ICS 23.020.30
CCS J 74
中华人民共和国国家标獲
GB/T 5842—2022
代替 GB/T 5842—2006
液化石油气钢瓶
Liquefied petroleum steel gas cylinders
[ISO 22991 :2004 ,Gas cylinders—Transportable refillable welded steel cylinders for liquefied petroleum gas (LPG)—Design and construction, NEQ]
2022-03-09 发布
2022-10-01 实施
国家市场监督管理总局岩花 国家标准化管理委员会发布
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
目 次
前言........................................................................................................................I
1 范围.....................................................................................................................1
2规范性引用文件......................................................................................................1
3 术语和定义............... 1
4符号和说明............................................................................................................2
5气瓶的型式............................................................................................................2
6材料.....................................................................................................................4
7设计.....................................................................................................................5
8制造.....................................................................................................................6
9试验方法和检验规则 ................................................................................................8
10标识、涂敷、包装、贮运、出厂文件 ..............................................................................13
11气瓶的设计使用年限 .............................................................................................14
附录A (资料性)气瓶钢印标志....................................................................................15
附录B (资料性)气瓶安全使用提示..............................................................................16
附录C (资料性)产品合格证格式.................................................................................17
附录D (资料性)质量证明书格式.................................................................................20
参考文献..................................................................................................................23
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
前 言
本文件按照GB/T 1.1-2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定 起草.
本文件代替GB/T 5842-2006《液化石油气钢瓶》,与GB/T 5842-2006相比,除结构调整和编辑 性改动外,主要技术变化如下:
a)删除了热处理保证值和小容积钢瓶两个定义(见2006年版的第3章);
b)更改了部分符号规定(见第4章,2006年版的第4章"
C)增加了部分气瓶型号和参数(见5.2,2006年版的5.2);
d)更改了主体材料化学成分的要求(见6.2,2006年版的6.2);
e)更改了瓶体壁厚计算公式(见7.2,2006年版的7.2);
f)增加了 YSPII8和YSPII8-1[规格的筒体和封头设计壁厚分别按照公式取值的要求(见 7.2.3);
g)增加了气瓶螺纹尺寸及方向的规定(见7.3.4);
h)增加了开孔补强的要求(见7.3.6) I
D 焊接工艺评定更改为按照GB/T 33209的规定执行(见8.1.1,2006年版的8.1.1);
j)增加并细化了热处理要求(见8.8,2006年版的8.8九
k)更改了射线探伤评定标准和要求(见9.1.5,2006年版的9.1.5),
D 删除了钢瓶逐只测量重量和容积的要求(见9.2.1,2006年版9.2.L5);
m)增加了水压试验设备规定(见922.1):
n)更改了水压试验、气密性试验的保压时间,更改为30 s(见9.2.2.2,9.2.3.3,2006年版的9.2.2.2, 9.2.3.3);
o)更改了批次数量,从1 002只调整为2 Ooo只(见9.3.1,2006年版的9.3.1)t
P)更改了实测抗拉强度值(见9.3.3.5.2,2006年版的9.3.3.5.2) t
q)更改了水压爆破试验要求(见9.3.4,2006年版的9.3.4);
r)更改了封头和筒体尺寸检验、气瓶重量和容积检查抽样比例(见9.3.5,9.3.6,2006年版的表
s)增加了疲劳试验要求(见9.4):
t)更改了型式试验要求,增加了型式试验项目和抽样要求(见9.6,2006年版的9.5),
u)更改了表7的逐只检验、批量检验和型式试验项目(见表7,2006年版的表6).
V)增加了封头凹压标识及护罩楼刻瓶号的要求(见10.1.2,10.1.4)s
W)更改了护罩字高要求(见10.1.3,2006年版的10.1.2),
X)增加了气瓶可追溯系统要求(见10.1.4),
y)更改了表面涂覆的字体高度,增加了气瓶涂漆颜色票求(见1022,2006年版的10.2.2).
本文件参考ISo 22991:2004《气瓶 移动式、可重复充装的液化石油气(LPG)钢质焊接气瓶 设 计和制造》起草,一致性程度为非等效.
请注意本文件的某些内容可能涉及专利.本文件的发布机构不承担识别专利的责任.
本文件由全国气瓶标准化技术委员会(SAC/TC 31)提出并归口.
本文件起草单位:中国特种设备检测研究院、上海市特种设备监督检验技术研究院、山东永安特种 装备有限公司、河北百工实业有限公司、江苏玉华容器制造有限公司、浙江亿田钢瓶有限公司、台山市机
I
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
械厂有限公司、佛山市顺德区广沙百福压力容器有限公司、江苏民生重工有限公司、湖北大立容器制造 有限公司、山东环日集团有限公司、杭州余杭獐山钢瓶有限公司、佛山市良琦燃气具有限公司、江苏省特 种设备安全监督检验研究院.
本文件主要起草人:黄强华、徐维普、张希旺、陈凌锋、茅中宇、倪加明、潘子毅、黎枫、刘卫锋, 黄玉华、曲桂文、唐跃、刘常情、陈红卫、袁奕雯、王家文、叶勤军、刘福涛。
本文件及其所代替标准的历次版本发布情况为:
——1980年首次发布为CJ 3-1-1980;
——1986年发布为GB 5842-1986,1996年第一次修订;
—2006年第二次修订时,并入了 GB 15380—2001《小容积液化石油气钢瓶》的内容(GB 15380—
2001的历次版本发布情况为:GB 15380-1994);
-—本次为第三次修订.
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
液化石油气钢瓶
1范围
本文件规定了液化石油气钢瓶(以下简称"气瓶")的符号和说明,型式,材料,设计,制造,试验方法 和检验规则,标志、包装、涂敷、贮运和出厂文件等要求.
本文件适用于设计、制造在正常环境温度(一40 C〜60 C)下使用的,公称工作压力为2.1 MPa,公 称容积不大于150 L,可重复盛装符合GB 11174的液化石油气的钢质焊接气瓶。
2规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款.其中,注日期的引用文 件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于 本文件.
GB/T 150.3压力容器 第3部分:设计
GB/T 222钢的成品化学成分允许偏差
GB/T 228.1
GB/T 1804
GB/T 2651
GB/T 2653
GB/T 6653
GB/T 7144
GB/T 7512
GB/T 8335
GB/T 9251
GB/T 9252
GB/T 12137
GB/T 13005
GB/T 15385
GB/T 17925
GB/T 33209
GB/T 35208
金属材料 拉伸试验 第1部分,室温试验方法 一般公差未注公差的线性和角度尺寸的公差 焊接接头拉伸试验方法
焊接接头弯曲试验方法
焊接气瓶用钢板和钢带
气瓶颜色标志
液化石油气瓶阀
气瓶专用螺纹
气瓶水压试验方法
气瓶压力循环试验方法
气瓶气密性试验方法
气瓶术语
气瓶水压爆破试验方法
气瓶对接焊缝X射线数字成像检测
焊接气瓶焊接工艺评定
自闭式液化石油气瓶阀
CJ/T 33液化石油气钢瓶热处理工艺评定
NB/T 47013.2承压设备无损检测 第2部分:射线检测
TSG 23气瓶安全技术规程
3术语和定义
GB/T 13005界定的以及下列术语和定义适用于本文件.
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
3.1
最大充装■ maximum filling weight
TSG 23规定的液化石油气充装系数与气瓶公称容积的乘积.
3.2
气瓶编号(瓶号)cylinder number
具有唯一性和可追溯性的气瓶产品编号.
4符号和说明
下列符号适用于本文件(见表D.
表1符号和说明
|
符号 |
单位 |
____________________说明____________________ |
|
AW |
% |
断后伸长率 |
|
6 |
mm |
焊缝对口错边置 |
|
d |
mm |
弯曲试验弯心直径 |
|
D |
mm |
气瓶外直径 |
|
E |
tn tn |
焊缝梭角Si度 |
|
H |
mm |
__________瓶体高度(察指两封头凸形端点之间的更离) |
|
K |
— |
封头形状系数 |
|
Pb |
MPa |
水压爆破试验压力 |
|
PC |
MPa |
计算压力 - |
|
Kl |
MPa |
________________下屈服强度________________ |
|
Ra |
MPa |
抗拉强度 |
|
RN |
MPa |
实测抗拉强度________________ |
|
S |
mm |
瓶体设计壁厚 |
|
S。 |
mm |
瓶体名义壁厚 |
|
S1 |
mm |
筒体计算壁厚和封头直边部分计算壁厚 - |
|
S2 |
mm |
封头曲面部分计算壁厚 |
|
A |
mm |
实测试样厚度 - |
|
— |
_________________焊缝系数_________________ |
5气瓶的型式
5.1气报型号的表示方法
气瓶型号表示方法如下:
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
YSPΔ-□
【--------------改型序号(用罗马字母表示)
.................特征参数(气瓶的公称容积,D
-------------------表TK液化石油气钢瓶
改型序号用来表示YSP系列中某一规格钢瓶的结构、阀座螺纹、瓶阀型号等发生了改变:如无改 变,改型序号可不标注.
示例,YSP35.5表示35.5 L液化石油气钢瓶.
5.2气瓶型号和移数
气瓶应按照表2的规格进行设计和制造.
表2常用钢瓶型号和参数
|
型号 |
备 注 | ||||
|
气瓶外直径一公称 外径/mm |
公称容积/L |
■大充装量/kg |
封头形状系数K | ||
|
YSP4.7 |
204 |
4.7 |
1.9 |
1.0 |
— |
|
YSPl 2 |
249 |
12.0 |
5.0 |
1.0 | |
|
YSP23.5 |
320 |
23.5 |
9.8 |
0.8 | |
|
YSP26.2 |
300 |
26.2 |
11.0 |
1.0 | |
|
YSP2&6 |
320 |
2&6 |
12.0 |
0.8 | |
|
YSP29.8 |
300 |
29.8 |
12.5 |
1.0 | |
|
YSP35.5 |
320 |
35.5 |
14.9 |
0.8 | |
|
YSPl 18 |
407 |
118 |
49.5 |
1.0 | |
|
YSPl 18-∏ |
407 |
118 |
49.5 |
1.0 |
用于气化装置的液 化石油气储存设备 |
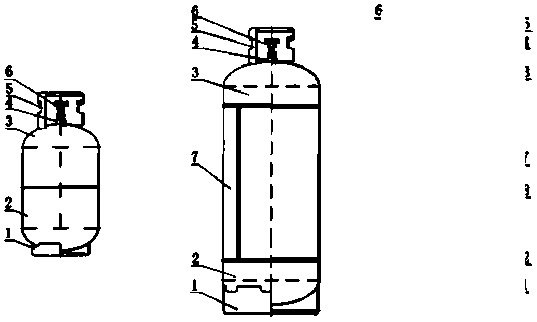
5.3 气瓶结构型式
气瓶的结构型式见图1.
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
YSP4. 7、YSPl 2. YSP23. 5, YSP26.2、YSP28. 6, YSP29.8、
YSP3S. S
YSPll8
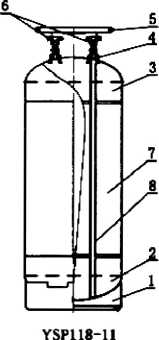
标引序号说明:
1..底座:
2—下封头:
3--上封头,
4—阀座,
5--护罩,
6...瓶阀;
7--筒体:
8--液相管.
图
1结构型式
6材料
6.1 一般规定
6.1.1气瓶主体(指筒体、封头等受压元件)材料,应采用无时效镇静钢,具有良好的延展性和焊接性 能;且应附带有材料质量证明书原件或者电子版二维码材料质量证明书。
6.1.2气瓶制造单位应对主体材料按炉、罐号进行化学成分验证分析,按批号验证力学性能,经验证合 格的材料应做材料标记.验证分析结果应与材料质量证明书相符,化学成分允许偏差应符合GB/T 222 的规定.
6.1.3焊在气瓶主体上的所有附件,应采用与主体材料焊接性能相适应的材料。
6.1.4所采用的焊接材料焊成的焊缝,其抗拉强度不应低于母材抗拉强度规定值的下限。
6.1.5材料(包括焊接材料)应符合相应标准的规定.
6.2化学成分
主体材料的化学成分(质量分数)应符合表3的规定.
表3主体材料的化学成分
|
化学 元索 |
C |
Si |
Mn |
S |
P |
Nb |
Ti |
V |
Nb+V |
Alt |
|
质量分数 |
《0.20% |
≤0∙35% |
0∙7%~ 1.50% |
≤0.012⅜ |
≤O.O25⅜ |
≤0.05⅜ |
=≤0∙06% |
≤0.10⅞ |
≤0.12% |
≥0.020⅜ |
4
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
6.3力学性能
6.3.1主体材料的力学性能应符合GB/T 6653的规定.
6.3.2主体材料的屈强比(Rri7R,):当材料抗拉强度)490 MPa时,R./R"应≤0.85,当材料抗拉强 度V490 MPa 时,R JRm 应≤0.75.
7设计
7.1 一般规定
7.1.1气瓶的设计文件应通过具有型式试验资质的气瓶检验机构的设计文件鉴定.
7.1.2气瓶瓶体由两部分组成时,应只有一条环焊缝,采用锁底接头装配:气瓶瓶体由三部分组成时, 应有两条环焊缝和一条纵焊缝(纵焊缝不应有永久衬板),封头和筒体采用缩口插入式装配。
7.1.3设计计算钢瓶受压元件壁厚时,材料的强度参数应采用下屈服强度Rt..
7.1.4气瓶封头形状应为椭圆形.
7.2瓶体鞋厚计算
7.2.1筒体计算壁厚和封头直边部分计算壁厚Sl按公式(1)计算。
S1 =25ΓΓ⅛t—— ..............................(1)
—4/3 H e
式中:
P。——计算压力,取P。 = 3.2 MPa;
J --焊缝系数,有纵向焊缝取J=0.9,无纵向焊缝取J = L0.
材料的下屈服强度应选用标准规定屈服强度的最小值.
7.2.2封头曲面部分计算壁厚S?按公式(2)计算.
式中:
K—椭圆形封头形状系数.
材料的下屈服强度应选用标准规定屈服强度的最小值.
7.2.3 YSPII8和YSPII8F规格的简体和封头设计壁厚分别按照公式(D和公式(2)取值;其他规格 瓶体设计壁厚S取公式(1)和公式(2)计算结果中的较大值.
7.2.4 瓶体设计壁厚除满足公式(1)和公式(2)的要求夕卜,还应满足公式(3)的要求,且不应小 于 1.5 mm.
S ≥ M + 0.7 mm ..............................( 3 )
7.2.5气瓶筒体和封头的名义壁厚应相等.确定名义壁厚5。时应当考虑钢板的厚度负偏差和工艺减 薄量.
7.3附件
7.3.1附件的设计应便于焊接和检验.
7.3.2气瓶应配有用于保护瓶阀的护罩和保持气瓶稳定的底座.护罩和底座应焊接在瓶体上.护罩 和底座的结构形状及其与气瓶的连接应防止积液,护罩应卷边制成圆弧状(容积小于12 L的气瓶除 外),高度及直径尺寸可根据使用要求进行调整,底座应有通风孔和排液孔.
5
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
7.3.3气瓶选用的瓶阀应符合GB/T 7512及GB/T 35208的规定,所选型号应在瓶阀型式试验证书覆 盖范围内。
7.3.4阀座螺纹应与瓶阀螺纹相匹配,并符合GB/T 8335的规定;气瓶气相阀座应选用PZ27.8锥爆 纹,容积小于12 L的气瓶阀座应选用PZ19.2锥螺纹,液相瓶阀座应选用P230.3或PZ39.0的锥螺纹.
7.3.5瓶阀与阀座的螺纹连接应密封,密封材料应与所盛装的液化石油气不发生化学反应.
7.3.6不应在筒体上开孔,应参照GB/T 150.3的要求进行开孔补强。带有液相管的气瓶,在封头上开 孔时,沿封头的轴线垂直方向測量孔边缘与封头外圆周的距离,不宜小于瓶体外直径的10%.
8制造
8.1焊接工艺评定
8.1.1焊接工艺评定按GB/T 33209规定执行.
8.1.2进行焊接工艺评定的焊工和无损检测人员,应分别符合8.2.1和9.1.2的规定.
8.1.3焊接工艺评定的焊缝,应能代表气瓶的受压元件的对接焊缝和角接焊缝.
8.1.4焊接工艺评定应在气瓶的瓶体上进行。
8.1.5焊接工艺评定的结果,应经过气瓶制造单位技术负责人审查批准,并存入企业的技术档案.
8.2焊接
8.2.1焊接气瓶的焊工应持有有效的特种设备资质证书.焊工代号应打在气瓶显著位置或在焊接记 录上签字可追溯.
8.2.2瓶体的对接焊缝和阀座角焊缝均应采用自动焊接方法施焊,且应严格遵守经评定合格的焊接 工艺.
8.2.3焊接坡口的形状和尺寸,应符合图样的规定.坡口表面应清洁、光滑,不应有裂纹、分层和夹渣 等缺陷及其他残留物质.
8.2.4焊接(包括焊接返修)应在室内进行,相对湿度不应大于90%,否则应采取有效措施.当焊接件 温度低于0 .C时,应在施焊处预热。
8.2.5施焊时,不应在非焊接处引弧,纵焊缝应有引弧板和熄弧板,板长不应小于IOomm.去除弓l'熄 弧板时,不应敲击,应采用切除的方法,切除处应磨平.
8.3焊缝
8.3.1瓶体的对接焊缝和阀座角焊缝应焊透。
8.3.2焊缝表面的外观应符合下列规定:
a)焊缝和热影响区不应有裂纹、气孔、弧坑、夹渣和未熔合等缺陷;
b)瓶体的焊缝不推许咬边,瓶体附件的焊缝在瓶体一侧不准许咬边;
C)焊缝表面不应有凹陷或不规则的突变;
d)焊缝两侧的飞溅物应清除干净;
e)瓶体对接焊缝的余高为0mm〜2.5 mm;同一焊缝最宽最窄处之差应不大于4 mtn,
f)当图样无规定时,角焊缝的焊脚高度不应小于焊接件中较薄者的厚度,其几何形状应圆滑过渡 至母材表面.
8.4焊缝的返修
8.4.1焊缝返修应有经评定合格的返修工艺,并应严格执行。
8.4.2返修处应重新进行外观和射线检查并合格.
8.4.3焊缝同一部位允许返修一次.
6
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
8.4.4返修部位应记入产品生产检验记录。
8.5筒体
8.5.1筒体由钢板卷焊而成时,钢板的轧制方向应与筒体的环向一致.
8.5.2筒体焊接成形后应符合下列要求:
a)筒体同一横截面最大最小直径差不大于O.O1D;
b)筒体纵焊缝对口错边量6不大于0.15。(图2),
c)用长度为D/2,且小于300 mm的样板测量,筒体纵焊缝棱角高度E应不大于0.15。+2 mm (图 3).
单位为毫米
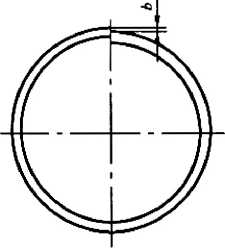
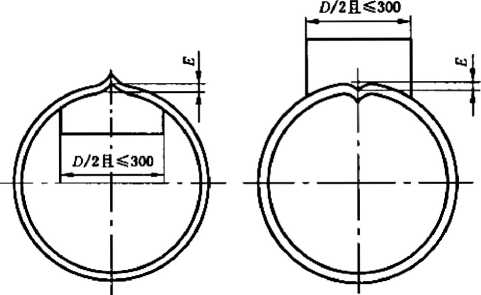
图2箭体纵停缝对口错
图3筒体纵焊缝検角高度
8.6封头
8.6.1封头应用整块钢板制成,封头的拉伸减薄量不应大于拉伸前钢板实测厚度的10%.
8.6.2封头最小壁厚实测值不应小于瓶体设计壁厚S.
8.6.3封头同一横截面最大最小直径差不应大于2 mm,封头的高度公差为:+5 mm~0 mm.
8.6.4封头直边部分的纵向皱折深度不应大于0.25%D.
8.6.5未注公差尺寸的极限偏差应符合GB/T 1804的规定,具体要求如下:
a)机械加工件不低于m级;
b)非机械加工件不低于C级:
C)长度尺寸不低于V级.
8.7组装
8.7.1气瓶瓶体在组装前应进行外观检查,不合格者不应组装.
8.7.2上下封头或封头与筒体对接环焊缝的对口错边量A不大于0.256。;棱角高度E不大于0.1 S0 +
2 mm:检查尺的长度不小于300 mml,
8.7.3附件的装配应符合图样的规定。
8.8热处理
8.8.1气瓶在全部焊接完成后,应当进行整体热处理.热处理装置应保证有效加热区温度分布的均匀 性,应能够自动记录温度、时间、气瓶数量等关键参数,炉内测温点应当不少于3个,并且能够反映整个 有效加热区温度场的温度变化趋势.返修瓶完成返修后应重新进行热处理。
8.8.2热处理工艺评定按照CJ/T 33规定执行,每一个热处理工艺评定方案,气瓶数量应不少于4只,
7
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
其中2只做力学性能试验,另外2只做水压爆破试验S
8.8.3改变主体材料牌号或板厚规格、改变气瓶结构型式、改变热处理设备、改变热处理方式,需重新 进行热处理工艺评定.
相同尺寸、结构和板厚规格,采用相同焊接、相同热处理规范的气瓶,经热处理工艺评定合格后,在 以后的生产过程中可不再进行评定.
9试验方法和检验规则
9.1焊缝射线检测
9.1.1焊缝射线检JS按NB/T 47013.2和GB/T 17925的规定执行.
9.1.2无损检测人员应持有相应级别且在有效期内的资质证书。
9.1.3仅有一条环焊缝的气瓶,应按生产顺序每250只随机抽取1只(不足250只时,也应抽取1只), 对环焊缝进行100%射线检测.如不合格,应再抽取2只检测.如仍有1只不合格时,则应逐只检测.
9.1.4有纵、环焊缝的气瓶,应逐只对钢瓶的纵、环焊缝总长度的20%进行射线检测,其中应包括纵、环 焊缝的搭接处.
9.1.5焊缝射线检测后,应按照NB/T 47013.2进行评定,射线透照底片质量或图像质量为AB级,焊 缝缺陷等级不低于II级为合格.
9.1.6未经射线检测的焊缝质量也应符合9.1.5的规定.
9.2 JS只检验
9.2.1 -般检験
9.2.1.1气瓶表面应光滑,不应有裂纹、重皮、夹渣和深度超过0.5 mm的凹坑以及深度超过0.3 mm的 划伤、腐蚀和缺陷。
9.2.1.2焊缝外观应符合8.3.2的规定。
9.2.1.3气瓶的附件应符合7.3的规定.
9.2.1.4气瓶内应干燥、清洁.
9.2.2水压试验
9.2.2.1水压试验按GB/T 9251规定执行.水压试验装置应当能实时自动记录瓶号、时间及试验结 果.水压试验记录档案应保存至少8年。无法追溯水压试验记录的气瓶不应出厂,未进行水压试验的出 厂气瓶应当召回.
9.2.2.2水压试验时,应以每秒不大于0.5 MPa的速度缓慢升压至3.2 MPa,并保持不少于30 s,气瓶 不应有宏观变形和渗漏,压力表不准许回降.
9.2.2.3不应对同一气瓶连续进行水压试验。
9.2.3气空性试验
9.2.3.1气瓶气密性试验按GB/T 12137规定执行。
9.2.3.2气瓶气密性试验应在水压试验合格后进行,气密性试验压力为2.1 MPa.
9.2.3.3试验时向瓶内充装压缩空气,达到试验压力后,浸入水中,保压不少于30 s,检查气瓶不应有泄 漏现象.
9.2.3.4进行气密性试验时,应采取有效的防护措施,以保证操作人员的安全.
9.2.4返修
9.2.4.1如果在水压试验或气密性试验过程中发现瓶体焊缝上有滲漏或泄漏,应按8.4的要求进行返
8
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
修;若瓶体母材部分有泄漏,应判废,不应返修.
9.2.4.2气瓶焊缝进行返修后,应对气瓶重新进行热处理,并应按9.2.2和9.2.3的规定重新进行水压 试验和气密性试验.
9.3批・检验
9.3.1分批
对相同设计、采用相同牌号材料、采用同一焊接工艺和同一热处理工艺连续生产的同一规格的气瓶 进行分批.
气瓶的检验批量应不超过2 OOO只,当同一条生产线连续生产的气瓶不足2 OOO只时,也应按一个 批量检验.
9.3.2试鹽用瓶
从每批气瓶中抽取力学性能试验用瓶和水压爆破试验用瓶各1只;不能连续生产的,每班应至少抽 取力学性能试验用瓶和水压爆破试验用瓶各1只.
9.3.3力学性能
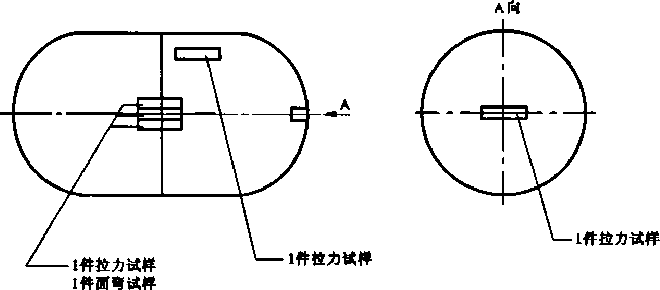
9.3.3.1取样要求:
a)仅有一条环焊缝气瓶,应从气瓶封头直边部位切取母材拉伸试样一件,如果直边部位长度不够 时,可从封头曲面部位切取.从环焊缝处切取焊接接头的拉伸试样、横向面弯和背弯试样各一 件(图4).
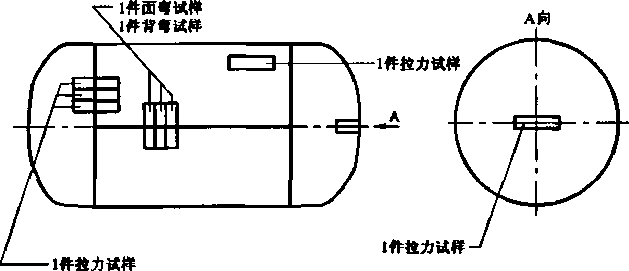
b)有纵、环焊缝的气瓶,应从筒体部分沿纵向切取母材拉伸试样一件,从封头顶部切取母材拉伸 试样一件,从纵焊缝上切取拉伸试样、横向面弯、背弯试样各一件:如果环焊缝和纵焊缝的焊接 工艺不同,还应在环焊缝上切取同等数量的试样(图5).
t件背考试样
图4仪有一条环厚缰气瓶的取样位置示意图
9
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
1件拉力试样
1件面專试样
1件背弯试样
(仅在与做彈tl的饵揍 工艺不同时要求)
图5有纵焊缝气瓶的取样位置示意图
9.3.3.2试样上焊缝的正面和背面应采用机械加工方法使之与板面齐平.对不够平整的试样,允许在 机械加工前采用冷压法矫平.
9.3.3.3试样的焊接横断面不应有裂纹、未熔合、未焊透、夹渣和气孔等缺陷。
9.3.3.4拉伸试验要求如下,
a)气瓶母材拉伸试验按GB/T 228.1规定执行,试验结果应满足,
1)屈服强度、实测抗拉强度Rm不应低于母材标准规定值的下限;
2)试样的断后伸长率应符合表4的规定:
表4断后伸长率A时的数值
|
瓶体名义壁厚S, |
Rl„*490 MPa |
Ra>490 MPa |
|
SQ ^^3 tɪiɪn |
AB29% |
A* >20% |
|
SoV3 mm |
AQ22% |
4Q15% |
b)气瓶焊接接头拉伸试验按GB/T 2651规定执行。试样采用该文件规定的带肩板形试样.抗 拉强度不应低于母材标准规定值的下限。
9.3.3.5弯曲试验要求如下.
a)焊接接头弯曲试验按GB/T 2653规定执行.
b)弯心直径d和实测试样厚度e之间的比值"应不大于表5的规定值。
* 5弯心直径和实测试样厚度比值
|
实测抗拉强度Ra/MPa |
n |
|
Ra<440 |
2 |
|
440VRa<520 |
3 |
|
Ra >520 |
4 |
c)弯曲试验中,应使弯心轴线位于焊缝中心,两支持帽的根面距离应保证试样弯曲时恰好能通过 (图6).
10
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
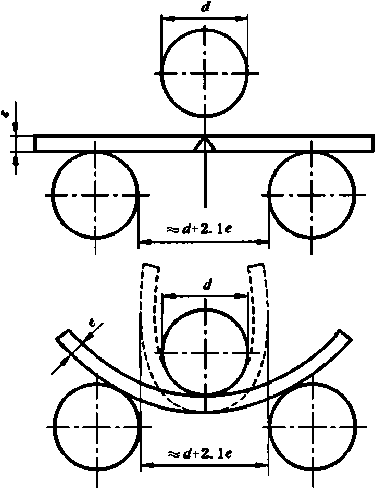
图6对接接头弯曲试验
d)焊接接头试样弯曲180。时应无裂纹,但试样边缘的先期开裂不计.
9.3.4水压爆破试験
9.3.4.1气瓶实际爆破安全系数为3.0,即实际水压爆破试验压力Pb应不小于3倍公称工作压力,应 不小于6.3 MPa,
9.3.4.2水压爆破试验按GB/T 15385的规定执行.水压爆破试验应采用能自动采集并记录压力、进 水量和时间,并能绘制压力-时间、压力-进水量曲线的试验装置.
9.3.4.3气瓶爆破前变形应均匀,爆破时容积变形率(爆破时气瓶容积增加量与气瓶水容积之比)应不 小于表6的规定.
衰6气瓶爆破时容积变形率
|
瓶体髙度与 气瓶外直径之比 H/D |
容积变形率/% | ||
|
R.≤410 MPa |
410 MPaVRtn≤49O MPa |
Kβl>490 MPa | |
|
>1 |
20 |
15 |
12 |
|
≤1 |
15 |
10 |
8 |
9.3.4.4气瓶爆破时不应形成碎片,爆破口不应发生在阀座角焊缝上、封头曲面部位(小容积钢瓶除 外)、纵焊缝上和起始于环焊缝上(垂直于环焊缝者除外),也不应发生在纵焊缝的熔合线处.
9.3.5尺寸检驗
封头及筒体的尺寸检验,按照表7的要求在每个批次首、中、末段各抽取10只进行抽检.
9.3.6重■和容积检查
气瓶的实测重量(含瓶阀)应符合产品图样的规定,实测容积不应小于其公称容积。气瓶的重量和 容积检查为每批抽取批量3%的样瓶进行抽检.若出现一只不合格,则加倍抽査,如仍有不合格产品,
11
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
则对该批次逐只检测重量和容积。
9.4疲劳试验
疲劳试验按GB/T 9252的规定执行.将三只疲劳试验用气瓶装到疲劳试验机上,使用水作为试验 介质,循环上限压力3.2 MPa,循环下限压力为0.3 MPa,以不超过15次/min的频率,经过12 000次疲 劳后,气瓶应无泄漏.
9.5 近复试验
9.5.1逐只检验的项目不合格的,在进行处理或修复后,可再进行该项检验,仍不合格者判废.
9.5.2批量检验项目中,如果有证据说明是操作失误或是测量差错时,则应在同一气瓶或在同批气瓶 中另选1只进行第二次试验.如果第二次试验合格,则第一次试验可以不计.
9.5.3力学性能试验不合格时,应在同一批气瓶中再抽取4只试验用瓶,2只进行力学性能试验,2只 进行水压爆破试验:水压爆破试验不合格时,应在同一批气瓶中再抽取5只试验用瓶.1只进行力学性 能试验,4只进行水压爆破试验。
9.5.4复验仍有不合格时,则该批气瓶判为不合格。但允许这批气瓶重新热处理或修复后再热处理, 并按9.3的规定,作为新的一批重新做试验.
9.6型式试骏
9.6.1符合下列情况之一者,应进行型式试验.
a)研制、开发的新产品;
b)改变原设计;
c)同一制造工艺制造的同一品种气瓶,制造中断6个月又重新投入制造的,或6个月内生产数量 不足15 000只I
d)改变冷热加工、焊接、热处理等主要制造工艺。
9.6.2型式试验项目包括瓶体材料拉伸试验、瓶体材料弯曲试验、焊缝射线检测、瓶体材料化学成分检 验、水压试验、气密性试验、水压爆破试验、疲劳试验。
9.6.3型式试验的样瓶基数为100只(非首次取证可降低为20只),其中疲劳试验瓶数量为3只.
9.6.4型式试验应在气瓶制造单位完成出厂检验并合格后进行.
9.7出厂检验和型式试臟项目
气瓶出厂检验和型式试验项目应符合表7的规定.
表7检豎和型式试脸项目
|
序号 |
项目名称 |
试验方法 |
出厂检验 |
型式试验 |
判定依据 | ||
|
逐只检甄 |
批量检验 | ||||||
|
1 |
瓶体材料化学成分检验 |
6.2 |
√ |
√ |
6.2 | ||
|
2 |
原材料力学性能检验 |
6.3 |
√ |
6.3 | |||
|
3 |
封头 |
■小壁厚測量 |
862 |
√ |
8.6.2 | ||
|
4 |
最大最小直径差 |
8.6.3 |
√ |
8∑3 | |||
|
5 |
半瓶高度公弟 |
8.6,3 |
√ |
8.6.3 | |||
|
6 |
直边部分纵向皱褶深度 . |
8.6.4 |
√ |
864 | |||
12
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
衰7检验和型式试验项目(续)
|
序号 |
项目名称 |
试验方法 |
出厂检验 |
型式试验 |
判定依据 | ||
|
逐只检验 |
批量检验 | ||||||
|
7 |
简体 |
最大最小直径差 |
8.5.2 a) |
852 a) | |||
|
8 |
纵焊缝对口错边■ |
8.5.2 b) |
√ |
8.5.2 b) | |||
|
9 |
纵焊缝棱角高度 |
8.5.2 c) |
√ |
852 c) | |||
|
IO |
环焊缝对口借边信 |
8.7.2 |
√ |
872 | |||
|
11 |
_____环焊缝棱角高度_____ |
8・7N |
872 | ||||
|
12 |
焊缝外观 |
8.3.2 |
8.3.2 | ||||
|
13 |
气瓶附件 |
7.3 |
J |
7.3 | |||
|
14 |
焊缝射线检測 |
9.1.1 |
√ |
J |
9.1.5 | ||
|
15 |
水压试验 |
9.2.2.1 |
√ |
√ |
922.2 | ||
|
16 |
气密性试验 |
9.2.3.1 |
√ |
√ |
923.3 | ||
|
17 |
重量检查 |
9.3.6 |
J |
9.3.6 | |||
|
18 |
容积检查 |
9.3.6 |
√ |
9.3.6 | |||
|
19 |
瓶体材料拉伸试验 |
9.3.341 9∙3.3∙4.2 |
√ |
√ |
9.3.3.4.1 9.3.342 | ||
|
20 |
_____瓶体材料弯曲试验 |
9∙3∙3.5∙1 |
√ |
9.3.3.5.4 | |||
|
21 |
水压爆破试验 |
9.3.4.1 |
√ |
√ |
9∙3∙4.2 9∙3.4.3 9.3∙4.4 | ||
|
22 |
_______疲劳试验 |
9.4 |
J |
9.4 | |||
|
注:1/"表示需要进行的项目. | |||||||
10标志、涂敷、包装、贮运、出厂文件
10.1 标志
10.1.1气瓶的钢印标志内容,应符合TSG 23的规定.
10.1.2上封头应内凹压制气瓶盛装介质、气瓶产权单位标志及气瓶制造年份。字高25 mm〜45 mm, 凹字与母材应平滑过渡.
10.1.3压印在护罩上的钢印标志,内容与排列参见附录A,钢印字体高度应为6 mm〜20 mm,深度为 0.5 mm,字体应明显、清晰。
W.1.4每只气瓶的唯一性瓶号应镂刻在护罩上;每只钢瓶应在护罩的醒目位置镂刻或焊接不易脱落 或损坏、能经受钢瓶定期检验高温焚烧,并能在设计使用年限内有效追潮气瓶产品质量信息的电子识读 标志。生产企业应建立气瓶质量安全追溯制造信息公示网站,出厂的合格气瓶公示信息(包括产品合格 证、产品批量质量证明书、监检证书、型式试验证书等)均应录人公示网站平台公示并供用户查询,无法 查询的出厂气瓶应当召回。
10.1.5气瓶的重量和容积应用3位数字表达(小于12 L的气瓶用2位数字表达),重量向上圆整,容积 向下圆整。
13
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
10.1.6气瓶应根据用户需要粘贴有关安全使用提示,内容参见附录B.
10.2涂敷
10.2.1气瓶经检验合格后,应进行表面涂敷。
10.2.2气瓶表面应印有"液化石油气"字样,其字体为30 mm〜80 mm高的仿宋体汉字.气瓶颜色按 照GB/T 7144执行,专用颜色气瓶可根据客户指定要求选定气瓶颜色.
10.3包装、贮运
10.3.1出厂的气瓶应按客户要求进行包装.
10.3.2气瓶的瓶阀口应密封,以免在运输、贮存中杂物进入.
10.3.3气瓶在运输、装卸时,要防止碰撞、磕伤。
10.3.4气瓶应贮存在没有腐蚀性气体、通风、干燥,且不受日光暴晒的地方.
10.4出厂文件
10.4.1每只气瓶出厂时均应有产品合格证(纸质或电子合格证).产品合格证格式参见附录C.产品合 格证所记入的内容应与制造厂家保存的生产检验记录相符.
10.4.2每批出厂的气瓶均应有质量证明书,质量证明书格式参见附录D.该批气瓶有1个以上用户 时,可提供批量检验质量证明书的复印件给用户.
11气瓶的设计使用年限
11.1设计使用年限
按本文件制造的气瓶,设计使用年限应不少于8年.
11.2年限印制
气瓶的设计使用年限应压印在气瓶的护罩上(参见附录ʌ).
14
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
气瓶钢印标志见图A-I.
附录A
(资料性) 气瓶钢印标志
|
LPG | |||
|
监督检验标记一 |
FW XX. X ------------- |
——充装■ | |
|
制造许可证*号 - 0- rτ* ■ 4 ■人 rτ∙ * ___ |
——TS ×××××-202× |
材料牌号 |
__ 4RW*∙ |
|
水压试压力 |
-----TP 3.2 |
W XX. X | |
|
厶-丄TFHvJ |
WP 2.1 |
V XX+ X ------------ | |
|
造单位代码一 |
.. 制造単位代号 |
mu— B | |
|
S X. X *' —* ■ * …β^β^^^β~ | |||
|
被用年限 |
8Y |
GB/T 5842 | |
|
同座爆纹规格 |
制造年月一达 | ||
|
气瓶頃号- |
—XXX XX XXX XXXX |
XXXX ×X-×X×X. XX --- |
—到使用年限8年 |
|
人员密集的室内禁用 |
的年月 | ||
注1.上述各项目位置可调整.
注2: LPG表示充装的介质.
注3:气瓶编号用阿拉伯数字表示,由3位气瓶制造单位数字代码、2位气瓶制造年份数字代码(年份数字的末 2位)、7位制造单位某一年份制造气瓶的数字序号(数字序号不足7位时,前面加0补齐)等12位数字有序 组成.
图A.1气瓶钢印标志示意图
15
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
附录B
(资料性) 气瓶安全使用提示
气瓶安全使用提示见图B.I.
气瓶安全使用提示
1.气瓶必须保持直立使用.
2.气瓶放置地点不应位于人员密集的室内,与热源和明火保持1 m以上的距离。
3.瓶阀出口螺纹为左旋(宜阀为直插式).安装调压器时,应检查调压器是否超过使用有效 期、密封圈是否完好无损,调压器拧紧后,应用肥皂水检查调压器与瓶阀连接处,不应漏气.
4.发现液化石油气泄漏时,应立即打开门窗通风散气,不可点火,不应开关电器设备或使用 电话,以防引起燃爆火灾事故.
5.严禁用任何热源对气瓶加热。
6.严禁用户自行处理瓶内残液。
图B.1气瓶安全使用提示
16
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
附录C
(资料性) 产品合格证格式
产品合格证内容见图C.1〜图C.3.
××××××××× (气瓶制造企业名称)
液化石油气钢瓶 产品合格证
气瓶型号
气瓶编号
制造年 月
制造许可证号
瓶阀制造企业名称
本产品的制造符合GB" 5842和设计图样的 要求,经检验合格。
检验责任人(章) 检验专用章
年 月 年 月
注:规格要统一,合格证尺寸为150 mm× 100 mm
S C.1产品合格证格式(正面)
17
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
18
充装介质 最大充装量kg 气瓶质量kg 气瓶公称容积L 瓶体材料 瓶体设计壁厚mɪn 水压试验压力MPa 气密性试验压力MPa 热处理方式
检验员签章
图C2产品合格证格式(背面)
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
气瓶使用说明
1.气瓶的充装、贮运、使用和检验应严格遵守《气瓶安全技术规程》的规定。
2.气瓶必须保持直立使用.
3.气瓶放置地点不应位于人员密集的室内,与热源和明火保持1 m以上的距离.
4.瓶阀出口螺纹为左旋(直阀为直插式)。安装调压器时,应检查调压器是否 超过使用有效期、密封圈是否完好无损.调压器拧紧后,应用肥皂水检查调压器 与瓶阀连接处,不应漏气.
5.发现液化石油气泄漏时.应立即打开门窗通风散气,不可点火,不应开关电 器设备或使用电话,以防引起燃爆火灾事故.
6.出现火灾事故时,应立即关闭瓶阀,并将气瓶转移至室外空旷处,以防爆炸.
7.严禁用任何热源对气瓶加热.
8.严禁私自更改气瓶的钢印标志或颜色。
9.严禁气瓶超量充装.
10.严禁将气瓶内的气体向其他气瓶倒装.
11.严禁用户自行处理瓶内残液.
12.气瓶的设计使用年限为8年.
图C3气瓶使用说明书
19
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
附录D (资料性) 质■证明书格式
批量质量证明书格式见图D.1、图D.2。
××××××××× (气瓶制造企业名称)
液化石油气钢瓶
批量检验质量证明书
气瓶名称及型号
盛装介质
图 号
出厂批号
制造年 月
制造许可证编号
本批气瓶共只,经检验符合GB" 5842的要求,是合格产品。
监督检验专用章 制造企业检查专用章
年 月 年 月
制造企业地址:
联系电话:
注:规格要统一,质量证明书尺寸为150 mmX100 mm.
图D.1批■质■证明书(正面)
20
学兔兔WWW. bzfxw. com标准下载
GB/T 5842—2022
1.主要技术数据
公称容积 L 公称工作压力 MPa
气瓶外直径 mm 水压试验压力 MPa
瓶体设计壁厚 mm 气密性试验压力 MPa
2.试验瓶的测量
|
试验瓶号 |
容积/L |
质量/⅛ |
最小实测壁厚/tnm | |
|
简体或封头直边部分 |
封头曲面部分 | |||
3.主体材料化学成分 %
|
项目 |
牌号 |
C |
Si |
Mn |
S |
P |
Nb |
V |
Ti |
|
质保书 | |||||||||
|
复验值 | |||||||||
|
标准规定值 |
WR 2 |
≤0. 35 |
0.7~ 1. 50 |
≤0.012 |
≤0.025 |
W0.05 |
≤0.1 |
≤0.06 | |
备注:W(Nb)+w(V)W0∙ 12%, MAlI)30.020%
4 .焊接材料
|
煙鋭牌号 |
焊姓直径Zmm |
焊剂牌号 |
5.气瓶热处理
方 法 口正火 口去应力退火 加热温度 C
保温时间 s 冷却方式 口空将 口炉冷
6.焊缝射线检测
焊缝射线检测结果符合GBrΓ 5M2θ
7∙力学性能试验
|
试板编号 |
抗拉强度 RazrMPa |
断后伸长率 4% |
弯曲试验 | |
|
面弯 |
背弯 | |||
图D.2批■质■证明书(附页)
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
22
8∙水压爆破试验
|
试验瓶号 |
爆破压力/MPa |
开始塑变的压力/MPa |
容积变形率/% |
9.试验用瓶
返修部位(简图)
爆破口位置(简图)
质量检验员专用章
图D.2批■质量证明书(附页)(续)
学兔兔 www.bzfxw.com 标准下载
GB/T 5842—2022
参考文献
LU GB 11174液化石油气
学兔兔WWW. bzfxw. com标准下载

码上扫一扫正版服势到
,%*♦

中华人民共和国
国家标准
液化石油气钢瓶
GB/T 5842—2022
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(IOOo29) 北京市西城区三里河北街16号(IoOo45)
网址 www.spc.net.cn
总编室:(010)68533533 发行中心 “010)51780238 读者服务部:(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
开本880X1230 1/16 印张1.75 字数54千字
2022年3月第一版2022年3月第一次印刷
书号:155066 • 1-69936 定价 34. 00 元
如有印装差错由本社发行中心调换 版权专有侵权必究 举报电话;(OI0)68510107
学兔兔www・ bzfxw. com标准下载