JB
中华人民共和国机械行业标准
焊接、切割及类似工艺用 气瓶减压器安全规范
1994 - 09- 08 发布
1995 - 05 - 01 实施
中华人民共和国机械工业部发布
中华人民共和国机械行业标准
JB 7496-94
焊接、切割及类似工艺用气瓶减压器安全规范
1主题内容与适用范围
本标准规定了焊接、切割及类似工艺用气瓶减压器保障安全方面的材料、技术要求、试验方法及•喩收 规则等方面的强制性要求。
本标准适用于焊接、切割及类似工艺用单级和双级气瓶减压器(以下统称减压器)。
本标准用于对减压器产品进行出厂检验、型式检验或其它有关国家抽检时,必须与推荐性标准 GB7899-87配合使用。
2引用标准
GB7899-87焊接、切割及类假工艺用气瓶减压器
3术语、符号
本标准所用术语符号按GB7899-87的规定。
4材料
4.1与乙快或具有类似化学特性的气体接触的材料其含铜量应不超过70%(m∕ m)。当使用银铜焊料和 铜焊合金时,填充金属的焊接厚度应不超过O∙ 3mm,并且焊料中含银量应不超过43%(m/m),含铜量 应不超过21%(m / ∞)o
注:%(ιn/ m)表示质量百分比。
4.2所有与氧气接触的零件应无油脂。
5技术要求
5.1机械强度
5. 1.1结构强度
减压器的高压室和低压室在承受表1规定压力下,持续5min的水压试验后应无永久变形。
表 1 MPa
|
高压室 |
低 压 室 | |
|
P2<l 时 |
Pz 7 1 时 | |
|
30 |
3 |
6 |
机械工业部1994-09-08批准
1995-05-01 实施
JB ,496-94
5.1 .2安全性
减压器的低压室或两级减压器的中间室在与先有高压气体的气瓶直接连通时,対额定进口压力为 15MPa的减压器,高压气体应能补截止或安全排放,对额定进口压力小于3MPa的减压器,高压气体应 能被截止。
5.2安全排放装置
額定进口压力为15MPa的减压器应带有安全排放装置,安全排放装置应满足以下规定。
a.出口压力不大于1.3pz时应密封;
,出口压力大于1.3p?且小于安全排放压力时应能排气;
c.安全排放流量应不小于减压器的额定流量Qi。
5.3燃爆安全性
氧气减压器的全部零件装配前应清除油脂,装配后应能承受20次额定进口压力氧气的连续冲击而 不起火和出现类似烧焦的内部损坏。
5.4压力表
5.4.1标志
测量氧气压力的压力表标度盘上,应标明红色"禁油"字样或如下禁油标志。
5.4.2能量释放
当弹簧破裂时,压力表背面排气孔应能使泄漏气体向离开压力表正面方向排放,压力表玻璃应无损 坏。
6试验方法
6.1试验条件
试验应在20 ±5公的条件下进行,当不能满足该条件时.应将测得的气体体积流量换算为201时的 体积流量。
6.1.1对试验装置总的要求
试验装置的所有管路以及控制流量的阀门通径必须大于被测减压器的进口通径。
6.1.2试验用气体
试验一般需用无油脂的空气或氮气,氧气减压器可用氧气试验。
当试验用气体与减压器工作时的气体不一致时.测得的流量应按附录A(补充件)的规定进行气体流 量转换。
6. 1.3流量测量
测量气体体积流量的仪表精确度等级应不低于2. 5级。
6.1.4压力测量
测量压力的仪表精确度等级应不低于1.0级。
6.2机械强度试验
6.2 L结构强度试验
2
J8 7496-94
将减压器的安全排放装置及压力表的安装孔用螺塞堵住.用金属片取代减压器的膜片,按表1规定 的压力对低压室和高压室进行5min水压试验,然后检验尺寸及形状应无变化。
6.2.2安全性试验
将减压器的安全排放装置及压力表的安装孔用螺塞堵住.使进口压力为Ph出口压力为6,封闭进 □.通过出口给低压室逐渐施加一平稳升高的压力直至p..试验过程中額定进口压力小于3MPa的减压 器应无泄漏现象, 额定进口压力为15MPa的减压器其弹簧盖应能承受这个压力且内部应无碎片飞出。 6.3安金排放装置试验
试验可以在减压器上进行也可以在专用设备上迸行。在减压器上进行时应打开或拆除减压器的阀 门。
试验时通过进口给安全排放装置施加一气源压力至L 3pz,用捡漏溶液检查应无气泡出现。继续增压 至安全排放装置开始出现气泡,记录此时的压力,此压力应小于Prv。再增压至安全排放装置完全打开,測 定此时排放出的流量.如小于Q1时,可继续增高压力至Prv,再测Qrvo降低压力直至安全排放装置关闭. 此时的压力应大于p2o 6.4燃爆安全性试验
试验采用如图1(示意图)的装置进行。快开阀的孔径应不小于3mm.其与被测减压器的连接管路应 尽可能短。试验时应完全松开减压器的调节手柄,使减压器处于关闭状态.试验压力从大气压力上升到ps 值的时间为20ms.试验气源采用进口压力为pi,纯度不低于99. 5% (体积百分比) 的工业用气态氧(无 氢),并预热至60 ±3C。从进口送入氧气产生的压力激波選行冲击,每次冲击持续IOs,冲击间隔30s.每 组试验共进行20次冲击,间隔期内试验压力应由怏升阀泄至大气压,每组试验中压力的下降不得大于Pl 值的3%。
对双级减压器还应试验第一减压室。
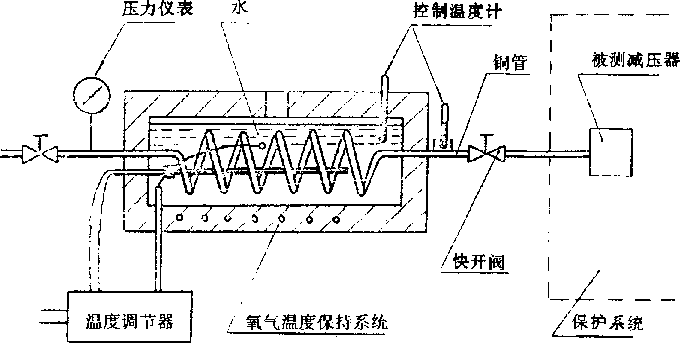
加热系统
图1燃爆试验■装置(示意图)
6.5压力表检验
6.5. ɪ标志检验
目测检验。
6. 5. 2能量释放试験
将压力表接上气源,使之储备能量E = pV,然后在表壳内骤然排气,排气时气源气体应连续补充" 其中:p——压力表1.5倍测量范围上限值,若计算值小于4MPa时.取4MPa.
V -一压力表弹簧管容量近似值。
3
JB 7496-94
注:如果在压力表进气端用一瓜力宜拽拟弹簧管.则压力在接头的进气孔直径应不小于5mm,
7验收规则
7. 1出厂检验
减压器应按本标准第5.2.a及5, 2. b条要求逐台进行检验,检验合格才能出厂。若检验不合格,判该 减压器为不合格品,不能出厂。
7.2型式检验
7.2.1检验项目
在下列情况下,减压器应按本标准全部技术要求进行型式检验。
a.新产品试制定型;
b.设计、工艺或使用材料的改变影响减压器性能时;
c.经常生产的减压器定期抽查;
d.停止生产一段时间的减压器,再次生产时。
7.2.2抽样及判定规则
对第7.2.1条a、b两种情况,型式检验抽取四台减压器,每台减压器的每个检验项目均应合権。对 7. 2. 1条c、d两种情况.型式检验应从出厂检验合格的产品中随机抽取四台减压器,若每台减压器的每 个检験项目均合格则判该批产品为合格品,否则判该批产品为不合格简。
4
JB 7496-94
附录A
试验用气体的流量转换 (补充件)
Al试验气体与工作气体不一致时测得的流量按式(AI)进行转换:
(Al)
式中:QX..工作气体的流量,π?/ h;
Q--测得试验用气体的流量.m?/h;
K--转换系数,其值见表Al
表Al
|
试验气体 |
转 |
換 |
系 |
数 |
K | ||||
|
空气 |
氧气 |
氮气 |
氣气 |
氢气 |
氮气 |
乙块 |
二^⅛碳 |
丙烷 | |
|
空气 |
] |
0.950 |
1.02 |
0.852 |
3.810 |
2.695 |
1.050 |
0.809 |
0.802 |
|
飯气 |
0.983 |
0.930 |
1 |
0.837 |
3.750 |
2.650 |
1.030 |
0.795 |
0.789 |
注:转换余数是指标准状况下,即环境温度为20Ε,大气压力为0.1013MPa时的值。
附加说明:
本标准由西安工业自动化仪表研究所提出并归口。
本标准由西安工业自动化仪表研究所负责起草。
本标准主要起草人:张战旗、王金亿、胡鹤馨、刘清明、王学孟、康誉。
5
JB 7496194
中 华人民 共和国
机裁行业标准
焊接、切割及类修工艺用
\瓶减压器安全规范
JB 7496-94
*
机裁工业/仮壽仪叁•嫁合技求■餃济研究所出版 北京机繊企龄印刷服务/纤眉
机犠工业号仪考仪表综合技来经济研究游爱行
1995 4 9月第一板 1995年9月第一次却桐
年教:250册
工本會:7.00元