用石墨本身的润滑 性代替液体润滑油,在结晶器内侧镶上了石墨衬里,并在热帽和结晶器之间插入分流板, 以更好地控制结晶器内金属熔体的分配,适用于φ400 ~ 500mm圆锭和IoOmm X IOOmm方 锭的铸造;挪威模是在传统结晶器上部贴上绝热的纤维硬纸板,从而获得热顶铸造效果,
润滑油存贮器
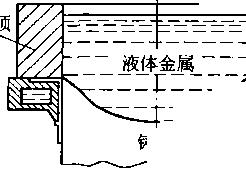
|
[ 铸锭 卜 ~_7^ ■ j 流润滑油的油沟 |
结晶器表面 |
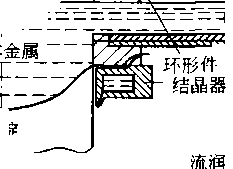

图6.16热顶结晶器的类型
a-Alcoa 模;B-VAW 模;LBA 模;d—挪威模
第六章铝合金铸造工艺
• 207 •
适用于工业纯铝等软合金扁铸锭的铸造。国外新开发的ASM扁锭结晶器在结晶器上部设 置了保温环,使在一次水冷带上部保持一定的熔体高度,以解决低水平铸造带来的铸造安 全问题;同时润滑系统和润滑油分配板将润滑油直接加到铸锭的弯月面上,提供连续润 滑。这实际上也属于热顶铸造的范围。目前国内比较典型的结构形式见图6-17。在采用多
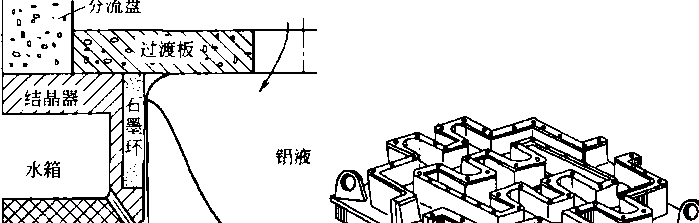

图6-17国内目前采用的热顶结晶器 。一热顶结晶器构造示意图;6—热顶结晶器分流盘
模铸造方式时,结晶器安装在一个称为水箱式浇注平台的下方,热帽位于浇注平台的上 方,构成一个统一的热顶分配盘,通常预铸成形。对热帽材料的基本要求是:不与铝液发 生化学反应,不吸湿,不吸油,对铝液不润湿,耐高温,保温性能好,抗热冲击,强度 好,更换维修方便,价格低廉。目前,现场采用的热帽材料有熔融硅预铸成形件,也有真 空成形的硅酸铝纤维耐火制品,还有采用以硅酸钙为主成分以石墨纤维增强的预制耐火材 料。结晶器高度一般为20〜40mm,水冷系统是共用的,进水孔设计原则同普通结晶器。 结晶器出水孔根据不同系列铝合金的铸造要求,有水帘式、单排孔、双排孔三种形式。单 排孔在水流量超过L 5Iy( min•cm)时会产生溅射现象,而且随圆锭直径减小,相邻射流 间的夹角增大,还会进一步加剧溅射现象(见图6・18)。这是因为沿铸锭表面流动的水在 两相临的射流间相互冲击会产生"干涉喷泉"(见图6-19)。铸造过程中,"干涉喷泉”会 离开铸锭表面,使大量冷却水没有吸收任何热量便离开了铸锭表面。因此许多铸造车间更
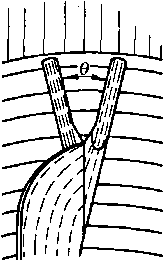
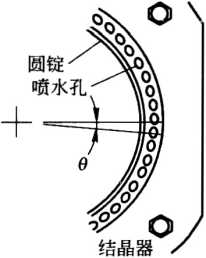
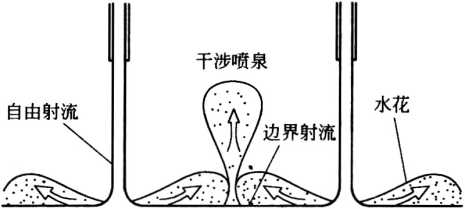

图6-18铸锭直径减小导致溅射现象加剧
A 18Od πΛ
式中小为圆锭半径,mm2为相邻喷水孔间距,mm; 6为相邻喷水孔间距对应的圆心角,(。)
图6.19 "干涉喷泉"的形成
• 208 ・
铝合金熔铸生产技术问答
喜欢采用水帘式(或称环缝式)结晶器。双排冷却水喷孔的结构起初开发用于低液面复合 结晶器(LHC),冷却水射流是单独控制的,因而可以改变冷却速率和热传导率,以适应 扁铸锭铸造开头和正常铸造这两种不同条件。双排射流喷孔结构(见图620)有两排周向 喷水孔,第一排喷水孔的射流入射角通常超过40。,第二排喷水孔的射流入射角一般在 25。以下。这种结构带来三个显著特点:
(1).第二排冷却水冲击区位于铸锭表面热传导率最小和温度有回升的区域(图6-20 中左图停滞区具有最大热传导率,向下约2 ~5倍停滞区宽度的区域热传导率降至最小, 此处正是第二排小角度冷却水射流的冲击点);
(2)消除了冷却水的溅射(冷却水量达到2. 3L/( min ∙ Cm)时仍无溅射现象);
(3)冷却水的入射角增大,冷却水温可以升高。由于第一排冷却水射流采用大的入射 角,可使见水线位置上移,结果使上流导热区域UCZ上移(见图6・21),冷却效果更好。 这种变化,一是使耗水量下降(见表6-5),允许采用更高的水温而不产生表面缺陷、裂 纹、铝液泄漏或铸锭翘曲;二是可相应地增加结晶器的高度,这样就提高了同一结晶器铸 造结晶范围差别较大的不同合金的适应性,结晶器高度的增加使铝液注满结晶器的时间增 长,这对铸造小直径铸锭很重要。
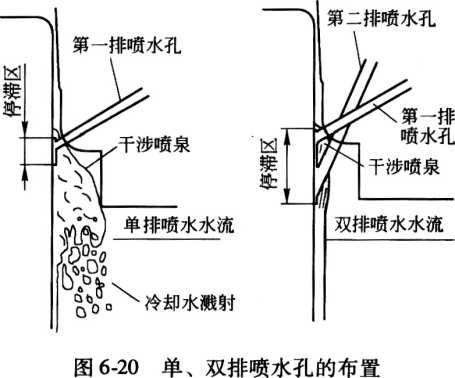
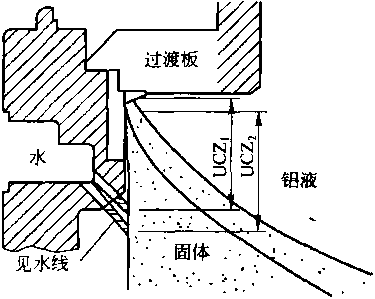
图6-21结晶器中UCZ区的上移
表6.5不同结构结晶器的耗水■对比
|
结构 |
耗水量/L ∙ (min ∙ cm) ^l |
结构 |
耗水量/L • (min ∙ cm) ^, |
|
水帘式 |
2∙2~3.0 |
双排水孔式 |
0.8 ~ 1.4 |
|
单排水孔式 |
1.0~1.5 |
6-17气幕铸造结晶器的特点是什么?
气幕铸造结晶器的结构见图6-22。由图可见,热顶部分与热顶结晶器基本相同(也由 上、下两部分组成,侧面开口,以便于实现多模铸造),结晶槽外套由上、下套组成,材 料均为铝合金。外套内依次装有密封环、分配环和结晶器内环。结晶器内环高度为20 ~ 40mmo油、气分配环材质为不锈钢,上、下两面均铁槽,上面为空气导入槽,下面为润 滑油导入槽。空气和润滑油经热顶和结晶器内环之间的环行通道向结晶器内环的工作面输 送,在到达出口之前,空气和润滑油已经形成油•气混合物,排出时实现对铸锭的连续润
第六章铝合金铸造工艺
• 209 ・
滑。热帽的高度对铸锭质量有着重要影响,结晶器压缩空气的压力设置一定要与热帽高度 相匹配。对于中、小直径的铸锭,德国VAW的Airsol VeilR结晶器的热帽高度一般为50 ~ 75mm0目前国内已有上海鑫业铸造设备有限公司向社会提供圆铸锭和扁铸锭用气滑结晶器。
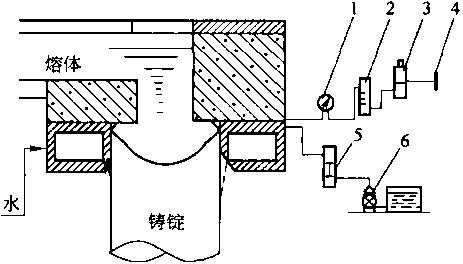
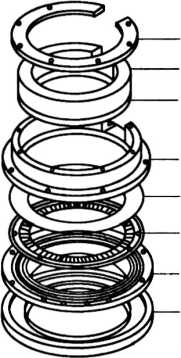
压板 热帽(上) 热帽(下)
结晶器外壳(上)
密封环
分配环
结晶器内环
结晶器外壳(下)
b
图6-22气幕铸造结晶器结构图
a一油、气供应系统;6一结晶器分解图
I-压力表;2一空气流量表;3—减压阀;4一空气管网;5—润滑油流量表;6-油泵
6-18电磁铸造结晶器的特点是什么?
我国某厂从俄罗斯引进的电磁铸造设备一直未能正常投产,这里仅介绍东北轻合金加 ɪr自己开发研制并已投入实际使用的铝合金圆铸锭电磁结晶器的构造特点。
电磁结晶器主要由感应器、水套和导向磁屏三部分组成(见图6-6),其核心部分是 感应器的设计和制作。感应圈通常用横截面为长方形的扁铜管做成,工作时通水冷却。对 它的基本要求是使产生的磁场沿液柱周边的分布均匀。这是因为铸锭的形状是感应圈形状 的再现,更准确地说,是感应圈磁场形状的再现。如果感应圈不能保证产生的磁场均匀, 则铸造的铸锭就不能得到预期的形状。为保证上述基本要求,目前采取的主要措施是:
(1)使用单圈式感应器。这样既可防止多圈式感应器造成的磁场不均,又可降低电磁 结晶器的工作电压。
(2)尽可能减小馈电线处的间隙(不大于0∙2mm),并在馈电线处采用缩小的变断 面,以防止该处出现磁场减弱现象而使铸锭局部变形。此外,在设计感应圈时,应保证铸 造过程中特别是铸造开始阶段具有足够的工艺稳定性。为此,感应圈的高度应适当高些, 以增大感应圈的有效作用区,通常,以30~50mm为宜。
电磁铸造装置中导向磁屏的作用有二:一是为冷却水导向;二是调整磁场,使电磁力 沿液柱高度方向的变化接近于直线,并与熔体静压力的变化相适应,以保证获得具有稳定 尺寸的铸锭。导向磁屏改变电磁力分布的作用是通过磁屏所产生的附加磁场来达到的。在 没有设置磁屏的情况下,沿液柱高度方向分布的电磁力和熔体静压力的变化情况如图6-23 中的实线所示。此时,在液柱的上部,电磁力大于熔体静压力,液柱向上逐渐收缩成馒头
• 210 ・
铝合金熔铸生产技术问答
状,因而得不到具有稳定尺寸的铸锭。在设置 导向磁屏后,电磁力沿液柱高向的变化如图 6-23中的虚线所示,按与熔体静压力相适应的 直线变化,在原则上为得到具有稳定尺寸的平 直铸锭创造了条件。由上可知,对导向磁屏的 基本要求是:满足最恰当的磁场分布,并将冷 却水供到铸锭表面适当的位置。为此,导向磁 屏通常采用具有高电阻系数的非磁性钢制作 (当电流频率在IOoO ~ 2500Hz时),并且做成
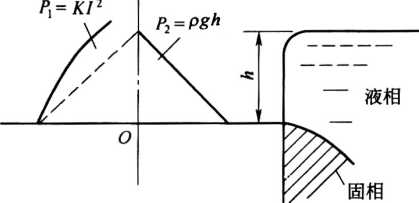
图6-23电磁结晶器中电磁力 与熔体静压力的关系
锥筒形或者外表面呈锥形、内表面呈圆柱形的形状,其纵剖面锥角一般为10。~20。。
水套一般采用非导电材料如环氧树脂结合的玻璃纤维或夹布胶木制作,我国则采用铝 合金制作。
6-19什么是横断面可调结晶器,有何特点?
横断面可调结晶器是为适应扁铸锭多品种、少批量的市场要求,降低工具制造成本, 提高生产效率而开发的宽边和厚度可调的结晶器。我国长江电工厂从20世纪80年代就自 行设计制造并在生产中采用了这种装置,图6・24即为该厂设计的示意图。该结晶器由四 个可自由分开的冷凝块组成,两个短冷凝块(厚边)夹在两个长冷凝块(宽边)当中, 并通过螺杆和螺套紧固,每个冷凝块由冷凝面、水套和底板组成,并各自独立供、排水。 调节两个短冷凝块之间的距离,即可无级改变铸锭的宽度;更换短冷凝块即可有级改变铸 锭的厚度,从而实现结晶器规格(即铸锭规格)的改变。加工这种结晶器时主要应保证冷 凝块结合处的加工精度和进水处的密封性,同时宜采用翻转式盖板,以便铸锭吊出铸造 坑。西南铝加工厂在20世纪90年代后期也设计制造了 480mm X (950 - 1380)mm, 515mm ×(9∞ ~ 1300)mm, 450mm × (1760 ~ 2060)mm 三种调节幅度为 50mm 的宽边可调 结晶器,目的是除满足规格更换要求外,还希望提高铸锭大面平直度。通常只要确定合理 的宽边凸度和锥度即可做到。使用结果证明,铸锭宽面平直度明显提高,截面厚差小于 5mm,粗晶层减少至8mm以下,提高了生产效率和成品率。加拿大ALCAN公司研制的 56OmmX (1230 ~ 1580) mm可调结晶器,大面有对中机构,宽度连续可调,并可直接用 手工完成全部调整,生产的铸锭截面厚差小于3mm。
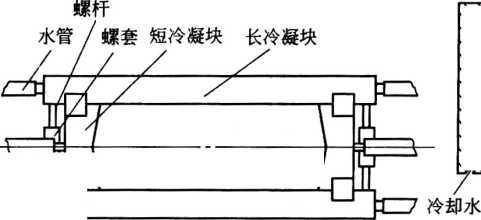
□
螺栓
冷凝面 水套

a b
图6-24铸锭横断面尺寸可调结晶器示意图 Q一结晶器俯视图;6一冷凝块结构图
第六章铝合金铸造工艺
• 211 •
6-20什么是水冷高度可调结晶器,有何特点?
可以按需要改变结晶器有效结晶高度的结晶器称为水冷高度可调结晶器。图6・25是
英国铝业公司研制的该类装置的示意图。 设计初衷是在避免产生生产故障(尤其在 铸造开始阶段)的前提下实现低水平铸造, 从而达到提高质量、增加产量、安全生产 的目的,并通过铸造速度与结晶器有效高 度(水冷高度),铸造速度与水流速度之间 的简单关系,实现自动化生产。
该装置的主要部件是一个可以在结晶 槽内上下移动的保温套筒,借以改变结晶 器壁敞露高度。首先,将保温套筒升起 (见图6.25a),开始深模铸造,此时,铝液 主要靠结晶器壁导热,冷却区域较大,冷
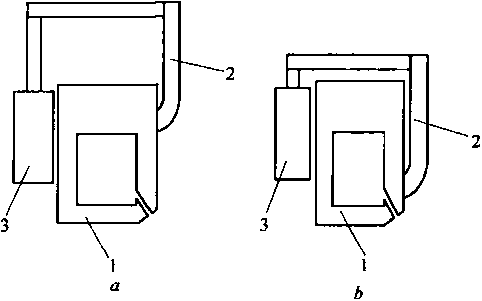
图6-25水冷高度可调结晶器示意图 G—铸造开头位置;6—正常铸造位置 1 一结晶槽;2一可动保温套;3一线性定位系统
却强度较小,铸锭底部的变形较小;当熔体达到稳定流动时,迅速降低套筒至适当位置 (该位置是凝壳与结晶器壁由于铸锭收缩而刚开始机械分离的位置,也是结晶器壁冷却区 和直接水冷区恰好相连或互相重叠的位置),并使结晶器壁的敞露高度与铸造速度相适应, 此时,刚凝固的金属与结晶器壁的相互作用降到最小,而直接水冷作用刚好到达,因此, 这种装置和操作既保证了开头安全,又避免了已凝固金属的重新加热,使得铸锭的表面质 量提高,周边偏析减轻,还避免了高结晶器铸造所特有的粗晶区和柱状组织。最后,当铸 锭达到所需长度后,停止供流,降低铸速和水流,将保温套筒升回到原位,待流槽内金属 流完后,铸造结束。这时,保温套筒已远离结晶槽内凝固金属的前沿。
采用水冷高度可调结晶器进行铸造时,结晶器有效高度(水冷高度)与铸造速度和周 边区组织深度的关系见图6・26和图6.27。由图6-26可见,随着结晶器有效高度(水冷高
180 [ .
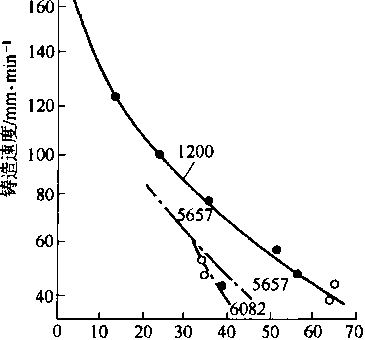
EW翅難1®凶刊跟

结晶器水冷高度/mm
图6-26 12∞、5657和6082合金铸造 速度和结晶器壁敞露高度的关系
结晶器水冷高度∕mm
图6-27 5657合金325mm × 985mm铸锭在最佳铸造 速度下结晶器壁敞露高度与周边区组织深度的关系
• 212 ・
铝合金熔铸生产技术问答
度)降低,要获得最佳的冶金质量,铸造速度必须增加。曲线表示出结晶器壁冷却区和直 接水冷区相连时的两个参数的对应值。由图6.27可见,随着结晶器有效高度(水冷高度) 的减小,周边区组织深度也减小。这种关系是在改变铸造速度,使每一个水冷高度下,两 个冷却区始终相连,并保证铸锭表面质量很好的条件下得到的。直接水冷的水流速度与铸 造速度的关系见图6・28。该图反映了 6082合金铸造参数中,水冷高度与铸造速度和水流 速度与铸造速度两个最基本的关系;也反映了当铸锭铸到某一长度时所需与之配合的铸造 速度、水冷高度及水流速度。任何一种形式的铸造,只要上述三个参数保持很好的配合, 便可生产出表面质量良好的铸锭。由于铝合金铸锭系统所含热量较大,因而,金属液温度 的变化表现并不敏感。水冷高度可调结晶器系统的操作,既可人工控制,也可自动控制, 但无论采用哪种方法,都必须遵循上述最基本的程序。这里应该指出:不同成分的同一合 金,可以采用相同的参数,而不同的合金,则应采用不同的参数。对于结晶温度范围较 宽、成分复杂的合金则宜采用传统结晶器进行生产。
1009080706050403020100 u≡/概複允W史愿金
Ooooooo 6 5 4 3 2 1 ⅞∈∙i≡¾^B Ooo 403020 -⅛∈.J-⅛S⅝
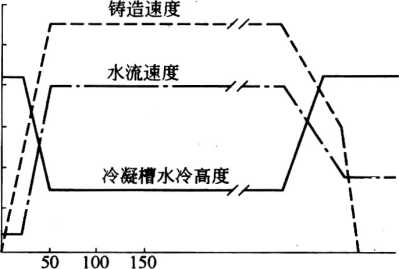
铸造长度/mm
图6-28 6082合金325mm X 985mm铸锭随铸锭长度变化时 铸造速度与水流速度和结晶器水冷高度的关系
6-21底座的作用是什么,在结构上有什么特点?
底座是用于引锭和支承的装置。铸造开始时,底座上端伸入结晶器内,作为结晶器的 活底,和结晶器一道起成形作用。在铸造过程中,铸造机的传动运行机构通过底座将铸锭 不断拉出结晶器,对铸锭起牵引和支承作用。圆铸锭底座通常采用2A50、2A11合金的锻 造毛坯制造,扁铸锭底座多采用铸铁件。
底座的结构具有下述特点:
(1)所有类型的底座,其横断面尺寸均应比结晶槽下缘相应尺寸小1% ~2%,以避 免开始铸造时因热膨胀作用而卡在结晶槽内。
(2)直径36Omm以下的圆铸锭和空心铸锭的底座上表面通常都加工有燕尾槽,以在, 铸造开始时,在铸锭底部形成燕尾而楔在底座上,从而将铸锭从结晶器中拉出,防止产生 悬挂。经验表明,燕尾槽的深度无和宽度6 (图629)分别以15mm和2 ~3mm为宜。宽 度过小,则起不到引锭作用,甚至被掰掉;过大,则铸造终了时铸锭可能取不下来。对于 大直径铸锭,由于铸锭自重大,铸造开始时脱模容易,故一般不开燕尾槽。
(3)空心铸锭用的底座是中空的(见图6.30),以便导出铸锭内表面的冷却水。
第六章铝合金铸造工艺
• 213 ・
伙
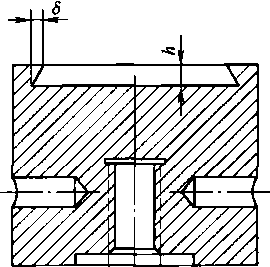
Ob
图6・29小直径圆铸锭用底座剖面图
图6-30空心圆铸锭底座剖面图
(4)硬合金扁铸锭用底座(见图6-31)的上表面呈光滑凹形曲面,以减小对铸锭底 部凝固时的收缩抗力,同时使铸锭底部逐渐见水,逐层收缩,降低底部拉应力,并增大铺 铝层中间的厚度,提高对铸锭产生底部裂纹的抗力。软合金扁铸锭用底座(见图6-32), 由于软合金塑性好,没有形成底部冷裂纹的倾向,故底座上表面做成平面,既便于加工, 又提高了铸锭热轧成品率。

图6-31硬合金扁铸锭用底座剖面图
图6-32软合金扁铸锭用底座剖面图
(5)与低液位结晶器配套使用的硬合金扁铸锭底座(见图6.33),在底座上采用了下 凹的梯形槽设计,使其开始铸造时在铸锭底部形成厚实的加强筋,相当于给铸锭铺了假 底,再辅以PLC控制的开头时的慢速铸造和脉冲水冷却,以降低硬合金扁铸锭底部裂纹的
倾向性。
图6-33与低液位结晶器配套使用的扁铸锭底座
多模铸造时,单个底座的设计原理同上,关键是保证底座与结晶器的同心度。
6-22对静置炉流口塞的基本要求是什么,怎样控制静置炉金属出流?
.对静置炉流口塞的基本要求是:
(1)能安全地控制高速、高压流动的液态金属;
(2)能方便有效地调节金属的流量;
• 214 ∙
铝合金熔铸生产技术问答
(3)不产生气体或夹杂物污染熔体;
(4)不对静置炉流口造成破坏;
(5)寿命长,不需经常更换;
(6)结构简单,价格低廉,使用方便。
目前工厂广泛采用两种头部带有锥体的 金属钎来控制静置炉流口处的金属出流。在 铸造过程中,采用头部带有石墨(或硅酸铝 耐火制品)锥体、尾部挂有平衡重锤的流量 钎进行控制(图6-34)。在铸造结束后,采 用头部带有铸铁锥体并在锥体表面套有硅酸 铝锥形帽的堵流钎以封闭流口。这种控制系 统具有结构简单、价格低廉、操作方便的优
图6-34流量控制轩工作示意图
1-静置炉衬;2-流眼砖;3-流槽;
4一控制钎;5一流盘
点。但其缺点是:在铸造开头时易在流口部位造成金属翻滚而生成许多气体非金属夹 杂物,在高压、高速下安全性、稳定性差,且易造成流口冻结,因而需要经常维修流 口并更换钎子。
6-23对流盘的基本要求是什么?
流盘是将熔体从静置炉导向结晶器的中间转注工具,在热顶和气幕多模铸造情况下, 一般被当做热帽与结晶器共同安装在水箱上,以实现同水平铸造(见图6.35)。
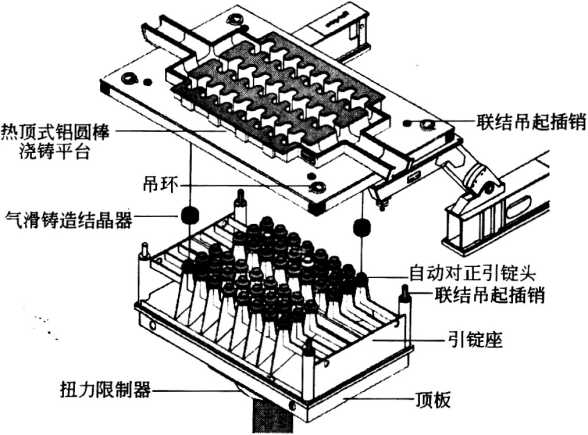
图6-35气幕热顶铸造的浇注系统
为保证转注质量,对流盘提出以下要求:
(1)能使熔体在氧化膜覆盖下平稳流动;
(2)输往各个结晶器的金属流量均匀,速度平稳;
(3)保温性能好;
(4)对熔体不重新污染,易于清理; ,
第六章铝合金铸造工艺
• 215 ・
(5)不造成敞露落差;
(6)几何尺寸符合工艺要求,向结晶器供流的各流眼底部平整,并保持在同一水平;
(7)质轻耐用,便于搬运。
普通铸造时,流盘通常都采用厚约2mm的A3钢板焊制,内衬隔热保温材料。流盘的 式样很多,因铸锭形状、规格、每铸次的铸造根数及排列形式的不同而异。常见的两种如 图6.36所示,其中,。用于圆铸锭,6用于扁铸锭。
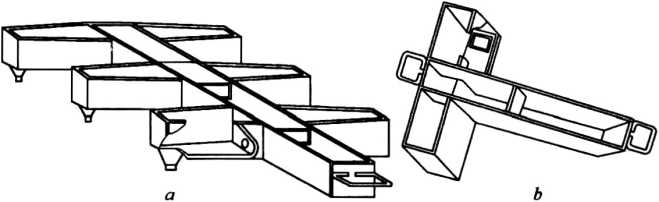
图6-36流盘结构示意图
6-24漏斗的作用和对铸锭质量的影响是怎样的,对它的基本要求是什么?
漏斗的基本作用是向结晶器各部位均匀地分配液流。液面自动控制漏斗,还兼有控制 结晶器内金属水平面的作用。
漏斗作为控制液流分布的重要工具,主要通过改变液流分布的均匀程度和运动方向来 改变液穴和铸锭中的温度分布以及液穴的形状和深度,从而给铸锭的结晶组织、形成裂纹 的倾向性及表面质量以重要影响。如果液流分布不均,一是使液穴内各部分结晶前沿的结 晶条件产生差异,导致铸锭同一截面内结晶组织不一;二是使铸锭内各部分温度分布不 均,并使铸锭凝壳厚薄不匀,从而使铸锭形成裂纹的倾向性增大。当漏斗流眼过少、过 小、局部堵塞,或者漏斗偏斜不对中时,都可能产生液流分布不均的现象。漏斗的供流方 向和供流距离同样影响到结晶前沿的温度特征、熔体对凝壳的冲刷程度以及液穴的形状和 深度,从而引起铸锭结晶组织、裂纹倾向性和表面质量的变化。当改变漏斗的大小和流眼 开口方向时,可看到对铸锭质量的明显影响。此外,漏斗的材质和供流的平稳程度也会对 铸锭中光晶、金属化合物一次晶及二次氧化夹杂物的形成造成重要影响。
对漏斗的基本要求是:
(1)能把熔体均匀地供给到铸锭的整个截面;
(2)供流通畅、平稳,不破坏液面;
(3)有助于获得理想的液穴形状;
(4)不对熔体造成二次污染;
(5)热容小,耐急冷急热性好,耐火度高;
(6)经久耐用,操作方便。
对于浮标式液面自动控制漏斗(见图6・37),其工作特性可用方程式表示如下:
S = (ιτ∕4) [D2 - 4λf2tan2 (α∕2)]
式中S--流嘴的工作截面;
H-浮锥的高度;
• 216 ・
铝合金熔铸生产技术问答
O--流嘴下端的内径;
a--浮锥的锥角。
流嘴的内径D和浮锥的锥角α可在很宽的范围内改变液面的控制限度和封闭力。流嘴 的工作截面S非线性地取决于结晶器内的金属水平面和上列方程式中的参数,而起阀门作 用的浮锥锥角ɑ却决定了控制的精度(见图6.38)。因此在设计和制造浮标漏斗时应给予 充分考虑。通常,浮标漏斗的最小体积Knin和流槽中金属最高水平无皿应满足下列关系式:
Knin N πD2⅛sin(α∕2)∕[4(l - γ2∕γ1)]
AmaX W [4V(1 - γ2∕γ, ) ]∕πD2sin( α∕2)
式中%——金属熔体的密度;
?2--浮标漏斗的体积密度;
A--从流嘴下端起熔体金属柱的高度; y—浮标漏斗的体积。
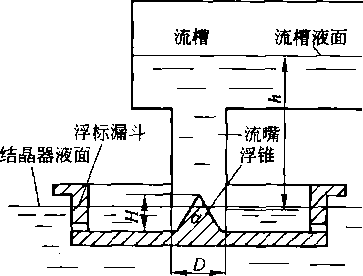

≡6-37浮标漏斗工作图
图6-38浮标漏斗的工作特性
6∙25使用漏斗时应注意哪些问题?
在使用漏斗时应注意下列问题:
(1)应严格按规程要求使用漏斗,不得随意以小代大或以大代小或改变类型。生产圆 铸锭时,漏斗下缘直径约为相应铸锭直径的30% ~45%,流眼孔径以8 ~ 12mm为宜。图 6-39是传统铸造时常用的几种扁铸锭和圆铸锭用漏斗。图6-40是漏斗(或浮标)与流盘 流嘴相结合控制液面的几种形式。空心铸锭采用弯月形叉式漏斗供流(热顶铸造时采用同 水平铸造,不需漏斗),液态金属在与直径相对称的两点进入环形液穴。
(2)使用前应做好以下准备工作:图6・39ɑ、e漏斗采用不润湿绝热材料压制而成;漏
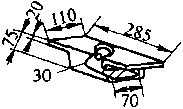


b
图6-39几种常用的漏斗结构
第六章铝合金铸造工艺
• 217 ・
斗6、C应用耐火泥糊制或采用耐火涂料喷涂,不准露铁,表面平滑;漏斗以/应用涂料喷 涂完好;旧漏斗使用前必须清除一切脏物,消除盲孔;所有漏斗事先必须充分烘烤预热。
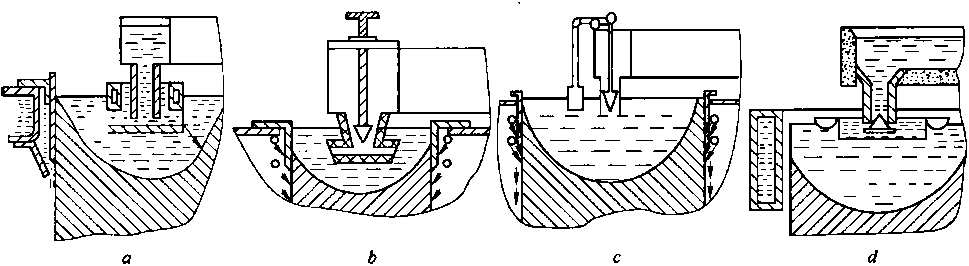
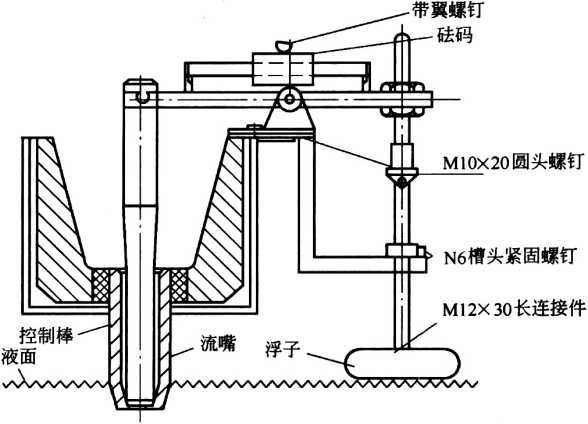
图6-40铸锭液面控制的几种形式
ɑ一硬合金扁锭用液面自动控制;以c-软合金扁锭用液面手(自)动控制; d一圆铸锭用液面自动控制;e-扁铸锭浮力硅码式液面自动控制
(3)所有漏斗在安装时应仔细对中,防止偏斜,使用时应始终保持漏斗平稳,防止跑 偏和歪斜O
同水平多模铸造时一般以流管代漏斗并与流盘合二为一,但在考虑向结晶器供流时, 上述原则无疑也是应该遵守的。
6-26目前国内釆用的非接触式液面控制装置有哪几种形式,控制的原理是什么?
非接触式液面自动控制装置是适应矮结晶器、电磁结晶器和铸造系统自动控制要求而 开发的一类新型液面控制装置。目前国内已采用的有电容式液位传感器和激光式液位传感 器两种。
电容式液位传感器控制原理见图6-41 o感应板与金属液面分别作为两个极板构成一个 电容,电容的大小为:C = εS/d,式中£为两极板间的介质空气的介电系数;S为感应板 的面积,d为感应板与液面之间的距离。在一般情况下,e和S保持不变,因此电容的大 小与感应板和液面的距离d成反比。该电容一般用来控制一个振荡器,然后转换为
• 218 ∙
铝合金熔铸生产技术问答
4 ~20mA的输出电流送给液面控制器对液面进行 控制。这种传感器对来自烟雾、化学气体、粒子 的污染不敏感,湿度、温度、压力对介质空气的 介电系数的影响比较轻微,另外,由于采用附加 电路束集电容场区,减轻了电容器极板的边缘效 应和传感器周围金属物体引起的寄生电容的影响, 因此,具有响应速度快、再现性好的特点。测量 范围一般在20Omm以内,最佳为40mm。但使用 中发现,这种传感器略嫌笨重,又由于传感器离 液面很近,超过一定距离后工作曲线变得平缓,
液位传感器 调节棒
图6-41电容式液位传感器液面自动控制
分辨率下降,因此导致日常维护量较大,对流盘的要求较高,对圆铸锭和窄幅扁铸锭生产 的适应性也较差。
激光是一种特殊的人造光源,它具有方向集中、强度大、亮度高、单色性的特点。用 于激光液位传感器中的是一个激光二极管发射的红色可见光源,其距离测量采用光学三角 测量原理(见图6-42),即利用基准长度,通过测量两光束的角度来确定测量点的距离。 图6-42α是用于光滑镜面物体检测的光路图,从镜面反射的光线通过成像透镜成像;图 6.426是用于非镜面物体检测的光路图,激光垂直入射,从物体表面漫反射的光线通过成 像透镜成像。在像面上放置横向光电效应传感器件、电荷耦合摄像器件(CCD)或光电二 极管阵列传感器测量像点位置。图6-43是实际使用的激光液位传感器示意图,这种传感 器对烟雾不敏感,可安装在距最低测量点Im远的高处,克服了电容式传感器的缺点,测 量精度可达士 Imm,受到使用者欢迎。但由于激光能量较大,对用于冷却的压缩空气的质 量要求较高,一般要求气压0∙5MPa以上,无油无水,且压力稳定。
铝熔体
液流分配
图6-42光学三角测量原理图
图6・43激光液位传感器液面自动控制
第三节铸造工艺参数
6-27连续铸造时对铸锭质量产生重要影响的工艺参数有哪些,其含义各是什么?
连续铸造时,对铸锭质量产生重要影响的工艺参数主要有铸锭规格、冷却速度、铸造 速度、铸造温度、结晶器的有效高度。弄清工艺参数与铸锭质量的关系及其变化规律性, 是选择铸造工艺参数的基本依据。
第六章铝合金铸造工艺
• 219 ・
铸锭规格是指铸锭横断面的几何尺寸和铸锭长度。其中,铸锭横断面尺寸是用加工锭 坯的名义尺寸表示的。对不需要车皮或铁面的铸锭,铸锭横断面尺寸与锭坯名义尺寸相 同;对需要车皮或钱面的铸锭,铸锭的横断面尺寸等于锭坯的名义尺寸加上设计车(钱) 皮量。空心铸锭的实际内径等于锭坯的名义内径减去锋孔量。对于采用横向压延工艺的硬 合金扁锭,铸锭的宽度即是锯切后锭坯的长度。 ^
冷却速度指铸锭的降温速度,又称冷却强度,用单位时间内下降的温度来表示,常用 单位是七/s。但在实际生产中,这个单位不便于控制,由于在既定条件下,各种工具和工 艺条件都是预先确定的,因此生产现场多采用冷却水压或冷却水流量作为冷却速度的度 量。在连续铸造过程中,铸锭内各点在同一时刻的冷却速度以及同一点在不同时刻的冷却 速度都是变化的。
铸造速度是指铸锭相对结晶器的运动速度,常用mm/min或m/h表示。在连续铸造过 程中,铸锭从结晶器中拉出的速度在正常铸造阶段是不变的,但在开头、结尾时以及在铸 造过程中由于液面波动的影响,其实际铸造速度不尽一致。
铸造温度通常指铸造过程中静置炉内熔体的温度,由于液流转注过程中热量的散失, 进入结晶器的熔体实际温度因转注路程的长短、保温或加热措施的好坏及气温的高低而不 同,通常约比铸造温度低5 ~ 10七。
结晶器有效高度指铸锭从液态冷凝成形过程中与结晶器工作面开始接触点到结晶器底缘 的距离。可以说,几十年来连续铸造的发展史,在某种程度上,也就是不断降低结晶器有效 高度的历史。从普通结晶器到矮结晶器,再到热顶、气化层结晶器,直到电磁结晶器,结晶 器有效高度一路下降,直至为零。结晶器有效高度对铸锭质量的重要性可见一斑。
在上面五个因素中,铸造速度、结晶器有效高度和冷却速度是三个最基本的参数。
6-28铸锭规格是怎样确定的?
铸锭规格是根据加工车间的要求,并考虑到合金本身的铸造性能、熔铸设备的能力, 以及为了便于管理和提高铸造生产效率,对铸锭规格标准化提出的要求,由加工车间和铸 造车间具体磋商而确定的。
在一般条件下,铸锭愈厚或直径愈大,铸锭中心愈易产生疏松,铸态性能愈差,产生 裂纹的倾向性愈大。对于扁铸锭,裂纹倾向性还随宽厚比增大而提高。因此,在确定铸锭 横断面尺寸时,除了考虑铸造机的性能外,还必须考虑能否铸成,铸出的铸锭性能(包括 化学成分的反偏析程度)能否满足技术要求以及铸造成品率的高低和对全厂成品率的影响 等因素。
铸锭的长度=锭坯个数X锭坯长+切头+切尾+锯口数X锯口宽+试片厚度
通常,铸锭长度的确定要考虑静置炉的容量、铸造机的负荷和有效行程,天车轨道标 高及下一步工序加工设备的特点(包括均热炉的尺寸、能否实现锯切等),以尽可能提高 铸锭长度,提高成品率为原则。目前,国内大多数工厂在半连续铸造时采用的铸锭长度为 6 ~7m°
6∙29冷却速度对铸锭质量有什么影响?
(1)冷却速度对铸锭力学性能的影响。冷却速度是决定铸锭力学性能的基本因素。通
• 220- 铝合金爆铸生产技术问答
常,随冷却速度增大,铸锭的平均力学性能得到提高。冷却速度的这种作用主要是由下面 两个原因引起的:一是随冷却速度增大,铸锭结晶速度提高,晶内结构细化;二是随冷却 速度增大,铸锭过渡带尺寸缩小,铸锭致密度提高。此外,提高冷却速度,还可细化一次 晶化合物的尺寸,减小区域偏析的程度。
但是,合金成分不同,冷却速度对铸锭力学性能影响的程度是不一样的,对变形铝合 金而言,大致可分为四个基本的类型:第一类是在所有温度下(从室温到熔点)均呈单相 的合金,如各种牌号的高纯铝、工业纯铝、5A66、7AOl等。这些合金的铸态力学性能同 冷却速度的关系不太强烈,冷却速度仅在能消除破坏金属连续性的缺陷(疏松、气孔)的 极限速度之前有影响(见图6・44q)。第二类是铸态呈多相,但在固溶热处理后变成固溶 体的合金,如5A12、5A13等。这种合金的铸态性能同冷却速度的关系十分明显,但在固 溶热处理后这种关系变得不明显。这种合金即使在很低的冷却速度下铸造,经热处理后, 亦可达到很高的力学性能(见图6-446)。然而当合金中存在较多的铁、硅杂质时,由于 它们能生成不溶解的化合物,又使合金对冷却速度的关系变得很敏感。第三类是铸态呈多 相,但任何热处理都不能使它们变成单相的合金,这种合金中,含有的第二相是可溶的, 但第二相的数量超过其溶解度极限或是同时含有可溶和不可溶的第二相的合金,绝大多数 工业变形铝合金都属于这一类。这些合金的铸态力学性能同冷却速度的关系很明显,随冷 却速度增大,铸锭致密度提高,在晶粒内部和晶粒边界上分布的脆性化合物相愈细小,因 而性能急剧提高(见图6-44c)。第四类是铸态呈多相,但其中基本上只有不可溶的第二相 化合物存在,如4004、4A17、4047等。这些合金铸态力学性能与冷却速度也有明显的关 系,但热处理后性能基本不变(见图6-44d)。
Oo50
1 髭包卦K
:合金临界性能
∞50
-I髭翅卦S
:合金临界性能 I ;合金临界性能
IOO---*---55<^ loo
:合金临界性能
0∣.........1......................... 0∣.........1...................
冷却速度 冷却速度
α b
50 f ⅜κ
50 線翅卦K
0∣.......1....................► 0∣.......1.............
冷却速度 冷却速度
图6・44合金力学性能与冷却速度的关系
—铸造后热处理状态;----铸造状态
(2)冷却速度对铸锭裂纹倾向性的影响。随冷却速度提高,铸锭中的温度梯度增大, 如铸锭内部各处不能同步收缩,则热应力值也相应提高,因此,铸锭裂纹倾向性增大。连 续铸造时,沿铸锭周边冷却的不均匀程度是产生裂纹的重要因素之一。局部供水不足将导 致冷却速度的差别和凝壳厚度的变化,使铸锭裂纹倾向性急剧提高。这种情况对于大小面 冷却速度本来就不一致的扁铸锭表现尤为明显。
(3)冷却速度对铸锭表面质量的影响。在通常采用普通结晶器和铸造速度较慢的情况 下,提高冷却速度会使铸锭表面产生冷隔的倾向性增大,而使铸锭表面产生偏析浮出物和 拉裂的倾向性降低。
第六章铝合金铸造工艺
• 221 •
6-30怎样调控铸锭的冷却速度?
连续铸造时,影响铸锭冷却速度的基本因素有四点:一是冷却水的流量、流速和温 度;二是结晶器的结构(高度、锥度、喷水孔角度、内套壁的厚度和材质),尤其是结 晶器有效高度;三是铸造速度;四是铸锭的表面状况。各冷却因素对铸锭表面传热系数 的影响见表6-6。
表6.6各冷却因素对铸锭表面传热系数的影响
|
影响因素 |
比较单位 |
对传热系数的影响 |
影响因素 |
比较单位 |
对传热系数的影响 |
|
水流量 |
每增加 L OLZ (min ∙ cm) |
提高6% |
冷却介质热导率 |
每提高10W∕(m ∙ K) |
提高3% |
|
水温 |
每提高1七 |
下降1% |
润滑油含量 |
每提高0.005% |
下降1% |
|
铸锭表面状况 |
钱面后的光滑表面 |
提高9% |
CO2含量 |
每提高1% |
下降3% |
|
喷射角 |
每增加1θ |
提高3% |
注:此表数据为日本常川等人对1加0和5182合金5∞mm X 1570mm铸块的实验结果。见日本"轻金属" 1996, 3,
132 ~137。
在生产条件下,对于指定合金,结晶器的结构和即时水温通常都是固定的,因此,如 果铸造速度不变,控制冷却水的流量或压力便是调节铸锭冷却速度的基本手段。
连续铸锭所需要的冷却水量理论上可按下式估算:
W = [ G( *3 — G ) + L + G ( ∣2 -厶)]∕C( % - *4 )
式中 W一单位重量金属的耗水量,rn3∕t;‘
G——金属在(%-2)温度区间内的平均比热容,kj/(kg∙tC);
C2——金属在(G-G)温度区间内的平均比热容,kJ/(kg∙K);
G --金属最终冷却温度,工;
%——金属熔点,p; ^
%——进入结晶器的液体金属温度,";
%—结晶器进水温度,工;
.打——二次冷却水最终温度Λ; •
C——水的比热容,kj/(kg∙ K);
L——金属的熔化潜热,U∕kg0
根据上式,如果假定冷却水的温升为15cC ,则将金属从700K冷却至60",每吨铸锭 的耗水量约为18rh3。实际上,在连续铸造过程中,由于三次冷却、铸锭敞露液面和铸锭 本身散热的影响,以及铸锭经过二次冷却后的温度各不相同,冷却水的温升也不相同,因 此,铸锭需要的实际冷却水量差别很大。根据合金和铸锭规格的不同,大致变动在7 ~ 20n?/t 之间。
连续铸造时,实际耗水量也可按下式估算:
Q = μJ↑j2gH
式中Q——耗水量,m3/s; ,
从——流量系数,按试验确定,通常取0∙6;
• 222 ・
铝合金煉铸生产技术问答
F——出水孔总面积,m2;
g——重力加速度,m/s2;
H-结晶器入口处的水压,kPao
在结晶器和供水系统的结构一定的条件下,冷却水的流量和流速是通过改变水压来控 制和调节的。在确定铸锭冷却水压时,应遵循以下原则:
(1)扁铸锭铸造速度快,单位时间内凝固的金属量大,而铸锭冷却面对结晶面之比相 对圆铸锭的为小,需要的冷却水量多(约为圆铸锭的3~4倍),故水压通常比圆铸锭和空 心铸锭的大。
(2)合金裂纹倾向性不一样,要求的冷却速度和冷却水量也不一样,故水压大小也各 不相同。在铸锭规格相同的情况下,冷却水压按IOOO系合金∙→3000系和60∞系合金T 2000系合金-高成分5000系合金T高成分7000系合金的次序递减。但扁铸锭小面水压以 硬铝型合金最大,以消除侧面冷裂纹;以AkZn-Mg-Cu系最小,以消除热裂纹。
(3)对于同一合金,铸锭规格愈大,则水压愈小,以降低裂纹倾向性。但是,对于软 合金和裂纹倾向性较小的合金,也可随规格增大而增大水压,以保证获得良好的铸态性 能。
(4)采用自来水作冷却水时,由于水温一般比循环水的低,故应适当降低水压。采用 循环水作冷却水时,不同合金规格铸锭的冷却水压参见本章第五节连续铸锭工艺。
6-31铸造速度对铸锭质量有什么影响?
(1)铸造速度对铸锭力学性能的影响。铸 造速度对铸锭力学性能的影响取决于它对铸锭 结晶速度和过渡带尺寸影响的综合结果。一般 的规律是:随铸造速度的提高,铸锭的平均力 学性能按具有极大值的曲线变化(见图6-45), 但力学性能沿铸锭截面分布的不均匀程度增大。
结晶速度和过渡带尺寸是决定多相合金及 按固溶体类型结晶的合金的力学性能的主要因 素。随铸造速度提高,铸锭的平均结晶速度增大

图6-45直径28Omm铸锭的平均力学性能 与铸造速度的关系
,晶内结构细化,因而铸锭的平均力学性
能得到提高。在更高的铸造速度下,由于液穴变深,过渡带尺寸增加,铸锭致密度降低, 因而铸锭的平均力学性能又开始下降。在提高铸造速度的同时,由于铸锭中心疏松程度增 大以及化学成分区域偏析增大的结果,使性能沿铸锭截面的分布变得更不均匀。
(2)铸造速度对铸锭裂纹倾向性的影响。在一般情况下,提高铸造速度时使铸锭形成 冷裂纹的倾向性降低,而使形成热裂纹的倾向增加。这是因为提高铸造速度使铸锭中已凝 固部分的温度提高,而合金在温度提高时塑性显著增加。如果把铸造速度提高到使铸锭凝 固层的拉伸变形发生在具有足够塑性的温度区间(高于200 ~300K),则铸锭就不会发生 冷裂纹。但是,随着铸造速度的提高,铸锭中过渡带尺寸增加,形成热裂纹的脆性区的几 何尺寸增大,熔体焊合裂纹的能力降低,由于区域偏析而引起的铸锭化学成分的不均匀性 增加。同时,随铸造速度提高,铸锭各层冷却速度差别更大,导致拉伸变形量增大,因而 使铸锭形成热裂纹的倾向增大。
第六章铝合金铸造工艺
• 223 ・
由于对热裂纹和冷裂纹的区分往往是不严格的,加之热裂纹对冷裂纹的形成有促进作 用,因此,在分析铸造速度对铸锭裂纹倾向性的影响时,还应该特别注意各种形状铸锭中 不同类型裂纹产生的机理和具体原因,其关系往往比上述规律性要复杂。
对于扁铸锭,提高铸造速度,使形成侧面裂纹的倾向性降低,而使形成表面裂纹的倾 向性增加。对于圆铸锭,提高铸造速度,使形成表面裂纹的倾向性降低,而使形成中心裂 纹的倾向性增加。
(3)铸造速度对铸锭表面质量的影响。随铸造速度的提高,液穴加深,凝壳变薄,铸 锭表面形成偏析浮出物的倾向增大。此时,带有偏析浮出物的较薄的凝壳在熔体静压力作 用下发生变形,且在运动中与结晶器壁产生摩擦的趋势增大,因而铸锭表面产生拉痕和拉 裂的倾向也增大。然而,在提高铸造速度时,铸锭表面温度升高,因而,形成冷隔的倾向 性降低。
6∙32怎样调控铸锭的铸造速度?
调控铸锭铸造速度的基本原则是:在保证铸锭质量符合技术条件(包括成品率)的前 提下,采用尽可能高的铸造速度以发库铸造机的最大生产能力。
(1)对于扁铸锭,铸造速度的选择首先应当保证铸锭没有裂纹。一般的原则是:
1)对于没有冷裂纹倾向的软合金,随铸锭宽厚比增大,应降低铸造速度。
2)对于冷裂纹倾向较大的硬合金,随铸锭宽厚比增大,应提高铸造速度。
3)在铸锭厚度和宽厚比一定的条件下,热裂纹倾向性较大的合金,应降低铸造速度。
(2)对于小直径圆铸锭,由于裂纹倾向性和过渡带绝对尺寸都不大,在保证铸锭具有 良好表面质量的条件下,可以选择较高的铸造速度。反之,对于大截面圆铸锭应该采用较 低的铸造速度。一般的原则是:
D对同一种合金,铸锭直径愈大,铸造速度愈低。
2)铸锭直径相同时,铸造速度按软合金(工业纯铝、3A21、5A02等)-6000系合 金(6063、6061、6A02等)一高镁合金(5A05、5A06、5056等)T高成分2000系合金 (2A11、2A12、2B11等)-高成分7000系合金(7075、7A04、7A09等)的次序递减。
3)对于2A11合金圆铸锭,可以按下列规律调控铸造速度:
①在对平均力学性能的关系上,当使用普通结晶器时,最适宜的铸造速度可按关系式 U铸。=2r∏2/h来近似确定,式中,U铸为铸造速度,m/h; O为铸锭直径,mo下同。
②保证性能沿铸锭截面具有较均匀分布的铸造速度可按U铸。= 1.6~1.7m2/h来确定。
③不论铸锭直径大小如何,在结晶器高度为180mm时,不调整合金的化学成分,只 要铸造速度比关系式U铸。= lrn2/h所确定的铸造速度稍低一点,即能避免铸锭中心层在结 晶区间里出现拉应力,从而避免热裂纹的出现。
(3)对于空心圆铸锭,在合金和外径相同的条件下,铸造速度随壁厚增加而提高;在 合金和内径相同的条件下,铸造速度随壁厚增加而降低。在其他条件相同时,软合金空心 圆铸锭的铸造速度约比具有相同外径的实心圆铸锭的高30% ,硬合金空心圆铸锭的铸造速 度约比相同外径实心圆铸锭的高50% ~100%。
(4)热顶铸造、气化层铸造和电磁铸造时,在其他条件相同时,分别比普通铸造的铸
造速度约高 10% ~20%、15% ~25% 和 20% ~30%。
• 224- 铝合金熔铸生产技术问答
最后应指出,铸造速度的调控与合金化学成分关系极大。对于同一种合金,在其他工 艺参数不变的条件下,调整合金化学成分,可以提高保证铸锭不产生裂纹的允许铸造速度 (见表6-7和表6.8)。在生产条件下,各种合金铸锭的比较适宜的铸造速度参见本章第五 节连续铸锭工艺。
表6-7 2A12合金圆铸锭铸造速度与合金中硅和锌含■的关系
|
元素含量/% |
_______________不同铸锭直径(mm)的铸造速度/m∙h-1_______ J____ | |||||||||
|
硅 |
锌 |
160 |
190 |
280 |
310 |
360 |
430 |
540 |
675 |
720 |
|
0. 10 |
0.06 |
29 |
19 |
9 |
6.8 |
4.7 |
3.3 |
1.8 |
1.3 |
1. 1 |
|
0. 20 |
0. 12 |
17 |
11.8 |
5.3 |
4.3 |
2.8 |
1.9 |
1. 1 |
— |
— |
|
0. 30 |
0.20 |
11.8 |
8.2 |
4.0 |
2.8 |
1.9 |
1.3 |
— |
— |
— |
|
0. 35 |
0.20 |
10 |
6.8 |
3.0 |
2.4 |
1.6 |
1.1 |
— |
— |
— |
|
0. 50 |
0. 30 |
8.6 |
6.0 |
2.6 |
2.0 |
1.4 |
— |
— |
— |
— |
表6』7A04合金圆铸锭铸造速度与合金中硅含■的关系
|
硅含量/% |
________________不同铸锭直径(mm)的铸造速度/m∙hT | ||||||||
|
160 |
190 |
280 |
310 |
360 |
430 |
540 |
675 |
720 | |
|
0.06 |
10.0 |
7. 1 |
4.0 |
3.0 |
2.4 |
1.7 |
1.3 |
~09 |
0.8 |
|
0. 12 |
8.6 |
6.0 |
3.4 |
2.8 |
2.0 |
1.5 |
1.2 |
— |
— |
|
0.25 |
6.8 |
5.3 |
2.8 |
2.3 |
L7 |
L2 |
0.9 |
— |
— |
|
0. 45 |
^ |
4.6 |
2?2 |
1.8 |
1.3 |
— |
— |
— |
— |
6・33铸造温度对铸锭质量有什么影响?
(1)铸造温度对铸锭力学性能的影响。铸造温度是影响铸锭性能的一个很活跃的因 素,它对铸锭力学性能的影响取决于下列因素的综合结果:
1)提高铸造温度,使铸锭晶粒度有粗 化趋势,从而引起铸态力学性能降低;
2)提高铸造温度,使结晶前沿温度梯 度变陡,结晶时的冷却速度增大,因而细化 了晶内结构,引起铸态力学性能提高。但同 时,铸锭形成柱状晶和羽毛晶的趋势增大, 在提高铸态力学性能总水平的前提下,铸锭 纵向和横向性能的差别增大;
3)提高铸造温度,使铸锭液穴中悬浮 晶区的尺寸缩小,形成一次晶化合物的倾向 性降低,排气补缩条件得到改善,铸锭致密 度提高,从而,使铸态力学性能提高。
综上所述,可以认为:在一定范围内提 高铸造温度,硬合金铸锭的铸态力学性能可 相应提高(见图6-46);而软合金铸锭的铸
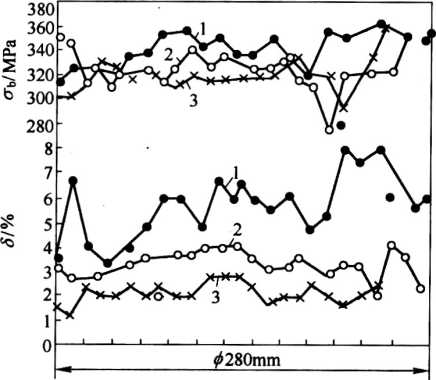
图6.46直径28Omm 2A12合金铸锭的力学性能 铸造温度:1—800七;2-700七;
3-70OP并搅拌液穴熔体
第六章铝合金铸造工艺
•225 ・
态力学性能由于对晶粒度的关系很敏感,.故有下降的趋势。
(2)铸造温度对铸锭裂.纹倾向性的影响。在其他条件不变时,提高铸造温度通常使铸 锭裂纹倾向性增大。这是因为提高铸造温度,使铸锭晶粒变得粗大,使合金热脆性提高; 同时,使液穴加深,并提高了结晶器出口处铸锭的表面温度,减小了凝壳厚度。
(3)铸造温度对铸锭表面质量的影响。提高铸造温度,使铸锭液穴变深,凝壳变薄, 在熔体静压力作用下,凝壳与结晶器壁的摩擦面积增大;同时,熔体对结晶器壁的烧附性 增强,铸锭拉锭阻力增大,因而铸锭表面形成拉痕和拉裂的倾向提高。提高铸造温度时, 由于凝壳变薄和表面氧化物破裂的结果,铸锭表面形成偏析瘤的倾向也增加。如果此时结 晶器较高或者二次水冷较弱,则可能形成凸起程度较大的偏析浮出物。但提高铸造温度使 铸锭表面形成冷隔的倾向性降低。
6-34怎样调控铸锭的铸造温度?
调控铸造温度的基本原则是:
(1)为保证熔体在转注过程中具有充分的流动性,应视转注距离长短和气温情况,将 铸造温度控制在比合金液相线温度高50~IlOK的范围内。
(2)对于扁铸锭,从防止裂纹这个主要问题出发,应选择较低的铸造温度。通常,扁 铸锭铸造速度快,熔体流量大,转注过程中降温少,一般控制在690~710K之间即可。对 于7A04型合金,则可更低一些。
(3)对于圆铸锭,铸锭裂纹倾向性和铸造温度的关系不太敏感,而转注过程中,熔体 流量一般较小,热量散失大,同时,为了加强铸锭结晶时析气补缩的能力,创造顺序结晶 的条件,以提高铸锭致密度,故铸造温度多偏高选取。对于直径35Omm及以上的铸锭一 般控制在730 ~740七之间;对于形成金属间化合物一次晶倾向比较大的合金,则控制在 740~755K之间,甚至更高;对于直径较小的圆铸锭,由于结晶速度较快,过渡带尺寸较 小,铸锭性能通常较高,故铸造温度仅以满足流动性和不形成光晶为依据,一般控制在 715 ~730T:。
(4)空心圆铸锭的铸造温度可参照同合金相同外径的实心圆铸锭,按下限选取。.
6-35结晶器有效高度对铸锭质量有什么影响,怎样调控?
(1)结晶器有效高度对铸锭力学性能的影响。降低结晶器有效高度等于提早铸锭接受 二次直接水冷的时间,使铸锭冷却强度增大,导致两个结果:一是晶内结构更细小,二是 液穴更平坦,组织致密性提高,从而使铸锭平均力学性能(强度和塑性)提高(见表 6-9) o提高结晶器有效高度,在铸锭边缘层首先发生性能降低,这显然与结晶面形状和过 渡带尺寸改变有关。
(2)结晶器有效高度对铸锭裂纹倾向性的影响。这是个很复杂的问题。降低结晶器有 效高度使铸锭见水时间普遍提前,在其他条件不变的情况下,对于圆铸锭而言,从增大了 冷却强度的角度看,液穴底部有向结晶器内收缩的趋势;但结晶器的有效高度绝对值减 小,液穴底部又有向结晶器外伸展的趋势。如果两个趋势的综合结果是前者,则使铸造开 始时,铸锭表面形成拉应力的倾向性增大,因而产生表面裂纹的倾向性增大;如果是后 者,则有利于消除圆铸锭的表面裂纹,但同时却增大了圆铸锭产生中心裂纹和其他类型裂
• 226 ・
铝合金煉铸生产技术问答
纹的倾向性。经验表明,降低结晶器有效高度,使扁铸锭产生热裂纹的倾向性增加。
表6.9结晶器高度对2A50合金铸锭力学性能的影响①
|
铸锭直径 /mɪn |
结晶器高度 ∕mm |
________铸态性能 |
_______均匀化后性能_______ | ||||||
|
σb∕MPa |
δ∕% |
Orb/MPa |
«/% | ||||||
|
横向 |
纵向 |
横向 |
纵向 |
横向 |
纵向 |
横向 |
纵向 | ||
|
192 |
102 |
249.0 |
243.0 |
8.80 |
9.66 |
218. 1 |
211.0 |
11.21 |
11. 10 |
|
158 |
224.7 |
214.0 |
7.94 |
715 |
204.5 |
208.5 |
10.49 |
8.14 | |
|
290 |
105 |
223.9 |
217.5 |
6. 33 |
6. 80 |
201.4 |
215.3 |
8. 18 |
9. 18 |
|
150 |
204.3 |
209.5 |
5. 34 |
5.73 |
198.0 |
202.0 |
8.08 |
7.61 | |
|
350 |
120 |
212.8 |
217.7 |
5. 38 |
5.89 |
2∞.8 |
199. 1 |
7.66 |
7. 63 |
|
180 |
203.5 |
210.3 |
4. 98 |
4. 75 |
196.5 |
195.1 |
7. 87 |
6. 97 | |
①规格相同的铸锭,矮结晶器采用的铸造速度比高结晶器的低5 ~ 10mm∕mino
(3)结晶器有效高度对铸锭表面质量的影响。降低结晶器有效高度等于降低铸锭 一次冷却强度,使由结晶器壁单独冷却形成的凝壳缩短,从而使铸锭形成拉痕和拉裂 的倾向性降低;又由于液穴变得更为平坦,铸锭表面形成偏析浮出物的倾向性也降 低。但是,结晶器有效高度的降低使铸锭冷却强度增加,这样在其他条件相同时,铸 锭形成冷隔(成层)的倾向性增大。热顶铸造和气幕铸造时通过在结晶器上加热帽解 决这个问题,普通铸造时,可通过提高铸造速度或铸造温度来解决,还可通过精确控 制液面来解决。
在实际生产条件下,铸造工具基本上都是确定的,在现场除采用普通结晶器进行立式 铸造时可通过液面控制器对结晶器有效高度做有限的调节外,在其他情况下,比如卧式铸 造、热顶铸造等都是不可调的(除非更换结晶器)。可以认为,结晶器高度是与铸造方法 同时确定的。当然,通过调整铸锭见水线位置也可调整水冷高度,但与结晶器有效高度的 定义不符。
6,36怎样调控热顶(气幕)铸造时的工艺参数?
热顶(包括气幕)铸造时的主要工艺参数有冷却水上流导热距离(UCD)、结晶器有 效高度、绝热层内侧的突出距离、铸造速度、铸造温度、冷却水压以及热顶贮槽内的液面 高度。
(1)上流导热距离UCO的确定。Ua)是上流导热距离的英文缩写,它表示由铸锭表 面直接见水线开始,单靠二次冷却水的冷却作用在铸锭表面上产生的向上的冷却距离。与 此方向相反,单靠结晶器壁在铸锭表面上产生的向下冷却距离,叫做铸模单独冷却距离, 简称MAZ (见图6.47)。在稳定的连续铸造过程中,UCD的理论值可按下式计算:
UCD =- (—CpUo f) +Q]∕[Cp(% - %) +Q]}
式中α..铸锭的导温系数,cm2∕s;
沙---铸造速度,cm/s; *
CP--铸造合金的比热容,J/(g•工);
第六章铝合金铸造工艺
• 227 ・
%--液穴中液态金属的温度,工; G—-铸造合金的液相线温度,";
G--铸锭见水处温度,(; Q--铸造合金的结晶潜热,J/go
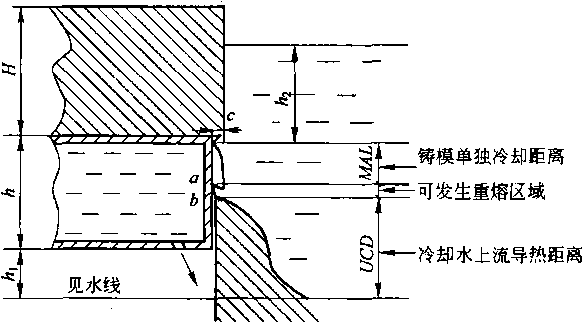
图6-47 热顶铸造时UCD和MAL示意图
由上式可见,UCO与铸锭尺寸和形状无关;当铸造合金的种类确定之后,UCo随铸 造速度、液穴中熔体温度和见水点温度的提高而减小(见图6-48)。
在热顶铸造时,调节UCO对控制铸锭的表面 质量具有重要意义。实践表明:
1)当UCz)M+%时(见图6.47),则铸锭结 晶前沿伸进热顶之内,这种状态会在铸锭表面引起 类似冷隔的、深度为1~2mm的搭接式表面,严重 时还会引起拉裂。
2)当 MAL > 25mm,或者说无 + R - UCD > 25mm时,则表示由铸模单独冷却收缩而形成的凝 壳薄而长,并存在可发生重熔的区域,这种状态会 在铸锭表面引起软熔波纹或偏析浮出物的产生,特 别是在铸锭表面上冷却水较弱的地方或者熔体从热 顶分流盘进入结晶器的地方,严重时甚至会造成铸 锭拉裂和金属泄漏。
3)当无+%-UCD=0~ 15mm时,表示质WO,即铸模单独冷却区和冷却水上流导热 区相连或重叠,铸锭表面质量较好,没有或只有很微弱的偏析瘤和冷隔。
由上可知,控制UCO的大小,特别是控制结晶前沿在铸模中的位置,是热顶铸造时 获得具有良好表面铸锭的重要条件。生产中,往往通过调整铸造速度、铸造温度、冷却水 压、结晶器有效高度、喷水角度或者设立独立的水套改变水湿线的位置等办法来实现对 UCo大小和位置的控制。
(2)其他参数的调控。结晶器有效高度一般以15~50mm为宜。若高度太小,则结晶 凝壳伸进热顶内的倾向性增大,凝固金属与绝热层发生拉拽。为避免这种现象发生,势必 将铸造速度调得很高(在其他条件不变的情况下),以降低UCO值。而这时,由于高度太
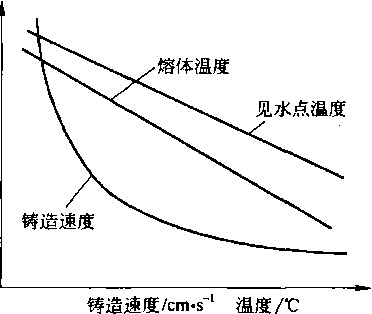
i-48 UCO与铸造速度、液穴中熔体 温度及见水点温度的关系示意图
• 228 ・
铝合金爆铸生产技术问答
小,给开头上底座等生产操作和准备工作带来极大困难。但是结晶器有效高度也不能过 大,否则就失去了热顶铸造的意义。在这种情况下,若要保持热顶铸造的效果,就势必相 应增大UCO值,既要增大水压,还要把铸造速度调得很低,这对提高生产效率显然是不 利的。通常,可按铸锭规格大小确定结晶器有效高度,规格小的,偏下选取,但不要小于 15mm;规格大的,偏上选取,但最好不要超过50mm。
热顶贮槽绝热层内侧突出结晶器的距离C (见图6-47)对铸锭形成搭接式表面和周边 层偏析具有重要影响(见表6-10),应越短越好,一般均在3mm以内。生产中,为了减少 突台对铸锭表面质量的不良作用,一般采用斜面的办法解决,其倾斜角大于45。时有利于 获得良好的铸锭表面。
表6-10 1050合金600mm × 1450mm扁铸锭在铸造速度恒定的情况下, 表面偏析层深度与热帽凸出距离的关系
|
热帽高度"/mm |
70 | |||
|
结晶器高度h/mm |
30 |
25 | ||
|
热帽凸出距离C/mm |
2 |
5 |
15 |
2 |
|
偏析层深度/mm |
0.64 |
0.91 |
0. 99 |
0.63 |
铸造速度对铸锭内部质量的影响规律性与普通铸造的相同。通常热顶铸造时的铸造速 度应比普通铸造时的稍高一些,以保证铸锭表面质量的稳定性。
热顶贮槽内的液面高度是指上自热顶贮槽内液面下至热顶与结晶器交界处的熔体深 度。为了使热顶与结晶器交界处的金属液弯月面保持稳定不变,得到比较光滑的铸锭表 面,贮槽内的液面高度最好保持在50mm以下。如果生产中很难做到这一点,则应该尽可 能使实际采用的液面高度低一些为好。
冷却水压和铸造温度基本上与普通铸造的相同。为了调节UCo的需要,一般配 合铸造速度只需作少许调整。但是应该指出,当冷却水压较低时,有时会形成液流 膜,影响铸锭见水线的位置,从而影响UCo向上延伸的位置,给铸锭表面质量造成 不良的影响。因此在热顶铸造时,应保持冷却水均匀,并有足够的流量和速度,通常 冷却水压最好不要小于0∙06MPa。正如本书第6.20题所指出的,热顶铸造时,各参 数是互相关联制约的,关键是使两个冷却区相连或重叠,因此参数的调控应根据使用 要求来相互搭配,如图6-49所示,如果要求良好的扁铸锭外表面,假定铸造速度定 为80mm/min,则铸造温度就应控制在710CC以下。图6-50所示为直径15Omm的结晶 器热顶铸造6063合金(Mgo.50%, Si 0.44% , Fe 0. 18%)时得到的铸造工艺参数 与铸锭表面质量的关系曲线,曲线C、0、e、尸所包围的区域,是当分别采用 lθθmm/minʌ 15Omm/min、20Omm/min和25Omm/min的铸造速度得到光滑表面铸锭 时,结晶器冷却高度和熔体静压力相互协调的数值。在每种情况下,采用靠近曲线包 围区左边边缘的结晶器高度和静压力的配合值时,就可以得到表面最光滑的铸锭。曲 线G和"是根据铸造速度分别为88mm∕min和127mm/min时的部分数据外推而得到 的。
气幕铸造时工艺参数的调控原则与热顶铸造基本相同:但结晶器有效高度随铸锭规格
第六章铝合金铸造工艺
• 229 ・
750
740
Ooo
3 2 1
7 7 7
P/ ^^≡>
700
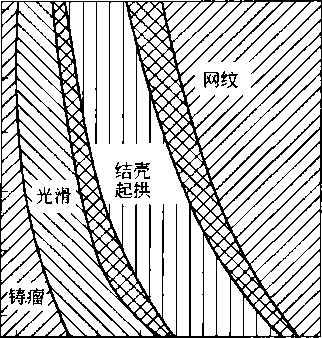
152.4
127.0
.62.84 H 60.5.
0 7 5 2 λ^h
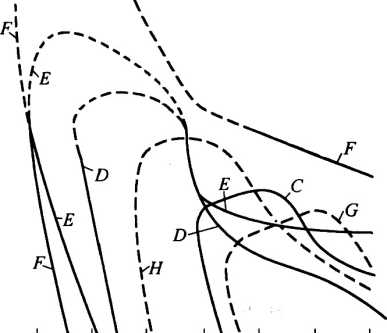
60 70 80 90 100 110 120 130
铸造速度∕mm.min^1
6.3 12.7 19.0 25.4 31.7 38.1 44.4
结晶器水冷高度/mm
图6-49 1050合金热顶铸造扁铸锭表面 形态与铸造速度和铸造温度的关系
图6-50 ¢15Omm 6063合金圆铸锭在不同的铸造速度、 结晶器冷却高度和铝液静压力下对铸锭表面质量的影响
的加大而增大的幅度比热顶模大(见图6-51),而且,空气和油的导入量是两个新的技术 参数,它们与铸锭表面质量及结晶器直径和热帽高度的关系见图6・52叭bo气体压力与铸
TWE∙EE∕ 弱≡≡r
6 5 4 3 2100 ^^ .^^504030
2010
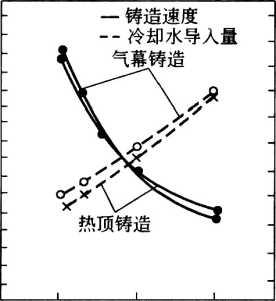
Tq∙εω∕ 順 YI⅛W⅛纪 987654321
EEZ弱W与耻晞端塀
807060
5040302010
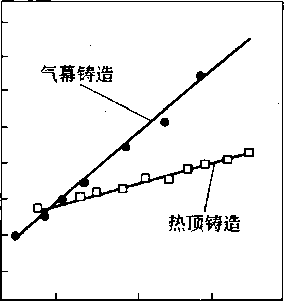
100 200 300 400
结晶器直径/mm
100 200 300 400
结晶器直径/mm
图6-51 6063合金圆铸锭采用气幕铸造和热顶铸造时的工艺参数比较

热顶高度:50mm
000000 4 3 2 l^i⅛^
下 I^^^^
-上限
100
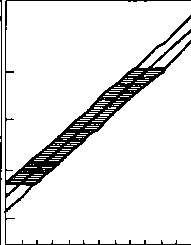
0 5 0 5
152 O 7 I弱複三恭
153
铸锭直径/mm
203 254
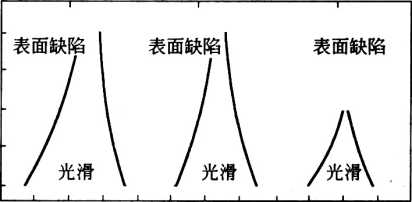
10 30 50 70 90 110130150
12 3 4 5 67 8 9101112
空气导入量(标态)/L,hT 油导入量/mL∙mirΓ]
50
20 40 60 80 30 50 70 90 60 80 100 120 空气导入量(标态)∕L∙h-1
b
图6-52铸锭表面质量与气、油导入量、铸锭规格及热顶高度的关系
a-在热顶高度为50mm时6063合金圆铸锭气幕铸造形成良好铸锭表面的气、油导入量与铸锭规格的关系; 6—不同直径的6063合金圆铸锭获得良好铸锭表面的气、油导入量与热顶高度的关系
• 230 ・
铝合金熔铸生产技术问答
锭表面质量的关系见图6-53。
最后应该指出,不论热顶铸造还是气幕铸造的目的都不单是为了得到表面光滑的铸 锭,当铸造规格较大的铸锭时,矛盾的主要面可能转化为铸锭裂纹,这时工艺参数的调整 就应以调整温度场和均布应力为重点,特别是铸造开头的参数调整,以保证铸造能顺利地 进入平稳状态。图6-54是气幕热顶铸造扁铸锭时的初始铸造条件。
PdZ Klr

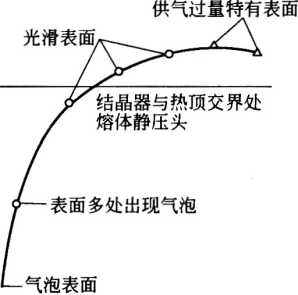
%/齿史算*#円-ɪn
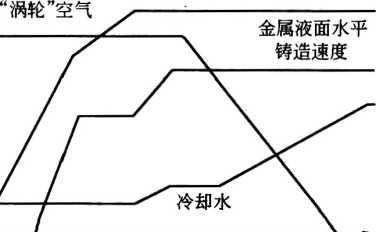
1 2 3
空气流量/L∙min^1
图6-53气压与铸造表面的关系
时间
图6-54 5052合金气幕热顶铸造扁铸锭 时的初始铸造条件
6-37怎样调控电磁铸造时的工艺参数?
电磁铸造时的主要工艺参数有电流频率、液柱高度、铸造温度和铸造速度。
液体区对外部干扰的稳定性随着电流频率的增大而提高,液穴中金属的运动变得比较 有秩序而又不太强烈,而且铸锭表面层晶粒的细化作用和铸锭截面组织的均匀程度更好。 但是,随电流频率增大,电能的消耗也增大,因此,实际采用的标准频率范围约在500 ~ IOooOHZ之间,我国东北轻合金厂自行研制的装置采用250OHZ的频率。
液柱高度过低时,只要冷却强度、液柱高度和铸造速度略有偏差,就会使液体区边缘 部分结晶,破坏铸锭形状或者使金属泄漏,工艺过程变得很不稳定。而当液柱高度过高 时,将增大电能消耗和冷却水的用量,也易使金属泄漏。通常,液柱高度都控制在35 ~ 50mm的范围内。
铸造温度过低时,由于电磁场的搅动使液穴中熔体变冷,将促使体积结晶的发展,导 致铸锭中心部位的力学性能比普通铸锭要稍低一些,而且使形成纵向皱褶的倾向性增大。 提高铸造温度,将促使提高电磁铸锭截面上的致密度、强度和塑性。但铸造温度过高,又 使铸锭形成热裂纹的倾向性增大,并使力学性能有某些降低。通常,铸造温度控制在比普 通铸造高10 ~20"的范围内即可。
铸造速度对铸锭裂纹及组织的影响,与普通铸造的规律相同。但电磁铸造时,提高铸 造速度,可使铸锭成形的稳定性增加。根据国外的资料报道,最适宜的铸造速度通常比普 通铸造速度约高10% ~20%。而根据国内的实践,对某些合金规格的铸锭,保证不致发生 裂纹的实际铸造速度可比普通铸造速度提高约50% ~60%。 ^
第六章铝合金铸造工艺
• 231 •
第四节成分控制
6-38连续铸造工业纯铝锭时应当怎样控制化学成分,为什么?
连续铸造工业纯铝锭时,工业纯铝锭没有形成冷裂纹的倾向,但当铁硅比例控制不当 或者杂质铜含量超标时,会产生各种形式的程度不同的热裂纹(见图6-55、图6.56)。
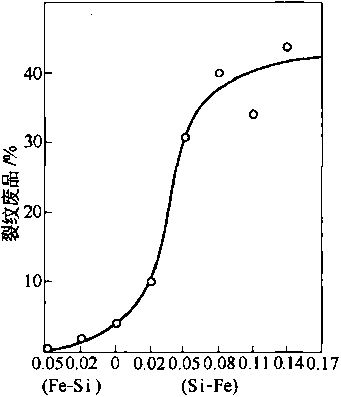
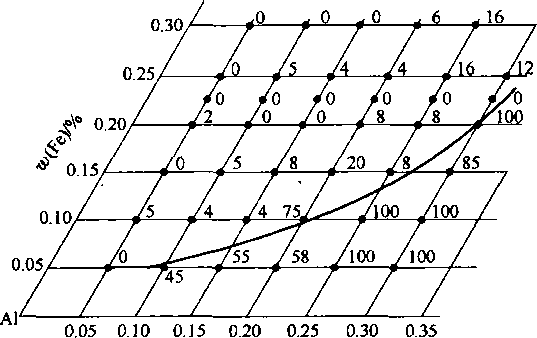
w(Si)∕%
图6-55铁、硅含量对工业纯铝扁 铸锭裂纹倾向性的影响
图6-56 AI-Fe-Si系成分一裂纹倾向图
(图中数字为根据铸造环试验得出的裂纹百分数)
在生产条件下,可按表6-11所示的关系控制工业纯铝的铁硅比例。
表6.U工业纯铝锭铸锭规格与要求的铁、硅比例关系
|
规格 /mm |
直径190mm及 以下圆铸锭 |
直径190mm以上 圆铸锭 |
300mm X 1040mm 扁铸锭 300mm × 1240mm |
|
硅含量/% |
铁-硅/%__^___________ | ||
|
≤O.2O |
0. 03 |
0.05 |
0.06 |
|
0. 20 -0.25 |
0.02 |
0.04 |
0.05 |
|
0. 25 ~0. 30 |
0.01 |
0.03 |
0.03 |
|
0. 30 ~0. 35 |
0.00 |
0. 01 |
0.01 |
|
0. 35 -0.40 |
-0.02 |
0.00 |
0.∞ |
|
0.40~0.45 |
-0.05 |
-0. 02 |
-0.02 |
|
20.45 |
不控制 |
不控制 |
不控制 |
(1)当工业纯铝的品位较高,即合金中的硅含量小于0∙ 35%时,应当控制铁大于硅, 以降低铸锭的热裂纹废品率。因为当纯铝中铁大于硅时,其结晶过程(见图6・57)是在 611七以包晶转变的形式(L + α-α+6)结束的;而在硅大于铁时,合金的结晶过程是在 574. 5七以共晶转变的形式(LTQ+j8 + Si)结束的。两者相比,前者的有效结晶温度区间 缩小了 36∙5K,合金的热脆性降低,因而铸锭产生热裂纹的倾向性也降低。
• 232 ・
铝合金慰铸生产技术问答
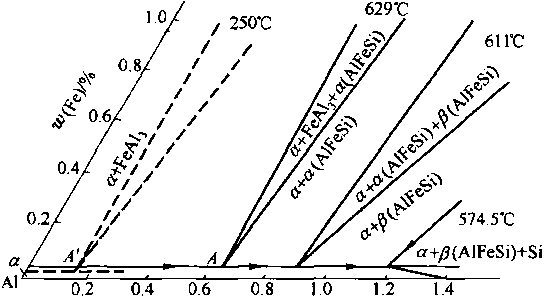
w(Si)∕%
图6-57铝-铁-硅系铝角部分固相面投影图
(2)随工业纯铝品位降低,要求铁大于硅的量变小,当生产1035以下工业纯铝锭时, 基本上可以不必控制铁硅比例。因为随纯铝品位降低,合金中的铁、硅总量增加,不平衡 共晶量增加,合金在脆性区的塑性提高,焊合裂纹的能力增强。同时,不平衡共晶量的增 加,还使合金在结晶过程中树枝晶枝杈开始接触的温度(即线收缩开始温度)降低。所有 这些,都提高了合金抗热裂纹的能力,因而可以放松对铁硅比例的要求。
此外,在生产中还应注意以下两点:
1)在生产1070、1070A、1060等高品位的工业纯铝锭时,若出现硅含量大于铁含量 的情况,而加铁又可能造成纯铝品位降级时,一般也可不调整铁硅比,而采用加入 0.01% ~0∙02%钛的办法来弥补,以提高合金抵抗热裂的能力。
2)钛急剧降低纯铝的导电性,因此,用做导电制品的107OA纯铝锭中不允许加入钛。 为了防止热裂,应格外注意控制铁硅比例。
杂质铜是有可能引起高品位工业纯铝锭产生热裂纹的因素。尽管合金中铜含量很低, 但在连续铸造时,由于冷却速度很高,当铜含量大于0∙05%时,在冷凝过程中会形成不平 衡低熔点共晶物,使热裂纹倾向性大大增加。在GB/T 3190—1996所包含的22个纯铝合 金中只有1035和IloO两个合金的铜含量大于0.05%,但由于允许的铁、硅含量较高,在 现行的工艺条件下,没有发现铜对铸造性能的危害。
6-39连续铸造3 X X X系合金铸锭时应当怎样控制化学成分,为什么?
连续铸造3 X X X系合金铸锭时,化学成分控制重点应放在防止热裂纹和金属化合物 一次晶的形成上。图6-58是根据铸造环试验结果得到的铁、硅含量对含1.25%镣的 3x X X系合金裂纹倾向性的影响图。从该图可见,在铁小于0.2%时,只有硅含量小于 0∙05%的情况下才能消除裂纹;而在铁大于0.2%时,只要铁大于硅,3× X X系合金的裂 纹倾向性就可降低到很小的程度。
在实际的连续铸造条件下,应按下面的要求控制合金成分:
(1)应当控制铁大于硅。最好是铁0∙4% ~0∙6%,硅0.2% ~0∙4%。因为当合金中 硅含量较高,且铁小于硅时,合金将在574CC以共晶反应(L→a + 7 + Si)而结束;而当 铁大于硅时,由于铁与硅和猛优先形成AlFeSi三元化合物和AIFeSiMn四元金属间化合物,
第六章铝合金铸造工艺
• 233 ・
0.30j
IO/0
'10
15 χ∕50
0.25,
4
υ
16 /8 55/,
100
0.20,
1∞ Zoo Zoo Aoo /100/100
0.15,
〃50 /00 人0 厶4 /65 /00
o.ια
/770 /100 / 00 /100 / 00 / 00
0.05,
z/75 /100 / 00 /00 / 00
JK一/謠。恭4。4 4 w(Si)∕%
图6-58铁、硅含量对Al-L 25% Mn合金裂纹倾向性的影响
. (图中数字为根据铸造环试验得出的裂纹百分数)
大大降低了合金中游离硅的数量,并使合金的结晶过程在648K以包晶反应而结束,极大 地缩小了合金的有效结晶区间,使铸锭的热裂倾向性大大降低。此外,适当提高合金中铁 的含量,还能降低镐在铝中的过饱和度,减少様的晶内偏析程度,并对退火板材的晶粒细 化有良好作用。所以,在生产中一般都将3 X X X系合金中的铁控制在0∙ 4% ~0.6%的范 围,并使铁大于硅。但应指出,提高合金中铁硅含量,会降低合金的冲击韧性。因此,对 于必须保持高冲击韧性指标的制品,如3004易拉罐用板材,应该把铁和硅含量朝下限压 缩,一般为铁 0∙35% ~0.45% ,硅 0. 15% ~0.25%。
(2)某些企业在生产3A21半硬状态板材时,由于热处理设备温差大,性能得不到 保证,采取调整铁硅含量的办法来弥补,在内部化学成分控制标准中,将铁、硅含量分 别控制在小于0. 25%和小于0. 20%的范围,使得扁铸锭的铸造裂纹倾向性大大提高。 在生产这种扁铸锭时,应尽量提高铁含量(最好控制在0∙22% ~0.25%以内),同时在 合金中加入0.03% ~0.08%的钛。因为这个合金中硅含量虽然很低(不大于0.20%), 但它仍能与铝、様一起形成熔点仅为574霓的三元共晶,使合金的结晶范围和脆性区急 剧扩大。如果此时合金中的铁小于0.20%,则铁在合金中就很难形成独立的相,而只 能溶解在MnAI6和MrbSizAk中形成(FeMn)A%和 (MnFe)3Si2Al15 ,起不到减少合金中游离硅和低熔 点三元共晶量的作用。所以,为了降低合金的热裂 倾向性应尽量把铁含量控制在技术条件允许的上 限,并添加钛作为辅助。
信是3 X X X合金的主要组元,通过溶解在铝中 和生成化合物起固溶强化和弥散强化作用,在3004 合金板材冲压过程中还能起到固体润滑剂的作用。但 如图6-59铝-镐•铁三元系合金液相面投影图所显示 的,图中4夕曲线为实际铸造条件下出现金属化合物 一次晶的成分线,即成分位于48线右上方的合金都 将生成一次晶金属化合物。由于GB/T 3190-1996所
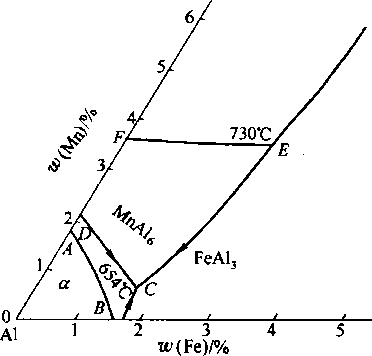
图 6-59
• 234 ・
铝合金熔铸生产技术问答
列6个3 X X X系合金中,除3105合金外,其他5个合金中的铁、住含量都比较高,因 此,在实际连续铸造条件下,必须控制(Fe + Mn)不大于1. 8% ,最好是不大于L6%。 否则,铸锭中很容易形成(FeMn)加6一次晶的粗大偏析聚集物,降低铸锭内部质量和材料 在后续使用过程中的变薄拉伸性能,同时,这些化合物通常还会在铸锭敞露液面靠近结晶 器壁附近生成硬壳,使金属充型能力降低,并导致冷隔等表面缺陷的产生。由于上述原 因,除3105合金外的其他5个3 X X X合金生产时都将猛含量控制在下限,一般在 1.0% ~L05%°
3004、3005和3105合金中的镁在铸造时能产生强烈的成分过冷倾向,使铸锭晶粒细 化;同时,镁还能与硅结合形成Mg2力对合金起强化作用,一般情况下,宜将镁含量控制 在标准的中、上限。但考虑到镁过高时会改变材料表面氧化膜的化学组成和结构,因此 3004合金中的镁宜控制在中限,一般为1.0% ~ 1.10%。
6-40连续铸造4 X X X系合金锭时应当怎样控制化学成分,为什么?
GB/T 3190-1996中包含的4× × ×系合金有5个共晶型合金和5个亚共晶型合金。 从本书3.33题图3-24和ALSi状态图可见,随硅含量增加,合金的结晶温度区间变小,共 晶体增加,流动性提高,线收缩率降低,热脆性小,而且,硅的结晶潜热大(约为同质量 铝的4.65倍),因此具有相当好的充型补缩的能力,使该系合金具有良好的铸造性能。在 成分控制上,主要应该注意下列事项:
(1)在生产共晶型合金时,应将硅含量按中限偏下控制,降低初晶硅生成的倾向性, 同时提高铸锭的压力加工性能;
(2)合金中作为杂质存在的铁,一般应控制不大于0.5%,这一方面是避免生成粗大 S相AbFe-Si金属间化合物,改善铸锭的加工塑性;另一方面,有资料显示,含铁过高时, 对变质处理有不利影响;
(3) 4× X X合金在熔炼铸造时,一般温度较高,因此,对于含镁的合金,其镁的含 量应按中限偏上控制,以弥补熔铸过程中镁的烧损;
(4)在满足技术条件对力学性能要求的前提下,含保和铜的合金,这两个元素的含量 建议按中下限控制,以提高工艺塑性。
6-41连续铸造5)CXX系合金锭时应当怎样控制化学成分,为什么?
生产实际表明,在连续铸锭的正常冷却条件下,含镁量小于4%的5000系合金 (如5A66、5005、5050、5052、5A02、5A03等),其裂纹倾向性较小,而高成分的 5000系合金(如5A05、5A06、5A12、5A13等)的热裂纹倾向性较大,且在铸造过 程中还往往表现出高的拉裂倾向性。此外,这些合金中允许的钛含量较高(一般为 0.05% ~0∙ 15%,高的达0.20%),在控制失当的情况下,也存在形成金属化合物一 次晶的倾向性。
图6.60是合金中铁、硅、鎰含量对含5%Mg的铝合金的裂纹倾向性影响图,该 图表明:第一,裂纹倾向性随铁、硅含量的增加而减小,铁硅比例无明显影响;第 二,在铁硅含量较高的情况下,加入0∙4%的镂(在国家标准规定的合金成分范围 内,绝大多数高镁铝合金均含有该数量的住),可使裂纹倾向性减小。
第六章铝合金铸造工艺
• 235 ・
图6.61 ~图6-63是根据工业生产条件 下对直径 350mm 和 482mm 5A05、5A06 合 金铸锭裂纹情况的工业统计结果而绘制的, 图 6-64 是对 300mm X 1200mm 5A12 合金扁 铸锭裂纹情况的生产实际记载。图6.61~ 图6.63说明,在普通连续铸造的现有条件 下,高镁铝合金圆铸锭产生裂纹的倾向性
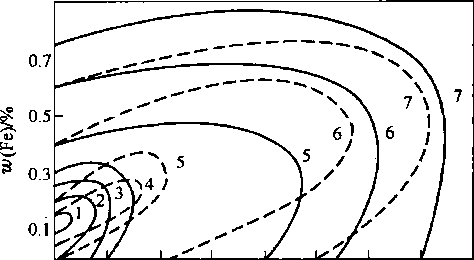
主要取决于熔体中的钠含量,而铁、硅含 量,铁硅比例和住含量没有明显影响。由 图6-64可知,对于5A12合金30Omm X 120Omm扁铸锭,当钠含量在3.5 x 10-% 以上时,不含锌将很容易产生铸造裂纹。
为将高镁铝合金在铸造过程中的裂纹倾 向性和形成一次晶化合物的倾向性降至最低,
0.1 0.2 0.3 0.4 0.5 0.6 0.7
W(Si)/%
-------Al-5%Mg-Fe-Si 合金
-----Al-5%Mg-0.4%Mn-Fe-Si 合金
图6-60铁、硅、信含量对Al-5%Mg合金 裂纹倾向性的影响
(数目为裂纹倾向性级别,1级最大,7级最小)
在实际生产中,应按下述原则控制化学成分
(1)在生产含镁量大于4%的高镁铝合金扁铸锭和规格较大的圆铸锭时,应将杂质钠 含量控制在IoXlO-4%以下,以防止钠脆性。所谓钠脆性,是指合金中混入一定量的金属 钠后,在铸造过程中的裂纹倾向性大大提高的现象。钠脆性是由合金中以单质态存在的游 离钠引起的。因为钠是表面活性元素,熔点低,在液态及固态铝中都不被溶解。当合金凝 固时,游离钠被排斥在生长着的枝晶表面,凝固后分布在枝晶网格边界,削弱了晶间联 系,使合金的高温和低温塑性都急剧降低。
8 7 6 5 4
Ω- Ω- O- ∩- n^
0.3
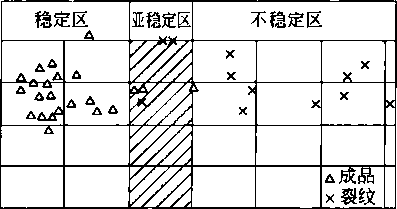
4 3 2 1 O.Ω- ∩^ O-
|
:△△稳定團 |
亚稳定区 |
不稳定 |
凶X X | |||
|
Δ | ||||||
|
X | ||||||
|
π |
X | |||||
|
2 |
× | |||||
|
△成品 X裂纹 | ||||||
0 5
10 15 _ 20 25 30
w(Na) Xl 04/%
5 10 15 20 25 30 35
w(Na) Xl 0^,y%
图6-61 5A05和5A06合金中锦、钠含量对 直径350mm和482mm铸锭裂纹倾向性的影响
图6.62 5A06合金中硅、钠含量对直径350mm 和482mm铸锭裂纹倾向性的影响
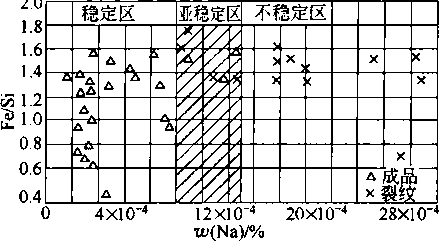
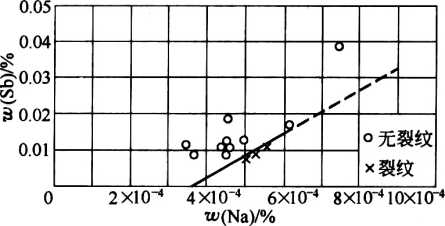
图6-63 5A05、5A06合金中铁硅比和钠含量对 直径350mm和482mm铸锭裂纹倾向性的影响
图6-64 5A12合金中禅和钠含量对30OmmX
1200mm扁铸锭裂纹倾向性的影响
• 236 ・
铝合金熔铸生产技术问答
我国生产的原铝锭中,通常都含有约0∙001% ~0∙ 002%的钠,也含有比钠要多得多的 硅,但在不含镁的铝合金中一般不产生钠脆性。因为这些合金中,•钠不以游离态存在,而总 是以化合态存在于高熔点的三元化合物(NaAlSi)中,不使合金变脆。在含镁量较少的合金 中也没有或很少有钠脆性。因为虽然镁对硅的亲和力比钠大,镁与硅能优先形成Mg2Si,但 合金中的含镁量有限,而硅含量相对过剩,合金中的镁既要固溶一部分于铝中(镁在铝中的 最小溶解度在室温时约为2.3%),又要以1.73: 1的比例与硅化合,因而,镁消耗殆尽,过 剩的硅仍可与钠作用生成(NaAISi)化合物,所以不使合金呈现钠脆性。但是,在高镁铝合 金中,杂质硅被镁全部夺走,使钠只能呈游离态存在,因而显示出很大的钠脆性。而且实验 证明,当钠含量超过IOXIO-4%时,铸锭裂纹废品率大大上升,故应严格控制。
(2)在生产5A12合金300mm X 1200mm扁铸锭时,应将钠含量控制在5. 5 x 10 "%以 下,锦为0∙013% ~0.018%。这是因为在5A12合金中,镁含量高达8. 3% ~9.6% ,在不 加入工艺添加剂的情况下,只要合金中钠含量大于3. 5 X IO"% , 30OmmXI20Omm的扁铸 锭在铸造过程中就很难抑制裂纹的产生。这样低的钠含量在目前生产条件下还很难保证。 因此,国家标准规定在5A12合金中应加入0.004% ~0∙ 05%的锦,以使锌与钠生成高熔点 化合物,提高合金抗裂纹的能力。但是,试验表明,睇的作用是有限的,当锦含量为 0.013%时,只要钠含量大于5. 5 X IO。"%,则裂纹仍将难免,故应对合金中的钠、锦含量 严格控制。为了使钠含量降至最低,在熔炼时,还应禁止使用含钠的熔剂,并采用除钠剂 除钠。通常,氮氯混合气体精炼和二号熔剂精炼均可使钠含量降至3 X 10"%的水平。
(3)高镁铝合金具有高的氧化性,在铸锭表面形成疏松多孔的氧化膜,往往成为裂纹的 起因。为了获得优良的铸锭表面质量,提高铸锭抗裂纹的能力,除国家标准规定加被合金 外,对其他高镁铝合金,最好也加入0∙ 001% ~0.005%的被,特别是在生产大型扁铸锭时。 这里应该指明,应采用铝-被中间合金或皱氟酸钾的形式加皱,而不能采用含钠的被盐。
(4)为了防止含钛一次晶化合物的生成,钛的加入量在一般情况下最好不要超过0.05%。
6-42连续铸造多组元合金锭时为什么经常采取调整铁 硅含量的办法来改变合金对裂纹的敏感性,应当 怎样调控铁硅含量?
大部分多组元变形铝合金在连续铸造时,改变硅含 量,会出现合金对热裂纹较为敏感的区域(见图6-65)。 这个敏感区的位置和大小,同铁含量及其他成分含量有 关。铁、硅含量改变时,合金热脆性之所以发生急剧改 变,主要是共晶量的变化和由此而产生的具有最大热脆 性(3%~5%共晶量)的成分向某方面的移动所引起 的。为了改善合金抵抗热裂纹的能力,应该事先查明这 个敏感区的位置。如果合金位于“硅含量-热脆性"曲 线的上升部分,为了消除热裂纹,则应该降低硅含量, 或者改变合金成分,使复杂共晶量减少。如果合金位于 曲线的下降部分,则应该提高硅含量,或者改变合金成 分,使共晶量增加。但是,由于硅比其他组元在更大程
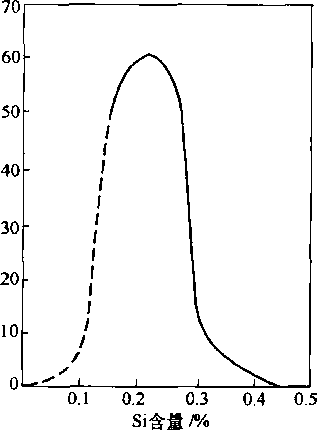
图6-65直径370mm 2A11合金铸锭 裂纹废品率与硅含量的关系 (结晶器高度120mm,铸造速度4.3m∕h)
第六章铝合金铸造工艺
• 237 ・
度上能够改变铝合金的裂纹敏感性,所以通常采取调整铁、硅含量的办法。这样既可达到 改善合金铸造工艺性能的目的,又不会显著改变产品的最终性能。
已经查明,工业纯铝、3x X X合金、不以硅为合金元素的5 X XX合金、镁含量大于 1% 的铝-铜-镁系合金、7 X X X 合金,如 2A02、2A04、2A06、2B12、2A12、7A04、 7A09、2A70等合金为平均成分时,它们位于热脆性曲线的上升部分;而含镁量小于1% 的铝-铜-镁系合金、和镁含量小于0∙5%的铝-铜一镒系合金,如2A01、2A11、2A13、 6A02、2A50等,则位于热脆性曲线的下降部分。因此,为了提高上述合金抵抗形成热裂 纹的能力,属于前者的合金中的硅含量应当尽量控制在下限,并使铁大于硅;而属于后者 的合金中的硅含量应当尽量控制在上限,并使硅大于铁。生产连续铸锭时,这些合金中的 铁硅关系建议按表6-12的要求控制。
表6∙12半连续铸造时铝合金中铁硅含■的控制范围
|
合金牌号 |
铁硅控制范围 | ||
|
Fe∕% |
Si/% ■ |
铁硅关系 | |
|
2A02 |
W0. 30 |
≤0. 30 |
Fe≥Si 0.03~0.06 |
|
2A04 |
≤0. 25 |
≤0. 25 |
FeNSi 0.03 -0.06 |
|
2A06 |
≤0.40 |
≤0.40 |
FemSi 0.03 -0.06 |
|
2B12 |
W0. 45 |
WO. 35 |
FeNSiO.05 |
|
2A12 |
W0.45 |
W0. 35 |
FeNSi 0.05~0.10 |
|
7A04 |
0. 35 ~0.45 |
W0. 25 |
Fe≥Si |
|
7A09 |
0. 35 ~0.45 |
W0. 25 |
Fe≥Si |
|
2A70 |
1.0-1.3 |
Wθ. 30 |
FeMSi |
|
2A01 |
WO. 45 |
≤0. 45 |
SiNFeO.03 ~0. 06 |
|
2 All |
0.3~0.5 , |
0.4~0.6 |
SiNFe |
|
2A13 |
≤0.40 |
≤0.40 |
Si≥Fe 0. 03 ~0.06 |
|
6A02 |
0.2~0.4 |
0. 9 ~ 1. 2 |
SiNFe |
|
2A50 |
WO. 50 |
0. 8~1.1 |
SiNFe |
6-43连续铸造6x X X系合金锭时应当怎样控制化学成分,为什么?
GB/T 3190—1996包含了 15个6000系合金,由于它们都处于"硅含量-热脆性曲线" 的下降部分,因此生产中只要将硅的含量控制在中上限,一般都具有较好的铸造性能。从 图6.66可看出,ALMgzSi直线将Al-Mg-Si三元状态图分成两个派生的合金系,一个是 AI-Mg2Si-Si系,在558七发生共晶反应:I→a +Mg2Si+Si,三元共晶成分是4. 97% Mg + 12. 7% Si + 余量 A1;另一'个是 AI-AI3Mg?-MgzSi 系,在 448工发生共晶反应:L—>α + Al3 Mg2 + Mg2Si,三元共晶成分是34% Mg+0.75%Si+余量A1。因此,从降低铸造裂纹倾向性的角 度出发,应该将成分点控制在硅过剩区,以缩小有效结晶温度区间。
镁和硅是合金的主要成分,其成分的确定,首先应按照图6・67和图6.68所揭示的规 律,保证成品材料力学性能的要求。对于6063型合金一般要求硅过剩0. 06% ~0∙10%,
• 238 ・
铝合金熔铸生产技术问答
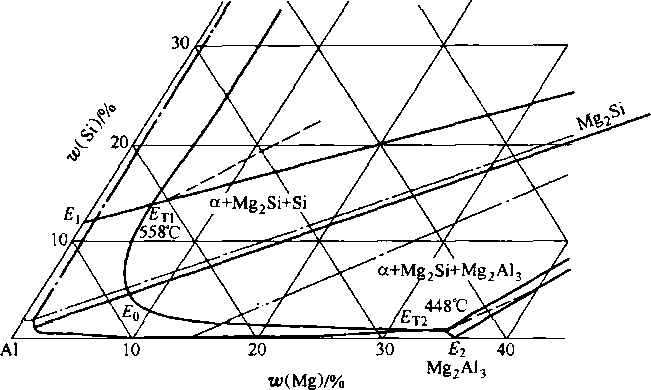
图6-66 ALMg・Si系铝角部分液相面投影图
Al
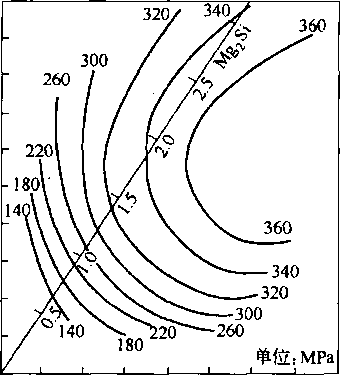
0.2 0.4 0.6 0.8 1.0 1.2 1.4
AI
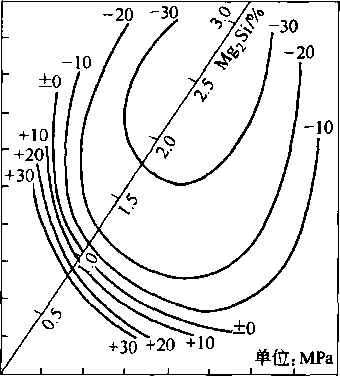
0.2 0.4 0.6 0.8 1.0 1.2 1.4
w(Si)∕%
w(Si)∕%
图6-67 Al-Mg-Si系合金抗拉强度变化规律
图6-68 Al-Mg-Si系合金24h中间停放时间 引起的抗拉强度的减少和增大
以降低挤压力、提高挤压速度(见图6・69)。关于6063合金中过剩硅的概念和过剩硅的最 佳量有两种意见:一种意见认为,过剩硅% =合金中硅含量-MgzSi中硅含量(Mg2*中 镁、硅含量之比为L 73) -0.05% (铝中硅固溶量),最佳过剩硅量应控制在使合金中的 铁含量与过剩硅量之比为2 ~3。这种意见还认为,当这个比例大于3时,结晶产物由α (Al) +Q(F63Si2Al∣2) +FeAl3组成,FeA4是针状硬脆相,显微硬度达960,对合金的力学 性能和压力加工性能不利;而当这个比例小于2时,结晶产物由Q(AI)+S(Fe2Si2Al9) +Si 组成,且结晶要到578工才结束,而Si以块状存在于铝基体中,显微硬度1380,脆性极大, 因此,对压力加工特别是热加工也很不利。只有当这个比例在2 ~3之间时,整个结晶过 程才在611"结束,结晶相组成为α(Al) +α(Fe3Si2Ah2) +j3(Fe2Si2Al9),3相是显微硬度 为578的针状或细条状的金属化合物,其硬度虽比ɑ相(显微硬度330 ~360)大,但比 FeAl3和硅的危害小。由于6063合金中铁含量一般控制在0.2%,所以,过剩硅的最佳量应
第六章铝合金铸造工艺
• 239 ・
为0.06% ~0.10%。另一种意见认为,过剩硅% =合金中硅含量-Mg2Si中硅含量-[(Fe + Mn)%]∕4,过剩硅控制在0.06% ~0∙10%°显 然,这两种过剩硅的定义是不同的,前者的过剩 硅相对于Mg2Si而言,后者的过剩硅是指游离硅C
在 6000 系合 金中,6A02、6B02、6A51、 6061和6070含有0.15% ~0.60%不等的铜,铜的 加入使合金的铸态塑性下降,为了提高铸锭抗裂 纹的能力,在连续铸造这些合金的大规格圆铸锭、 扁铸锭和空心铸锭时,合金中的铜含量应该控制
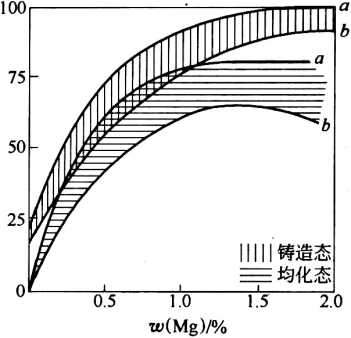
在下限,最好不要超过0.3%。 图6-69过剩硅和过剩镁对不同成分的Al-Mg-Si
生产经验表明,6000系合金中,当杂质铁 合金在铸态和均匀化状态挤压力的影响
含量较高时,虽然能改善合金的铸造性能,但 。一镁过量0∙l%; -3量。3%
会影响阳极氧化后的表面质量,降低合金强化效果(图6-70),还会加快挤压模入口处的 磨损速度。因此,在生产这些合金挤压用铸锭时,即使在生产把铁作为合金成分的6060 和6063A铸锭时,也应该将铁含量控制在0.25%以下,最好是0. 20%以下。合金中的钛 亦应严格控制在0∙l%以下,否则,制品在表面处理时,易出现黑斑。
合金中的毓和倍(尤其是倍)对挤压速度和表面光洁度有不利影响,当含量超过达到 足够韧性所需的含量时,会进一步降低挤压性能,并引起晶粒粗化、•增加淬火敏感性,还 能与硅结合,降低硅的有利作用,因此一般应偏中下限控制。但合金中锌的加入,有利于 G-AlFeSi相转变成Q-AlFeSi相(见图6-71),因此在标准中锌以杂质存在的合金中,往往 也有意将倍含量控制在0∙03% 〜0∙045%的范围内,以在均匀化处理时取得降低处理温度 和处理时间的效果。
当6063型合金材料用于阳极氧化处理时,
为了防止产生"雪花状腐蚀"和"梨皮"
Ooo ^00 04 3210 3 2 1 O 9 8 7 1 1 1 1* H
2 2 2 2 1 1 1
I ^^§ $$^
⅛~^0⅛0^~0⅛~^040 w( Fe)/%
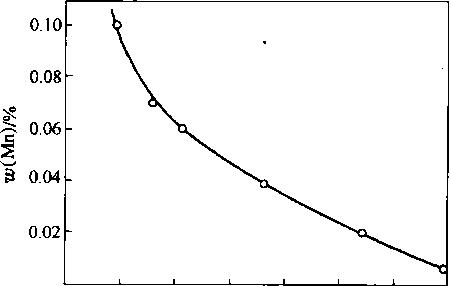
10 20 40 80 160 320 640 1280
555C保持时间/min
图6-70铁含量对不同均匀化条件下 6060合金型材力学性能的影响 均匀化温度:a—580K; 6-550工;
C-520r ; d-Y50七
图6-71 6060合金中毓的添加量对在555工时 F-AlFeSi相转变成a-A!FeSi相所需时间的影响
• 240 ・
铝合金熔铸生产技术问答
表面,杂质锌应控制在不大于0.02%。
当6063型合金材料用于涂漆处理时,为预防"丝状腐蚀",Mg/Si比宜控制在 1. H -1.38之间,且应按下列要求控制合金中的杂质含量"(Cu) ≤0. 03%,w(Mn) ≤0. 03% ,w(Zn) ≤0. 02% , w(Ti) ≤ 0. 02% ,w(Fe) ≤0. 20% ,w(Na) ≤30 X 10^6, w(Li) ≤5 X 10"6o
6∙44连续铸造2 X 火 X系合金锭时应当怎样控制化学成分,为什么?
GB/T 3190—1996标准中包含有37个2 X × X系合金,其中,AI-CiI系3个、Al-Cu-Mn 系 3 个、Al-Cu-Mg 系 3 个、Al-Cu-Mg-Mn 系 20 个、Al-Cu-Mg-Fe-Ni 系 8 个O
由ALCu二元相图可知,3个ALCU系合金(2011、2004、2A20)的成分正处于极限 溶解度附近,结晶温度范围宽(约IoOtC ),凝固收缩率大,而共晶体中9 (CuAl2)相在 熔点附近的塑性也较低,因此,形成热裂纹的倾向性较大。从防止热裂纹的角度出发,在
成分上应该控制:
(1)将铜控制在中上限,但这会造成合金力 学性能和耐蚀性的下降;
(2)控制铁大于硅0.05% ~0.10%,并尽可 能将硅含量降到最低,避免合金中出现低熔点的 a +CuAl2+Si三元共晶体;
(3)根据标准要求,加入0∙05% ~0.15%不 等的钛,以进一步改善合金抗热裂纹的能力(见 图 6-72)。
Al-Cu-Mn系合金成分与裂纹倾向性的关系见
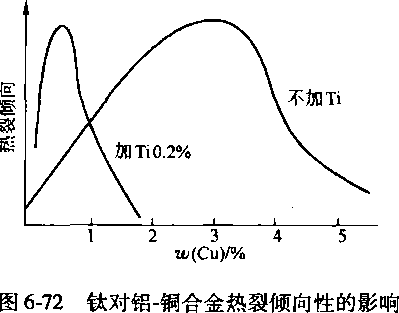
图6-73, 2219、2A16、2B16三个合金中的最低铜含量都大于5.8% ,在成分控制上,只要 将铜含量偏上限选取,同时采取加钛和控制铁大于硅的措施,一般都会得到较好的铸造效 果。
图6.73 ALCu-Mn系成分-裂纹倾向性图 (图中数字为铸造环试验得出的裂纹百分数)
AbCu-Mg系合金成分与裂纹倾向性的关系见图6-74。从成分上看,2117、2A01 ʌ 2A13这三个合金都处于裂纹频发区,具有较大的形成热裂纹的倾向性,由于这三个合金
第六章铝合金铸造工艺
•241 •
都位于"硅含量■热脆性”曲线的下降部分(见6-42题),因此在成分上应控制硅大于铁, 但作为杂质存在的硅,含量太多将对合金的加工工艺和使用性能带来不利影响,故正确地 控制办法应该是在硅不大于0∙ 50%的前提下,使硅大于铁0.03% ~0.06%。
6
F 4
15 16
20.213
13-90 0
36 10
75
尊5?00?9
0010080
80
75
IOO
100
80
• 74
• ▲6
00.
45
75
17
2
O
4
沁3
S(Al2CuMg)
18
/ 必 4.∙27∕¾
35
37
3570.05Mg) 
4 30 5 156
7
w(Cu)∕%
图6-74 Al-Cu-Mg系成分-裂纹倾向性图 (图中数字为铸造环试验得出的裂纹百分数)
Al-Cu-Mg-Mn 系 20 个合金中,2014、2014A、2214v 2A14、2017、2017A、2A5 0、 2B50等8个合金中含有0.5% ~0∙95%不等的硅(平均值),结晶组织中共晶量较多,铸 造性能较好。其余12个合金中,2A11、2B11、2A10、2A17四个合金在平均成分时位于 “硅含量一热脆性"曲线的下降部分,应控制硅大于铁;而包括2A12、2024、2A06、2A04、 2A02在内的其他8个合金位于"硅含量-热脆性"曲线的上升部分,应控制铁大于硅。本 系合金中,2A11和2A12两个合金的成分与裂纹倾向性的关系比较典型,将在6-45题和 6-46题中专门叙述。
Al-Cu-Mg-Fe-Ni系8个合金的成分控制见6-47题的题解。
6-45连续铸造2AU合金锭时应当怎样控制化学成分,为什么?
2A11合金具有较大的形成热裂纹的倾向,其中,对热裂纹影响最大的是杂质硅和铁 的含量。为了提高2A11合金锭连续铸造时的工艺稳定性,消灭或减少裂纹废品,生产现 场有两种完全相反的成分控制方法。一是在合金中铁含量不高的情况下,控制硅大于铁; 二是在铁含量较高的情况下,特别是生产大直径铸锭时,控制铁大于硅,但此时应保持硅 含量不小于0.4% (见表6.13和图6.75),机理不详,估计由于低熔点共晶量变化,导致 热脆性区域发生偏移而致。两种方法中,在采用第二种方法时由于铁生成CthFeAl7相会导 致合金力学性能下降,因此,在炉料中如果加进的废料不多或炉料中含铁量不高时,一般 情况下,应优先采用第一种方法进行控制。实际生产时,建议按表6-14所示的关系控制 合金中的铁、硅含量。
合金中锦的含量对2A11合金形成裂纹的倾向性也有较大影响。成批生产直径36Omm 2A11合金铸锭时发现,采用62mπ√min的速度铸造时,含株较高的合金通常都会产生裂 纹,并发出响声,而含锦较低的2A11合金不裂;当把铸造速度降至55mm∕min,不再发生
• 242- 铝合金爆铸生产技术问答
裂纹。这说明含毓较高的2A11合金倾向于产生冷裂纹。
表6-13铁含■对2A11合金裂纹倾向性的影响
|
Fe∕% |
平均硅含量/% |
铸锭数 |
裂纹数 |
裂纹率/% |
熔次数 |
|
0.4 |
0. 23 |
1106 |
125 |
11.28 |
50 |
|
0.41 ~0.46 |
0.31 |
1528 |
86 |
5. 62 |
65 |
|
0.47~0∙ 52 |
0.31 |
838 |
42 |
5.92 |
37 |
|
0. 53 ~0. 58 |
0. 33 |
269 |
9 |
3. 52 |
12 |
|
NO. 58 |
0. 37 |
109 |
O |
O |
5 |
表6∙14连续铸造不同规格的2AU合金锭时铁、硅含■的控制范围
|
铸锭规格/ mm |
_______________铁硅控制范围 | ||
|
铁/% |
硅/% |
铁硅关系____ | |
|
扁铸锭 |
0. 25 ~0. 35 |
0. 56 -0. 70 |
Si≥Fe |
|
直径192mm及以下圆铸锭 |
≤0.6 |
≤0.7 |
不控制 |
|
直径270 ~482mm圆铸锭 |
0. 30 ~0. 50 |
0.40~0. 60 |
SiNFe |
|
直径63Omm圆铸锭 |
0.51 ~0.65 |
0.40-0.60 |
FeNSi |
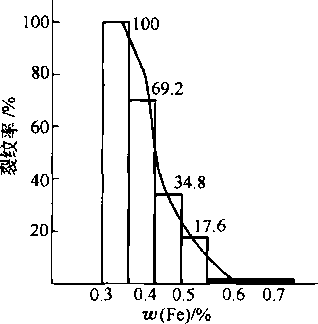
^§^

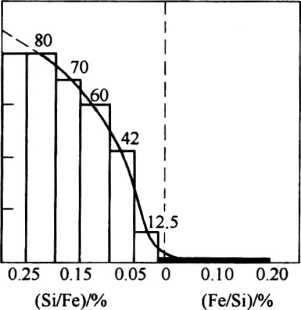
图6-75铁含量和铁硅比对直径63Omm 2A11铸锭裂纹倾向性的影响
生产中还发现,2A11合金中的镁含量低于O 50%时,铸锭形成表面热裂纹的倾向性 增大。
6-46连续铸造2A12合金锭时应当怎样控制化学成分,为什么?
2A12合金对热裂纹的敏感性比2A11合金低,而形成冷裂纹的倾向较大。在生产中发 现,影响该合金裂纹倾向性最大的因素是杂质铁和硅的含量;同时,毓和镁含量也有一定 影响。为了消除铸锭裂纹,在成分上应当控制硅小于0∙35%,并保证铁大于硅0.05% ~ 0.10% O从提高制品的最终塑性和降低裂纹倾向出发,对于重要用途的大直径铸锭,最好 将硅含量控制在0.25%以下,并使铁硅总量不超过0.5% (见图6.76)。
已知具有平均成分的2A12合金处于热脆性曲线的上升部分,合金形成热裂纹的倾向 随硅含量增大而增大。同时,合金中杂质铁和硅的数量愈多;合金的铸态塑性愈低,形成
第六章铝合金铸造工艺
• 243 ・
冷裂纹的倾向也愈大。所以,为了消除2A12合金 锭形成热裂纹和冷裂纹的倾向性,应该尽量降低硅 含量,并保证铁大于硅。
合金中锦和镁的含量应适当控制低一些。因为 随毓含量的提高,合金中铜、镁、硅在铝中的溶解 度降低,易熔共晶数量增加,而锌的化合物又促使 形成新的易熔共晶,所以使合金铸态塑性降低,导 致裂纹废品增加(见表6・15)。而在合金中镁的含 量增加时,则不仅使合金的塑性下降,而且提高了 合金对缺口的敏感性,从而使铸锭产生裂纹的倾向 性增大。一般生产中,都将镁含量按中限偏下控 制,并使铜+镁的总量小于6. 3%,以防止或降低 由于硬脆相体积分数增加而导致的裂纹倾向。
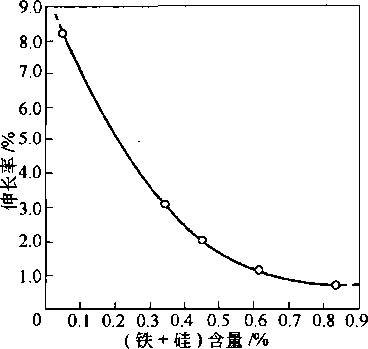
图6-76铁硅总量对直径36Omm 2A12合金铸锭塑性的影响
表6-15锦含■对2A12合金裂纹倾向性的影响
|
铸锭规格/mm |
镣含量/% |
铸造速度/ɪɪwŋ , min -1 |
裂纹情况____ |
|
φ502 |
0. 83 |
23 |
全裂 |
|
0. 741 |
23 |
全裂 | |
|
0.661 |
23 |
未裂 | |
|
φ272 |
才 0. 70 |
62 |
全裂 |
|
0.5 -0. 6 |
62 |
未裂 |
6-47连续铸造铝•铜■镁-铁•鎳系合金锭时应当怎样控制化学成分,为什么?
GB/T 3190-1996标准包含8个本系合金。化学成分对铸造性能的影响具有下列规律 性:
(1)铁、線含量宜控制在标准范围的中下限,否则,会恶化工艺性能,一是在铸造过 程中容易产生FeNiAl9金属化合物一次晶,并可能发展到不允许的程度,使铸锭报废;二
是在铁、锦含量较高时,合金塑性降低,使铸 锭产生裂纹的倾向性增大。
(2)鎳含量、铜含量较高的2A90、2A21 和2218合金由于导热性好,热收缩系数小, 铸造时不倾向于产生热裂纹或冷裂纹。
(3)提高合金中的铜含量和硅含量,并在 合金中加钛,可使合金产生裂纹的倾向性下降 (见图 6-77)。
(4)合金中的锦与合金中的铁生成FeMnAI6 化合物一次晶的倾向性较大。
根据上述规律,实际生产中建议按下述要 求控制化学成分T
(1) 2A90型合金具有较好的铸造性能,
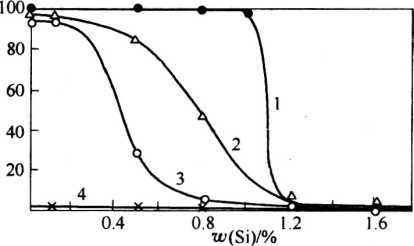
图6-77化学成分对铝-铜-镁-铁-锦系 合金裂纹倾向性的影响
1—Al-2%Cu-l. 6% Mg-I. 3% Ni-L 3% Fe-Si;
2—Al-2. 5% CU-L 6% Mg-I. 3% Ni-I. 3% Fe-Si;
3—Al-3% Cu-I. 6% Mg-1. 3% Ni-I. 3% Fe-Si;
4—在合金1、2、3中加入0.1%Ti
• 244 ・
铝合金熔铸生产技术问答
在生产条件下,只要按指定的工艺操作,铸锭的裂纹废品率实际上可以降为零。
(2) 2A80型合金中含有较多的硅(达0.5% ~ 1.2%)和铜(达1. 9% ~2∙ 5% ),不 平衡易熔共晶量较多,在生产中又通常加入0∙ 03% ~0∙ 08%的钛,所以,合金形成裂纹的 倾向性极微。但该合金形成FeNiAl9金属化合物一次晶的倾向性比2A70型合金大,因此, 铁和镖含量应按下限控制,且应将杂质镁含量控制在OJ%以下。
(3) 2A70型合金,虽然硅含量较低,但合金结晶温度区间较窄,加之合金本身含有 0.02% ~0.1%的钛,因而,形成裂纹的倾向性也很小。当然,由于2A70合金位于热脆性曲 线的上升部分,从提高铸造工艺稳定性出发,将硅含量尽可能控制在较低的水平是合理的。
(4)在连续铸造2A70和2A80合金锭时,通常总是将合金中的铁和線含量控制在下 限(1.0%~L2%),并力求使合金中铁和鎳的含量大体相等。因为在连续铸造的条件下, 当这两个合金中的铁和保含量各大于1∙25%时,铸锭中就有可能产生粗大的FeNiAI9金属 化合物的一次晶体,恶化铸锭的性能。另外,这两个合金的性能在很大程度上取决于铁和 鎳之比,当合金中铁大于像或鎳大于铁时,将会导致合金中出现Cu2FeAL或CibNiAle相, 从而使固溶体贫化,强化相减少,合金的强度和塑性都降低。只有控制铁和鎳的含量相等 时,使它们全部形成FeNiAI9二次相的细小晶体,才有可能使合金具有最佳的性能。
6-48连续铸造7 X X X合金锭时应当怎样控制化学成分,为什么?
GB/T 3190—1996标准18个7 X X X系合金,除了做包铝板之用的7A0.1夕卜,属于Al・
Zn-Mg 系的有 4 个合金(7A05、7003、7005、 7020),其余13个属于AI-Zn-MgKu系合金。
Al-Zn-Mg系合金成分与裂纹倾向性的关 系见图6.78。7A05等4个合金中的平均含镁 量与平均含锌量的和在5. 7% ~ 6. 5%之间, 而平均含锌量在4.5% ~ 5. 7%之间,因此具 有较大的热裂倾向性,但是,这几个合金中 都含有少量的钛和倍,晶粒较细,加之这几 个合金的结晶温度范围都比较窄(约40~ 50七),故实际铸造性能尚可,疏松和热裂倾
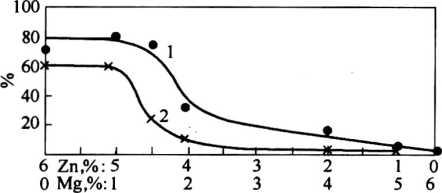
图6-78 . Al-Zn-Mg系合金成分 与裂纹倾向图 1一气焊试验;2—铸造环试验
向均不大。在成分控制上,只要将镁含量按中偏上限选取,而锌含量按中偏下限选取,尽 可能提高镁/锌比,并控制铁大于硅即可。在倍的加入方式上,亦应采取措施(见本书有 关题解),避免粗大含锌金属化合物的产生和因加入方法不当造成实收率降低甚至含量不 达标的现象发生。
Al-Zn-Mg-Cu系合金是目前变形铝合金中强度最高的合金系,由于该系合金具有比较 严重的应力腐蚀倾向性,因此在合金中广泛采用加入铜、猛、倍的办法来改善合金的耐蚀 性,并加入钛、倍改善铸锭和再结晶组织。这样一来,合金成分变得比较复杂,弄清成分 对铸造性能的影响规律,将有助于提高产品质量和生产效率。
生产实际表明,AlZi-Mg-Gi系合金由于结晶温度范围宽、固液区塑性低,具有极大 的形成热裂纹和疏松的倾向性。合金中的许多元素,首先是杂质硅和铁(见图6・79和表 6-16),其次是锦和镁(见图6.80和图6-81)对合金的裂纹倾向性有重要影响。通常,在
100

604020 £翅就症

第六章铝合金铸造工艺
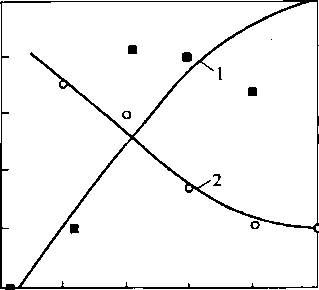

100
80
6040 £翅郞器

•245 •
0.1 0.2 0.3 0.4 0.5
铁、硅含量/%
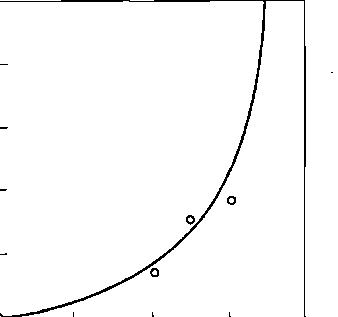
图6-79铁、硅含量对7A04型合金 热裂纹倾向性的影响 I-硅含量;2一铁含量
0.1 0.2 0.3 0.4
w(Mn)∕%
图6X0镂含量对7A04型合金热裂 倾向性的影响
硅含量较低时,提高铁含量,合金的热脆性下降。这是因为铁含量的提高,导致了脆性区 的范围缩小,从而提高了合金抗热裂纹的能力(见图6・82)。镁含量对30OmmXl20Omm 扁铸锭裂纹倾向性的影响十分明显。随镁含量提高,铸锭的裂纹倾向显著下降。这一方面 是提高了镁/锌比,另一方面也可能是镁与硅结合形成Mg2Si化合物抑制了硅的有害作用 的结果。随锦含量降低,合金在固液态的塑性提高(见图6・83),因而热裂倾向性降低。 锌和铜的含量在国家标准允许的范围内变动时对合金的热裂性影响不明显,但根据一些单 位的生产经验,认为将合金中锌和铜的含量控制在中下限对消除裂纹有好处。实践还表 明,为了防止合金中出现金属化合物一次晶,把Fe% +Mn% +3Cr%的含量控制在小于
00908070605040
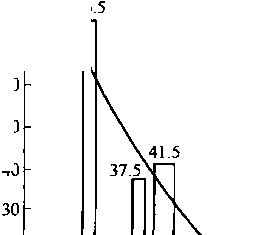
5010
.6.8.0
3.2 2
%、>屮坦
2
20-
10-
1:8
2.3 2.4 2.5 2.6
w(Mg)∕%
16.4
0.4
7.4

0.0
图6*1镁含量对7A04型合金 300mm X 1200mm 扁铸锭 热裂倾向性的影响
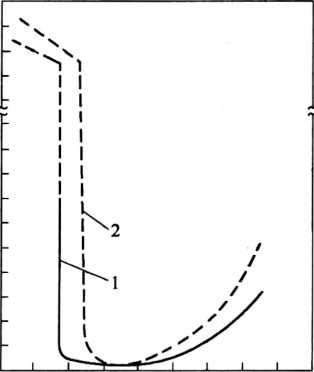
460 500 540 580
温度"C
图6∙82铁含量对7A04合金固液态温度 区间和伸长率的影响
I-合金含0∙ l%Si+0. l%Fe;
2—合金含 0∙ l%Si+0.55% Fe
• 246 ・
铝合金熔铸生产技术问答
L 2%的水平是必需的。
按照产生裂纹的倾向性,Al-Zn-Mg-Cu 系合金实际上也可以分成7A31型(包含 7A10、7A52、7022、7A15、7A33 和 7A19) 和 7A04 型合金(包括 7075、7475、7050、 7A09和7A03等)两大组。其中,7A31型 合金的裂纹倾向性相对较轻,这是因为这些 合金中的合金化元素总量相对较少,镁/锌 比较大,铜含量较低,从而使合金的结晶温 度范围相对窄小,特别是低熔共晶点(固相 点)的温度提高,增强了对裂纹的抵抗力。
根据上述规律,在直接水冷连续铸造
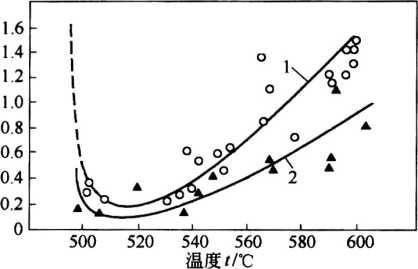
图6*3镣含量对7A04合金固液态温度 区间和伸长率的影响
I-含 Mn 0. 21% ; 2—含 Mn 0. 44%
7A04型合金铸锭时,为了消除铸锭裂纹,在化学成分的控制上可以采取两种办法:一种 是调整对裂纹倾向性最敏感的元素硅和铁的含量,即尽量降低硅含量,提高铁硅比。在铸 造直径小于360mm、360 ~500mm、50Omm以上的圆铸锭时,分别将合金中的硅含量控制 在小于0.2%、小于0.15%和小于0.1%的水平,并使铁大于硅0.05% ~0∙l%;而在铸造 22OmmX 80Omm和30OmmXlIOOmm扁铸锭时,分别控制硅含量小于0. 15%和0. 1% ,并 使铁大于硅0.03%。另一种是综合调整的办法,即在降低硅含量的同时,综合调整其他主 成分,即将镁含量偏上选取,猛含量偏下选取,同时在标准允许的范围内加入一定量的 钛,以提高合金抗裂纹的能力。后一种办法的好处是:有可能提高保证铸锭不裂纹的硅含 量,从而有可能使用品位较低的原铝锭和提高配料中废料的比例,降低生产成本。
表6-16为铁含量对7A04合金铸锭裂纹倾向性的影响。
表6.16铁含■对7A04合金直径392mm铸锭裂纹倾向性的影响
|
化学成分/% |
铸造速度 ∕mm ∙ min^1 |
裂纹情况 | ||||||
|
Zn |
Mg |
Cu |
Mn |
Cr |
Fe |
Si | ||
|
6.00 |
2.40 |
1.73 |
0. 30 |
0. 20 |
0. 24 |
0. 145 |
31 |
裂纹 |
|
6. 35 |
2.45 |
1.75 |
0. 38 |
0. 19 |
0. 30 |
0. 145 |
31 |
裂纹 |
|
6. 35 |
2.45 |
1.75 |
0. 38 |
0. 19 |
0. 35 |
0. 145 |
31 |
裂纹 |
|
6.00 |
2.40 |
1.73 |
0. 30 |
0. 20 |
0.40 |
0. 145 |
31 |
未裂 |
|
6. 35 |
2.45 |
1.75 |
0. 38 |
0. 19 |
0. 40 |
0. 145 |
31 |
未裂 |
第五节连续铸锭工艺
6-49变形铝合金直接水冷半连续铸锭的典型工艺流程是怎样的?
变形铝合金直接水冷半连续铸锭的典型工艺流程如图6-84所示。
6-50铸造前的准备工作包括哪些内容?
铸造前的准备工作包括熔体准备、工具准备和铸造机准备三项工作。
第六章铝合金铸造工艺
• 247 ・
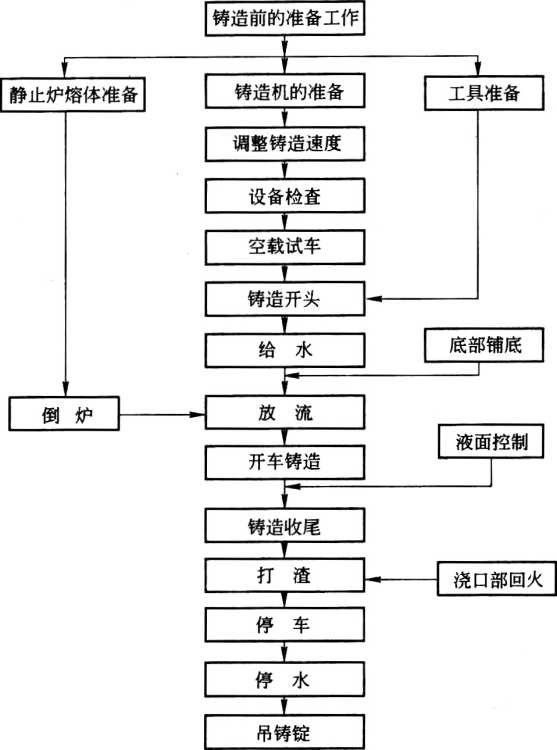
图6*4半连续铸锭工艺流程图
(1)熔体准备。用于铸造的熔体必须符合质量要求,一般的原则是:熔体化学成分符 合工厂内部标准的要求;熔体温度控制在工艺规程规定的范围内;含氢量一般制品应小于 0∙15mL/IoOg铝,重要制品应小于SlmVlOOg铝;含渣量少(在有条件的工厂,对于重 要制品,应采用氧化膜工艺试样法定量或定性地检验熔体中的氧化物含量);变质处理效 果好(有条件的工厂,可采用热试验仪在铸造前对熔体变质处理效果进行现场检验)。将 符合上述要求的熔体准备好后,再按本书第5・28题的要求在指定的时间内进行倒炉。对 于需铺底的铸锭,还要同时检查铺底铝的温度是否合适。
(2)工具准备。按工艺规程的要求备好工具,重点做好转注工具的糊制、预热工作和结 晶器水冷系统的检查工作及工具的装配。其中,在检查结晶器水冷系统时应注意下列问题:
1)按规程要求将水压调至规定值;
2)给水前用压缩空气将水路系统内的一切脏物吹净,保证水孔畅通;
3)结晶槽外表面应保持光滑平直,杜绝卷边、刀痕、碰伤变形和油污、油垢等,防 止水流分岔; ^
4)对于水管式冷却系统,在组装结晶槽和盖板时,应使结晶槽与水管的间隙四周一 致,并保证下层水管的冷却水正好喷在结晶槽下缘稍低一点的水平线上;
5)对于水箱式冷却系统,在组装结晶槽和盖板时,应使盖板下面的挡水板与垂直面
• 248 ・
铝合金熔铸生产技木问答
成45。角,并使挡水板下缘与结晶槽下缘保持在同一水平面或稍低一点的位置,二者的间 隙以15mm为宜;
6)对于圆铸锭组合式结晶器,外套与内套的配合要严密,组合水孔不能有缝隙,否 则,水喷出来会打旋,使冷却强度不均;
7)对于每一种类型的水冷系统(包括芯杆),其连接处必须严密、不漏水;
8)对于每一种类型的结晶器(包括整体式结晶器和芯杆),应保持水路光洁,无水 垢,出水角度符合要求,并保持一致;
9)冷却水应符合技术条件的要求,温度合适,无夹杂物,并应定期清理冷却水过滤 网;
10)铸造空心铸锭时,结晶器与芯子的出水孔应保持在同一水平面上,且芯子要严格 对中。
(3)铸造机的准备。无论液压式还是钢丝绳式铸造机,无论手动还是自控系统,都应 该重点做好下列检查工作:传动(含速度指示)和制动装置及传动件(如钢丝绳或液压 缸等)的磨损情况,导轨及(或)轴瓦间隙和润滑情况,供排水(含水压表)装置及水 位报警装置情况,行程测量和指示装置情况,水箱液压开关装置或运行装置情况。在检查 合格的情况下,空载试车,并将铸造速度调整到规程要求的值,在采用脉冲水和变速铸造 时,亦应首先开机检查确认。
6-51什么叫铺底,什么叫铺假底,其作用是什么?
连续铸造时,在铸造基本金属之前,先在底座上和结晶器内注入纯铝以提高塑性,防 止铸锭产生底部裂纹的工艺操作过程称为铺底。采用基本金属本身或者碎铝片作为铺底材 料进行铺底的工艺操作过程称为铺假底。
采用纯铝铺底时,由于纯铝的塑性好,能有效地进行变形,以减小铸锭底部的拉应 力;同时,纯铝对缺口的敏感性低,有可能避免因应力集中而产生起始裂纹;而且,纯 铝的线收缩系数大,如同在底部给铸锭装了一个金属箍,起到了降低底部基体金属内拉 应力的作用;另外,纯铝对基体金属的冲淡作用使铸锭底部基体金属的塑性提高。所 以,纯铝铺底能有效地防止底部裂纹。通常所有硬合金大型扁锭在连续铸造时都需要事 先铺底。此外,基于同样的道理,铺底也能防止圆铸锭通心裂纹的产生,因此,对于直 径280mm以上的2A12型和7A04型铝合金铸锭均要求采用纯铝铺底。采用纯铝铺底作 业时应该做到:
(1)要保证铺底铝的纯度,其原铝锭品位最好不要低于Al 99. 50;
(2)控制铺底铝铁大于硅;
(3)铺底铝液温度控制在710 ~750t之间;
(4)要保证用量,通常铺底铝端头厚度不得小于20mm;
(5)适时放入基本金属,防止铺底铝和基本金属不能很好熔合,通常以铺底铝四周凝 固20mm时放入金属液为宜;
(6)放入基本金属前,应将铺底铝表面硬壳和底渣彻底打净。
采用基本金属本身作为铺底材料,主要起提高铸锭底部金属质量和加强筋的作用,也 相当于铸造开始时采用锭模铸造,对降低底部拉应力有较好的作用。采用碎铝片铺底可以
第六章铝合金铸造工艺
• 249 ・
使底部的集中收缩变为分散的收缩,因此对分散 和降低底部的铸造应力也有一定的作用。在进行 铺假底操作时,应该比同纯铝铺底的方式,铺底 厚度一般不要小于40mm。
最近,国内某厂引进的一套25t熔铸机组,图6*5带底部加强筋的扁铸锭示意图
在底座上采用了下凹的梯形槽设计,使其在铸锭
底部形成厚实的加强筋(见图6.85),相当于给铸锭铺了假底,再辅以PLC控制的开头时 的慢速铸造和脉冲水冷却,既使硬合金扁铸锭,也不需要用纯铝铺底,但使铸锭底部裂纹 倾向大大降低。
6-52铸造开头时,采用低水平、慢放流、弱冷却的操作法有什么好处?
铸造开头时,采用低水平、慢放流、弱冷却的操作法,可降低铸锭底部形成裂纹的倾 向性,防止铸锭底部漏铝,同时还可防止铸锭悬挂和抱芯子。因此,这种操作法对于保证 铸锭质量、提高成品率、防止事故具有重要意义。实际上,这种铸造方法已成为当今铸造 自动控制技术的一个很重要的组成部分(见图6-28和图.6-54)。但是,人工采用这种操作 方法时,由于供流慢、散温快、熔体温度低,容易造成铸锭底部夹渣,故操作过程中应注 意打渣。
在生产小直径圆铸锭和空心铸锭时,为了防止铸锭底部夹渣,铸造开头时,也有采用 高水平、晚开车、慢放流、低水压方法的,但在操作不熟练的情况下,容易造成铸锭悬挂 和抱芯子。
6∙53什么叫铸锭自身回火,其作用和应用场合是什么,操作时应注意哪些问题?
连续铸造硬合金的大型扁锭或圆锭时,在停止供流之后,待铸锭下降到快要离开结晶 器的下缘时,即停车停水,让铸锭上部温度依靠液穴内残余金属的余热自动加热到350K 以上的操作过程称为自身回火。自身回火的作用是提高铸锭浇口部的塑性,降低应力,同 时使靠近铸锭浇口部的金属层得到加热。由于晶格歪扭回复和加热应力与冷却应力符号相 反这两个原因,使已经产生的应力得到部分消除,从而防止铸锭浇口部产生裂纹。
自身回火的目的是防止铸锭浇口部冷裂纹,所以铸锭是否需要自身回火,则取决于合 金在低温时的塑性大小和铸锭的规格大小,即铸锭内产生应力的大小。对于变形铝合金铸 锭,在冷却过程中一般不存在固态相变应力问题,所以从原则上讲,从防止浇口部裂纹的 角度出发,所有的变形铝合金铸锭都可以进行自身回火。但由于自身回火使铸锭浇口部的 冷却速度降低,最终性能变坏,加之自身回火操作本身又增加了一道工艺手续,一旦操作 不当时反而增大裂纹倾向性,所以,通常除了 2A02、2A12、7A04等少数低温塑性较差的 合金的大型扁锭和圆锭采用浇口部回火处理外,其他合金一般都不采用。
在进行自身回火时,应注意下列问题:
(1)掌握好停水、停车的时间。对于扁铸锭,在停止供流之后,当铸锭上表面达到结 晶槽小面切口的下缘附近时停供小面水,当铸锭继续下降到离结晶器宽面下缘约10 ~ 15mm的地方时,停车并立即停供大面水。对于圆铸锭,当铸锭下降到离结晶器下缘25 ~ 30mm的地方时,停水停车。
• 250 ∙
铝合金熔铸生产技术问答
(2)停水时必须闭严,防止细小水流浇到铸锭上造成不良的后果。
6-54铸锭打印时应注意哪些问题?
铸锭打印对铸锭生产管理、质量管理及安全生产有着重要意义。打印时,应注意做 到:
(1)印记齐全、清晰,排列顺序符合规定。通常每一根铸锭上的印记都应包括合金牌 号、炉号、熔次号、铸锭号。一般应用钢印做记(对于锯切后均火的铸锭可采用沥青做 记)。对于成品合金锭,印记一般应按下列顺序(或按工厂规定的其他顺序)排列:
合金牌号
炉号 熔次号 铸锭号
对于洗炉料、复化料和料头,亦应打上便于区别的符号(各工厂自定)。
(2)成品合金铸锭号的顺序要按工厂规定的排列方法统一排号,不得随意编排。
(3)严格按规定的打印部位和打印时间打印,以防铸锭迸裂而发生人身事故。大型扁 铸锭应在铸锭吊出铸造坑并放置妥当后在铸锭底部打印,以免发生安全事故;其他铸锭可 在吊取前在铸锭浇H■部打印。
6-55软合金扁铸锭的铸造工艺具有什么特点?
软合金指IXXX系、3xxx系、镁含量小于3%的5 X X X系及Mg2Si含量小于1% 的6 X X X合金。软合金扁铸锭是铝合金板带材厂铸造车间生产量最大的品种,其成品率 一般在96% ~98%左右,废品率一般为0.3% ~0∙ 9%。
软合金扁铸锭铸造工艺的主要特点是:
(1)软合金具有较好的铸造性能,因而铸锭较厚,基本上与轧机的最大开口度相适 应;
(2)软合金扁铸锭在锯切上尚存在一定困难,因而铸锭长度较短,并和压延毛料尺寸 相同;
(3)软合金的晶粒度和热裂倾向性对温度比较敏感,形成疏松的倾向性较小,因而铸 造温度不高,一般为690~710t,仅比液相线温度高30~50K,但对于形成一次晶金属 化合物倾向性较大的3 X X X系合金,铸造温度应再提高10 ~20";
(4)软合金具有一定的热裂倾向性,又因为铸造温度不高,熔体较黏,在铸造中形成 拉裂的倾向较大,故铸造速度较慢,一般仅为50~60mm/min;
(5)软合金没有形成冷裂纹的倾向性,故不需铺底、回火。结晶器小面可不开缺口或 只开较小的缺口,底座可以使用平底座,而大小面水也可不要分开控制,故可使用水管式 冷却装置。冷却水压一般可控制在0∙ 08 ~0∙ 15MPa;
(6)软合金形成气态和固态非金属夹杂物的倾向较小,而性能对非金属夹杂物的敏感 性较低,因此,除有特殊要求的制品外(如特薄铝箔),一般在铸造过程中可不需要采取 特殊的熔体净化手段。
6-56在铸造软合金扁铸锭时,在操作上应注意哪些问题?
在铸造软合金扁铸锭时,操作重点应放在铸造前的准备和铸造开头上,主要防止在开
第六章铝合金铸造工艺
• 251 •
始放流时发生冷凝(凝流槽、凝流盘)事故和悬挂、铸锭弯曲、小面漏铝及铸锭表面热裂 纹。
(1)为防止发生冷凝事故,应该做到:
1)流盘、流槽糊制完好,充分预热,特别是铸次间隙期间,应将所有铸造工具用煤 气喷嘴或其他方式加热;
2)每个铸次结束后,应将流盘、流槽内的残余金属彻底清除干净;
3)将铸造温度控制在中上限,增加熔体的流动性,过程中及时送电、停电;
4)如果采用非热顶式的普通铸造,则铸造开始时,不要将流盘完全放下,应待铸锭 中液穴轮廓形成后再放下流盘。
(2)为防止小面漏铝,应该做到:
1)结晶器与底座间隙要用废铝箔或石棉绳等柔性材料塞严;
2)开始放流要慢,水平要低;
3)开头时采取多次开、停车的办法,以降低铸锭出槽时的表面温度,避免突然见水 时产生大的收缩;
4)发现漏铝应立即停车,并降低供流量或暂时停止供流,待正常后继续铸造。应该 指出,漏铝时采用石棉绳或废铝片填堵的办法是不允许的。
(3)为防止悬挂,应该做到:
1)结晶器安装平直,与底座配合良好;
2)结晶器壁不许有任何变形,表面光滑,锥度合适;
3)防止漏铝;
4)发现悬挂,应立即停车,用渣刀或钎子将悬挂处按下去,或用钎子抬起结晶器一 端,当悬挂严重时,可采取慢上车、然后再下降的办法,此时,应控制好液面不要冒槽。
(4)弯曲多因悬挂引起,在发生弯曲后应在铸锭底部翘曲的地方,在底座上用硬物垫 牢。
(5)为防止表面裂纹,应该做到:
D铸造前仔细检查调整水冷系统,使铸锭见水位置合理,水冷均匀,这包括下列工 作:
①结晶器与水管的间隙四周一致;
②水孔畅通,水流不许有分岔;
③下层水管的冷却水正好喷在铸锭出槽的水平线上;
④各出水孔出水角度一致。
2)适当降低液面高度;
3)结晶器锥度小一些,并保证各处一致;
4)在保证流动性的前提下,可适当降低铸造温度。
(6)在铸造过程中,还应防止表面夹渣,其操作要点是:
D漏斗放入液穴的深度以液面掩没漏斗口,不发生激烈翻滚,保证氧化膜不破坏为 宜;
2)水平稳定; ,
3)及时打渣。
・252・
铝合金爆铸生产技术问答
6-57试举例说明软合金扁铸锭常用规格的铸造制度?
软合金扁铸锭常用规格的铸造制度如表6-17所示。
表6∙17软合金扁铸锭的铸造工艺制度
|
铸锭规格/mm X mm |
合金 |
铸造温度/P |
铸造速度/m∙h" |
冷却水压/MPa |
|
275 ×1040 275 ×1240 |
工业纯铝 |
690 ~710 |
3.3 ~3. 6 |
0. 08 ~0. 15 |
|
3A21M |
710-720 |
3∙0~3.3 |
0. 08 -0. 15 | |
|
3A21Y2 |
690 ~710 |
2.4~2.7 |
0. 08-0. 15 | |
|
6AQ2 |
690-710 |
3.3~3.6 |
0. 08 -0. 15 | |
|
5A66 |
690 ~710 |
3.3~3∙6 |
0. 08 -0. 15 | |
|
300 ×1240 300 ×1540 |
工业纯铝 |
690 ~705 |
3.3~3.6 |
0. 15 -0. 25 |
|
3A21M |
720 ~730 |
3.3 -3.6 |
0. 15 -0. 25 | |
|
3A21Y2 |
695 -710 |
3.0~3.3 |
0. 15 ~0.25 | |
|
6A02 |
695 ~710 |
3.3 -3. 6 |
0. 15 ~0. 25 | |
|
5A02 |
690 - 705 |
3.3~3.6 |
0. 15 ~0. 25 |
注:1.普通铸造时,结晶器有效高度80 ~ 120mm;
2.铸锭底部不铺底;
3.浇口部不回火。
6∙58高镁铝合金扁铸锭的铸造工艺具有什么特点,并举例说明其常用规格的铸造制度?
含镁量大于4%的高镁铝合金扁铸锭是铸造车间的一个主要品种,其成品率一般在 94% ~96%之间,废品率一般为2% ~4%。
高镁铝合金扁铸锭的铸造工艺特点是受其铸造性能支配的,高镁铝合金的铸造性能主 要是:
(1)较易形成热裂纹的倾向性。这是由于合金的钠脆性和高氧化性引起的。前者使合 金的高温强度降低,后者使铸锭表面形成疏松的氧化膜(氧化镁的体积为金属镁体积的 58%),表面上的显微裂纹是应力集中的场所,在冷却不够均匀的情况下就会出现热裂纹。
(2)较易形成表面拉痕和拉裂的倾向性。这是由于合金易氧化,表面氧化膜强度低, 易粘着所引起的。
(3)合金熔体黏性较大,流动性较差,存在一定的形成冷隔的倾向性。
(4)合金的低温塑性较好,但对缺口的敏感性高,具有形成冷裂纹的倾向性。
高镁铝合金的上述铸造性能决定了高镁铝合金扁铸锭的下列铸造工艺特点:
(1)铸锭规格不受铸造性能限制,可完全适应轧制车间要求。目前,工厂生产的主要 规格有:200mm × 1400mm, 300mm × 1200mm, 3 0OmmXI5 0Omm 等。
(2)铸造温度690~710cC,比液相线温度高50~70tt。
(3)为防止铸锭表面热裂纹,铸造速度通常控制在70~75mm∕min,小面水量较小, —般为 0∙ 04 〜0.06MPa。’
(4)为防止底部裂纹,采用表面呈光滑凹面的底座,铸造开头时铺底。
第六章铝合金铸造工艺
• 253 ・
(5)为防止侧面裂纹,采用小面带切口的结晶器和大、小面水分开控制的水箱式盖 板。大面水压0.08~0. 15MPa°
(6)浇口部可自身回火,也可不自身回火。但是为把握起见,建议含镁量大于8%的 5A12、5A13合金应回火,其他合金可不回火。
(7)严禁使用含钠熔剂覆盖和精炼。
(8)熔体中加入约0.001 % ~0∙005%的被。
(9)操作重点应放在防止表面热裂纹和表面夹渣上。
高镁铝合金扁铸锭主要规格的铸造工艺制度见表6・18。
表6.18高镁铝合金扁铸锭的铸造工艺制度
|
铸锭规格_" /mɪn X mm |
合金 |
铸造温度 /P |
铸造速度 /m ∙ h~1 |
大面水压 /MPa |
小面水压 /MPa |
|
2∞×14∞ |
5A03、5A05、 5A06、5B05、 5B06、5019 |
690 - 710 |
4. 2-4. 5 |
0.08~0. 15 |
0.04-0.06 |
|
300 × 12∞ |
5A06、5A12 |
7∞~710 |
0. 1 ~0. 15 | ||
|
300 X 15∞ |
5A03、5A05、~ 5A06、5B05 |
690 - 705 |
0. 12~0.2 |
注:1.结晶器有效高度130 ~ 150mm;
2.铸锭底部一律铺底;
3.除5A12和5A13合金浇口部回火外,其他可不回火。
6-59 2AU和2A12合金扁铸锭在铸造工艺上具有什么特点,并举例说明其常用规格的铸 造制度?
在正常生产条件下,2A11和2A12合金扁铸锭的成品率一般在97%左右,而废品率分 别为 1% ~2∙5%和0.5% ~1%。
2A11合金具有较高的形成表面热裂纹的倾向性,而低温塑性较好,形成冷裂纹的倾 向性较小。其铸造工艺特点与高镁铝合金扁铸锭大体相同,但由于含镁量较低,合金不显 示钠脆性。
2A12合金形成热裂纹的倾向性较小,而形成冷裂纹的倾向性较大,因此,该合金扁 铸锭在铸造工艺上具有下述特点:
(1)铸锭宽厚比受到限制,目前最大为7。生产的规格主要有20OmmXI400mm、 255mm × 1500mm ʌ 30OmmX ]500mm 等 O
(2)铸造速度较高,宽厚比为7的20OmmXI40Omm扁铸锭铸造速度达110 ~115mm∕ min,而 255mm X 1500mm 和 300mm × 1500mm 规格者也达 IOO ~ 105mm∕mino
(3)铸锭浇口部必须采用自身回火处理。
(4)铸锭大面水压为0∙08~0. 15MPa,而小面水压较高镁铝合金和2A11合金扁铸锭 为高,通常达0∙06 ~ 0.08MPa。
(5)其他与2A11合金同规格扁铸锭相同。但在操作上,注意防止冷裂纹。
本组合金主要规格的铸造工艺制度见表6-19o
• 254 ・
铝合金熔铸生产技术问答
表6-19 2A11和2A12合金铸锭的铸造工艺制度
|
合金 |
铸锭规格 /ɪnm X mm |
铸造速度 /m ∙ h -1 |
铸造温度 /r |
大面水压 /MPa |
小面水压 /MPa |
|
2A06 |
2∞×14∞ |
6. 6-6. 9 |
0. 08-0. 15 |
0.05 ~0. 07 | |
|
2A12 |
3∞ × 1500 |
6.0~6∙3 |
0. 12 -0. 20 |
0.06~0. 08 | |
|
2A11 |
200×14∞ |
4.2 -4. 5 |
690 ~710 |
0.08-0.15 |
0.05 ~0.07 |
|
2A16 |
300 × 15∞ |
4.5 ~4.8 |
0. 12 -0. 20 |
0.06-0.08 | |
|
2A17 |
2∞×14∞ |
5.4~5.7 |
0. 08 -0. 15 |
0.05 -0.07 |
注:1.结晶器有效高度130 ~ 140mm;
2. 一律采用纯铝铺底;
3. 2A06、2A12浇口部自身回火;2A11、2A16、2A17合金不回火,待浇口部凉透后再停水。
6-60 2A14和2A70合金扁铸锭在铸造工艺上具有什么特点,并举例说明其常用规格的铸 造制度?
这类合金以前称做锻造铝合金,在合金成分控制得当的情况下,具有较好的铸造性 能,其扁铸锭铸造特点与2A11相似。其扁铸锭铸造工艺制度见表6-20。
表6・20 2A14和2A70合金扁铸锭铸造工艺制度
|
合金 |
-铸锭规格 ∕mm X mm |
铸造速度 /m ∙ h^1 |
铸造温度 /P |
大面水压 /MPa |
小面水压 /MPa |
|
2A50、2B50、 2A70、2A80、 2A14 |
200 X 1400 |
4.2~4.5 |
690 ~710 |
0.08 ~0. 15 |
0.05 ~0∙07 |
|
255 X1500 |
3.6~3.9 | ||||
|
300 X1200 |
3.3 ~3. 6 | ||||
|
3∞ X 15∞ |
4.5 ~4. 8 |
0. 12 -0.20 |
0.06~0. 08 |
注:1.结晶器有效高度130 ~ 140mm;
2. 一律采用纯铝铺底;
3.浇口部不回火。
6∙61 7A04合金扁铸锭在铸造工艺上具有什么特点,并举例说明其常用规格的铸造制度?
7A04合金是扁铸锭中产量较大而成品率较低的一个重要品种,成品率约90% ~92%, 废品率约为3. 5% ~7%。
7A04合金具有较宽的结晶温度区间,高温低温塑性都比较差,因而形成热裂和冷裂的 倾向性都很大,也易产生表面疏松等缺陷。7A04合金扁铸锭在铸造工艺上的主要特点是:
(1)规格上具有较小的宽厚比,目前普遍采用的规格是30OmmXI200mm。
(2)铸造温度低,仅680 ~695K ,比液相线温度约高40~50K。
(3)铸造速度低,仅55mm∕min左右。
(4)浇口部必须自身回火。
(5)底部必须铺底。
(6)采用具有光滑凹面的底座和小面带切口的结晶器,但缺口的长度比硬铝型结晶器 的要长,而缺口的高度较矮。
(7)采用大小面水分开供给的水箱式盖板,大面水压Q 8 ~ 1.2MPa,小面水压0. 3 -0.5MPao
第六章铝合金铸造工艺
• 255 ・
(8)操作重点是防止夹渣、成层和表面热裂纹。
7A04合金扁铸锭典型的铸造工艺制度见表6-21。
表6-21 7A04合金扁铸锭铸造工艺制度
|
合金 |
铸锭规格/ mm X mm |
铸造速度/m∙h" |
铸造温度/p |
大面水压/MPa |
小面水压/MPa |
|
7A04、7A09、 7A10 |
300 X 12∞ |
3.0~3.3 |
680 ~695 |
0. 08 ~0. 12 |
0.03 ~0. 05 |
注:1.结晶器有效高度130 ~ 150mm;
2.纯铝铺底;
3.浇口部自身回火。
6-62小直径圆铸锭在铸造工艺上有什么特点,并举例说明其常用规格的铸造制度?
直径25OmnI及以下的小直径圆铸锭形成热裂纹和冷裂纹的倾向性均较小。由于铸锭 冷却强度较大,过渡带绝对尺寸较小,因而形成疏松的倾向性也较小。这使它在铸造工艺 上具有以下特点:
(1)铸造速度普遍较快;
(2)铸造温度较低,通常控制在715~730cC之间;
(3)水压通常控制在0.5 ~0)IOMPa;
(4)使用带燕尾槽的底座铸造;
(5)操作重点应放在防止铸锭浇口部和底部夹渣上;
(6)无需铺底回火;
(7)对用于锻件及其他特殊制品的铸锭,操作上应重点防止氧化膜。
小直径圆铸锭主要规格的铸造工艺制度见表6-22 o
表6.22小直径圆铸锭的铸造工艺制度
|
铸锭直径 ∕mm |
合 金 |
铸造速度 /mɪn . min~1 |
铸造温度 /cC |
冷却水压 /MPa |
|
81 ~145 |
7A04 |
90~110 |
715 ~730 |
0.04 ~0. 08 |
|
5A05∖5B05 — |
1∞ ~ 120 |
0.05 ~0. 1 | ||
|
2A70、2A80 — |
725 ~735 | |||
|
5A06∖5A12 — |
105 ~ 130 |
-715 ~735 | ||
|
2A01、2A10、6063 |
110 ~130 |
715 ~725 | ||
|
2A50、2A14、5 A02、5 A03、3 A21、6A02 ~ |
715 -730 | |||
|
2A11 |
110-140 |
715 ~725 | ||
|
2A06、2A12、2A16 — |
110-160 |
720 ~730 | ||
|
1060、IIO0、8A06、1070、1050、1035 ~~ |
130 ~180 |
715 -730 | ||
|
162 |
7A04、7A09、7AI0 — |
8O~85 |
715 ~730 |
0. 04 ~0. 08 |
|
5A06、5A12、5A13、5A14、2A02 — |
0.05 -0. 10 | |||
|
5A05、5B05、5056、5A02、2A13 — | ||||
|
2A70、2A80 |
85 ~90 |
-725 ~735 | ||
|
IA85、IA90、IA93、1A97、4AOl__________ |
90-95 |
700 ~720 | ||
|
2A01、2 A04、2A10、6A02、6063 — |
715 ~730 | |||
|
5 A03、2 A06、2B11、2B12、2A11、2A12、 2A50、2B50、2A14___________________ |
95-100 | |||
|
1070A J060 JO35、1 A30、IloO、3A21 |
115 ~120 |
• 256- 铝合金熔铸生产技术问答
续表6-22
|
铸锭直径 ∕mm |
合 金 |
铸造速度 ∕mm ∙ min -1 |
铸造温度 /r |
冷却水压 /MPa |
|
192 |
7A04、7A09、7A10、7A19 ~ |
70~75 |
715 ~730 |
0.04~0. 08 |
|
5A05、5B05、5056、5A06、5A12、5A13、 5B06、2A01、2A02、2A13 |
0.05 ~0. 10 | |||
|
IA85、IA9O、1A93、1A97 — |
80~85 |
700 ~720 | ||
|
5A02、5A03、3A21、6A02、6063、4A01、 2A50、2B50、2A70、2A80、2A14、2A04、 2A06、2B11、2A10、2Al 1、2B12、2A12、 2A16s2A17 |
715 ~730 | |||
|
1070、1060、1050、1100、8A06、1200 |
115 ~120 | |||
|
242 |
5A06.5A12 |
50~55 |
715 ~730 |
0.05 ~0. 10 |
|
7A04、7A09、7A10 |
55 ~60 |
0. 04 ~0. 08 | ||
|
2A06、2A12、2A16、2A17 |
60~65 |
720 ~730 |
0.05 ~0. 10 | |
|
5A05、5B05、5056 |
65 ~70 |
715 ~730 | ||
|
3A21、6A02、6063、2All、2A50、2A14 |
70~75 | |||
|
2A01、2A10 |
715 ~725 |
0. 05 ~0.08 | ||
|
2A70s2A80 |
725 ~735 |
0.05 ~0. 10 | ||
|
5A02、5A03 |
80~85° |
715 ~730 | ||
|
1070 J060 J050 JlOO J2∞、8A06 |
95 ~ 100 |
fe: 1.普通铸造时,直径16Omm及以下结晶器高度IOO ~ 120mm,有效高度60~80mm;直径大于16Omm、小于
270mm的结晶器高度150mm,有效高度90 ~ 120mm;
2.铸锭底部一律不铺底;
3.浇口部一律不回火。
6∙63大直径圆铸锭在铸造工艺上有什么特点,并举例说明其常用规格的铸造制度?
大直径圆铸锭的铸造工艺具有以下特点:
(1)软合金铸锭的最大直径原则上不受什么限制,在现行工艺条件下,可以顺利铸造 出直径大于Im的圆铸锭。但硬合金圆铸锭直径受到裂纹倾向性的限制,我国到目前为止, 有记录的最大直径为840mm,更大直径的铸造在工艺上会遇到很多困难。
(2)铸造速度较慢,以降低裂纹倾向性和提高铸锭质量。
(3)铸造温度较高,以降低形成疏松的倾向性和减少冷隔,同时降低一些合金化元素 生成金属化合物一次晶的几率。
(4)软合金铸锭冷却水压比相同合金小直径铸锭大,达0.08~0∙15MPa,无需铺底回 火(因为合金没有形成冷裂纹的倾向性);反之,硬合金大直径圆铸锭冷却水压比相同合 金小直径铸锭小,一般为0∙04 〜0∙06MPa,铸锭底部均需铺底。浇口部除铸态低温塑性较 好的合金,如5A05、2A11、2A70、2A50等合金外,一般都需自身回火。
(5)可以使用不带燕尾槽的底座铸造。
(6)操作重点应放在防止成层、裂纹、羽毛晶、疏松及光晶和化合物偏析上。
(7)对用于锻件及其他特殊制品的铸锭,操作上应重点防止氧化膜。
大直径圆铸锭的铸造工艺制度见表6.23。
第六章铝合金铸造工艺
• 257 ・
表6.23大直径圆铸锭的铸造工艺制度
|
铸锭直径 ∕mm |
合 金 |
铸造速度 ∕mm . min^* |
铸造温度 /r |
冷却水压 /MPa |
铺底否 |
回火否 |
|
280 |
7A04a7A09 JAlO |
35 ~40 |
715 ~730 |
0.03 -0.06 |
+ |
+ |
|
5A06、5A12、5A13、5A14、 |
40-45 |
0.04-0.06 |
+ |
+ | ||
|
2A02、2A04、2A06 |
50~55 |
0.05~0.10 |
+ |
+ | ||
|
2A12、2B12 |
55~60 |
720 ~730 |
+ |
+ | ||
|
2A13、6A02、6063 |
715 -730 |
- |
一 | |||
|
2A16∖2A17 |
60~65 |
+ |
+ | |||
|
2B11 |
- |
- | ||||
|
5A05、5B05、5056、3A21 |
0.08~0.15 |
- |
- | |||
|
IA85、IA90、IA93JA97 |
7∞~720 |
- |
- | |||
|
2A50、2B50、2A70、2A80、 2A14λ2A11 |
725 - 740 |
0.05 ~0.10 |
- |
- | ||
|
5A03 |
70-75 |
715 ~730 |
0.08-0.15 |
- |
- | |
|
5A02、1070、1060、1050、 IIo0、8A06、1200 |
80~85 |
- |
- | |||
|
360 |
7A04JA09 JA10x7A19 |
25~30 |
740-750 |
0.03 ~0.06 |
+ |
+ |
|
2B12,2A12 |
3O~35 |
725 ~740 |
0.05~0.10 |
+ |
+ | |
|
2A04、2A06、2A16、2A17 |
35 ~40 |
715 ~730 |
+ |
+ | ||
|
2A02、5A06、5A12、5A13、 5A14 |
0.04-0.06 |
+ |
+ | |||
|
5A05、5BO5、5056 |
40~45 |
0∙04~0.08 |
+ |
- | ||
|
2A70x2A80 |
740 ~750 |
0.05 ~0.10 |
+ |
- | ||
|
2A01、2A13、6A02、6063 |
50~55 |
715 ~730 |
+ |
- | ||
|
2A50、2B50、2A14 |
725 ~740 |
+ |
- | |||
|
2B11.2A11 |
55~60 |
720 ~730 |
+ |
- | ||
|
IA85、IA90、IA93、1A97 |
7∞~720 |
0.08 -0.15 |
- |
- | ||
|
1070、1060、1050、1035、 Ilo0、5A02、3A21 |
715 ~730 |
- |
- | |||
|
5A03 |
60~65 |
+ |
- |
• 258 ・
铝合金接铸生产技术问答
续表6・23
|
铸钱直径 ∕mm |
合 金 |
铸造速度 ∕mm . min~, |
铸造温度 /P |
冷却水压 /MPa |
铺底否 |
回火否 |
|
做 |
7A04、7A09、7A10、7A19 |
15 ~20 |
740 ~750 |
0.03 ~0.06 |
+ |
+ |
|
5A06、5A12、5A13、5A14、 |
20~25 |
715 ~730 |
0.04~0.06 |
+ |
+ | |
|
2A02 |
20~25 |
715 ~730 |
0.04-0.06 |
+ |
+ | |
|
2A16λ2A17 |
0. 05 ~0. 10 |
+ |
+ | |||
|
2A12x2B12 |
725 ~740 |
+ |
+ | |||
|
2A70、2A80 |
740 ~750 |
+ |
- | |||
|
5A05、5BO5、5056 |
715 ~73O |
0.04~0.08 |
+ |
- | ||
|
2B11、2A10、6A02、6063 |
25 ~30 |
0.05 ~0. 10 |
+ |
- | ||
|
2All .2A50、2B50、2A14 |
725 ~740 |
+ |
- | |||
|
5AO3 |
35 ~40 |
715 ~730 |
0.08-0. 15 |
+ |
- | |
|
5A02、3A21 |
45~50 |
- |
- | |||
|
1070、1060、1050、1145、 1035、IA30、IIo0、8A06 |
50~55 |
- |
- | |||
|
630 |
7A04 |
15 ~16 |
740-750 |
0.03 -0.05 |
+ |
+ |
|
2A06、2A12、2A16 |
18~20 |
730 ~740 |
0.04~0∙ 08 |
+ |
+ | |
|
2A70、2A80 |
20~22 |
740 ~755 |
0.04-0.06 |
+ |
+ | |
|
2A50,2A14 |
725 ~735 |
+ |
- | |||
|
2A11 |
0.04~0.08 |
+ |
- | |||
|
6A02 |
740-750 |
0.04-0.06 |
+ |
- | ||
|
5A06.5A12 |
20~25 |
715 ~730 |
+ |
+ | ||
|
5A05、5B05、5056 |
+ |
- | ||||
|
5A02.5A03 |
25 ~30 |
0.04-0.08 |
+ |
- | ||
|
1070、1060、1050、1035、 Uo0、8A06、3A21 |
30~35 |
725 ~735 |
- |
- | ||
|
775 |
7A04 |
13-15 |
740 ~750 |
0.03 ~0.05 |
+ |
+ |
|
2A06、2A12、2A16 |
730 ~740 |
0.04-0.08 |
+ |
+ | ||
|
2 All |
15~16 |
725 ~735 |
+ |
- | ||
|
2A70、2A80 |
16~18 |
740 ~755 |
0.04-0.06 |
+ |
+ | |
|
2A50、2A14 |
725 ~735 |
+ . |
- | |||
|
6A02 |
740 ~750 |
+ |
- | |||
|
5A06λ5A12 |
16~20 |
715 ~730 |
+ |
+ | ||
|
5A05、5B05 |
+ |
-. | ||||
|
5A02、5A03 |
20~25 |
0.04-0.08 |
+ |
- | ||
|
1070、1060、1050、1035、 Ilo0、8A06、3A21 |
25 ~30 |
725 ~735 |
-. |
- |
注:"+”为是;"-”为否。
第六章铝合金铸造工艺
•259,
6-64空心圆铸锭在铸造工艺上有哪些特点,并举例说明其常用规格的铸造制度?
采用普通半连续铸造方法时,与相同外径的实心圆铸锭比较,空心圆铸锭在铸造工艺 上具有以下特点:
(1)在铸造工具上,多了一个内表面成形工具--锥形芯子,该芯子通过一个固定在结 晶器上口圆槽上的芯子支架而安装在结晶器内的中心部位,且芯子可以转动和上下移动。
(2)按目前的铸造方案,采用两点供流的月牙形漏斗或叉式漏斗供流,液面不能进行 自动控制。
(3)形成冷裂纹的倾向较大,故铸造速度较高。
(4)铸造温度普遍低10~20P, 一般控制在700 ~720工。
(5)水压稍高,一般控制在0. 08-0. 12MPa (个别合金,如7A04为0. 03 ~
0. 06MPa),芯子水压约 0. 02 ~ 0. 03MPao
(6)操作上,重点在于防止铸造开始和结尾时凝芯子。此外,应尽量减少夹渣,防止 液面波动。
铝合金空心圆铸锭的铸造工艺制度见表6-24 o
表6.24空心圆铸锭的铸造工艺制度
|
外径/内径 /ɪnm |
合 金 |
铸造速度 /mɪn ∙ ɪɪiin'ɪ |
铸造温度 /r |
冷却水压 /MPa |
铺底否 |
回火否 |
|
120/34 |
2A11.2A12 |
180 ~220 |
710 ~720 |
0.04-0.06 |
- |
- |
|
5A02、5AO3 |
2∞~230 |
720 ~730 |
0.03 ~0. 05 |
- |
- | |
|
3A21 |
240 ~250 |
0.04-0.06 |
- |
- | ||
|
1070、1050、IIo0、8A06、 |
240~260 |
730 ~740 |
- |
- | ||
|
130/54 |
1070、1050、8A06、3A21 |
215 ~220 |
720 ~730 |
- |
- | |
|
160/74 |
1070、1050、1035、8A06 |
- |
- | |||
|
180/140 |
1070 J050 J1∞λ8A06 |
190 ~ 240 |
710 ~720 |
0.08 ~0. 12 |
- |
- |
|
212/92 |
5A02、5 A03 |
80~85 |
710 ~720 |
- |
- | |
|
3A21、2A02、2A06 |
720 ~735 |
- |
- | |||
|
2A11 |
95~1∞ |
710 ~720 |
- |
- | ||
|
1070、IIo0、 |
100 ~105 |
- |
- | |||
|
242/106 242/140 |
2 All |
55~60 |
- |
- | ||
|
5A02、5A03、5A05、5A06、 2A12 |
80~85 |
- |
- | |||
|
270/106 270/130 |
7A04x7A09 JAlO |
70~75 |
0.03 -0. 06 |
+ |
+ | |
|
IA85、IA90、IA97、6A02 |
700-720 |
0. 08 ~0. 12 |
- |
- | ||
|
5AO2、5AO5、2A11 |
80~85 |
710 ~720 |
- |
-- | ||
|
3A21 |
720 ~735 |
- |
- | |||
|
2A12、2A50、2A14 |
90~95、 |
710 ~720 |
— |
- | ||
|
1070、1060、1050、1035、 IIo0、8A06、 |
1∞ ~105 |
- |
- |
• 260 ・
铝合金熔铸生产技术问答
续表6-24
|
外径/内径 ∕mm |
合 金 |
铸造速度 /mnɪ ∙ min ^1 |
铸造温度 /r |
冷却水压 /MPa |
铺底否 |
回火否 |
|
360/160 360/130 |
7A04、7A09、7A10 |
50~55 |
710 ~720 |
0.03 ~0.06 |
+ |
+ |
|
5A05、5B05、6A02 |
0. 08 ~0. 12 |
+ |
— | |||
|
IA85、IA90、IA93JA97 |
60~65 |
700 ~720 |
- |
— | ||
|
2A11,2A14 |
710 ~720 |
+ |
- | |||
|
5A02、1070、1100、8A06 |
70~75 |
- |
— | |||
|
3A21 |
720 ~735 |
- |
— | |||
|
2A50 |
710 ~720 |
+ |
— | |||
|
360/210 |
7A04 JA09.7A10 |
60~65 |
710 ~720 |
0.03 ~0.06 |
+ |
+ |
|
2A12 |
70~75 |
0.08 ~0.12 |
+ |
+ | ||
|
1070、1060、1050、1035、 ll∞.8A06 |
80~85 |
- |
- | |||
|
5A02、2A11 |
+ |
— | ||||
|
2A70.2A80 |
720 ~735 |
+ |
- | |||
|
480/210 |
2A12 |
50~55 |
710 ~720 |
0.04~0.08 |
+ |
+ |
|
6A02、5A05、2All |
720 ~730 |
0.06~0. 10 |
+ |
- | ||
|
2A50 |
60~65 |
710 ~720 |
0. 08 -0. 12 |
+ |
- | |
|
5A02 |
70~75 |
+ |
- | |||
|
1070、1060、1050、1035、 11∞λ8A06,3A21 |
720 ~735 |
0.06~0. 10 |
- |
一 | ||
|
482/308 |
7A04、7A09、2A12 |
55 ~60 |
725 ~735 |
0. 03 ~0.06 |
+ |
+ |
|
2 All |
720 ~730 |
0.04~0.08 |
+ |
- | ||
|
6A02.5A05 |
0.06~0. 10 |
+ |
— | |||
|
5A02 |
75 ~80 |
+ |
- | |||
|
3A21 J070 J1∞λ8A06 |
720 ~735 |
— |
- | |||
|
630/255 |
2A12 |
3O~35 |
725 ~735 |
0. 03 ~0.06 |
+ |
+ |
|
6A02、5A05、2All |
720 ~730 |
0. 04 ~0. 08 |
+ |
- | ||
|
5A02 |
40~45 |
+ |
— | |||
|
3A21 Jl∞J070λ8A06 |
- |
- | ||||
|
630/368 |
7A04λ2A12 |
35~40 |
725 ~735 |
^0. 03 ~0.06~ |
+ |
+ |
|
6A02、5A05、2All、2A50、 2A14 |
40~45 |
720 ~730 |
0.04~0.08 |
+ |
— | |
|
5A02 |
55~60 |
+ |
- | |||
|
3A21、1070、1060、1050、 1035、8A06、IIOO |
- |
- | ||||
|
775/520 |
2A50λ2A14 |
35 ~40 |
725 ~735 |
0.04~0. 08 |
+ |
— |
注:" +"为是;"-"为否。
H :-:w' ■、、、、、.、、、、、、、.;'、、、、、• 、.、、:.£:、・、:.、:、、、:::・、•♦'、 isuMi^m^axa •、、.\、、.、$、•、.;、、'•、、、、'、.、'.•.■
~itia.:
i
I 检Ii
一验
第一节 检验内容和方法
7-1对铸锭质量的基本要求是什么?
对变形铝合金铸锭质量的基本要求是:
(1)化学成分符合国家标准或有关技术标准。铸锭内化学成分分布均匀,各种偏析的 程度满足有关技术要求。
(2)铸锭组织细小、致密、均匀,符合有关技术标准。"细小”指铸态晶粒小,晶内 结构细;"致密”指没有或很少有破坏铸锭连续性的缺陷,如疏松、气孔、夹渣、氧化膜、 白点、晶层分裂、裂纹等的存在;"均匀”指柱状晶、羽毛晶、金属化合物一次晶、光晶、 粗大悬浮晶、粗大等轴晶等缺陷造成的组织不均一程度应在要求的范围内。
(3)铸锭表面质量符合技术标准。表面质量是指成层和拉裂的深度,偏析瘤、软熔瘤 和金属瘤的高度,表面夹渣的面积和深度及各种原因造成的表面皱折和表面层偏析。
(4)铸锭和锭坯的几何尺寸符合压力加工要求。几何尺寸指铸锭和锭坯的长度及公 差、内外径及公差、就面厚度余量、切斜度、壁厚不均匀度、大小面弯曲程度、表面刀痕 深度或扒皮时的表面粗糙度等。
7-2什么叫铸锭的质量检验,什么叫铸锭质量全分析,它们各包括哪些内容?
加工车间对铸锭的质量有一系列具体要求,这些要求叫做技术要求或技术条件。各种 铸锭和锭坯的技术条件通过厂内标准做出严格的规定。为了保证铸锭应有的质量标准,需 对铸锭整个生产过程的各个工序进行严格的检查,并对生产出的铸锭按技术标准规定的内 容进行严格的检验,这项工作称为铸锭的质量检验。通常,各种铸锭的质量检验内容如 下:
(1)扁铸锭质量检验项目:化学成分;尺寸公差;表面质量(包括钱面后的表面质 量);对于重要用途的铸锭,需切试片进行低倍和断口检查。
(2)圆铸锭和空心铸锭锭坯的检验项目:化学成分;锭坯的尺寸公差;表面质量 (包括车皮或扒皮和偉孔后的表面质量);宏观组织(即低倍试片和断口检查)。
为了研究熔炼、铸造工艺对铸锭质量的影响,需要对铸锭的质量进行严格而全面的检 验,称为铸锭质量全分析。铸锭质量全分析的内容比铸锭常规质量检验的内容要复杂和全
• 262 ∙
铝合金煉铸生产技术问答
面,通常包括铸锭化学成分分析;铸锭中的晶内偏析和化学成分沿横断面的区域偏析;铸 锭的宏观组织检验(包括铸锭纵、横断面的低倍试片检验,断口检验,氧化膜工艺试样检 验和超声波无损检验);铸锭铸态和均匀化状态的高倍显微组织检验(有时,出于研究目 的,还要采用X射线衍射仪或电子显微镜和电子探针对微细组织及夹杂物进行形貌、结构 和成分分析);铸锭在铸态、均火态的纵、横向力学性能检验;铸锭的表面质量检验;铸 锭的横断面形状、收缩及尺寸检验;铸锭压力加工性能的检验(此项由加工车间完成); 其他特定的检验项目,如表面粗糙度、表面层偏析等。
7-3化学成分的分析方法有哪几种,怎样选取成品合金锭的化学成分最终分析试样?
化学成分的分析方法很多。根据分析任务,可分为定性分析和定量分析两大类。根据 分析原理,可分为化学分析和仪器分析两大类,这两类又可细分为多种,见表7・1。
表7.1化学成分分析方法分类
|
化学分析 |
重量分析:如沉淀法、气化法等 |
|
容量分析:如中和法、氧化还原法(高镂酸钾法、重福酸钾法、碘量法等)、容量沉淀法、 络合涌定法等____________________________________ | |
|
仪器分析 |
光学分析:如光谱分析(包括激发光谱分析和原子吸收光谱分析)、比色分析、比浊分析、 荧光分析、火焰光度分析等 |
|
电化学分析:如电解分析、电容量分析、极谱分析等___________________ | |
|
放射分析:如活化分析、同位素稀释法、放射性滴定法等________________ |
化学分析就是利用化学反应将待测的元素转变为具有某些特殊性质的新化合物,再根 据新化合物的量或者反应中试剂的消耗量求出待测元素的量的方法。由于容量分析法简 便,精确度又高,故广泛采用。重量分析法手续繁多,十分费时,通常只用于基准测定。
仪器分析就是根据物质的组成与物质的某些物理和物理化学性质之间的相互关系应用 仪器来测定试料中待测元素的量的方法。其中,光谱分析是根据元素谱线的有无和黑度来 测定合金中某元素的有无及含量多少的。这种方法具有分析速度快,分析过程简单,可同 时分析许多种元素,还可以分析含量在0.01%以下的微量元素等优点,故得到广泛应用。
对变形铝合金进行化学成分分析时,经常采用的是化学容量分析法、光谱分析法、比 色分析法和极谱分析法。由于变形铝合金一般组元较多而含量又很不一致,通常需要用几 种方法同时进行分析才能确定某一合金的化学组成Q具体取样和分析方法由GB/T 17432 《变形铝及铝合金化学成分分析取样方法》、GB/T 6987《铝及铝合金化学分析方法》和 GB/T 7999《铝及铝合金光电(侧光法)发射光谱分析方法》所规定。
应该指出,由于在铝加工厂实际采用的分析方法中,除了光谱分析法以外,其他仪器 分析方法虽然在测定过程中没有化学反应,但是在试样制备过程中都要利用化学方法,而 且选取的试样也和化学分析法一样,都是饼状试样(仅光谱分析时选取叉形棒状试样)。 所以,工厂在习惯上就将分析方法简单地分为化学分析和光谱分析两大类。
成品合金的化学成分最终分析试样通常在铸锭铸造半米之后,用试料勺从流盘或流槽 中选取。取样次数主要取决于合金的化学成分和铸造时间的长短,即铸造过程中液态金属 化学成分的变化情况。通常对于含易烧损元素如镁、锂较多的合金,取样次数应多一些,
第七章质量检验和缺陷分析
∙263∙
以监测化学成分的变化情况。各次取样的数量和试样形状,主要取决于合金牌号、分析方 法及工厂制定的复查制度。具体取样制度由各厂自定。
7-4什么是拉力试验,检验哪些内容,怎样选取试样?
拉力试验是测定变形铝合金铸锭力学性能时应用最广的一种材料力学性能试验方法。 它是把一定形状和尺寸的试样(图7・1)装在材料试验机上进行的。
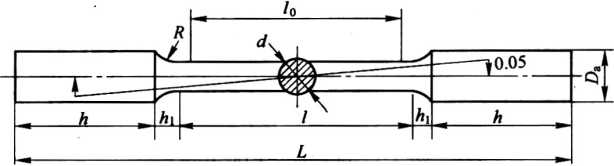
图7.1拉力试样图
通过拉力试验主要检验铸锭常温下在外力作用下抵抗断裂和变形的能力,即铸锭的拉 伸强度Rm、屈服点Rm2和伸长率4,从而找出各工艺因素、化学成分和组织对性能影响的 规律性,生产出质量更好的铸锭。
拉力试样的选取位置按需要确定,以具有代表性为原则,一般在铸锭中部、头部和尾 部选取。试样的规格视铸锭横截面尺寸按表7-2确定,尽可能选取5号标准圆试样。在铸 锭上切取拉力试验用料时要考虑加工余量。试样数量可根据需要和可能确定。具体试验方 法按GB/T228《金属材料 室温拉伸试验方法》。
表7.2铝合金拉力圆试样的基本尺寸(见图7.1)
|
试样种类, |
编 号 |
基本尺寸/mm | |
|
丄 | |||
|
短试样 |
1 |
65 |
6 |
|
2 |
90 |
8 | |
|
3 |
90 |
10 | |
|
4 |
118 |
12 | |
|
5 |
150 |
14 | |
7-5什么叫浸蚀低倍检验:检验哪些内容,怎样选取试片?
浸蚀低倍检验就是用肉眼或借助于10倍以下的放大镜观察铸锭的浸蚀试片,以检验 其宏观组织和缺陷的一种方法。观察前要把铸锭试片放到一定浓度的浸蚀剂里,由于浸蚀 剂对试片表面各种组织的浸蚀速度不同,浸蚀后在试片表面就呈现出高低不平和深浅不同 的暗灰颜色,这样就可以根据这些特征来分辨缺陷的性质。
通常,浸蚀低倍检验所显示的组织和缺陷有裂纹、夹渣、气孔、白斑、疏松、晶粒 度、羽毛晶、化合物、光晶等。厂内技术标准对这些组织和缺陷的评级和处理办法都做了 规定。
浸蚀低倍检验一般选取铸锭的横向试片。有特殊要求的也可选取纵向试片。日常的生
• 264 ∙
铝合金燃铸生产技术问答
产检验中,横向浸蚀低倍试片选取铸锭最易产生缺陷的头部和尾部。一般所有合金的每根 圆铸锭和空心铸锭都必须按图7-2切取低倍试片。而对于用作重要制品的铸锭,如2A12 大梁型材用锭,2B50、2A70、2A02、2A17、7A04合金的一类一级锻件用锭及订货方有要 求的铸锭,需要将每个毛料切取低倍试片。用于研究的试片数量及切取部位,可根据研究 目的自行确定。商品锭应按GB/T3246.2《变形铝及铝合金制品低倍组织检验方法》的规 定进行检验和评级。

图7-2低倍试片切取部位
7-6什么叫断口检验,检验哪些内容,怎样选取断口试样?
采用锤击或者压力机使试样折断,然后用肉眼或10倍以下的放大镜对断口进行观察, 以检验其断口组织和断口缺陷的方法叫做断口检验。铸锭的断口状态与铸锭的塑性和韧性 关系密切,从断口形状可以清楚地看到铸锭断面组织是否均匀,很容易暴露出铸锭内部某 些特有的缺陷。通常,高成分的变形铝合金铸锭的断口试样都是在脆性状态下破坏的,断 裂前只有极微小的塑性变形,所以最适于暴露那些破坏铸锭的连续性的缺陷,如化合物偏 析、白点、氧化膜、夹渣、晶层分裂等。断口检验通常应用在重要用途的合金圆铸锭上, 比如所有锻造用铸锭,供制作变断面型材和大梁的2A12和7A04合金锭,供制造空心大梁 的6A02和2A14合金倍,供原子反应堆用的所有合金锭等。
用于断口检验的试样有两种:一种是用浸蚀低倍试片直接作为断口试样;另一种是按 图7-3所示部位选取氧化膜试样,再按专门的方法加工成氧化膜工艺试样。由于氧化膜在 铸锭底部出现的概率最大,所以氧化膜试样都在铸锭底部选取。
50mm 50mm
低倍镜头 切头

尾端毛料
H

备査氧化膜试样氧化膜试样
图7・3氧化膜试样切取部位
氧化膜工艺试样的制备过程如下(见图7・4):
(1)在氧化膜试样的中心部位切取试样毛料(图7∙4a);
(2)将试样毛料加工成50mm X50mm X 150mm的试样(图7-4b);
(3)将上述试样由15Omm缴粗成厚为30 ±5mm的饼(图7-4c);
(4)将饼对称切成两半(图7・4d);
(5)在断面刨V形槽,刨口深度以保证被检面积不小于20cm2为准(见图7-4e);
(6)将加工好的试样进行淬火,6A02合金还要进行人工时效,以使试样发生脆性断裂;
(7)打断口检查(见图7-40。
第七章 质量检验和缺陷分析
• 265 ・
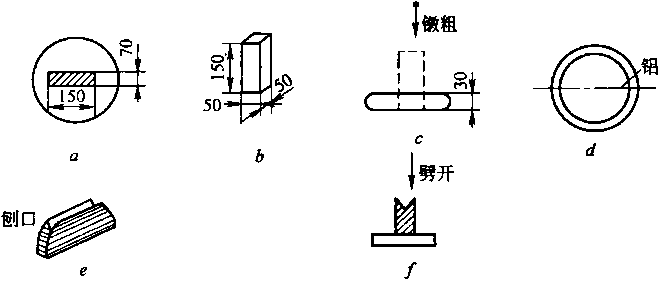
图7-4氧化膜工艺试样制备过程
7-7什么是超声波探伤,检验哪些内容?
超声波探伤是利用超声波直接在铸锭上检查内部低倍缺陷的一种物理无损检验方法。 检查时,可利用声束的指向性和声波从缺陷返回所需的时间对缺陷进行定位;利用声波反 射或穿透能量的大小,对缺陷进行定量;再根据缺陷的大小、多少、形状、分布及波形特 点对缺陷进行定性。
采用超声波探伤质方法很多,我国铝加工厂采用的圆铸锭探伤的方法是纵波脉冲反射
水浸自动化探伤法。这种方法的原理示意图见 图7.5。探伤前,先将铸锭放于水槽的转动轮 上,再把中心装有探头的小车骑在铸锭上,并 让探头处于铸锭轴向的法线上(以使超声波束 始终通过铸锭中心)。探伤时,铸锭做匀速圆 周旋转,探伤小车做纵向匀速前进,从而使超 声波束对铸锭形成螺旋形扫查。扫査过程中, 由探头所发出的超声波脉冲先进入传声介质水 中,再由水进入到铸锭中传播,当超声波束碰 到缺陷界面时,就发生反射,并按原途径返 回,经探头转换为高频电脉冲,放大后予以显 示。缺陷的纵向位置即探头位置,缺陷深度在 成批检查中一般不定位。然后按"当量法”
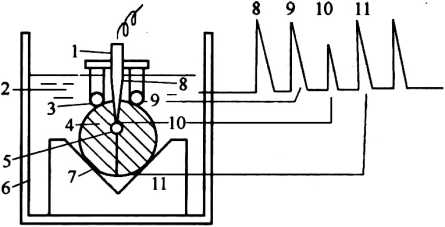
图7-5铸锭超声波水浸探伤方法示意图
I一水浸探头;2—循环水;3T伤小车;4T锭;
5一铸锭中的缺陷;6-水槽;7-摩擦轮;
8一始波;9-—•次水层波;
10一探伤波;Il-铸锭底波
(即将自然缺陷与样块中已知大小和深度的人工平底孔相比较)对缺陷定量,最后根据反 射探伤波脉冲所显示的特征对缺陷定性。
超声波探伤具有灵敏度高、检验准确、不破坏铸锭、操作方便、快速、对人身无害等 优点。这项先进的检验方法早在20世纪80年代即在我国铝加工行业投入使用,主要检验 特殊制品用圆铸锭中的裂纹、夹渣、气孔等破坏金属连续性的缺陷。
7-8什么叫高倍显微检验,检验哪些内容,怎样选取试样?
高倍显微检验就是指在金相显微镜下观察、分析铸锭的组织状态和缺陷的一种金相检
• 266 ∙
铝合金熔铸生产技术问答
验方法。检验前,先要制备试样,即把从铸锭上切取下来的试样经过粗磨、细磨、抛光、 浸蚀,有的还要进行阳极化处理(在偏振光下观察时)。经过这样处理的试样,由于不同 组织被浸蚀的程度不同,这时试样表面便呈现高低不平,它们对光的反射和吸收就不一 样,因而在光学显微镜下很容易从某些特征上分辨出来。然后按规定的放大倍率在金相显 微镜下对组织或缺陷进行测定,或对照标准图片评级。
变形铝合金铸锭的高倍显微检验,主要是鉴别铸锭的冶金质量、铸造工艺、均匀化工 艺是否符合加工和制品的质量要求。主要应用在新合金、新规格铸锭的试制、质量全分析 以及对新工艺或某个特定组织或缺陷的研究上。通常,采用这一方法来检验铸锭结晶组织 中晶内结构的细薄程度、晶粒的形状位向及与晶枝的关系、相的组成和分布、铸锭均匀化 的效果、过烧组织以及显微疏松等情况。当需要对铸锭内部微细组织进一步确定其形貌、 结构或化学成分时,一般的光学显微镜和成分分析方法就变得无能为力,这就需要X射线 衍射仪或电子显微镜(TEM透射电镜和SEM扫描电镜)或能谱式电子探针的帮助。
试样的选取按生产及研究的目的确定。在进行质量全分析时,多在铸锭边部、中部和 厚度的二分之一处选取。最终试样的大小以高度为10 ~ 15mm、检验面边长15 ~20mm为 宜。
第二节铸锭中的化学成分偏析
7-9晶内偏析有何危害,怎样消除和减轻铸锭中的晶内偏析?
由晶内偏析的形成过程可知,由于晶内偏析的存在,使晶粒内部的化学成分和铸锭的 组织极不均匀,不仅晶粒内显微硬度不同(晶界附近显微硬度高,晶粒中心显微硬度低), 而且使整个铸锭的性能严重恶化,主要危害是:
(1)固溶体晶内偏析造成的化学成分不均匀性和出现的不平衡过剩相,使合金抵抗电 化学腐蚀的稳定性降低。
(2)非平衡共晶或低熔组成物的出现使合金开始熔化温度降低,使铸锭在随后的热变 形或淬火的加热过程中容易产生局部过烧。
(3)晶内偏析不仅造成非平衡相出现和使第二相数量增加,而且,这些低熔相在晶枝 周围组成硬而脆的枝晶网络,使铸锭的塑性和加工性能急剧降低。
(4)由晶内偏析造成的化学成分不均匀性遗传到半制品中,导致退火后在加工材中形 成粗大晶粒。
晶内偏析是不平衡结晶造成的。因此在铝合金连续铸造的实际生产中,晶内偏析是不 可避免的。消除晶内偏析的有效方法是对铸锭进行长时间的均匀化处理。在连续铸造时, 减轻晶内偏析的方法是:第一,提高冷却速度,采用变质处理以细化晶粒和晶内结构,缩 小晶内偏析的范围。第二,采用完全相反的方法,降低冷却速度,进行类似锭模铸造的深 液穴铸造,以降低铁、锦等元素的过饱和程度,从而减轻偏析程度。第三,选择一些能适 当地改变合金结晶性质的添加剂。例如,在3A21合金中加入适量铁,使固溶体中锦的浓 度降低,从而减少镐在晶粒内部分布的不均一性。实际生产中,在有杂质铁存在时,添加 钛对减轻3A21合金固溶体晶粒中的偏析有好处,因为钛偏析和镐偏析的方向正好相反,
第七章 质量检验和缺陷分析 -267 •
树枝状晶的中心含钛高,从而减少了铸态晶粒中心和边缘部分的固溶体浓度之差。
7-10反偏析有何危害,怎样减轻铝合金铸锭内反偏析的程度?
铝合金铸锭中的逆偏析(其组织特征不易从显微组织辨别,只能从化学成分分析上确 认)是使铸锭及其压力加工制品在力学性能和物理性能方面产生很大差异的重要原因,逆 偏析程度严重的区域,其化学成分甚至超出标准的规定范围,并使力学性能超标而报废。
逆偏析是铝合金连续铸锭凝固过程中的一种伴生现象,无法完全避免,也不能用高温 均匀化使之消除。但根据逆偏析的形成规律及影响因素,由于铝合金连续铸锭内反偏析发 展的程度主要取决于过渡带的形状和尺寸,因此通过调整过渡带的形状和尺寸,可以把元 素的偏析程度(注意与偏析区域的区别)控制在允许的范围内。其办法是:
(1)提高铸锭的冷却强度,或者采用低液位铸造,使结晶前沿变得比较平缓,既可以 明显降低反偏析程度,也可以缩小偏析层厚度。
(2)适当降低铸造速度,使液穴变浅,既可缩小过渡带对敞露液面的倾斜角度,也可 起到降低反偏析程度,缩小偏析层厚度的作用。
(3)适当提高铸造温度,有利于缩小铝基固溶体树枝晶的生成区域,减轻反偏析的程 度。
(4)采用合适的铸造漏斗,均匀导流,并使它流向铸锭的边缘,可避免局部形成反偏 析程度超标。
第三节铸锭中的气体和非金属夹杂物
741氢和氧化物对铝合金性能各有什么危害,怎样防止?
铝中的氢危害很大,主要危害是:在铸造性能方面,随铝及铝合金中氢含量增加,铸 锭中形成疏松、气孔、小白点、小尾巴等缺陷的倾向增加,并使铸件及变形铝合金半制品 的气密性降低。在热处理性能方面,铸锭中以过饱和状态和化合态存在的氢是促使铸锭在 均匀化及半制品中产生二次疏松和表面起泡的重要原因。在压力加工过程中,变形半成品 中的分层缺陷随氢含量的增加而成正比增加,板材表面的起皮成泡和锻件中的光亮鳞片都 是由氢直接造成的(但这种氢不是唯一的从铸锭中来的)。此外,铝及铝合金中也存在着 第二类氢脆现象,即随着氢含量的增加,脆性断裂温度区间扩大,并使横向截面收缩率显 著减小,使合金在锻造和轧制时脆性增大。合金中的氢也是促进电解抛光时产生坑蚀的原 因之一,并使车削后的表面状态变坏。在力学性能方面,随着氢含量的增加,铸锭及半制 品的强度、塑性、冲击韧性及断裂韧性都明显降低。因此,降低铝及铝合金中的氢含量是 熔铸工作者的重要职责之一。办法是预防和精炼,具体做法详见本书第四章有关题解。
氧化物的危害是:在铸造性能方面,氧化物降低铝合金熔体的液流性和充填铸型的能 力,并使合金产生分散缩孔和铸锭裂纹的倾向增大,氧化物在铸锭中还可直接形成夹渣、 氧化膜缺陷,降低铸锭成品率。氧化物是铝加工制品产生分层和许多表面缺陷的重要原 因。在热处理和加热过程中,氧化物的存在可促进二次疏松和气泡的形成。在力学性能方 面,随铝合金被氧化物污染程度的增加,合金的强度极限和伸长率降低,特别是横向伸长
• 268 ・
铝合金熔铸生产技术问答
率及动态力学性能(冲击韧性、疲劳强度和断裂韧性)降低更为严重。另外,氧化物还会 降低合金的抗应力腐蚀性能。因此,必须按本书第四章有关题解的要求加以清除。
7-12什么叫夹渣,怎样防止?
混入铸锭中的熔渣或落入铸锭内的其他非金属杂质称非金属夹杂,俗称夹渣。其断口 特征为黑色条状或片状,显微组织特征多为黑色线状、块状、絮状的紊乱组织,与基体色 差明显。非金属夹杂(夹渣)通常在检查铸锭横向低倍试片和断口时可以发现(见图 7-6) o YS 67—1993 (LD30 (6061)、LD31 (6063)铝合金挤压用圆铸锭》的规定,对于 这两个合金用于挤压的铸锭,铸锭试片上不得多于两点夹渣,且单个面积小于0∙5mm2, 否则就要判废。非金属夹杂(夹渣)是铝合金铸锭中出现频率最高的一种废品。据统计, 按重量计算,因夹渣而报废的铸锭约占废品总量的10% ~25%。
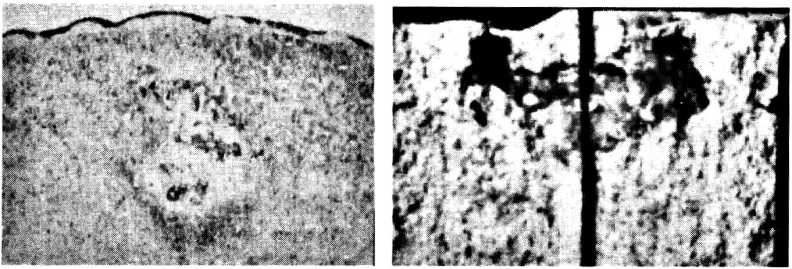
b
图7-6铸锭中的夹渣
Q-低倍试片上的非金属夹渣;6—试片断口上的夹渣
夹渣通常是由于在铸造过程中随液体金属一起掉入铸锭中的炉渣、炉衬碎块和块度较 大的氧化物造成的。防止夹渣的办法是:
(1)使用清洁的炉料;
(2)仔细精炼和扒渣(采用除渣剂分离铝•渣),保证静置时间,并在流盘或漏斗中采 用玻璃布过滤;
(3)尽可能缩短转注距离,建立良好的转注条件,封闭流槽、流盘、漏斗中的所有敞 露落差,防止金属液面波动,在可能的条件下最好采用同水平铸造;
(4)彻底烘烤转注工具,适当提高铸造温度,铸造结束后仔细清理炉子和其他工具。
7-13什么叫氧化膜,它在铸锭中的分布具有什么特点,怎样防止?
按照YS/T 417. 1—1999《变形铝及铝合金铸锭缺陷》的定义,氧化膜是铸锭中存在 的主要由氧化铝形成的非金属夹杂物和未排除的气体(主要为氢气)。因此,氧化膜是铸 锭中一种特有的属于非金属夹杂物类型的缺陷,但是它又与夹渣不同,在对铸锭的低倍试 片和断口组织进行检查时一般不容易发现,只有采用特制的工艺试样(将铸锭试样徽粗后 打断)才能发现。在锻件低倍试片上发现的氧化膜呈短线条裂缝,多集中在最大变形部 位,并沿金属流线方向分布(见图7・7ɑ)。在铸锭工艺试样断口上发现的氧化膜呈对称或 对偶分布(见图7-7c)。大致可分为三种类型:一类是呈浅黄色、褐色或暗褐色的片状氧
第七章质量检验和缺陷分析
・269・
图7.7铸锭中的氧化膜
Q-低倍氧化膜;6一氧化膜的显微组织;c—断口氧化膜
化膜;一类是表面形态与片状氧化膜相似但呈白亮色的"亮片";另一类是带有银白色光 泽的呈圆形或椭圆形的"小亮点"。其中,片状氧化膜是由固态非金属夹杂物或具有氧化 表面的气泡疏松所形成的分层,亮片是由未被压合的疏松和气泡所形成的分层,小亮点是 由过饱和固溶体中析出的二次氢气泡。
铸锭中氧化膜的分布是不均匀的,也没有严格的规律性,但根据大量的工业生产统 计,大致具有下面一些倾向:
(1)合金不同,铸锭中出现的氧化膜类型也不同。通常,片状氧化膜多见于2A12、 7A04、2A11、5A06、2A14 等合金中,亮片多见于 6A02、2A50、2B50、2A14、2A02 等合 金中,小亮点多见于2A70、2A80等合金中。
• (2)铸锭被氧化膜污染的倾向性随熔体转注距离加长、铸锭规格减小、气温升高和大 气绝对湿度增大而增大。
(3)铸锭被氧化膜污染的倾向性往往在首、尾铸次和铸锭的头、尾部比较大。
(4)铸锭中氧化膜的显现程度随单向变形比的增大而提高。
防止和减少铝合金铸锭中产生氧化膜的办法是:首先,在从原材料的贮存、准备到熔 炼铸造的每一个工艺环节内,从预防、保护、精炼三个方面入手,层层把关,采取相应措 施,联合治理,保证金属的纯洁度。其次,防止和减少氧化膜的工作不能仅仅放在除去熔 体中的固态非金属夹杂物上,还应该同时放在大大降低熔体中.的氢含量上。在上述措施 中,最关键的是应做到以下四点:
(1)采用最完善、最有效的除渣、除气的联合精炼方法;
(2)采用完善的倒炉和转注工艺,实行同水平铸造;
(3)实行高温铸造;
(4)防止二次污染。
7-14什么是疏松、缩孔,有什么危害,它在铸锭中的分布具有什么特点,怎样防止?
当熔体结晶时,由于基体树枝晶间液体金属补充不足或由于存在未排除的气体(主要 为氢气),结晶后在枝晶内形成的微孔,称为疏松。由补缩不足形成的微孔称为收缩疏松; 由气体形成的疏松称为气体疏松。疏松的宏观组织特征为黑色针孔,断口组织特征为组织 粗糙,不致密,疏松严重时断口上有白色小亮点。显微组织特征为有棱角形的黑洞,疏松 愈严重,黑洞数量愈多,尺寸也愈大。
疏松使铸锭密度减小,致密性降低,特别是降低高强铝合金的冲击韧性和横向伸长 率。此外,有疏松的铸锭在热轧和锻造时会引起裂纹,其半成品在退火时将出现气泡。因
• 270 ∙
铝合金熔铸生产技术问答
图7-8铝合金铸锭中的3级疏松
此,疏松作为铸锭的一种重要组织缺陷, 必须设法防止。为此,产品品种比较多的 生产单位一般都制定了内部标准加以严格 控制,当超出标准允许的程度时,铸锭就 要判废。铝合金铸锭中疏松的程度一般可 以通过测定试样的密度并与该合金的理论 密度进行对比来确定。但在生产中,为方 便起见,通常都是根据四级标准图片(该 标准是按低倍试片单位面积上疏松孔洞的 大小和数目来制定的)对照评级并确定是
否为废品。对一般用途的铝合金铸锭,直径大于29Omm的,允许3级疏松(见图7∙8), 直径小于29Omm的,允许2级疏松;但重要制品用的铸锭,则不允许有疏松存在。
铝合金连续铸锭中的疏松总是分布在过渡带较宽的等轴晶区,且总是为气体所填充。 在通常条件下,扁铸锭的最大疏松区发生在宽面表皮层30mm以内的部位。圆铸锭的最大 疏松区发生在铸锭中心,且随结晶器高度增加而向边部发展。供流条件对疏松的分布具有 很大影响,并可能破坏上述规律而在局部地区造成最大疏松。
根据疏松的形成过程和影响因素可知,防止铸锭产生疏松的办法是:
(1)降低熔体中气体的含量,主要应该做到以下几点:
1)炉子大、中修后烘炉要彻底;
2)精炼剂、铸造工具等预热烘烤要彻底;
3)精炼要彻底;
4)防止熔体在炉中停留时间过长。
(2)缩小铸锭中过渡带的尺寸,主要的措施是:
D禁止集中导流,采用合适的漏斗均匀供流;
2)适当提高铸造温度,防止体积顺序结晶;
3)降低结晶器有效高度,适当增大水压,以提高铸锭冷却强度;
4)适当降低铸造速度。
缩孔是液体金属凝固时,由于体积收缩而液体金属补缩不足,在铸锭最后凝固部位形
成的空腔。连续铸造时,由于浇口部补缩条件好,一般不会形成明显的缩孔。但采用锭模
铸造时,常会发生。其防止措施主要是降低熔体中的氢含量,
并在浇注时把握好供流速度
和倾转速度之间的关系。
7-15影响气孔形成的因素有哪些,怎样防止?
当熔体中氢含量较大且除气不彻底时,使氢气以泡状 存在,并在金属凝固后被保留下来,在金属内形成球形空 腔,该空腔称气孔(见图7・9)。气孔的组织特征为圆孔状, 内表面光滑明亮。
影响气孔形成的主要因素是:
(1)熔体原始含气量。熔体原始含气量愈大,则温度
图7-9铝合金铸锭中的气孔
第七章 质量检验和缺陷分析
• 271 ・
降低时析出的气体愈多;结晶界面上液相的过饱和浓度愈大,导致形成气泡的过饱和区域 愈宽;时间愈长,则愈促使气孔的形成。
(2)冷却速度。铸锭冷却速度愈快,气体扩散愈不充分,且来不及析出,因而允许不 产生气孔的气体过饱和度增大,导致形成气泡的过饱和区域愈窄;同时,冷却速度愈大, 过渡带愈窄,枝晶不易封闭液相,因而愈能降低形成气孔的倾向。
(3)合金成分。主要通过合金成分影响原始含氢量、氢在合金中的扩散系数、分配系 数及结晶区间的大小来影响气孔的形成。
(4)铸锭工艺条件。主要通过改变结晶方式、过渡带尺寸来影响气孔的形成和分 布。
(5)非金属夹杂物的含量。非金属夹杂物含量愈少,则允许产生气孔的临界含氢量愈 高。
防止铸锭中产生气孔的措施是:
(1)从原辅材料、燃料、工具、设备、工艺五个方面采取措施,降低熔体中的含气量 和非金属氧化物含量。
(2)适当提高铸造温度,降低铸造速度,建立良好的析气条件,便于气泡上浮。
(3)提高铸锭冷却速度,阻止气体以气泡形式析出。
746什么是白点,有何特点,如何防止?
白点指铝合金铸锭的断口组织中一种没有光线选择性的呈灰白色的点状薄膜(见图
7-10) o白点通常分布在铸锭底部、浇口 部及横断面的边部。关于白点的本质和形 成机理现在还不清楚。初步研究表明,白 点具有下列特性:
(1)在含镁高的铝合金中容易出现;
(2)呈碱性;
(3)呈脆性,当白点严重时,它能显 著降低铸锭的塑性;
图7-10铝合金铸锭中的白点
(4)通常分布在铸锭底部、浇口部及边部;
(5)白点的产生主要取决于熔体被气体饱和的程度及铸锭的冷却条件。熔体含气量愈 高,铸锭冷却强度愈小,则形成白点的倾向性愈大。
防止白点的办法:一是降低熔体中的气体含量,二是提高铸锭的结晶速度。
第四节铸锭中的裂纹
7-17铝合金扁铸锭中的裂纹有哪几种形式,各有何特点?
铝合金扁铸锭中常见的裂纹形式有四种,即侧面裂纹、底部裂纹、浇口部裂纹、表面 裂纹(分别见图7-llα ~d)。
各种裂纹的特点见表7-3。
• 272 ・
铝合金煉铸生产技术问答
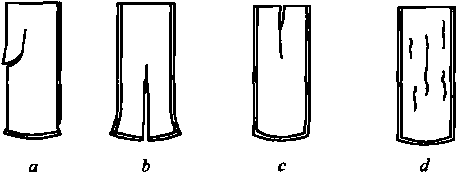
图7.11扁铸锭裂纹形式
表7S 扁铸锭各种裂纹的特点
|
裂纹形式 |
___________裂纹特点___________ |
|
侧面裂纹 |
(1)属于冷裂纹; (2)通常发生于硬合金如7A04、2A12中; (3)直接水冷连续铸造时多发生在铸锭长度达L5m以后; (4)裂纹起始处常伴随夹渣、成层、拉裂或结晶微裂纹; (5)裂纹平面与水平面夹角取决于铸造速度和铸锭宽厚比,铸造速度愈小,铸锭愈宽, 则夹角愈小 |
|
底部裂纹 |
(1)在软合金和硬合金铸锭底部均有可能产生; (2)软合金的底部裂纹属于热裂纹,裂纹扩展长度多在IOOmm以下,并可在底部沿宽 度方向的任何部位发生; (3)硬合金的底部裂纹属于冷裂纹,多产生于底部夹渣或结晶裂纹处,特别是铸锭宽面 中心线附近,且常以突然爆发的形式将整块铸锭撕裂 |
|
浇口部裂纹 |
(1)在软合金和硬合金铸锭浇口部均有可能产生; (2)软合金的浇口部裂纹属于热裂纹,裂纹扩展长度多在50mm以内; (3)硬合金的浇口部裂纹属于冷裂纹,可以在铸造过程中或者收尾时或者铸造结束后产 生,在任何时候开裂都带有很大危险性; (4)浇口部裂纹主要产生于金属液流注入的地方,并多因浇口部夹渣或结晶裂纹而引起 |
|
表面裂纹 |
(1)属于热裂纹; (2)在铸锭宽面沿轴向裂开,长度不等,宽度不大于0∙ 5mm,深度通常不大于20mm; (3)主要分布在水冷较弱或液流注入的地方或铸锭厚度上收缩最大的部位,裂纹处多伴 随"白道"; (4)在软合金和硬合金铸锭上均可发生,尤其是具有较大热脆性的合金 |
7-18扁铸锭中的侧面裂纹是怎样产生的,如何防止?
连续铸造时,扁铸锭小面受三面冷却,而大面中心部位受两面冷却,小面沿铸锭轴向 的温度梯度和冷却速度大大超过大面中心部位沿铸锭轴向的温度梯度和冷却速度,因而使 铸锭小面产生沿高度方向作用的拉应力。在刚开始的时候,可能是因冷隔或非金属夹杂物 起了应力集中的作用,使之在小面区便形成了很浅的原始裂纹。随着铸锭的逐渐冷却,金 属对切口的敏感性大大提高,铸锭内的残余应力在原始裂纹处,发生局部集中,当超过金 属强度所允许的程度时,便引起了侧面裂纹的突然发展。
防止侧面裂纹的根本办法:一是控制合金的化学成分,提高合金在高温和低温时的塑 性,即抗热裂纹和冷裂纹的能力;二是消除应力集中源,包括各种夹渣、漏斗底结物、成 层、拉裂和结晶微裂纹等。
第七章 质量检验和缺陷分析
• 273 ・
此外,操作重点是调整铸锭内的温度分布和应力场,降低铸锭小面区的拉应力,具体 措施是:
(1)使用小面开切口的结晶器,使铸造时小面区的金属提前冷却,这时与小面区处于 同一水平面的铸锭宽面中心区的金属仅在结晶器壁附近形成一层硬壳,不会对小面区的收 缩造成大的阻力,因而降低了小面区的拉应力。同时,小面区提前冷却的结果,使抵抗拉 应力的金属质量增加。
(2)在结晶器小面开切口的情况下,适当增大小面水压,以加强切口的效果。
(3)适当提高铸造速度,使铸锭内最大拉应力点向宽面中心移动,这时,处于铸锭宽 面中心地区的金属温度较高,塑性较好,所产生的应力很容易被金属的变形所消除。同 时,抵抗拉应力的金属量增多,故铸锭侧裂倾向性下降。
(4)选择合适的铸锭截面。小面区的拉应力在铸锭厚度一定时,随宽厚比增大而增 大,在宽厚比一定时,随厚度增大而增大。所以,一个新规格的投产,对冷裂纹倾向大的 合金,应选择较小的铸锭宽厚比。
(5)特别注意防止小面成层、小面拉裂和小面夹渣。
7-19扁铸锭中的底部裂纹是怎样产生的,如何防止?
铸造开始时,铸锭底部与底座接触而冷却,形成一层凝壳。当开动铸造机,铸锭脱模见 水时,铸锭表面受到急冷,产生很大的冷却速度,但此时铸锭正常液穴没有形成,表面层的 收缩受到内层已凝固金属的阻碍,使得在铸锭底面和表面产生很大的拉应力。此时铸锭凝固 层还不算太厚,铸锭沿宽向的收缩使得铸锭底部两端向上产生翘曲,结果,铸锭底表面受拉 导致产生更大的附加拉应力。在底部拉应力的作用下,铸锭的拉伸变形如果超出了金属所允 许的程度,便会形成底部裂纹。对于软合金,由于对缺口敏感性小,当铸造进入正常状态 时,裂纹即会终止发展。对于硬合金,随着铸锭不断冷却温度下降,对缺口敏感性不断增 大,铸造开始时形成的起始裂纹就会成为应力集中源而导致铸锭突然沿底部裂开。
防止底部裂纹的根本办法:一是控制合金的化学成分,提高合金在高温和低温时的塑 性,即抗热裂纹和冷裂纹的能力;二是消除应力集中源,包括各种夹渣、漏斗底结物、成 层、拉裂和结晶微裂纹等。
此外,操作上可以采用以下两种办法或两种办法共用:一是采用纯铝铺底或者铺假底 (见6-50题),增强铸锭底部抵抗拉应力的能力;二是调整铸锭内的温度分布和应力场, 降低铸锭底部的拉应力,其具体措施是:
(1)采用具有光滑凹形上表面的底座,以降低收缩阻力;
(2)开始供流不要太快,结晶器内金属水平不要太高,创造类似锭模铸造的条件,降 低底部拉应力总水平;
(3)铸造开始时,在铸锭正常液穴形成前,适当降低冷却水压和铸造速度;
(4)保证铸锭四周冷却均匀和供流均匀;
(5)特别注意防止铸锭底部夹渣和漏斗底结物掉入。
7-20扁铸锭中的浇口部裂纹是怎样产生的,如何防止?
铸造收尾时,当停止供流后,正常的铸造过程受到破坏,液穴逐渐消失,铸锭头部金
• 274 ・
铝合金熔铸生产技术问答
属的收缩受到四周和下层金属的阻碍,使之在铸锭顶部沿宽度方向形成很大的拉应力。如 果浇口部的金属在较高的温度下就形成了微小的收缩裂纹,那么在铸锭继续冷却时,它将 引起应力集中,而促使整个铸锭迸裂。在生产中,浇口部裂纹多因浇口部夹渣、漏斗底结 物掉入、表面裂纹、水冷不均、收尾操作不当等因素而诱发。对于软合金,由于塑性好, 对缺口敏感性差,所产生的拉应力因塑性变形而松弛,故裂纹很难扩展。
防止浇口部裂纹的根本办法:一是控制合金的化学成分,提高合金在高温和低温时的 塑性,即抗热藝纹和冷裂纹的能力;二是消除应力集中源,包括各种夹渣、漏斗底结物、 成层、拉裂和结晶微裂纹等。在操作上,应采取以下措施降低或消除浇口部的拉应力:
(1)对于低温塑性较差的2A12和7A04型合金的大型扁锭采用浇口部自身回火处理, 操作时的注意事项见6.52题。
(2)对于浇口部不回火的合金铸锭,停车不能过早,要让浇口部凉透后再停水。
(3)在停止供流前,适当降低小面水压和铸造速度。
(4)保证水冷均匀,消灭铸锭表面"白道"。
(5)特别注意防止浇口部夹渣、漏斗底结物掉入和产生表面热裂纹。
7-21扁铸锭中的表面裂纹是怎样产生的,如何防止?
实际生产中,铸锭宽度方向的表面温度分布是不均匀的。造成这种温度分布不均的主 要原因:一是采用小面带切口的结晶器大大提高了铸锭宽度方向上两端和中间部分的温度 差;二是与液流供给方式和结晶器横截面形状相联系的铸锭宽面上各点沿厚度方向的收缩 值不同,造成铸锭与结晶器壁之间的缝隙值不同,大大提高了铸锭表面的出口温度及温度 不均性;三是冷却系统供水不均造成了表面温度的局部不均。由于上述因素的联合作用, 当铸锭从结晶器拉出时,铸锭表面层受急冷作用而收缩,但因为各点的温度不同,见水位 置也不在同一水平线上,因而冷却速度不一样,其收缩量和收缩速率也不一样,彼此产生 制约作用,于是便在见水温度较高的部位形成了更大的附加拉应力,导致裂纹的产生。裂 纹一经产生,便又成为应力集中的场所,使之向长度和深度方向发展。但裂纹发展的深度 是有限的,因为扁铸锭中心部分受压应力作用,能自动抑制裂纹的扩展。
防止表面裂纹的根本办法:一是控制合金的化学成分,提高合金在高温和低温时的塑 性,即抗热裂纹和冷裂纹的能力;二是消除应力集中源,包括各种夹渣、漏斗底结物、成 层、拉裂和结晶微裂纹等。在操作上应把重点放在提高铸锭沿宽度方向温度分布的均匀性 和降低铸锭在结晶器出口处的温度上,为此,应做到:
(1)适当降低小面水压、降低铸造速度和铸造温度;
(2)适当减小结晶槽内表面锥度,适当降低结晶器内的金属液面;
(3)保证大面两侧水冷均匀(结晶器放平,两侧挡水板水缝一致,水孔不要堵塞);
(4)均匀分配液流,防止漏斗歪斜;
(5∙)特别注意防止表面夹渣和拉裂。
7-22铝合金圆铸锭中裂纹有哪几种形式,各有何特点?
铝合金圆铸锭中常见的裂纹形式有中心裂纹、表面裂纹、环状裂纹和横向裂纹(分别
见图 7-12α ~ d) °
第七章质量检验和缺陷分析
• 275 ・
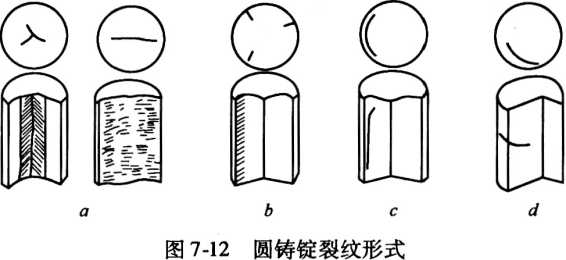
各种形式的裂纹的特点见表7・4。
|
______________________表7.4圆铸锭裂纹特点______________________ | |
|
____裂纹形式 |
__________裂纹特点 ___ |
|
中心裂纹 |
(1)在所有工业变形铝合多铸锭中均可产生,是圆铸锭最常见的一种裂纹形式; (2)在软合金铸锭中表现为热裂纹,在硬合金铸锭中通常表现为中心热裂纹、外围 冷裂纹的混合型裂纹; (3)裂纹沿铸锭直径平面发展、多数在铸锭中心面相当于直径1/3 ~ 1/2的范围内, 但有时也可发展成沿整个直径破裂的通心裂纹; (4)裂纹可在铸锭全长中心部位出现,从铸锭底部直到浇口部 |
|
表面裂纹 |
(1)属于热裂纹; (2)裂纹方向平行于铸锭轴线,在铸锭横截面上裂纹沿径向呈放射状分布,所以, 这种裂纹又称径向裂纹或外圆放射状裂纹; (3)在铸锭底部和浇口部一般没有,主要分布在铸锭中部,且多被紧密压合; (4)在软合金和硬合金铸锭中均可产生; (5)主要分布在水冷较弱的地方 |
|
环状裂纹 |
(1)属于热裂纹; (2)通常在离铸锭边缘20 ~40mm处呈环状或半环状分布; (3)常在具有柱状晶组织的铸锭中发现 |
|
横向裂纹 |
(1)属于冷裂纹; (2)主要产生于高强铝合金的大直径圆铸锭中; (3) 一般表现为内部裂纹,但偶然也扩展到铸锭外侧; (4)在铸锭中周期性出现 |
7-23圆铸锭中心裂纹是怎样产生的,怎样防止?
在生产条件下,圆铸锭中心裂纹多因液穴太深,开头、收尾操作不当而引起。产生裂 纹的基本原因是铸锭内外层温差大,铸锭内层冷却速度大于外层冷却速度,内层的收缩受 到早已冷凝的外层的阻碍,使铸锭中心层沿直径平面形成拉应力的缘故。这种应力从结晶 瞬间到铸锭完全冷却过程中不断增强,当超过金属允许的变形值时,便产生了裂纹。铸锭 开头、结尾时,由于正常的铸造条件遭到破坏,冷却条件极不均一,由此而产生的附加热 应力也是导致中心裂纹的重要因素。
防止中心裂纹的根本方法:一是严格按内标控制化学成分和杂质含量,提高合金抗裂 纹的能力,具体方法见本书第六章第四节;二是防止熔体过热或在炉内停留时间过长,并
• 276- 铝合金熔铸生产技术问答
严防底部和浇口部夹渣。在操作上重点应通过调整液穴深度的办法来调整铸锭内部的温度 场和应力场,降低铸锭内外层温差。其具体办法是:
(1)降低铸造速度;
(2)适当提高冷却水压;
(3)防止使用过小的漏斗,均布液流;
(4)适当提高结晶器中金属水平。对于裂纹倾向比较大的大直径硬合金锭,还应采取 铺底(或在铸锭底座上铺一层2 ~ 3mm厚的隔热毡)和浇口部回火措施,防止底部裂纹和 浇口裂纹的发生。
7-24圆铸锭表面裂纹是怎样产生的,怎样防止?
圆铸锭表面裂纹类似淬火裂纹,它是在铸锭液穴底部高于直接水冷带的情况下,当铸 锭从结晶器中拉出来的瞬间,铸锭表面受到急剧冷却,其收缩受到已经凝固的中心层的阻 碍,使外层产生拉伸应力而形成的。此后,在铸锭向下运动的继续冷却过程中,由于外层 温度已较低,内层冷却速度逐渐变得大于外层冷却速度,因而应力性质发生变化,外层受 压,内层受拉,此时,裂纹即被紧密压合。
防止表面裂纹的根本方法是严格按内标控制化学成分和杂质含量,提高合金抗裂纹的 能力;同时,采取调整液穴深度的方法调整应力场,使铸锭见水时内外层的收缩大体同 步,使铸锭表层承受的拉应力有效降低。此外,应尽可能使铸锭沿周边的冷却均匀,并降 低铸锭的出口温度。其具体措施是:
(1)适当提高铸造速度;
(2)适当降低结晶器内金属水平;
(3)使用锥度较小的结晶器;
(4)水冷均匀;
(5)液流分配均匀。
7-25圆铸锭环状裂纹是怎样产生的,怎样防止?
圆铸锭环状裂纹是在铸锭外层和铸锭中间部分的冷却速度差别很大时在过渡带转折处 形成的。此时,铸锭凝壳既薄又陡;而液穴平坦,这种条件很容易促使柱状晶的生长,并 沿晶界处沉积低熔点组成物和非金属夹杂,因而使晶界联系大大减弱;同时,当铸锭进一 步冷却时,中间层以超过表面层的冷却速度进行,结果在液穴转折处形成径向拉应力,并 在晶界削弱的地方,导致裂纹的产生。如果此时铸锭表面均匀冷却,则液穴转折处沿铸锭 同心圆周分布,产生的裂纹在铸锭横断面呈真正的环形;如果铸锭表面冷却不均,或者铸 锭紧贴结晶器壁一面,或者漏斗供流不均,则液穴转折处就不呈同心圆,径向应力在某一 部分减小,而在另一部分加大,此时,形成的裂纹只是在圆周的一部分出现。这是生产中 出现的最普遍情况。环形裂纹在浇口部也可出现,并随液穴转折处的变化从铸锭边缘向中 心自下而上延伸发展。 ^
防止环状裂纹的根本方法是通过控制化学成分和杂质含量、控制熔体过热和熔体停留 时间、降低配料时新铝用量,对熔体进行细化处理等措施提高合金抗热裂纹的能力;在操 作上主要应通过调整铸造工艺参数来调整液穴的形状,使结晶前沿从铸锭边部向中心平滑
第七章质量检验和缺陷分析
• 277 •
过渡。为此,应采取以下措施:■
(1)适当降低结晶器有效高度(即金属液水平面)和铸造速度;
(2)适当选择较小型号的漏斗,正确安放,保证供流均匀;
(3)正确安装结晶器,保证水冷均匀;
(4)适当降低铸造温度; ^
(5)停止供流后不要立即停车,待结晶器内金属水平位于水冷带上面60 ~70mm时再 停。
7-26圆铸锭横向裂纹是怎样产生的,怎样防止?
横向裂纹是由于大直径圆铸锭的铸造速度低,轴向温度梯度大,在铸锭中沿高度方 向产生拉应力作用的结果。如果铸锭在结晶末期就产生了结晶裂纹,或者有成层、夹渣 等诱发因素存在,则更易产生。有人指出,这类裂纹比其他类型的裂纹具有较大的偶然 性,认为它们主要是在一定的铸造速度区间,即结晶面与水平面的倾斜角接近30。时产 生的。
防止横向裂纹的根本方法是合理控制化学成分和杂质含量,提高铸锭低温塑性。在操 作上要做到:
(1)适当提高铸造速度;
(2)保证供流和冷却均匀;
(3)防止铸锭表面成层、夹渣。
7-27铝合金空心圆铸锭中的裂纹有哪几种形式,它们是怎样产生的?
铝合金空心圆铸锭中常见的裂纹有内孔放射状裂纹、环状裂纹和横向裂纹三种(分别 见图 7-13α~c)°
内孔放射状裂纹多分布在内孔表面冷却较 弱的地方,而在内表面光亮处很少见。这种裂 纹类似圆铸锭表面裂纹,属于热裂纹。它是在 铸锭内表面急剧冷却而收缩时,由于受到芯子 的阻碍,在铸锭内孔表面层形成切向拉应力而 引起的。
环状裂纹也是一种热裂纹,多沿液穴底部分 布。当采用单点供流时,环状裂纹发生在金属注 入点;当采用双点供流时,环状裂纹发生在两个注入点之间。它是在芯子给水水位高于结 晶器给水水位的情况下,液穴底部接近铸锭厚度中心,当厚度中心层的金属以较大的冷却 速度收缩时,因受到已经冷凝的铸锭内外表面层的阻碍,使之在铸锭壁厚中心造成很大径 向拉应力而产生的。
空心圆铸锭中的横向裂纹同圆铸锭中的横向裂纹一样,也多产生于高强铝合金的大直 径而壁薄的铸锭中。它也是在铸造速度较慢的情况下,铸锭内轴向温度梯度加大,因而沿 轴向产生拉应力所致。
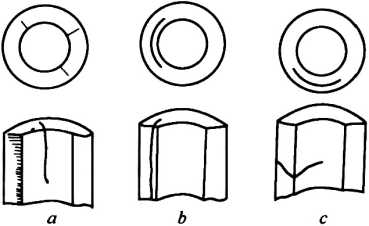
图7-13几种常见的空心圆铸锭裂纹形式
除了上述三种类型的裂纹形式外,对于某些合金的大规格空心锭,在不铺底或不回火
• 278 ・
铝合金熔铸生产技术问答
的情况下,由于铸造开头、结尾时所产生的附 加应力的作用,也会使空心铸锭产生像圆铸锭 一样的底部和浇口部通心裂纹,甚至裂成数瓣 (见图 7-14)。
7-28怎样防止空心圆铸锭裂纹?
防止空心圆铸锭裂纹的根本方法是严格按 内标控制化学成分和杂质含量,提高合金抗裂 纹的能力和消除应力集中源,包括各种夹渣、
图7-14空心圆铸锭的径向通心裂纹
漏斗底结物、成层、拉裂和结晶微裂纹等。对于硬合金大规格的空心圆铸锭亦应采取铺底 和浇口部回火措施。
此外,对于内孔放射状裂纹:
(1)选用锥度合适的芯子,以与铸锭的热收缩值相适应。
(2)通过适当降低芯子水冷强度,适当降低芯子给水水位等工艺措施来降低铸锭内表 面脱模前的线收缩值。
(3)通过正确装配芯子,避免偏斜,保证芯子水冷却均匀等措施来防止铸锭内孔的不 均匀收缩。
对于环状裂纹:
(1)提高铸锭外表面冷却水位或降低内表面冷却水位;
(2)均布液流;
(3)适当降低铸造速度和铸造温度。
对于横向裂纹:
(1)提高铸造速度,降低芯子水压;
(2)正确安装芯子,保证铸锭壁厚均匀;
(3)防止内外表面成层。
7-29什么是晶层分裂,有什么特点,怎样防止?
在铸锭边部断口上沿柱状晶轴产生的层状开裂称为晶层分裂(见图7-15) o
晶层分裂的特点是:
(1)它是铸锭断口的一种分层现象,分 层面与晶界吻合,在其低倍试片上,经仔细 研磨和腐蚀后,也能沿晶界发现裂纹;
(2)裂口多为母液所填充;

图7-15晶层分裂
(3)常常在柱状晶区发现。
晶层分裂是晶界联系大大减弱的结果,它主要是在熔体中含气量较大、铸造温度较高 而铸锭的冷却强度又较小时,在铸锭结晶末期形成的。晶层分裂的防止重点是消除柱状晶 产生的条件,此外,应做到:
(1)适当提高铸锭的冷却强度,降低结晶器有效高度,并清除结晶器内水垢;
(2)防止熔体过热和在炉内停留时间过长;
第七章 质量检验和缺陷分析
• 279 ・
(3)彻底精炼,降低熔体中气体含量;
(4)铸造收尾时不要停车过早。
第五节铸锭的组织缺陷
7-30羽毛状晶是在什么条件下生成的,为什么要把粗大等轴晶、柱状晶和羽毛状晶视 为缺陷而加以控制,怎样消除?
铸锭组织中类似羽毛状的金属组织称羽毛状晶,它是柱状晶的变种,是择优取向
的李晶,其显微组织见图7・16。羽毛状晶 尺寸较大,在铸锭低倍试片上表现为许多 平行的细条组织物,分布有时分散,有时 连成一片;断口组织呈片状;显微偏光组 织为粗大季晶组织,其枝晶网络细而连续, 枝晶一边为直线李晶晶轴,另一边为锯齿 状晶界。
羽毛状晶是在结晶前沿液体中的温度 梯度十分陡峭,过冷带极为窄小的情况下

图7-16羽毛晶的显微组织
生成的。当熔体的过热温度很高,铸锭的冷却速度极快,向结晶面直接供给热的金属 流以及熔体中的有效活性质点极少时很容易产生。羽毛状晶和柱状晶的力学性能不低 于等轴晶,但这两种晶粒组织存在着很强的方向性,纵向和横向的力学性能差异较 大,羽毛晶的双晶面是弱面,在轧制和锻造时工艺塑性不好,容易沿弱面裂纹。所 以,为了保证材料的加工稳定性,并提高制品的最终性能,对铸锭中羽毛晶和柱状晶 要进行控制。通常,羽毛状晶按低倍试片上所占的总面积,按铸锭用途和直径的大 小,分别控制在30mm X 30mm ~ IlOmm X IlOmm之间。YS 67—1993要求建筑型材生 产用铸锭组织中的羽毛状晶的总面积不得大于铸锭横截面总面积的30% o对于重要 用途及直径30Omm以下的铸锭,柱状晶深度一般不允许超过30mm,对于直径 30Omm以上的铸锭,柱状晶深度不允许超过50mm。
消除羽毛状晶和柱状晶的办法是降低结晶前沿熔体中的温度梯度,扩大过冷带和两 相区的宽度,增大浓度过冷,破碎结晶骨架,提高合金中活性质点的数量。其具体措施 是:
(1)采用高效变质剂,对熔体进行变质处理。在采用陶瓷管过滤的条件下,最好在过 滤后对熔体以接种形式进行变质处理;
(2)严格控制熔体的熔炼温度和铸造温度及熔体在熔炼炉和静置炉的总停留时 间;•
(3)适当提高结晶器有效高度,降低冷却水压,在热顶铸造和矮结晶器铸造时,更应 适当调整G/R的比值,使之尽可能小一些;
(4)合理设计和安装漏斗,使之供流均匀,避免热流切向导入结晶面;
(5)配料时应控制新旧料比,适当降低原铝锭比例,在使用旧料时,应考虑废料的遗
• 280 ・
铝合金熔铸生产技术问答
图7-17 铝合金铸锭中的粗大晶粒
传性影响,适当补加有效钛的含量。
粗大晶粒指在宏观组织上出现的均匀或 不均匀的超出晶粒度标准的大晶粒(见图 7-17)o粗大晶粒虽然不破坏金属的连续性, 但它的生成条件(过热温度高、结晶速度低、 活性杂质少)也促使枝晶网络变得厚而连续, 会使金属某些性能指标降低或使性能不均匀, 因此生产中也把粗大晶粒作为一种不希望的 组织而加以控制。其防止措施就是破坏其生
成条件,主要是做好细化处理,控制好温度,均匀供流。
7-31什么是根树组织,有何危害,怎样消除?
AbFeS系(IIo0、1050等)及ALMg-Fe-Si系(5005等)合金的DC铸锭经过阳极 氧化后就会呈现色泽不一的条纹,、这种条纹很像枫树的木纹,故称为枫树组织(见图 7-18)。带有极树组织的铸锭在轧制后的板材进行阳极氧化时也会显现出来,有损于最终 制品的美观,使成品率降低,故应加以消除。极树组织的生成原因是由于ALFe系合金的 结晶析出相在铸锭内部和外表面的种类不同,所具有的电化学性质也不同,因此阳极氧化 后色调就会出现差别。在不同的冷却速度下,铸锭结晶 时可相应析出ALFe、AkFe或AlmFe (τn>6)相,这 些不同的析出相边界就成了松树组织的边界。极树组 织的形成机理是复杂的,1100合金主要以ALFe和 A及Fe相为边界,5005合金主要以Al Fe + Al6 Fe或 AlznFe相为边界,3004合金也有存在极树组织的报道。 枫树组织的生成与主要添加元素、微量元素、铸锭结 晶组织、细化程度、铸造条件等都有密切关系,因此, 现在还很难把枫树组织的生成原因和预防措施完全解 释清楚。目前消除根树组织的办法:一是采用调整成 分和控制冷却条件的方法,使其不能生成根树组织, 或者使极树组织移向铸锭相当深的部位;二是把产生
Iioo合金锭 枫树组织
5005合金锭 秋树组织
图7-18 DC铸锭中生成的极树组织 (磨光后阳极氧化处理)
极树组织的铸锭,在500 ~600"的高温下进行退火,通过由介稳定相转变为AhFe稳定 相来消除这种组织。
7.32什么叫光亮结晶,其形成过程和特点是怎样的,如何消除?
在铸锭宏观组织中存在的色泽光亮的树枝状组织称光亮晶粒(见图7-19)。显微组织 特征为粗大枝晶网状组织,枝晶尺寸比正常组织大10倍以上。
光亮晶粒是在漏斗底部(立式铸造时)或导流板(卧式铸造时)流口下边铸锭侧形 成的一种先期凝结物,它是一种贫乏的铝固溶体。连续铸造时,光亮晶粒是由于铸锭液穴 内的过冷带扩展到上述区域,使已经形成的树枝状晶挂在漏斗或导流板(喇叭碗)的不平 整表面上,在过冷度极小的情况下,在液穴中长时间长大而生成的。光亮晶粒在生长过程
第七章质量检验和缺陷分析
• 281 ・
中,生长速度十分缓慢,且因光亮晶粒周围 的金属液流不断更新,使该处的液相成分在 结晶过程中没有大的变化,在光亮晶粒和液 相间始终保持着开始结晶时的浓度差,因而 就使得光亮晶粒成为贫乏的铝固溶体。在上 述区域形成的光亮晶粒,由于某种原因(比 如立式铸造时铸造机运转不平稳,底结物自
图7-19铝合金铸锭中的光亮晶粒
重增加或偶然的振动等,在横向铸造时,光亮晶粒沿下缘生长到与结晶前沿相接触时), 就会落入或凝入铸锭内而形成一种独特的组织缺陷。
从光亮晶粒的上述形成过程,可知它有如下特征:
(1)在以α固溶体树枝晶作为一次晶的所有铝合金铸锭中,均有可能产生;
(2)在光亮晶粒内,降低合金熔点的元素如铜、镁、锌的含量低于该合金的平均成 分;
(3)光亮晶粒在过冷度极小的情况下生长,结晶热的放散极其缓慢,故光亮晶粒的晶
内结构粗大;
(4)由于光亮晶粒中合金元素贫乏,光亮晶粒区域的硬度,屈服强度和抗拉强度均有 降低,而且,由于晶内结构粗大,且与基体金属之间的边界结合不完善,故伸长率也有所 降低;
(5)在立式铸造时,光亮晶粒沿铸锭横截面的分布与漏斗位置及大小相适应,而沿铸 锭纵向的分布没有规律,存在着偶然性。在横向铸造时,光亮晶粒沿铸锭下部(激冷侧) 呈间断周期分布。
显然,光亮晶粒作为铝合金铸锭的一种组织缺陷,它破坏了铸锭组织的均一性,使制 品性能受到影响,故应根据制品用途进行控制。YS 67—1993对光亮晶粒的要求是,在所 检查的每个铸锭试片内,允许不多于两个点,每个点平均直径不大于3mm。
消除光亮晶粒的根本方法是消除产生光亮晶粒的温度条件和光亮晶粒的依附条件,即 使液穴内过冷带不扩展到金属分配器处,也尽量使金属分配器表面圆滑平整。为此,在立 式铸造时,应该做到:
(1)适当提高铸造温度和铸造速度;
(2)充分预热漏斗;
(3)漏斗不要太大且不要放置过深;
(4)漏斗孔距漏斗底不要过高;
(5)漏斗表面涂料并保持光滑平整;
(6)防止结晶器内金属水平波动和液流分配不均。
在横向铸造时,应该做到:
(1)适当提高铸造温度和铸造速度;
(2)采用导热良好、下方供流的导流板(如石墨质导流板);
(3)中间罐贮液腔坡度糊制成约45。角,保证金属顺利流动,防止在导流板流口下侧 造成死区;
(4)铸造前对中间罐和导流板进行充分预热;
• 282 ∙
铝合金熔铸生产技术问答
(5)减少结晶器下方二次冷却水量。
7-33什么叫白斑,怎样防止?
在宏观组织中存在的白色块状物称白斑(见图 7-20)。白斑与金属组织有明显的色差,但没有破坏金属 的连续性。白斑的实质是纯铝,显微硬度很低。白斑出 现在铸锭底部。
采用纯铝铺底的合金铸锭,在开始铸造时,由于铺 底铝液中的纯铝悬浮晶体被合金液冲动而进入母液并凝 固于铸锭中,或者凝结于漏斗底部一段时间后散落在铸 锭中,形成白斑。白斑对产品的影响与光亮晶粒相同。 当白斑呈分散状时,按夹渣标准处理,其他状态一律报
图7.20铸锭中的白斑
废相连毛料。
防止白斑的方法是适当提高铺底铝的温度,打净底结及浮渣,放母液的时间不要太 迟,充分预热漏斗,并保证漏斗表面光洁。
7-34什么叫金属化合物,它是怎样生成的,其形成和分布具有什么特点,怎样防止粗 大金属化合物的产生?
变形铝合金铸锭中的粗大金属化合物(见图7∙21)是指铸造时在液穴内或漏斗底部以 初晶形式出现的高熔点金属化合物质点。在液穴中自由长大的金属化合物多以单个质点的 形式散布在整个铸锭截面,只有在结晶前沿倾斜度很大时才集中在铸锭中心部位而造成偏 析。在漏斗底部生成的金属化合物聚集物(底结物)则间断地、没有规律地散落在结晶面 上,在铸锭中形成局部偏析。这些粗大金属化合物的低倍组织特征为分散或聚集的针状或 块状凸起,边界清晰,有金属光泽,对光有选择性;断口组织特征为针状或块状晶体,有 闪亮金属光泽;显微组织特征为有特定形状的粗大化合物,既硬又脆,对不同化学浸蚀剂 有不同着色。金属加工变形后沿变形方向被破碎成小块。
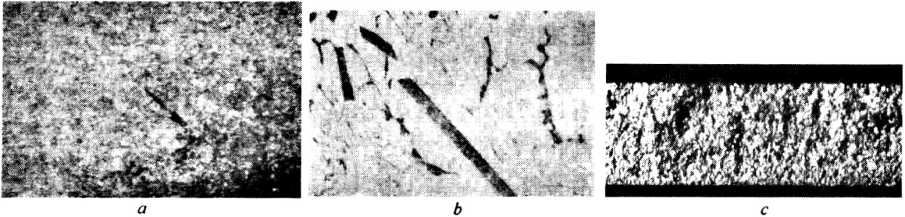
图7.21铝合金铸锭中的金属化合物
Q-低倍组织中的金属化合物;6-2A70合金高倍组织中的金属化合物;
c一断口组织中的金属化合物
成分接近共晶点的过共晶合金和成分接近包晶点的合金,在连续铸造时,当液穴内的 温度低于该合金的液相线温度时就会生成完整形状的金属化合物一次晶。但此时,由于金 属化合物的数量很少,不可能形成连续的结晶前沿,在这种情况下,结晶前沿只有在进一
第七章 质量检验和续陷分析
• 283 -
步进行共晶结晶或包晶结晶时才能形成,而结晶前沿的温度相当于比共晶点或包晶点稍低 一点的温度。由于熔体和硬壳间强烈的热交换,使得在液穴整个体积或大部分体积中温度 接近于二元共晶点或二元包晶点的温度,即低于该合金的液相线温度,这样就不可避免地 促使了金属化合物的形成。显然,连续铸造时,在铸锭中生成金属化合物必须具备两个条 件:一是成分条件,即该合金的成分一定位于共晶点或包晶点附近;二是温度条件,即液 穴内的熔体温度必须低于该合金液相线温度。在铝合金连续铸造的不平衡结晶条件下,出 现金属间化合物一次晶的浓度界限比平衡图中的要低得多。因此,当采用连续铸造法生产 含有难熔组元铁、線、飢、钛、毓、倍、锦、倍、硼、硅的变形铝合金铸锭时,往往出现 金属间化合物。这也是采用连续铸造比起采用锭模铸造来说,不仅没有细化金属化合物一 次晶,反而使产生金属化合物一次晶的倾向更大,质点更粗的原因。
连续铸造时,铸锭中粗大金属化合物的形成和分布具有以下特点:
(1)粗大金属化合物只出现在含难熔组元较多的合金如4A11、4032、2A70、2A80、 2A90、3A21、5A06、5A12、5BO6、7A04 等合金中。
(2)液穴中自由长大的金属化合物一次晶的大小主要取决于它本身的结晶速度和成长 时间。漏斗底结物的生长条件与光亮晶粒底结物相似。
(3)金属化合物的长大速度与其本性及液穴中熔体的过冷度有关。提高铸造温度使液 穴中熔体温度升高,过冷度减小,一方面提高了出现金属间化合物一次晶难熔组元的浓 度,另一方面降低了结晶速度,有利于一次晶的细化。
(4)金属化合物的成长时间即在液穴中以悬浮状态存在的时间,从铸锭边部向中心不 断增加,并与铸锭的凝固时间成正比。所以,金属化合物的尺寸相应地从铸锭边部向中心 不断增大,并随铸锭截面增大而增大。
(5)只有在铸锭基体部分存在分散的金属化合物时,才会在铸锭断口检查中发现金属化 合物的偏析聚集物。并且分散质点越多,在铸锭的某些地方产生局部偏析的或然率越大。
(6)对于直径相同的铸锭,在使用矮结晶器铸造时,出现金属化合物的倾向性增大。
粗大金属化合物是破坏铸锭组织均一性的一种重要的组织缺陷。通常金属化合物硬度 高、性质脆,特别是当它们在铸锭中形成偏析聚集物时,将不仅急剧降低铸锭的力学性 能,而且变形时在制品中造成分层缺陷,是降低半制品横向性能的主要原因。因此,为了 保证制品性能的稳定,在生产中,对铝合金铸锭中的粗大金属化合物必须进行控制。
防止金属化合物产生的最根本的措施是严格控制合金中难熔组元和杂质的含量。同 时,应该从工艺上采取措施,尽可能提高液穴中熔体的温度,消除漏斗底结物的生成条 件。主要措施是:
(1)避免采用高含量的中间合金引入可形成金属化合物一次晶的合金元素;
(2)采用合适的细化变质剂对熔体进行变质处理,抑制金属化合物初晶的形成;
(3)适当提高铸造温度和熔炼温度;
(4)充分预热漏斗,并使漏斗表面光滑;
(5)适当提高结晶器中金属水平或采用高结晶器;
(6)对于生成金属化合物倾向很大的合金,在采用上述工艺措施收效不大的情况下, 可以考虑缩小铸锭截面尺寸C
・284・
铝合金爆铸生产技术问答
第六节铸锭的力学性能
7-35影响铸锭铸态力学性能的因素有哪些,力学性能沿铸锭截面的分布具有什么特点, 为什么?
影响铸锭铸态力学性能的主要因素有晶粒度、晶内结构、铸锭致密度、组织不均一的
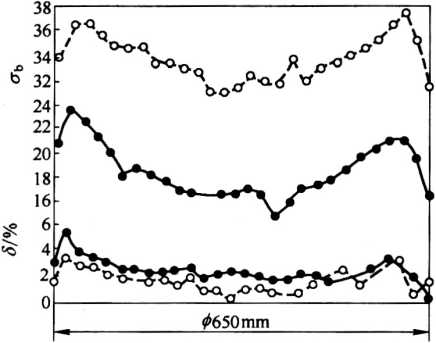
程度、化学成分及区域偏析的程度。通常,在 化学成分一定的条件下,铸锭晶粒愈小、晶内 结构愈细、致密度愈高、组织不均一的程度愈 小、区域偏析程度愈轻,则铸锭的综合力学性 能愈高。其中,对工业纯铝和软合金而言,起 决定作用的是晶粒大小;对高成分硬合金而 言,起决定作用的是晶内结构的细薄程度和致 密度。
力学性能沿铸锭截面的分布情况因铸造条 件的不同而异。水冷半连续铸造时,一般的规
图7-22 直径650mm 2A14合金 铸锭力学性能沿截面的分布 •-•铸态;。一。热处理状态
律如图7-22所示。在铸锭边缘,力学性能较 低是结晶器壁导热速度较低的缘故。在结晶器 出口处,铸锭冷却强度急剧增大,使结晶速度 提高,结果力学性能提高。在铸锭中心区域性
能急剧降低,这是冷却速度降低以及过渡带尺寸扩大的结果。
铸造速度较低时,性能沿截面的分布比较均匀。提高铸造速度,使性能的上述分布规 律更加明显。在提高铸造速度的同时使用高结晶器要比使用矮结晶器更易得到比较均匀的 性能,但铸锭的平均力学性能却有所降低。
7-36铸锭应该具有怎样的力学性能,为什么?
每种合金都有自己的临界性能,在临界性能范围 内,铸锭质量愈高,则综合力学性能愈好,压力加工时 为使产品达到要求的力学性能所需的变形量愈小;而变 形率愈高,则铸锭的遗传性影响愈小。这种关系如图 7-23所示。
在确定铸锭应该具有怎样的力学性能时,应该综合考 虑在获得和利用具有这种性能的铸锭时所表现的利弊:
(1)铸锭的力学性能决定了铸锭在热加工时的性 质。铸锭的塑性愈高,允许的热加工速度愈快,废品愈 少,成品率愈高。
(2)铸锭力学性能对半制品性能的影响随铸锭变 形程度降低而增大。铸锭中以粗大致密质点形式析出的
题 续
翅
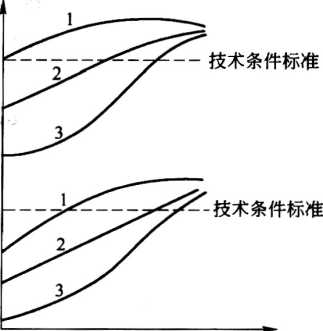
变形程度
图7.23铝材力学性能与铸锭
•质量、加工变形程度的关系
I-高质量铸锭;2一中等质量铸锭;
3一低质量铸锭
第七章 质量检验和缺陷分析
• 285 ・
化合物以及疏松和非金属夹杂物对半制品力学性能的遗传性影响更为突出。
(3)铸锭的屈服强度愈大,则加工愈困难、要求的加工功率愈大、铸锭的加热温度愈 高,并增加某些附加的费用。
(4),获得具有极大力学性能的铸锭,导致必须限制铸造速度和机器的生产率。
根据上面的规律或事实,可以认为:获得具有最高和最均匀的力学性能的铸锭应该是 建立连续铸造工艺的总的原则之一。但在每一种具体情况下,应该正确地估计获得具有最 高力学性能铸锭的必要性,以及从提高机器的生产率或者其他要求出发,是否可以适当降 低铸锭的力学性能。
第七节铸锭的表面缺陷
7-37拉痕和拉裂是怎样产生的,影响因素有哪些,怎样防止?
拉痕和拉裂是铸锭相对于结晶器(或芯子)滑动时,铸锭凝壳与结晶器壁(或芯子 壁)之间的摩擦以及二者之间的黏着所引起的,当摩擦力和黏着力大于凝壳当时的强度极
限时就产生了裂口。
影响拉痕和拉裂产生的主要因素是:
(1)合金性质。在其他条件相同时,含镁量 较高的铝合金比其他合金具有更大的形成拉裂的 倾向性。因为这种合金铸锭表面的氧化膜强度低, 易黏着,具有很大的拉锭阻力(见图7・24)。
(2)工艺参数。在其他条件相同时,拉锭阻 力随结晶器内液面的升高、铸造速度和铸造温度 的提高、铸锭直径的增大、冷却水压的降低而提 高,因而形成拉痕和拉裂的倾向性增大。
此外,结晶器(芯子)抛光不好,安装不 正确,水垢太厚,液流分配不均,流股冲刷凝
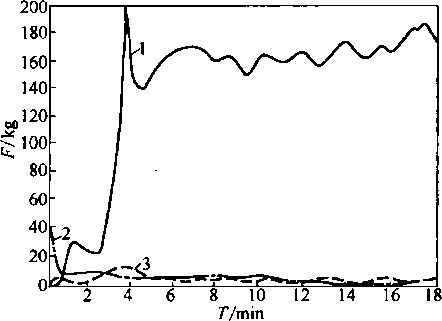
图7-24 以80mm∕miπ的速度连续铸造直径 250mm的铸锭时拉锭阻力的变化曲线
1—5A05 合金;2—1035 合金;3—2A12 合金
壳,润滑不良等因素均会提高铸锭形成拉痕和拉裂的倾向。
防止拉痕和拉裂的措施是:
(1)适当降低铸造速度和铸造温度;
(2)适当提高冷却水压,保证沿铸锭周边冷却均匀;
(3)降低结晶器内液面高度;
(4)正确安装结晶器、芯子和分配漏斗,防止液流偏斜,冲刷结晶面;
(5)保持结晶槽工作表面粗糙度,均匀、适时地进行润滑;
(6)定期清理结晶器和芯子内的水垢;
(7)不要用被熔体退过火的(现场叫"烧了")结晶器和芯子;
(8)铸造机起动时,由静摩擦突然过渡到动摩擦时,其拉锭阻力极大,形成拉裂的倾 向性也极大。为此,金属液面不要上升太快。铸空心锭时,开始芯子水压不要过大,水平 亦应控制低一些为好。
、 ・286・
铝合金熔铸生产技术问答
7-38偏析浮出物是怎样形成的,影响因素有哪些,怎样防止?
偏析浮出物是从铸锭内部渗流出来并在铸锭表面呈瘤状或小球状凝结的易熔析出物,
又称发汗带,俗称偏析瘤(见图7・25)。偏 析浮出物中通常都富集有大量易熔组成物。 因此,形成易熔共晶体的铜、镁、锌、硅的 含量在浮出物中急剧升高,而鎰、辂等元素 的含量在浮出物中较少。偏析浮出物是在铸 锭表面温度低于线收缩开始温度,在铸锭因 收缩刚离开结晶器壁而表面层还处于固液态 时,或者在铸锭与结晶器壁间形成了空隙, 铸锭外层产生二次加热使表层温度达到枝晶
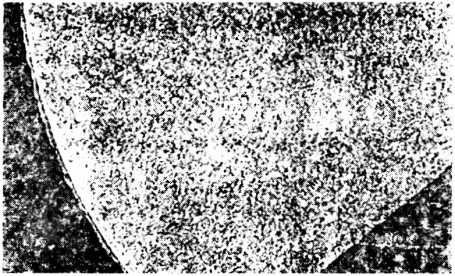
图7-25偏析瘤
间易熔组成物的熔点并使其熔化时,枝晶间的易熔组成物在液穴中熔体静压力的作用下, 或者由于被加热的固溶体晶粒体积增大和易熔物重熔时体积增大而产生的附加力的作用 下,沿结晶骨架的孔道,在氧化膜破裂的地方渗出并在表面凝结而形成的。
影响偏析浮出物形成的因素有: •
(1)合金成分。当合金处于固液态时,结晶骨架内液相的相对数量愈多,则偏析浮出 物形成的倾向愈大。没有有效结晶区间的纯铝和合金没有形成偏析浮出物的倾向。
(2)冷却条件。当铸锭表面层连续地冷却时,铸锭表面层在结晶器内没有二次加热和 重熔现象,则可以得到实际上没有或很少有偏析瘤的铸锭。在实际生产条件下,强化对铸 锭和结晶器的冷却、缩短结晶器的有效高度、减小结晶器的锥度(即缩小铸锭中结晶器壁 之间的缝隙)、缩小铸锭的横截面尺寸,能降低形成偏析瘤的倾向。而普遍和局部缺水将 提高形成偏析瘤的倾向。
(3)铸锭表面氧化膜的强度和完整程度。采取各种工艺措施,如:提高结晶器内表面 光洁度、均匀润滑;适当降低铸造速度和铸造温度、均布液流、以减小铸锭和结晶器壁之 间的摩擦,防止和减少表面氧化膜破裂的机会,可以降低形成偏析浮出物的倾向。
偏析浮出物是一种有害的铸锭表面缺陷。在铸造过程中,填充在铸锭和结晶器之间的 偏析浮出物对结晶器壁产生附加压力,使拉锭阻力增大。采用带有偏析浮出物的铸锭直接 进行压力加工,将导致半制品形成分层缺陷,使最终制品性能降低。因此,对铸锭进行加 工之前,通常都要车(钱、锋)掉表面这些缺陷。在生产中,应想办法尽可能消除或减少 铸锭表面的偏析浮出物。其措施是:
(1)提高冷却水压,保证铸锭周边冷却均匀;
(2)降低结晶器的有效高度和缩小锥度;
(3)适当降低铸造速度;
(4)适当降低铸造温度;
(5)保持结晶器内表面光洁度,均匀润滑;
(6)正确安装漏斗,合理分配液流,防止液流偏斜冲刷凝壳,造成凝壳局部熔化。
7-39冷隔是怎样形成的,如何防止?
冷隔又称成层(见图7-26),它是铸锭表面上存在的有规律性的重叠或内部形成隔层
第七章质量检验和缺陷分析
・287・
的现象。它是位于铸锭边部敞露液面处的熔体提前凝固的结果。冷隔的形成过程见图 7-270连续铸造时,在某些情况下(比如铸造速度过低、铸造温度过低、冷却强度过大、 金属水平不稳、漏斗偏斜或漏斗眼堵塞等),液穴内的金属不能均匀地到达铸锭四周,在 金属流得少的地方,温度很快降低,逐渐形成硬壳,它们阻止液体流到这个区域。只有在 结晶器中部液体金属的水平高度在硬壳之上并提高到足以克服表面张力和破坏氧化膜表面 时,金属液才又流向结晶器壁,但此时已不能与硬壳很好焊合。这种情况周而复始,便在
铸锭表面形成了一道道的冷隔。
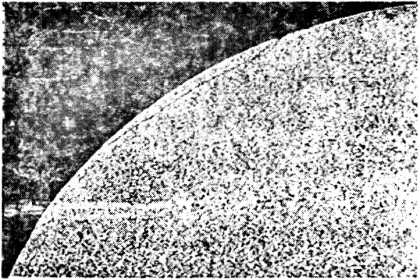
图7-26铸锭表层的冷隔

冷隔常常是铸锭裂纹的起因,并增大了铸锭钱面和车皮的几何废品,降低了成品率。 为了尽量减少或消除冷隔,应采取以下措施:
(1)对于裂纹倾向性较小的合金铸锭,适当提高铸造速度;
(2)当提高铸速受到裂纹限制时,采用带锥度的结晶器或使用热帽,适当降低水压和适 当提高铸造温度以降低铸锭周边层在敞露液面处的冷却强度,并提高液态金属的流动性;
(3)采用液面自动控制漏斗,并做到正确安装,大小适宜,以合理分配液流,防止金 属水平波动。
7-40铸锭表面的纵向皱折是怎样形成的,如何防止?
纵向皱折是沿铸锭表面纵向断续分布,并具有一定深度的条状缺陷,其形貌示意图见 图7.28。它的产生和分布具有以下特点:
(1)与供流方式有关,采用圆形漏斗供流的圆铸锭基本不产生这种缺陷,而采用单个漏 斗向两端供流的相同合金的扁铸锭大面中部则经常发现这种缺陷(其他部位和小面也有,但 相对较少);
(2)缺陷主要分布在整根铸锭的下部,而中部和上部相对较少;
(3)与合金的含硼量有关,电子探针能谱分析 表明,皱折处的硼含量为无皱折处的11倍;
(4)与液穴内温度不均有关,缺陷主要分布在 低温区;
(5)主要发生在2 X xx、5xxx、7xxx系 合金的扁铸锭上。根据上述特点,可以认为纵向皱折 的形成是在液穴中温度较低或热金属不直接进入的区
域,熔体中固有的或后期形成的TiB2粒子向氧化膜下 图7-28铸锭表面纵向皱折示意图
• 288 ・
铝合金熔铸生产技术问答
表面附聚的结果,铸锭冷凝成形时向内收缩,因此形成沟槽状。
防止纵向皱折的措施是:
(1)采用低硼型AbTi-B细化剂进行细化处理,并控制添加量;
(2)适当提高铸造温度和铸造速度;
(3)铸造开始前,所有转注工具必须预先烘烤,并采取措施防止熔体出现较大的温降;
(4)改善供流方式,均匀供流;
(5)保持结晶器工作表面光洁度,适当润滑。
7-41铸锭弯曲的原因是什么,怎样防止?
铸锭纵向轴线不成一条直线的现象称为弯曲。铸锭产生弯曲的原因主要有三点:一是 铸造机的故障(比如导轨不直或导轨与轴瓦间隙过大等),致使底座平台在下降过程中产 生位移。二是铸造工具如结晶器、底座、盖板等安装不对中或在铸造过程中位置产生错 动。三是由于铸锭悬挂而引起。
铸锭弯曲程度通常要求小于3mm/m,对于扁铸锭大面弯曲则要求小于2mm∕mo YS 67-1993对铸锭弯曲度的要求是不大于5mm/m。防止铸锭弯曲的办法:一是经常检查 和调整铸造机,使之在运行过程中平稳不晃动;二是正确组装结晶器、底座和盖板,既保 证水平度,又保证垂直度,还要保证对中,调整后要紧固,防止铸造过程中产生移动;三 是选用表面光洁、锥度合适、平直的结晶器,并注意开头操作,防止铸锭悬挂。
7-42空心锭内孔偏心是怎样引起的?
空心铸锭内、外圆不同心的现象称为偏心。引起空心锭内孔偏心的原因有:芯子安装 不正,结晶器偏斜,铸造机下降不平稳,铸锭弯曲,镂孔不正确,铸造工具不符合要求, 由于芯子水冷不均而造成的铸锭内表面偏析浮出物局部加重。
空心锭偏心的结果将导致铸锭壁厚不均,使车削和锋孔量增大,甚至报废。通常,铸 锭偏心度要求不大于Imm,锭坯偏心度要求小于0.75mm。防止空心锭偏心的基本措施是 从铸造机和铸造工具入手,消除上述产生偏心的原因。
7-43引起铸锭尺寸不符的原因是什么?
铸锭尺寸不符是指铸锭或锭坯的实际几何尺寸与要求的尺寸不相符合。造成铸锭尺寸 不符的主要原因有:
(1)流口堵的过早或过晚;
(2)行程指示器失灵;
(3)铸造井积渣过多,铸锭长度达不到要求;
(4)计划尺寸下达错误;
(5)炉料量不足;
(6)机械电气设备事故;
(7)铸锭由于表面夹渣、偏析瘤、冷隔、疏松和裂纹等原因引起车皮(锋孔)量增 加,导致锭坯尺寸超出公差;
(8)因停电或其他原因引起的铸造中途停车。
第七章质量检验和缺陷分析
∙289 ∙
7-44产生竹节的原因是什么?
因铸造设备运转问题或结晶器内表面锥度过大,在铸锭表面形成的类似"竹节"的缺 陷称竹节。一般通过车皮或钱面可以去除。
7-45电磁铸锭表面的纵向波浪和纵向皱折是怎样产生的,如何消除?
纵向波浪就是铸锭横断面尺寸的波动,又称横向皱折(见图7・29)。它是在液面波动
或铸造速度、冷却强度、见水位置及铸锭对垂直轴线的 ∩----—V-——
偏斜等发生变化的条件下,链锭表面固液区分界线位置
发生改变,使电磁压力与液体静压力失去平衡,导致铸
锭纵向上直径忽大忽小而形成的。纵向波浪的形成过程图7-29电磁铸锭表面纵向波浪示意图
如下:在正常铸造条件下,铸锭边部液-固区分界线通常控制在感应圈中位面附近,此时建立 了合金液柱静压力与电磁力的平衡关系(即pgA="),铸出的铸锭保持平直。假定在某一 时刻,上述参数之一发生变化,例如,当液面降低AZi时,则液柱静压力相应降低pgA生于 是,电磁推力与静压力的关系失去平衡,电磁推力相对增大,则液柱变细。冷凝后变细的铸 锭的见水位置下移,因而铸锭固液区分界线相应下移,液柱相应提高,静压力增大,而在固
液界面处的电磁推力又小于中位面处的电磁推力,故铸锭又逐渐变粗。如此反复,便形成了 连续的纵向波浪。所以,消除电磁铸锭纵向波浪的基本措施是合理选择电磁屏蔽的锥角,建 立电磁力与合金液柱静压力的平衡关系。在电磁铸造装置确定的前提下,选择合适的液面高 度(一般控制在35 ~50mm为宜)和铸造速度,并保证各电气参数和工艺参数在铸造过程中 保持相对稳定。此外,铸造机运行平稳也是保证获得优良表面铸锭的必要条件。
纵向皱折(见图7-30)产生于液柱侧面并在冷却时保留在铸锭上。它是在铸造温度偏 低、铸造速度较慢、液态金属供给不匀、沿铸锭周边冷却不均的条件下产生的。主要分布 在热金属不进入的地方或者水冷较强烈的地方。提高铸锭冷却强度,使产生纵向皱折的倾 向性增大。产生纵向皱折的机理是:在电磁铸造时,由于液穴中电磁搅拌的作用,结晶前 沿处固液两相间的热交换过程十分强烈,液相的蓄热量急剧降低,因而给液穴体积内晶体 的生成创造了良好的条件。在铸造温度偏低,或者铸造速度较慢时,上述情况得到加强。 液穴中形成的这些微小的悬浮晶在运动的金属流的作用下,被带到液柱周边区域。在铸锭 四周冷却不均或供流不均的条件下,在热金属不进入的地方或者水冷强烈的地方,液区周 边的氧化膜上就会附聚更多更厚的微晶体,在这些晶体浓度比较大的部位,金属的流动性 大为降低,于是在液区周边层形成了不同深度的垂直方向的沟槽。伴随着液区周边层熔体 密度的这种不均匀的变化,熔体的导电率和表面张力也相应产生不均匀的变化,于是,在 磁场的作用下,液区周边层区域产生了不同的表面变形条件,导致了与电磁推力方向一致 的纵向皱折的形成,这些皱折在凝固时被完整地保留在铸锭表面。
由上可知,液穴中熔体的循环是促进悬浮晶形成和将悬浮晶带至液区周边层的主要原 因,因而控制和减弱熔体的循环强度是消除纵向皱折的主要办法。为此可选择较高的电流频
1 ^ 率和适当的屏蔽参数,还可降低屏蔽相对于感应器
.............. 的位置。在电磁铸造的装置及电气和几何参数确定 图7-30电磁铸锭表面纵向皱折示意图 的条件下,消除纵向皱折的方法是提高铸造温度、
• 290 ・
铝合金熔铸生产技术问答
提高金属分布的均匀性和冷却的均匀程度。
7-46热顶铸锭的搭接式表面和汗珠式表面是怎样形成的,如何消除?
热顶铸造时,铸锭的表面形成发生在热顶和结晶器的交界处,所以,其过程很不容易 控制。搭接式表面的形成机理如图7・31所示。模型大致说明如下:首先由结晶器壁生长 出弯液面,它与热顶下面保持接触(图7-31a)。随着铸锭下降,弯液面上部的空间扩大, 接着到达热顶突台的边缘,弯液面上端与热顶突台边缘保持桥式结合(图7-316)。铸锭进 一步下降,上部空间逐渐增大,热传导减小,因而桥式结合部温度上升,接着便破裂,熔 体流入,回复到开始阶段(图7-31C)。上述过程周而复始,便形成了类似成层(即冷隔) 的搭接式表面。在6阶段,由于内侧部分的凝固速度慢,溶质元素在此浓聚,而固体中的 溶质元素降低,因而在铸锭表面层出现了合金元素的周期性偏析(图7.31d)。显然,搭接 式表面和偏析区的深度与热顶贮槽内侧的突出距离成比例。
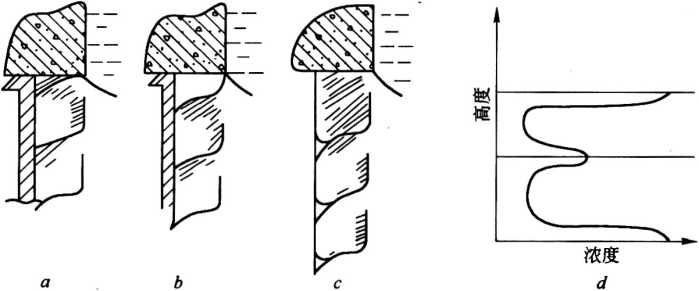
图7-31热顶铸造时搭接式表面的形成模型
汗珠式表面也是热顶铸造的特有缺陷之一。它是铸造过程中,由于在结晶器和热顶接 触的边角部位形成负压空间,熔体中的气体在铸锭表皮下凝聚长大而造成的气泡表面。
为了减少和防止热顶铸造特有的缺陷,获得光滑而稳定的表面质量,世界各国对热顶 铸造的装置和工艺进行了大量改进,其中,比较有效的办法是:
(1)由试验确定最佳的铸造速度,使从结晶器壁导出的热量最小,即使K4L (水冷 上流导热距离)接近于零。
(2)由试验确定铝液静压力、结晶器高度和铸造速度三个参数间的最佳配合值,使热 顶和结晶器接合处金属液的弯月面保持不变。
(3)在结晶器顶面和内表面上部周围开挖油沟,利用铸锭下降时在结晶器和热顶接触 处的边角部位所造成的负压,实现自动供给润滑油。
(4)采用石墨做结晶器内表面衬套,并在石墨衬套的上部和结晶器之间开一空气隙, 一方面降低一次冷却强度,另一方面利用石墨的自润滑性。
(5)在热顶和结晶器之间,插入石墨或金属薄环,以降低该处的一次冷却强度。
(6)在热顶和结晶器之间插入分流板或者采用具有上小下大喇叭形供料口的热顶或者 其他办法以改变和控制进入结晶器的液流。
(7)从热顶和结晶器之间导入压力与该位置熔体静压力相平衡的空气或惰性气体,使
熔体在该处不与结晶器接触。
.、'、>:-?、、、、、
•*.、、■、'、工 V、.
Xf ■-■?-»
第一节熔炼炉
8-1对铝合金熔炼炉和静置炉的基本要求是什么?
铝合金熔炼炉的基本任务是熔化炉料,配制铝合金。对现代铝合金熔炼炉的基本要求 是:热工特性好,冶金质量高,操作方便,环保安全,性能价格比适宜。具体来说,在热 工特性方面,要求熔化速度快,隔热密封性能好,热效率高,炉衬寿命长,对燃料变化的 适应性强。在冶金质量方面,要求熔体表面积与熔池深度之比合理,炉温均匀,炉温、炉 压、炉内气氛可以方便调节控制,熔炼损耗少。在操作方面,要求装料、搅拌便于实现机 械化、自动化作业,工艺操作和合金转换方便,辅助时间短,生产效率高,设备维护检修 方便。在环境保护方面,要求设备噪声低,排放达标,设备在点火、燃烧、熄火过程中要 有可靠的安全保障。在性能价格比方面,要求设备占地面积小,单位产量的设备投资低, 操作成本和维护成本低。
静置炉用于接受在熔炼炉中熔炼好的合金熔体,并在其中进行精炼、静置和调整熔体 温度,在铸造过程中对熔体起保温作用;对于仅接受铝液的静置炉还有配合金、调整成分 的任务。因此,熔体的最终质量在许多情况下与静置炉的类型和结构有关。对静置炉的基 本要求是:炉内水蒸气含量少;熔池内熔体的温差小、保温良好并能准确控制炉温;具有 一定的升温能力;容量与熔炼炉相适应;结构简单,操作方便。
按照建标[1992] 894号《铝加工厂建设标准》和YSJoIl-1991《铝加工厂工艺设 计规范》的要求,铝及铝合金的熔化,宜采用火焰炉,热效率应大于40%。容量15t及以 上的火焰熔化炉宜采用圆形或其他先进炉型,配以换热器,燃烧系统宜采用自动控制。容 量15t以下的灭焰熔化炉可采用比例控制烧嘴。静置炉(保温炉)宜采用电阻炉,当电源 不足或炉子容量较大时,也可采用火焰炉,并应设置炉温自动控制装置。
8-2常用铝合金熔炼炉的类型有哪几种?
常用变形铝合金熔炼炉的类型见图84o '
8-3电阻反射炉的工作原理是什么,有什么优缺点,其结构特点和主要技术参数是什么?
电阻反射炉是通过电热体放出的热量加热炉顶和炉墙,热量再由炉顶、炉墙以辐射方
• 292 ・
铝合金熔铸生产技术问答
炉 铝 熔
按热源分
按加热原理分
E电阻反射炉
等温炉
感应炉-
按有无铁芯分一
有芯炉
无芯炉
一工频炉
电率-A工频炉 源分
|_一中频炉
按外形分
竖式炉
筒形炉
回转炉

火焰炉
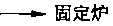
按对地关系分
按结构分
单膛炉 双膛双向炉 热底炉 热煤气炉 带前室炉
炉 动 倾
图8-1常用熔铝炉类型
式传递给被加热的物料,使之不断升温熔化或保温。
电阻反射炉的优点是:炉气中水蒸气含量少,熔体烧损小,炉温控制准确,熔炼的金 属质量高;没有噪声,没有燃烧废气,工作环境好;结构简单,造价较低,维护保养简 便。其缺点是:加热元件只能安装在炉顶,单位功率不大(通常为30~40kW/m2),不仅 生产率低,而且炉子占地面积较大;热效率在一般情况下比火焰炉高,但比感应炉低;另 外,由于金属熔体和熔剂对加热元件有腐蚀作用,需要经常更换加热元件,也给操作带来 麻烦。因此,作为熔铝炉,电阻反射炉这种形式已逐渐被淘汰,目前,主要用做保温静置 炉。
典型固定式方形电阻反射炉的结构如图8.2。所示。通常,电阻反射炉由炉体 (炉壳、炉基、炉底、炉墙、炉顶)、电加热装置(电阻带或硅碳棒)及炉温测控系 统和炉门升降装置等几部分构成。炉壳由金属构架和钢板焊接而成,炉基由混凝土筑 成,炉底由多层耐火砖、镁砂层及保温砖砌筑或耐火水泥整体浇注。四周炉墙上开有 数量不等的炉门、铝液出口,对于接受液体料的炉子在炉墙的一端还开有铝水进口。 通常,炉子两端的炉门用于搅拌、扒渣,正侧的炉门用于加料、取样,铝液出口多开 在后侧。炉门是铸铁框内衬保温砖的,一般采用电动机提升。在每个炉门口上方装有 排烟罩,用于精炼时排除有毒气体。电阻反射炉的炉顶一般都采用悬挂式平顶结构 (见图8-26)。炉顶上部是槽钢结构,大炉梁砖5用金属吊挂8悬挂在槽钢1下方,小 炉梁砖6套在大炉梁砖之间的缝隙处,电热体7安放在两块小炉梁砖的侧翼上。这种 结构有利于在炉子维修时,将损坏了的小炉梁砖从一端抽出更换。为了便于电热体辐 射传热,炉膛的高度多控制在150Omm以下,而熔池的深度多在250 ~ 550mm之间。 对于专门接受液体料的电炉,熔池深度可稍为大些。电阻静置炉在结构上与电阻熔化 炉相似,只是熔池要稍微深一些,•熔池镜面积要小一些,而且配置的电功率大约只有 同容量熔化炉的50% ~60%。几种国产电阻反射式熔铝炉和电阻静置炉的主要技术 性能分别列于表8.1和表8.2。
第八章铝合金熔铸设备
• 293 •
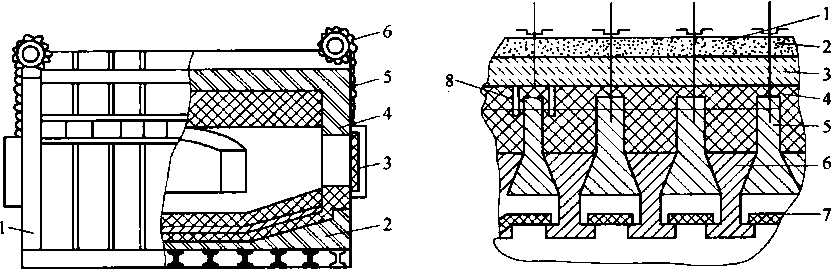
b
图8-2电阻反射炉结构
。-电阻反射炉结构示意图: 6-炉顶结构示意图:
I-炉壳;2-炉底;3—炉门;4-炉墙;1-槽钢;2-耐火填料;3-保温砖;4—轻质耐火砖;
5-炉顶;6-炉门提升机构 5一大炉梁砖;6—小炉梁砖;7-电热体;8一金属吊挂
表8"国产RLR系列电阻反射式熔铝炉主要技术性能
|
产品型号 |
额定容量 /t |
额定功率 ZkW |
额定电压 /V |
额定温度 /七 |
相数 |
熔池尺寸 ∕mm X mm X mm |
熔化效率 /t ∙ h-' |
|
RLR-165-9-1 |
1 |
165 |
380 |
950 |
3 |
2500 ×17∞× 240 |
0.25 |
|
RLR-3∞-9-3 |
3 |
3∞ |
380 |
950 |
3 |
3320 ×22∞× 310 |
0.45 |
|
RLR-525-9-6 |
6 |
525 |
380 |
950 |
3 |
5060 ×25∞×3∞ |
0. 80 |
|
RLR-680-9-9 |
9 |
680 |
380 |
950 |
3 |
65∞×25∞×350 |
1.05 |
|
RLR-800-9-12 |
12 |
800 |
380 |
950 |
3 |
6000 × 3000 ×500 |
1.20 |
|
RLR-5∞-9-15 |
15 |
5∞ |
380 |
950 |
3 |
7300 ×25∞ ×480 |
0. 75 |
|
RLR-8∞-9-18 |
18 |
8∞ |
380 |
950 |
3 |
80∞×30∞×5∞ |
1.20 |
|
RLR-10∞-9-24 |
24 |
I(XX) |
380 |
950 |
3 |
100∞×30∞×5∞ |
1.50 |
|
RLR-1200-9-40 |
40 |
1200 |
380 |
950 |
3 |
12000 ×30∞×5∞ |
1.80 |
表8.2国产RLB系列电阻静置炉(保温炉)主要技术性能
|
产品型号 |
额定容量/t |
额定电压/V |
额定功率/kW |
额定温度/K |
熔池尺寸 ∕mm X mm X mm |
相数 |
|
RLB-240-9-6 |
6 |
380 |
240 |
9∞ |
3370×25∞×510 |
3 |
|
RLB-250-9-10 |
10 |
250 |
4910 ×20∞× 578 | |||
|
RLB-3∞-9-15 |
15 |
300 |
5122×24∞×728 | |||
|
RLB-6∞-9-18 |
16 |
6∞ |
73∞×25∞×680 | |||
|
RLB-5∞-9-24 |
24 |
500 |
69∞×26∞×750 | |||
|
RLB-6∞-9-24 |
24 |
6∞ |
74∞ ×2840 ×763 | |||
|
RLB-7∞-9-40 |
40 |
7∞ |
9950 ×30∞×795 |
8-4什么是等温熔炼炉,其结构特点和优缺点是什么?
等温熔炼炉(isotherm到smelting furnace)指在恒定温度内进行铝合金熔炼的炉子。在等 温熔炼炉的炉膛内铝熔体温度仅在很小的范围内变动,而且各处的温度几乎完全一致。铝熔 体池中熔体温度即为放流温度降与铸造温度之和,温度由计算机自动监控,通过熔池底部的 发热板来微量控制温度。熔体池相当于常规的静置炉。等温熔炼炉是在美国能源部的资助下
• 294 ・
铝合金熔铸生产技术问答
由阿波各技术公司(ApogeeTechnologyInc.)等单位共同于2003年底研发成功的O
等温熔炼炉的基本结构如图8.3所示。该炉分成5个相通的区域:循环泵送区(装有 径向铝熔体循环泵),加热区(内装直接浸没式电阻加热器,热通量等于或大于79400 kj/h ∙ m2),装料区,中间处理区(装有石墨旋转喷嘴在线净化除气装置),熔池(将熔 池与泵送区、加热区、装料区、净化处理区隔离开的隔板位于铝熔体中,它由既有很高的 热导率又耐铝熔体熔蚀的耐火材料精密铸造的板块而构成)。开炉时首先注入一定量的熔 融铝,注入量以能浸没加热器为准,装入固态料,开动循环泵与净化除气装置,待先装入 的固态料熔化到一定程度后装入第二批料,如此循环,直至静置区即熔池内的铝熔体达到 所需的量为止,然后放出温度和成分等指标都达到要求的铝熔体供铸造锭坯与铸件。世界 首台投入生产使用的这种炉子的尺寸为3mx4.5mxl.5m,容量为3∙2t,熔化速率为 2∙3t/h (工艺废料)和3∙2t/h (原铝锭)。现正在设计与制造熔炼速率达14∙5t∕h和35t∕h 的等温熔炼炉。
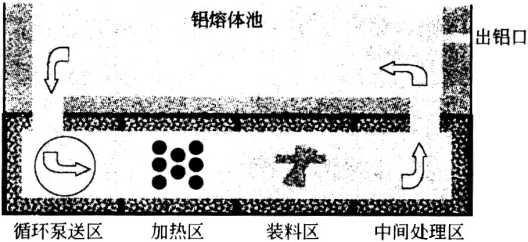
•浸没式电热器;—固体料;
i装有电阻发热元件的隔板
图8-3等温熔炼炉结构示意图
等温熔炼炉的优点是:(1)热效率高,据称能耗低于420kW-h/t; (2)占地面积小, 据称仅相当于常规反射熔炼炉占地面积的1/5; (3)不散发污染物,熔炼车间无污染,空 气清新;(4)可对炉料进行三维加热,并集熔化、精炼、搅拌等功能于一身,熔体温度均 匀一致,成分均匀一致;形成的炉渣显著减少,熔体品质大大提高,溶解的气体、固体夹 杂物少。
本书认为,等温熔炼炉目前存在的问题主要是:(1)仅适用于电能;(2)对各组成 元件的质量要求较高,炉子维修保养难度较大;(3)合金换组比较麻烦,势必造成生产效 率和成品率的下降。
8-5感应炉的工作原理是怎样的,有什么优缺点?
感应式熔炼炉是按变压器的原理工作的。在感应线圈中通过交变电流时,在感应线圈 内便产生一个交变磁场,位于交变磁场中的金属在感应电势的作用下产生感应电流。由于 金属具有一定的电阻,、根据焦耳■楞次定律,就有热量产生,从而使金属加热熔化。在有 芯熔沟式感应电炉中,带铁芯的感应线圈相当于变压器的一次线圈,被加热的金属置于环 绕在感应线圈外围的熔沟之内,相当于变压器的二次线圈。在无芯生堪式感应电炉中,不 带铁芯的感应器相当于空气芯变压器的一次线圈,被加热的金属置于生堪内被感应器环绕
第八章铝合金爆铸设备 ,295 •
着,相当于变压器内短路连接的二次线圈。
感应电炉的优点:一是热量产生在金属材料本身,合金烧损少,熔化速度快,热效率 高;二是有电磁搅拌作用,使熔体的成分和温度更为均匀,同时,熔体表面积和熔体体积 的比相对其他类型的炉子要小,炉内水蒸气含量少,因而,熔体质量高;三是温度易于调 节和控制,噪声小,作业环境好,减轻了工人炉前操作的劳动强度。
两种类型的感应电炉相比较,有芯熔沟式感应电炉由于通过铁芯构成的闭合回路将电 能传到金属液,所以具有较高的原始功率因数(约O∙3~O∙5),即高的能量效率,这也就 使提高炉子功率因数用的电容器,只有无芯炉的约1/4,熔炼电耗约80%,热效率较高, 这是它的最大优点。但这种炉子开炉操作较复杂,必须留20% ~30%的起熔体,更换合金 品种比较麻烦,工余或采用单班生产时,仍需送电保温,导致电能额外消耗。此外,熔炼 时,熔沟同时受高温、金属静压和电磁力的冲刷作用,而熔沟壁很薄,由内外温差引起的 热应力很大,工作条件恶劣,寿命较短,也容易为炉渣所堵塞。这些缺点使得铝熔铸行 业,特别是合金品种更换频繁的企业很少采用这种炉子。20世纪80年代末期由西安电炉 研究所和昆明市民族铝制品厂共同研制的GYL∙3-400型5t有芯感应熔铝炉,采用了较为 先进的双沟喷流型熔沟结构,与原来的等截面熔沟相比,具有熔池、熔沟温差小的优点, 感应体与炉体采用可拆式,便于快速更换,金属烧损较小。
无芯生堪式感应炉的优点是:在有效容量相同的条件下,输入功率可比有芯熔沟式炉 大几倍,因而熔化速度快,熔炼温度更高(可达1600K,约比熔沟式炉高100 ~200工), 而且合金转组方便,炉结的清理和维修都较方便。其缺点是原始功率因数低(通常小于 0.2),为了提高功率因数,需要有相当数量的补偿电容器。对于中频感应炉,还需有变频 设备,因而使炉子造价偏高。在无芯堪堪式感应炉中,随着电流频率增大:电流渗透深度 减小(见表8・3),集肤效应更明显,搅拌作用减弱,在容量相同条件下,需要更大的输入 功率。但由于磁力线变化频率提高,金属的涡流电势增大,炉料中热能增加,因而熔化速 度和热效率提高,起熔也很容易。反之,工频炉传递功率困难,熔化速度和起熔速度较 慢。但工频炉不需要变频装置,设备投资较省,在使用和维护方面比较简单。在铝加工行 业,目前这两种炉子都有使用,其中华北铝有1台5t中频无芯生堪式感应炉在2004年投 产,主要用于熔化废料。而西南铝则有1台8的工频无芯感应炉,主要用于熔制有特殊要 求的成品合金。总的来看,国内采用中小容量的中频用堪炉生产铝中间合金的居多。
表8∙3铝在不同频率下的电流滲透深度
|
电流频率/Hz |
25 |
50 |
5∞ |
1000 |
10000 | |||||
|
物态 |
固态 |
液态 |
固态 |
液态 |
固态 |
液态 |
固态 |
液态 |
固态 |
液态 |
|
电流渗透深度/cm |
1.7 |
5.2 |
1.2 |
3. 68 |
0. 38 |
1.16 |
0. 27 |
0. 82 |
0. 085 |
0. 26 |
注:1.集肤效应是指在交变磁场内的导电工件中产生的感应电流分布,在工件表面层最大,愈向中心愈小的现象。
2.电流渗透深度是指从工件表面算起,至电流密度衰减到表面最大电流密度的1/e倍时的距离。可按公式5 = 5O3O[p/(")]-S计算,式中,P为工件的电阻率,∩∙cm;从为工件的相对磁导率;/为电源频率(Hz)。
3.按我国习惯,50HZ称工频,大于50 TOOOOHz称中频,大于IoooOHZ称高频。
4.无芯感应炉的搅拌力,用金属熔液的拱起高度"表示,并按下式计算:W = 3. 16 X IO2 - (1/")-S • (P/S) ∙尸t,式中,p为输入功率,kW; S为被感应器包围的铝液表面积,cm2;y为铝液的密度,V cm30其他同上式。
• 296 ∙
铝合金煉铸生产技术问答
8-6无芯工频感应电炉的结构具有什么特点,其主要技术参数是什么?
无芯工频感应电炉主要由炉体、工频电源(变压器、三相平衡系统、功率因数补偿系 统)、控制系统、液压系统组成(实物照片见图8・4)。炉体采用框架式结构(见图8.5),
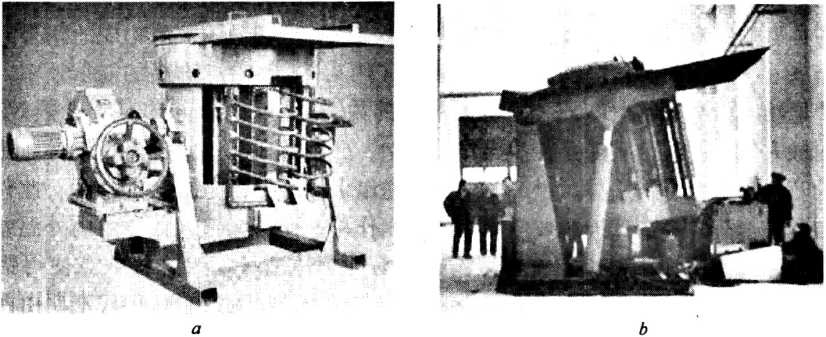
图8.4无芯工频感应炉实物照片
Q—手动、电动式;6一液压倾动式
炉体由接受炉料和装载金属熔体的耐火生堪,用优质异形铜管绕制而成的感应线圈,由硅 钢片叠制而成起磁屏作用的磁範,防止线圈受热和使炉衬膨胀力均匀的绝缘材料,以及磁 枢外围的炉架和机械部件等组成。水冷电缆经由炉体的导电板引入感应线圈,水冷电 缆冷却水自成循环回路。炉体倾翻有手动和液压驱动两种。液压系统包括液压站、油
缸、液压操作台等。电气部、分由电 炉变压器、主接触器、电抗器、电 容器组架、电控柜等组成。有的炉 子还装有生堪报警装置,一旦炉衬 产生裂缝有金属液泄漏的危险时便 通过传感器发出警报。炉衬是保证 熔体质量和使用寿命的关键部件, 一般应采用高铝质或莫来石质或铝 倍质不定形耐火捣固材料,以干燥 或半湿的方式使用,也有矶土水泥 预制生堪。国内也有企业采用以石 英砂为骨料、以硼酸为黏结剂的酸 性材料进行捣制的。由于工频炉的 搅拌作用较强,为抑制金属液的流
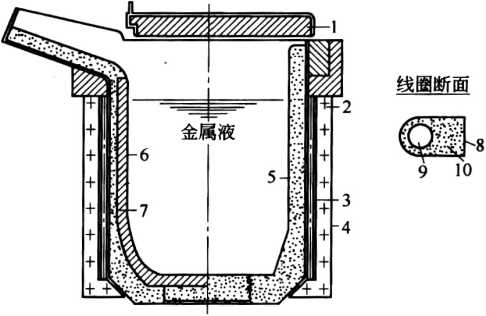
图8-5无芯塔堪式感应炉炉体断面示意图
I-炉盖;2-冷却专用螺旋管;3—通电线圈;4—磁粗;
5一耐火炉衬;6—耐火涂层;7一背衬;8一绝缘带;
9—通水部分;10-通电部分
动,应在感应线圈的高度和输入功率的选择上给予关注。磁扼是使外部磁束形成磁 路、防止炉架等发热的重要部件,图8・5中磁枢下部向炉内弯成L形是为了防止磁束 漏向炉底的钢铁构件。
国产无芯工频感应熔铝炉的主要技术参数见表8-4o
第八章铝合金熔铸设备
• 297 ・
表8∙4国产无芯工频感应熔铝炉的主要技术参数
|
型号 |
额定 容量 /t |
额定 功率 ∕kW |
额定 电压 /V |
熔化率 /t ∙ h^, |
工作 温度 /r |
电耗 ∕kW ∙ h ∙ f, |
电源 相数 |
变压器 容量 ∕kV ∙ A |
冷却 水耗量 /t ∙ h"1 |
炉体 重量 /t |
|
GWL 0. 25-120 |
0. 25 |
120 |
380 |
0.175 |
7∞ |
685 |
3 |
150 |
3.0 |
3.5 |
|
GWL 0. 3-150 |
。3 |
150 |
380 |
0. 22 |
700 |
680 |
3 |
200 |
3.5 |
3.8 |
|
GWL 0. 5-2∞ |
0.5 |
200 |
380 |
0.3 |
700 |
667 |
3 |
250 |
5.2 |
7.8 |
|
GWL 0. 8-250 |
0.8 |
250 |
380 |
0. 38 |
7∞ |
658 |
3 |
400 |
6 |
8.4 |
|
GWL 1-320 |
1.0 |
320 |
380 |
0. 53 |
7∞ |
6∞ |
3 |
400 |
6.5 |
12 |
|
GWL 1. 5-450 |
1.5 |
450 |
75O∕5∞ |
0. 77 |
700 |
585 |
3 |
630 |
7 |
14 |
|
GWL 2. 5-750 |
2.5 |
750 |
10∞∕750 |
1.36 |
7∞ |
550 |
3 |
I(XX) |
10 |
17 |
|
GWL 3.5-10∞ |
3.5 |
I(XX) |
10∞ |
1.81 |
700 |
550 |
3 |
1250 |
13 |
20 |
|
GWL 5-13∞ |
5.0 |
13∞ |
I(XX) |
2. 38 |
7∞ |
545 |
3 |
16∞ |
16 |
28 |
|
GWL 7-16∞ |
7.0 |
16∞ |
I(XX) |
3.0 |
700 |
530 |
3 |
20∞ |
20 |
35 |
8-7无芯中频感应电炉的结构具有什么特点,其主要技术参数是什么?
无芯中频感应电炉的结构和工频感应炉大体相同,不同点在于多了一台中频变频器 (见图8-6),此外,为了防止漏磁引起局部过热,在炉体的一部分构件上采用了非磁性 钢,而容量小的炉子采用无磁扼结构。从生产角度考虑,由于无芯中频感应炉比工频炉的 熔化速度更快、生产效率更高,因此,在要求日产量不变的条件下,选用无芯中频感应炉 时可以采用容量更小的炉子,对于多品种、小批量的企业应该更为有利。
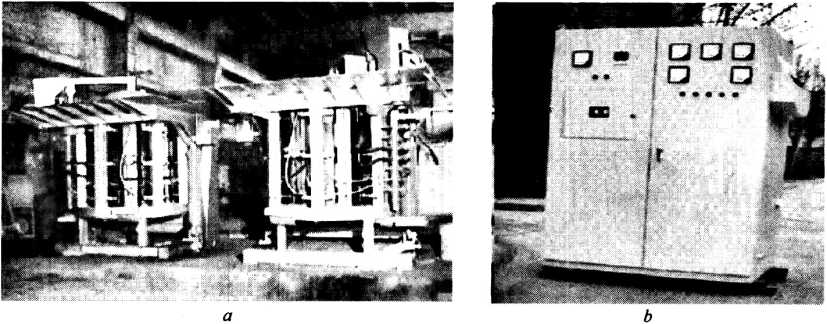
图8-6中频生堪式感应炉实物照片
。一中频无芯堪堪式感应熔铝炉;6-中频电源柜
国产无芯中频感应熔铝炉主要技术参数见表8-5 o
表8∙5国产中频无芯感应熔铝炉主要技术参数
|
型号 |
额定容量 /t |
额定功率 ∕kW |
额定频率 /Hz |
感应器电压 /V |
工频进线电压 ./V |
工作温度 /七 |
熔化率 /t ∙ h^, |
冷却水耗量 /t ∙ h^, |
|
GWL 0. 3-160-1 |
0.3 |
160 |
1000 |
700 |
3N-380 |
780 |
0.2 |
5 |
|
GWL 0. 5-250-1 |
0.5 |
250 |
I(XX) |
1400 |
3N-380 |
780 |
0. 33 |
8 |
• 298 ・
铝合金熔铸生产技术问答
续表8-5
|
型号 |
额定容量 /t |
额定功率 ∕kW |
额定频率 Hz |
感应器电压 /V |
工频进线电压 /V |
工作温度 /P |
熔化率I /t ∙ h ^1 |
冷却水耗量 /t ■ h^, |
|
GWL 0. 8-350-1 |
0.8 |
350 |
I(XX) |
14∞ |
3N-380 |
780 |
0. 48 |
12 |
|
GWL l-5∞-l |
1 |
5∞ |
I(XX) |
14∞ |
3N-380 |
780 |
0. 71 |
15 |
|
GWL 1. 6-750-1 |
1.6 |
750/1000 |
I(XX) |
2(X)0 |
3N-10kV |
780 |
1. 13/1.5 |
20 |
|
GWL 3. 15-15∞-0. 5 |
3.2 |
15∞ |
500 |
2(X)0 |
3N-10kV |
780 |
2. 1 |
25 |
8用有芯熔沟式感应电炉的结构具有什么特点,其主要技术参数是什么?
有芯熔沟式感应电炉由炉体、工频电源(调压器或变压器、三相平衡系统、功率因 数补偿系统)、电控系统、液压系统、水冷系统组成。炉体则由熔池(熔炼室)、感应 器、钢制框架组成(见图8・7)。熔池用来存放金属液,利用金属液的热量使炉料升温 熔化、保温;熔沟用来使电能转化成热能。熔沟及耐火材料包括外边的钢板、铁芯和线 圈,总称感应器。感应器用风冷或水冷进行强制冷却,同时也相应地冷却炉衬。有芯感 应炉的炉衬材料一般采用不定形耐火材料用半湿捣固成形或以混凝土那样的浇注方式施 ɪo 瑞典 FinSPOng 铝业公司采用 82%Al2O3+i3%SiO2+5% ( ZrO2 + BaSO4 )的耐火材 料湿法捣制的炉衬使用寿命超过34个月。熔沟有明沟式、暗沟式,单环式、双环式和 立式、卧式的区别。由于熔沟处金属温度比熔池温度高,且易被氧化渣和熔渣堵塞,因 此,各设备生产厂家都在使金属液高速循环方面采取措施,一些厂家还安装了计算机控 制系统,用来测量每一个感应器的电流、电压、功率等参数以及炉衬的温度变化情况, 从而对熔沟的状况和可能发生的堵塞进行预报,这些改进使得用户对这种耗能低的感应 炉的兴趣有所增大。
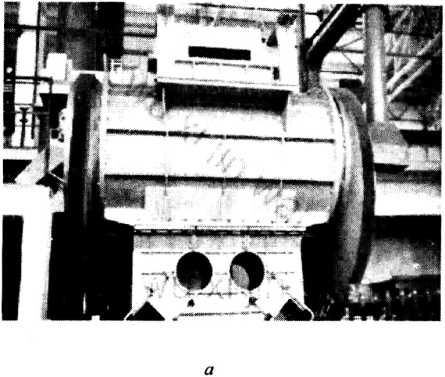
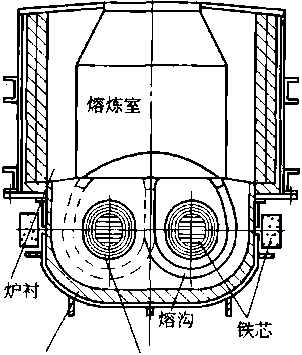
绝热材料一次线圈
b
图8-7有芯熔沟式感应电炉 a一实物照片;6一炉体断面图
国产有芯感应熔铝电炉技术参数见表8-6o
第八章铝合金焼铸设备
• 299-
表8.6国产有芯感应熔铝电炉技术参数
|
型号 |
额定 容量 /t |
额定 功率 ∕kW |
额定 电压 /V |
熔化率 /t ∙ h^l |
电耗 ∕kW ∙ h ∙ t'ɪ |
工作 温度 /P |
电源 相数 |
变压器 容量 ∕kV ∙ A |
冷却 水耗量 /t ∙ h^l |
炉体 重量 /t |
|
GYL 0. 3-100 |
0.3 |
1∞ |
380 |
0. 17 |
590 |
700 |
3/1 |
160 |
2 |
9.7 |
|
GYL 1-160 |
1 |
160 |
380 |
0. 28 |
570 |
7∞ |
3 |
2∞ |
2.5 |
11.5 |
|
GYL 1.5-240 |
1.5 |
240 |
380 |
0.43 |
560 |
700 |
3 |
315 |
3 |
12.0 |
|
GYL 3-450 |
3 |
450 |
500 |
0. 86 |
520 |
700 |
3 |
500 |
4 |
12.5 |
|
GYL 4-450 |
4 |
450 |
5∞ |
0. 85 |
530 |
700 |
3 |
630 |
4 |
13 |
|
GYL 5-6∞ |
5 |
600 |
75O∕5∞ |
1.14 |
525 |
7∞ |
3 |
800 |
6 |
13.5 |
|
GYL 10-12∞ |
10 |
6∞×2 |
750∕5∞ |
2.3 |
520 |
7∞ |
3 |
8∞×2 |
8 |
15 |
|
GYL 15-18∞ |
15 |
6∞×3 |
750∕5∞ |
3.5 |
515 |
7∞ |
3 |
800 ×3 |
10 |
17 |
8-9对感应熔铝炉电源装置的要求是什么?
变形铝合金熔体进行感应熔炼时,希望整个熔体能得到比较均匀的加热,也不需要过 大或过小的搅拌力,因此,对感应炉电源功能与性能的要求主要是:
(1)应供应要求的频率;
(2)变频效率要高;
(3)功率应适应炉料变化和升温、保温等工艺过程的要求,在适当范围内连续可调, 且响应速度快,调节精度高;
(4)提供的功率不应产生高频和闪烁,应三相平衡,电压波动小,功率因数高;
(5)应能经受频繁的开关操作;
(6)应便于维护,使用寿命长。
感应炉电源框图见图8-8o
3相或单相 3相或单相 3相或单相
受电柜——变压器——负载电路
4
3相 3相 直流 单相

b
图8X感应炉电源框图
Q—工频电源;6-可控硅变频器
(1)工频电源,虽不要求变频,但需要调压器,一般采用变压器或其他调压器,其设 备组成通常包括受电柜、带分接开关的变压器、3相平衡器(电容器+阻抗器)、功率因 数补偿器和控制柜(安装各种仪表、操作开关、指示灯、故障显示器等的柜)等。
• 3∞・
铝合金爆铸生产技术问答
(2)可控硅变频器,是将50HZ的三相交流电直接变成直流电,而后进行变频的方式。 即将直流电连续地供给由L—C组成的负载电路,由于L、C的谐振而获得规定的频率。 这种变频器简单、有效,具有关断时间短、损耗小、可靠性高、工作期间可根据负载变化 的情况自动改变频率等特点,它一般由整流装置、直流电抗器、逆变装置及负载的LC电 路组成,为安全起见,通常还设有换流失败、过频率、过电压等保护回路。可控硅变频器 的冷却目前有强迫风冷和水冷两种形式。
8-10火焰炉的工作原理是怎样的,有什么优缺点?
火焰炉熔化金属所需的热量是靠燃料燃烧装置供给的。燃烧产物在从燃烧装置流向烟 道的过程中,热量主要以对流和辐射的形式传给炉料。为了提高炉子的熔化效率,一些单 位采用火焰直接喷射加热和顶吹加热的快速熔化技术,在这种炉子中,热量主要是以对流 的方式传给炉料的。因此,火焰炉设备一般都由直接进行熔炼的炉体、供给热源的燃料燃 烧装置(如各种油喷嘴、煤气烧嘴及配套的燃烧安全控制系统和自动燃烧控制系统等)、 提高热效率的废热利用装置(如各种预热、换热装置)和对工艺过程进行监管的测控装置 (如温度、炉压、空燃比、可控气氛和与环境保护有关的烟尘和硫、氮化合物的检测和控 制)等几部分组成。.
火焰炉的最大优点是熔化速度快,炉子可以做得容量很大,因而产量高,成本低。其 缺点是火焰直接与金属接触,易烧损,易造成局部过热,炉子中水蒸气含量高,熔体吸气 量多;由于燃烧废气带走大量热量,与电炉比较,炉子的热效率低;此外,在采用气体或 液体燃料时噪声较大,在排烟和通风设备不健全的情况下,燃烧废气有可能污染车间空 气,恶化作业环境。但是应该指出:在现代条件下,人们已针对上述缺点进行了大量改 进,目前在产品质量、热效率、生产效率,环保和自动控制等方面都得到了比较满意的结 果,因此,火焰炉仍是铝合金熔铸行业最广泛使用的设备。
8-11火焰式固定矩形熔铝炉在结构上有什么特点?
火焰式固定矩形熔铝炉炉体通常包括炉基、炉底、炉墙、炉顶、炉门和金属构架等 几部分。常用的固定式矩形炉的炉体结构有四种形式:图8-9中,a、6、。三种分别称 为直焰式、倒焰式和交替式炉,多用做液体或气体燃料炉,d多用做固体燃料(块煤) 炉。在。型炉中,火焰从炉头进入炉内,沿熔池物料面经过,到炉尾被吸入烟道。在6 型炉中,炉.顶在纵向呈下垂式,火焰从烟道的同一端进入炉内,从炉顶压向熔池液面, 然后折返进入烟道。这种炉型使火焰紧贴金属,且燃烧产物在炉内停留时间较长,增加 了对金属的辐射传热和对流传热作用g C型炉主要用于采用蓄热式燃烧器的炉子。d型 炉,火焰从燃烧室越过火墙进入炉膛,然后被下垂式弧形炉顶压向炉料,再进入烟道。 所有类型的火焰炉,炉基多用混凝土砌筑,在炉基上通常还铺设槽钢或工字钢,以避免 潮湿,并起通风散热作用。熔池一般都砌成倒拱形,以避免炉底上浮。为了防止金属渗 入炉底,在炉底中间一般铺有一层厚度不大但十分紧密的镁砂层。为了便于放出金属, 熔池底略向金属流口方向倾斜1。~2。。火焰炉的炉顶一般采用拱顶,拱顶中心角一般为 60。~90。,拱高约为跨距的12% ~ 15%。根据炉子容量的大小,炉墙上开有数量不等的 炉门,炉门按需要可开在炉子正面或侧面,其大小主要根据加料机的装卸尺寸和操作情
第八章铝合金熔铸设备
• 301 •
况而定,炉门有的做成斜面,一般用电机启闭。金属构架可防止炉子变形,抵抗砌砖在 烘炉或工作过程中产生的膨胀和收缩力,加固炉体。图8-10分别是炉门垂直起落和斜 面升降的固定矩形式熔铝炉的实物照片。目前我国正在使用的这种炉子的最大容量达到 HOto
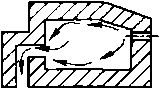
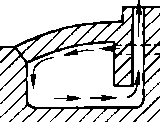
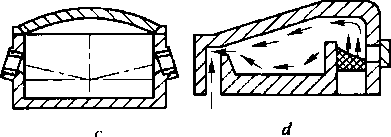
图8-9固定矩形炉的结构形式
b
图8-10固定矩形中熔铝炉
. 。一垂直起落大炉门;6-加门斜面升降
这种炉子的特点是:
(1)铸造时液面比较稳定;
(2)烧嘴安装灵活,既可侧墙,也可炉顶,既可平装,也可斜装;
(3)能随意设计炉子容量的大小;
(4)可以留出较大的装料口和操作口;
(5)易于小修;
(6)可将炉床面积扩大,熔化能力大;
(7)设备费用比倾动式炉和圆形炉便宜。
8-12火焰式固定圆形熔铝炉在结构上有什么特点?
圆形炉比矩形炉的历史短,也是目前被广泛采用的炉型之一。图8.11和图8-12分别 是圆形炉的结构示意图和实物照片。圆形炉在结构上采用了可开启的炉盖,炉盖周边采 用冷却套。在炉盖的上面有一个专用或共用的炉盖提升装置。加料方式是用天车吊运料 斗于顶部加料,一次可装大量炉料。按需要可设置2 ~6个对称均布在炉墙上的烧嘴, 火焰沿切线方向并向下呈一定角度射向炉料。此外,在炉墙上还相应开有呈对称分布的 烟道口。
• 302 ♦
铝合金慰铸生产技术问答
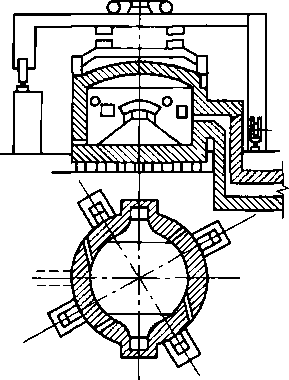
图8.11圆形熔铝炉结构示意图 图8-12固定式圆形炉
这种炉子曲特点是:
(1)炉体由圆筒形炉壁和钟罩形炉顶组成,具有理想的辐射条件;
(2)可在恰当位置按所需要的角度装设烧嘴,燃烧气体在炉内旋转,火焰呈一定角度 喷向液面,加强了对流传热,有利于提高熔化速度和熔化能力;
(3)冷料装炉时间短,可缩短辅助时间;
(4)因为炉顶能开盖,修炉时,炉子冷却快,易于修补;
(5)与矩形炉比较,在容量和熔池深度相同的情况下,占地面积较小;
(6)简化了耐火材料结构,减少了砌砖工作量。但圆形炉的建设投资比同容量矩形炉大。
843倾动式熔铝炉在结构上有什么特点?
倾动式熔铝炉就是在固定式矩形炉或圆形炉上装设了倾动装置,分别如图8.13和图 8-14所示。熔炼过程结束后,用液压缸倾动炉体,使金属液流入静置炉,这种炉子可适应 各种熔化量。其主要特点是。
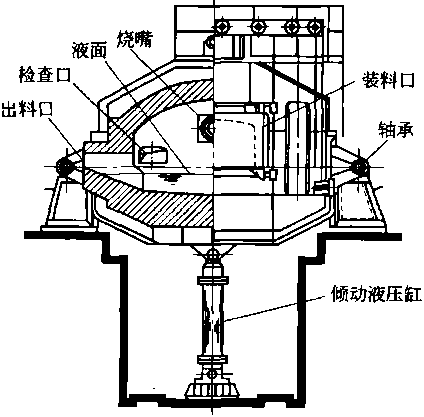
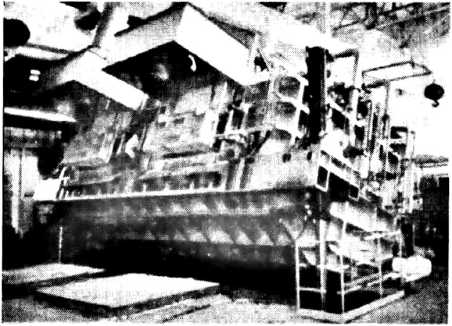
图8-13两侧倾动式熔铝炉截面图
图8.14倾动式矩形炉
第八章铝合金熔铸设备
• 303 •
(1)能控制金属液的流量,可用传感器测量炉内液体金属的重量,以便准确地配制合 金。当用于静置炉时,可准确控制铸造过程中的金属液面;
(2)根据需要可设计成单侧或两侧倾动(见图8.13);
(3)容易运转和操作;
(4)可以在短时间内洗炉和更换合金品种。
8-14双膛双向熔铝炉在结构上有什么特点?
双膛双向熔铝炉是我国技术人员在20世纪80年代开发的一种新炉型(见图8-15),
闸板
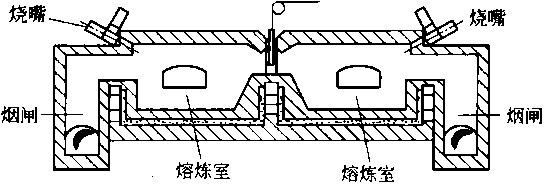
图8.15双膛双向熔铝炉示意图
它由两个炉膛组成,共用一个静置炉, 炉子两端根据容量大小各安装有1~3 个烧嘴,两侧分别设有装料门和出料 口,采用机械加料,两个炉膛之间和 两个烟道内分别设有闸板,以调节控 制两个炉膛的烟气量和炉压。一个炉 膛熔化时,另一个炉膛对炉料进行预 热,交替进行,周而复始,可使燃烧
废气排放温度降低到350P左右,从而使热效率提高约15% ~20%。这种炉子的特点是:
(1) 一个炉膛加热和熔化冷料时,另一个炉膛装料和预热,大大节省了辅助时间,提 高了生产效率;
(2)炉料直接预热,提高了炉子的热效率;
(3)烧嘴可装在炉子两端,还可在炉顶设置辅助烧嘴,进一步提高加热速度;
(4)也可在炉顶开设装料口,进一步缩短加料时间;
(5)合金转组方便。
其缺点是占地面积大,初始投资大。
8-15竖式熔铝炉在结构上有什么特点?
竖式炉是我国科技人员开发的一种节能性熔铝炉,从20世纪70年代至今,经过30
多年的不断完善,现在已成为中小铝熔铸厂使用的主要炉•型之一。这种炉子(见图8.16
和图8・17)目前形式很多,有矩形、也有圆 形;叫法也不一,有人称快速熔铝炉,也有 人称L形熔铝炉,还有人称冲天炉、塔形炉 等。这种炉子的典型结构由底炉和竖炉两部 分组成,竖炉接受冷料,并对炉料进行预热, 还起烟囱的作用;底炉设熔化室和静置室, 分别完成配制合金和精炼、调温的任务。炉 料采用翻斗机或炉顶平台人工装入,为了防 止大、小料间隔混装时发生砸炉溅液安全事 故,改型后的炉子设计了上下两个装料口, 下口装铝锭,上口装废料。竖炉底部装有主
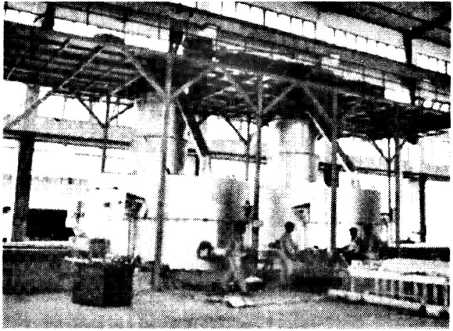
图8-16圆形竖式炉实物照片
• 304 ・
铝合金熔铸生产技术问答
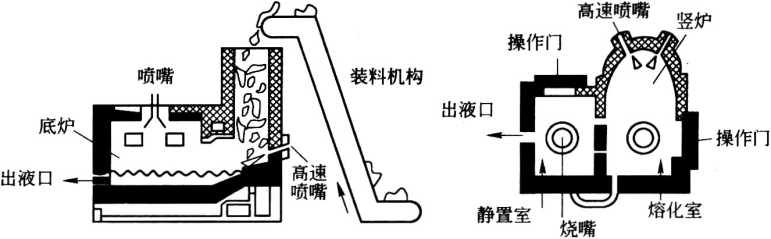
图8-17固定竖式熔铝炉结构简图
烧嘴对炉料进行喷射加热,底炉两个室的顶部都设有辅助烧嘴。这种炉子的主要特点是:
(1)从排烟口装料,结构简单;
(2)占地面积小;
(3)熔化速度快;
(4)可实现机械化装料;■
(5)利用烟气的热量预热炉料,烟气排出温度低,热效率较高;
(6)适用于合金单一的大批量连续生产的场合,但对于合金品种多、需要频繁更换合 金的场合比较麻烦。这种炉子如操作不当,也会产生不容忽视的环保问题,即由于竖炉顶 部装有炉料,调整炉压比较困难,因排烟不畅而常造成烟雾向车间内泄漏。表8・7和表8* 是竖式炉的主要技术参数和经济指标。
表8.7固定竖式熔铝炉主要规格和技术经济指标
|
规格 |
L5 |
L8 |
LlO |
L12 |
L15 |
120 |
125 |
|
额定容量/t |
5 |
8 |
10 |
12 |
15 |
20 - |
25 |
|
熔化速度/t ∙ h-ι |
"2.5 |
N3.0 |
2.0 |
N4.0 |
妾5.0 |
N5.5 |
N7.0 |
|
油耗∕kg∙L |
45-55 | ||||||
|
金属损耗/% |
Wl∙5 | ||||||
|
大修炉龄/a |
>3 | ||||||
|
排烟 |
W150P,林格曼一级____________________ | ||||||
表84固定竖式熔铝炉与矩形熔铝炉技术经济指标比较
|
炉型/测试地点 |
竖式熔铝炉/厦门 |
矩形熔铝炉/南昌 |
炉型/测试地点 |
竖式熔铝炉/厦门 |
矩形熔铝炉/南昌 |
|
炉子容量/t |
8 |
8 |
焙化速度/kg∙h-∣ |
2619.67 |
2419. 71 |
|
测试时间 |
1999年11月 |
2000年9月 |
柴油消耗/L |
466 |
847 |
|
投料量/kg |
7990 |
8469 |
单位油耗①/kg∙t- |
49.6 |
85 |
|
其中,铝锭数量/kg |
4294(占 53.74% ) |
4918( ⅛ 58.07%) |
热效率①/% |
56.45 |
• 32.94 |
|
点火一停炉总时间 Zmin |
183 |
210 |
烧损/% |
1. 14 |
2.0 |
①柴油密度取0.85kg/L,低发热量按41. 8MJ/kg计,熔铝有效热按1170MJ/t计。
第八章铝合金熔铸设备
• 305 ・
日本开发的一种超低燃耗竖式熔铝炉(见图8-18),在预热塔内设置若干层托架,将炉 料放置在托架上,托架具有自由开闭机构,通过托架开闭,可以控制炉料逐渐由上向下移 动。这种炉子的热效率高达70%,单位燃料消耗只有40I/t左右,废气出炉温度仅为150工。
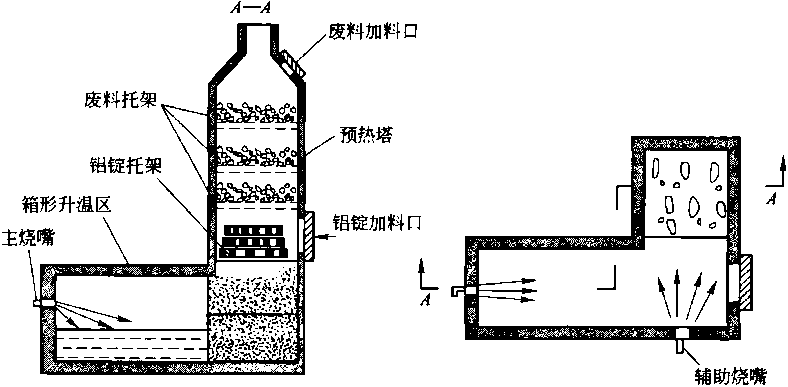
图8.18低耗竖式熔铝炉示意图
8-16热底式熔铝炉在结构上有什么特点?
热底式熔铝炉是马鞍山钢铁学院于20世纪80年代初期研制的一种熔铝炉新炉型(见 图8.19),其特点是:
(1)设备由简易混合煤气发生炉、熔铝炉和静置炉三部分组成;
(2)采用烟煤供简易煤气发生炉生产混合热煤气;
(3)熔炼炉和静置炉都采用圆形炉,混合热煤气同时供熔炼炉和静置炉,在熔炼炉进 口处煤气烧嘴下倾45。,在高速(70m∕s)热空气的引射下,按炉膛切线方向直接对炉料 进行冲击加热,并贴靠熔池镜面沿炉膛旋转;
(4)熔炼炉的烟气从设置在喷火口同侧下方的排烟口按垂直下降烟道一炉底架空烟道 (烟道断面按扩大-缩小-扩大的方式砌筑)T保温炉底总水平烟道(与保温炉来的烟气汇 合)T省煤器(加热来自汽水分离包的水)T空气加热器(加热助燃空气,与烟气流向 垂直设置在总水平烟道内)一烟囱的顺序排空;
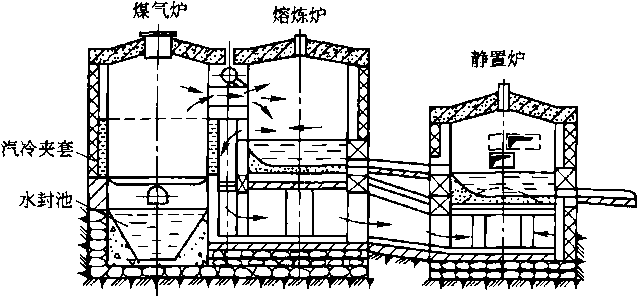
图8-19热底式熔铝炉示意图
• 306 ・
铝合金熔铸生产技术问答
(5)由于采用了热脏煤气(既保留了煤气的物理热和夹带的焦油燃烧热,又因脏煤 气黑度大而增大了辐射传热效果)加热、冲击对流加热、圆形炉旋转倒焰式加热、热炉 底、空气预热、自产蒸汽气化剂等多种措施,因而热效率较高,炉内熔体上下温度相对均 匀,烟尘排放达标。具体技术指标为:熔炼炉和静置炉的炉温分别可达1200七和900七, 空气预热温度200 ~250霓,炉料升温速度300七/h,氧化烧损率1.5%,烟尘平均排放量 小于IoOmg∕r∏3,总热效率37%。
847热煤气熔铝炉在结构上有什么特点?
热煤气熔铝炉是乡镇铝加工企业针对我国的能源状况,同时考虑降低成本的要求而制 造使用的一种炉型,这种炉子的结构如图 8-20所示。它与热底式炉基本相似,但只由 煤气发生室和熔化室两个部分组成。它以一 定粒度的不黏煤或弱黏煤为燃料从炉顶加入 煤气发生室(以无烟煤为燃料时,燃料口开 在炉侧),以空气和水蒸气为气化剂,在高温 下发生反应生产出混合热煤气(见本书2.39 题),直接供给熔化室的烧嘴,和二次风管送 来的空气混合后燃烧加热炉料。煤气发生室
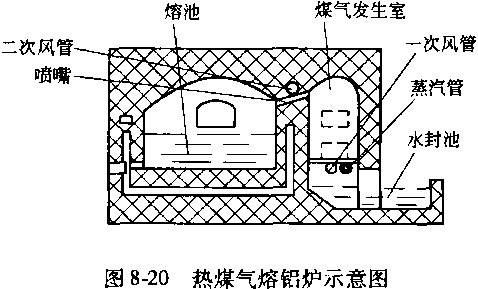
相当于煤气发生炉,配置有一次风管和蒸汽管、水封等装置。这种炉子的特点是:结构简 单,燃料来源有保障,一般用于废料回收和复化,也有用于配置成品合金的。目前实际使 用的炉子容量5~15t不等,容量越大,耗煤越少,大约为150~250kg∕t铝。这种设备在 操作时应十分精心,防止因煤气倒灌而发生回火爆炸危险。
8-18带前床的熔铝炉在结构上有什么特点?
这种炉子就是把固定式矩形熔铝炉的侧面与称为前床的加热室相连,并有敞开式液体 金属槽的炉子。图8・21是这种炉子的示意图。前床部分主要是为熔炼未经打捆压包的返 回铝废料而设置的。将废料装入前床,靠炉内熔融金属液本身的热量来熔化。加热室和前 床之间的隔墙用能升降的撇渣门隔开,一边通过机械或人工搅拌使金属液产生循环,一边 促使废料熔化。金属液量与废料量之比越大,
则熔化越快,能耗越省。
849什么是燃料燃烧装置,对它的基本要 求是什么,燃烧的主要形态有哪几种?
炉子中用来燃烧燃料的部分,称为燃料 燃烧装置。块状固体燃料的燃烧装置称燃烧 室,液体燃料的燃烧装置称喷嘴,气体燃料 的燃烧装置称烧嘴。
对燃料燃烧装置的基本要求:一是能保 证向炉膛供给具有预定的温度和数量的燃烧 产物;二是燃烧效率高,能使燃料完全燃
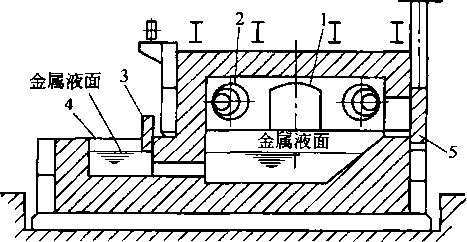
图8.21带前床的熔铝炉示意图
I一检查口; 2f嘴;3-撇渣口;
4-前床(装料口); 5-炉门
第八章铝合金熔铸设备
• 307 ・
烧;三是清洁燃烧,燃烧产物中烟尘、一氧化碳、氮氧化合物的数量尽可能少,并满足排 放标准的要求;四是结构尽可能简单,以便于操作、检修和拆换;五是调节比大,能满足 铝合金熔炼过程各个阶段对热量和温度的不同要求。
燃烧的形态主要有表面燃烧、扩散燃烧和预混合燃烧三种。有氧气参与的固体表面上 的燃烧称为表面燃烧,如焦炭表面不出现火焰的燃烧就是表面燃烧。分别通入气体燃料和 空气,在它们的交界面上互相混合并燃烧,称为扩散燃烧。气体燃料和空气混合好以后, 再使混合气体燃烧的方法称为预混合燃烧。
液体燃料在燃烧过程中,首先蒸发成气态物质,然后以气态形式进行燃烧;固体燃料 在燃烧过程中,也会先挥发出气态物质,然后这些气态物质和剩余的固态物质再燃烧。因 此,气体燃料的燃烧是所有燃料燃烧的基础和前提。
8-20气体燃料的燃烧过程是怎样的,影响因素有哪些?
气体燃料的燃烧是气体燃料中的可燃物与空气中的氧进行激烈化学反应的过程。它包 括三个阶段:煤气与空气混合一混合后的可燃气体的加热和着火T完成燃烧化学反应而进 行正常燃烧。
混合就是使气体燃料中可燃成分的分子与氧的分子接触,这是煤气燃烧的基础。混合 速度的快慢直接影响到气体燃料的燃烧速度及火焰的长度。气体的混合主要是两个气体射 流的混合,实质上是一个紊流扩散和机械掺混的过程。影响两个射流混合速度的因素主要 有:
(1)流动方式。一般来说,在其他条件相同时,平行射流的混合速度最慢,火焰最 长;两射流之间的交角越大,则越有利于混合,因为这强化了紊流扩散,也会产生机械掺 混作用;旋转气流的混合程度比直流气流的也要好,因为旋转气流的流线较长,使扩散时 间和紊流程度增加。
(2)气流速度。在层流情况下,混合通过分子扩散方式进行,与气流速度无关,因 此,流速越大,火焰就越长。但当气体流速增大到一定程度,开始向紊流状态过渡时,过 渡区内除有分子之间的扩散外,还会产生气体微团的横向紊流脉动(称紊流扩散)作用, 气流速度越大,紊流扩散作用就越强烈,混合也就越快,此时,火焰长度随气流速度的增 大而减小。当进入紊流状态以后,紊流扩散速度基本上随气流速度正比增加,此时火焰长 度不再随气流速度而改变(见图8-22)。
(3)两射流速度差。气流速度差越大, 混合就越快,但提高不同射流的速度会产 生不同的效果:提高周围射流速度可以加 速射流中心线上的混合,提高中心射流的 速度可以加速射流边缘面上的混合。生产 中,多数是以气体燃料为中心射流,空气 为周围射流,所以在流量不变的条件下, 加速空气流速,可以在煤气射流中尽快混 合,即加快燃烧,火焰缩短。
(4)气流直径。气流直径越大,完成混

图8-22随气流速度增大火焰长度的变化情况
• 308- 铝合金決铸生产技术问答
合所需要的时间就越长,火焰亦越长。因此,中心射流的喷口直径越小,越有利于加快混 合。烧嘴设计中,采用多喷口、细流股、扁流股,均可加速混合,提高燃烧强度。
(5)煤气发热量。煤气发热量越大,所需空气量就越多,混合时间就越长。
(6)空气消耗系数。增大空气消耗系数能使混合加快,火焰缩短;反之,则混合放 慢,火焰变长。因此,炉子操作上,常把改变空气消耗系数作为调整火焰长度的一种手 段。上述这些基本影响因素可以作为我们比较鉴别烧嘴特点的依据。
混合后的混合气体只有在被加热到一定温度时才能进行燃烧反应,这个一定的温度称 为"着火温度",它是反应物开始自动加速反应达到着火状态所需的最低温度。加热方式 不同,着火过程的机理也就不同。常把容器内整个气体的温度同时达到着火温度的过程称 为自然着火(如煤气爆炸),如果是先用一小热源(如小火焰、电火花灼热小物体等)将 可燃混合物某一局部加热到着火温度,然后引起其他部分着火,这样的过程称为点火(如 炉内燃烧)。燃烧反应的进行与下列因素有关:
(1)着火温度。只有达到着火温度,混合气才能燃烧,着火是燃烧的条件。常温常压 条件下混合气的着火温度见表8-9。
表8・9常温常压条件下混合气在空气中的着火温度
|
气体名称 |
着火温度/七 |
气体名称 |
着火温度/七 |
|
氢气(旦) |
530-590 |
丁烷(C4H]0) |
490~569φ |
|
一氧化碳(CO) |
644 - 658 |
乙烯(C2H4) |
542 ~547 |
|
甲烷(CHJ |
658 ~750 |
乙快仁2%) |
406-480 |
|
乙烷仁2也) |
520 ~630 |
发生炉煤气 |
~500① |
|
W^ (C3H8) |
525 ~588① |
天然气 |
~600① |
①数据取自冶金工业出版社1988年版《冶金炉热工基础》,其他数据取自机械工业出版社2002年版《热工手册》。
(2)反应系统的压力。在一定的初始浓度下,如果系统压力低于一定值,由于气体分 子过于稀薄,便不能着火,这个压力称为"极限压力"。不过,一般混合气的极限压力都 很低,小于0.。MPa。
(3)可燃气体的浓度。在一定压力下,可燃气体的浓度过大或过小,都会因反应放热 速度太慢,反应热不足以把临近的气体加热到着火温度,而不能着火。这个最小、最大浓 度称为着火浓度极限的下限和上限(也称爆炸极限)。各常用气体燃料的爆炸极限见本书 2-39题表2・36。
(4)反应温度。可燃气体的着火浓度极限与气体本身的温度有关,并随温度提高而范 围扩大,当可燃气体的温度超过着火温度时,煤气和空气在任何比例下均可着火,此时, 浓度极限就失去了意义。
熔铝炉内,当混合气点着之后,立即开始激烈的氧化反应,并发出大量的光和热,这 就是煤气的燃烧反应。如果这个过程能连续地进行下去,在炉内保持稳定的火焰,则进入 正常燃烧阶段。
8-21什么叫火焰传播、回火、脱火,影响火焰传播速度的因素有哪些?
在点火后,可燃气体的燃烧反应首先是在局部地区开始,然后通过反应放出的热量加 热临近的未燃气体,使其达到着火温度而燃烧,这种通过热量的传递而使•燃烧反应区逐渐
第八章铝合金熔铸设备
• 309 ・
向前推移的现象称为"火焰传播"。火焰前沿向前移动的速度称为火焰传播速度,它表示 了混合气燃烧的快慢,是气体燃料的一个特性指标。在常温常压条件下,某些单一气体的 空气混合物的最大可见火焰传播速度及在直径为25. 4mm的玻璃管内燃烧时的最大法向火 焰传播速度见表8-10。生产中,燃气从烧嘴以一定的速度喷出,火焰传播速度方向与燃气 喷出方向正好相反,这时会出现以下三种情况:
|
____________表8∙10单一气体的空气混合物的最大火焰传播速度_____________ | ||||||||
|
_______气/体名称______ |
H2 |
CO |
CH4 |
C2H2 |
C2H4 |
CzH |
C3H6 |
C3H8 |
|
最大法向火焰传播速度/m ∙ |
2.8 |
0.56 |
0. 38 |
1.52 |
0. 67 |
0.43 |
0. 50 |
0.42 |
|
最大法向速度时的空气消耗系数 |
0. 57 |
0.46 |
0.90 |
0. 85 |
0.90 |
0.90 |
1.0 | |
|
最大可见火焰传播速度/m∙ S- |
4. 85 |
1.25 |
0.67 |
1.41 |
0. 85 |
0. 82 | ||
|
最大可见速度时燃气在混合气中的含量/% |
38.5 |
45 |
9.8 |
7. 1 |
6.5 |
4.6 | ||
(1)两者速度相等,但方向相反,这时火焰前沿的位置将是稳定的。
(2)火焰传播速度大于燃气流出速度,此时,火焰前沿就会窜到烧嘴内部(对无焰 烧嘴而言),这种现象称为"回火"。严重的回火会引起爆炸,应极力防止。
(3)火焰传播速度小于燃气流出速度,此时,火焰前沿就会向烧嘴外移动,并被吹 熄,这种现象称为"脱火"。
影响火焰传播速度的主要因素是:
(1)可燃混合物的本性。当混合物中含有惰性气体氮气和二氧化碳时,或者混合气的 导热系数小时,火焰传播速度会降低;当煤气的浓度太大或太小时(即空气消耗系数太小 或太大时),由于单位体积的可燃混合物发热量太小,而使火焰传播速度减小,甚至不能 传播。火焰传播速度与空气消耗系数的关系见图8・23。由图可见,火焰传播速度的最大值 并不在空气消耗系数几=1的地方,大多数都在儿=0∙5 ~0. 9的范围内,这是因为,在煤 气浓度偏高的条件下,燃烧的连锁反应的活性中心浓度较大,燃烧反应进行较快,加快了 火焰传播的结果。
(2)混合气的预热温度。由图8-24可看出,提高混合气的初始温度能显著提高火焰

图8-23火焰传播速度与空气消耗系数的关系
1—H2; 2—CO; 3—C2H4 ;
4-C3H6; 5-C3H8; 6-CH4
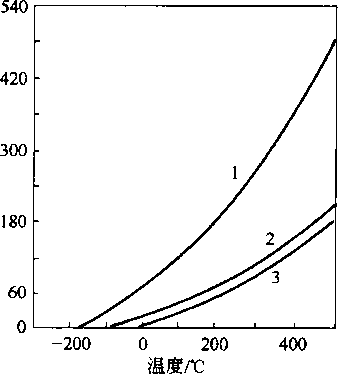
图8-24火焰传播速度与温度的关系
I-焦炉煤气;2—天然气;3一发生炉煤气
• 310 ・
铝合金熔铸生产技术问答
传播速度,这是因为预热温度高,意味将混合气加热到着火温度所需的时间短,使火焰传 播速度加快。根据这一规律,生产中,对空气或煤气预热,不仅可以回收废热,还可提高 燃烧速度,既有利于燃料的完全燃烧,也可为强化生产加大热负荷创造有利条件。
(3)流动性质。紊流比层流时的火焰传播速度快,这是因为紊流时,由于气流质点发 生脉动,会把火焰前沿面"打乱",使前沿面变成波浪形曲面,导致气流单位横截面上的 实际总面积和厚度增加,从而使单位时间内燃烧掉的燃料量增加,放出来的热量增加,火 焰温度升高,也就使火焰传播速度加快。一般来说,气流速度越大,火焰传播速度也越 大,但在气流速度已经很高的情况下,气流速度的影响将不显著。
(4)散热条件。在密封绝热条件下,火焰传播比向外界强烈散热时要快。
(5)其他,如压力、含尘量、少量的水蒸气等也会影响火焰传播速度。
以上关于火焰传播速度的基本变化规律,可以给提高燃烧速度和改进燃烧技术指明方 向,火焰传播速度的数据也是设计烧嘴时不可缺少的依据。但目前关于火焰传播机理的研 究还很不成熟,所以,在设计烧嘴时主要还是靠生产实际经验来确定。
8-22什么叫燃烧计算,怎样计算气体燃料燃烧时的理论空气需要量和燃烧产物量?
燃烧计算就是根据燃烧反应的物质平衡和热平衡,确定燃烧反应的几个基本参数,主 要是燃烧需要的空气量,燃烧产物量,燃烧产物的成分、密度、燃烧温度等。这些参数在 炉子生产和设计中都是应该掌握的。为了计算方便,通常在计算中做以下假设:
(1)气体的体积都以温度为OK (273. 15K)和压力为1标准大气压(101.325kPa, 760mmHg)的标准状态计算;
(2)在标准状态下,所有气体的体积为22∙4rn3/mol;
(3)摩尔质量都按近似值计算,如H?的摩尔质量为2kg;
(4)计算中不考虑热分解产物,只计算燃烧反应产物;
(5)不考虑空气中水汽和稀有气体,认为干空气是由体积为21%的氧和体积为79% 的氮所组成。湿空气中的水分含量按饱和温度计算;
(6)在计算空气需要量和燃烧产物时,均考虑在完全燃烧条件下进行。
理论上燃料完全燃烧时所需空气量称为理论空气需要量。一般有以下两种计算方法:
(1)已知各组分体积分数时,气体燃料(湿煤气)理论空气需要量%为:
%=4. 762[0. 5%2 + 0∙ 5%。+ e(加 + 几7)忆吗 + L 5Vh2s - ‰2]
式中 匕--标态下理论空气需要量,m3/m3;
%、%、%/、/2s Jo?--气体燃料中各组分体积分数,%o
(2)已知气体燃料热值,按下式估算理论空气需要量%:
当气体燃料标态下低热值QW12560kJ/rh3时,
% = 2. 09 × 10-4Q(ι∏3∕m3)
当气体燃料标态下低热值Q>12560kJ/m3时,
V0 = 2. 60 X IoYQ - ° 25(m3∕m3)
对于天然气、石油伴生气、液化石油气可按下式估算
第八章铝合金熔铸设备
•311 •
Vq = 2. 68 X 10^4ρ(m3∕m3)
实际燃烧中,仅用理论空气量达不到完全燃烧,需要多供给一些过剩空气。实际空气 量吗与理论空气量%之比几称空气消耗系数,也称过剩空气系数。因此实际空气需要量 应在理论空气需要量基础上乘以空气消耗系数,即吗=九Κ。
燃烧产物(即烟气)的理论生成量匕的计算:
(1)已知各组分体积分数时,可通过燃烧反应方程式(见本书2・35题中表2-29)确 定,即将理论空气量下的各燃烧产物体积相加:
匕=^H2 ÷ vco + ∑(m + 几/2) VCmHn + 2izH2S + ^co2 + ^n2 + ^so2 + 丫玻。+ °,79%
(2)也可按气体燃料低热值估算:
当混合气标态下低热值QW12560kJ/rn3时,
匕=1.73 X IOYQ + l(m3∕m3)
对于炼焦煤气,
匕=2. 72 X 10-4Q + 0. 25 (m3∕m3)
对于天然气、石油伴生气、液化石油气可按下式估算
匕=2. 39 X I。-’Q +α(m3∕m3)
式中,理为系数,对天然气,取2.0;对石油伴生气,取2.2;对液化石油气,取4.5。
实际燃烧产物量η等于理论燃烧产物量与过剩空气量之和,即匕=匕+ (n-l)%。
标态下,燃烧产物的理论密度Q可按下式计算:
P1 =)0.045 X [2% + 28Zo + ∑(12m + 2几)%』.+ 34%?$ +
44 KO2 +28%2 + 18%。] + 1.293V;|/V;(kg/m3)
8-23举例计算气体燃料的各燃烧系数
例题:已知某发生炉煤气的干成分为:总=8. 4% , CO = 30. 4% , CH4 =1.8%, C2H4 = 0. 4% ,O2 =0.4% ,CO2 =2.2% ,N2 =56.4% ,试确定30t时的湿成分和在空气消耗系数为 1. 15时,该发生炉煤气的各燃烧系数。
解:根据2.34题、2.35题和8-22题提供的公式,计算如下:
(1)将干成分换算成30工时的湿成分,查表求得GH2。=35∙lg/m3, Vh20 =4. 19%
K = 100/(100 + 0. 124Gh2o) = 1∞∕(1∞ + 0. 124 × 35. 1) = 0. 958
H2 = 0. 958 X 8. 4% = 8. 05% ,CO = 0. 958 X 30. 4% = 29. 12% ,
CH4 = 0. 958 × 1.8% = 1.72% ,C2H4 = 0. 958 ×0.4% = 0. 3 8% ,
O2 = 0. 958 ×0.4% = 0. 3 8% ,CO2 = 0. 958 × 2. 2% = 2. 11%,
N2 = 0. 958 X 56.4% = 54. 03% ,H2O = 4. 19%
(2)计算发热量:
Qi = 126COar + 108H2ar + 358CH4ar + 599C2H4βr + 232¾Sar
=3669 + 869 + 616 + 228 + 0 = 5382(kJ∕m3)
• 312 ∙ 铝合金熔铸生产技术问答
(3)计算实际空气需要量:
按体积分数计算
n =几匕=4. 762n[0. 5九? + °. 5Vco + £(血 + 九/4)乂爲 + L ʒ^ -V02] %
=1. 15 X 4. 762 X [4. 03 + 14. 56 + (3.44 + 1. 14) +0 -0.38]%
=1. 15 × 4. 762 X 22. 79%
=1. 15 × 1.09 = 1.25(m3∕m3)
按低热值计算
V^= nVQ = n× 2. 09 X IOYQ = LI5 x 2. 09 × 10 "4 × 5382
=1. 15 × 1. 125 = 1.29(m3∕m3)
(4)计算燃烧产物实际生成量:
按体积分数计算
匕=K +(H-I)J0 = [ Vh2 ÷ Vco + ∑(m + ∏∕2) V^ ÷ 2VH2S +
Pc。? + V* + Ko? + /2。+0∙79%] +(九-1)%
= [(8. 05 + 29. 12 + (5. 16 + 1.52) + 0 + 2. 11 + 54. 03 + 0 + 4. 19) % +
0. 86] + (1. 15 - 1) X 1.09
=1. 90 +0. 16 = 2. 06 (m3/m3)
按低热值计算
匕=匕 +(孔-I)VO = (L 73 X 10-4Q + 1) + 0. 15 X 1. 125
=(1.73 X 10^4 X 5382 + 1) + 0. 17
=1.93 +0. 17 = 2. 10(m3∕m3)
(5)计算实际燃烧产物密度:
pɪ = )0.045 X [2‰2 + 28Vco + £( 12m + 2几)PCmHn ÷ 34丫亜 +
44%5 +28Vn2 + 18%。] + 1.293 %}/匕
={0. 045 X [16. 1 +815. 36 + (34.4 + 12. 16) ÷0 ÷
92. 84 + 1513. 12 + 75.42]% + 1.62∣∕2. 06
=2. 77/2.06 = 1.34(kg∕m3)
8-24对气体燃料燃烧器(烧嘴)的基本要求是什么,常用的烧嘴有哪几种?
对熔铝炉用烧嘴的基本要求是:
(1)能达到要求的热负荷,即在额定燃气压力下,能通过额定燃气量,并将其充分燃 烧,且调节范围大,能满足熔炼工艺所需要的热量和燃烧热强度。
(2)燃烧稳定,即在正常的负荷调节范围内,以及管网内燃气压力和热值在正常范围 内波动时,不发生回火和脱火现象。
第八章铝合金熔铸设备
• 313 ・
(3)火焰特性,即燃烧温度、火焰形状及尺寸、发光程度等符合熔炼工艺要求。
(4)燃烧效率高,能实现完全燃烧,即烟气中一氧化碳、氮氧化合物等的含量少,燃 烧器工作噪声小。
(5)点火容易、方便,火焰、气氛调节方便,安全可靠。
(6)构造简单、结实耐用,易于维护。
(7)同一台炉子使用的烧嘴性能应该一致。
烧嘴的类型很多,可按燃烧方式(扩散式、预混式、部分预混式)、空气供给方式(引 射式、自然引风式、鼓风式)、燃气压力(不大于5kPa的低压式、大于5kPa的高压式)、燃 气与空气混合地点(外部混合式、内部混合式、半混合式)、烟气出口速度(不大于50m∕s 的低速式、大于50m/s的高速式)、火焰形状(直焰式、平焰式、可调式)、燃料类型(发 生炉煤气烧嘴、天然气烧嘴、液化石油气烧嘴、混合气烧嘴、气一油混合烧嘴)等多种方法 分类,还有新开发的蓄热式烧嘴等。燃气熔铝炉采用的气体燃料,目前国内以天然气和发生 炉煤气居多,其常用烧嘴的主要结构、特点和规格及性能分别见表8・11和表8-12。
表8.U常用烧嘴结构和主要特点
煤气
烧嘴结构示意图
I空气
主要特点
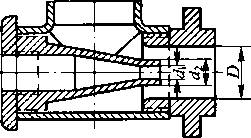
煤气通道和空气通道是两个同心套筒,煤气和空气平 行流动,离开烧嘴后才开始混合,目的是放慢混合,把 火焰拉长。其优点是结构简单,气流阻力小,但混合较 差,燃烧较慢,火焰较长,需要有足够大的燃烧空间才 能完全燃烧,空气消耗系数较大。适用于煤气压力低、 需要较长火焰的场合
套筒式烧嘴
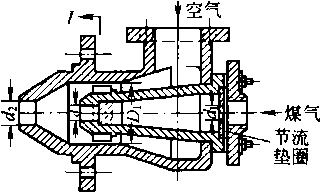
煤气和空气在烧嘴内部即开始相遇,且在空气通道内 设置了涡流导向叶片,当煤气压力超过O.8kPa时,煤气 进口处加设有节流圈,把剩余的压头损失掉。与套筒式 烧嘴比较,其优点是混合较好,可得到比较短的火焰, 可在较小的空气消耗系数条件下保证完全燃烧,但气流 阻力增加,需要较大的空气压力。适用于混合煤气、净 发生炉煤气和焦炉煤气,采取措施后,也可用于天然气
低压涡流式烧嘴
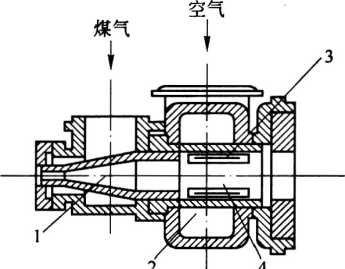
在煤气通道中安装了一个锥形的煤气分流短管1,使 煤气沿其外壁形成中空的筒状旋转气流,空气则沿着蜗 牛形通道2以和煤气相切的方向通过煤气管壁上的扁缝3 分成若干片状气流进入混合室4,并与中空的筒状煤气 流混合。由于混合条件好,其火焰长度是有焰烧嘴中最 短的,又由于混合在烧嘴内部即已开始,故烧嘴前气体 压力要求提高,但太高时,也可能发生灭火。适用于发 热量在5400 ~ 8400kJ/m3的发生炉煤气和混合煤气
扁缝涡流式烧嘴
• 314 ・
铝合金爆铸生产技术问答
续表8-11
烧嘴结构示意图
主要特点
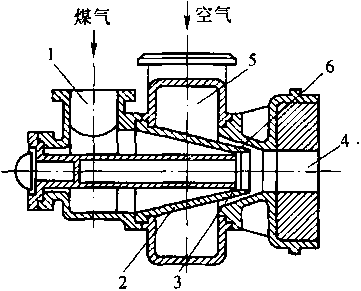
煤气从管1进入,在圆柱形分流短管的作用下形成中 空的筒状气流,并经过喷头2的环状缝隙3进入烧嘴头 4;空气从蜗形空气室5通过空气环缝6旋转喷出,在烧 嘴头4中与煤气相遇混合。在没有设置专用燃烧室的情 况下,混合气出口速度超过20mA时,可能灭火;而低 于5~8m∕s时,可能回火。适用于混合煤气和清洗过 (否则容易堵塞)的发生炉煤气,在把出口断面缩小后 也可用于焦炉煤气和天然气
环缝涡流式烧嘴
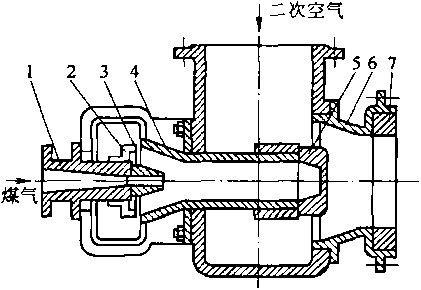
半喷射式烧嘴
煤气沿管1以较高的速度从煤气喷口3喷出,从大气 中抽入一部分空气,抽入量可借调节盘2调节,煤气和 一次空气在混合器4中混合,然后从混合物喷口5喷出, 并与由二次空气箱来的热空气在烧嘴端部6混合,在燃 烧坑道7内着火燃烧。其优点是混合好,要求的空气消 耗系数小,空气可预热,燃烧速度快,火焰亮,烧嘴能 力调节比大。但要求的煤气压力较高,导致烧嘴出口直 径较小,烧嘴能力受到限制,对于炉膛大、热负荷大的 熔炼炉,应采用多个烧嘴。适用于天然气
表8.12常用烧嘴的一般性能
|
类别或型号 |
燃烧能力 ∕m3 ∙ h~, |
烧嘴前 煤气压力 /kPa |
烧嘴前 空气压力 /kPa |
空气 消耗系数 n |
混合物 喷出速度 /m ∙ S-1 |
气体预热 温度/( |
混合情况 |
火焰长度 |
使用燃料 | |
|
套筒 式 |
1组 |
20 ~ 100 |
0.8 ~ 1.5 |
O. 8~1.5 |
手动取 1. 15-1.2 自动取 1.05-1.1 |
10~40 |
350 ~500 |
差 |
约为出口 直径的 32倍 |
发生炉煤气 |
|
2组 |
10-100 |
混合煤气 | ||||||||
|
3组 |
5 ~65 |
焦炉煤气 | ||||||||
|
4组 |
3~35 |
天然气 | ||||||||
|
低压 涡流 式 |
DWl |
6~25 |
最低0∙ 4 正常0.8 |
一般为 2.0 ~2. 5 正常为2. O |
手动取 1. 15-1.2 自动取 1.05~l. 1 |
25 -32 |
350 ~ 500 |
較好 |
约为出口 直径的 17倍 |
焦炉煤气 |
|
11 -480 |
混合煤气 | |||||||||
|
45 ~6∞ |
发生炉煤气 | |||||||||
|
扁缝 涡流 式 |
DW2 |
100 ~10∞ |
1.5 ~2.0 |
1.5 ~2.0 |
手动取 1. 15-1.2 自动取 1.05~l. 1 |
10-15 |
350 ~500 |
好 |
约为出口 直径的 6~8倍 |
发生炉煤气 |
|
45 - 600 |
混合煤气 | |||||||||
第八章铝合金煉铸设备
• 315-
续表8-12
|
类别或型号 |
燃烧能力 ∕m3 ∙ h^1 |
烧嘴前 煤气压力 /kPa |
烧嘴前 空气压力 /kPa |
空气 消耗系数 几 |
混合物 喷出速度 /m ∙ s^, |
气体预热 温度/P |
混合情况 |
火焰长度 |
使用燃料 | |
|
环缝 涡流 式 |
1组 |
200 ~2000 |
2.0~4.0 |
2∙0~4.0 |
手动取 1. 15-1.2 自动取 1.05-1.1 |
10~20 |
350 ~500 |
好 |
约为出口 直径的 7倍 |
发生炉煤气 |
|
2组 |
200 ~1800 |
混合煤气 | ||||||||
|
半喷射式 |
20-300 |
10~30 |
1.0~5.0 |
1.05 |
一次 混合30, 二次 混合25 |
3∞ |
好 |
天然气 | ||
8-25液体燃料的燃烧过程是怎样的,影响因素有哪些?
液体燃料的沸点(一般在200 ~300七左右)总是低于它的着火温度,因此,油的燃 烧是气化的油进行的均相反应,这与气体燃料燃烧的原理是相同的。油的燃烧反应速率很 快,并决定于油的蒸发速率。为了扩大油的蒸发面积,油总是要雾化成小的油滴来燃烧。 因此,油的燃烧包括雾化一加热蒸发T扩散混合一着火燃烧等几个过程。生产中液体燃料 通过雾化装置雾化成一股由微小油滴组成的液雾气流,在雾化油滴周围存在着空气,当液 雾被加热时,油滴边蒸发、边混合、边燃烧。由上可知,只有雾化得好的油,才能蒸发得 快;而要使蒸发产物很快燃烧,又必须使蒸发产物与空气迅速混合才行。此外,与煤气一 样,液体燃料也只有达到着火温度时才能着火燃烧。因此,油的雾化和空气与油雾的混合 及燃烧时的温度条件是影响液体燃料燃烧过程的三个最重要因素。
油的雾化。雾化可借气体的冲击作用或机械作用实现,如雾化的颗粒越小,则雾化质 量越好,燃烧的效果也越好。影响雾化质量的主要因素有:
(1)燃料油的油温、油压和油质。固态油是不能直接雾化的,为了保证雾化质量,必 须将油加热成液体状态,最好使油的黏度在5 ~15吨之间。使用重油时应根据重油的牌号 和喷嘴的允许黏度范围,将油加热到所需要的温度。油压的大小不仅直接影响油的流速与 流量,而且也影响雾化质量。油从喷嘴喷出时要求一定的喷出速度,还要克服油管内油的 流动阻力,故要保持一定的油压。采用低压喷嘴时,油压以50 ~ IOOkPa为宜,若油压太 高,油的流速太快,会使雾化剂来不及对油起充分雾化作用。采用高速喷嘴时,必须考虑 高压雾化剂与油射流相遇时的反压力大小,并使油压高于该处的反压力,否则,油会被雾 化剂“封住"而喷不出来。采用机械式油喷嘴时,由于油压是雾化的动力源,应采用较高 的油压,一般在l~2MPa。为此,常在油路上安装油泵和稳压器来提高和稳定油压。燃料 油中一般都含有多少不等的机械杂质,为了保证雾化质量,一般要在管路上设置油过滤 器,以消除机械杂质的影响。
(2)雾化剂的性质、压力和温度。工业生产中常用的雾化剂有空气和蒸汽,但熔铝炉 不宜采用蒸汽做雾化剂。雾化质量与雾化剂的喷出速度有关,速度越大,雾化质量越好, 因此生产中要求雾化剂具有较高的原始压力。低压雾化时,多采用鼓风机将空气加压到 IOkPa的压力,一般都用燃烧所需空气量的65% ~ 100%做雾化剂,空气与油滴的混合较
• 316 ・
铝合金熔铸生产技术问答
好,空气消耗系数小,且燃烧较快,能形成短而软的火焰。但由于压力低,空气喷出速度 一般只有50~80m∕s,因此油滴直径较大(约O∙O5 ~0∙4mm),且喷嘴的结构尺寸也大, 限制了这种喷嘴的燃烧能力。高压雾化时,多采用空压机将空气加压到0.3~0.8MPa, -般都用燃烧所需空气量的10% ~ 15%做雾化剂,借助高压产生的高速气流(可达300 ~ 4∞m∕s)将油雾化,油滴直径可达0.0012 ~0∙ 0042mm,雾化质量良好。但由于做雾化剂 的空气数量少,燃烧用的空气与油滴的混合较差,为保证完全燃烧,需要较大的空气消耗 系数。提高雾化剂的温度,有利于提高雾化质量。低压雾化时,做雾化剂的空气预热温度 一般限制在250 ~300cC以下,这样可使喷嘴尺寸不致过大;高压雾化时,空气可预热到 800K左右。
(3)喷嘴结构。在喷嘴结构中,影响雾化质量的主要结构尺寸是:雾化剂和油流股二 者的出口断面;旋转角度;二者相遇的位置和交角以及二者的出口孔数、各孔的形状和它 们之间的相对位置。这些因素影响着雾化剂对油射流的作用面积、作用时间和单位表面上 作用力的大小,进而影响到油滴的平均直径、油雾的张角和流量密度分布。
油雾与空气的混合。油雾与空气的混合仍是两个射流的混合,其混合规律及影响因素 与煤气和空气的混合大体相同。因此,要强化油雾与空气的混合,可以采取提高空气速 度,使油雾与空气呈交角相遇,使空气成旋转气流与油雾相遇,使空气分两次与油雾相遇 (见图8.25叭6、c)等措施。当然,在实现这些措施时,具体参数要由实验确定。此外, 应该指出:

a b C
图8.25空气与油雾的混合方式 - A油或油雾;一A空气
(1)油的雾化和混合是互相联系的两个过程,只有雾化得很细,且油滴在流股断面上 分布比较均匀,才有可能与空气很好地混合。
(2)液体燃料在燃烧过程中,会产生"烟粒"(直径0∙01 ~0.05μLm)和"焦粒” (直径25~150wn),这些固体颗粒的燃烧速度很慢,所以液体燃料燃烧时,总的燃烧强度 以及完全燃烧程度主要受到这些固体颗粒物燃烧速度的限制。因此,当强化油雾与空气混 合时,还应考虑到固体颗粒扩散燃烧的特点,采用分段供给空气,组织分段燃烧才是合理 的。
温度条件。油、气混合物的着火温度一般为600CC左右,为了创造良好而稳定的着火 条件,以使油雾能迅速受热着火燃烧,除了靠炉膛的高温条件外,更重要的是靠喷嘴砖所 形成的高温气体循环,就像煤气燃烧时燃烧坑道的作用一样。温度很高的喷嘴砖内表面, 把热量传给油雾并提高油雾温度,加速油雾的蒸发、热解过程,同时循环回来的高温气体 起到"点火”作用,使油雾迅速燃烧。高温气体连续地循环,就起"连续点火”作用, 从而使油雾连续燃烧不会脱火。这样,不但强化了燃烧,也保证了燃烧的稳定性。使高温 气体循环的常用方法有:使喷嘴砖的张角突然扩张产生循环区;使气体旋转流动产生回旋
第八章铝合金熔铸设备
• 317 ・
气流:在喷嘴坑道中装一内套管,造成循环通道,使高温气体有组织地沿通道再循环回到 火焰根部;靠抽力的作用强行将高温气体循环一部分到火焰根部等。一般来说,凡是采用 了循环气体的喷嘴,都会点火容易,燃烧稳定,燃烧完全,燃烧强度也较高。在实际生产 中,还有一种称为"喷射式喷嘴"的燃烧装置,它是利用其他燃料(如天然气等)的燃 烧产物作为雾化剂来强化液体燃料特别是重油的燃烧过程,这种喷嘴的雾化剂不但速度 快,而且温度高,这样,燃料在被雾化的同时,即被加热、蒸发,这种喷嘴可以达到很高 的燃烧能力。
8-26怎样计算液体燃料燃烧时的理论空气需要量和燃烧产物量?
(1)液体燃料和固体燃料的理论空气需要量力按下面的方法计算:
1)已知燃料组分的质量分数时:
匕=8. 89Cβr ÷ 26. 7Har + 3. 33 (Sar- Oar)(m3∕kg)
2)已知燃料的低位发热值Q (kj/kg)时:
V0 = 0. 21 X IO-Q +Z0(m3∕kg)(适用液体燃料)
V0 =0.24x10—3Q+0.5( r∏3∕kg)(适用各种煤)
3)实际空气需要量吗=几%
(2)液体燃料和固体燃料的理论燃烧产物量匕按下面的方法计算:
D已知燃料组分的质量分数时:
Vl = 1. 87Car + 11.2Har + 0. 8Nar + 0. 7Sar + 1. 24Mar + 0.79V0(m3∕kg)
实际燃烧产物量 η=V1+(n-l)V0
2)已知燃料的低位发热值Q (kj/kg)时,计算实际燃烧产物量:
匕=匕 +(几-1)% = 0.265 xlO-3Q + 5-l)K(m3∕kg)(适用液体燃料)
V; = V1 ÷ (n - 1)匕=0.213 × IOp + 1.65 + (n - l)-(ɪɪ//kg)(适用各种煤)
(3)标态下,实际燃烧产物的密度Pl可按下式计算:
Pl = [(1 -Aar) + 1.293%]∕W(kg∕r∏3)
式中 幻——Ikg燃料中灰分的重量,kg;
1.293--标态下的空气密度,kg/m3o
8-27举例计算液体燃料的各燃烧系数
例:已知某炼油厂燃料油的干燥无灰基(旧标准称可燃基)成分为:Cdaf=87.52%, Hdaf = IO∙74%, Odaf =0.51%, Ndaf =0.51%, Sdaf=O. 72%;给出的工业分析成分是 Ad = 0.21%, Mar=2.0%,试确定在空气消耗系数为LlO时,该燃料油的各燃烧系数。
解:
(1)根据燃料中的成分在任何一种表达形式中所占的绝对含量是相等的原理(见2・33 题),进行燃料油收到基成分的换算:
首先求出灰分的收到基成分,即:
Aar 二[(100 -Mar)∕100]Ad = [(100 - 2.0)/100] ×0. 21% = 0.9 8 ×0.21% = 0. 206%
再根据Aar和Mar的值求出其他元素的收到基成分:
• 318- 铝合金熔铸生产技术问答
Car= [(100 -Aar - Mar )∕1∞] Cdaf = [(1∞ - 0. 206 -2.0)∕l∞] × 87. 52%
=0. 978 X 87. 52% = 85. 6%
同理可求得:
Har = 0. 978 X 10. 74% = 10. 5%5Oar = 0. 978 ×0.51% = 0. 5%
Nar = 0. 978 X 0.51% = 0.5% ;Sar = 0. 978 X 0. 72% = 0. 70%
(2)按2-35题的公式计算燃料油的低位发热量:
Ql = 339Car + 1030Har-109(Oar-Sar) - 2 5Mar
=339 X 85. 6 + 1030 × 10.5 - 109 × (0.5 -0.7) - 25 × 2
=29018.4 + 10815 +21.8 -50 = 39805 (kj∕kg)
(3)按8・26题的公式计算实际空气需要量:
按组分计算:
%=几匕=n[8. 89Car ÷26.7Har +3.33(Sar -Oar)]
=1. 1 X [8. 89 X 85. 6% + 26. 7 × 10. 5% + 3. 33 × (0. 70% - 0. 50% )]
=1. 1 × 10. 42 = 11. 46( m3∕kg)
按发热量计算:
匕=孔匕=n[0. 21 X 10"3ρ ÷ 2. 0]
= LlX [0.21 X 10^3 X 39805 + 2] = 1. 1 × 10. 36 = 11.40(m3∕kg)
(4)按8.26题的公式计算实际燃烧产物量: 按组分计算:
匕=V1 +(n-l)V0 = [1.87Car + 11.2Har +0.8Nar +
0. 7Sar + 1. 24Mar + 0. 79匕]+ (1. 1 - 1) × 10. 42
= [1.87 X 85. 6% + 11.2 X 10.5% + 0. 8 × 0. 5% +
0. 7 X 0. 7% + 1. 24 × 2% + 0. 79 X 10.42% J + 1.04
= 11.04 + 1.04 = 12. 08(m3∕kg)
按发热量计算:
匕=匕 + (n -I)VO = 0. 265 X 10-3Q + (几-I)VO
=0. 265 X 10^3 X 39805 + (1. 1 - 1) × 10. 36
=10. 55 + 1.04 = 11.59(m3∕kg)
(5)按8・26题的公式计算实际燃烧产物密度:
pɪ = [(1 - Aar) + 1.293 吗]/匕=[(1 -0. ∞206) + 1.293 X 11.46]∕12. 08
=1. 31 (kg∕m3)
第八章铝合金熔铸设备
• 319 ・
8-28对液体燃料燃烧器(喷嘴)的基本要求是什么,常用的喷嘴有哪几种?
对喷嘴的基本要求是:
(1)具有要求的燃烧能力,燃油、雾化剂、助燃空气三者均可调,并有较大的调节 比,且调节灵敏。
(2)能使液体燃料雾化良好,且能使燃料与空气精细而均匀地混合。
(3)在最小风量和最低压力下,仍能保证油的雾化质量。
(4)火焰张角和火焰长度要适应炉子的要求,能保证稳定的燃烧;
(5)结构简单坚固,维修方便,安全可靠;
(6)不易堵塞,不漏油。喷嘴的类型很多,通常按照雾化方法,将液体燃料喷嘴分成 低压喷嘴、高压喷嘴和机械喷嘴三类;按照油雾和空气的混合位置,可分为内部混合式和 外部混合式两类。目前我国铝合金熔炼炉高压和低压喷嘴都有使用。主要形式的喷嘴结构 及特点见表8-13,三类喷嘴的主要特性见表8-140
表8.13常用喷嘴结构及主要特点
喷嘴结构示意图
主要特点
重油
C-I型低压直流喷嘴
油和空气都以直流形式喷出。空气喷出速度通过偏心 轮4移动油管周围的套管改变空气出口断面来调节;油 压通过调油针阀3进行调节。喷嘴结构简单,加工制作 方便。工作条件为:喷嘴前油压50 ~ IOOkPa,油黏度 3~5呃,喷嘴前空气压力4~71d^,空气可预热至250 ~ 3∞ro火焰长度随喷嘴大小、油压及空气压力不同,波 动在l~4m之间,雾化角25。~30。,调节比约1 : 3
K型低压涡流式喷嘴
空气喷出口前装有涡流叶片9,使空气呈旋转气流喷 出,并与油射流成75° ~90。交角。此喷嘴空气出口断面 不可调,油量调控用手轮8通过调节伸于油管6内的针 阀4前进后退的位置改变喷口断面来实现。此喷嘴火焰 短、张角大,喷嘴前空气压力3 ~7kPa,油压50 ~ 150kPa,火焰长度波动在0∙5 ~ 1.5m之间。适用于中小 型炉子
6 78 9
4进油
RK型3级雾化低压旋流喷嘴
喷嘴的油量调节与K型喷嘴相同,空气量调节用手轮 9通过调风杆7和与管1按离合器形式连接的转动轴套6 驱动喷头管1沿导向螺钉5螺旋形前进后退,借改变空 气喷出口断面来实现。该喷嘴为三级雾化,一级和二级 空气均按切线方向进入,呈旋转气流与油相遇,雾化质 量较好。该喷嘴油压100~150kPa,风压6~8kPa,火焰 长度0.6~L4m (φ50mm喷嘴),点火容易,能达到完 全燃烧,适用于微正压操作的炉子
• 320 ・
铝合金熔铸生产技术问答
喷嘴结构示意图
续表8-13
主要特点
I空气
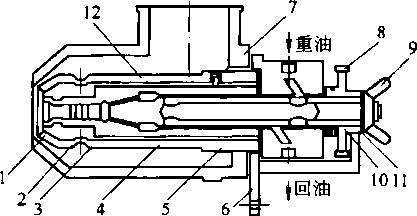
B (或R)型比例调节3级雾化低压喷嘴
其特点是空气量与油量能始终保持一定比例,在调节 燃油量的同时,可相应改变空气量。该喷嘴为三级雾化, 空气量的调节是通过改变二级和三级空气的喷出口断面 来实现。转动操作杆6,可使空气滑套12在螺旋导向槽 和导向螺钉7的作用下呈螺旋形前后移动,从而改变出 口断面面积。二级空气的入口是切线方向,使气流产生 旋转,加强雾化。油量的调节通过手轮8改变旋塞3上 的油槽(眉毛槽)的可通断面面积来实现。如将空气量 调节盘11与油量调节盘用螺帽9拧紧后,当转动操作杆 6时,旋塞芯3和空气套管12一起动作,即同时改变油 路和气路断面,达到比例调节的目的。
这种喷嘴还采用了喷嘴内部回油,不但可使喷出前的 油压、油温保持相当稳定,油的流量能较精确控制,而 且在小负荷或喷嘴短暂停喷时,油也不会在喷嘴内凝结。 但为保证喷嘴的正常工作,喷嘴前仍需安装稳压器。
这种喷嘴雾化质量好,燃烧完全,火焰较短,调节比 大(设计可达1 : 8 )o但结构复杂,对油质的要求较严 格,喷嘴前必须设油过滤器以防堵塞
雾化剂(蒸汽或压缩空气)
GZP型高压油喷嘴
属外混式,是最简单的高压油喷嘴。雾化剂喷口 1呈 收缩状,与油喷管2喷射出的油射流成25。交角,手柄4 用于调节油喷嘴位置。当雾化剂压力较高时,可保证良 好的雾化质量,但压力低于0∙3MPa时,则雾化质量变 坏。该喷嘴形成的火焰细而长(小喷嘴2∙5~4m;大喷 嘴6~7m),火焰扩张角10。左右。喷嘴燃烧能力因油嘴 和雾化剂喷出口直径及二者压力不同而异,一般为7~ 4∞kg∕h,要求油黏度小于7OE。用压缩空气作雾化剂时 的消耗量为0∙5~0.8m3/kg油
属外混旋流式高压喷嘴。主要特点是在喷油嘴2的外 壁即雾化剂出口通道3中装有涡流叶片11,使雾化剂喷 出时形成强烈旋转,加强了油的雾化。火焰长度一般在 4m以下,火焰直径0.3 ~ 0.7m,喷嘴要求油压为0. 03 ~ 0.05MPa,雾化剂压力大于0∙3MPa,允许的调节比为 5 ~ 10。该喷嘴点火容易、燃烧稳定,油孔不易堵塞,利 于烧劣质油
喷嘴结构示意图
第八章铝合金煒铸设备
主要特点
• 321 ・
续表8/3
二级雾化剂 一级雾化剂
带拉瓦尔管的两级雾化高压油喷嘴
属一级内混、二级外混的高压油嘴,一级雾化采用了 拉瓦尔管,即雾化剂经一段扩张管后才和燃油相遇,然 后又有二级雾化,因此雾化质量好,喷嘴能力高(一般 为100~6∞kg/h)。在拉瓦尔管之后,还有一段扩张一 收缩管,使油雾分布更均匀。喷嘴前油压为0∙2MPa,雾 化压缩空气0.5MPa,消耗量lrn3/kg
结构特点是在喷嘴一周有9个喷口,每个喷口都采用 类似拉瓦尔管的形式,使雾化剂先收缩后扩张。油由内 管经9孔在收缩口处与雾化剂相遇,雾化效果好,火焰 动能大,能自然带入炉内大量空气,喷嘴的燃烧能力高
多喷口高压油喷嘴
表8.14各种油喷嘴的主要特性
|
序号 |
项目 |
_____空气雾化喷嘴 |
___ 机械雾化喷嘴 | ||
|
低压喷嘴 |
高压喷嘴 |
•涡流式喷嘴 |
旋杯式喷嘴 | ||
|
1 |
雾化剂压力/kPa |
5 -10 |
300 ~700 |
— |
— |
|
2 |
雾化剂喷出速度/m∙ S- |
50~80 |
300 ~4∞ |
— |
— |
|
3 |
雾化剂消耗量,理论空气量/% |
75 ~1∞ |
0.5~0. 8n?/kg 油 |
— |
— |
|
4 |
油压/kPa |
50 ~ 100 |
100 ~500 |
IooO ~ 3(X)0 |
200 ~400 |
|
5 |
燃烧能力/kg∙h-ι |
2~3∞ |
10 ~1500 |
30-2000 |
10~10∞ |
|
6 |
油的黏度/。E |
3.5 ~5.0 |
一般4~6 |
2~3.5 |
2.5 ~8 |
|
7 |
• 调节比_______ |
1 : (5 ~ 8) |
1 : (6 ~ 10) |
1 : (2 ~ 3) |
1 : 4 |
|
8 |
助燃空气供给方式 |
一般不供给 |
部分另行供给 |
全部另行供给 |
部分另行供给 |
|
9 |
空气消耗系数 |
1. 1 -1.15 |
1.25 |
— |
— |
|
10 |
空气最高预热温度/P |
300 |
800 |
8∞ |
— |
|
11 |
结构特点_____ |
较简单 |
最简单,不易堵塞 |
简单,加工精度高 |
较复杂 |
|
12 |
能量消耗及经常费用 |
较低 |
较高 |
最小 |
较低 |
|
13 |
初建费用 |
较低 |
最低 |
较高 |
最高 |
8-29什么是蓄热式燃烧器,其结构和性能有什么特点?
蓄热式燃烧器是作为蓄热式换热系统(见8-31题)的重要组件而开发的一种新型燃 烧器。根据使用的燃料形式不同,有多种结构类型。图8-26是某厂引进的以柴油为燃料 的蓄热式喷嘴的结构示意图。
• 322 ・
铝合金熔铸生产技术问答
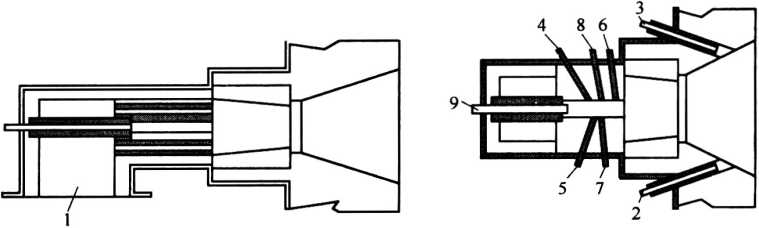
a b
图8.26蓄热式喷嘴结构示意图 a一纵剖结构图;—横剖结构图
1 一预热的助燃空气人口; 2、3一副油嘴;4一小燃油点火枪;5一点火枪火焰监测器; 6一主火焰监测器;7-LPG点火枪;8-高压点火枪;9一主油嘴
由图8-26可看出,蓄热式喷嘴主体由主油嘴、副油嘴、3级点火系统、火焰监测器和 燃烧坑道等几部分组成,外加安全燃烧控制系统和自动操作控制系统。其特点是:
(1)主油嘴的燃烧能力很大,调节范围宽。华北某厂采用的蓄热式喷嘴的燃烧能力为 15. 07GJ∕h (即 360 万 kcal∕h),最大为 17. 6GJ∕h (即 420 万 kcal∕h),调节范围为 20% ~ 115%o这是因为,在采用换向式蓄热技术的燃烧系统中,一般都采用单个喷嘴,炉子容 量越大,则喷嘴燃烧能力也相应要大。
(2)为了使燃烧保持在比较低的温度水平,以减少氮氧化合物的生成,设置了专门的 副油嘴。东北某厂引进的蓄热式喷嘴设定的转换温度为850七,当炉膛温度高于850七时, 控制系统自动关闭主油嘴,切换至副油嘴工作。
(3)采用压力0. 3 ~0. 5MPa的压缩空气作为雾化剂,主油嘴油雾和助燃空气在烧嘴坑 道内混合,火焰传播速度大于120m/s,属高压高速内混式喷嘴,而副油嘴则为外混式喷嘴。
(4)助燃空气的预热温度达90Ot以上,燃烧强度大。
(5)为了降低氮氧化合物的生成量,在燃烧区采用了低氧燃烧,空气消耗系数低 (但实际为0∙9~1.3)。
(6)对烧嘴本体采取了油枪保护、转换期枪内残油处理和壳体绝热等措施。
(7)针对频繁换向的实际,对燃烧坑道进行了特殊设计,并设置电子点火一 LPG点火一油点火的3级逐次点火系统,并以油点火枪作为值班烧嘴,保证了稳定燃烧。
(8)设置了以紫外线火焰探测器为主导的全过程监测系统,安全可靠。
(9)全过程按设置条件自动控制,调节精准。
8-30什么是换热器,其作用是什么,对它的基本要求是什么,有哪些类型?
将高温流体的热量传给低温流体的装置称为换热器。铝熔铸行业使用换热器的目的, 目前主要是合理利用燃烧产物熔炼合金后的余热,提高炉子的热效率,降低燃料消耗。目 前铝熔炼炉采用的换热器,热量的传递一般都通过中间固体介质(换热元件)进行,即先 用高温流体把热量传给中间介质,再由中间介质把热量传给低温流体。这里,被加热的流 体称为主流体或工艺流体,高温流体称为二次流体或非主流体。设计或选用一台换热器, 应满足下面几个基本要求:
第八章铝合金感铸设备
• 323 ・
(1)必须保证并能控制工艺流体被加热到要求的温度范围。
(2)工艺流体的流动阻力应尽可能小。
(3)换热器的运行、维护、检修方便,运行中不发生堵塞和泄漏等事故。
(4)中间介质应具有抗高温、耐腐蚀、耐急冷急热、蓄热量大的性质,换热效率高, 使用寿命长,在规定的使用年限内能满足工艺流体的换热要求。
(5)具有要求的高温强度,结实耐用,造价低。
按热量传递方式,在铝熔炼炉采用的换热器大致可分为间壁式换热器和蓄热式换热器两 大类。其中,间壁式又分为管式和板式两种;蓄热式换热器按照中间介质是否移动分为换热 元件固定式(又称换向式)和换热元件移动式两种,在移动式中又有回转式和小球移动式两 种形式。固定蓄热式换热器中,中间介质固定不动,两种流体交替通过换热元件;移动蓄热 式换热器中,高温流体和受热流体的流动状态固定不变,而中间介质在其间移动。 ・
我国南方某厂采用的氮化硅间壁型管式换热器见图8-27。这种换热器是把高温的烟气’ 热量,通过耐火材料(或金属)制成的管壁(或板壁)传给另一侧的空气,以连续地获 取预热过的空气。在这里,中间介质和主流体及非主流体的流向都是固定的。由于预热空 气的热量是通过管壁传递的,因此要求管壁材料既不泄漏又耐高温。这种陶瓷换热器的热 回收率一般为35% ~55%,换热器入口烟气温度IloO ~1200K时能将空气预热到7(Xh:左 右。但氮化硅材料很昂贵,质地较脆,经常出现不同程度的损坏,维护费用较大。
.图8-28是小球移动式换热器的示意图,这种换热器利用耐火材料做的小球为中间换 热介质,•用提升机运送,从塔顶连续地装入,利用上部加热室里的烟气将小球加热,小球 边加热,边向下移动,边将下部的空气预热。放热以后的小球从塔底取出,并送往提升 机,如此循环使用。这种装置受热流体的温度和压力稳定不变,传热效果好;但压力损失 大,动力消耗高,在设计和制造上都存在困难。
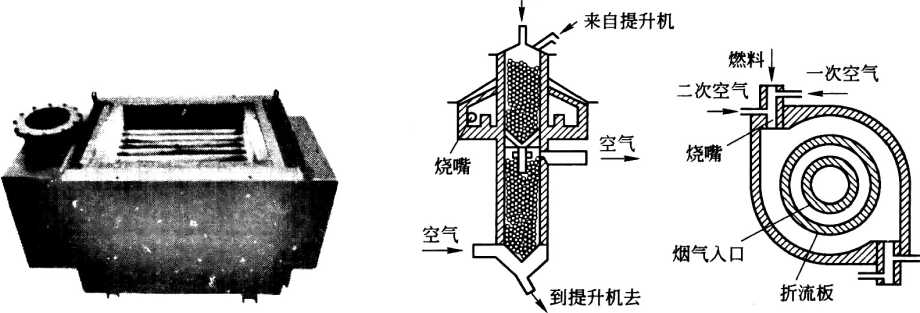
图8-27氮化硅管式换热器 图8-28小球移动式换热器
目前,国内普遍使用的是固定换向式蓄热器,回转式的蓄热器也开始投入使用。间壁 式和蓄热式换热器的换热效果对比见图8-29o
8-31固定换向式蓄热器的类型有几种,再生式蓄热器的工作原理是什么,主要组成和优 缺点是什么?
固定换向式蓄热器大体可分为砖格子式和再生球式两类。砖格子式蓄热器(见图
• 324 ・
铝合金熔铸生产技术问答
^ ^^^
Oooooooooo 04 O 987654321
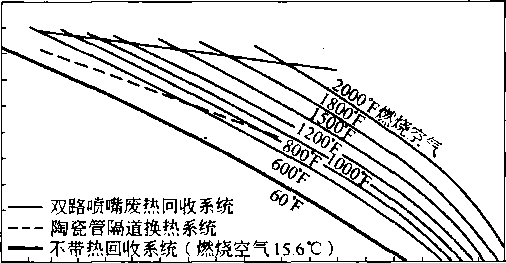
Oo

1200 1600 2000 2400 2800 3200 3600 4000
烟气排放温度/T
图8-29不同热回收系统对熔铝炉热效率的影响 使用37202kJ/rη3的天然气+ 10%过量空气;"善(叩-32) 8-30)系统通常比炉子本身还要大,并需配备大型抽风机,投资过大,在使用上受到限 制。
再生球式蓄热器的工作原理见图8.31。当烧嘴3A利用鼓风机7送来并经蓄热器5A预 热过的助燃空气与油雾混合后进行燃烧时,另一个烧嘴3B起到一个排烟口的作用,利用 抽风机8抽出炉子里的燃烧废气通过烧嘴3B到蓄热器5B里将热量传给氧化铝小球后排 空。当燃烧系统的热工参数达到设定值时,控制系统使四通换向阀6动作,转换两个烧嘴 的功能。这时,烧嘴3B开始利用鼓风机7送出并经蓄热室5B预热过的助燃热空气燃烧 时,则3A烧嘴此时也起一个排烟口的作用,燃烧废气由引风机8从3A引出,经5A换热 后排空。如此周而复始,交替工作。
一套再生球式蓄热器系统主要由两个烧嘴、两个蓄热室、一组换向系统、一套辅助排 烟系统和一套控制系统组成。烧嘴和蓄热器可根据现场实际情况直接连接在一起或选择用 耐火材料浇注的管道连接在一起。烧嘴的结构见8-29题,蓄热室内的换热介质一般采用
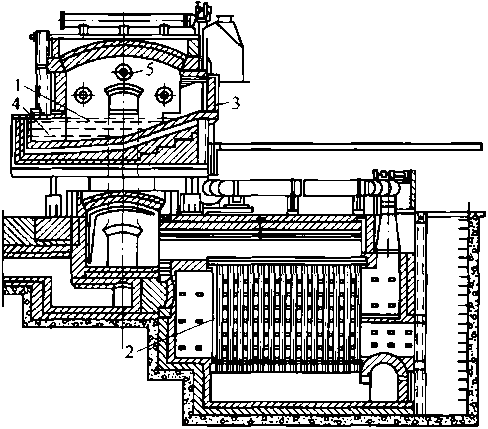
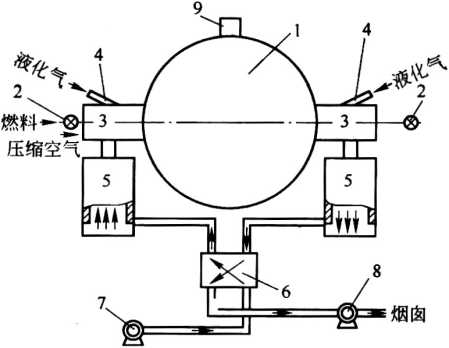
图8-30 30t重油反射炉的砖格子式蓄热器
1-熔池;2-换热器;3-炉门; 4一虹吸箱;5一重油烧嘴
图8-31再生固定式蓄热系统工作原理图
1-炉子;2-主燃料电磁阀;3—烧嘴;4—点火烧嘴;
5一蓄热器;6-换向阀;7-鼓风机;
8-引风机;9-辅助烟道
第八章铝合金焼铸设备
• 325 •
耐烟气腐蚀的高温陶瓷材料如氧化铝、矶土制作。球的直径越小,相同重量的表面积越 大,换热效果越好,但气流阻力增大,一般采用直径20mm左右的。蓄热球的量应与烧嘴 能力匹配,对于氧化铝球,在烧嘴能力为15GJ/h时,蓄热球的容量应不小于IOoOkg。烧 嘴转换周期一般为90 ~ 120s。在热交换中,由蓄热室排出的废烟气温度通常在150 ~ 250七,因而不管是换向阀还是抽烟风机均能长期安全可靠地工作。而预热后的助燃空气 温度可达900 ~ IlOOK。辅助排烟系统与炉体间留有适当间隙,辅助排烟系统的作用是均 衡炉压,并在精炼期间将有害气体全部由此引入地下烟道,同时吸入部分冷空气以保护管 路。正常工作期间,燃烧产物的约80% ~90%经由蓄热器换热后排出,约10% ~20%的 烟气经辅助烟道排出。控制系统应满足安全控制和自动控制两个要求;并精确可靠。
再生球式蓄热燃烧系统的优点是:
(1)热交换效果好,炉膛温度和预热空气的温度差仅50 ~100cC。
(2)工艺能耗低,东北某厂3年的实际运行数据表明,铝耗油量低于45kg∕t,而华北 某厂有记录的数据为54. 66kg∕t铝,比该厂炉子改造前的120kg/t铝下降了 54. 45% o
(3)熔化速度快,安装该系统后,熔化速率提高30%,提高了炉子的生产效率。
(4)能耗的下降及小球的过滤作用,使烟尘排放总量显著降低;而高风温燃烧技术的 采用,降低了烟气中NO “的生成量,有利于环保(注:对NO*的排放要求,欧洲标准 EN267 (5-91)《烟气排放指标》是小于150x10-6,而我国GB 9078—1996《工业炉窑大 气污染物排放标准》规定的指标是不大于400mg/m3,即在烟气密度为L 3kg/rn3时为 308 x10-6)。其缺点是使用蓄热式废热回收系统时,由于废旧铝材所带入的油漆、油污和 杂物以及某些熔剂在熔铝过程中形成的微粒都夹入烟气中,它们往往造成堵塞,同时为克 服蓄热床的阻力,需要额外消耗动力;而蓄热体的更换也比较麻烦。目前国内在熔铝炉上 推广应用蓄热式烧嘴技术的进展很快,但在使用中效果还达不到进口设备的水平,特别在 燃烧技术上还存在差距,应在实践中不断改进。
8-32什么是回转式蓄热器,有什么特点?
回转式蓄热器就是工作过程中,主流体(被加热空气)和非主流体(高温烟气)的
流向始终不变,而装载中间介质的蓄热器按设 定的速度做连续回转运动的蓄热器。图8.32是 德国JASPER工业炉及热工工程公司开发的并以 ECoREC®注册的旋转型蓄热式燃烧器的工作系 统示意图。其中,旋转式蓄热器的工作原理是: 燃烧废气经管道3进入换热器6的蓄热侧,把热 量传给蓄热体7后从下部管11排空;而助燃冷空 气从管9经空气分配器均布后进入换热器放热侧, 吸收热量后由顶部管2吹入烧嘴参加燃烧。过程 中换热器6在设备12驱动下以要求的速度旋转, 不断把已经蓄热的中间体送入放热侧,而把已经 放过热的中间体带入蓄热侧,过程连续不断,从 而保证稳定地向烧嘴提供热空气。
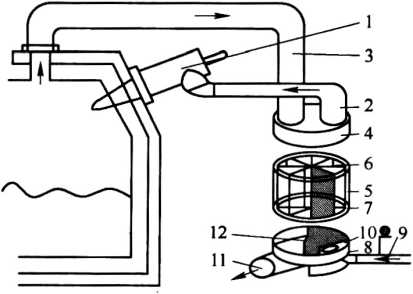
图8-32旋转式蓄热器工作系统示意图
I一烧嘴;2-预热后的助燃空气管道;3—燃烧废气 管道;4一换热器顶盖;5—隔热外壳;6—旋转换 热器腔体;7—换热中间介质;8一换热器底盖; 9一冷空气入口; 10一冷空气分配器;11一燃烧 废气排空口; 12一旋转换热器收动装置
• 326 •
铝合金慰铸生产技术问答
为了对换热器的旋转速度和换热器的清扫频率进行监控,在管道11的出口处装有2 只热电偶。其中一只的作用是监控换热器的旋转速度,因为换热器的旋转速度或循环次数 决定着烟气排出温度的高低和空气预热温度的高低,当烟气排出温度在140 ~310K之间 时,空气的预热温度大约在1060~1250K之间。另一只的作用是监控换热器的清扫周期, 因为中间介质被烟尘堵塞后,烟气的流量降低,热交换率也降低,导致烟气出口温度变 化。当达到某一•设定值时,装设在管道3出口处的压缩空气阀就会打开,与排烟机一起将 换热器内积聚的烟尘吹吸至过滤系统过滤后排空。
回转式蓄热器的特点是:
(1)运行环境固定,运行方式连续,实现了烧嘴的连续燃烧和空气的连续预热,不必 交替进行;
(2)烟气排放温度可根据要求调整;
(3)炉膛内气体压力稳定无波动,实现了炉膛气体压力控制的最优化;
(4)与固定换向式蓄热器比较,省去了助燃空气和燃料换向阀,减少了由于频繁换向 及点火而产生的故障;
(5)可自动清洗蓄热介质,保证热交换能力;
(6)与烧嘴配合,在熔铝炉使用时的单位能耗低于550kW∙ h∕t (折油48kg∕t)。
我国佛山市松岗航星铝材设备厂已成功开发出这种可以不间断燃烧的旋转式蓄热器燃 烧控制系统,并有两台(套)设备正式投入使用,效果很好。
8-33熔铝炉应当怎样节能?
图8・33给出了目前几种类型的熔铝炉和保温炉的平均能量消耗情况Z图8.34和图 8・35分别给出了无心感应炉和火焰炉的热平衡资料。从图中所反映的数据可以看出,熔铝 炉节能的最大措施是改进产业布局,如果变形铝合金铸锭全部由电解铝厂采用短流程生 产,则节能效果无论对国家还是对企业都是很好的。从企业内部来讲,熔铝炉的主要节能 方向应该是从有效利用烟气余热(包括感应炉的冷却水余热)、改善燃烧技术(包括采用 高速烧嘴、空气消耗系数比例调节、改进炉型等).和改进熔炼操作工艺三方面入手,采取
¾.ro-x≡≡fif^
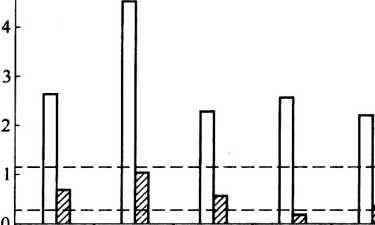
熔化和过热到 730℃时理论 上的热量消耗
带换热器 的 250t 膛式炉
25t
膛式炉
JJl
8t 生堪式 感应炉
U
25t 流槽式 感应炉
5t
电阻炉
960〜730℃之间 电解铝理论上的 多余热量
图8-33几种现代化铝熔炼和保温炉的平均能量消耗
口 一熔炼Ikg铝和过热到730P的平均热量消耗;口 一Ikg铝保温IOh的平均热量消耗
第八章铝合金熔铸设备
• 327 ・
强有力的措施,达到实实在在的节能效果,具体手段见表8・15。有关热平衡的计算方法见 YS/T 121. 1-1992《有色金属加工企业火焰反射熔炼炉热平衡测试与计算方法》、YS/T 121.2-1992《有色金属加工企业电阻熔炼炉热平衡测试与计算方法》和YS/T121.3-1992《有色金属加工企业感应熔炼炉热平衡测试与计算方法》o
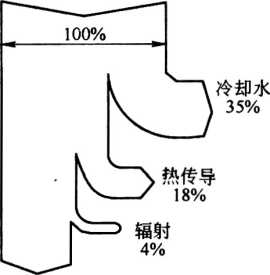
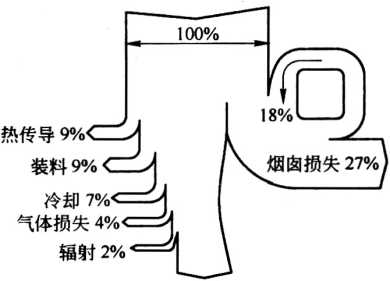
可供使用的有效热能43%
可供使用的有效热能42%
图8-34无心感应熔铝炉热平衡
图8-35火焰熔铝炉热平衡
|
表8.15熔铝炉节能措施及潜能 | |||||||
|
序号 |
节能措施 |
节能对象 |
预期节约值 | ||||
|
类别 |
项 目 |
热含量 |
排烟损失 |
散热蓄热 |
假设目标 |
潜能 /MJ ∙ fɪ | |
|
1 |
短流程 |
电解铝液直接生产铸锭 |
√ |
√ |
50%的铸锭由电解铝厂生产 |
1680 | |
|
2 |
改燃料 |
选择发热量大的燃料 |
√ |
如发生炉煤气改混合煤气 |
400 | ||
|
3 |
改善设备 |
选择节能炉型 |
√ |
单一合金品种时矩形改L形 |
710 | ||
|
4 |
选择高速烧嘴冲击加热 |
对流传热速度比辐射高5倍 |
5∞ | ||||
|
5 |
扩大容量 |
√ |
X |
扩大1倍 |
160 | ||
|
6 |
炉墙炉底密封绝热 |
加厚隔热层缩短开炉门时间 |
120 | ||||
|
7 |
回收余热 |
空气预热 |
预热至700P |
580 | |||
|
8 |
炉料预热 |
预热至500P |
540 | ||||
|
9 |
改进操作 |
热装炉、快装炉 |
√ |
√ |
缩短辅助时间20min/熔次 |
5% ~8% | |
|
10 |
电磁或永磁搅拌 |
√ |
提高熔化速度,降低温差 |
10% | |||
|
11 |
改善温度制度中温熔炼 |
√ |
炉膛温度降低50七 |
3% -5% | |||
|
12 |
合理控制炉压杜绝吸风 |
√ |
炉门口火焰略外飘 |
5% ~10% | |||
|
13 |
低空气消耗系数 |
低氧燃烧(消耗系数0∙9) |
8% | ||||
|
14 |
加强管理,提高效率 |
√ |
提高1% |
2% | |||
|
15 |
单班生产改集中生产 |
合理安排 |
10% ~15% | ||||
注:1.本表计算依据是以传统熔铝炉平均耗能90kg∕t,柴油平均低热值41.868MJ/kg为基础,有效热按1172MJ/t 计算C
2. V表示能耗减少;X表示能耗增加。
• 328 ・
铝合金熔铸生产技术问答
第二节铸造机和其他设备
8-34铝合金半连续铸造机的类型有哪几种,对它的基本要求是什么?
按传动方式,铝合金立式半连续铸造机有链带传动、钢丝绳传动、液压传动、丝杠传 动和辐式铸造机等五种类型。其中,钢丝绳传动式和液压传动式比较常用。
根式铸造机是利用两个彼此相向转动的辐子从结晶器中把铸锭拉出,通过改变喪子的 转速来调节铸造速度的。这种铸造机结构最简单,制造费用他,铸造速度稳定,能生产很 长的铸锭。但这种铸造机每次只能浇铸一根直径小于50Omm、的圆铸锭,生产率很低;而 且对铸锭直径变化的适应性小,一台铸造机仅能浇铸直径尺寸相差不大的铸锭。此外,这 种铸造机生产的铸锭实际上总是存在着较大的弯曲,因此,这种铸造机在生产中实际上已 被淘汰。
丝杠传动铸造机是借丝杠的运动带动底座上下升降的,铸造时可以通过机械或电机进 行有级或无级调速。这种铸造机运行平稳,但制造、安装和维护都比较复杂,丝杠易变 形,丝母易磨损,更换麻烦,铸造长铸锭比较困难。
链带传动铸造机是借链带的运动带动底座平台上下升降的,铸造时可以通过机械或电 机进行有级或无级调速。这种铸造机具有结构简单、工作可靠、运行平稳、操作方便等优 点,适用于铸造各种规格的扁铸锭和圆铸锭。
钢丝绳传动铸造机是通过卷筒(绞车)缠绕钢丝绳带动底座上下升降的,铸造时可以 通过机械或电机进行有级或无级调速。这种铸造机的优点是:运行比较平稳,结构比较简 单,能使结晶器最大限度地靠近静置炉流口,使结晶器配置紧凑,还能根据静置炉的形 状,以最小的间隔尽可能多地配置铸造机。操作方便,适用于浇铸各种规格的圆铸锭和扁 铸锭。其缺点是钢丝绳的不均匀拉伸,可能引起平台歪斜;甚至被卡住,导致运行不平 稳,影响铸锭质量。此外,钢丝绳磨损快,需经常更换,工作可靠性差。
液压式铸造机是利用活塞杆当引锭器,将铸锭从结晶器中拉出,通过改变活塞下方 油缸中的压力来调节铸造速度的。这种铸造机可任意调整铸造速度,运行平稳性是五类 铸造机中最好的,最适用于电磁铸造,热顶铸造等要求高平稳性的场合。其缺点是结构 复杂,在铸锭重量增加时,为了保证液压活塞均匀降落,需要采用各种复杂的调节系 统。此外,在铸锭长度相同时,它比其他几种铸造机要求更深的铸造井,这就提高了基 建费用。
对铝合金半连续铸造机的基本要求是:
(1)运行平稳、可靠;
(2)对每锭规格的适应性强;
(3)对主要铸造参数(铸造速度、冷却水压或水量、铸锭长度等)能方便地控制、 调节及指示;
(4)生产率高,产品质量好;
(5)结构简单,维护方便。
铸造机的工作可靠性主要取决于铸造机的类型、结构、各部件的制造和安装情况以及
第八章铝合金熔铸设备
• 329 ・
对铸造机的维护质量。通常,铸造机只有在实现多模铸造的条件下,才能得到很高的生产 率。而要保证铸锭具有良好的质量和高的成品率,在整个铸造过程中,铸造机必须运行平 稳,保证铸锭以严格固定的速度垂直下降,不跑车,不停顿,不晃悠。
8-35钢丝绳传动铸造机的结构具有什么特点,使用时应注意哪些问题?
典型的钢丝绳传动半连续铸造机是由机架、传动装置、平台及升降机构、盖板、供排 水系统、铸造参数指示装置及操纵台等部分组成的。
机架是型钢结构的,固定在铸造井中, 其上装有除传动装置以外的所有部件。通 常,机架上部的固定钢架上装置有定滑轮 组,机架的立柱上装有引导平台升降的导 轨。导轨的数量按铸造机的大小而定,有4 根的,也有8根的。
传动系统见图8.36。它由铸造电机、提 升电机、减速机、卷筒、滑轮组及钢丝绳等 部分组成。铸造电机功率较小,用以实现工 作速度;提升电机功率较大,用以快速提升 或下降平台。两个电机借助于差动减速机或 行星齿轮减速机联系在一起。这种结构省去 了换向离合器,既保证了传动系统的工作可 靠性,又使操作得以简化。铸造速度的调节 采取两种方式:一种是用交流变频电机做铸 造电机,通过改变频率来改变电机转数的无 级调速;另一种是通过更换变速齿轮改变传 动比的有级调速,后面一种调速方式不能满 足铸造过程中的调速要求,已逐渐被淘汰。 平台升降的转换通常是通过改变电动机的运 转方向来实现的。
1 2 3 4 5 6
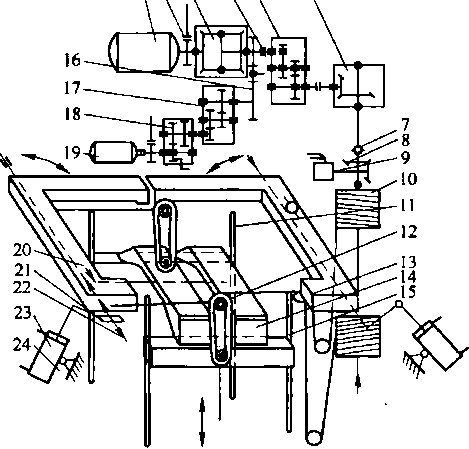
图8.36钢丝绳铸造机传动系统示意图
1 一提升电机;2一制动器;3一差动器;4一联轴节; 5—减速机;6一伞齿轮减速机;7一万向联轴节; 8—伞齿轮;9一行程指示器;IO一卷筒; Il-导轨;12一定滑轮;13一均衡轮; 14-平台;15一动滑轮;16-变速齿轮; 17-减速机;18-变速、减速机; 19-铸造电机;20—翻转平台; 21一连杆;22-翻转轴; 23-油缸;24-钢架
平台是铸钢的,两端横梁中间各装有一组动滑轮,平台靠钢丝绳悬挂在机架的定滑轮 组上,并借助于卷筒沿导轨上下移动。平台移动的最终位置用极限开关控制。
盖板是安装铸造工具的,有的兼作冷却器。铸造完毕,为了取出铸锭,需要移开盖 板。盖板的移动方式有液压翻转和小车平移两种类型,小型铸造机的井上盖板则由人工搬 移。
给水系统由循环水进水替道、电动水阀(亦可手动)、过滤装置等组成。铸造井中 的积水用水泵排走。水泵的启动和停止多采用自动控制的方法。水位报警的方法很多, 目前常采用的有浮标带动滑杆拨动限位开关的方法,利用晶体管开关电路控制的方法 等。
铸锭长度由行程指示器显示。铸造速度由测速发电机传送脉冲至速度指示器而显示, 或通过计数器直接检测并自动调控。
• 330 ・
铝合金熔铸生产技术问答
操纵台是铸造机的指令中心,通常,各种数字指示器、水压表、给水排水开关、水位 报警铃、升降开关、盖板启闭开关等都安装在操纵台上。
我国目前普遍采用的钢丝绳传动铸造机的主要性能列于表8:16。.
|
表8.16国产钢丝绳传动半连续铸造机的主要性能 | ||||
|
型号 |
LS-I |
LS-2 |
LS-3 |
LS-υ |
|
最大负荷/t |
23 |
10 |
6 |
2.4 |
|
平台行程/m |
6.7 |
6.7 |
6.7 |
6. 25 |
|
铸造速度/m∙h-| |
0. 8 ~ 10 |
0.5~8 |
0.5 ~ 10 |
1.2 ~8.4 |
|
提升速度/m∙h- |
200 |
200 |
200 |
180 |
|
调速方式 |
无级 |
无级 |
无级 |
无级 |
|
铸锭规格/mm |
300x2000, φ5∞~8∞ |
3∞×20∞, φ500~800 |
0300 ~800 |
¢70 ~410 |
铸造工在使用钢丝绳传动半连续铸造机时应注意下列问题:
(1)使用前,必须按照设备使用维护规程的要求,对设备的传动机构认真仔细地进行 检查,并按规定在各润滑点注油润滑。检查时,重点放在钢丝绳、滑轮及卷筒上,要求钢 丝绳固定牢靠,不出槽,不打节,不断股,滑轮及卷筒转动灵活。发现钢丝绳破损,要严 格执行报废标准,绝不允许凑合使用。
(2)确认传动机构正常后,应进行空负荷试车,检查平台升降、抱闸制动、行程指 示、水泵运转、水位报警、各中断开关位置控制等是否正常可靠。其中应重点检查平台升 降情况,要求升降平稳。确认一切正常无误后,方能开车铸造。
(3)采用变速齿轮调整铸造速度的铸造机,在更换齿轮时,要注意以下问题:
D齿数应符合规定;
2)必须在空负荷情况下进行;
3)更换前应将平台下降至距铸造井底0.5 ~ Im的高度;
4)平台下降后,立即停电,并挂上"严禁送电”的明显标志;
5)更换时先用卡紧齿轮卡死;
6)更换后将变速齿轮用定位键和螺丝把紧。以上确认正常后,卸下卡紧齿轮,送电 试车。
(4)铸造过程中,一是注意及时开动水泵,抽出井中积水。二是防止"跑流子",一 旦出现应立即堵流口,停止铸造,清除设备上的冷凝铝块,然后检查设备,继续铸造。三 是铸造中发生突然停电、停水事故时,应立即堵住流口,扳动铸造电机对轮,使平台下 降,直至流盘中的铝水铸完为止。
(5)启动提升电机时,要特别注意平台和盖板的距离,当平台上升离顶部零位 20Omin左右时,应改用慢速上升,严格防止超过上部极限位置而造成设备损坏。
(6)吊取铸锭时,要正确指挥吊车,绝对不许碰撞铸造机。
(7)铸造结束后,要清理设备上的铝渣和工具,并定期清理铸造井中的积渣和冷却水 过滤箱中的过滤网。
(8)停产以后必须将铸造井内积水抽干,并在导轨和钢丝绳上涂油保护。
第八章铝合金煉铸设备
• 331 ・
8・36液压传动式铸造机的结构具有什么特点,其主要规格有哪些?
液压传动式铸造机分外导式和内导式两类,引锭座由液压缸内部导向的称内导(见图
8-37),由外部导轨导向的称外导。YS/T 8-1991(2∞5)《铝锭液压式半连续铸造机》对该 类铸造机的性能提出了具体要求。结构形式各 家不一,下面以上海鑫业熔铸设备制造有限公 司开发的25t内导式液压铸造机为例说明其结构
特点。
该设备主要由主油缸、铸造平台、翻转装 置、水冷系统、供排水系统、液压系统、电控 系统组成。
主油缸采用德国洪格尔带内部抗扭矩导向 系统的单作用液压缸,柱塞直径400mm,最大 行程7200mm,额定工作压力4. 5MPa,额定承 载40000kg,活塞杆表面喷涂金属氧化层,表 面硬度不小于HRC 60 ~ 65,密封件采用德国
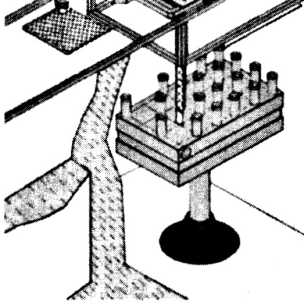

洪格尔DMD组合密封。缸体外表面喷砂处理 图8.37内导式液压传动铸造机外形示意图 后涂底漆和外层漆各两层,具有优异的抗腐性
能。油缸由球面垫铁及基础板支承,柱塞与铸造平台通过力矩限制器连接,用两只安全 销限制平台在垂直平面内的可能转动,并在水平转矩超过IOkN-m时,剪短安全销以 保护油缸。
铸造平台用于支承引锭架,为箱形焊接结构。翻转装置是钢板焊接成的中空框架,它 是结晶器平台的安装支架,同时也是水冷系统的重要构件。倾翻装置借助两个6200两端 较接的双作用液压油缸驱动,在0。~85。范围内翻转。油缸内置单向顺序阀,使倾翻过程 具有安全保护功能。翻转速度由手动节流阀无级调整。框架两侧还装有两个刚性定位块, 可有效保证倾翻装置的复位精度。翻转轴同时作为铸造冷却水入口,通过倾翻臂上的两个 方孔进入结晶器平台,向装配在平台上的结晶器供水。翻转框架适应同水平热顶结晶器平 台和直冷式铸造平台的安装要求。
冷却水由车间总管,经手动阀、恒压阀、流量计、电动调节阀、旋转接头和倾翻架进 人结晶器平台为铸造过程提供冷却水。流量计、电动调节阀、PLC构成PlD调节环,通过 流量计反馈的信号与给定信号比较控制铸造水量,控制精度为±1.5%。在铸造开头、结 尾阶段通过程序控制水量增、减速率,以适应不同规格、牌号合金铸造开头、结尾阶段的 工艺要求。水量增、减速率由初始爬坡长度、终止爬坡长度、初始水量、终止水量等参数 确定,上述参数由工艺工程师通过人机界面写入。铸井内的冷却水通过深井泵排出,铸井 内水位由浮球液位传感器确定。
铸造机液压系统由铸造回路、快速升降回路、应急回路及辅助系统组成。铸造过 程不需要开启电机,油缸在平台自重的作用下平稳下行,通过检测油缸排油的流量与 设定速度比较来控制电动比例调速阀开度的PlD闭环控制,以保证速度的平稳、恒
• 332 ・
铝合金熔铸生产技术问答
定,控制精度±1%。在铸造开头、结尾阶段通过程序控制铸速增、减速率,以适应 不同规格、牌号合金铸造开头、结尾阶段的工艺要求。铸速增、减速率由初始爬坡长 度、终止爬坡长度、初始铸速、终止铸速等参数确定,上述参数由工艺工程师通过人 机界面写入。铸造回路选用的电动比例调速阀在0∙06MPa压差时,能通过45L∕min 的大流量,且进口压力的波动不会引起流量的变化,控制精度高。适合内导式铸机的 起铸时油缸内压力低、铸造速度精度要求高的工作状况,随着铸长的增加,油缸内的 压力增加阀的开度仅需做微小的调整,便能保持铸速的恒定。流量反馈装置为德国威 士容积式齿轮流量计,制造精度高,且不受压力变化的影响,其探测精度为5%。。在 供电故障时系统通过UPS供电,阀的工作状态保持不变而不中断铸造工作。UPS可以 提供15~20min所需的电能。铸造回路阀件话应铸造安全要求,在铸造过程系统断 电,阀件也能保持开度,铸造继续进行至平台内的铝水铸完。系统设计有应急回路, 紧急故障时,系统报警,操作人员打开安装于操作台的应急高压球阀,铸造平台可继 续下行,并且下行速度仍可在触摸屏上显示,此时可以调节手动调速阀,达到要求的 速度。快速升降回路(辅助回路)主要用于浇铸平台的快、慢速升降,故该回路的流 量较大,达250L∕min,板式阀不能满足大流量的要求,所以该回路使用40通径的插 装阀,以满足系统对大流量的要求。节流插装阀组和先导电磁阀组成快升、慢升、快 降回路,其速度为手动调定。铸造回路和辅助回路均有互锁电磁球阀。确保某一回路 工作时,另一路在任意状态下(如误按按钮)不能工作。同时电磁球阀减少了先导阀 泄漏,保证了平台漂移Imm/3OmirI。液压辅助系统主要是由温控系统(可选)、过滤 系统组成。可有效地控制液压油温的工作温度,油温不超过50七。过滤系统是一个 独立的工作系统,它的主要作用为:对铸造机使用前的工作油路进行循环过滤;对铸 造机使用后的新添加液压油、拆装阀件进行后的油污染进行过滤;同时在主油路工作 状态下也可以实施在线循环过滤,在过滤过程中有效阻隔了微颗粒气体的聚合与油流 体过程中微颗粒杂质,使油品达到最佳净化标准。 ,
电控系统以西门子S7.300可编程序控制器为核心,由上位机、主控单元、数字量输 A/输出模块、模拟量输入/输出模块、低压电器(施奈德产品)、各类传感器(德国P+ F 产品)、安全电源装置、铸造工艺软件和液压操作软件等组成,人机界面采用MP370彩色 触摸屏。所有的操作过程均可在触摸屏上实现,对冷却水流量、冷却水压力、冷却水温 度、铝液温度、铸造速度、铸造长度等均可实现实时显示,并可对铸造速度与冷却水流量 实现自动闭环控制;该系统可存数百组不同合金、不同规格铸锭的工艺参数,在铸造开始 之前只需输入合金牌号及产品规格,即可自动控制调整相关铸造工艺参数,并可在授权下 对参数进行修改和增补。每铸次的铸造参数条件将被PLC自动记录,并写入上位机,便于 对不同铸造效果的生产工艺条件进行追踪分析。系统有自检功能,故障和工艺条件变化时 系统声光报警并文本提示。
.自20世纪90年代开始至今,在引进消化吸收国外先进技术的基础上,我国上海鑫业 熔铸设备制造有限公司等单位成功设计制造了数十台液压内导式同水平连续铸造机,取代 了进口产品,开辟了我国内导式铸造机制造的先河。目前国内生产的内导式液压铸造机的 主要规格如表8-17所示。
第八章铝合金煉铸设备
• 333 ・
表8-17液压内导式半连续铸造机主要规格和技术参数
|
技术性能 |
________________铸造机规格/t___________________ | ||||
|
5 |
8 |
12 |
18 |
25 | |
|
额定铸造重量/kg |
5(X)0 |
8(X)0 |
120∞ |
180∞ |
250∞ |
|
最大铸锭长度/mm |
6000 |
60∞ |
65∞ |
6500 |
67∞ |
|
工作台尺寸/mɪn × mm |
15∞ × 1500 |
18∞ X 18∞ |
22∞ ×22∞ |
26∞ ×28∞ |
28∞×30∞ |
|
铸造速度∕mm • min ~1 |
0-250 | ||||
|
快速升降速度/m ∙ min^, |
0.02~2 | ||||
|
铸锭长度控制精度/% |
W ±1 | ||||
|
铸造速度控制精度/% |
≤ ±0. 5 | ||||
|
铸锭弯曲度/mm∙rn" |
Wl | ||||
|
冷却水最大供应量/m3 .h-, |
150 |
2∞ |
240 |
260 |
3∞ |
注:产品技术参数可根据用户要求进行调整。
8-37水平连续铸造机的结构具有什么特点,使用时应注意哪些问题?
我国目前普遍采用链带传动的水平连续铸造机。这种铸造机具有结构简单、运行平 稳、制造维护方便、成本低廉等优点。它主要由机架、传动系统、引锭系统、锯切装置和 供排水系统等几部分组成。
机架由型钢焊接而成,机架前部分铺设有为铸锭导向的轻型钢轨,后部分安装有支 承铸锭的根道。铸造机的传动系统见图8-38。它由电机、蜗轮蜗杆减速机、主动链轮、
被动链轮、张紧链轮及拉拽机架下部的传动程等几部分构成。铸造时,通过调整频率改
变电机的转速来调节铸造速度。引锭系统由引锭杆、导轨、拉拽机等部分组成。引锭杆
的一端开有锥形空穴,并通过活动销钉与凝固的铸锭连在一起;引锭杆的另一端通过插
销与链条挂连。铸造开始时,通过链条的运动带动引锭杆沿导轨牵杆、导轨、拉拽机等 部分组成。引锭杆的一端开有锥形空穴,并通过活动销钉与凝固的铸锭连在一起;引锭 杆的另一端通过插销与链条挂连。铸造开始时,通过链条的运动带动引锭杆沿导轨牵引
铸锭。有的水平连铸机的机架较短,而引锭杆较长,铸造开始时,将引锭杆的一端插入
结晶器内,而另一端伸进拉拽机的两个V形辑之间,通过上部的压紧辑和下部的传动辑
夹紧并牵引。当引出的铸锭进入拉拽机后,卸 下引锭杆。传动辐直接由电机经链轮传动,与 链条速度同步。压紧辐由风缸驱动夹紧和提升。 锯切装置见图8.39。经拉拽机牵引出的铸锭进 入锯切装置的V形托架并达到规定的锯切尺寸 后,夹紧气缸压下将铸锭夹紧,借助铸锭的推 力,使装在轨道上的锯切小车与铸造速度同步 向前移动,即实现同步锯切。供排水系统是单 独的,通常安装在铸造机的头部靠近结晶器的 地方。
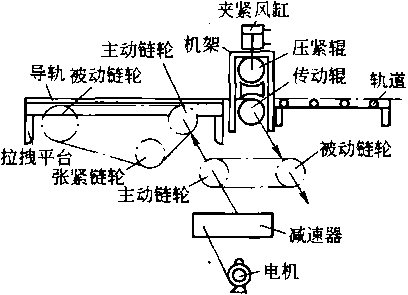
图8-38水平铸造机传动系统示意图
• 334 ・
铝合金熔铸生产技术问答
风缸
导轨
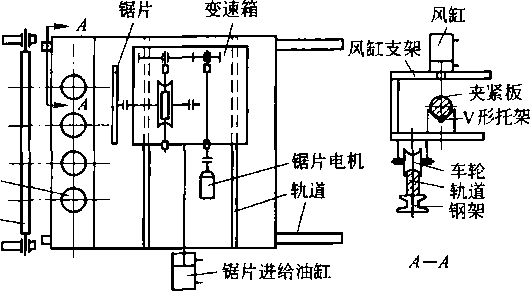
图8-39水平铸造机锯切装置示意图
生产中常使用的水平连铸机的主要技术性能是:
铸锭直径/mm
铸造速度∕mm ∙ min^, 最大生产能力/t ∙ h^, 调速方式
铸造根^/根
锯片直径/mm
锯片厚度/mm
锯片主轴转数/r ∙ min" 锯片横向最大位移/mm
80 ~ 150
50 ~ 500
8.6
滑差电机无级调速
6
710
8
40, 68, 75
16∞
铸造工在使用水平连铸机时,应注意下列问题:
(1)使用前,必须按照设备使用维护规程的要求和润滑卡片,对铸造机的各部件认真 地进行检查和润滑。确认正常后进行空负荷试车,重点检查链条和链轮的磨损及运行情 况,夹紧装置是否灵活可靠,并调整铸造速度。
(2)铸造前,仔细安装引锭杆,并严格保证结晶器、引锭杆和轨道的工艺中心线在同 一水平线上。
(3) ,铸造机开车后,要立即将压紧辐升起,待引锭杆进入适当位置时再将压紧根缓慢 放下压紧。铸造过程中,一要预防掉钩脱销;二要避免碰撞铸锭;三要防止传动根和压紧 辑打滑;四要防止"跑流子",避免铝水凝在牵引链条上。
(4)铸造完毕应将设备清理干净。
8-38熔铝炉经常使用哪些加料设备,各应用在什么场合?
铝合金熔炼过程中,装炉是一项很重要的工序,尽可能实现快装炉、热装炉,既是缩 短辅助时间,提高生产效率所必需的,也是减少热量损失、提高炉子热效率所必需的。目 前国内装炉机械化总体程度不高,其装炉机械类型大体有:
(1)天车加料,主要应用在炉顶可移动的圆形炉上,天车直接用可分式料框或抓斗将 炉料装入炉中。当采用龙门结构时,一台加料天车可同时为几台熔铝炉装炉;
(2)旋转式加料专用天车,首先以人工方式将炉料装入料斗中,再用天车将料斗从炉
第八章髭合金煉铸设备
∙ 335∙
门送入炉内,天车加料臂较长,并可做正反180。翻转,可将炉料加入炉膛内任何地方,主 要应用在多台熔铝炉同时工作的场合;
(3)叉车式加料车,料场备有若干料斗,以人工方式先将炉料加入料斗,叉车通过一 个液压夹紧装置将料斗夹紧并送入炉内,而后通过一个穿入料斗内的液压推板将炉料推入 炉内,这种加料车承载力一般为2 ~3t,料斗平均载料约500kg,主要应用在中小型熔铝炉 ±o也有较大型的装料车,一次加入量可达6t;
(4)升降翻斗式加料车,主要应用在带竖炉的熔铝炉上。
8-39铝液电磁搅拌的工作原理是什么,其装置具有什么特点?
搅拌是铝合金熔炼过程中必不可少的重要工序,它起着均匀成分、减少温差、加速熔
化的作用。实际生产中采用人工、机械、电磁三 种搅拌方式,其中,电磁搅拌优点比较突出。目 前国内采用的电磁搅拌器按安装位置可分为炉底 式(见图8.40)和炉墙式(见图8-41)。电磁搅 拌器由电磁搅拌线圈、变频器、变压器、冷却水 系统和控制系统组成。它的工作原理见图8・42。 它利用特殊的变频电源把50Hz三相交流电变换成 0.2~3 (ABB为0.8 ~3.5) HZ的两相超低频电 流。该电流通过感应器线圈将产生相应的低频交 变磁场(行波磁场),该磁场穿过炉底铝熔液、铁 心形成闭合回路。根据电磁感应原理,在该磁场 的作用下,铝液内则产生感应电流。电流在磁场
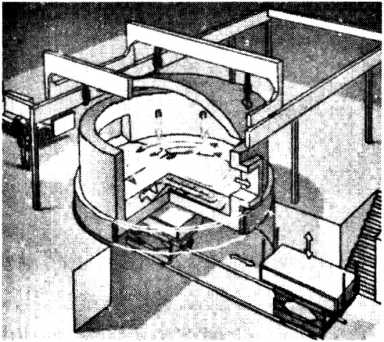
图8-40 ABB炉底式电磁搅拌器
的作用下产生推力,搅拌铝液。铝液的移动方向由平移磁场方向确定。感应线圈为水冷线 圈,它与炉体之间没有直接接触。为了保证磁场进入熔池,线圈所处部位的炉壳必须采用 无磁性的奥氏体不锈钢结构。在多个熔铝炉安装电磁搅拌系统的情况下,可以采用共用的 电源、搅拌器和冷却系统,以尽量节省投资。
国产DJ-Ol型电磁搅拌器的技术参数如下:
(1)电源50HZ三相交流电,电压380V±10%,容量160kV ∙ A;
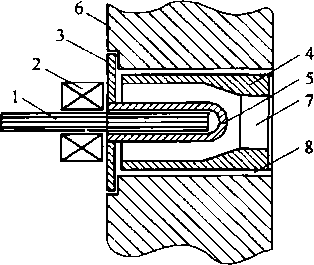
图8-41国产DJQ型炉墙式电磁搅拌器
I一铁心;2—线圈;3—墙面板:4一导流管; 5—铁心保护管;6一座传;7-出口; 8-间隔
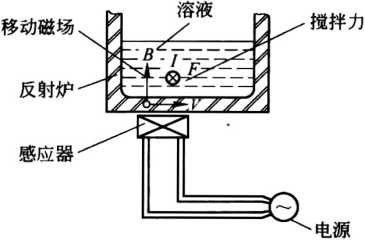
图8-42 -电磁搅拌器原理图
∕-感应电流;尸一搅拌力;8、-移动磁场
• 336 ・
铝合金爆铸生产技术问答
(2)冷却用软化水压力0.2 ~0.5MPa, 流量 1 ~2t∕h;
(3)感应器输入电压180 ~220V,电流 200 ~ 350A,有功功率 6 0kW;
(4)感应器尺寸为320Omm (长)× 1230mm (宽)×500mm (高);
(5)感应器重量3320kg;
(6)推力,见图 8-43 (用 2440mm X 1250mm ×7mm铝板做负载)。
DJQ型熔铝炉用水平式电磁搅拌器,是 "七五"期间由东北轻合金加工厂和北方工业 大学等单位,在充分研究国外JRC电磁泵的
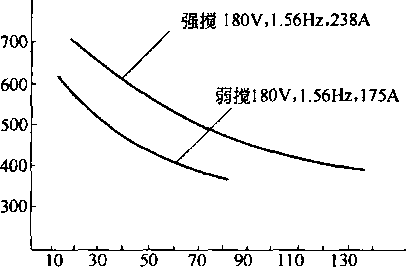
20 40 60 80 100 120 140
推力/N
图8・43国产DJ型炉底式电磁搅拌器 电磁推力与熔体高度的关系
基础上,根据国情,经过反复研制而开发成功的。它是一种靠电磁力推动铝液流动而达到 搅拌的非接触式电磁搅拌装置,工作方式可以是连续的,也可以是间歇的。该装置的特点 是:
(1)采用工频电源,泵体结构简单紧凑,与炉底式电磁搅拌器比较,更便于拆装和清 理,拆换时不影响生产;
(2)与国外JRC电磁泵在高温炉内工作相比较,DJQ型电磁搅拌器在常温(-10~ 4or)下工作,线圈采用通水冷却,可长时间持续工作,使用寿命长;
(3)操作方便,工人只需按动电钮即可开始搅拌,且搅拌无死区,而JRC电磁泵如 不设计专门的液流通道或隔离炉,则无法做到无死区;
(4)流量大(3∙38~4.05t∕min),流速高(0. 61 ~0. 734m∕s),而JRC电磁泵的流量 为 3t∕min,流速为 0. 6m∕s ;
(5)安装功率小(20kW),初始投资少,大约仅为炉底式电磁搅拌器费用的10% ~15%。
生产实际表明,在容量为22t的煤气熔铝反射炉上,按"r”形安装两台DJQ-I型电 磁搅拌器,每2. 5min可使炉内熔体循环一次,在开动5min后可使熔体温差由一般熔炼时 的95電降至2〜4K,并使熔化速率提高16.1% ~ 21.4%,燃料单耗降低24. 7%,金属烧 损减少1%,还能减轻工人在高温下的劳动强度,节省工具费用,并使高纯铝生产时往往 因增铁而导致报废的难题得以顺利解决。DJQ型电磁搅拌器的主要技术规格见表8.18。
表8.18 DJQ型电磁搅拌器技术参数
|
参数\ |
DJQ-1/2-6 |
DJQ-1/2-10 |
DJQ-1/2-15 |
DJQ-1/2-20 |
|
额定功率/kW |
6 |
10 |
15 |
20 |
|
电压/V |
380 | |||
|
电流/A |
115 |
185 |
265 |
340 |
|
功率因数 |
0. 14 |
0. 145 |
0. 15 |
0. 155 |
|
绝缘 |
A | |||
|
温升/七 |
60 | |||
第八章 铝合金煉铸设备
• 337 ・
电磁搅拌器的设备选型通常取决于炉子的形状和大小,见表8490
|
_______表8,19电磁搅拌装置选型参考数据__________________ | |||||
|
铝熔炉容量/t |
≤10 |
≤20 |
≤30 |
≤40 |
W50 |
|
___________________. 变频电源输入参数 _______ | |||||
|
电压/V |
380 |
380 |
380 |
380 |
380 |
|
电流/A |
220 |
300 |
450 |
600 |
750 |
|
相数 |
3 |
3 |
3 |
3 |
3 |
|
频率/Hz |
50 |
50 |
50 |
50 |
50 |
|
变压器功率/kV ∙ A |
160 |
200 |
315 |
400 |
5∞ |
|
_______________________变频电源输出参数_______________________ | |||||
|
电压/V |
220, 240 |
220, 240 |
220, 240 |
220, 240 |
220, 240 |
|
电流/A |
320 |
450 |
680 |
850 |
750 |
|
相数 |
2 |
2 |
2 |
2 |
2 |
|
频率/Hz |
0.8~3.5 |
0.8~3.5 |
0.8~3.5 |
0∙8~3.5 |
0.8~3.5 |
|
________________________冷却水参数________________________ | |||||
|
储水池容量/m3 |
N3 |
2.5 |
N6 |
^lO |
N15 |
|
水泵排水量/t∙h-1 |
≥2 |
芸3.5 |
N5 |
N8 |
N12 |
|
_______________________炉底设计参数_______________________ | |||||
|
炉底厚度/mm |
≤450 |
≤5∞ |
≤550 |
≤6∞ |
W650 |
|
不锈钢钢板厚度/mm |
^lO |
≥15 |
N20 |
去25 |
N30 |
|
炉底环境温度/P |
≤70 |
≤70 |
≤70 |
≤70 ' |
≤70 |
8-40什么是永磁旋流搅拌器,其特点和技术参数是什么?
超强永磁旋流搅拌器是由华特磁电设备有限公司与中国科学院合作在21世纪初共同 开发的新产品。它的基本原理与电磁搅拌器一样,也是建立在电磁感应的基本定律之上 的,不同的是,电磁搅拌器的交变磁场是靠特殊的变频电源实现的,而永磁搅拌器的交变 磁场是靠永磁体的运动而产生的。该产品分底置式和侧置式两个种类(见图8.44)。
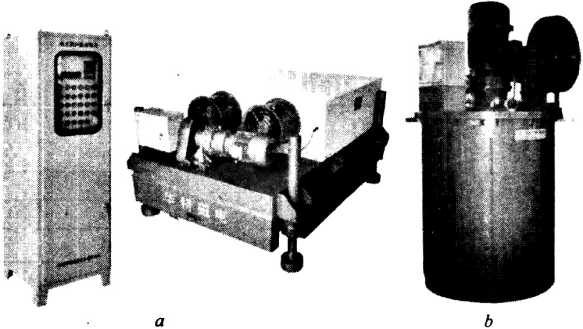
图8-44永磁式搅拌装置 Q-底置式;J侧置式
• 338 ・
铝合金煉铸生产技术问答
该产品的主要特点是:
(1)采用独特的磁路设计和高剩磁、高矫顽力的特种高性能磁钢,与电磁搅拌相比, 不仅搅拌力强,且节电效果显著。
(2)机架可随时倾斜,铝液翻腾效果好,•搅拌深度100~700mm。
(3)配有自动风冷系统,当温度超过设定值时,风机便自动启动进行冷却,因此设备 可长期运行,性能可靠。
(4)搅拌系统磁系可设定正反向交替运转,速度、间隔时间任意可调。
(5)运行成本低,整机耗能不足电磁搅拌的5%。
(6)搅拌器由电机牵引,可同时用于几台熔炼炉,工作效率高,还可按用户要求,实 现远程控制。 ^
(7)底置式搅拌装置在设备底部设有升降系统,可根据炉底高度随时调节磁系与炉底 面的间隙。
(8)护罩顶面内加高级隔热材料,对减少热辐射有良好效果。
(9)整个系统均为电器控制,自动化程度高,操作简单方便。
底置式永磁搅拌装置外形尺寸和安装见图8-45。用户在使用该产品时,应根据供货方 提供的参数,在熔炼炉底部开一个磁力窗口,即用不锈钢板炉底,以实现最佳搅拌效果。 该设备的主要技术参数见表8-20o
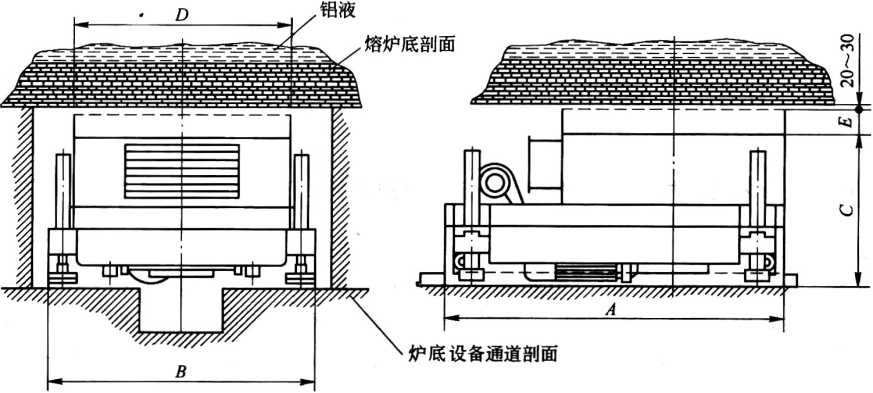
图8-45底置式永磁搅拌装置外形尺寸和安装示意图 表8.20永磁搅拌装置主要规格和技术参数
|
型 号 |
HTDZ. O5Y |
HTDZ. IOY |
HTDZ. 20Y |
HTDZ. 30Y |
HTDZ. 40Y |
HTDZ. 60Y | |
|
外形尺寸 |
4 |
1700 |
1800 |
1900 |
~2000 |
Ξoo |
2400 |
|
B |
IOOO |
1200 |
14∞ |
1600 |
18∞ |
2000 | |
|
800 「 |
850 |
950 |
IOOO |
11∞ |
1200 | ||
|
窗口直径0/mm |
I(XX) |
12∞ |
14∞ |
16∞ |
1800 |
2000 | |
|
高度行程E/mm |
300 |
300 |
350 |
350 |
4∞ |
400 | |
|
总功率/kW |
9 |
14 |
19 |
23 |
27 |
30 | |
|
使用范围/t |
1 ~5 |
5-15 |
15~25 |
25~35 |
35 ~45 |
45~65 | |
注:工作方式及参数可根据用户要求设计。
.-.-.<i.-ii↑. W、、、\、\、i'i<sA <>3(z⅛.;.'、.'⅜wu∖-<Wj':i 黄'I':、J.μb∖)''7'u -• 、、\、、:会、、、.W、、、、、>、.<、''、 -
.^my"J唆窓“次^^'^發勿訊资S0^^〈
' z::, zsz-i
ɔ --ZZ .-
'I;;;::'::;-:;:.-':-.-:、,、、 、、、、、、、、、、'、、\5. $、、;$• 、、、、、.、、■•、、、.、、.: W'--:'''' 、:::、:;:、;、:、;:.
∖5z∖∙∙:-;~-二 c、r ;.;.:二.」::、:ZZ. \、、t' ..、、\'>---、\、・ EEWiimz.?.勤~、、**?H~&ff*i~gff^.m~
<:、.Z■ cur、*
丈、\\、:.、、、、、、:<>..' .:i,:i:;
-V'''---'.''-
i.. >.¾.∙ .√⅛>- <⅛> '$>'<'$.. <⅛'× *κ-at.i∖i^^tt^^i^x^^^^ 、、、、、、、、、、W、、\、、、、、A^I{I^^^^^^M \\\\ •、、、、-.<、'、、W .:z:-z:-:-'^-.: W、、、.'■'■'、、、'•、'、、、、■-、、、、、、、、■.-: f:^fft'W安t?多~stfizi^-z, .'.'''''.W'.'.?'.'.'''''''.:.-:'': WHfC^it~if^~t专~t%zii~.;W扌HtMfff;冬:£『 二::;:~ ;、;二 ~;;~;:.J、:;■.:::•::三.
a^i^^^^^z^iz^s∙ ⅜x> .;:-.,、:•;;■.、:/:::-;•、:;、:. 、、、•、、ZV-.、><、:............
0^抹
f^∙:WJ,
x、、、>、、3・m-'.、、、.、、>、--'-<、、、、>、: 、、、.: Wyf尧、~名、if>t^J^tf:Wi-Eζ---•■:,$' W、-■." $.'..:•、<、>•.<、、、• .、、、、、、•、、 W \、、■、、、.;、>、'' ∙~~o: •;-"、、、;、、、、'.、、d、、、、、、 、、、、•>、、、>:'、、、、>W 、.、、:-
~考~~、JS^^i^^ittf^^c、;/ ;:-;::••-:、、-•:--:、;''、、、、、:、、、、、. Ww'、、•、、>■、.:、、、、•:、、、
SSZHZft^^ 'W'''''?''''' ;2~、:~:'、:三二:
-∖∖'∖''' ∖u∙'u' τcυr√'<>∙>7'c 'I);- .
、I、、::-:'-.;;;--;、:-.:'-、-T:、:、‘ .、、'、::■、::、 ;~:、.;~z∙m ;:、W、;、~~:,;~;、\;•、 ';、、:..・£:-■:-..•、.'、、..:、E•:;::、:、.-.m'~m∙w∙;: U mW、W、•••:: J:;.:;::、、:::;;、、、.::..:::、、::.•;、; £.:1+.~ni三~tfff*fMf∕siN~fiMM~x%~~i专zJif%~Σff^
<s、■、、、..'、■ :~'∙ •、、、-■■■-、、:'".、、、、
、...、〈、、、' —;一三、:三-~ ■、「「、•=、/ W'.'.:'''''、、、、'、、、.<、、.、、、、 I*MM~g3~,w~z-w
<、、、、、AVz-<、、、、、、.、、、、>:、、、•、: W、■<、 i3∙z^2z^^^s^^s^^it^^^^ 、' ':;-';:,、-:;・、、z:::"、、~~~.、、;t 、n:、、xs∙ff^ff'z.wzMWMHf^^^ .l <a^m^Ai^^a^iΛ^^^ 、、:、、:*•";;、、W-ti~ •、W<i 、、~、-.、~~:-w兔~^tf^nf^ft^f}m £i~、、、、\~;-.i'.、、、~:-':VK: ;:::£;.£■、:■':•、.;♦* .w∙s-.-~z ■ :■、;:■-;--、;、、~:m、;:~-;:z <∖x.⅛5,⅛ΛX^⅛ix'⅛⅜⅛-^‰⅛⅜x5< ;~*.i!t^~~is~n%zzz»ie^~MM^t^i栗 S'' ;、、、、•$、、'、、、、:、、、、'、、.、、、、:.<、、、、\、、、m ' .;'、--:;:. £:、、.';■:-■■■::-■■、<'-、.“:~i~~%'' ■、•、、、.:、、、、C:;:'---;-.. :-:::-i:t匕t, 、:x$;、、、、・、<\、\\、<>、\><'、・;、.、\、 :、、-;£'-::、;:U∙∙it~:;"S
¾^^^Λ⅛^⅜⅞⅝⅞⅞⅞⅜⅞ .-X'' .-Zzr ;:--. -z'zz-z^ ..:•:、、.- -:、: O;f;;~ .:...、、、;、•、、.<>■•、、、1w、、.t 、、、、•、$、、-W:.;*';-:-=-. -三:::■::■;、•-::-:;-':

■、、、、''■、、、、<、•'、、、、、■<、.、、、、、、、'、■'■:、、'、■
W;'''''?. 、、、<、、、、\\>
附录1变形铝及铝合金化学成分及新旧牌号对照表
|
序号 |
牌号 (新) |
__________化学成分(质量分数)/% • |
牌号 (旧) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
1 |
1A99 |
0.∞3 |
0. 003 |
0.005 |
— |
— |
— |
— |
— |
— |
— |
0. 002 |
— |
99.99 |
LG5 | |
|
2 |
1A97 |
0.015 |
0.015 |
0.∞5 |
— |
— |
— |
— |
— |
— |
— |
0.∞5 |
— |
99.97 |
LG4 | |
|
3 |
1A95 |
0.030 |
0. 030 |
0.010 |
— |
— |
— |
— |
— |
— |
— |
O. ∞5 |
— |
99.95 |
— | |
|
4 |
1A93 |
0.040 |
0. 040 |
0.010 |
— |
— |
— |
— |
— |
— |
— |
0. 007 |
— |
99.93 |
LG3 | |
|
5 |
1A90 |
0.060 |
0.060 |
0.010 |
— |
— |
— |
— |
— |
— |
— |
0.01 |
— |
99.90 |
LG2 | |
|
6 |
1A85 |
0.08 |
0. 10 |
0.01 |
—• |
— |
— |
— |
— |
— |
— |
O. Ol |
— |
99. 85 |
LGl | |
|
7 |
1080 |
0. 15 |
0.15 |
0.03 |
0.02 |
0.02 |
— |
0.03 |
Ga :0.03 V :0.05 |
0.03 |
— |
0.02 |
— |
99.80 | ||
|
8 |
1080A |
0. 15 |
0. 15 |
0. 03 |
0. 02 |
0.02 |
— |
— |
0.06 |
Ga :0. 03 |
0.02 |
— |
0.02 |
— |
99. 80 | |
|
9 |
1070 |
0.20 |
0. 25 |
0.04 |
0. 03 |
0.03 |
— |
— |
0.04 |
V :0.05 |
0.03 |
— |
0.03 |
— |
99.70 | |
|
10 |
1070A |
0.20 |
0.25 |
0.03 |
0.03 |
0. 03 |
— |
0.07 |
0.03 |
— |
0.03 |
— |
99. 70 |
Ll | ||
|
11 |
1370 |
0. 10 |
0. 25 |
0.02 |
0.01 |
0.02 |
O. Ol |
— |
0.04 |
Ga :0.03 B:0.02 V +Ti; 0.02 |
0.03 |
— |
0.02 |
0. 10 |
99.70 | |
|
12 |
1060 |
0. 25 |
0. 35 |
0.05 |
0. 03 |
0.03 |
— |
— |
0.05 |
V :0.05 |
0.03 |
— |
0. 03 |
— |
99.60 |
L2 |
|
13 |
1050 |
0. 25 |
0.40 |
0.05 |
0.05 |
0.05 |
— |
— |
0.05 |
V :0.05 |
0.03 |
— |
0. 03 |
— |
99. 50 | |
|
14 |
1050A |
0.25 |
0.40 |
0.05 |
0.05 |
0.05 |
— |
— |
0.07 |
— |
0.05 |
— |
0.03 |
— |
99. 50 |
13 |
|
15 |
1A50 |
0. 30 |
0. 30 |
0.01 |
0.05 |
0.05 |
— |
— |
0.03 |
Fe + Si: 0.45 |
— |
— |
0.03 |
— |
99.50 |
LB2 |
|
16 |
1350 |
0. 10 |
0.40 |
0.05 |
0.01 |
— |
0.01 |
— |
0.05 |
Ga :0.03 V +Ti: 0.02 B :0.05 |
— |
— |
0.03 |
0. 10 |
99.50 | |
|
17 |
1145 |
Si +Fe :0.55 |
0.05 |
0.05 |
0.05 |
— |
— |
0.05 |
V :0.05 |
0.03 |
— |
0. 03 |
— |
99.45 |
— | |
• 340 ・
铝合金熔铸生产技术问答
续附录1
|
序号 |
牌号 (新) |
化学成分(质量分数)/% |
牌号 (IH) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
18 |
1035 |
0. 35 |
0.6 |
0. 10- |
0.05 |
0.05 |
— |
— |
0. 10 |
V :0.05 |
0.03 |
— |
0.03 |
— |
99. 35 |
L4 |
|
19 |
1A30 |
0. 10 ~0. 25 |
0.15 ~0. 30 |
0.05 |
0.01 |
0.01 |
— |
0.01 |
0.02 |
— |
0.02 |
— |
0. 03 |
— |
99. 30 |
L4-1 |
|
20 |
11∞ |
Si + Fe: 0. 95 |
0.05 ~0.20 |
0.05 |
— |
— |
— |
0. 10 |
① |
— |
— |
0.05 |
0. 15 |
99.00 |
L5-1 | |
|
21 |
1200 |
Si + Fe:LoO |
0.05 |
0.05 |
— |
— |
— |
0.10 |
0.05 |
— |
0.05 |
0.15 |
99.00 |
L5 | ||
|
22 |
1235 |
Si + Fe :0.65 |
0.05 |
0.05 |
0.05 |
— |
— |
0. 10 |
V :0.05 |
0.06 |
— |
0. 03 |
— |
99. 35 | ||
|
23 |
2A01 |
0. 50 |
0. 50 |
2.2 ~3.0 |
0.20 |
0.20 ~0. 50 |
— |
— |
0. 10 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LYl | |
|
24 |
2A02 |
0. 30 |
0. 30 |
2.6 ~3.2 |
0.45 -0.7 |
2.0 ~2.4 |
— |
— |
0. 10 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LY2 | |
|
25 |
2A04 |
0. 30 |
0. 30 |
3.2 ~3.7 |
0.50 ~0.8 |
2. 1 -2. 6 |
— |
— |
0. 10 |
Be :0.001 ~0.01 ② |
0.05 ~0.40 |
— |
0.05 |
0.10 |
余量 |
LY4 |
|
26 |
2A06 |
0. 50 |
0.50 |
3.8 ~4.3 |
0.50 ~L0 |
1.7 -2. 3 |
— |
— |
0. 10 |
BeQOOl ~ 0.005② |
0. 03 ~0. 15 |
— |
0.05 |
0.10 |
余量 |
LY6 |
|
27 |
2A10 |
0. 25 |
0.20 |
3.9 ~4.5 |
0. 30 ~0. 50 |
0.15 ~0. 30 |
— |
— |
0. 10 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LYlO | |
|
28 |
2 All |
0.7 |
0.7 |
3.8 -4. 8 |
0.40 ~0.8 |
0.40 ~0.8 |
— |
0.10 |
0.30 |
Fe + Ni: 0.7 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LYll |
|
29 |
2B11 |
0. 50 |
0.50 |
3.8 ~4.5 |
0.40 ~0.8 |
0.40 ~0.8 |
— |
— |
0. 10 |
— |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LY8 |
|
30 |
2A12 |
0.50 |
0. 50 |
3.8 ~4.9 |
0.30 ~0.9 |
1.2 -1.8 |
— |
0. 10 |
0. 30 |
Fe + Ni : 0. 50 |
0. 15 |
— |
0.05 |
0.10 |
余量 |
LY12 |
|
31 |
2B12 |
0. 50 |
0.50 |
3.8 -4. 5 |
0. 30 ~0.7 |
1.2 ~1.6 |
— |
— |
0. 10 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LY9 | |
|
32 |
2A13 |
0.7 |
0.6 |
4.0 ~5.0 |
— |
0.30 ~0. 50 |
— |
— |
0.6 |
0.15 |
— |
0.05 |
0. 10 |
余量 |
LY13 | |
|
33 |
2A14 |
0.6 -1.2 |
0.7 |
3.9 ~4.8 |
0.40 ~1.0 |
0.40 ~0.8 |
— |
0.10 |
0. 30 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LDlO | |
|
34 |
2A16 |
0. 30 |
0. 30 |
6.0 ~7.0 |
0.40 ~0.8 |
0.05 |
— |
— |
0. 10 |
0. 10 ~0.20 |
0.20 |
0.05 |
0. 10 |
余量 |
LY16 | |
|
35 |
2B16 |
0. 25 |
0. 30 |
5.8 ~6.8 |
0.20 ~0.40 |
0.05 |
— |
— |
—— |
V :0.05 -0. 15 |
0.08 ~0.20 |
0. 10 ~0.25 |
0.05 |
0. 10 |
余量 |
LY 16-1 |
附 录
• 341 ・
续附录1
|
序号 |
牌号 (新) |
化学成分(质量分数)/% |
牌号 (IH) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
‘其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
36 |
2A17 |
0. 30 |
0. 30 |
6.0 ~7.0 |
0.40 -0.8 |
0. 25 ~0.45 |
— |
— |
0. 10 |
0. 10 ~0.20 |
— |
0.05 |
0.10 |
余量 |
LY17 | |
|
37 |
2A20 |
0.20 |
0.30 |
5.8 ~6.8 |
— |
0.02 |
— |
0.10 |
V :0.05 ~ 0.15 Bj0.∞1 ~0. Ol |
0.07 ~0. 16 |
0. 10 ~0.25 |
0.05 |
0. 15 |
余量 |
LY20 | |
|
38 |
2A21 |
0.20 |
0.20 -0.6 |
3.0 ~4.0 |
0.05 |
0.8 ~1.2 |
— |
1.8 ~2.3 |
0.20 |
— |
0.05 |
— |
0.05 |
0. 15 |
余量 |
214 |
|
39 |
2A25 |
0.06 |
0.06 |
3.6 ~4.2 |
0. 50 ~0.7 |
1.0 ~1.5 |
— |
0.06 |
— |
— |
— |
— |
0.05 |
0. 10 |
余量 |
225 |
|
40 |
2A49 |
0.25 |
0.8 -1.2 |
3.2 ~3.8 |
0. 30 ~0.6 |
1.8 ~2.2 |
— |
0.8 ~1.2 |
— |
— |
0.08 ~0∙ 12 |
— |
0.05 |
0. 15 |
余量 |
149 |
|
41 |
2A50 |
0.7 -1.2 |
0.7 |
1.8 ~2.6 |
0.40 ~0.8 |
0.40 -0.8 |
— |
0.10 |
0. 30 |
Fe + Ni: 0.7 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LD5 |
|
42 |
2B50 |
0.7 -1.2 |
0.7 |
1.8 ~2.6 |
0.40 ~0.8 |
0.40 -0.8 |
0.01 -0, 20 |
0.10 |
0. 30 |
Fe + Ni: 0.7 |
0.02 -0. IO |
— |
0.05 |
0.10 |
余量 |
LD6 |
|
43 |
2A70 |
0. 35 |
0.9 -1.5 |
1.9 ~2.5 |
0. 20 |
1.4 ~1.8 |
— |
0.9 ~1.5 |
0. 30 |
— |
0.02 ~0. IO |
— |
0.05 |
0.10 |
余量 |
LD7 |
|
44 |
2B70 |
0. 25 |
0.9 ~1.4 |
1.8 ~2.7 |
0.20 |
1.2 ~ 1. 8 |
—— |
0.8 -1.4 |
0. 15 |
Pb :0. 05 Sn :0. 05 Ti + Zr: 0.20 |
0.10 |
—— |
0.05 |
0.15 |
余量 |
LD7-1 |
|
45 |
2A80 |
0. 50 ~1.2 |
1.0 ~1.6 |
1.9 -2.5 |
0. 20 |
1.4 ~1∙8 |
— |
0.9 ~1.5 |
0.30 |
— |
0.15 |
一 |
0.05 |
0.10 |
余量 |
LD8 |
|
46 |
2A90 |
0. 50 -1.0 |
0.5 ~1.0 |
3.5 ~4.5 |
0.20 |
0.4 ~0.8 |
— |
1.8 ~2.3 |
0. 30 |
— |
0. 15 |
— |
0.05 |
0.10 |
余量 |
LD9 |
|
47 |
2004 |
0.20 |
0.20 |
5.5 ~6.5 |
0.10 |
0. 50 |
— |
— |
0.10 |
— |
0.05 |
0. 30 ~0.50 |
0.05 |
0.15 |
余量 | |
|
48 |
2011 |
0.40 |
0.7 |
5.0 ~6.0 |
— |
-, |
— |
— |
0. 30 |
Bi :0.20 ~ 0.6 Pb :0. 20 ~ 0.6 |
— |
— |
0.05 |
0.15 |
余量 | |
|
49 |
2014 |
0. 50 ~1.2 |
0.7 |
3.9 -5.0 |
0.40 ~1.2 |
0. 20 -0.8 |
0. 10 |
— |
0.25 |
③ |
0. 15 |
— |
0.05 |
0.15 |
余量 | |
|
50 |
2014A |
0. 50 ~0.9 |
0. 50 |
3.9 ~5.0 |
0.40 ~1.2 |
0.20 ~0.8 |
0. 10 |
0. 10 |
0.25 |
Ti + Zr: 0. 20 |
0. 15 |
— |
0.05 |
0.15 |
余量 | |
・342・
铝合金煉铸生产技术问答
续附录1
|
序号 |
牌号 (新) |
__________________化学成分(质量分数)/% _ |
牌号 (旧) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
51 |
2214 |
0. 50 ~1.2 |
0.3 |
3.9 ~5.0 |
0.40 -1.2 |
0.20 -0.8 |
0. 10 |
— |
0.25 |
③ |
0.15 |
— |
0.05 |
0. 15 |
余量 | |
|
52 |
2017 |
0.20 ~0. 8 |
0.7 |
3.5 ~4.5 |
0.40 -1.0 |
0.40 ~0. 8 |
0. 10 |
— |
0. 25 |
③ |
0. 15 |
— |
0. 05 |
0. 15 |
余量 | |
|
53 |
2017A |
0. 20 ~0.8 |
0.7 |
3.5 ~4.5 |
0.40 ~1.0 |
0.40 ~1.0 |
0. 10 |
— |
0. 25 |
Ti + Zr: 0.20 |
— |
— |
0.05 |
0. 15 |
余量 | |
|
54 |
2117 |
0.8 |
0.7 |
2.2 ~3. O |
0. 20 |
0. 20 ~0. 50 |
0. 10 |
— |
0.25 |
— |
— |
— |
0.05 |
0.15 |
余量 | |
|
55 |
2218 |
0.9 |
1.0 |
3.5 ~4.5 |
0.20 |
1.2 -1.8 |
0. 10 |
1.7 ~2.3 |
0.25 |
— |
— |
— |
0.05 |
0. 15 |
余量 | |
|
56 |
2618 |
0. 10 ~0. 25 |
0.9 ~1.3 |
1.9 -2. 7 |
— |
1.3 -1.8 |
— |
0.9 -1.2 |
0.10 |
— |
0.04 ~0. 10 |
— |
0.05 |
0. 15 |
余量 | |
|
57 |
221? |
0.20 |
0. 30 |
5.8 -6. 8 |
0. 20 -0.40 |
0.02 |
— |
— |
0. 10 |
V :0.05 ~0. 15 |
0.02 ~0∙ 10 |
0.10 -0.25 |
0.05 |
0. 15 |
余量 |
LY19 |
|
58 |
2024 |
0. 50 |
0. 50 |
3.8 ~4.9 |
0. 30 -0.9 |
1.2 -1.8 |
0. 10 |
— |
0.25 |
③ |
0. 15 |
— |
0.05 |
0. 15 |
余量 | |
|
59 |
2124 |
0.20 |
0. 30 |
3.8 ~4.9 |
0. 30 ~0.9 |
1.2 ~ 1. 8 |
0. 10 |
— |
0. 25 |
③ |
0. 15 |
— |
0. 05 |
0. 15 |
余量 | |
|
60 |
3A21 |
0.6 |
0.7 |
0.20 |
1.0 -1.6 |
0.05 |
— |
— |
0. 10 ④ |
— |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LF21 |
|
61 |
3003 |
0.6 |
0.7 |
0.05 ~0.20 |
1.0 ~1.5 |
— |
•— |
— |
0. 10 ④ |
— |
— |
— |
0.05 |
0. 15 |
余量 | |
|
62 |
3103 |
0. 50 |
0.7 |
0. 10 |
0.9 ~1.5 |
0. 30 |
0. 10 |
— |
0.20 |
Ti + Zr: 0. 10 |
— |
— |
0.05 |
0. 15 |
余量 | |
|
63 |
3004 |
0. 30 |
0. 70 |
0. 25 |
1.0 ~1.5 |
0.8 ~1.3 |
— |
— |
0. 25 |
— |
— |
— |
0.05 |
0. 15 |
余量 | |
|
64 |
3∞5 |
0.6 |
0.7 |
0. 30 |
1.0 ~1.5 |
0. 20 ~0.6 |
0. 10 |
— |
0.25 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 | |
|
65 |
3105 |
0.6 |
0.7 |
0. 30 |
0. 30 ~0. 8 |
0.20 ~0.8 |
0. 20 |
— |
0.40 |
— |
0∙ 10 |
— |
0.05 |
0. 15 |
余量 | |
|
66 |
4A01 |
4.5 ~6∙0 |
0.6 |
0.20 |
— |
— |
— |
Zn +Sn 0. 10 |
— |
0.15 |
— |
0.05 |
0. 15 |
余量 |
LTl | |
|
67 |
4 All |
11.5 ~13.5 |
1.0 |
0. 50 ~1.3 |
0. 20 |
0.8 ~1.3 |
0. 10 |
0. 50 ~1.3 |
0. 25 |
— |
0. 15 |
— |
0.05 |
0. 15 |
余量 |
LDll |
附 录
• 343 ・
续附录1
|
序号 |
牌号 (新) |
化学成分(质量分数)/% |
牌号 (10) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
68 |
4A13 |
6.8 ~8.2 |
0. 50 |
Cu +Zn 0. 15 |
0. 50 |
0.05 |
— |
— |
— |
Ga :0. 10 |
0. 15 |
— |
0.05 |
0. 15 |
余量 |
LTl 3 |
|
69 |
4A17 |
11.0 -12.5 |
0. 50 |
Cu +Zn 0. 15 |
0. 50 |
0.05 |
— |
— |
— |
Ga :0.10 |
0. 15 |
—— |
0.05 |
0. 15 |
余量 |
LT17 |
|
70 |
4004 |
9.0 ~10∙5 |
0.8 |
0. 25 |
0. 10 |
1.0 ~2.0 |
— |
— |
0.20 |
— |
— |
— |
0.05 |
0. 15 |
余量 | |
|
71 |
4032 |
11.0 ~13.5 |
1.0 |
0. 50 ~1.3 |
— |
0.8 -1.3 |
0. 10 |
0. 50 -1.3 |
0. 25 |
— |
— |
—— |
0.05 |
0. 15 |
余量 | |
|
72 |
4043 |
4.5 ~6. O |
0.8 |
0. 30 |
0.05 |
0.05 |
— |
— |
0. 10 |
① |
0. 20 |
— |
0.05 |
0. 15 |
余量 | |
|
73 |
4043A |
4.5 ~6.0 |
0.6 |
0. 30 |
0. 15 |
0. 20 |
— |
— |
0. 10 |
① |
0. 15 |
— |
0.05 |
0. 15 |
余量 | |
|
74 |
4047 |
11.0 ~13.0 |
0.8 |
0. 30 |
0. 15 |
0. 10 |
— |
— |
0.20 |
① |
— |
— |
0. 05 |
0. 15 |
余量 | |
|
75 |
4047A |
11.0 ~13.0 |
0.6 |
0. 30 |
0. 15 |
0. 10 |
— |
— |
0. 20 |
① |
0. 15 |
— |
0.05 |
0. 15 |
余量 | |
|
76 |
5 AOl |
Si +Fe:0.40 |
0. 10 |
0. 30 ~0.7 |
6.0 ~7.0 |
0. 10 -0.20 |
— |
0. 25 |
— |
0. 15 |
0. 10 ~0.20 |
0.05 |
0. 15 |
余量 |
LF15 | |
|
77 |
5A02 |
0.40 |
0.40 |
0. 10 |
或Cr 0. 15 ~0.40 |
2.0 ~2∙8 |
—— |
—— |
—— |
Si + Fe : 0.6 |
0. 15 |
—— |
0. 05 |
0.15 |
余量 |
LF2 |
|
78 |
5A03 |
0. 50 ~0.8 |
0. 50 |
0. 10 |
0. 30 ~0.6 |
3.2 ~3.8 |
— |
— |
0. 20 |
— |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LF3 |
|
79 |
5A05 |
0. 50 |
0. 50 |
0. 10 |
0. 30 ~0.6 |
4.8 -5.5 |
— |
— |
0.20 |
— |
— |
— |
0.05 |
0. 10 |
余量 |
LF5 |
|
80 |
5B05 |
0.40 |
0.40 |
0. 20 |
0. 20 -0. 6 |
4.7 ~5.7 |
— |
— |
— |
Si + Fe: 0.6 |
0. 15 |
— |
0.05 |
0. 10 |
余量 |
LFlO |
|
81 |
5A06 |
0. 40 |
0.40 |
0. 10 |
0. 50 ~0.8 |
5.8 ~6.8 |
—— |
— |
0. 20 |
Be :0.0001 ~ 0.005 .② |
0.02 -0. 10 |
—— |
0.05 |
0. 10 |
余量 |
LF6 |
|
82 |
5B06 |
0.40 |
0.40 |
0. 10 |
0. 50 ~0.8 |
5.8 -6. 8 |
—— |
—— |
0. 20 |
BeOOOOl ~ 0.005 ② |
0. 10 ~0. 30 |
— |
0. 05 |
0. 10 |
余量 |
LF14 |
• 344 ・
铝合金熔铸生产技术问答
续附录1
|
序号 |
牌号 (新) |
化学成分(质量分数)/% |
牌号 (IH) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
83 |
5A12 |
0. 30 |
0. 30 |
0.05 |
0.40 ~ 0. 8 |
8.3 ~9.6 |
— |
0. 10 |
0.20 |
Be :0.005 Sb:O.(XM ~ 0.05 |
0.05 ~0. 15 |
0.05 |
0. 10 |
余量 |
LF12 | |
|
84 |
5A13 |
0. 30 |
0. 30 |
0.05 |
0.40 ~0.8 |
9.2 ~10.5 |
0. 10 |
0.20 |
Be :0.005 SbQOM ~ 0.05 |
0.05 ~0. 15 |
0.05 |
0. 10 |
余量 |
LF13 | ||
|
85 |
5A30 |
Si + Fe: 0.40 |
0. 10 |
0.50 ~1.0 |
4.7 ~5.5 |
0.05 ~0.20 |
0. 25 |
— |
0.03 ~0. 15 |
— |
0.05 |
0. 10 |
余量 |
LF16 | ||
|
86 |
5A33 |
0. 35 |
0. 35 |
0. 10 |
0. 10 |
6.0 ~7.5 |
— |
—— |
0.50 ~1.5 |
Be :0.0005 ~0∙005 ② |
0.05 -0. 15 |
0. 10 ~0. 30 |
0.05 |
0. 10 |
余量 |
LF33 |
|
87 |
5A41 |
0.40 |
0.40 |
0. 10 |
0. 30 -0.6 |
6.0 ~7.0 |
— |
— |
0.20 |
— |
0.02 -0. 10 |
— |
0.05 |
0. 10 |
余量 |
LF41 |
|
88 |
5A43 |
0.40 |
0.40 |
0. 10 |
0. 15 ~0.40 |
0.6 ~1.4 |
— |
— |
— |
— |
0.15 |
— |
0.05 |
0: 15 |
余量 |
LF43 |
|
89 |
5A66 |
0.∞5 |
O. Ol |
0.005 |
— |
1.5 ~2.0 |
— |
•— |
— |
— |
— |
— |
0.005 |
0.01 |
余量 |
LT66 |
|
90 |
5005 |
0. 30 |
0.7 |
0.20 |
0.20 |
0. 50 -1. 1 |
0. 10 |
— |
0.25 |
— |
— |
— |
0.05 |
0. 15 |
余量 | |
|
91 |
5019 |
0.40 |
0. 50 |
0. 10 |
0. 10 ~0.6 |
4.5 ~5.6 |
0. 20 |
0.20 |
Mn + Cr: 0.10~0.6 |
0.20 |
— |
0.05 |
0. 15 |
余量 | ||
|
92 |
5050 |
0.40 |
0.7 |
0. 20 |
0. 10 |
1. 1 -1.8 |
0.10 |
— |
0.25 |
— |
— |
— |
0.05 |
0. 15 |
余量 | |
|
93 |
5251 |
0.40 |
0. 50 |
0. 15 |
0. 10 ~0. 50 |
1.7 ~2.4 |
0. 15 |
— |
0. 15 |
— |
0. 15 |
— |
0.05 |
0. 15 |
余量 | |
|
94 |
5052 |
0.25 |
0.40 |
0. 10 |
0. 10 |
2.2 -2. 8 |
0. 15 ~0. 35 |
— |
0. 10 |
— |
— |
— |
0.05 |
0. 15 |
余量 | |
|
95 |
5154 |
0. 25 |
0.40 |
0. 10 |
0. 10 |
3. 1 ~3.9 |
0. 15 ~0. 35 |
— |
0.20 |
① |
0.20 |
— |
0.05 |
0. 15 |
余量 | |
|
96 |
5154 A |
0. 50 |
0. 50 |
0. 10 |
0. 50 |
3. 1 ~3.9 |
0. 25 |
— |
0.20 |
Mn + Cr: 0. 10 ~0∙ 50 ① |
0. 20 |
— |
0.05 |
0. 15 |
余量 | |
|
97 |
5454 |
0. 25 |
0.40 |
0. 10 |
0. 50 ~1.0 |
2.4 ~3.0 |
0.05 ~0.20 |
—— |
0.25 |
—— |
0. 20 |
— |
0.05 |
0. 15 |
余量 | |
附 录
• 345 •
续附录1
|
序号 |
牌号 (新) |
化学成分(质量分数)/% _________________ |
牌号 (旧) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
98 |
5554 |
0.25 |
0.40 |
0. 10 |
0.50 -1.0 |
2.4 ~3.0 |
0.05 ~0.20 |
0.25 |
① |
0.05 ~0.20 |
— |
0.05 |
0.15 |
余量 | ||
|
99 |
5754 |
0.40 |
0.40 |
0. 10 |
0.50 |
2.6 ~3.6 |
0.30 |
— |
0.20 |
Mn + Cr: 0. 10~0.6 |
0.15 |
—— |
0.05 |
0. 15 |
余量 | |
|
1∞ |
5056 |
0. 30 |
0.40 |
0.10 |
0.05 ~0.20 |
4.5 ~5.6 |
0.05 ~0.20 |
— |
0. 10 |
— |
— |
— |
0.05 |
0.15 |
余量 |
LE5-1 |
|
IOl |
5356 |
0. 25 |
0.40 |
0. 10 |
0.05 ~0.20 |
4.5 -5. 5 |
0.05 -0.20 |
— |
0.10 |
① |
0.06 ~0.20 |
— |
0.05 |
0.15 |
余量 | |
|
/ 102 |
5456 |
0. 25 |
0.40 |
0. 10 |
0. 50 ~1.0 |
4.7 ~5.5 |
0.05 -0.20 |
— |
0.25 |
— |
0.20 |
— |
0.05 |
0.15 |
余量 | |
|
103 |
5082 |
0.20 |
0.35 |
0.15 |
0. 15 |
4.0 ~5.0 |
0. 15 |
— |
0.25 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 | |
|
104 |
5182 |
0.20 |
0.35 |
0. 15 |
0. 20 ~0.50 |
4.0 ~5.0 |
0. 10 |
— |
0.25 |
— |
0.10 |
— |
0.05 |
0. 15 |
余量 | |
|
105 |
5083 |
0.40 |
0.40 |
0. 10 |
0.40 ~1.0 |
4.0 ~4.9 |
0.05 ~0.25 |
— |
0.25 |
— |
0. 15 |
— |
0.05 |
0. 15 |
余量 |
LF4 |
|
106 |
5183 |
0.40 |
0.40 |
0. 10 |
0.50 ~1.0 |
4.3 ~5.2 |
0.05 ~0.25 |
— |
0. 25 |
① |
0. 15 |
— |
0.05 |
0. 15 |
余量 | |
|
107 |
5086 |
0.40 |
0.50 |
0. 10 |
0.20 ~0.7 |
3.5 ~4.5 |
0.05 ~0∙25 |
— |
0.25 |
— |
0. 15 |
— |
0.05 |
0.15 |
余量 | |
|
108 |
6A02 |
0. 50 ~1.2 |
0.50 |
0.20 ~0.6 |
或Cr 0. 15 ~0. 35 |
0.45 ~0.9 |
—— |
—— |
0.20 |
—— |
0.15 |
—— |
0.05 |
0. 10 |
余量 |
LD2 |
|
109 |
6B02 |
0.7 -1. 1 |
0.40 |
0. 10 ~0.40 |
0. 10 -0. 30 |
0.40 ~0.8 |
— |
— |
0.15 |
— |
0. Ol ~0.04 |
— |
0.05 |
0.10 |
余量 |
LD 2-1 |
|
110 |
6A51 |
0.50 ~0.7 |
0.50 |
0. 15 ~0. 35 |
— |
0.45 -0.6 |
— |
— |
0.25 |
Sn :0. 15 ~0. 35 |
0. Ol ~0.04 |
— |
0.05 |
0.10 |
余量 |
651 |
|
, in |
6101 |
0.30 ~0.7 |
0.50 |
.0.10 |
0.03 |
0. 35 -0.8 |
0.03 |
— |
0.10 |
B :0.06 |
— |
— |
0.03 |
0.10 |
余量 | |
|
112 |
6101A |
0.30 ~0.7 |
0.40 |
0.05 |
— |
0.40 ~0.9 |
— |
— |
— |
— |
— |
— |
0.03 |
0.10 |
余量 | |
|
113 |
6∞5 |
0.6 ~0.9 |
0. 35 |
0. 10 |
0. 10 |
0.40 ~0.6 |
0.10 |
— |
0. 10 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 | |
• 346 ∙
铝合金熔铸生产技术问答
续附录1
|
序号 |
牌号 (新) |
化学成分(质量分数)/% |
牌号 (旧) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
114 |
6∞5A |
0.50 -0.9 |
0. 35 |
0. 30 |
0. 50 |
0.40 ~0.7 |
0. 30 |
—— |
0.20 |
Mn + Cr: 0. 12 ~0. 50 |
0. 10 |
—— |
0.05 |
0. 15 |
余量 | |
|
115 |
6351 |
0.7 ~1.3 |
0. 50 |
0. 10 |
0.40 -0.8 |
0.40 ~0. 8 |
—— |
— |
0.20 |
— |
0.20 |
— |
0. 05 |
0. 15 |
余量 | |
|
116 |
6060 |
0. 30 -0.6 |
0. 10 ~0.30 |
0. 10 |
0. 10 |
0. 35 ~0.6 |
0. 05 |
— |
0. 15 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 | |
|
117 |
6061 |
0.40 -0.8 |
0.7 |
0. 15 ~0.40 |
0.15 |
0.8 -1.2 |
0.04 ~0. 35 |
— |
0.25 |
— |
0. 15 |
— |
0. 05 |
0. 15 |
余量 |
LD30 |
|
118 |
6063 |
0. 20 ~0.6 |
0. 35 |
0. 10 |
0. 10 |
0.45 -0.9 |
0. 10 |
— |
0. 10 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 |
LD31 |
|
119 |
6063A |
0. 30 -0.6 |
0. 15 ~0. 35 |
0. 10 |
0. 15 |
0.6 ~0.9 |
0.05 |
— |
0. 15 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 | |
|
120 |
6070 |
1.0 ~1.7 |
0. 50 |
0. 15 ~0.40 |
0.40 ~1.0 |
0. 50 -1.2 |
0. 10 |
— |
0.25 |
— |
0.15 |
— |
0.05 |
0. 15 |
余量 |
LD2-2 |
|
121 |
6181 |
0.8 ~1.2 |
0.45 |
0. 10 |
0.15 |
0.6 ~1.0 |
0. 10 |
— |
0.20 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 | |
|
122 |
6082 |
0.7 ~1.3 |
0. 50 |
0. 10 |
0.40 ~1.0 |
0.6 ~1.2 |
0. 25 |
— |
0.20 |
— |
0. 10 |
— |
0.05 |
0. 15 |
余量 | |
|
123 |
7 AOl |
0. 30 |
0. 30 |
0. 01 |
— |
— |
— |
— |
0.9 ~1.3 |
Si + Fe : 0.45 |
— |
— |
0.03 |
— |
余量 |
LBl |
|
124 |
7A03 |
0.20 |
0.20 |
1.8 -2.4 |
0.10 |
1.2 ~1.6 |
0.05 |
— |
6.0 ~6.7 |
— |
0.02 ~0.08 |
— |
0.05 |
0. 10 |
余量 |
LC3 |
|
125 |
7A04 |
0. 50 |
0. 50 |
1.4 -2.0 |
0.20 ~0.6 |
1.8 ~2.8 |
0. 10 -0.25 |
— |
5.0 ~7.0 |
— |
0. 10 |
— |
0.05 |
0. 10 |
余量 |
LC4 |
|
126 |
7A05 |
0. 25 |
0.25 |
0.20 |
0. 15 ~0.40 |
1.1 ~1.7 |
0.05 -0. 15 |
— |
4.4 ~5.0 |
— |
0.02 ~0.06 |
0.10 -0.25 |
0.05 |
0. 15 |
余量 |
705 |
|
127 |
7A09 |
0. 50 |
0. 50 |
1.2 ~2.0 |
0. 15 |
2.0 ~3.0 |
0. 16 -0. 30 |
— |
5.1 ~6. 1 |
— |
0. 10 |
— |
0.05 |
0. 10 |
余量 |
LC9 |
|
128 |
7A10 |
0. 30 |
0. 30 |
0.5 -1.0 |
0. 20 -0. 35 |
3.0 -4.0 |
0. 10 ~0.20 |
— |
3.2 -4. 2 |
— |
0. 10 |
— |
0.05 |
0. 10 |
余量 |
LClO |
|
129 |
7A15 |
0. 50 |
0. 50 |
0.5 ~1.0 |
0. 10 ~0∙40 |
2.4 ~3.0 |
0. 10 ~0. 30 |
— |
4.4 ~5.4 |
Be :0.005 ~0∙ Ol |
0.05 -0, 15 |
— |
0. 05 |
0. 15 |
余量 |
LC15 |
附 录
• 347 ・
续附录1
|
.序号 |
牌号 (新) |
______化学成分(质量分数)/% |
牌号 (10) | |||||||||||||
|
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Ni |
Zn |
Ti |
Zr |
其他 |
Al | |||||
|
单个 |
合计 | |||||||||||||||
|
130 |
7A19 |
0. 30 |
0.40 |
0.08 ~0. 30 |
0. 30 -0. 50 |
1.3 -1.9 |
0. 10 ~0. 20 |
— |
4.5 ~5.3 |
Be :0.0001 -0.004 ② |
—— |
0.08 ~0.2Q |
0.05 |
0. 15 |
余量 |
LC19 |
|
131 |
7A31 |
0. 30 |
0.6 |
0. 10 ~0.40 |
0.20 ~0.40 |
2.5 ~3.3 |
0.10 ~0∙20 |
— |
3.6 ~4.5 |
Be :0.0001 -0.001 ② |
0.02 ~0.10 |
0. 08 -0.25 |
0.05 |
0. 15 |
余量 |
183-1 |
|
132 |
7A33 |
0. 25 |
0. 30 |
0. 25 -0. 55 |
0.05 |
2.2 ~2.7 |
0. 10 -0.20 |
— |
4.6 ~5.4 |
— |
0.05 |
— |
0.05 |
0. 10 |
余量 |
LB733 |
|
133 |
7A52 |
0. 25 |
0. 30 |
0. 05 ~0. 20 |
0.20 -0. 50 |
2.0 ~2.8 |
0. 15 -0.25 |
— |
4.0 -4. 8 |
—— |
0.05 ~0. 18 |
0.05 ~0. 15 |
0.05 |
0. 15 |
余量 |
LC52 |
|
134 |
7∞3 |
0. 30 |
0. 35 |
0. 20 |
0. 30 |
0. 50 -1.0 |
0. 20 |
_ |
5.0 ~6.5 |
— |
0.20 |
0.05 ~0.25 |
0.05 |
0. 15 |
余量 |
LC12 |
|
135 |
7005 |
0. 35 |
0.40 |
0.10 |
0. 20 -0.7 |
1.0 ~1.8 |
0.06 ~0.20 |
— |
4.0 ~5.0 |
— |
0.01 -0.06 |
0.08 ~0.20 |
0.05 |
0. 15 |
余量 | |
|
136 |
7020 |
0. 35 |
0.40 |
0.20 |
0.05 -0. 50 |
1.0 ~1.4 |
0. 10 ~0. 35 |
—— |
4.0 ~5.0 |
Zr+ Ti: 0. 08 -0.25 |
— |
0.08 ~0.2Q |
0.05 |
0. 15 |
余量 | |
|
137 |
7022 |
0. 50 |
0. 50 |
0. 50 ~1.0 |
0. 10 ~0.40 |
2.6 ~3.7 |
0. 10 -0. 30 |
— |
4.3 -5.2 |
Zr+ Ti: 0.20 |
— |
— |
0.05 |
0. 15 |
余量 | |
|
138 |
7050 |
0. 12 |
0. 15 |
2.0 -2. 6 |
0.10 |
1.9 ~2.6 |
0.04 |
— |
5.7 ~6.7 |
— |
0.06 |
0.08 -0. 15 |
0.05 |
0.15 |
余量 | |
|
139 |
7075 |
0.40 |
0.50 |
1.2 ~2.0 |
0. 30 |
2.1 -2. 9 |
0. 18 -0.28 |
— |
5.1 ~6.1 |
⑤ |
0.20 |
— |
0. 05 |
0.15 |
余量 | |
|
140 |
7475 |
0.10 |
0. 12 |
1.2 -1.9 |
0.06 |
1.9 -2. 6 |
0. 18 ~0.25 |
— |
5.2 ~6∙2 |
— |
0.06 |
— |
0.05 |
0. 15 |
余量 | |
|
141 |
8A06 |
0. 55 |
0. 50 |
0. 10 |
0. 10 |
0. 10 |
— |
— |
0.10 |
Si +Fe: 1.0 |
— |
— |
0.05 |
0. 15 |
余量 |
L6 |
|
142 |
8011 |
0. 50 ~0.9 |
0.6 -1.0 |
0. 10 |
0.20 |
0.05 |
0.05 |
— |
0. 10 |
—— |
0.08 |
— |
0.05 |
0. 15 |
余量 |
LT98 |
|
143 |
8090 |
0. 20 |
0. 30 |
1.0 ~1.6 |
0. 10 |
0.6 ~1.3 |
0. 10 |
— |
0.25 |
Li:2.2 ~2.7 |
0.10 |
0.04 ~0. 16 |
0.05 |
0. 15 |
余量 | |
注:本附录摘自GB/T 3190—1996。
①用于电焊条和堆焊时,被含量不大于0∙0∞8%。
②皱含量均按规定量加入,可不做分析。
③仅在供需双方商定时,对挤压和锻造产品限定Ti+Zr含量不大于0. 20% o
④做例钉线材的3A21合金的锌含量应不大于0.03%。
⑤仅在供需双方商定时,对挤压和锻造产品限定Ti + Zr含量不大于0. 25%。
• 348 ・
铝合金熔铸生产技术问答
附录2空气及煤气的饱和水蒸气含■①
|
温度 /K |
蒸汽压力 /mmHg 柱 |
含水汽量 i |
温度 /P |
蒸汽压力 /mmHg 柱 |
含水汽量______ | ||||||
|
重量/g ∙ m'3 |
气体体积分数/% |
重量/g |
• m^3 / |
气体体积分数/% | |||||||
|
对干 气体 |
对湿 气体 |
对干 气体 |
对湿 气体 |
对干 气体 |
对湿 气体 |
对干 气体 |
对湿 气体 | ||||
|
-20 |
0. 772 |
0. 82 |
0.81 |
0. 102 |
0. 101 |
21 |
18. 65 |
20.2 |
19.7 |
2. 52 |
2.46 |
|
-15 |
1.238 |
1.32 |
1.31 |
0. 164 |
0. 163 |
22 |
19. 83 |
21.5 |
21.0 |
2. 68 |
2.61 |
|
-10 |
1.946 |
2.07 |
2.05 |
0. 257 |
0. 256 |
23 |
21.07 |
22.9 |
22.3 |
2. 86 |
2. 78 |
|
-5 |
3.01 |
3. 19 |
3. 18 |
0. 397 |
0. 395 |
24 |
22. 38 |
24.4 |
23.6 |
3.04 |
2.94 |
|
0 |
4. 579 |
4. 87 |
4. 84 |
0.605 |
0.602 |
25 |
23. 76 |
26.0 |
25.1 |
3.24 |
3. 13 |
|
1 |
4.925 |
5.24 |
5.21 |
0.652 |
0. 648 |
26 |
25.21 |
27.6 |
26.7 |
3.43 |
3. 32 |
|
2 |
5. 294 |
5.64 |
5.60 |
0. 701 |
0.697 |
27 |
26. 74 |
29:3 |
28.3 |
3.65 |
3.52 |
|
3 |
5. 685 |
6.05 |
6.01 |
0.753 |
0.748 |
28 |
28. 35 |
31.2 |
30.0 |
3. 88 |
3.73 |
|
4 |
6.101 |
6.51 |
6.46 |
0.810 |
0.804 |
29 |
30.04 |
33.1 |
31.8 |
4.12 |
3.95 |
|
5 |
6. 543 |
6.97 |
6.91 |
0. 868 |
0. 860 |
30 |
31.82 |
35.1 |
33.7 |
4. 37 |
4.19 |
|
6 |
7.013 |
7.48 |
7.42 |
0.930 |
0. 922 |
35 |
42. 18 |
47.3 |
44.6 |
5. 89 |
5. 56 |
|
7 |
7.513 |
8.02 |
7.94 |
0. 998 |
0. 988 |
40 |
55. 32 |
63.1 |
58.5 |
7. 85 |
7.27 |
|
8 |
8. 045 |
8. 59 |
8. 52 |
1.070 |
1.060 |
45 |
71.96 |
84.0 |
76.1 |
10.45 |
9. 45 |
|
9 |
8.609 |
9. 17 |
9. 10 |
1.140 |
1:130 |
50 |
92.51 |
111.4 |
97.9 |
13. 85 |
12. 18 |
|
10 |
9.209 |
9.81 |
9.73 |
1.220 |
1.210 |
55 |
118.15 |
148.0 |
125.0 |
18. 50 |
15.60 |
|
11 |
9.844 |
10. 50 |
10.40 |
1.310 |
1.290 |
60 |
149.40 |
196.0 |
158.0 |
24. 50 |
19. 70 |
|
12 |
10. 52 |
11.2 |
11.1 |
1.40 |
1.38 |
65 |
187. 50 |
265.0 |
199.0 |
32.80 |
24. 70 |
|
13 |
11.23 |
12.1 |
11.9 |
1.50 |
1.48 |
70 |
233. 70 |
361.0 |
249.0 |
44.90 |
31.60 |
|
14 |
11.99 |
12.9 |
12.7 |
1.60 |
1.58 |
75 |
289. 10 |
499.0 |
308.0 |
62.90 |
39.90 |
|
15 |
12.79 |
13.7 |
13.5 |
1.71 |
1.68 |
80 |
355. 10 |
715.0 |
379.0 |
89. 10 |
47. 10 |
|
16 |
13.63 |
14.6 |
14.4 |
1.82 |
1.79 |
85 |
433.60 |
1061.0 |
463.0 |
135. 80 |
57.00 |
|
17 |
14. 53 |
15.7 |
15.5 |
1.95 |
1.93 |
90 |
525.80 |
1870.0 |
563.0 |
233.00 |
70.00 |
|
18 |
15.48 |
16.7 |
16.4 |
2.08 |
2.04 |
95 |
633.90 |
404.0 |
679.0 |
545.00 |
84. 50 |
|
19 |
16.48 |
17.8 |
17.4 |
2. 22 |
2.17 |
100 |
760.00 |
无穷大 |
816.0 |
无穷大 |
100.00 |
|
20 |
17. 54 |
19.0 |
18.5 |
2. 36 |
2. 30 | ||||||
注:ImmHgtt=O. 133kPa0 ①气压为101.325kPao
参考文献
• 349
参考文献
周家荣主编.铝合金熔铸问答.北京:冶金工业出版社,1987
王祝堂,田荣璋主编.铝合金及其加工手册(第三版)•长沙:中南大学出版社,2∞5
3. K. remeheB.连续铸造时液体金属的磁力成形.周家荣译.轻合金加工技术,1977 (5 ~6): 85 ~87 铸造有色合金手册编写组编著.铸造有色合金手册.北京:机械工业出版社,1982
杨长贺,高钦编著.有色金属净化•大连:大连理工大学出版社,1989
B. H.国OBATKMH. ΠΛABKA H ΛKTbE A HTOMWHMEBbIX CΠΛABOB. MOCKBA : METAJuIyPrKm 1970
林光磊,陈礼华,雷登进•稀土铝钛硼中间合金相组织分析及应用.福建冶金,2001 (4): 42 周家荣.英国铝合金添加剂的生产及应用.铝加工,1992 (1, 2): 9~13, 1 -7 周家荣•介绍一种新型的铝熔体过滤方法一泡沫陶瓷过滤•轻合金加工技术,1981 (6): 13-19
任泽需,蔡睿贤主编.热工手册•北京:机械工业出版社,2∞2
Prof. D. AltenfXihl Aluminum Viewed from Within Printed in the Federal Republic of Germany, 1982
R H. 1∏OBATKMH∙ HEnPEPHBHOE ΛHTbE H JlUTEnHblE CBOΛCΓBA OtIABOR MOCKBA jOBOPOHΓΠ3, 1948
顾欣.晶粒细化剂Al.3Ti∙0.15C在生产中的使用试验∙轻合金加工技术,2∞2 (7): 11
张建新,钟建华.微量添加剂对铝合金晶粒细化的工艺探讨•轻合金加工技术,2002 (8): 18
T. Tanaka等.铝融体中TiB?粒子的集聚和沉淀.周家荣译.轻合金加工技术,1984 (6): 5 ~ 10
杨孟刚•铝及铝合金气幕铸造工艺.有色金属加工,2∞2 (4): 33
HH.弗里得良杰尔,B∙H.杜巴特肯,Efl.札哈罗夫著.变形铝合金.邓宗钢译.北京:国防工业 出版社,1965
H. Φ. JlAlnKO, C B. JlAnlKO-ABKΛH, CBAPKBAEMbIE ΛEΓKHE CTTJIABbL JlEHnHrPM : CylHnpOMrH3, 1960
[日本]大崛泓一.铝-镁一硅系合金.杨湘生译.铝加工技术,1989 (3, 4): 60
路贵民,柯东杰等编著.铝合金熔炼理论与工艺.沈阳:东北大学出版社,1999
王祝堂等.铝合金熔炼铸造能源与资源节约.轻合金加工技术,2004 (12): 1~5
余志华.熔铝炉用蓄热式烧嘴.轻合金加工技术,2004 (12): 13~15
魏宝昌,曲贵贞∙ DJQJ型电磁搅拌系统的工业试验•轻合金加工技术,1991 (6): 13~17
党积囤•现代化熔铝炉的技术发展.轻合金加工技术,1988 (3): 5~10
[美]J∙J∙ Wiesner.对流传热式熔炼的理论和实践.张育钦译.轻合金加工技术,1985 (11): 1 ~4 田守礼.中小型铝加工厂熔铝炉述评•轻合金加工技术,1985 (7): 1-7
[美]J. AMarino.提高熔炼炉和保温炉效率的高速烧嘴.张育钦译.轻合金加工技术,1984(5): 7~ 10
[日]坂田弘文等.节能的铝熔炼法—铝快速熔炼炉的研究.李金华译.轻合金加工技术,1983 (11): 1 ~9
林道新•我国建筑铝型材用铸锭生产工艺设备展望•有色金属加工,2∞2 (2): 35~38
[美]JamesDBowers.双路喷嘴高热效率铝熔炉.范靖亚译.轻合金加工技术,1990 (12): 13 ~ 15 [瑞士] R. Moser.铝铸造火焰加热炉的节能措施.张正国译.轻合金加工技术,1983 (2, 3): 1~ 6, 7-11
[日]津村善重.铝熔炼炉的节能.高荫桓译.轻合金加工技术,1983 (7): 1~7
王德满,潘永富等.新型铝熔铸机组熔铸铝合金过程的工艺特点.轻合金加工技术,2005(9): 16 ~ 19
• 350 ・
铝合金熔铸生产技术问答
34 [日]常川雅功等.各种冷却因素对铝连续铸造冷却特性的影响•武守群译•铝加工技术,1997 (1): 6-11
35贵广臣•电磁搅拌装置在熔铝炉中的应用.有色金属加工,2004 (5): 13 ~ 14
36熊茹.熔铝炉的炉型与节能•轻合金加工技术,2∞2 (5): 19~21
37美国专利3884290:直接水冷连续铸造法
38牛妍贞,华仁德.国产50吨大型铝扁锭液压半连续铸造机设计•有色金属加工,2∞5 (1): 40-41
39曹学军.蓄热式燃烧器及控制技术在熔铝炉改造中的应用•铝加工,2∞2 (2): 41~43
40高荫桓•国内外铝合金熔铸技术的现状.轻合金加工技术,1994 (10): 7 ~11
41肖寅昕,林松盛∙6063铝合金型材的成分控制与力学性能之间的关系的金属学原理.2001年铝型材 技术论坛会文集,广州,2001
42何代惠,徐敏,蒋呐.电熔剂精炼工艺在铝锂合金铸锭生产中的应用.铝加工,1999 (3): 13~15
43向曙光,蒋呐,罗杰.熔剂在铝锂合金中的行为.铝加工,20∞ (2): 8~13
44周家荣.高强变形铝合金成分对铸锭裂纹倾向性的影响一兼谈铸锭冷裂纹和热裂纹的机制.工业 铝型材技术专集,广州,2006
45王祝堂.等温熔炼炉--开创铝熔炼技术新时代.中国首届铝加工技术创新论坛文集•上海:2∞7