ICS 71.120;83.200
CCS C 95
OB
中华人民共和国国家标准
GB/T 22530—2022
代替 GB 22530—2008
橡胶塑料注射成型机安全要求
Safety requirements for rubber and plastics injection moulding machines
(ISO 20430:2020. Plastics and rubber machines—
Injection moulding machines—Safety requirement, MOD)
2022-12-30 发布
2023-07-01 实施
国家市场监督管理总局 国家标准化管理委员会
GB/T 22530—2022
目 次
前言........................................................................................................................m
1 范围.....................................................................................................................1
2规范性引用文件......................................................................................................1
3术语、定义和缩略语...................................................................................................3
3.1术语和定义......................................................................................................3
3.2 缩略语............................................................................................................8
4安全要求和/'或保护/风险降低措施 ..............................................................................9
4.1 基本要求.........................................................................................................9
4.2模具区域.........................................................................................................13
4.3合模机构区域或动模板后面区域...........................................................................23
4.4模具区域和/或合模机构区域外的中子和顶出杆以及它们的驱动机构运动的区域............23
4.5 喷嘴区域.........................................................................................................24
4.6 注射装置区域...................................................................................................25
4.7制品下落区域...................................................................................................26
4.8非特定区域的危险的安全要求和/或保护措施.........................................................27
4.9特殊机器设计相关的安全要求和∕'或保护措施.........................................................29
5安全要求的验证和/或风险防护/降低的措施..................................................................32
6使用说明...............................................................................................................33
6.1 总体要求.........................................................................................................33
6.2使用说明书......................................................................................................33
6.3 标i己...............................................................................................................36
6.4 警告标志.........................................................................................................37
6.5警告装置.........................................................................................................37
附录A (资料性)重要的危险.......................................................................................38
附录B (规范性)I型保护 ..........................................................................................46
B.l I型保护.针对液压轴的活动式防护装置...............................................................46
B.2 I型保护,针对电动轴的活动式防护装置...............................................................47
B.3 I型保护,针对液压轴的光幕..............................................................................51
B.4 1型保护,针对电动轴的光幕..............................................................................53
附录C (规范性)口型保护 ..........................................................................................56
C.l U型保护.针对液压轴的活动式防护装置 ...............................................................56
C.2 口型保护.针对电动轴的活动式防护装置 ...............................................................57
C.3 U型保护,针对液压轴的光幕..............................................................................62
GB/T 22530—2022
C.4 II型保护.针对电动轴的光幕 ..............................................................................63
附录D (规范性)Ul型保护..........................................................................................67
Γλl nI型保护,针对液压轴的活动式防护装置 ...............................................................67
D.2 ED型保护,针对电动轴的活动式防护装置 ...............................................................75
D.3 DI型保护.针对液压轴的光幕 ..............................................................................93
D.4 Ul型保护.针对电动轴的光幕 ..............................................................................95
附录E(规范性)确认系统..........................................................................................102
E.1 单一确认系统 ................................................................................................102
E.2 双重确认系统 ................................................................................................102
附录F (规范性)模具区域使用双手操纵装置 ...............................................................103
F.1 总体要求 ......................................................................................................103
F.2 双手操纵装置针对液压轴 .................................................................................103
F.3 双手操纵装置针对电动轴 .................................................................................105
附录G (规范性)模板的运动使用比例阀控制...............................................................112
G.1 设计............................................................................................................112
G.2操作模式......................................................................................................112
附录H (规范性)噪声试验规程 .................................................................................113
H.1 概述............................................................................................................113
H.2在操作位置上A计权发射声压级的测量...............................................................113
H.3 A计权声功率级的测定 ....................................................................................113
H.4 噪声测量的安装和固定....................................................................................114
H.5 运行工况......................................................................................................114
H.6 记录的信息...................................................................................................115
H.7测试报告的信息.............................................................................................116
H.8 噪声发射数值的公告和验证..............................................................................116
附录1(资料性)警告标志、禁止标志和指令标志 ............................................................118
参考文献..................................................................................................................121
Q
GB/T 22530—2022
前 言
本文件按照GB/T 1.1-2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定 起草。
本文件代替GB 22530-2008《橡胶塑料注射成型机安全要求》,与GB 22530-2008相比.除结构调 整和编辑性改动外.主要技术变化如下:
a) 增加 r术语和定义(见 3.1.1~3.1.4、3.1.6〜3.1.8、3.1.14、3.1.16、3.1.19〜3.1.21、3.1.23〜 3.1.26 );
b)更改 r术语和定义(见 3.1.5,3.1.9-3.1.13,3.1.15,3.1.17,3.1.18,3.1.22,2008 年版的 3.1-3.6,3.9~3.11)s
c)更改r旋转式机器示意图[见图1.2008年版的图la)、图Ib)];
d)更改r滑板往复机示意图(见图2,2008年版的图2);
e)更改r转台机示意图(见图3.2008年版的图3);
f)更改r带活动注射装置的多工位机器示意图[见图4和图5.2008年版的图4a)和图4b)];
g)增加了启动、停止和复位功能(见4.1.2);
h)更改r对急停的具体安全要求(见4.1.3,2008年版的5.1.2,5.4.7.1)i
i)更改了对固定式防护装置的安全要求(见4.1.4,2008年版的5.1.4)!
j)更改了对安全装置的描述(见4.1.4〜4.1.7,2008年版的5.1.3〜5.1.5);
k)更改了自动监控的要求(见4.1.8.2008年版的5.4.7.7);
1)更改了生产过程中出现的重力所致运动的要求(见4.1.9.2008年版的5.4.7.8);
m)更改了针对模具区域的操作侧的具体安全要求(见4.2.1,2008年版的5.3.1.1.1.5.4.7.2);
n)更改了针对模具区域的非操作侧的具体安全要求(见4.2.2,2008年版的5.3.1.1.2);
o)更改了针对模具区域的合模运动以外的运动造成的危险的安全要求(见4.2.3,2008年版的 5.3.1.1.3.5.4.7.3~5.4.7.6)?
P)增加了带控制功能的防护装置的使用的具体安全要求(见4.2.4);
q)更改了对模具区域热危险的安全要求(见4.2.5.2008年版的5.3.1.2)!
r)更改了对带有卜一行模板的机器的安全要求(见4.2.6,2008年版的5.4.3);
S)更改了对模具区和联锁防护装置或光幕之间的区域可人体全身进入的机器的附加要求(见 4.2.7,2008 年版的 5.4.1);
t)更改了对可人体全身进入模具区的机器的附加要求(见4.2.8.2008年版的5.4.2)i
U)更改了合模机构区域或动模板后面区域的安全要求(见4.3,2008年版的5.3.2);
V)增加了带有上行模板的机器的附加安全要求(见4.3.2);
w)增加了对于使用曲肘连杆介模机构机器的附加要求(见4.3.3);
X)更改了针对模具区域和/'或合模机构区域外的中子和顶出杆以及它们的驱动机构运动的区域 的安全要求(见4.4.2008年版的5.3.3.5.4.7.6);
y)更改了针对喷嘴区域、注射装置区域和制品下落区域的安全要求(见4.5-4.7,2008年版的 5.3.4~5.3.6、5.4.7.3~5.4.7.5);
Z)更改了软管的要求(见4.8.1 .2008年版的5.2.1);
aa)更改了压力流体释放的要求(见4∙8.2∙2OO8年版的5.2.1.2);
In
GB/T 22530—2022
hb)增加「调试和维护保养时的要求(见4.8.3);
cc)更改了电气和电磁干扰的要求(见4.8.4.2008年版的5.2.2、5.4.7.9〉;
dd)更改了热危险的要求(见4.8.5,2008年版的5.2.3) i
ee)更改了噪声的要求(见4.8.6,2008年版的5.2.4);
ff) 更改了气体、烟和粉尘的要求(见4.8.7.2008年版的5.2.5);
gg)更改r滑倒、绊倒和跌落的要求(见4.8.8,2008年版的5.2.6);
hh)增加了液压和气动系统的安全要求(见4.8.9);
ii) 更改了动力操作式防护装置的安全要求(见4.8.10,2008年版的5.2.1、5.4.1、5.4.2);
jj) 增加r螺杆∕柱塞的前进动作意外中断的要求(见4.8.11〉;
kk)更改了滑板往复机、转台机和旋转式机器的安全要求(见4.9.1,2008年版的5.4.4、5.4.5);
11) 更改了带有活动注射装置的多工位机器的安全要求(见4.9.2,2008年版的5.4.6);
mm)增加了微发泡注射成型机的安全要求(见4.9.3);
nn)增加了注射装置正对着操作位置的机器的附加要求(见4.9.4〉;
Oo)更改了安全要求的验证和∕或风险防护/降低的措施(见第5章,2008年版的第6章);
PP)更改了说明V的使用说明(见第6章.2008年版的第7章);
qq)增加r使用说明的总体要求(见6.2.1);
rr)增加了使用说明中急停的要求(见6.2.2);
SS)更改了使用说明中全系统停机性能的要求(见6.2.3.2008年版的7.1.9);
tt)增加了停止时间的要求(见6.2.4);
uu)增加了光幕的要求(见6.2.5);
VV)增加r模具及其扩展件的要求(见6.2.6);
ww)增加了中子和顶出杆的运动的要求(见6.2.7);
XX)增加了带有曲肘连杆机构的机器的要求(见6.2.8);
yy)增加了有上行或下行模板的机器的要求(见6.2.9);
ZZ)增加了模具区域的热危险的要求(见6.2.10〉;
aaa)增加广立式机上的维修保养作业(见6.2.11〉;
bbb)增加了人体全身可进入的机器的要求(见6.2.12);
ccc)增加了模具区的存在感应装置的要求(见6.2.13);
ddd)更改了注射装置的要求(见6.2.14.2008年版的7.1.1);
eee)增加了注射装置正对着操作位置的机器的要求(见6.2.15);
fff> 增加r中断螺杆/柱塞的前进运动的要求(见6.2.16);
ggg)增加了调试和维修保养的要求(见6.2.18);
hhh)更改了排气系统的要求(见6.2.19,2008年版的7.1.3);
iii) 增加r安全的年固定进入设施的要求(见6.2.20);
jjj) 更改了进人位置和工作位置的要求(见6.2.21,2008年版的7.1.7);
kkk)增加r微发泡注射成型的要求(见6.2.22);
HD 增加了液压系统清洗的要求〈见6.2.23);
mmm)更改了噪声的要求(见6.2.24,2008年版的7.1.2);
nnn)增加「使用双于•操纵装置时的喷溅危险的要求(见6.2.25);
ooo)更改了标记的要求(见6.3,2008年版的7.2〉;
PPP)增加了警告标志(见6.4);
N
GB/T 22530—2022
qqq)增加广警告装置的要求(见6.5);
rrr)更改了模具区域的要求(见表Λ. 1.2008年版的4.2.1);
SSS)更改了合模机构区域或动模板后区域的要求(见表A.2.2008年版的4.2.2);
ttt) 更改了模具区和合模机构区外的中子和顶出杆及其驱动机构运动区域的要求(见表A.3, 2008 年版的 4.2.3);
UUU)更改r喷嘴区域的要求(见表A.4,2008年版的4.2.4);
WV)更改了注射装置区域的要求(见表A.5,2008年版的4.2.5);
WWW)更改了制品下落区域的要求(见表A.6,2008年版的■4.2.6);
XXX)增加广机器非特定区域的要求(见A.7);
yyy)更改了 I型保护.针对液压轴的活动式防护装置的安全要求(见B.1,2008年版的5.1.3.1);
ZZZ)更改了 I型保护.针对电动轴的活动式防护装置的安全要求(见B.2,2008年版的C.4、C.5〉; aaaa)增加了 1型保护,针对液压轴的光幕的安全要求(见B.3); bbbb)增加了 I型保护.针对电动轴的光幕的安全要求(见B.4);
cccc)更改了 n型保护,针对液压轴的活动式防护装置的安全要求(见C.l,2008年版的5.1.3.2); dddd)更改了 U型保护,针对电动轴的活动式防护装置的安全要求(见C.2,2008年版的C.6、 C.7);
eeee)增加了 U型保护,针对液压轴的光幕的安全要求(见C.3);
(Hf) 增加了 0型保护•针对电动轴的光幕的安全要求(见C.4);
gggg)更改了 In型保护.针对液压轴的活动式防护装置的安全要求(见D.1,2008年版的5.1.3.3); hhhh)更改了 ID型保护,针对电动轴的活动式防护装置的安全要求(见D.2,2008年版的C.I〜 C.3);
iiii) 增加了 In型保护.针对液压轴的光幕的安全要求(见D.3);
jjjj> 增加了 ID型保护,针对电动轴的光幕的安全要求(见D.4);
kkkk)更改了单一确认系统的安全要求(见E.1,2008年版的附录B);
1111) 增加了双重确认系统的安全要求(见E.2);
mmmm)增加「模具区域使用双手-操纵装置的安全要求(见附录F);
nnnn)增加了模板的运动使用比例阀控制的安全要求(见附录G);
oooo)增加了噪声试验的规程(见附录H);
PPPP)增加了安全标志、禁止标志和指令标志(见附录I);
qqqq)删除了注射成型机与辅助设备的相互作用而造成的附加危险(见2008年版的4.4);
rrrr)删除「使用信息之辅助设备(见2008年版的7.1.4);
SSSS)删除了使用信息之锁定开关(见2008年版的7.1.5);
tttt) 删除了使用信息之磁性夹模装置(见2008年版的7.1.8);
UUUU)删除「实用信息之停止制动器(见2008年版的7.1.10).
本文件修改采用ISO 20430:2020《塑料和橡胶机械注射成型机安全要求》。
本文件与ISO 204 30:2020相比做:下述结构调整:
——附录E对应ISO 2O43O≡2O2O中的附录F;
——附录F对应ISO 20430:2020中的附录E;
——附录H对应ISO 20430:2020中的附录I:
——附录I对应ISO 20430:2020中的附录Ho
本文件与ISO 20430 : 2020的技术差异及其原因如下:
V
GB/T 22530—2022
——增加引用r GB/T 36587—2018(见第3章引导语),以适应我国的技术条件.提高可操作性;
—— 用规范性引用的我国文件替换了国际文件•以适应我国的技术条件,提高可操作性:
• 用 GB/T 19436.1 2013 替换/ IEC 61496-1:2012(见 3.2、4.1、4.2、4.7、4.9、附录 B、附录 C、附录D),两个文件之间没有一致性对应关系;
•用GB/T 19436.2 2013替换了 IEC 61496-2:2013(见4.1).两个文件之间没有一致性对 应关系;
■用GB/T 19670-2005替换了 ISO 14118:2017(见4.1),两个文件之间的一致性程度为 修改;
■ 用GB/T 19436.3—2008替换了 IEC 61496-3:2008(见4.9),两个文件之间没有一致性对 应关系;
• GB/T 19671 2005 替换rIS() 13851:2002(见4.1、4.2`4.9、附录F).两个文件之间的一 致性程度为修改;
• GB/T 3766 2015替换r ISO 4413:2010(见4.8).两个文件之间的一致性程度为修改;
■ GB/T 14374-2000替换了 ISO 4871 : 1996<见附录H),两个文件之间的一致性程度为非 等效。
--更改了"允许中子和/或顶出杆运动的特殊模式"中的在半自动模式下,顶出杆和中子动作的要 求< 见4.2.3.2),以适应我国橡胶塑料注射成型机行业的现状及使用习惯;
--更改了"滑倒、绊倒和跌落危险”中的非固定进入设施的要求(见4.8.8),以适应我国橡胶塑料 注射成型机行业的现状及使用习惯;
——更改了"标记”中的标记的要求(见6.3),以适应我国橡胶塑料注射成型机行业的现状及使用 习惯;
——更改了"警告标志、禁止标志和指令标志”中的部分标志(见附录I).以适应我国橡胶塑料注射 成型机行业的现状及使用习惯;
——增加了"噪声试验规程''中的噪声测试标准中位置的定义(见附录I中的1.2.1).以方便标准的 操作和执行。
本文件做r下列编辑性改动:
——为与现有标痛协调•将标注名称改为《橡胶塑料注射成型机安全要求》;
-用资料性引用的我国文件替换了国际文件:
■ GB/T 12265-2021替换了 ISO 13854:2017(见4.6.1),两个文件的一致性程度为等同;
• GB/T 25078.1 替换了 IS。/TR ∏688-l : 1995 (见 4. 8. 6 ), GB/T 25078. 1—2010 与 1SO/TR 11688-1:1995的一致性程度为等同;
• GB/T 25078.2 替换了 IS。/TR 11688-2 : 1998 (见 4. 8. 6 ), GB/T 25078. 2—2010 与 ISO/TR 11688-2:1998的一致性程度为等同;
• GB/T 3767-2016替换了 ISO 3744 :2010(见附录I中的1.3),两个文件的一致性程度为 等同;
• GB/T 3768-2017替换了 ISO 3746 :2010(见附录I中的1.3),两个文件的一致性程度为 等同。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别专利的责任。
本文件由中国石油和化学工业联合会提出。
本文件由全国橡胶塑料机械标准化技术委员会(SAC/TC 71)归口。
本文件起草单位:海天塑机集团有限公司、余姚华泰橡塑机械有限公司、东华机械有限公司、深圳
Vl
GB/T 22530—2022
领威科技有限公司、广东伊之密精密注压科技有限公司、泰瑞机器股份有限公司、博创智能装备股份有 限公司、阿博格机械(上海)有限公司、德清申达机器制造有限公司、宁波博纳机械有限公司、广东佳明机 器有限公司、宁波海星机械制造有限公司、宁波力劲机械有限公司、震雄机械(深圳)有限公司、宁波华美 达机械制造有限公司、宁波海雄塑料机械有限公司、伯乐智能装备股份有限公司、富强鑫(宁波)机器制 造有限公司、德马格塑料机械(宁波)有限公司、宁波市海达塑料机械有限公司,杭州大禹机械有限公司、 山东通住智能装备有限公司、皮尔磁工业自动化(上海)有限公司、欧姆龙自动化(中国)有限公司、广州 市西克传感器有限公司、莱茵技术(上海)有限公司、北京橡胶工业研究设计院有限公司'大连塑料机械 研究所、国家塑料机械产品质量监督检验中心。
本文件主要起草人:傅南红、朱宁迪、陈剑波、严厚明、刘卓铭、李青、魏建鸿、李崇德、丁兴亚、 周巨栋、励建岳、方来、陈凯定、周长桥、逢鹏博、王舟挺、张卫东、邓俊钧、陈蒙、金敬明、王航军、吴余华、 戴强、颜铭呈、熊言飞、工佳华、吕俊炜、何成、王更新、李香兰、郑吉。
本文件及其所代替文件的历次版本发布情况为:
--2008年首次发布为GB 22530 2008;
一本次为第一次修订。
\1
GB/T 22530—2022
橡胶塑料注射成型机安全要求
1范围
本文件规定了加工塑料和/或橡胶用的橡胶塑料注射成型机的设计和生产的安全要求,给出了机器 安全使用的相关说明。
本文件适用于液压和/或电动驱动模板运动的橡胶塑料注射成型机。
本文件适用于处理在橡胶塑料注射成型机生命周期内(见GB/T 15706-2012中5.4),在正常的使 用过程中由生产制造商可合理预见的误操作情况下.产生的与橡胶塑料注射成型机相关的所有重大危 险,危险状态和危险事件(见附录A)。
本文件不适用于:
-合模装置只能靠操作人员人力操作的机器;
——液压机构只能是手动操作的机器;
——注射吹塑中空成型机;
——反应式橡胶塑料注射成型机;
——模压机和转模机;
—— 直接鞋底成型机.单元鞋底和鞋类部件橡胶塑料注射成型机.全鞋和靴子成型机;
——排气系统的设计;
——模具的设计和组装。
注:模具和排气系统不属于机器的一部分。
2规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文 件,仅该日期对应的版本适用于本文件;不注日期的引用文件.其最新版本(包括所有的修改单)适用于 本文件。
GB/T 3766 2015液压传动 系统及其元件的通用规则和安全要求(ISO 4413:2010,MOD)
GB/T 5226.1-2019机械电气安全 机械电气设备 第1部分:通用技术条件(IEC 60204-1 :
2016.IDT)
GB/T 5563-2013橡胶和塑料软管及软管组合件静液压试验方法(ISO 14O2:2OO9,IDT)
GB/T 7932-2017 气动 对系统及其元件的一般规则和安全要求(IS。4414:2010.1DT)
GB/T 8196-2018机械安全防护装置固定式和活动式防护装置的设计与制造一般要求
(ISO 1412Oi2O15.1DT)
GB/T 9574-2017橡胶和塑料软管及软管组合件验证压力、爆破压力与最大工作压力的比率 (ISO 7751:2016,1DT)
GB/T 12668.501-2013 调速电气传动系统 第5-1部分:安全要求 电气、热和能量 (IEC 61800-5-1 :2OO7.IDT)
GB/T 14048.13 2017低压开关设备和控制设备第5-3部分:控制电路电器和开关元件在故
障条件下具有确定功能的接近开关(PDDB)的要求(IEC 60947-5-3:2013.1DT)
GB/T 22530—2022
(;B/T 14374—2000声学 机器和设备噪声发射值的标示和验证(IS() 4871 :1996,EQV)
GB/T 15706—2012机械安全设计通则风险评估与风险减小(ISOI2100:2010,IDT)
GB/T 16754 2021机械安全急停功能设计原则(1S() 13850:2015.1DT〉
GB/T 16855.1-2018机械安全 控制系统安全相关部件 第1部分:设计通则< ISO 13849-1 :
2015.IDT)
GB/T 16855.2—2015
2012,1DT)
GB/T 17248.2 2018
机械安全 控制系统安全相关部件 第2部分:确认(ISol3849-2:
声学机器和设备发射的噪声在一个反射面上方可忽略环境修正的近似
自由场测定工作位置和其他指定位置的发射声压级(ISOII20L2010.1DT)
GB/T 17248.3-2018声学机器和设备发射的噪声采用近似环境修正测定工作位置和其他 指定位置的发射声压级(IS() 11202 : 2010.1DT)
GB/T 17248.5-2018声学机器和设备发射的噪声采用准确环境修正测定工作位置和其他 指定位置的发射声压级(ISoII204:2010,】DT)
GB/T 17454.1-2017机械安全 压敏保护装置 第1部分:压敏垫和压敏地板的设计和试验通 则(ISO 13856-li2013.1DT)
GB/T 17454.2-2017机械安全压敏保护装置第2部分:压敏边和压敏棒的设计和试验通则 (ISO 13856-2:2013.IDT)
GB/T 17888.1-2020机械安全 接近机械的固定设施 第1部分:固定设施的选择及接近的一 般要求(ISO 14122-1:2016.1DT)
GB/T 17888.2机械安全 接近机械的固定设施 第2部分:工作平台与通道(GB/T 17888.2一
2020.ISO 14122-2:2016.IDT)
GB/T 17888.3—2O2O 机械安全 接近机械的固定设施 第3部分:楼梯、阶梯和护栏
(ISO 14122-3:2016.IDT)
GB/T 17888.4-2020 机械安全 接近机械的固定设施 第4部分:固定式直梯(IS() 14122-4: 2016.IDT)
GB/T 18831 2017机械安全与防护装置相关的联锁装置设计和选择原则(ISO 14119: 2013,1DT)
GB/T 19436.1-2013机械电气安全 电敏保护设备 第1部分:一般要求和试验(IEC 61496-1 : 2008.1DT)
GB/T 19436.2-2013 机械电气安全 电敏保护设备 第2部分:使用有源光电保护装置
(A。PDS)设备的特殊要求(IEC 61496-2:2006.1DT)
GB 19436.3-2008机械电气安全 电敏防护装置 第3部分:使用有源光电漫反射防护器件
(AOPDDR)设备的特殊要求(IEC 61496-3:2001*1DT)
GB/T 19670—2005
GB/T 19671—2005
GB/T 19876 2012
2010,1DT)
GB/T 23821—2009
GB/T 36387—2018
ISO 13732-1 = 2006
机械安全 机械安全 机械安全
机械安全
防止意外启动(IS。14118:2OOO.MOD)
双手操纵装置功能状况及设计原则(ISOl3851 :2002.MOD)
与人体部位接近速度相关的安全防护装置的定位(ISoI3855:
防止上下肢触及危险区的安全距离(ISO 13857:2008, IDT)
橡胶塑料机械术语
热环境的人类工效学人接触表面反应的评估方法第1部分:热表面(Er-
gonomics of the thermal environment Methods for the assessment of human responses to contact
2
GB/T 22530—2022
with surfaces—Part 1 : Hot surfaces)
IEC 618OO-5-2:2O16 调速电气传动系统 第5-2部分:安全要求 功能(AdjUStable speed electrical power drive SyStemS Part 5-2 : Safety requirements Functional)
注:GB/T 12668.502—2013调速电气传动系统 第5-2部分:安全要求 功能(IEC 61800-5-2:2007 JDT)
3术语、定义和缩略语
3.1术语和定义
GB/T 36587—2018和GB/T 15 706—2012界定的以及下列术语和定义适用于本文件。
3.1.1
橡胶塑料注射成型机 rubber and plastics injection moulding machine
由注射、合模等部件组成,以橡胶/塑料为加工原料,具有开合模、锁模、塑化、注射、硫化/定型冷却 和脱模等功能的成型机械。
[来源来B/T 36587 2018,3.5.1]
注1:原料通过注射喷嘴进入带有一个或多个模腔的模具(3.L2)内.然后在模具内形成制件"
注2:橡胶塑料注射成型机基本上由一个或多个合模装置(3.1.6)、一个或多个注射装置(3.1.8)、驱动装置和控制系 统组成。
注3:卧式和立式的橡胶塑料注射成型机的示例见附录A。
3.1.2
模具mould
由2个或多个模块组成,安装在橡胶塑料注射成型机的模板上,用于原料注射进入,可更换的部件。 3.1.3
顶出杆 ejector;ejection pin;ejection bar
在顶出装置上,具有从模具中顶出制件功能的零件。
[来源:GB/T 36587—2018.3,5.23]
3.1.4
中子 core
抽芯
能改变型腔形状.可活动的型芯组件。
[来源:GB/T 36387—2018∙3.5.28」
3.1.5
模具区域mould area
在模板之间安装模具的区域。
3.1.6
合模装置 clamping unit
具有固定模具、实现开合模运动和锁紧模具等功能的装置。
[来源:GB/T 36587—2018,3.5.11]
3.1.7
合模机构区域 clamping mechanism area
使模板移动和/或产生锁模力的机械结构区域。
GB/T 22 5 30—2022
3.1.8
注射装置 injection unit
具有塑化物料、注射等功能的装置。
[来源:GB/T 36587—2018,3.5.12]
3.1.9
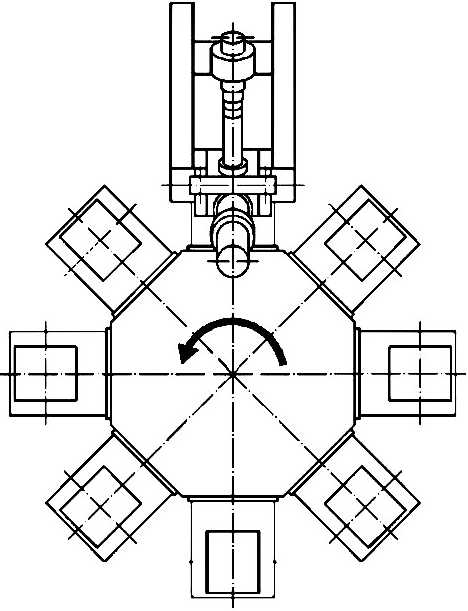
旋转式机器 CarolISel machine
有两个或两个以上合模装置(3∙L6).水平或垂直安装在转台上,并配置一个或多个固定的注射装 置(3丄8)的机器。
注:如图1所示。
图1旋转式机器示意图(不含防护装置)
3.1.10
滑板往复机 shuttle-table machine ; machine with a sliding table/platen
一个或多个模具(3.L2)部件可固定到可滑动台/板上的机器。
注1:模具部件固定在台∕板上.通过平移的方式.在放件.取件位置和注射位置之间往复移动。
注2:如图2所示。
4
GB/T 22530—2022
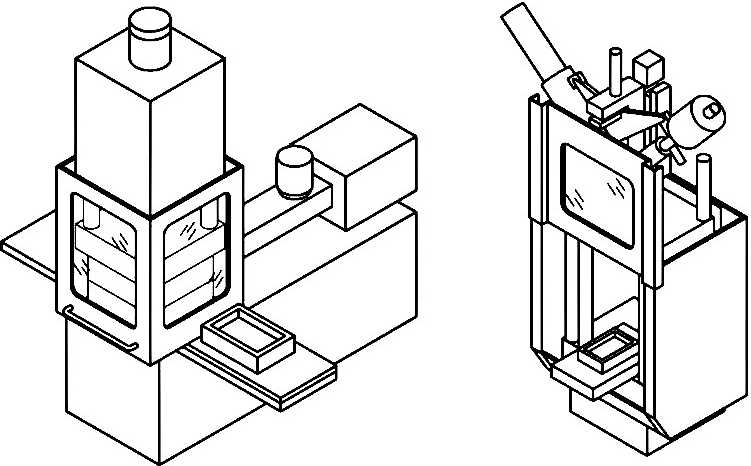
图2滑板往复机(左边图示为双工位,右边图示为单工位)示意图(不含工作台防护装置)
3.1.11
转台机 tum-table machine
一个或多个模具(3丄2)部件可固定到转台上的机器。
注1:模具部件固定在转台上.,通过旋转的方式,在放件/取件位置和注射位置之间移动。
注2:如图3所示"
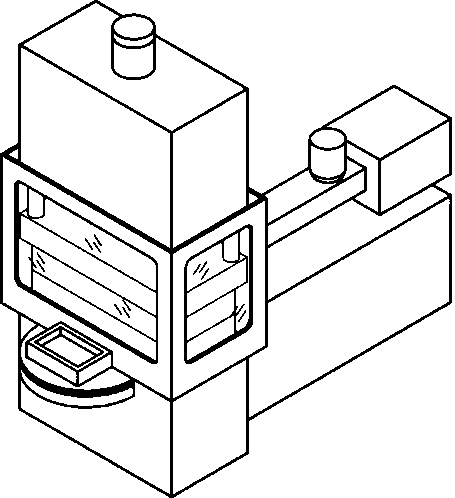
图3转台机示意图(不含转台防护装置)
GB/T 22 5 30—2022
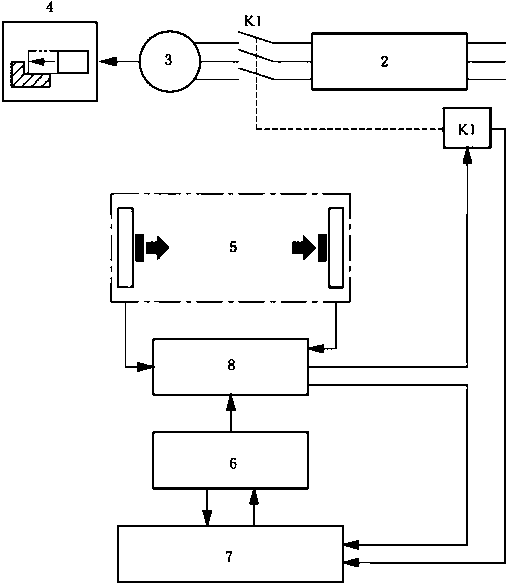
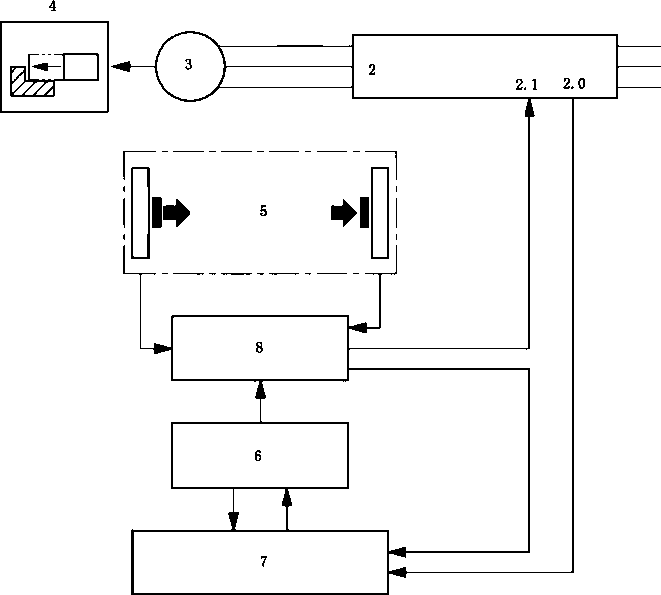
3.1.12
带活动注射装置的多工位机器 multi-station machine with mobile injection unit
由一个可移动的注射装置(3∙1.8)和两个或多个固定的合模装置(3丄6)组成,且注射装置可在合模 装置间切换的机器。
注:如图4和图5
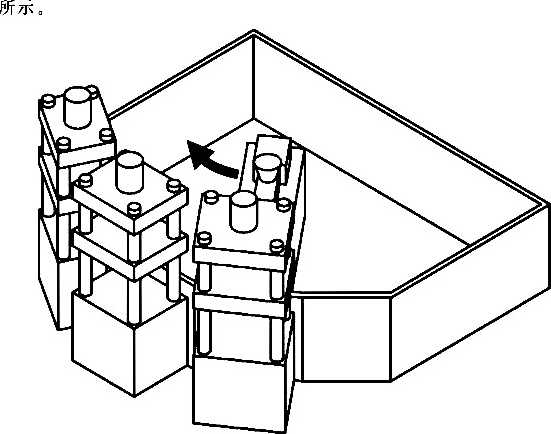
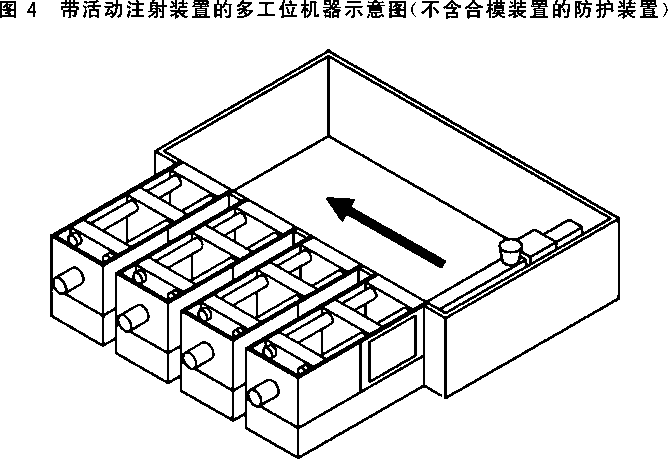
图5带活动注射装置的多工位机器示意图(包含合模装置的防护装置)
3.1.13
辅助设备 ancillary equipment
与橡胶塑料注射成型机(3.1.1)交互工作的设备。
注:如取件和放件设备、机械手、换模设备、模具夹紧系统或者输送带。
3.1.14
微发泡注射成型 CellUIar foam injection moulding
在熔融原料中含有发泡气体或发泡剂的颗料,以获得微孔结构的产品的注射成型工艺。
6
GB/T 22530—2022
3.1.15
电动轴 electrical axis
由电气动力直接驱动的运动轴。
3.1.16
液压轴 hydraulic axis
由液压动力直接驱动的运动轴。
3.1.17
停止 standstill
机器的其中一个部件处于静止状态。
注:停止、安全停止(3.L18)、停车(3丄19)、安全停车(3.L20)和全系统停机性能(3.1.21)之间的关系见图6。
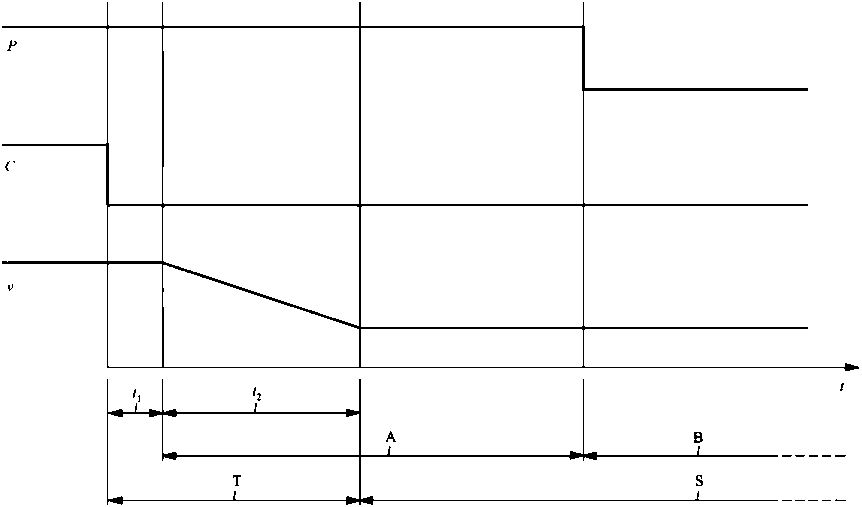
标引序号说明:
P--致动器的动力源:
C--命令(急停装置的致动、光幕的中断、联锁防护装置的打开等):
0--危险运动的速度;
■ ...时间:
门--传感器/‘致动装置和控制系统的响应时间;
∕2--终止机器危险运动所需的最大停车时间:
T——全系统停机性能;
S--停止;
A—-安全停车:
B—-安全停止。
图6关于停止和安全停止、停车和安全停车以及全系统停机性能的关系
3.1.18
安全停止 safe standstill
能防止意外启动的停止(3.L17)。
注:停止、安全停止、停车(3丄19)、安全停车(3.L20)和全系统停机性能(3.1.21)之间的关系见图6。
GB/T 22 5 30—2022
3.1.19
停车 stopping
机器的其中一个部件从减速到停止(3.L17)的过程。
注:停止、安全停止安.1.18)、停车、安全停车安.1.20)和全系统停机性能停.L2D之间的关系见图6。
3.1.20
安全停车safe stopping
可控的停车(3丄19)和接下来的停止(3丄173在此期间能防止危险运动的发生。
注:停止、安全停止(3.1.18)、停车、安全停车和全系统停机性能(3.1.21)之间的关系见图6。
3.1.21
全系统停机性能 OVeraIl system stopping performance
感应功能致动到危险运动停止(3.L17)的时间间隔。
注:停止、安全停止(3.1.18)、停车(3.1.19)、安全停车(3.1.20)和全系统停机性能之间的关系见图6。
3.1.22
安全相关输入 safety related input
电动机控制单元的输入信号.该输入信号能触发与电动轴驱动相关的安全功能。
3.1.23
操作位置 operating position
模具区(∙3.L5)前面的位置,通常为操作人员操作机器站立的位置。
3.1.24
全自动模式 automatic mode
可选的周期性的自动持续运行的操作模式。
[来源来B/T 36587—2018,3.5.59,有修改]
3.1.25
半自动模式 semi-automatic mode
可选的运行一个循环后停止的操作模式。
[来源:GB/T 36587 2018,3.5.60,有修改]
3.1.26
手动模式 manual mode
可选的允许手动触发单个动作的操作模式。
[来源来B/T 36587—2018,3.5.61,有修改]
3.2缩略语
下列缩略语适用于本文件。
AOPD:有源光电保护装置(ACtiVe ()pto-electronic Protective Devices);
AOPDDR:对漫反射敏感的有源光电防护器件(ACtiVE ()PtO-electronic Protective DeViCeS Responsive To Diffuse Reflection);
ESPE:电敏保护设备(ElCClrO-SCnSitiVe Protective Equipment);
PL:性能等级(PerformanCe Level);
PL,:所需性能等级(Required Performance Level);
PLC:可编程逻辑控制器(Programmable Logic Controller) j
SSl :安全停止 KSafe Stop 1);
STC):安全转矩取消(Safe Torque Off )o
8
GB/T 22530—2022
4安全要求和/或保护/风险降低措施
4.1基本要求
4.1.1 一般要求
橡胶塑料注射成型机(以下简称"注射成型机")应符合本章所规定的安全要求和/或保护或风险降 低措施。另外.本章未涉及的相关非重大危险.应按照GB/T 15706 2012的原则进行设计。
保护系统和控制系统安全相关部件应符合:
——附录氏附录C和附录D所规定的I型、Il型和DB型保护。这些附录中给出了最低的安全要 求,无需计算整个系统的PL值,或;
-本文件相关条文中规定的PL,.其中PLr的设计应符合GB/T 16855.1-2018的规定。
注:当应用相关条文中规定的PL时达到的安全等级.已大于或等于应用附录时达到的安全等级。
4.1.2启动、停止和重启功能
4.1.2.1启动功能
运转的启动应在所有安全防护装置全部到位并起作用后进行(见GB/T 5226.1 2019中9.2.3.2)o 机器的启动应通过致动1个专门的启动装置或关闭1个带控制功能的防护装置(见4.2.4)。
4.1.2.2停止功能
4.1.2.2.1正常的停止
机器应安装1个控制装置用以触发停止功能,相关的停止功能应符合GB/T 5226.1-2019中9.2.2 规定的0类或1类的停止功能,并使机器完全停止下来。
4.1.2.2.2可操作的停止
因一些操作原因,如为r更快、更方便地重新启动机器,能提供i个不切断致动器能量供给的停止控制。
在这种情况下.除上述正常停止功能外,当防护装置已就位并发挥作用的情况下,2类停止功能可 用于由防护装置封闭的区域内的移动。当防护装置激活时.0类或1类停止装置应按照相关子条款的 规定生效。
4.1.2.3供电电源的中断或故障后的重启功能
供电电源的中断或故障时,机器不应导致安全功能的丧失。供电电源恢复时,机器不应自动重新启 动(见 GB/T 15706—2012 中 6.2.11.4 和 6.2.11.5)。
4.1.3急停
急停应按照GB/T 5226.1 2019中9.2.2规定的0类或1类的方式进行设计,应确保最快速的 停车。
急停装置应符合GB/T 16754 2021和GB/T 5226.1 2019中10.7规定。急停装置应至少安装 在每一个操作位置。
急停装置致动后.应停止所有的危险运动.并释放液压蓄能器的能量。
除此之外.在急停装置致动后,除非相关动力的保持对防止进一步的危险是必要的,如过热/过压产
9
GB/T 22530—2022
生的塑料原料(如PVc)可能导致降解的危险.应切断下列动力源:
-冷却/加热元件的电源;
--气/水。
见 6.2.2.
4.1.4防护装置
4.1.4.1 -般要求
防护装置的设计应符合GB/T 8196-2018的规定。
距离防护装置、封闭式防护装置和联锁防护装置的安全距离除了本文件中专门给出的,其他的应符 合下列规定:
——GB/T 23821-2009.表1 .越过防护结构触及的安全距离;
——GB/T 23821-2009,表3,弧形触及的安全距离;
——GB/T 23821-2009,表4,通过规则开口触及的安全距离;
-- GB/T 23821 2009.表6,附加防护结构的安全距离;
——GB/T 23821-2009,表7,下肢通过规则形状开口触及的安全距离。
作为GB/T 23821-2009中表1的替换方案.相关的防护结构应按照图7所展示的尺寸进行设计:
--j-≥l 600 mm;且
——a①、C的尺寸应符合GB/T 23821—2009中表1的规定,c=J + r<见图7)。
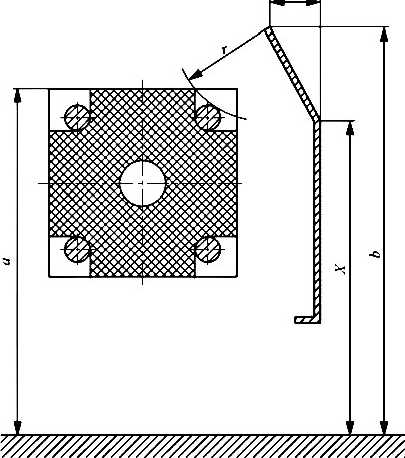
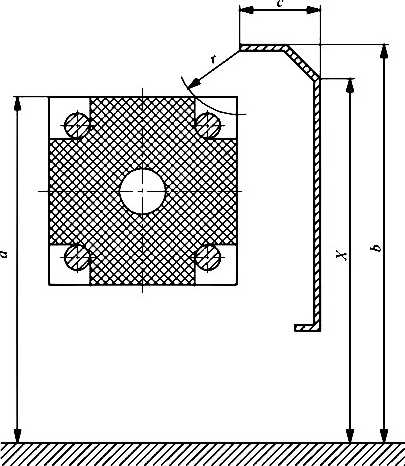
标引序号说明:
。 --危险区的高度:
6—-防护结构的高度;
c ——防护结构到危险区的水平安全距离(GB/T 23821-2009中表1): c'—防护结构的深度;
r —-从防护结构边缘到危险点的最短距离;
H—-地面到防护结构转角的距离。
图7防护装置的替换结构
10
GB/T 22530—2022
除r使用符合4.2.4规定的带控制功能的防护装置以外,联锁防护装置的关闭不应自动启动下一 步动作.应使用1个新的启动命令。
与防护装置相关的联锁装置应符合GB/T 18831—2017的规定,尤其是联锁装置的类型、安装位置 和固定。应避免联锁装置在可合理预见的情况下被弃用。GB/T 18831—2017中3型的联锁装置只能 用于不能被弃用的特殊应用场合。当使用符合GB/T 18831 2017中3型或4型的联锁装置时.应使 用2个独立的电气触头.且均应独立地接入到控制和监控系统。
注:从控制和监控系统到切断装置的连接方法,应根据实际安全等级的要求。
4.1.4.2不带防护锁定的联锁防护装置
不带防护锁定的活动式联锁防护装置应进行定位以满足当活动式联锁防护装置被打开后,全系统 停机性能(T)小于进入时间(,)。
进入时间(r)按式(1)进行计算。
z =—Hg V
式中:
? -进入时间,单位为秒(S);
d--防护装置开口边缘到危险点的最短距离,单位为米(m);
V 一按照GB/T 19876 2012规定的接近速度.取值L6.单位为米每秒(m/s);
% —防护装置打开到开口尺寸允许人体相关部位能进入所需的时间,单位为秒(s〉(见 GB/T 19876 — 2012 第 9 章〉。
对于手动操作的防护装置,%应为:
----0.1 s,或
——根据GB/T 18831-2017中表1.1的作用力进行计算,或
——根据GB/T 19876-2012第9章进行确定。
对于动力操作式防护装置心应根据GB/T 19876—2012第9章进行确定。
在计算或测量全系统停机性能(T)时.在机器的整个生命周期内以及在电源故障的情况下,应包含 下列因素的最坏情况:
--速度;
——质量;
..温度;
—— 阀/接触器的切换时间;
——元器件的老化。
见 6.2.3。
如果使用双通道的结构(控制系统安全相关部件使用出型保护或GB/T 16855.1-2018中的3类 或4类),且通道停止时间的延迟能被检测出来,并能防止下1个循环启动。T的计算可使用2个停止 通道中速度最快的那个。
当M进入时间)<T(全系统停机性能),存在停止危险,其防护装置应采用带防护锁定的联锁防护 装置(见 4.1.4.3)«
注L作为替代方案.可采用机械式的刹车器或同等性能的刹车系统.以满足全系统停机性能,
注2:对于塑化螺杆的转动和注射螺杆或柱塞的直线运动.不存在相关的停止危险。
11
GB/T 22530—2022
4.1.4.3带防护锁定的联锁防护装置
带防护锁定的活动式联锁防护装置.应符合下列所有要求。
——防护锁定装置应符合GB/T 16855.1-2018中6.2.4规定的经验证的元件。该元件应承受至 少1 OOO N.如.当试图打开带防护锁定的防护装置时.保持锁定有效。
——防护锁定装置应保持锁定宜至所有在其保护区域内的危险运动停止。
-一如果合模机构区域采用口型保护或模具区域采用Dl型保护.则停止的检测应安全防止单一故 障。应通过卜列方式之一来实现:
•自动监控2个独立的停止信号,或
■停止信号检测符合PL = d∙或
•对模板的位置变化进行永久自动监控.如采用编码器。
——如果注射装置的运动需要使用防护锁定.且使用I型保护,则停止检测应符合PL,=乳
——如果中子和頂IH的运动需要使用防护锁定,且使用∏型保护,则停止检测应符合PL,=6。
4.1.5光幕形式的电敏保护设备(ESPE)
GB/T 19436.2—2013 中 3.205 定义的光幕的设计应符合 GB/T 19436.1—2013 和 GB/T 19436. 2-2013的要求。
光幕应在注射成型机一通电时就立即激活工作。
光幕的定位和检测能力应符合GB/T 19876-2012第6章中给出的公式的要求。
光幕的安装应防止从光幕的两侧、上方或下方绕过光幕进入危险区。
光幕中断恢复后不应自动启动下1个动作.应给出1个新的启动命令。
机器上装有光幕的每一侧均应安装1个符合附录E所述的单一确认系统规定的确认开关。
当光幕中断后.给;H循环或动作指令前•应先操作确认开关,除非:
—— 中断的光幕位于能启动机器循环的操作侧;且
——整个人体不能进入的机器,按照操作流程,可预见性地进人触发光幕中断且处于安全状态(如 对于转台机或滑板往复机•在半自动模式口模具被移人到上料/下料工位来进行取件和/或放 嵌件的操作,对于其他机器,在半自动模式下一个生产周期的结束儿
对于那些整个人体可进入的机器,以上提及的确认开关可用作4.2.7和4.2.8要求的单一确认系 统。当需要双重确认系统时(见4.2.8),上述确认开关可用作E.2规定的第2个确认开关(2)。
另见 6.2.3,6.2.4 和 6.2.5.
4.1.6双手操纵装置
双手操纵装置的设计应符合GB/T 19671-2003的要求。
双手操纵装置操纵器的定位应符合GB/T 19876 2012中第8章给出的公式的要求,且该位置应 确保对危险区具有清晰的视野。
对于未安装双手操纵装置的机器侧,应配备附加的安全防护防止进入到危险区。
另见 6.2.3 和 6.2.4。
4.1.7压敏垫、压敏地板和压敏边
压敏垫、压敏地板的设计应符合GB/T 17454. 1 2017的规定,压敏边的设计应符合 GB/T 17454.2 2017 的规定。
12
GB/T 22530—2022
压敏垫、压敏地板、压敏边应在注射成型机一通电时就立即激活工作。
当压敏垫、压敏地板用来防止危险运动的意外启动时:
—— 其感应范闱应覆盖整个工作人员暴露在危险运动下的能站立区域;且
——其控制系统应符合GB/T 19670-2005的规定。
4.1.8自动监控的要求
如果控制系统的任何一个安全相关部件发生故障,系统都不应触发下一个动作或下一个循环。相 关的安全防护装置应在每一个操作周期内被至少自动监控1次。
监控冋路不应产生1个直接的控制信号,用来启动1个动作或1个循环。
可通过PLC进行监控。其监控程序应储存在不受电气下扰的永久存储器内,同时监控系统应配备 启动测试和生命测试(如:看门狗时钟)。除此之外.当位置检测装置、接触器和/或带有安全相关功能的 电动机控制器用于同一安全功能控制时.应符合下列要求:
—— 每个元器件应与其自己的输入模块相连接.或;
-如果共用1个输入模块,则每个元器件应同时将止向和反向信号接入,并进行异或监控;如果 输人回路的任何故障可自动识別,则无需接入反向信号.或;
--如果1个输入单元(输入k)由几个输入模块组成,进行异或监控(逻辑异或)的任何一个元器 件的信号应至少按照输入模块上的输入点的位距进行隔离(如:4位、8位或16位)。另外,不 需要异或监控的.如果使用同一个输入模块.不应占据相邻的位。
如果使用继电器,如为了触点扩展.应使用强制机械联锁触头。这些继电器应进行自动监控。监控 可由可编程的电子系统来进行。继电器的任何故障应被自动识别.以防止进一步的危险运动。
总线系统可执行监控功能.如监控带有安全相关功能的电动机控制器的停止信号和关闭状态信号。 在这些情况下,机器的监控冋路需要设计基本的预防措施来防止信号的失效(如:信号状态在发出请求 后的规定时间内没有改变或信号没有周期性地改变)。
机器控制冋路的使能信号应由监控冋路产生。
当保护类型(附录B~附录D、附录F)不适用时,监控系统的设计应符合4.2-4.9所规定的PL的 要求。
4.1.9生产过程中重力所致的运动
应使用液压、气动或机械抑制装置(如:刹车、保险杆、止逆阀/止冋阀〉来防止生产过程中重力导致 的危险运动。
当安全防护允许操作人员进入到危险区时,抑制装置应自动启用(除非有特别说明•见4.2.6)。
当使用液压或气动的抑制装置吋.这些装置应被安装在尽可能靠近缸体的位置。不能使用卡套式 的连接结构。
传动部件(如:齿轮、链条、软管〉应使用符合GB/T 16855.1-2018中6.2.4规定的经验证的元件。
4.2模具区域
4.2.1生产过程中合模运动产生的危险
4.2.1.1液压驱动的模板运动
当模板运动为液压驱动时.合模运动产生的危险应采用下列一种方式进行防护。
a)联锁防护装置.应符合4.1.4的要求。当联锁防护装置打开时,防止合模运动的联锁安全功能
13
GB/T 22530—2022
应符合ΠI型保护或PL,=J
b)光幕.仅当机器不存在喷溅的危险时.光幕设计应符合4.1.5的要求且满足下列安全要求:
1) In型保护.或;
2)控制冋路PL, = e.使用GB/T 19436.1—2013要求的4型光幕。
当使用比例阀作为模板运动的主切断装置时,应符合附录G的相关要求。
4.2.1.2电动驱动的模板运动
当模板运动为电动驱动时.合模运动产生的危险应采用下列一种方式进行防护。
a)带防护锁定的联锁防护装置,应符合:
1) ID型保护•或;
2)安全停止PL,=e.防护锁定功能的控制回路PL,="(见4.1.4.3),不要求使用2个防护锁 定装置。
b)不带防护锁定的联锁防护装置.应符合:
1) ID型保护.或;
2)安全停止PL,=e,且安全停车PL,=4,3类。
注:如能通过1个外部的电气-机械回路实现。
c)光幕,仅当机器不存在喷溅的危险时,光幕设计应符合4.1.5的要求且满足下列安全要求:
1) Ill型保护,或;
2)控制回路 PL,=,.使用 GB/T 19436.1—2013 的 4 型光幕。符合 GB/T 19436.1—2013 的 4型光幕,安全停止PL, = e,安全停车PL,=4,3类。
注:如能通过1个外部的电气-机械冋路实现。
对于电动轴.当模具区的联锁防护装置(带防护锁定或不带防护锁定)打开或光幕中断时.应采用符 合山型保护或PL=e来中断模板运动的动力,实现安全停止。中断模板运动的动力的控制回路应独 立于PLC,应通过下列方法:
——1个或多个接触器,切断电动机或带有安全相关功能的电动机控制器的电源;和/或
——带有安全相关功能的电动机控制器的安全相美输入。
4.2.1.3使用双手操纵装置
除了使用联锁防护装置或光幕(见4.2.1.1和4.2.1.2),双手操纵装置可在满足下列要求情况下 使用:
—无法采用防护装置或光幕对模具区域进行防护的。如用于组装很长或很大的部件(见图8)的 机器;且
——仅用于加工在加工过程中不产生飞溅危险的原料的机器;且
--整个人体无法进入模具区域(见4.2.8)。
14
CB/T 22530—2022
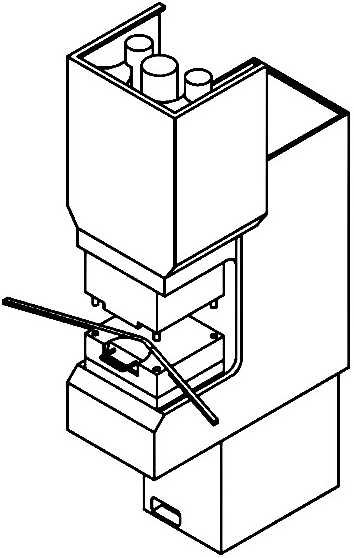
图8用于组装很长或很大的部件的注射成型机示意图
针对这些机器,应符合下列要求。
——双手操纵装置应符合:
■附录F,或;
•对于模板运动为液压驱动,GB.∕T 19671-2005规定的口C型.安全停止符合PL, =e,或;
•对于模板运动为电动驱动,6B/T 19671-2005规定的∏l C型.安全停止符合PL, =e.安全 停车符合PLi ,3类。
--如果当模具充分闭合(间隙小于或等于6 mm)时,双手操纵装置的操纵器释放后可不中断模 板运动。为「实现这个功能.应使用下列措施进行防护:
■最大打开的位置应由回路自动进行监控•并符合PL=C且
*安全防护装置被屏蔽后•允许合模的替代控制措施应符合PL=C且
•使用位置检测元件应达到和双手操纵装置相同的完整性等级。
——双手操纵装置应在下一个生产周期开始前自动重新激活。
4.2.1.4从水平合模机器的顶部进入
水平合模的机器为防止从顶部进入,相关的顶部联锁防护装置应符合II型保护或PL,="。当采用 防护装置或机器的固定部件作为固定式防护装置.使得从指定进人区域或指定工作区域通过顶部进人 到模具区域的安全距离符合GB/T 23821-2009中表1的规定或符合4.1.4.1的规定时,则无需采用联 锁防护装置。如果顶部防护装置和操作侧或非操作侧的活动式防护装置采用机械连接而不能独立移 动.则顶部防护装置不需要附加的联锁防护。顶部防护装置关闭时机器不应自动启动下一个动作.在机 器操作侧需要1个新的启动命令后才能启动机器的循环。
15
GB/T 22530—2022
4.2.1.5生产过程中需要排气的机器
对于部分原料在乍产过程中需要排气的机器,动模板可在排气过程中移动.应符合:
——2个模具表面的间隙应小于等于6mm;且
——最大打开的位置应由控制回路自动进行监控.并符合PL, =e;且
——安全防护装置打开后,允许合模的替代控制措施应符合PL, = e。
4.2.2非操作侧合模运动产生的危险
非操作侧的联锁防护装置应符合OI型保护或PL = e,也可按照n型保护或PL,="。
当液压驱动合模运动的机器使用II型保护时,在防护装置打开时,应自动:
—— 切断危险运动的主驱动的动力源,且
一关闭并释放合模用的液压蓄能器。
当电动驱动合模运动的机器使用D型保护.并使用SSl来防止停车过程中的危险(见C.2.3〉时,应 使用附加的机械装置(如:刹车)或同等性能的系统。当使用基于摩擦原理的刹车抑制装置时.需要定期 对每个抑制装置进行独立的检测。只有在最近4周内制动器已经检测有效后才可进行生产。如果机器 一直处于全自动模式,则不需要进行停机检测。这种情况下♦在停机后重新开始新的生产周期前,需要 通过检测。
防护装置关闭后•不应自动启动下一个动作。应在操作侧致动1个启动装置后•才能启动下一个动作。
4.2.3生产过程中合模运动以外的运动造成的危险
4.2.3.1 -般要求
4.2.1和4.2.2中规定的防护装置或保护装置也应防止生产过程中合模以外的运动造成的危险。 当防护装置打开或光幕中断或双手操纵装置操纵器释放时.应符合下列要求。
——切断塑化螺杆转动,应符合I型保护或PL=A.除非不存在原料飞溅的危险(如:机器仅用于 加工不会产生飞溅危险的原料或机器安装了锁闭喷嘴且喷嘴处于关闭位置).
--切断螺杆或柱塞的前进运动.应符合口型保护或PL,=r,除非机器安装了锁闭装置(如:锁闭 喷嘴)且相关的锁闭装置能承受最大的注射压力。
——切断注射座的前进运动,应符合I型保护或PLr=A0
——切断中子或顶出杆及其驱动机构的运动.应符合∏型保护或PL,=co
——切断调模前进运动■当调模前进运动的最大速度:
■ ≤1O mm/s时,应符合I型保护或PL,=4;
• >10 mπι∕s且《33 mπι,zs时.应符合∏型保护或PLr=Cr
• >33 mm/s时.对于操作侧.应符合∏l型保护或PL, = e;对于非操作侧,应符合口型保护或 PLr = Jo
——如果动力驱动喷嘴或挡板(见4.9.4)及其驱动结构的运动存在危险,应切断其运动.并符合 U型保护或PL=J
-切断模具的旋转运动及其相关驱动机构的运动.且[!型保护或PL,=d。
通过定模板上的模具定位孔可进人模具区域(如:在更换模具的时候).打开喷嘴区域的联锁防护装 置应停止合模运动•且为PL,=%
4.2.3.2允许中子和/或顶出杆运动的特殊模式
当中子和/或顶出杆操作侧的模具区防护装置打开或光幕中断时.为了允许中子和/或顶出杆继续
16
GB/T 22530—2022
运动•应使用符合GB/T 15706-2012中6.2.11.10要求的可锁定的二位或三位模式选择器。
选择器的设计应确保开关的每一个未使用位置.采用带强制操作触头或带冗余和监控设计的硬件 来实现电路的完全隔离。
当选择器在位置1时,中子和/或顶出杆仅在防护装置关闭或光幕未中断时.允许动作。
当使用二位模式选择器且选择器在位置2时,应激活下述中的a模式或b模式。
当使用三位模式选择器时:
——当选择器在位置2时,应激活下述中的a模式;且
——当选择器在位置3时,应激活下述中的b模式。
在a模式下•中子和/或顶出杆在防护装置打开或光幕中断时,应使用下列装置才能允许动作:
——符合GB/T 19671-2005规定的U型双手操纵装置,或;
——符合PLr = c的保持-运行控制装置.且中子和/或顶出杆的速度应保持低速(小于或等于
10 mm/s).相关的速度控制应符合PL, =6。
在b模式下.应符合下列要求:
——在控制器界面上出现警告提醒并经过操作人员确认后,才能进行中子和/或顶出杆运动。这个 警告画面应一直持续显示在这个控制器界面上,直到这个模式关闭;且
—— 经过警告确认后.中子和/或顶出杆在防护装置打开或光幕中断时,应使用下列装置才能允许 运动:
•符合GB/T 19671—2005规定的II型双手操纵装置,或
•符合PL=C的保持-运行控制装置;
——在半自动模式下,无需使用双手操纵装置和保持-运行控制装置,允许中子和/或顶出杆正常 动作。
如果保持运行控制装置的操动器安装在1个便携式的控制装置上.应使用符合下列特点的三位 装置:
-位置1:停止功能(操纵器未被致动);
——位置2:启动功能(操纵器被致动至中间位置〉;
——位置3:停止功能(操纵器被致动超过中间位置);
-在操纵器到位置3后,只有在操纵器返冋至位置1后,才能重新启动。
如果使用脚踏式保持-运行控制装置.则脚踏至位置3的触发力需要在200 N-35O N之间。
见 6.2.7。
4.2.4带控制功能的防护装置的使用
当满足下列要求时.可使用符合GB/T 15706-2012中3.27.6的带控制功能的防护装置(带启动功 能的联锁防护装置)作为联锁防护装置的替代。
——满足GB/T 15706-2012中6.3.3.2.5的要求,下列要求除外:
• GB/T 15706-2012中633.2.5b).循环时间长但不产生额外的危险;
• GB/T 15706-2012中6.3.3.2.5e).防护装置打开时间长但不产生额外的危险。
——满足4.2.1和4.2.3的要求。
——整个人体不可能进入到模具区域和防护装置之间的区域(见4.2.7)。
——对于卧式机器:
• 图9和图10中的尺寸b应小于或等于100 mm;且
• 图10中的尺寸。应大于或等于75Omm;且
17
GB/T 22530—2022
■ 图9和图10中的距离e∣和T均应小于或等于63Omm(I
——对于立式机器:
■图11中的尺寸储(下模板平面到操作人员站立的地面〉应大于或等于750 mm;且
•图11中的尺寸厶M模板之间的最大距离〉应小于等于630 mm,模板最长边的尺寸应小于 或等于1 OOo mm;且
• 图11中的尺寸心应小于或等于IoOmm。
4
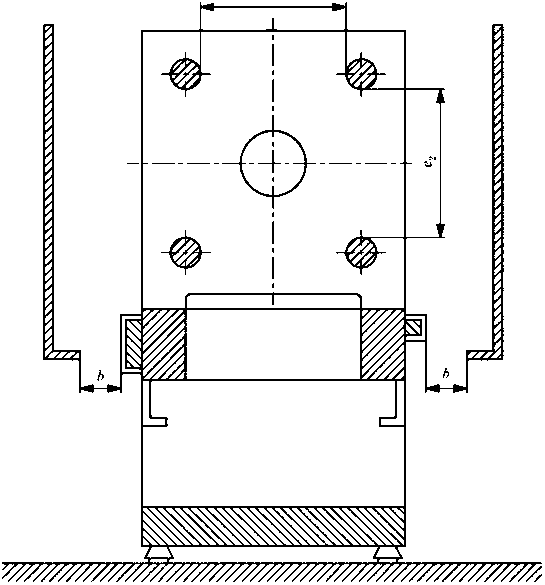
图9活动式防护装置的位置要求和卧式带拉杆的注射成型机尺寸b、e小e2的示意图
18
GB/T 22530—2022
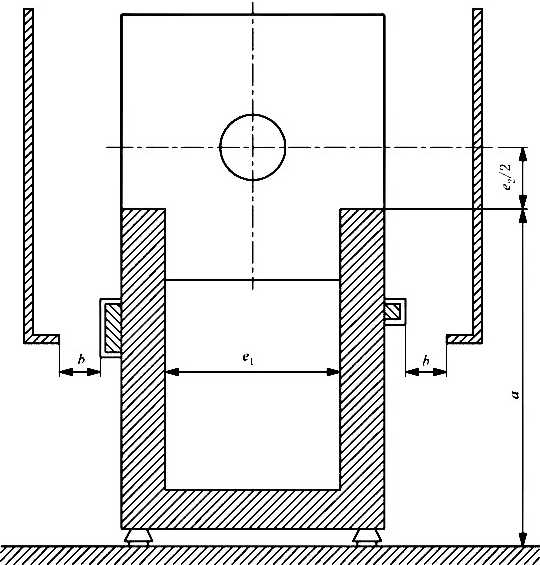
图10活动式防护装置的位置要求和卧式不带拉杆的注射成型机尺寸a、be、打的示意图
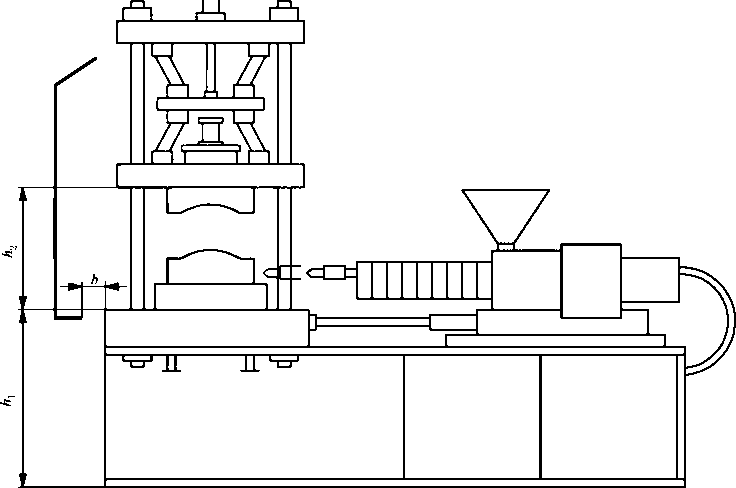
图11活动式防护装置的位置要求和立式注射成型机尺寸人也、色的示意图(只显示了操作侧的防护装置)
此外,动力操作式的带控制功能的防护装置还应满足下列要求。
19
GB/T 22530—2022
——在每个循环周期前或防护装置停止后.应检测手动控制按钮是否释放。关闭防护装置应需要 1个新的手动致动信号。
--对于防护装置的关闭信号为非持续信号.且其控制指令存储在机器的存储器中.在防护装置关 闭时间超过设定的安全时间或防护装置停止(部分关闭或完全关闭)后,其控制指令应进行 清除。
——符合4.8.10的要求。
4.2.5热危险
应采用符合4.1.4的固定式或活动式防护装置.防护任何喷出的熔融原料。防止原料从塑化和/或 注射的料筒中飞溅出来.应符合4.2.3中规定的要求。
见 6.2.1Oo
4.2.6对带有下行模板的机器的安全要求
带有下行模板的注射成型机应配备2个独立的抑制装置。每一个抑制装置应具有承受模板和最大 模具重量总和的能力。最大允许的模具重量由机器制造商提供(见6.2.9)。相关的抑制装置应在模板 的全行程中均能自动触发.且触发后模板不应产生其他危险(如.使用刹车器或带棘轮、棘齿的机械保险 杆)。应在下列情况卜一被触发:
-当活动式防护装置被打开,或
——光幕中断,或
--双手操纵装置操纵器释放时。
安全装置触发的安全功能应符合PL, = d,3类。
当使用2个液压式抑制装置时.其中i个抑制装置可被用作为m型保护的i个切断装置。
当使用基于摩擦原理的刹车抑制装置时.需要定期对每一个抑制装置进行独立的检测,确保其摩擦 力一直保持在1个良好的状态。只有在最近4周内制动器已经检测有效后才可进行生产。如果机器一 直处于全自动模式.则不需要进行停机检测。这种情况下.在停机后重新开始新的生产周期前,需要通 过检测。
当模板的任何1个尺寸大于800 mm,而且2个模板之间的距离超过500 mm时:
——使用全行程内会触发的抑制装置至少其中1个是机械式的•或;
— 使用2个全行程内会触发的液压式的抑制装置和1个在安全维修位置会触发的机械式的抑制 装置。
当使用机械式抑制装置时,如果模板打开到最大行程时,才允许打开模具区的活动式防护装置,则 该抑制装置只可在模板位于最大行程时触发。
当其中1个抑制装置发生故障时.另1个抑制装置应阻止模板的坠落。
抑制装置的状态应被自动监控,当其中1个出现故障时:
——能自动识别出故障;且
-阻止模板的进一步下行运动。
因机器进行维护.机械式抑制装置未安装时.应设计1个机械装置能防止动模板运动或能将动模板 移动到1个特殊位置.使得动模板移动到该位置后不会因重力而产生坠落运动(另见6.2.11)。机械装 置能承载的重量包括动模板、模具以及模板上其他的固定装置.其安全系数应设计为2倍(见6.2.9)。
当使用带防护锁定的联锁防护装置,防护锁定装置应一直保持锁定直到:
—已检测到抑制装置到位.或;
20
GB/T 22530—2022
——运动轴处于一个安全的位置。
4.2.7对模具区和联锁防护装置或光幕之间的区域可人体全身进入的机器的附加要求
对于F列机器:
-防护装置和机器机架之间水平距离大于100 mm的机器(见图9.图10和图11中尺寸6).或 光幕和机器机架之间水平距离大于150 mm的机器,或
-防护装置或光幕与模具区域之间区域,设计为可进入区域,且在正常操作位置对该可进入区域 没有清晰视野的机器。
安全防护装置除了按照4.2.1和4.2.2中规定以外.还应附加配备下列一种保护装置。
a)单一或双重确认系统,用于联锁防护装置或光幕.符合附录E规定。
b)机械插销.阻止联锁防护装置意外关闭.并符合如下的要求:
1)该插销应在防护装置每次打开时生效;且
2)该揷销应在机器循环周期启动前进行单独的复位。复位装置应安装在对联锁防护装置和 模具区之间的区域有1个清晰视野的位置;且
3)该插销的状态应在防护装置每一次动作后至少监控一次.以确保其故障能被自动识别。 下一次的合模运动仅在插销状态检测正常后才能进行;且
4)对于所有安装机械插销的动力操作式防护装置.其关闭动作采用保持-运行控制装置.且 操动器应安装在对联锁防护装置和模具区之间的区域有1个清晰的视野的位置上。
c)保持-运行控制装置*用来控制动力操作式防护装置水平关闭运动,应符合下列要求:
D保持-运行控制装置的安全功能应符合PL, =S且
2)保持-运行控制装置的操动器应安装在防护区域以外且对联锁防护装置或光幕和模具区 之间的区域有1个清晰视野的位置上;且
3)保持-运行控制装置应不易被弃用(如:可通过采用在每次防护装置关闭后,自动监控保 持-运行控制装置的状态来实现)。
d)防护装置的1个部件.当操作人员站立在受保护区域时,可防止防护装置的闭合;当防护装置 打开时,操作人员不能轻易地避开这个部件。
e)敏感保护设备,用来检测模具区域和活动保护装置或光幕之间的区域是否有人,应使用:
1)符合 GB/T 19436.1 2013 规定的 2 型的 A()PD,或;
2)符合GB/T 17454.1-2017规定和PL=C的压敏垫,或;
3)符合PL=C及下列规定的压敏地板:
• GB/T 17454.1—2017,或
*使用带有强制操作功能的限位开关.且限位开关应由踏板直接强制触发。当限位开 关信号使用继电器进行转接时,这些继电器需要冗余设计并进行监控。注射成型机 的控制系统应对踏板的正确功能进行周期检测,至少1个月1次。只有在检测通过后 才能开始产品循环周期。在检测时需要验证限位开关是否正常工作,如:踩到踏板上 或直接触发限位开关。相关的检测流程以及必要的检测装置应由机器制造商提供。 见 6.2.12,或
4) 符合 GB/T 19436.1—2013 规定的 3 型 AOPDDR。
敏感保护设备应在机器通电后就马上激活.当有人员站立在该区域时,应:
——防止开模和合模运动,符合PL = ,r且
-防止动力操作式防护装置(当使用时)的关闭运动,符合PL=c;且
21
GB/T 22530—2022
——防止中子和顶出杆的任何危险运动(见4.2.3),符合PL,=门且
——防止注射运动,符合PL=J
4.2.8对可人体全身进入模具区的机器的附加要求
对于下列机器;
a)右拉杆的水平式合模装置的机器(见图9).其中一或c>l 200 mm。而带有两拉杆的机 器,其相应的尺寸为e…带有三拉杆的机器,其相应的尺寸是其中任意两根拉杆之间的最大 间距。
b)无拉杆的水平式合模装置的机器(见图10),其中:
1) e∣ 或 s>l 200 mm,或;
2) α<85O mm,且 q>400 mm。
c)有拉杆的立式合模装置的机器,其中:
1) e∣ 或 e2>12OO mm;且
2)模板最大开距大于1200 mm。
d)无拉杆的立式合模装置的机器•其中:
1)模板的任意一个长宽尺寸大于120Omm;且
2)模板的最大开距大于1200 mm。
安全防护装置除了按照4.2.1和4.2.2中规定以外,还应附加配备下列的保护装置。
a)对于模具区采用防护装置防护的机器:
1)为r防止联锁防护装置意外闭合,应具备符合4.2.7规定的机械插销,或符合4.2.7规定 的、用于控制动力操作式防护装置关闭动作的保持-运行控制装置.或;
2)符合附录E要求的单一或双重确认系统。
b)对于模具区采用光幕防护的机器.在任何装有光幕的一侧,均应安装符合附录E要求的单一 确认系统。1个或多个光幕中断后.应在每一个光幕的中断侧进行确认。
c)对于水平合模装置的机器.为了能检测模具区是否有人存在,应安装敏感保护设备,并符合下 列要求:
1)敏感保护设备应符合4.2.7的要求;且
2)为了防止生产周期意外中断(如:因产品掉落).在防护装置关闭后或模具区域的光幕复位 后.未检测到模具区域有人存在.敏感保护设备可被屏蔽;在防护装置打开或光幕中断 时.敏感保护设备应自动重新激活,其冋路应符合PL, = r;且
3>对于用于特殊生产目的的机器.如:在模具区中间有旋转台的机器,敏感保护设备可由符 合附录E规定的双重确认系统来代替。
d〉对于立式合模装置的机器.应使用F列一种保护装置:
1)符合 4.2.7 中 e)要求的 AOPD 或 A()PDDR(见 6.2.13).或;
2)如果下模板的模板平而的最低位置离操作人员站立面的间距大于或等于750 mm.符合 附录E要求的单一确认系统.或;
3)符合附录E要求的双重确认系统。
注:对于人体全身M进人模具区的机器.对于模具区的每一侧均只需要安装1个确认开关.
对于需要在模具区域内进行上模∕卸模操作的机器,需要符合4.8.8要求的指定进入区域和指定工 作区域。
GB/T 22530—2022
4.3合模机构区域或动模板后面区域
4.3.1基本安全要求
为了防止触及合模机构区域或动模板后而区域的危险运动.应配备下列一种装置:
a)联锁防护装置.当联锁防护装置打开时:
1)应中断模板和合模机构的所有运动,符合n型保护或PL,=4,且
2)如果动力操作式防护装置的打开运动.对于从合模机构区域的防护装置进入的操作人员 存在危险.应中断打开运动.符合1型保护或PL=J
b)防护模具区域的光幕.使其延伸覆盖整个合模机构区域。该光幕中断时,应中断这些危险运 动,符合PL,=";
c)固定式防护装置,如果该区域只在机器维修或维护时才需要进入。
针对中子和顶出杆的驱动机构的区域•防止相关的危险.联锁防护装置的设计应符合I型保护 或PL, = ,,.也可使用固定式防护装置。
注:能通过合模机构区域的防护装置来防止中子和顶,比杆的驱动机构的危险。
在模具区防护装置打开或光幕中断或双手操纵装置的1个操纵器释放时,不准许进行开模运动,除 非该区域相关的挤压和,或剪切危险已经得到有效防护。
4.3.2带有上行模板的机器的附加安全要求
对于带有上行模板的机器.动模板下方因下列情况存在挤压或剪切的危险:
——在设置中子和顶出杆的行程时,模板因重力而意外坠落•或
——在生产过程中.有可能进入动模板下方•
应采用1个抑制装置(如:止逆阀/止回阀、刹车器)来进行防护,这个抑制装置应:
——被激活,当合模机构区域的防护装置打开或光幕中断或双手操纵装置操纵器释放时;且
--在模板的整个危险行程应都能正常工作;且
——能承受模板和最大模具重量的总和。最大能承载的模具重量由机器制造商提供(见6.2.9)。 当机器处丁维修或维护状态•相关的机械式抑制装置还未安装时.机器应设计:
——1个机械装置,能防止动模板的运动,或
——1个特殊的位置,动模板移动到该位置后防止因重力而产生进一步的意外运动。
另见 6.2.11。
4.3.3对于使用曲肘连杆合模机构机器的附加要求
如果机器存在因曲肘连杆机构内部存储的能量可能引起的动模板的意外动作(一般来说为开模运 动).应使用下列措施进行防护:
——能防止意外动作的附加防护措施(如:刹车器、阀),或
—— 固定式防护装置.或
——带防护锁定的联锁防护装置。当存储的能量还能引起危险运动时.防护锁定装置应保持锁定 状态。
见 6.2.8。
4.4模具区域和/或合模机构区域外的中子和顶出杆以及它们的驱动机构运动的区域
对于该区域(见图A.2中的标引序号说明3和图A.3),应使用下列措施进行防护:
23
GB/T 22530—2022
——符合I型保护或PL,=。的联锁防护装置.或;
——符合PL, = d的光幕(保护模具区域并延伸至该区域).或;
——固定式防护装置。
当联锁防护装置打开或光幕中断时,可通过符合4.2.3.2的要求.允许中子和/或顶出杆的运动。
4.5喷嘴区域
4.5.1机械危险
喷嘴区域的机械危险应采用联锁防护装置或固定式防护装置加联锁防护装置的组合进行防护。该 防护装置的尺寸设计应覆盖所有正常生产过程中的喷嘴运动的区域。如果是带有水平注射装置的注射 成型机.因操作或工艺的需求,喷嘴防护装置在喷嘴F方的区域允许开口。
联锁防护装置应符合I型保护或PLr = t∙0
如果注射座的向前运动是由电动驱动的.可在不考虑任何故障的情况下计算系统的全系统停机 性能。
防护装置的设计应防止熔融原料的喷溅危险。
注射座在任何位置上.喷嘴的联锁防护装置打开时,应中断下列运动:
——注射座的向前运动;且
——注射螺杆或柱塞的向前运动;且
——塑化螺杆的转动;除非不存在原料喷溅的危险(如:机器仅用于使用不会产生飞溅危险的原 料,或机器安装了机械式锁闭喷嘴);且
—— 动力驱动闭锁喷嘴及其驱动机构的运动,当这些运动存在挤压和/或翦切的危险。
如果危险运动部件的安全距离已符合GB/T 23821-2009中表1的规定.且不存在喷溅危险,则无 需安装上述的防护装置。
对于带右立式注射装置的注射成型机,应增加附加的防护装置,除非已有的防护装置已经能防止喷 溅危险。
在更换螺杆或止逆环(防止原料回流)时•需要打开喷嘴防护装置或整个注射装置移动到防护装置 外.只有满足F列要求时,螺杆和注射装置才可运动:
——采用手动模式,符合GB/T 15706-2012中6.2.11.10规定;且
——使用保持-运行控制装置,安全功能符合PL=A;且
-- 直线运动速度小于或等于33 mm/s;且
-最大转动速度为最高转速的10%。
当喷嘴防护装置打开时,倾斜,垂宜的塑化螺杆/柱塞因重力的原因可能产生熔融原料喷出的危 险,应采用抑制装置防止相关的危险(如:使用止逆阀/止回阀或机械式的锁闭喷嘴〉。
另见 6.2.14。
4.5.2热危险
从喷嘴流出来的熔融原料的高温危险应使用4.5.1所述的防护装置予以防护。
当喷嘴防护装置打开时.倾斜/垂宜的塑•化螺杆/柱塞因重力的原因可能产生熔融原料喷出的危 险•应采用抑制装置防止相关的危险(如:使用止逆阀/止回阀或机械式的锁闭喷嘴)。
另见 6.2.14。
24
GB/T 22530—2022
4.6注射装置区域
4.6.1机械危险
进入到下料口时触及塑化螺杆和/或注射柱塞产生的挤压、剪切和/或卷入危险,应使用下列措施进 行防护:
a)防护装置,符合GB/T 23821-2009中表1和表4的规定(如:通过永久固定的料斗或使用上 料系统作为距离防护装置),或;
b)封闭式防护装置.符合GB/T 23821—2009中表4的规定.或;
c)联锁防护装置.符合1型保护或PL, =e(如:活动式料斗作为联锁防护装置),或光幕(如果不 存在喷溅危险).或;
d)按照下列尺寸进行设计:
1)圆形下料口的直径或矩形下料口边长应小于或等于50 mm,下料口到塑化螺杆/注射柱 塞之间的距离应大于或等于120 mm,或;
2)圆形下料口的直径或矩形下料口边K大于50 mm,则应安装平行杆来减小开口尺寸,两 根邻近的杆之间的距离应小于或等于25 mm.而平行杆与塑化螺杆/注射柱塞之间的距 离应大于或等于120 mm。
当料斗或注射装置的任何部件与固定模板.在离地面为1 300 mm〜1 700 mm的高度区间内时,最 小间距如果小于300 mm(见GB/T 12265 2021).为了防止头部的危险,则应:
——使用固定式距离防护装置或封闭式防护装置,或使用符合PL = C的联锁式防护装置或其他 保护装置(如:光幕);且
—使用联锁防护装置.可和4.5.1中规定的覆盖注射装置区域的防护装置为同一个防护装置;且 —联锁防护装置打开或保护装置触发后•应中断注射座的前进运动;且
— 联锁防护装置打开或保护装置触发后,仍旧需要进行注射座的运动•应符合:
• 手动模式,符合GB/T 15706-2012中6.2.11.10的规定;且
•保持-运行控制装置,符合PL,=< ;且
•低速度运动,直线运动速度小于或等于33 mm/s;且
•对危险区有清晰视野。
注射装置的驱动机构在运动时产生的危险,应使用F列措施进行防护:
——安全距离符合GB/T 23821-2009中表1和表4的规定.或
—— 固定式防护装置•或
——联锁防护装置,符合I型保护或PL = C或光幕(如果不存在喷溅危险)。
另见 6.2.14。
4.6.2热危险
热危险的防护应符合4.5.2的要求。
注射机筒应提供隔热防护措施■当机筒的温度为240 ℃时.其隔热装置的表面温度应不超过 ISO 13732-1:2006规定的限制值,接触时间为Iso
隔热装置可宜接在加热圈附近增加隔热防护罩或使用距离防护装置,该隔热装置应覆盖整个塑化 和/或注射机筒。如果距离防护装置部分是活动式的.则加热圏本体仍需要加装直接隔热装置.但这个 隔热装置无需达到ISO 13732-1 ! 2006要求。
靠近喷嘴的加热圈可不安装隔热装置,但应满足下列条件:
25
GB/T 22530—2022
—— 在工作位置下,喷嘴区域的联锁防护装置可防止接触到加热圈,或
—— 当防护装置关闭时.塑化和/或注射机筒的距离防护装置能防止接触到加热圈。
从排气口排出来的熔融原料.应采用能容纳这些熔融原料的防护装置进行防护。 见 6.2.14.
4.6.3机械和/或热危险
塑化和/或注射机筒的温度应被自动监控,以保证温度不超过机筒机械强度允许的最高值。机筒机 械强度允许的最高值由制造厂商提供(见6.2.14)。
机筒的所有加热元件的电源应在下述情况下自动中断:
——在达到允许的最高值时.或
——在温度控制发生故障时。
这些要求不适用于生产没有飞溅危险原料的注射成型机或即使加热到最高温度也不能超过机筒机 械强度允许的最高值的场合。
4.7制品下落区域
人体通过制品下落口触及任何危险运动,应使用下列措施进行防护:
a)安全尺寸符合图12的要求,必要时使用固定式防护装置,具体为:
1) 当 α<lOO mm.∕,>55O mm;
2) 当 a》IOomm,Z>>(55O mm —α ),或;
b)联锁式防护装置符合I型保护或PL,=C.或;
c) AOPD 符合(;B/T 19436.1—2013 规定的 2 型。
这些保护装置不能用来启动机器循环。
单位为毫米
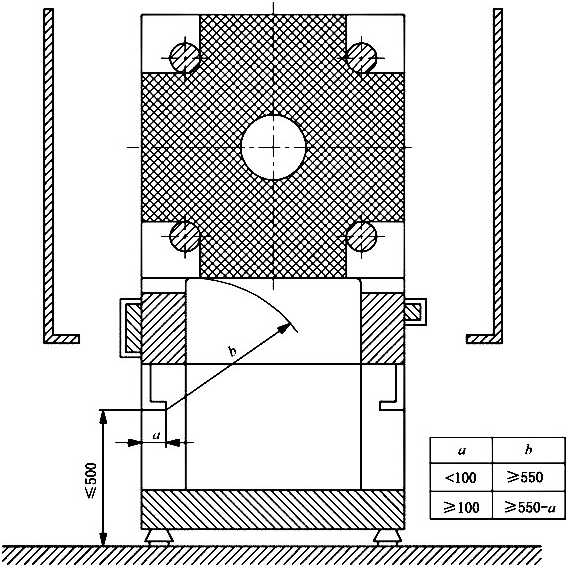
图12制品下落区的尺寸
26
GB/T 22530—2022
4.8非特定区域的危險的安全要求和/或保护措施
4.8.1软管的危险
对于液压压力超过5 MPa(725 PSig)和气压压力超过1 MPa(145 psig)的软管,应符合下列要求。
—— 软管组合件应只使用经验证符合相关产品标准要求的管接头进行装配.且符合相关的使用 意图。
-软管甩击的危险.应使用下列措施进行防护:
*固定式封闭防护装置(见GB/T 8196-2018)*或
•软管上增加附加的保护装置(如:保护链、保护线或保护支架).或
■选用能通过GB/T 5363—2013中8.1规定的试验压力试验的软管组合件。
——软管和接头的爆破压力和最大工作压力的比率应符合GB/T 9574-2017中表1规定。
-为了防止软管和接头的意外分离,软管不能使用卡套式的连接结构.能使用法兰式,扩口式或 锥口式的连接方式。
见 6.2.17o
4.8.2压力流体的释放
为了防止压力流体的失控泄漏.液压和气动部件的设计应符合GB/T 15706 2012中6.2.10、 GB/T 3766—2015 和 GB/T 7932—2017 的规定。
为了防止压力流体从软管泄漏.软管及其连接方式应符合4.8.1的要求。
4.8.3调试和维修保养时的危险
因调试和维修保养的需要,一些专用工具和设备无法在市场上买到.且相关的工作需要由用户来完 成(如:安装拉杆螺母,更换塑化螺杆、料筒、调节同步带等).机器的制造商应提供相关的丁.具或设备,
另见 6.2.18。
4.8.4电气危险和电磁强扰危险
4.8.4.1 -般要求
机器的电气安全应符合GB/T 5226.1—2019的要求。
4.8.4.2基本防护
直接接触的防护应符合GB/T 5226.1-2019中6.2的要求。
4.8.4.3故障防护
非直接接触的防护应符合GB/T 5226.1-2019中6.3的要求。
4.8.4.4防止固体和液体侵入的防护
用于保护电气设备的电柜应符合GB/T 5226.1—2019中11.3的要求。
4.8.4.5电磁骚扰的防护
机器的电气回路对电磁骚扰应有足够的抗扰度水平,以保证电气回路能在其使用环境中能正确运 行。在安装电气和电子元器件时.机器制造商应按照元器件制造商要求的接线方式来进行安装和使用。
27
GB/T 22530—2022
4.8.5热危险
凡能从防护装置外部接触到的高温部件.当最高表面温度超过ISO 13732-1:2006规定的极限值 (接触时间为1 S)时,为了防止加热器的管路及接头意外接触的烧伤危险,应使用固定式防护装置或隔 热保护装置进行防护。
对从未包裹的加热器管路和接头处泄漏的流体造成的热危险.应采用防护装置予以防护。
4.8.6噪声所致的危险
注射成型机的设计和制造.应降低噪声所致的危险。
噪声主要来源:
一液压系统.尤其在注射过程中;
-一运动的机械部件;
——气体释放。
注1: GB/T 25078.1中提供了降低噪声的方法,
注2: GB/T 25078.2中提供「机器产生的机械噪声的说明。
对液压系统降低噪声的措施,宜选用低噪声发射值的元器件。对气动系统降低噪声的措施,宜使用 排气消音器。附加的噪声降低措施宜使用低噪声的驱动元器件或采用部分或整体式隔音罩。其他的降 低噪声的措施可采用相近或更高效的方式。
见6.2.24和附录H.
4.8.7气体、烟和粉尘产生的危险
机器的设计应具有安装或放置排气系统的能力,用于排放有害物质。
另见 6.2.19.
4.8.8滑倒、绊倒和跌落危險
机器制造商应提供符合 GB/T 17888. 1—2020、GB/T 17888. 2、GB/T 17888. 3—2020 和 GB/T 17888.4—2020要求的固定进人设施。因设计或功能原因无法提供的,机器的设计应使用非固定 进人设施,该设施应由机器制造商提供解决方案(见6.2.20)。
指定的进入区域和工作区域.应符合下列要求:
——提供给客户1个基本平面示意图(见6.2.21);且
-减小因颗粒物和泄漏油带来的滑倒和绊倒的危险的设计;且
- 减小从高于地面1 OOo mm的平面上跌落的危险的设计。
可能被误认为指定进入区域的非安全区域的表面应粘贴•'禁止标志”。
4.8.9液压和气动系统
液压系统的设计应符合GB/T 3766-2015的要求。
气动系统的设计应符合GB/T 7932-2017的要求。
另见 6.2.230
4.8.10动力操作式防护装置
对动力操作式防护装置,凡操作人员可能被撞击的区域,其接触力应不超过300 No
当接触力大于75 N时,应安装符合(;B/T 17454.2-2017规定的压敏边。压敏边触发后应停止防
28
CB/T 22530—2022
护装置的关闭动作.并符合PU=Co
当接触力大于150 N时.还应符合下列要求:
——压敏边触发后,应打开防护装置.R不产生任何额外危险;
——防护装置的关闭动作应使用保持-运行控制装置,其安全功能符合PL = L
关闭防护装置的操动器的安装位置应对模具区域有1个清晰的视野。
如果动力操作式防护装置的供电电源出现故障,应防止重力原因所产生的危险运动。
4.8.11螺杆/柱塞的前进动作意外中断产生的危险
如果螺杆/柱塞的前进动作被意外中断了.应产生1个视觉的和/或听觉的警报。
见 6216。
4.9特殊机器设计相关的安全要求和/或保护措施
4.9.1滑板往复机、转台机和旋转式机器
进入到转盘/模板/旋转装置区域时.可能产生的危险应采用下列1个或多个防护措施:
-固定式防护装置;
——联锁防护装置,符合n型保护或PL, = ";
——光幕.符合GB/T 19436.1-2013规定的2型,控制回路符合U型保护或PL, = ";
——扫描器•符合GB/T 19436.3-2008规定的3型,控制回路PL, =4 ;
——压敏垫和压敏地板,符合GB/T 17454.1—2017,控制冋路PL,=";
——双手操纵装置.符合GB/T 19671—2005规定的η∣ B型,控制回路PL, = d。
打开联锁防护装置、中断光幕或扫描器、触发压敏垫或压敏地板或双手操纵装置操纵器释放时,应 停止转台/滑板/旋转装置的危险运动。对于使用垂红旋转的转盘机器,应自动防止在更换模具时因转 盘的不平衡所产生的意外的危险运动(如•使用1个机械插销或电动机制动器)。
当安全防护装置和旋转装置/转盘/模板之间的水平距禽大于100 mm(针对防护装置)或大于 150 mm(针对光幕)时,相关区域的设计还应符合4.2.7规定的相关安全要求。
如该安全防护装置用作模具区域的防护.则该安全防护装置也应符合4.2中的相关规定。
如使用压敏垫或压敏地板来停止相关的危险运动.其感应区域应符合GB/T 19876 2012的规定。
如往复机的台板可进行垂直运动,则台板的重力下落的危险的防护应符合4.1.9的规定。
4.9.2带有活动注射装置的多工位机器
注射装置在合模装置之间移动时,其危险运动的防护应采用固定式防护装置和/或联锁防护装置符 合∏型保护或PI" = "。
如相关的联锁防护装置允许操作人员进入到模具区域,则该联锁防护装置也应符合4.2的规定。
如防护装置和移动注射座的水平距离大于 100 mm时.相美的防护装置的设计应符合4.2.7的 规定。
4.9.3微发泡注射成型机
微发泡注射成型机应使用锁闭喷嘴,当联锁防护装置打开时能自动闭合。联锁功能应符合:
——对于模具区的防护装置,U型保护或PL,=4;且
-对于喷嘴区的防护装置.I型保护或PL,=c。
除此之外,还应符合下列要求:
29
GB/T 22530—2022
——锁闭喷嘴应防止在最高背压下的泄漏.或;
—— 当防护装置打开时,喷嘴压力应降低到可防止熔融原料从喷嘴(关闭状态)泄漏。
在防护装置开关一次后.喷嘴关闭的位置应至少自动监控一次。在发生故障的情况下,应防止机器 启动下一个循环并发出警报。
另见 6.2.220
4.9.4注射装置正对着操作位置的机器的附加要求
4.9.4.1总体要求
注射装置正对着操作侧的机器(见图13),模具区域的安全防护装置应符合下列要求:
-无开口的封闭式防护装置或联锁防护装置.该防护装置上的窗口.应具有承受最高注射压力和 最大注射速度能力,或;
-挡板和光幕的组合(见4.9.4.4)。
见 6.2.15。
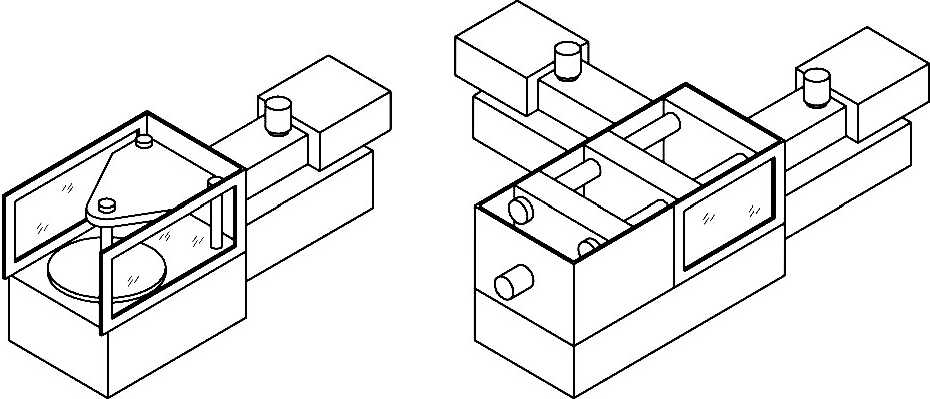
图13注射装置正对着操作位置的机器示意图
4.9.4.2螺杆或柱塞向前运动而造成的原料喷射的危险
在模具区域的联锁防护装置打开时,为避免螺杆或柱塞向前运动而造成的原料喷射的危险,联锁防 护装置应:
-符合U型保护或PL=d.螺杆或柱塞的运动状态应进行自动监控.如果防护装置打开时螺杆 或柱塞还在向前运动.则应按照GB/T 5226.1-2019中9.2.2规定的0类或1类停止的要求 来停止注射运动,或
——符合IU型保护或PL, =e。
4.9.4.3不受控的原料的喷射危险
不受控的原料的喷射危险.应使用下列措施进行防护。
a)通过机器和控制系统的设计.应满足下列要求:
30
GB/T 22530—2022
1)原料只能喷射到与固定模板连接的那一部分模具上;
2)只有在检测到喷嘴对模具的接触力后才能进行注射,接触力检测应符合PL,=c;
3)应检测与固定模板连接的那一部分模具是否安装。如果检测到没有安装,应按照4.9.4.2 的要求来停止螺杆或柱塞的前进运动。应按照GB/T 5226.1-2019中9.2.2规定的0类 要求来切断加热。
b)采用机械式(如弹簧)或动力操作式挡板•应满足下列要求:
1)在模具打开之前"喷嘴离开模具后.挡板应自动移到喷嘴前.挡住喷嘴;
2)挡板的关闭位置应和开模运动相互联锁.并符合I型保护或PLr = t o挡板每开关一 次,均应对其关闭位置进行自动监控;
3)挡板检测异常时,应防止机器启动下一个循环并给出警报;
4)如果没有模具或模具没有闭合"模具区域的防护装置打开时,应防止动力驱动的挡板的打 开动作,并符合1型保护或PL. =co
c)采用机械式(如弹簧)或动力操作式的锁闭喷嘴.应满足下列要求:
1)在模具打开之前.喷嘴离开模具后,应自动关闭锁闭喷嘴;
2)锁闭喷嘴的关闭位置应和开模运动相互联锁.并符合I型保护或PLr = co任何情况 下,锁闭喷嘴每开关一次.均应对其关闭位置进行自动监控;
3)在发生故障的情况下.应防止机器启动下一个循环并给出警报;
4)如果没冇模具或模具没有合上•模具区域的防护装置打开时,应防止动力驱动的锁闭喷嘴 的打开,并符合I型保护或PLr = Co
d)采用机械式(如弹簧)或动力操作式的挡板或锁闭喷嘴和带有锁定装置的联锁防护装置.满足 下列要求:
1)只有当挡板或锁闭喷嘴在关闭位置时.模具区域的防护装置才可解锁;
2)只有当模具区域的防护装置锁定时.挡板或锁闭喷嘴才可打开;
3)上述的2个联锁功能应符合PL = c。
见 6.2.15。
4.9.4.4使用光幕时的附加要求
当使用光幕时,则应在喷嘴前面安装1个挡板,挡板应符合下列要求。
a)在模具打开前.喷嘴离开模具后.挡板应移到喷嘴前•挡住喷嘴。
b)挡板的设计应具有承载最高注射压力和最大注射速度的能力。
c)挡板的关闭位置应和开模运动相互联锁,并符合:
1) [!型保护或PL = "•塑化螺杆或柱塞的运动应进行自动监控.如果挡板打开时螺杆或柱 塞还在向前运动.应采用GB/T 5226.1 2019中9.2.2规定的0类或1类进行停车,或;
2) DI型保护或PL,=e°
d)在任何情况下.挡板应在每一次开闭后对关闭的位置进行自动监控。
e)在发生故障的情况卜.,应防止机器启动下一个循环并给出警报。
f)如果没有模具或模具没有合上*防止动力操作式挡板的开启,应符合:
1) II型保护或PLr=".塑化螺杆或柱塞的运动应进行H动监控•如果模具打开时螺杆或柱 塞还在向前运动•应采用GB/T 5226.1-2019中9.2.2规定的0类或1类进行停车,或
2) IB型保护或PL, = e°
g)只有当模具闭合且喷嘴接触到模具并产生接触力时才能进行注射运动。喷嘴接触力的检测应
31
GB/T 22530—2022
符合PLr = co
5安全要求的验证和/或风险防护/降低的措施
安全要求的验证和/或风险防护/降低的措施应按照表1的方法进行验证。
附录C〜附录D、附录F.PL=Z除了 GB/T 16855.1-2018中的1类和性能等级),d或e的安全 防护装置的功能测试应包含可能出现的故障。
表1验证方法
|
条号 |
内容 |
验证方法 | |||
|
视觉验证 |
功能测试 |
测量 |
计算 | ||
|
4.1.2 |
总体-启动.停止和重启功能 | ||||
|
4.1.3 |
基本要求急停 |
. | |||
|
4.1.4 |
基本要求防护装置 |
. | |||
|
4.1.5 |
基本要求-光电感应装置 |
. |
. | ||
|
4.1.6 |
基本要求-双手操纵装置 |
. |
. | ||
|
4.1.7 |
基本要求-压力感应装置 |
. |
. | ||
|
4.1.8 |
基本要求-自动监控 | ||||
|
4.1.9 |
基本要求-重力所致的运动 |
. | |||
|
4.2.1 |
模貝-区域-模板运动-操作侧 |
. | |||
|
4.2.2 |
模具区域-模板运动-非操作侧 | ||||
|
4.2.3 |
模具区域一其他运动 |
. | |||
|
4.2.4 |
模具区域-带控制功能的防护装置 |
. | |||
|
4.2.5 |
模具区域-热危险 | ||||
|
4.2.6 |
模具区域-下行模板 |
. | |||
|
427 |
模具区域-整个人体能进入到模具区和联锁防护 装置/光幕之间的区域 | ||||
|
4.2.8 |
模具区域-整个人体能进入到模具区域 | ||||
|
4.3.1 |
合模机构区-动模板后面区域 |
. | |||
|
4.3.2 |
合模机构区-上行模板 |
. | |||
|
4.3.3 |
合模机构区-曲肘连杆系统 |
. | |||
|
4.4 |
模具区域和∕或合模机构区域外的中子和顶出杆 以及它们的驱动机构运动的区域 |
. | |||
|
4.5.1 |
喷嘴区-机械危险 |
. | |||
32
GB/T 22530—2022
表1验证方法(续)
|
条号 |
内容 |
验证方法 | |||
|
视觉验证 |
功能测试 |
测量 |
计算 | ||
|
4.5.2 |
喷嘴区-热危险 | ||||
|
4.6.1 |
注射座-机械危险 |
. | |||
|
4.6.2 |
注射座-热危险 |
. |
. | ||
|
4.6.3 |
注射座-机械和/或热危险 |
. | |||
|
4.7 |
制品下落口区域 |
. |
. | ||
|
4.8.1 |
软管 | ||||
|
4.8.2 |
压力流体的释放 | ||||
|
4.8.3 |
调试和维修 | ||||
|
4.8.4 |
电气危险和电磁骚扰 |
. | |||
|
4.8.5 |
热危险 | ||||
|
4.8.6 |
噪市的危险 |
. | |||
|
4.8.7 |
气体、烟和粉生 |
. | |||
|
4.8.8 |
滑倒、绊倒和跌落 |
. | |||
|
4.8.9 |
液压和气动系统 | ||||
|
4.8.10 |
动力操作式防护装置 | ||||
|
4.8.11 |
意外地循环中断 | ||||
|
4.9.1 |
滑板往复机转台机和旋转式机器 | ||||
|
4.9.2 |
多工位机器 |
. | |||
|
4.9.3 |
微发泡注射成型机 |
. |
. |
. | |
|
4.9.4 |
注射装置朝着操作位置的机器 |
. | |||
6使用说明
6.1总体要求
使用说明应符合GB/T 15706 2012中6.4的要求。
6.2使用说明书
6.2.1总体要求
机器制造商应针对每一台注射成型机提供1本使用说明书,并符合GB/T 15706 2012中6.4.5的
要求。使用说明书应包含:
33
GB/T 22530—2022
——总体的使用说明;
——清晰地说明机器的使用意图,如果机器是仅用于加工在加工过程中不会产生飞溅危险的材 料,尤其需要详细说明;
——6.2.2〜6.2.25中描述的信息内容。
6.2.2急停
机器制造商应提供急停触发后停止的内容(见4.1.3).
6.2.3全系统停机性能
没有固定式防护装置或没有带防护锁定的联锁防护装置时,机器制造商应提供动模板的全系统停 机性能。
6.2.4停止时间
机器制造商应声明,用户应验证当光幕中断、压敏垫或压敏地板触发以及双手操纵装置操纵器释放 吋的系统停止吋间.并要求至少每年验证一次。
6.2.5光幕
机器制造商应给出关于停车时间验证的具体说明。
机器制造商应声明.对于使用光幕的注射成型机.当模具超出模具区域时.不能因此产生危险。
6.2.6模具及其扩展件
机器制造商应声明,当模具及其配件超出模具区域时.不能因此产生危险。
机器制造商应声明.模具的集成商有责任确保在做顶出杆和/或中子的运动时.不会产生危险的停 止运动。
6.2.7中子和顶出杆的运动
采用4.2.3.2中的a模式,且使用保持-运行控制时,机器制造商应声明,中子和顶出杆的传动部件 应被正确选择和设置*使其确保中子和顶出杆的速度小于或等于10 mm/s。
采用4.2.3.2中的b模式,机器制造商应声明,用户有责任确保当这个模式被选择时.模具、中子和 顶出杆以及它们的驱动机构的设计可防止由中子和顶出杆运动产生的剪切和挤压的危险。
6.2.8带有曲肘连杆机构的机器
当存在因曲肘连杆机构内存储的能量造成动模板意外运动时•机器制造商应提供相关的警告信 息,并提供相关安全释放方法的说明。
6.2.9有上行或下行模板的机器
机器制造商应给出上行或下行模板能承载的最大模具的重量。
6.2.10模具区域的热危险
机器制造商应给出针对模具区域工作的操作人员防护热危险的个体防护装备。
6.2.11立式机上的维修保养作业
对有上行或下行模板的机器•机器制造商应给出在维修保养作业时,安全机械挡块的操作说明。
34
GB/T 22530—2022
6.2.12人体全身可进入的机器
机器制造商应告知用户如何对压敏地板进行安全功能检测。
6.2.13模具区域的存在感应装置
机器制造商应声明符合4.2.7或4.2.8要求的存在感应装置.在模具更换后可能需要进行重新 调节。
6.2.14注射装置
机器制造商应:
——提供如何更换螺杆和止逆阀/止逆环〈阻止原料回流)的信息;
——提供喷嘴的选型、安装和拆卸的信息;
-声明只能使用机器制造商规定的喷嘴、塑化/注射机筒及其固定螺栓;
--声明由于某些塑料预干燥不充分或降解.可能会出现从喷嘴或下料口意外喷射的危险,在这种 情况卜,应穿戴适当的个体防护装备;
——声明原料因超过安全时间持续高温引起的爆炸应由用户去进行控制和避免;
一给出塑化/'注射机筒的最高允许温度的极限值;
-给出针对在喷嘴区域、料筒区域、料筒排气区域和下料口区域工作时,所需穿戴的正确的个体 防护装备;
——声明应按照操作流程来移除料柄。
6.2.15注射装置正对着操作位置的机器
机器制造商应声明:
——用户应根据原料供应商的技术规格来设定机器的加热参数;
——些原料在生产过程中可能产生有害气体、烟雾或粉尘;
-机筒温度太高和/或在机筒内停留时间太长.原料有发牛降解的危险;
——用户在安装调试、开机或维修等作业时•应至少穿戴安全面罩和手套;
——机器能使用的模具和原料种类,以及它的使用场合和环境。(如:避免一些情况下的喷射危 险)。
6.2.16中断螺杆/柱塞的前进运动
机器制造商应声明当螺杆/柱塞的前进运动未完成时.注射装置内可能存在残余的高压,并给出如 何降低这个压力的方法。
6.2.17软管组件
机器制造商应提供软管组件常规检查及它们的更换的信息。
6.2.18调试和维修保养
机器制造商应:
——声明所有维护和保养的内容及频率;
——提供调试和服务的信息〈如拉杆螺母的拧紧、螺杆或机筒更换)以及如何使用专用工具和设备 的信息。
35
GB/T 22530—2022
6.2.19排气系统
机器制造商应:
—— 声明部分原料在生产过程中会产生有害的气体、烟雾或粉尘;且
——声明在上述情况下,应由用户负责排气系统的定位和安装;旦
--提供排气系统的定位和安装信息。
机器制造商应告知用户,在生产过程中使用氮气时,应对该区域的含氧量进行最高优先级的检测。
6.2.20安全的非固定进入设施
机器制造商应声明:
一为了安装非固定进入设施,应预留相关的空间;
--安装了非固定进入设施后的必要注意事项:
——将非固定进入设施安装在正确的地方,不能从该设施上接触到机器的危险区。
6.2.21进入位置和工作位置
机器制造商应声明:
——所有未按4.8.8要求指定的进入位置或工作位置均视为不能作为进入位置或工作位置;
——用户有责任保持地面、进入位置和工作位置的清洁。
6.2.22微发泡注射成型
机器制造商应告知用户如果模具使用热流道.当联锁防护装置打开时模具的针阀会自动关闭。
机器制造商应告知用户,如果机器在手动模式或半自动模式下运行,则操作人员应穿戴个体防护 装备。
6.2.23液压系统清洗
机器制造商应提供液压系统清洁、更换过滤器和更换液压油的操作流程和时间间隔。
机器制造商应提供用户在对液压系统进行相关操作时,避免液压油被污染的措施。
6.2.24噪声
机器制造商应:
—— 给出安装方法的信息来减少噪声;且
——声明当机器的噪声值有可能对听力产生破坏时•需要穿戴听力保护装置;且
——按附录H规定"给出注射成型机的噪声发射数值并提供按H.7规定的测试报告信息;且
——确保销售资料中提供的机器技术性能参数含与说明书一样的噪声值。
6.2.25使用双手操纵装置时的喷溅危险
如果机器需要靠模具的结构设计来防止喷溅危险(见4.2.1).则机器制造商应告知用户相关危险防 护的基本要求。
6.3标记
对于所有机器,机器上应至少包括下列标记:
——机器的名称;
36
GB/T 22530—2022
——机器制造商的名称和地址;
——机器的系列或型号;
——序列号或机器编号;
——制造年份;
-在机器上指定的进入区域和工作区域(若有)。
6.4警告标志
警告标志应使用在有剩余风险时。剩余风险列举如下:
——热表面(注射装置.喷嘴区域),见4.5.2、4.6.2、4.6.3和4.8.5;
——挤压危险(模具区域),见4.2;
——电流(配电箱),见4.8.4;
——电弧(配电箱).见4.8.4;
——喷溅危险(注射装置.喷嘴区域).见4.2.1、4.2.3、4.5.1、4.6.1和4.6.3。
注:见ISO 7010:2019和附录I.
6.5警告装置
机器应安装警告装置,并在下列情况下.给出:
——在控制面板上进行警告,当保护装置关闭,进入到中子和/或顶出杆动作特殊模式时(见4.2.
3.2中的b模式);
——视觉和/或听觉的警报.当螺杆∕柱塞的前进运动被意外中断时(见4.8.11);
—— 警报•微发泡注射成型机的喷嘴位置出现错误吋(见4.9.3);
——警报,当注射装置正对着操作位置的机器的关闭喷嘴或挡板的位置出现错误时(见4.9.4.3和
4.9.4.4);
——警报,当双确认系统的确认开关操作错误或顺序错误时。
37
GB/T 22 5 30—2022
附录A (资料性) 重要的危险
此附录根据风险评估列出了注射成型机相关的且需要消除和降低风险的所有重大危险、危险状态 和危险事件(见表A.1〜表A.8)o
主要危险区见图A.1、图A.2和图A.3。重大危险、危险状态和危险事件以及潜在风险列举在表 A.1〜表A.8中.并对应本文件中相关的章条。
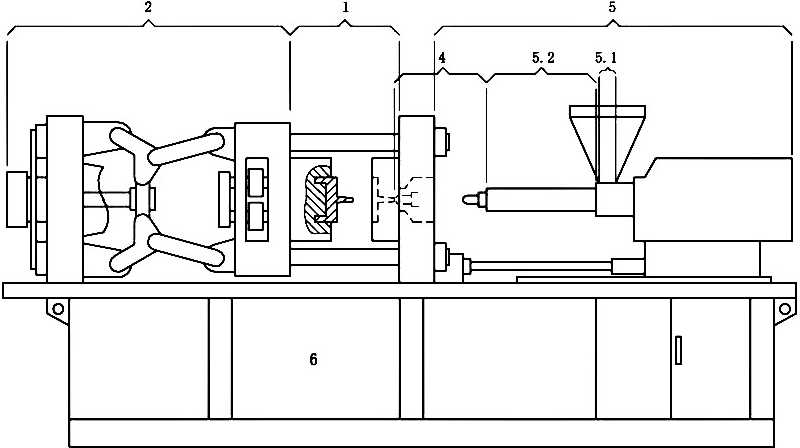
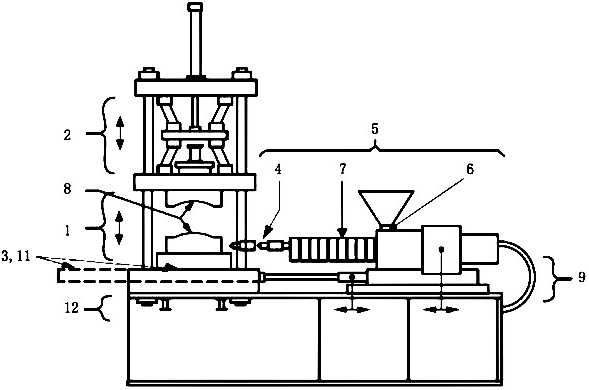
标引序号说明:
1--模具区域:
2--合模机构区域;
4--喷嘴区域:
5--注射装置区域:
5.1--下料口区域.
5.2—-塑化和注射机筒上的加热圈区域;
6—-制品下落区域。
图A.1带水平合模装置和水平注射装置的注射成型机(不含防护装置)
38
GB/T 22530—2022
标引序号说明:
1--模具区域:
2--合模机构区域;
3 --1和2区外的中干和顶出杆及其驱动机构的运动区域;
4--喷嘴区域;
5--注射装置区域J
6--下料口区域:
7—-塑化和注射机筒上的加热圈区域;
8—-制品下落区域J
9——软管:
IO--模具区域和防护门之间的区域:
11—-产品部件嵌入和取出的区域;
12——1或3或11区域的下部区域。
图A.2带有立式合模装置和卧式塑化注射装置的注射成型机(顶部和侧视图)
39
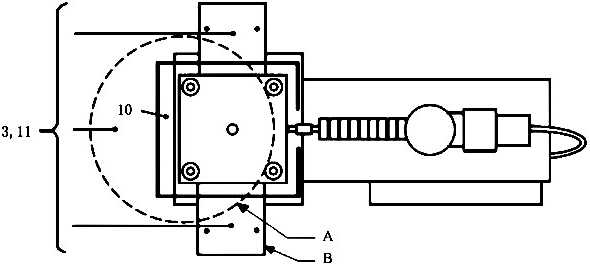
GB/T 22 5 30—2022
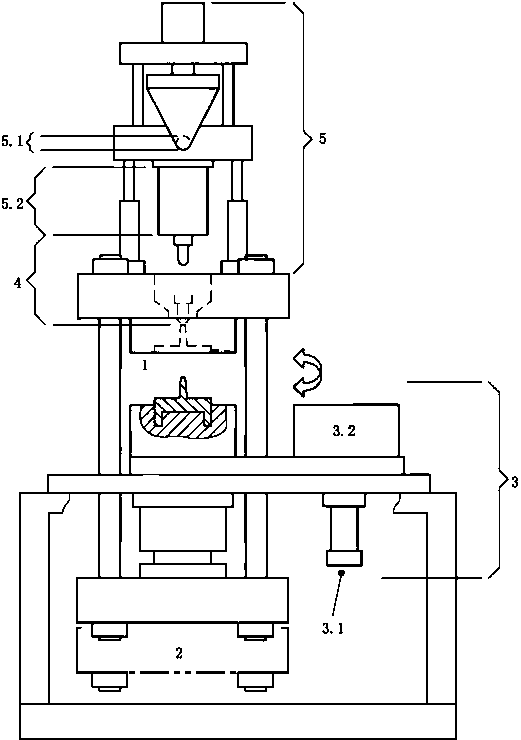
标引序号说明:
1 --模具区域;
2 --合模机构区域:
3 —-1和2区外的中子和顶出杆及其駆动机构的运动区域;
3.1 —-1和2区外的中子和顶出杆的驱动机构的运动区域,
3.2—-1和2区外的中子和顶出杆的运动区域:
4——喷嘴区域:
5--注射装置区域;
5.1—-下料口区域;
5.2—-塑化和注射机筒上的加热圈区域。
图A.3带立式合模装置和立式注射装置的注射成型机(不含防护装置)
表A.1模具区域的危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
模板闭合运动.包括带下行模板的机器由于 重力导致的运动 |
挤压、剪切和/或冲击危险 |
4.2.L4. 2.2、4.2.6、4.2.7、6. 2.9、 6.2.11 |
|
调模时模板的闭合运动 |
挤压、剪切和/或冲击危险 |
4.2.3.1 |
40
GB/T 22530—2022
表A.1模具区域的危险(续)
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
当通过固定模板上的模具定位孔可进入模 具区域时.模具安装过程中带有模具的动模 板的闭合运动 |
挤压、剪切和/或冲击危险 |
421、422、426、427 |
|
注射装置的喷嘴头通过固定模板上的模具 定位孔的运动 |
挤压、剪切和/或冲击危险 |
4.2.3.1、4.5、4.6 |
|
任何附加的注射座的喷嘴头,在与模具接触 时的运动 |
挤压、剪切和/或冲击危险 |
4.2.3.1、4.5、4.6 |
|
中子和顶出杆及其驱动机构的运动 |
挤压、剪切和/或冲击危险 |
4.2.3.1、4.2.3.2、4.2.7、4.3.2、4.4、 6.2.7 |
|
拉杆的运动 |
挤压、剪切和/或冲击危险 |
4.1,4.2 |
|
组合式模具和机器连接部分的移动 |
挤压、剪切和/或冲击危险 |
4.L4.2 |
|
模具区域内.由于模具闭合运动,从模具区 域凸出的机械部件(如:模具的插销)的运动 |
挤压、剪切和/或冲击危险 |
4.2 |
|
其他机械装置的运动 |
挤压、剪切和/或冲击危险 |
4.1、4.2、4.3、4.5、4.6、4.7 |
|
旋转台或往复台下方与其连接部分的运动 |
挤压、剪切利I/或冲击危险 |
4.9 |
|
喷嘴的过压 |
挤压、剪切和/或冲击危险 |
4.5 |
|
暴露的和未受保护的加热圈或喷嘴传感器 |
烧伤或烫伤的危险 |
4.2.5 |
|
从模具和/或喷嘴喷溅的塑料原料 |
眼睛和皮肤的损伤和烧伤或淡 伤的危险 |
4.2、4.5 |
|
模具的工作温度 |
烧伤或烫伤的危险 |
4.2.5、6.220、6.2.14 |
|
模具、喷嘴以及机筒的加热元件的工作温度 |
烧伤或烫伤的危险 |
4.2.5,6.2.10,6.2.14 |
|
从模具或喷嘴释放出来的塑料原料的工作 温度 |
烧伤或烫伤的危险 |
4.2.5、6.2.10、6.2.14 |
表A.2合模机构区域或动模板后的区域的危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
合模机构及其驱动机构的运动 |
挤压、剪切和,或冲击危险 |
4.3 |
|
模板打开运动 |
挤压、剪切和/或冲击危险 |
4.3 |
|
中子和顶出杆的驱动机构的运动 |
挤压、剪切和/或冲击危险 |
4.2.3.1、4.2.3.2、4.2.7,4.3.2、4.4, 6.2.7 |
|
带上行模板的机器由于重力导致的模板的 打开运动 |
挤压、剪切和/或冲击危险 |
4.3.2 |
41
GB/T 22530—2022
表A.2合模机构区域或动模板后的区域的危险(续)
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
动模板因曲肘连杆内存储的能量而产生的 意外运动 |
挤压、剪切和/或冲击危险 |
4.3.3、6.2.8 |
|
模具区域的动力操作式防护装置的打开 运动 |
挤压、剪切和/或冲击危险 |
4.3.1,4.8.10 |
表A.3模具区和合模机构区外的中子和顶出杆及其驱动机构的运动的区域的危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
模具区外的中子和顶出杆及其驱动机构的 运动 |
挤压、剪切和/或冲击危险 |
423.2、4.462.7 |
|
合模机构区域外的中子芯和顶出杆及其驱 动机构的运动 |
挤压、剪切和/或冲击危险 |
4.2.3.2、4.4、6.2.7 |
表A.4喷嘴区域的危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
注射装置的向前运动 |
挤压和/或剪切的危险 |
4.5 |
|
动力驱动的锁闭喷嘴及其驱动部件的运动 |
挤压和/或剪切的危险 |
4.5 |
|
更换螺杆时由于外露螺杆的运动 |
冲击和/或卷人的危险 |
4.5、6.2/8 |
|
从喷嘴喷溅的原料 |
眼睛和皮肤的损伤和烧伤或烫 伤的危险 |
4.5 |
|
喷嘴未紧固安装 |
冲击危险 |
4.5、6.2.14、6.2.18 |
|
使用错误的喷嘴的型号 |
冲击危险 |
4.5、6214、6.2.18 |
|
喷嘴的工作温度 |
烧伤或烫伤的危险 |
4.5 |
|
从喷嘴释放出的熔融原料的工作温度 |
烧伤或烫伤的危险 |
4.5 |
表A.5注射装置区域的危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
由于垂直或斜的注射装置在重力下发生意 外运动 |
挤压、剪切和/或卷人的危险 |
4.1.93.2,4.6 |
|
通过下料口可触及的塑化或注射机简中的 螺杆和/或注射柱塞的运动 |
挤压、剪切和/或卷入的危险 |
4.6 |
42
GB/T 22530—2022
表A.5注射装置区域的危险(续)
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
连接在注射装置上的料斗向固定模板的运 动(特别在小型机器) |
挤压、剪切和∕或卷入的危险 |
4.6 |
|
注射机构的运动 |
挤压、剪切和/或卷入的危险 |
4.6 |
|
塑化机构的运动 |
挤压、剪切和/或卷入的危险 |
4.6 |
|
注射装置的工作温度 |
烧伤或烫伤的危险 |
452 46.2 |
|
加热元件.如加热圈、热交换器的工作温度 |
烧伤或烫伤的危险 |
452√L6.2 |
|
从排气口释放出的熔融原料的工作温度 |
烧伤或烫伤的危险 |
4.5.2J.6.2 |
|
因原料过热或加热时间过长发生降解而从 进料口喷射出热气或原料 |
烧伤或烫伤的危险 |
4.5.246.2 |
|
因加热过度导致塑化或注射机筒的机械强 度降低 |
由于原料的溢出,泄漏/喷溅产 生的冲击、烧伤或烫伤危险 |
4.6.3 |
表A.6制品下落区域的危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
通过落料口触及模具区域的运动部件 |
挤压、剪切和,或冲击危险 |
4.7 |
|
模具的T作温度 |
烧伤或烫伤的危险 |
4.7、425 |
|
模具的加热元件的工作温度 |
烧伤或烫伤的危险 |
4.73.2.5 |
|
通过或从模具释放出来的熔融原料的工作 温度 |
烧伤或烫伤的危险 |
4.7、425 |
表A.7机器非特定区域的危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
液压压力超过5 MPa(725 PFig)和气动压力 超过1 MPa(145 PSig)的软管撕裂或在连接 处扯断而甩脱 |
冲击、挤压、剪切和/或冲击、抽 打的危险 |
4.8.1 |
|
从液压、气动或温控系统中.特别是从液压 压力超过5 MPa(725 PSig)和气动压力超过 1 MPa(145 PSig)的软管和其管接头处意外 释放的流体 |
眼睛和皮肤的损伤的危险 |
4.8.2 |
|
使用不当工具或机器在调试和维护时 |
受伤 |
4.8.3、6218 |
43
GB/T 22 5 30—2022
表A.7机器非特定区域的危险(续)
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
螺杆∕柱塞前进运动的中断导致料柄残留在 模具中 |
原料喷溅后的烧伤或烫伤的 危险 |
4.8.11.6.2.16 |
|
机器中存储的残余能量的释放在调试和维 护时 |
挤压、剪切和/或冲击危险 |
4.8.3、6.2.18 |
|
直接或间接与带电导电部件接触 |
电击危险和/或烧伤的危险 |
4.8.4 |
|
电弧 |
冲击、电击、烧伤和/或休克的 危险 |
4.8.4 |
|
电气机器的电磁骚扰引起的控制回路故障 |
意外移动导致受伤的危险 |
4.8.4 |
|
温控系统的软管和接头的工作温度 |
烧伤或烫伤的危险 |
4.8.5 |
|
温控系统释放的流体的工作温度 |
烧伤或烫伤的危险 |
4.8.5 |
|
噪声危险 |
永久性的听力丧失.耳鸣.疲 劳.焦躁.失去平衡,失去意识 |
4.8.6、6.2.24 |
|
噪声危险 |
因对语言交流或声音信号的干 扰导致事故 |
4.8.6,6.2.24 |
|
接触或吸入在原料塑化、注射或清料时产生 的有害气体、烟雾和粉尘 |
眼睛和皮肤的损伤、中毒、头疼、 不舒服和/或呼吸困难的危险 |
4.8.7,6.2.19 |
|
接触或吸人在模具中的原料硫化或固化时 产生的有害气体、烟雾和粉尘 |
眼睛和皮肤的损伤、中毒、头疼、 不舒服和/或呼吸困难的危险 |
4.8.7、6.2.19 |
|
接触或吸入在模具未关闭时产生的有害气 体、烟雾和粉尘 |
眼睛和皮肤的损伤、中毒、头疼、 不舒服和/或呼吸困难的危险 |
4.8.7、6.2.19 |
|
使用氮气的时候,缺少氧气 |
呼吸困难/或窒息的危险 |
4.8.7、6.2.19 |
|
从机器上或机器周围的指定进入位置或工 作位置上滑倒、绊倒和跌落 |
滑倒、绊倒和跌落的危险 |
4.8.8、6.2.20、6.2.21 |
|
液压和气动系统故障,包括油缸及其执行 元件 |
意外移动产生的危险 |
4.8.9、6.2.23 |
|
动力操作式防护装置的运动 |
挤压、剪切和/或冲击危险 |
4.8.10 |
|
螺杆∕柱塞前进运动的中断导致机筒内部危 险压力的积累 |
原料喷溅后的烧饬或烫伤的 危险 |
4.8.11,6.2.16 |
44
GB/T 22530—2022
表A.8特殊机器的相关危险
|
危险、危险状态和危险事件 |
潜在后果 |
条号 |
|
旋转式机器 | ||
|
转台运动 |
冲击和卷入危险 |
4.9.1 |
|
转台与固定部件之间的运动 |
挤压、剪切和/或冲击危险 |
4.9.1 |
|
往复台式机器/带有滑动模板和/或旋转式机器 | ||
|
转台或滑动模板的正常功能运动或意外 运动 |
挤压、剪切、冲击和/或卷入危险 |
4.9.1 |
|
往复台因重力的意外下落 |
挤压、剪切和/或冲击危险 |
4.9.1 |
|
带有移动注射装置的多丁位机器 | ||
|
注射装置在合模装置之间的运动 |
挤压、剪切和,或冲击危险 |
4.9.2 |
|
微发泡注射成型机 | ||
|
熔融原料从喷嘴或模具失控溢出 |
眼睛和皮肤的损伤和烧伤或烫 伤的危险 |
4.9.3,6.2.22 |
|
注射装置正朝着操作位置的机器 | ||
|
因螺杆或柱塞的向前运动或原料的降解,造 成原料直接对着操作位置的喷射(见3.1.23) |
眼睛和皮肤的损伤和烧伤或烫 伤的危险 |
4.9.4,6.2.15 |
45
GB/T 22 5 30—2022
附录B
(规范性)
I型保护
B.1 I型保护,针对液压轴的活动式防护装置
B.1.1通用要求
本章给出了液压轴的活动式防护装置采用I型保护时应符合的要求。 应使用一个位置开关和一个切断装置。
B.1.2使用一个位置开关或非接触式位置开关和一个切断装置的联锁回路
B. 1.2.1 概述
图B.1给出了使用一个位置开关和一个切断装置的联锁回路的原理。
标引序号说明:
Sl--位置开关;
L --防护锁定装置, Vl--切断装置(阀); 1 --动力回路:
3 ——液压驱动;
4 ..运动;
5.1-- 防护装置关.
5.2--防护装置开.
6—-机器的控制回路;
7—-机器的监控回路;
9—-停止检测。
注1:位置开关和防护锁定功能可集成到一个元器件。
注2:如果没有防护锁定(见B.1.2.3)∙不需要使用虚线绘制的元器件。
图B.1使用一个位置开关和一个切断装置的联锁回路示意图
46
GB/T 22530—2022
B. 1.2.2联锁功能
在符合4.1.4的基础上.还应符合下列要求。
应使用符合GB/T 18831-2017中3.16、3.17定义的1型或2型联锁装置的机械驱动式位置开关。 当防护装置在关闭位置时.位置开关S3
..应未被驱动;且
——触头应在闭合状态;且
-应给出控制信号到切断装置VI,允许启动危险运动。
当防护装置未在关闭位置时,位置开关Sl:
——应由防护装置直接操作且强制动作;且
——应通过切断装置VI.中断危险运动的控制信号。
机械驱动式位置开关可使用符合GB/T 18831-2017中3.18、3.19定义的3型或4型联锁装置的 非接触式位置开关进行替代.并实现同等的功能。在活动式防护装置打开.新的危险运动开始前,非接 触式位置开关的两对电气触头的状态变化应至少被自动监控一次。活动式防护装置关闭后.应检测相 关的状态信号.只有当相关信号正常时,才能进行下一个机器循环。
B. 1.2.3防护锁定
如果按照4.1.4的要求需要防护锁定,则在符合4.1.4.3的基础上还应符合下列要求:
~新的危险运动开始前.防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后•应检测相关的状态信号.只有当相关信号正常时.才能进行下一个机 器循环。
B.1.2.4安全相关部件
下列相关装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件:
——切断装置(阀);
——位置开关.符合GB./T 18831-2017中的1型或2型联锁装置。如果使用GB/T 18831—2017 中的3型或4型联锁装置的位置开关,则应需要两对独立的电气触头;
—— 防护锁定装置(如果适用人
B.2 I型保护.针对电动轴的活动式防护装置
B.2.1通用要求
本章给出了电动轴的活动式防护装置采用I型保护时应符合的要求。
应使用一个位置开关和一个切断装置•切断装置应采用:
-机电部件(见B.2.2),或;
——带有安全相关功能的电动机控制器(见B.2.3).
B.2.2使用一个位置开关或一个非接触式位置开关和一个切断装置(机电部件)的联锁回路
B.2.2.1 概述
图B.2给出了使用一个位置开关和一个切断装置(机电部件)的联锁回路的原理。
47
GB/T 22 5 30—2022
标引序号说明:
Sl —位置开关;
Kl——接触器;
L --防护锁定装置;
2 —-电动机控制器,
3 --电动机;
4 ..运动;
5.1--防护装置关:
5.2--防护装置开;
6 --机器的控制回路;
7 —-机器的监控冋路;
9 --停止检测。
注1:位置开关和防护锁定功能可集成到一个元器件,
注2:如果没有防护控制;
注3:锁定(见B.2.2.3),不需要使用虚线绘制的元器件。
图B.2使用一个位置开关和一个切断装置(机电部件)的联锁回路示意图
B.2.2.2联锁功能
在符合4.1.4的基础上.还应符合下列要求。
应使用符合GB/T 18831-2017中3.16 317定义的1型或2型联锁装置的机械驱动式位置开关。
当防护装置在关闭位置时,位置开美S1:
..应未被驱动;且
48
GB/T 22530—2022
——触头应在闭合状态;且
——应给出控制信号到接触器K1.允许启动危险运动。
当防护装置未在关闭位置时•位置开关Sl:
——应由防护装置直接操作且强制动作;且
-应通过接触器Kl.中断危险运动的控制信号。
机械驱动式位置开关可使用符合GB/T 18831-2017中3.18、3.19定义的3型或4型联锁装置的 非接触式位置开关进行替代.并实现同等的功能。在活动式防护装置打开,新的危险运动开始前,非接 触式位置开关的两对电气触头的状态变化应至少被自动监控一次。活动式防护装置关闭后.应检测相 关的状态信号.只有当相关信号正常时.才能进行下一个机器循环。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动.则接触器Kl应放置 在电动机和电动机控制器之间。如果没有,则Kl可放置在电动机控制器的前端。
在活动式防护装置打开,新的危险运动开始前,接触器Kl的正确动作状态应至少自动监控一次。 活动式防护装置关闭后.应检测相关的状态信号,只有当相关信号正常时•才能进行下一个机器循环。
B.2.2.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
—— 新的危险运动开始前,防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后.应检测相关的状态信号.只有当相关信号正常时•才能进行下一个机 器循环。
B.2.2.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件。
—— 切断装置(带有联锁触头或镜像触头的接触器);
——位置开关•符合GB/T 18831-2017中的1型或2型联锁装置。如果使用GB/T 18831-2017 中的3型或4型联锁装置的位置开关.则应需要两对独立的电气触头;
-防护锁定装置(如果适用几
B.2.3使用一个位置开关或一个非接触式位置开关和一个切断装置(带安全相关功能的电动机控制 器)的联锁回路
B.2.3.1 概述
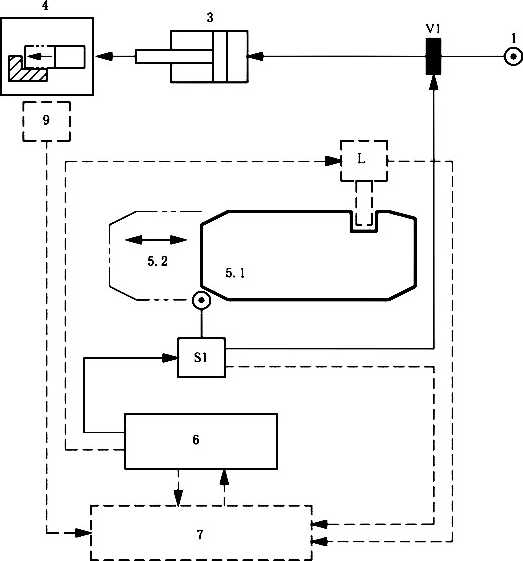
图B.3给出了使用一个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁冋路的 原理。
49
GB/T 22 5 30—2022
标引序号说明:
Sl--位置开关:
L--防护锁定装置;
2——带安全相关功能的电动机控制器;
2.0 ——关闭状态的确认信号.和2.1关联:
2.1—-安全相关输人通道:
3 ..电动机;
4 ..运动;
5.1--防护装置关;
5.2--防护装置开;
6--机器的控制冋路;
7--机器的监控冋路;
9--停止检测。
注1:位置开关和防护锁定功能可集成到一个元器件。
注2:停止的信息也可由9到2,再由2到7a
注3:如果没有防护锁定(见B.2.3.3)∙不需要使用虚线绘制的元器件。
图B.3使用一个位置开关和一个带安全相关功能的电动机控制器作为切断装置联锁回路的示意图
B.2.3.2联锁功能
在符合4,1.4的基础上.还应符合下列要求。
应使用符合GB/T 18831-2017中3.16.3.17定义的1型或2型联锁装置的机械驱动式位置开关。
当防护装置在关闭位置时,位置开关S1:
50
GB/T 22530—2022
..应未被驱动;且
——触头应在闭合状态;且
——应给出控制信号到电动机控制器的安全相关输入通道(见图B.3中2.1),允许启动危险运动。
当防护装置未在关闭位置时,位置开关SL
—— 应由防护装置直接操作且强制动作;且
——应通过电动机控制器的安全相关输入通道(见图B.3中2.1),中断危险运动的控制信号。
机械驱动式位置开关可使用符合GB/T 18831-2017中3.18、3」9定义的3型或4型联锁装置的 非接触式位置开关进行替代.并实现同等的功能。在活动式防护装置打开,新的危险运动开始前,非接 触式位置开关的两对电气触头的状态变化应至少被自动监控一次。活动式防护装置关闭后.应检测相 关的状态信号.只有当相关信号正常时.才能进行下一个机器循环。
电动机控制器应带有内部的安全功能STO:
——关闭运动轴的危险运动;且
——防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2∙2016 和 PLr=J
电动机控制器应符合GB/T 12668.501-2013的规定。
在活动式防护装置打开,新的危险运动开始前,电动机控制器关闭状态的确认信号应至少被自动监 控一次。活动式防护装置关闭后.应检测相关的状态信号,只有当相关信号正常时.才能进行下一个机 器循环。
B.2.3.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础丄:还应符合下列要求:
——新的危险运动开始前.防护锁定装置的位置应被自动监控;
—— 停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机 器循环。
B.2.3.4安全相关部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件。
一 位置开关.符合GB,/T 18831 2017中的1型或2型联锁装置。如果使用GB/T 18831 2017 中的3型或4型联锁装置的位置开关.则应需要两对独立的电气触头。
—— 防护锁定装置(如果适用〉。
B.3 I型保护.针对液压轴的光幕
B.3.1通用要求
本章给出了液压轴的光幕采用1型保护时应符合的要求。
应使用一个切断装置。
B.3.2使用光幕和一个切断装置的联锁回路
B.3.2.1 概述
图b.4给出r使用光幕和一个切断装置的联锁冋路的原理。
51
GB/T 22 5 30—2022
Vl
标引序号说明:
Vl--切断装置(阀);
1—-动力回路;
3--液压驱动:
4 运动;
5 光幕;
6—-机器的控制回路;
7—-机器的监控回路;
8--光幕监控和控制的安全装置或安全PLC。
注:装置5和8可是一个部件单元。
图B.4使用一个光幕和一个切断装置的联锁回路示意图
B.3.2.2 联锁功能
在符合4.1.5的基础上,还应符合以下要求:
-- 当光幕中断后,应通过给出控制信号到切断装置,中断危险运动的动力回路;
-- 当光幕中断和复位后.光幕的保护功能应被自动校验.只有当校验通过后.才能进行下一个机 器循环。
B.3.2.3安全相关的零部件
切断装置(阀)应为符合GB/T 16855.1—2018中6.2.4规定的经验证的元件。
ESPE(图B.4中装置5和8的组合〉的安全功能应符合GB/T 19436.1—2013中2型和PLr = c。
52
CB/T 22530—2022
B.4 I型保护.针对电动轴的光幕
B.4.1通用要求
本章给出了电动轴的光幕采用1型保护时应符合的要求。
应使用一个切断装置,切断装置应采用:
——机电部件(见B.4.2).或;
——带有安全相关功能的电动机控制器(见B.4.3)。
B.4.2使用光幕和一个切断装置(机电部件)的联锁回路
B.4.2.1 概述
图B.5给出了使用光幕和一个切断装置(机电部件)的联锁回路的原理。
Kl..接触器:
2--电动机控制器;
3 --电动机;
4 ..运动:
5 ---光幕;
6—-机器的控制回路;
7—-机器的监控回路;
8——光幕监控和控制的安全装置或安全PLC。
注:装置5和8可是一个部件单元。
图B.5使用一个光幕和一个切断装置(机电部件)的联锁回路示意图
53
GB/T 22530—2022
B.4.2.2联锁功能
在符合4.1.5的基础上,还应符合以下要求。
-一当光幕中断后.应通过给出控制信号到接触器Kl.中断危险运动的电源。
- 如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动.则接触器Kl应 放置在电动机和电动机控制器之间。如果没有.则KI可放置在电动机控制器的前端。
——当光幕中断和复位后.光幕的保护功能和接触器的正确动作应被自动校验.只有当校验通过 后.才能进行下一个机器循环。
B.4.2.3安全相关的零部件
切断装置(带有联锁触头或镜像触头的接触器)应为符合GB/T 16855.1-2018中6.2.4规定的经 验证的元件。
ESPE(图B.5中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中2型和PL, = c。
B.4.3使用光幕和一个切断装置(带安全相关功能的电动机控制器)的联锁回路
B.4.3.1 概述
图B.6给出了使用光幕和一个切断装置(带安全相关功能的电动机控制器)的联锁回路的原理。
图B.6使用一个光幕和一个切断装置(带安全相关功能的电动机控制器)的联锁回路示意图
54
GB/T 22530—2022
标引序号说明:
2—-带安全相关功能的电动机控制器;
2.0--关闭状态的确认信号,和2.1关联I
2.1--安全相关输入通道,
3--电动机:
4 ..运动:
5 ...光幕;
6 —-机器的控制回路;
7--机器的监控回路;
8—-光幕监控和控制的安全装置或安全PLC。
注:装置5和8可是一个部件单元。
图B.6使用一个光幕和一个切断装置(带安全相关功能的电动机控制器)的联锁回路示意图(续)
B.4.3.2联锁功能
在符合4.1.5的基础上,还应符合以下要求。
当光幕中断后•.应通过给出控制信号到电动机控制器.中断危险运动的电源。
电动机控制器应带有内部的安全功能STO:
-关闭运动轴的危险运动;且
--防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2:2016 和 PLr=Co
电动机控制器应符合GB/T 12668.501 2013的规定。
当光幕中断和复位后,光幕的保护功能和电动机控制器关闭状态的确认信号应被自动校验,只有当 校验通过后,才能进行下一个机器循环。
B.4.3.3安全相关的零部件
ESPE(图B.6中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中2型和PLr = c。
55
GB/T 22 5 30—2022
附录C (规范性)
II型保护
c.l II型保护,针对液压轴的活动式防护装置
C.1.1总体要求
本章给出了液压轴的活动式防护装置采用11型保护时应符合的要求。
应使用两个位置开关和一个切断装置。
C.1.2使用两个位置开关或一个非接触式位置开关和一个切断装置的联锁回路
C.1.2.1 概述
图C.1给出了使用两个位置开关和一个切断装置的联锁回路的原理。
标引序号说明:
S1、S2--位置开关:
L --防护锁定装置;
Vl --切断装置(阀):
1 —-动力回路:
3 --液压驱动;
4 ..运动;
5.1-- 防护装置关:
5.2—-防护装置开,
6—-机器的控制回路;
7—-机器的监控回路;
9—-停止检测。
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:如果没有防护锁定(见CL2.3),不需要使用虚线绘制的元器件。
图CJ 使用两个位置开关和一个切断装置的联锁回路示意图
56
GB/T 22530—2022
C.1.2.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
应使用两个符合GB/T 18831-2017中3.16.3.17定义的1型或2型联锁装置的机械驱动式位置 开关。
当防护装置在关闭位置时:
——第一个位置开关Sl应未被驱动;且
——第二个位置开关S2应已被驱动;且
—— 两个位置开关的触头应在闭合状态;且
——Sl和S2应给出控制信号到切断装置VI,允许启动危险运动。
当防护装置未在关闭位置时:
——第一个位置开关SI应由防护装置直接操作并强制动作;且
-第二个位置开关S2应不再被防护装置驱动;且
——Sl和S2应通过切断装置VI.中断危险运动的控制信号。
在活动式防护装置打开.新的危险运动开始前,两个位置开关的状态变化应至少被自动监控一 次,才能避免F一个危险运动的产生。活动式防护装置关闭后,应检测相关的状态信号,只有当相关状 态信号正常时.才能进行f一个机器循环。
两个机械式触发的位置开关可使用下列方式进行替换:
—两个符合GB/T 18831 2017中3.18定义的3型联锁装置的非接触式位置开关,或;
--个符合GB/T 18831-2017中3.19定义的4型联锁装置的非接触式位置开关。
并实现同等的功能。在活动式防护装置打开,新的危险运动开始前.每个非接触式位置开关的两对 电气触头的状态变化应至少自动监控一次。活动式防护装置关闭后.应检测相关的状态信号.只有当相 美信号正常时,才能进行下一个机器循环。
C.1.2.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
—— 新的危险运动开始前,防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
-活动式防护装置关闭后,应检测相关的状态信号.只有当相关信号正常时,才能进行下一个机 器循环。
C.1.2.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
——切断装置(阀);
——位置开关,符合GB/T 18831-2017中的1型或2型的联锁装置。如果使用GB/T 18831-2017中的3型或4型的联锁装置的位置开关,则应需要两对独立的电气触头;
—— 防护锁定装置(如果适用)。
C.2 ∏型保护,针对电动轴的活动式防护装置
C.2.1总体要求
本章给出了电动轴的活动式防护装置采用II型保护时应符合的要求。
57
GB/T 22530—2022
应使用两个位置开关和一个切断装置•切断装置应采用:
——机电部件(见C.2.2>,或
—— 带有安全相关功能的电动机控制器(见C.2.3)。
C.2.2使用两个位置开关或一个非接触式位置开关和一个切断装置(机电部件)的联锁回路
C.2.2.1 概述
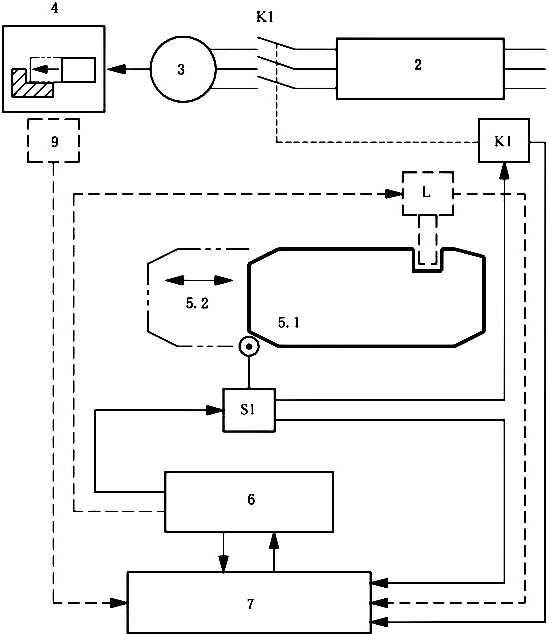
图C.2给出了使用两个位置开关和一个切断装置(机电部件)的联锁回路的原理。
KI
标引序号说明:
Sl ,S2..位置开关:
Kl --接触器:
L --防护锁定装置;
2 ——电动机控制器;
3 ..电动机:
4 ...运动;
5.1 --防护装置关;
5.2 --防护装置开.
6 —-机器的控制回路,
7 —-机器的监控回路,
9 --停止检测。
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:如果没有防护锁定(见C∙L2∙3),不需要使用虚线绘制的元器件。
图C2使用两个位置开关和一个切断装置(机电部件)的示意图
58
GB/T 22530—2022
C.2.2.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
应使用两个符合GB/T 18831 2017中3.16、3.17定义的1型或2型联锁装置的机械驱动式位置开关。 当防护装置在关闭位置时:
"第一个位置开关SI应未被驱动;且
——第二个位置开关S2应已被驱动;且
—两个位置开关的触头应在闭合状态;且
——Sl和S2应给出控制信号到接触器Kl,允许启动危险运动。
当防护装置未在关闭位置时:
——第一个位置开关Sl应由防护装置直接操作并强制动作;且
-第二个位置开关S2应不再被防护装置驱动;且
——Sl和S2应通过接触器Kl.中断危险运动的控制信号。
在活动式防护装置打开•新的危险运动开始前.两个位置开关的状态变化应至少被自动监控一 次.才能避免下一个危险运动的产生。活动式防护装置关闭后.应检测相关的状态信号,只有当相关信 号IE常时,才能进行下一个机器循环。
两个机械式触发的位置开关可使用下列方式进行替换:
——两个符合GB/T 18831-2017中3.18定义的3型联锁装置的非接触式位置开关,或;
--个符合GB/T 18831-2017中3.19定义的4型联锁装置的非接触式位置开关。
并实现同等的功能。在活动式防护装置打开,新的危险运动开始前,每个非接触式位置开关的两对 电气触头的状态变化应至少被自动监控一次。活动式防护装置关闭后.应检测相关的状态信号.只有当 相关信号正常时.才能进行下一个机器循环。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动.则接触器Kl应放置 在电动机和电动机控制器之间。如果没有,则Kl可放置在电动机控制器的前端。
在活动式防护装置打开.新的危险运动开始前,至少应自动监控一次:
-位置开关的状态变化;
——接触器Kl的正确状态。
活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时•才能进行下一个机器循环。
C.2.2.3防护锁定
如果按照4.1.4的要求需要防护锁定,则在符合4.1.4.3的基础上还应符合下列要求:
——新的危险运动开始前.防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
——活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机 器循环。
C.2.2.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
-切断装置(带有联锁触头或镜像触头的接触器);
——位置开关,符合GB/T 18831-2017中的1型或2型的联锁装置。如果使用GB/T 18831-2017中的3型或4型的联锁装置的位置开关,则应需要两对独立的电气触头;
59
GB/T 22 5 30—2022
——防护锁定装置(如果适用)。
C.2.3使用两个位置开关或一个非接触式位置开关和一个切断装置(带安全相关功能的电动机控制 器)的联锁回路
C.2.3.1通用要求
图C3给出r使用两个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁冋路的原理。
L --防护锁定装置:
2 —-带安全相关功能的电动机控制器,
2.0 --关闭状态的确认信号•和2.1关联;
2.1 --安全相关输入;
3 ——电动机;
4 ..运动;
5.1 --防护装置关:
5.2 --防护装置开;
6 --机器的控制回路:
7 —-机器的监控回路:
9 —-停止检测。
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:停止信息可由9到2.再由2到7。
注3:如果没有防护锁定(见C.2∙3∙3),不需要使用虚线绘制的元器件.
图C.3使用两个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路示意图
60
GB/T 22530—2022
C.2.3.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
应使用两个符合GB/T 18831-2017中3.16,3.17定义的1型或2型联锁装置的机械驱动式位置 开关。
当防护装置在关闭位置时:
-第一个位置开关Sl应未被驱动;且
——第二个位置开关S2应已被驱动;且
—— 两个位置开关的触头应在闭合状态;且
——Sl和S2应给出控制信号到电动机控制器的安全相关输人通道(见图C.3中2.1).允许启动危 险运动。
当防护装置未在关闭位置时:
——第一个位置开关Sl应由防护装置直接操作且强制动作;且
-第二个位置开关S2应不再被防护装置驱动;且
——Sl和S2应通过电动机控制器的安全相关输入通道(见图C.3中2.1),中断危险运动的控制 信号。
在活动式防护装置打开,新的危险运动开始前•两个位置开关的状态变化应至少被自动监控一 次,避免下一个危险运动的产生。活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正 常时•才能进行下一个机器循环。
两个机械式触发的位置开关可使用F列方式进行替换:
-两个符合GB/T 18831 2017中3.18定义的3型联锁装置的非接触式位置开关,或;
..个符合GB/T 18831-2017中3.19定义的4型联锁装置的非接触式位置开关。
并实现同等的功能。在活动式防护装置打开,新的危险运动开始前,每个非接触式位置开关的两对 电气触头的状态变化应至少被自动监控一次。活动式防护装置关闭后,应检测相关的状态信号.只有当 相关信号正常时•才能进行下一个机器循环。
电动机控制器应带有下列内部的安全功能。
a) STO 的功能应符合 IEC 61800-5-2:2016 和 PL=C ,且 STO 应:
1)关闭运动轴的危险运动;且
2)防止危险运动的意外启动。
b)如果没有锁定装置(见C.2.3.3),应使用安全功能SSl进行安全停车。SSI的功能应符合 IEC 61800-5-2≈2016 和 PL = C。
电动机控制器应符合GB/T 12668.501-2013的规定。
在活动式防护装置打开.新的危险运动开始前,应至少自动监控一次:
——位置开关的状态变化;
--电动机控制器关闭状态的确认信号。
活动式防护装置关闭后•应检测相关的状态信号.只有当相关信号正常时,才能进行下一个机器 循环。
C.2.3.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
-新的危险运动开始前.防护锁定装置的位置应被自动监控;
61
GB/T 22530—2022
——停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后.应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机 器循环。
C.2.3.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
——位置开关.符合GB/T 18831-2017中的1型或2型的联锁装置。如果使用GB/T 18831-2017中的3型或4型的联锁装置的位置开关.则应需要两对独立的电气触头;
—— 防护锁定装置(如果适用)。
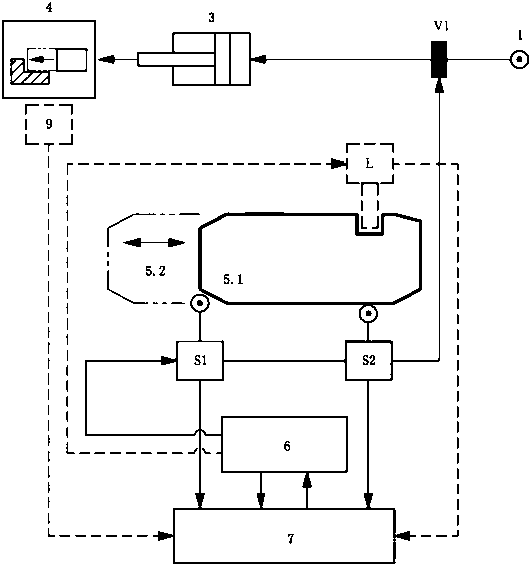
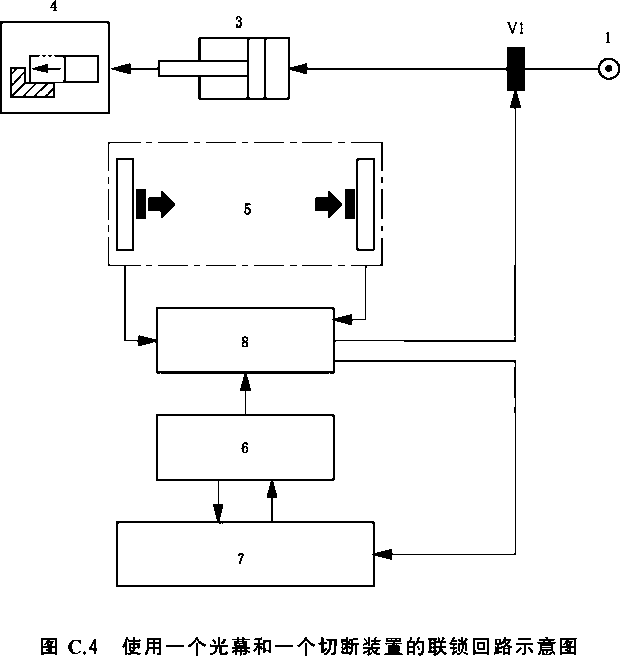
C.3 II型保护,针对液压轴的光幕
C.3.1通用要求
本章给出了液压轴的光幕采用π型保护时应符合的要求。
应使用一个切断装置。
C.3.2使用光幕和一个切断装置的联锁回路
C.3.2.1概述要求
图C.4给出了使用光幕和一个切断装置的联锁回路的原理。
62
GB/T 22530—2022
标引序号说明:
Vl-- 切断装置(阀);
1--动力回路;
3--液压驱动:
4 --运动;
5--光幕;
6——机器的控制回路;
7——机器的监控回路;
8——光幕监控和控制的安全装置或安全PLC, 注:装置5和8可是一个部件单元。
图C.4使用一个光幕和一个切断装置的联锁回路示意图(续)
C.3.2.2联锁功能
在符合4.1.5的基础上.还应符合以下要求:
-当光幕中断后.应通过给出控制信号到切断装置,中断危险运动的动力冋路;
一当光幕中断和复位后,光幕的保护功能应被自动校验,只有当校验通过后,才能进行下一个机 器循环。
C.3.2.3安全相关的零部件
切断装置(阀)应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件。
ESPE(图C.4中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中4型和PL,=√o
C.4 II型保护,针对电动轴的光幕
C.4.1通用要求
本章给出了也动轴的光幕采用U型保护时应符合的要求。
应使用一个切断装置,切断装置应采用:
——机电部件(见C.4.2)∙或;
——带有安全相关功能的电动机控制器(见C.4.3)。
C.4.2使用一个光幕和一个切断装置(机电部件)的联锁回路
C.4.2.1 概述
图C.5给出了使用光幕和一个切断装置(机电部件)的联锁回路的原理。
63
GB/T 22 5 30—2022
标引序号说明:
Kl--接触器;
2——电动机控制器;
3--电动机;
4 ...运动;
5——光幕;
6--机器的控制冋路;
7--机器的监控回路;
8~-光幕监控和控制的安全装置或安全PLC。
注:装置5和8可是一个部件单元。
图C.5使用一个光幕和一个切断装置(机电部件)的联锁回路示意图
C.4.2.2联锁功能
在符合4.1.5的基础上,还应符合以下要求。
——当光幕中断后,应通过给出控制信号到接触器KL中断危险运动的电源。
——如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器Kl应 放置在电动机和电动机控制器之间。如果没有.则Kl可放置在电动机控制器的前端。
--光幕中断和复位后.光幕的保护功能和接触器的正确动作应被自动的校验,只有当校验通过 后,才能进行下一个机器循环。
C.4.2.3安全相关的零部件
切断装置(带有联锁触头或镜像触头的接触器)应为符合GB/T 16855.1-2018中6.2.4规定的经 验证的元件。
64
GB/T 22530—2022
ESPE(图C.5中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中4型和PLr=Jo
C.4.3使用光幕和一个切断装置(带安全相关功能的电动机控制器)的联锁回路
C.4.3.1通用要求
图C6给出了使用光幕和一个切断装置(带安全相关功能的电动机控制器)的联锁回路的原理。
标引序号说明:
2 —-带安全相关功能的电动机控制器;
2.0--关闭状态的确认信号,和2.1关联.
2.1..安全相关输入通道?
3--电动机;
4 ..运动;
5 ...光幕;
6—-机器的控制回路;
7—-机器的监控回路;
8—-光幕监控和控制的安全装置或安全PLC。 注:装置5和8可是一个部件单元。
图C.6使用一个光幕和一个切断装置(带安全相关功能的电动机控制器)的联锁回路示意图
C.4.3.2联锁功能
在符合4.1.5的基础上.还应符合以下要求。
——当光幕中断后.应通过给出控制信号到电动机控制器.中断危险运动的电源。
——电动机控制器应带有下列内部的安全功能。
65
GB/T 22530—2022
a) STO 的功能应符合 IEC 618OO-5-2:2O16 和 PLr = c ,且 STO 应:
D关闭运动轴的危险运动;且
2)防止危险运动的意外启动。
b)使用安全功能SSl进行安全停车,SSl的功能应符合IEC 618OO-5-2:2O16和PL,=,,。
电动机控制器应符合GB/T 12668.501 2013的规定。
当光幕中断和复位后•光幕的保护功能和电动机控制器关闭状态的确认信号应被自动地校验,只有 当校验通过后,才能进行下一个机器循环。
C.4.3.3安全相关的零部件
ESPE(图C.6中装置5和8的组合)的安全功能应符合GB/T 19436.1-2013中4型和PL=4。
66
GB/T 22530—2022
附录D (规范性) IB型保护
D.l In型保护,针对液压轴的活动式防护装置
D.1.1
通用要求
本章给1I: 了液压轴的活动式防护装置采用W型保护的安全要求。
应使用:
——三个位置开关和两个独立切断装置(见D.1.2),或;
——配备安全装置的两个位置开关和两个独立的切断装置(见D.1.3),或;
--个非接触式的位置开关和两个独立的切断装置(见D.1.4)o
D.1.2使用三个位置开关和两个独立的切断装置的联锁回路
D. 1.2.1 概述
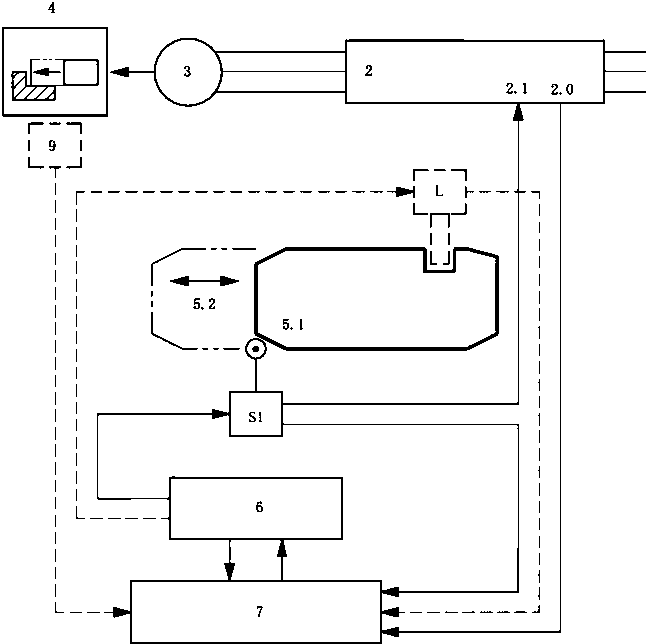
图D.1给出了使用三个位置开关和两个独立的切断装置的联锁回路的原理。
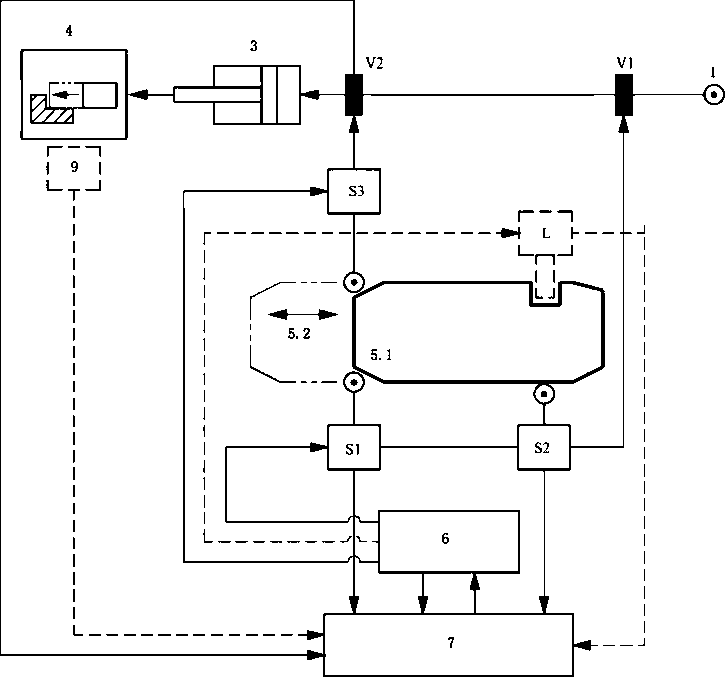
图D.1使用三个位置开关和两个独立的切断装置的联锁回路示意图
67
GB/T 22530—2022
标引序号说明:
S1.S2,S3--位置开关:
L —防护锁定装置:
Vl —主切断装置(开合模方向阀>;
V2 --第二个切断装置;
1 —动力回路;
3 ..液压驱动;
4 ..运动;
5.1 —防护装置关;
5.2 —-防护装置开;
6 —-机器的控制回路;
7 ——机器的监控回路;
9 —-停生检测。
注1:第二个切断装置的触发有4种方式(见D.1.2.2)。
注2:其中一个位置开关和防护锁定功能可集成到一个元器件。
注3:如果没有防护锁定(见D.1.2.3).则不需要使用虚线绘制的元器件。
图D.1使用三个位置开关和两个独立的切断装置的联锁回路示意图(续)
D. 1.2.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
应使用符合GB/T 18831—2017中1型或2型的联锁装置的位置开关。当防护装置在关闭位 置时:
——第一个位置开关Sl应未被驱动;且
——第二个位置开关S2应已被驱动;且
—— 第三个位置开关S3应未被驱动;且
——所有的位置开关的触头应在闭合状态;且
——Sl和S2应给出控制信号到主切断装置VI.允许启动危险运动;且
——S3应给出控制信号到第二个切断装置V2,允许启动危险运动。
当防护装置未在关闭位置时:
——第一个位置开关Sl应由防护装置直接操作且强制动作,并应通过主切断装置VI,中断危险运 动的控制信号;且
——第二个位置开美S2应不再被防护装置驱动,并应通过主切断装置VI.中断危险运动的控制信 号;且
——第三个位置开美S3应由防护装置直接操作且强制动作,并应通过第二个切断装置V2.中断危 险运动的控制信号。
切断危险运动油缸流量的第二个切断装置V2应是一个附加的阀,该阀应:
a)由活动式防护装置直接操作且遇制动作(防护装置打开时),或;
b)由一个附加的位置开关触发,该位置开美由活动式防护装置直接操作且强制动作(防护装置打 开时).或;
c)由一个先导阀控制.该先导阀由活动式防护装置直接操作且强制动作(防护装置打开时),或; d)由一个先导阀控制.该先导阀由一个附加的位置开关触发,该位置开关由活动式防护装置直接 操作且强制动作(防护装置打开时)。
68
GB/T 22530—2022
见图D.2o
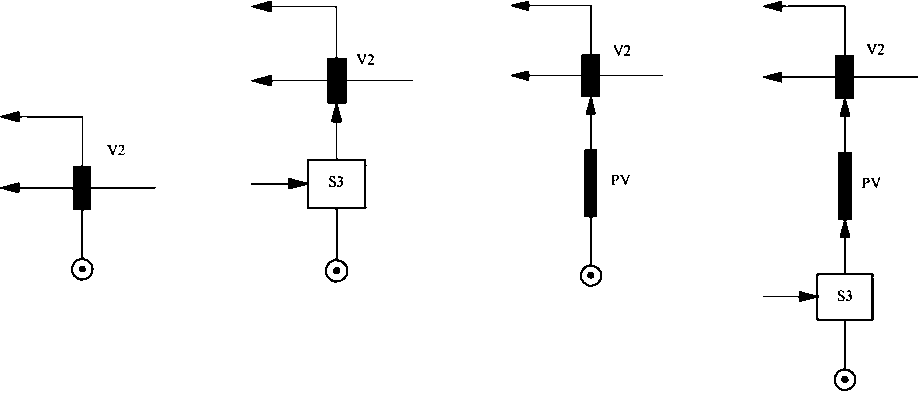
标引序号说明:
S3——第T个位置开关;
PV--先导阀;
V2--第二个切断装置。
图D.2第二个切断装置的各种触发方式
当第二个切断装置/先导阀由一个位置开关控制时[图D.2中的方式b)或d)]:
——位置开关(S3)应有强制断开触头;
--位置开关和第二个切断装置或先导阀之间的连接应通过一个独立于非安全PLC的硬件回路。
在每一个防护装置动作周期内.第二个切断装置的关闭状态应被自动监控.其故障应被自动识别以 防止任何危险运动的发生。
如果第二个切断装置由先导阀控制.则应监控先导阀的正确状态。如果可通过第二个切断装置的 切换状态来实现自动监控.则不需要再对先导阀进行附加的监控。
活动式防护装置关闭后,只有在对下列情况进行r自动监控而未发现故障的情况下,才能进行注射 成型机的循环动作:
—驱动主切断装置的两个位置开关的状态;
--第二个切断装置位置切换状态;
—附加的位置开关的切换状态[图D.2中的方式b)或Q]和/或先导阀的状态[图D.2中的方式 C或d)]。如果通过第二个切断装置的切换状态来实现自动监控,则不需要再对位置开关 和/或先导阀进行附加的监控。
主切断装置的故障应通过相关的过程进行检测(如:方向阀)或有必要进行监控(如:插装阀)。
D. 1.2.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
--新的危险运动开始前,防护锁定装置的位置应被自动监控;
—停止检测的信号变化应被自动监控;
一活动式防护装置关闭后,应检测相关的状态信号.只有当相关信号正常时.才能进行下一个机
69
GB/T 22530—2022
器循环。
D. 1.2.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
-主切断装置(阀);
--第二个切断装置(阀);
——先导阀(如果适用);
--位置开关;
—— 防护锁定装置(如果适用)。
D.1.3使用配安全装置的两个位置开关和两个独立的切断装置的联锁回路
D.1.3.1通用要求
图D.3给出了使用配安全装置的两个位置开关和两个独立的切断装置的联锁回路的原理。
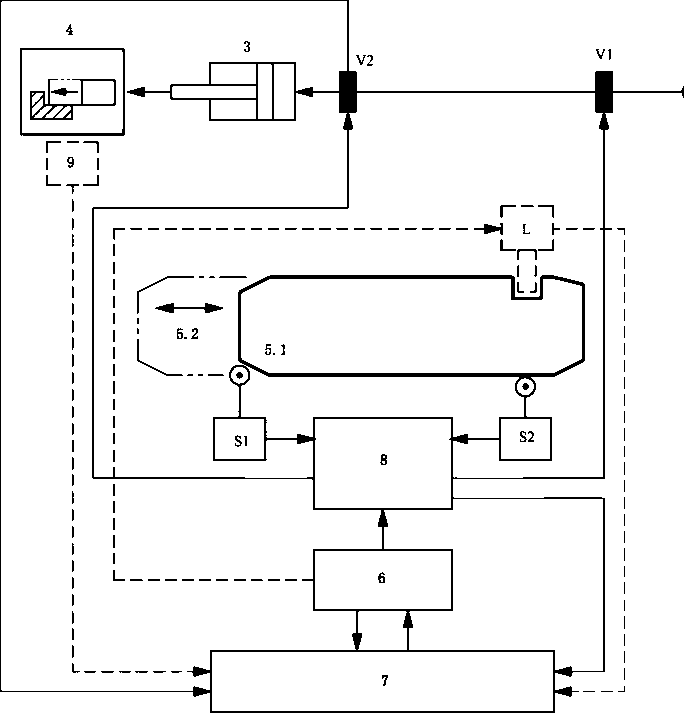
图D.3使用配安全装置的两个位置开关和两个独立的切断装置的联锁回路示意图
70
GB/T 22530—2022
标引序号说明:
S1、S2--位置开关:
1, —-防护锁定装置;
Vl --主切断装置(开合模方向阀);
V2 --第二个切断装置;
ɪ —动力回路:
3 ..液压驱动;
4 ..运动;
5.1 —防护装置关;
5.2 —-防护装置开;
6 —-机器的控制回路;
7 --机器的监控回路;
8 —-位置开关监控和控制的安全装置或安全PLC;
9 -停止监控。
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:如果没有防护锁定(见D.L3.3).不需要使用虚线绘制的元器件。
图D.3使用配安全装置的两个位置开关和两个独立的切断装置的联锁回路示意图(续)
D. 1.3.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
两个位置开关应直接连接到控制和监控部件8•符合PL=e。当防护装置打开后.应通过两个切断 装置中断危险运动的动力回路。
应使用符合GB/T 18831-2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
--第一个位置开关Sl应未被驱动;且
--第二个位置开关S2应已被驱动;且
—— 所有的位置开关的触头应在闭合状态;且
--Sl和S2应通过安全装置8给出控制信号到切断装置,允许启动危险运动。
当防护装置未在关闭位置时:
--第一个位置开关Sl应由防护装置宜接操作且强制动作,中断危险运动的控制信号;且
--第二个位置开关S2应不再被防护装置驱动,中断危险运动的控制信号。
切断危险运动油缸流量的第二个切断装置V2应是一个附加的阀,该阀应:
— 由安全装置直接触发,或
— 由先导阀控制.先导阀由安全装置触发。
见图D.4o
71
GB/T 22 5 30—2022
V2
I PV
a) b)
标引序号说明:
pv—-先导阀;
V2—-第二个切断装置。
图D.4第二个切断装置的各种触发方式
在每一个防护装置动作周期内,第二个切断装置的关闭状态应被自动监控,其故障应被自动识别以 防止任何危险运动的发生。
如果第二个切断装置由先导阀控制,则应监控先导阀的正确状态。如果可通过第二个切断装置的 切换状态来实现自动监控•则不需要再对先导阀进行附加的监控。
安全装置的控制和监控符合PL,=e∙应:
-- 监控两个位置开关的状态;且
——控制两个切断装置。
主切断装置的故障应通过相关的过程进行检测(如:方向阀)或有必要进行监控(如:插装阀)。
D.1.3.3防护锁定
如果按照4.1.4的要求需要防护锁定,则在符合4.1.4.3的基础上还应符合下列要求:
——新的危险运动开始前.防护锁定装置的位置应被自动监控;
—停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机 器循环。
D.1.3.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件:
—— 主切断装置(阀);
——第二个切断装置(阀);
—— 先导阀(如果适用);
——位置开关;
—— 防护锁定装置(如果适用)。
D.1.4使用一个非接触式开关和两个独立的切断装置的联锁回路
D. 1.4.1通用要求
图D.5给出了使用一个非接触式开关和两个独立的切断装置的联锁回路的原理。
72
GB/T 22530—2022
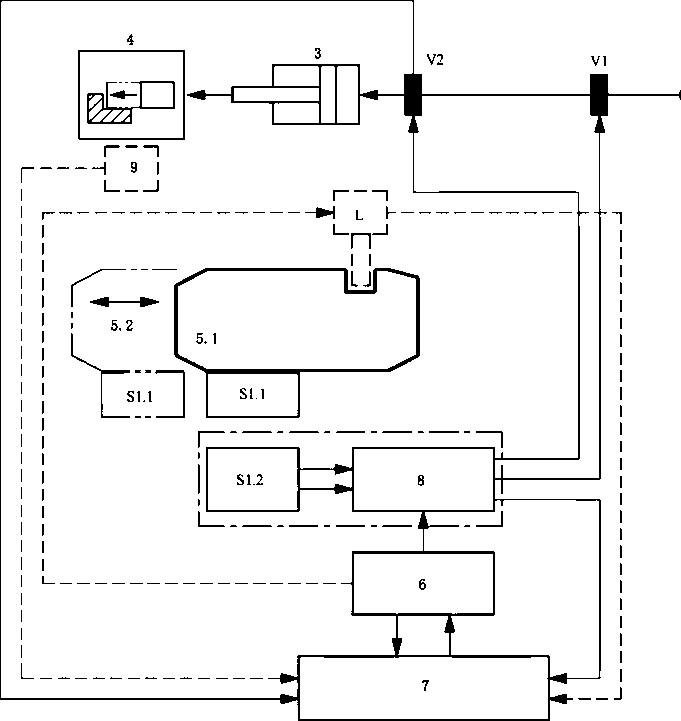
标引序号说明:
S1.1--位置开关操动件,
S1.2--位置开关:
L --防护锁定装置;
Vl——主切断装置(开合模方向阀);
V2--第二个切断装置:
1 —-动力回路:
3 ——液压驱动:
4 ..运动;
5.1 —-防护装置关;
5.2--防护装置开;
6 --机器的控制冋路;
7 --机器的监控冋路;
8 --位置开关监控和控制的安全装置或安全PLC;
9 --停止检测。
注1:位置开关SL2和安全装置8可为同一个零部件。
注2:如果没有防护锁定(见D.L4.3) •不需要使用虚线绘制的元器件。
图)5使用一个非接触式开关和两个独立的切断装置的联锁回路示意图
73
GB/T 22530—2022
D. 1.4.2联锁功能
在符合4.1.4的基础上,还应符合以下要求。
位置开关(GB/T 18831 2017,4型联锁装置,磁感应式、光学式或高编码式的RFID)应宜接连接 到控制和监控的安全部件或可为同一个零部件,符合PL,=e。当防护装置打开时,应通过两个切断装 置中断危险运动的动力回路。
当防护装置在关闭位置时,位置开关应通过给出控制信号到安全装置,允许危险运动。
切断危险运动油缸流量的第二个切断装置V2应是一个附加的阀,该阀应:
—— 由安全装置直接触发,或
—— 由先导阀控制•先导阀由安全装置触发。
见图D.6。
V2
I PV
a) b)
标引序号说明:
PV---先导阀;
V2--第二个切断装置。
图D.6第二个切断装置的各种触发方式
在每一个防护装置动作周期内,第二个切断装置的关闭状态应被自动监控,其故障应被自动识别以 防止任何危险运动的发生。
如果第二个切断装置由先导阀控制.则应监控先导阀的正确状态。如果可通过第二个切断装置的 切换状态来实现自动监控,则不需要再对先导阀进行附加的监控。
安全装置的控制和监控符合PL,=e,应:
—— 监控位置开关两对电气触头的状态;且
——控制两个切断装置。
主切断装置的故障应通过相关的过程进行检测(如:方向阀)或有必要进行监控(如:插装阀)。
D. 1.4.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
——新的危险运动开始前•防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
—— 活动式防护装置美闭后.应检测相关的状态信号•只有当相美信号正常时,才能进行下一个机 器循环。
74
GB/T 22530—2022
D.1.4.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
-主切断装置(阀);
-第二个切断装置(阀);
一先导阀(如果适用);
—— 防护锁定装置(如果适用)。
D.2m型保护,针对电动轴的活动式防护装置
D.2.1通用要求
本章给出了电动轴的活动式防护装置采用ID型保护时应符合的要求。
应使用:
"三个位置开关和切断装置(两个机电部件)(见D.2.2).或;
——配安全装置的两个位置开关和切断装置(两个机电部件)(见D.2.3),或
-三个位置开关和切断装置(一个机电部件和一个带安全相关功能的电动机控制器〉(见 D.2.4〉,或
—— 配安全装置的两个位置开关和切断装置(一个机电部件和一个带安全相关功能的电动机控制 器)(见D.2.5),或
——三个位置开关和一个切断装置(带安全相关功能的电动机控制器)(见D.2.6和D.2.7).或
--配安全装置的两个位置开关和一个切断装置(带安全相关功能的电动机控制器)(见D.2.8).或
..个非接触式位置开关和一个切断装置(带安全相关功能的电动机控制器)(见D.2.9和 D.2.10).
D.2.2使用三个位置开关和切断装置(两个机电部件)的联锁回路
D.2.2.1概述要求
图D.7给出了使用三个位置开关和切断装置(两个机电部件)的联锁回路的原理。
75
GB/T 22 5 30—2022
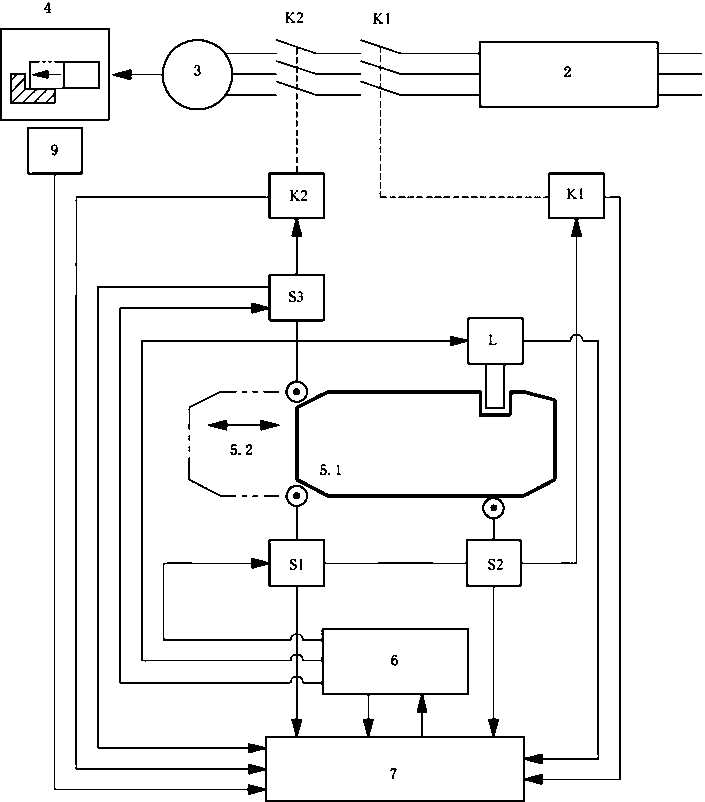
标引序号说明:
S1、S2、S3--位置开关:
K1、K2--接触器;
L --防护锁定装置;
2 --电动机控制器;
3 --电动机:
4 ...运动;
5.1 --防护装置关:
5.2 ——防护装置开;
6 —-机器的控制回路:
7 —-机器的监控回路;
9 --停止检测。
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:停止的信息也可由9到2,再由2到7α
图D.7使用三个位置开关和切断装置(两个机电部件)的联锁回路示意图
76
GB/T 22530—2022
D.2.2.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
应使用符合GB/T 18831 2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
"第一个位置开关SI应未被驱动;且
——第二个位置开关S2应已被驱动;且
~ 第三个位置开关S3应未被驱动;且
——所有的位置开关的触头应在闭合状态;且
-Sl和S2应给出控制信号到接触器Kl.允许启动危险运动;且
——S3应给出控制信号到接触器K2,允许启动危险运动。
当防护装置未在关闭位置时:
——第一个位置开关Sl应由防护装置直接操作且強制动作,并应通过接触器Kl,中断危险运动的 控制信号;且
——第二个位置开关S2应不再被防护装置驱动,并应通过接触器Kl,中断危险运动的控制信 号;且
——第三个位置开关S3应由防护装置直接操作且强制动作,并应通过接触器K2.中断危险运动的 控制信号。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器K1.K2应放 置在电动机和电动机控制器之间。如果没有,则其中一个接触器应放置在电动机和电动机控制器之 间,另一个接触器应放置在电动机控制器的前端,以避免共因失效。
在活动式防护装置打开.新的危险运动开始前.应至少自动监控一次:
——位置开关的每一次状态的变化;
-接触器的止确状态。
应对位置开关S3的状态进行自动监控.如果位置开关S3的状态变化可通过接触器K2的状态切 换实现自动监控,则不需要再对位置开关S3进行自动监控。
活动式防护装置关闭后,应检测相关的状态信号.只有当相关信号正常时.才能进行下一个机器 循环。
D.2.2.3防护锁定
如果按照4.1.4的要求需要防护锁定,则在符合4.1.4.3的基础上还应符合下列要求:
—— 新的危险运动开始前.防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
——活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机 器循环。
D.2.2.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.-1规定的经验证的元件:
-切断装置(带有联锁触头或镜像触头的接触器);
——位置开美;
-防护锁定装置。
77
GB/T 22 5 30—2022
D.2.3使用配安全装置的两个位置开关和切断装置(两个机电部件)的联锁回路
D.2.3.1 概述
图D.8给出了使用配安全装置的两个位置开关和切断装置(两个机电部件)的联锁回路的原理。
K2 Kl
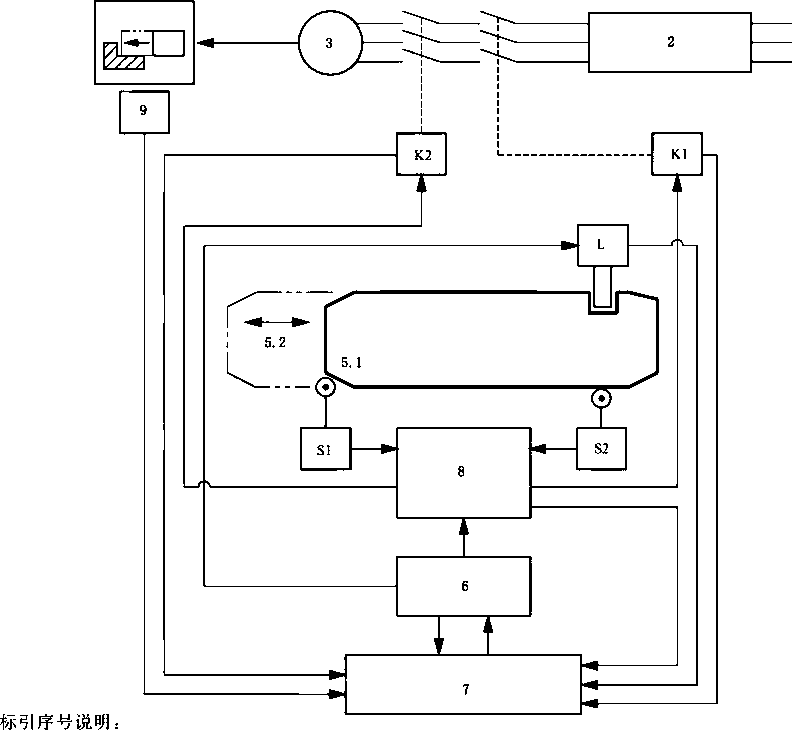
SKS2--位置开关;
K1、K2——接触器;
L --防护锁定装置;
2 --电动机控制器;
3 ——电动机,
4 ...运动;
5.1 --防护装置关:
5.2 --防护装置开;
6 —-机器的控制回路;
7 —-机器的监控回路:
8 —-位置开关监控和控制的安全装置或安全PLC:
9 —-停止检测。
注:其中一个位置开关和防护锁定功能可集成到一个元器件。
图D.8使用配安全装置的两个位置开关和切断装置(两个机电部件)的联锁回路示意图
78
GB/T 22530—2022
D.2.3.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
两个位置开关应直接连接到控制和监控部件8,符合PL,=e。当防护装置打开后,应通过两个切断 装置断开危险运动的电源。
应使用符合GB/T 18831-2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
--第一个位置开关Sl应未被驱动;且
-第二个位置开关S2应已被驱动;且
— 所有的位置开关的触头应在闭合状态;且
——Sl和S2应通过安全装置8给出控制信号到接触器.允许启动危险运动。
当防护装置未在关闭位置时:
--第一个位置开关Sl应由防护装置苴接操作且强制动作,并中断危险运动的控制信号;且
--第二个位置开关S2应不再被防护装置驱动•并中断危险运动的控制信号。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器Kl、K2应放 置在电动机和电动机控制器之间。如果没有.则其中一个接触器应放置在电动机和电动机控制器之 间,另一个接触器应放置在电机控制器的前端.以避免共因失效。
在活动式防护装置打开.新的危险运动开始前,至少自动监控一次:
--位置开关的每一次状态的变化;
--接触器的正确状态。
活动式防护装置关闭后.应检测相关的状态信号.只有当相关信号正常时.才能进行下一个机器 循环。
D.2.3.3防护锁定
如果按照4.1.4的要求需要防护锁定,则在符合4.1.4.3的基础上还应符合下列要求:
— 新的危险运动开始前.防护锁定装置的位置应被自动监控;
-—停止检测的信号变化应被自动监控;
-活动式防护装置关闭后.应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机 器循环。
D.2.3.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
— 切断装置(带有联锁触头或镜像触头的接触器):
-—位置开关;
-—防护锁定装置。
D.2.4使用三个位置开关和切断装置(一个机电部件和一个带安全相关功能的电动机控制器)的联锁 回路
D.2.4.1 概述
图D.9给出了使用三个位置开关和切断装置(一个机电部件和一个带安全相关功能的电动机控制
器)的联锁冋路的原理。
79
GB/T 22 5 30—2022
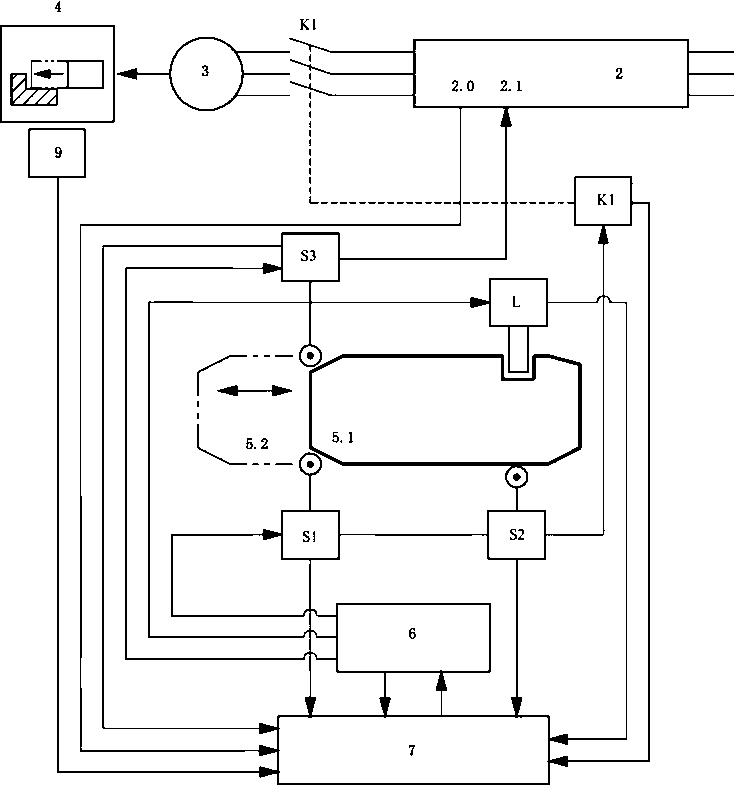
标引序号说明:
S1、S2、S3--位置开关;
Kl --接触器;
L --防护锁定装置:
2 --带有安全相关功能的电动机控制器:
2.0 --关闭状态的确认信号.和2.1关联;
2.1 --安全相关输入通道;
3 --电动机;
4 ..运动:
5.1 --防护装置关:
5.2 --防护装置开:
6 --机器的控制回路;
7 —-机器的监控回路;
9 —-停止检测。
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:停止的信息也可由9到2.再由2到7α
图D.9使用三个位置开关和切断装置(一个机电部件和一个带安全相关 功能的电动机控制器)的联锁回路示意图
80
GB/T 22530—2022
D.2.4.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
应使用符合GB/T 18831-2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
——第一个位置开关Sl应未被驱动;且
——第二个位置开关S2应已被驱动;且
——第三个位置开关S3应未被驱动;且
——所有的位置开关的触头应在闭合状态;且
——Sl和S2应给出控制信号到接触器Kl,允许启动危险运动;且
——S3应给出控制信号到电动机控制器的安全相关输人通道(见图D.9中2.1).允许启动危险运动。
当防护装置未在关闭位置时:
——第一个位置开关SI应由防护装置直接操作且强制动作,并应通过接触器Kl,中断危险运动的 控制信号;且
——第二个位置开关S2应不再被防护装置驱动.并应通过接触器Kl.中断危险运动的控制信号;且
——第三个位置开关S3应由防护装置有接操作且强制动作,并应通过电动机控制器的安全相关输 入通道(见图D.9中2.1),中断危险运动的控制信号。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器Kl应放置 在电动机和电动机控制器之间。如果没有,则Kl可放置在电动机控制器的前端。
电动机控制器应带有内部的安全功能STOi
-关闭运动轴的危险运动;且
--防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2≈2016 和 PLr=「。
电动机控制器应符合GB/T 12668.501-2013的规定。
在活动式防护装置打开•新的危险运动开始前,至少自动监控一次:
——位置开关的状态变化;
——接触器的正确动作状态;
——电动机控制器关闭状态的确认信号。
活动式防护装置关闭后,应检测相关的状态信号.只有当相关信号正常时,才能进行下一个机器循环。
D.2.4.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
—— 新的危险运动开始前.防护锁定装置的位置应被自动监控;
-停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后.应检测相关的状态信号.只有当相关信号正常时,才能进行下一个机器循环。
D.2.4.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
-切断装置(带有联锁触头或镜像触头的接触器);
——位置开关;
-防护锁定装置。
81
GB/T 22 5 30—2022
D.2.5使用配安全装置的两个位置开关和切断装置(一个机电部件和一个带安全相关功能的电动机控 制器)的联锁回路
D.2.5.1 概述
图D.1O给出了使用配安全装置的两个位置开关和切断装置(一个机电部件和一个带安全相关功能 的电动机控制器)的联锁冋路的原理。
Kl
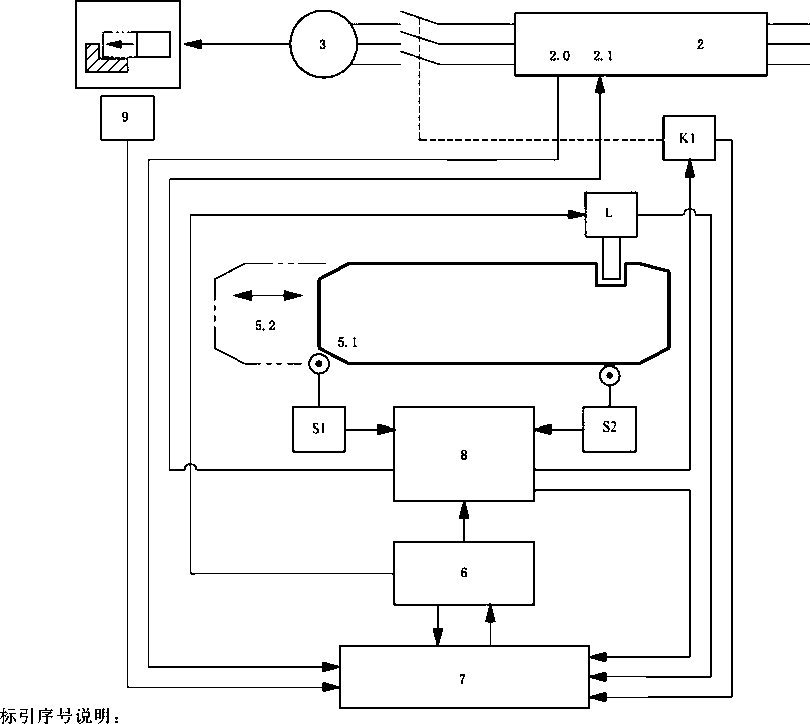
SKS2--位置开关:
Kl --接触器;
L --防护锁定装置;
2 —-带有安全相关功能的电动机控制器:
2.0 --关闭状态的确认信号•和2.1关联:
2.1 --安全相关输入通道;
3 --电动机;
4 ...运动;
5.1 —-防护装置关:
5.2 --防护装置开;
6 --机器的控制冋路;
7 —-机器的监控回路;
8 --位置开关监控和控制的安全装置或安全PLC;
9 —-停止检测。
注1s其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:停止的信息也可由9到2.再由2到7。
图D.10使用配安全装置的两个位置开关和切断装置(一个机电部件和 一个带安全相关功能的电动机控制器)的联锁回路示意图
82
GB/T 22530—2022
D.2.5.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
两个位置开关应直接连接到控制和监控部件8.符合PL=e。当防护装置打开后.应通过两个切断 装置断开危险运动的电源。
应使用符合GB/T 18831 2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
-第一个位置开关Sl应未被驱动;且
——第二个位置开关S2应已被驱动;且
--所有的位置开关的触头应在闭合状态;且
——Sl和S2应通过安全装置8给出控制信号到接触器和电动机控制器的安全相关输入通道(见 图D.10中2.1).允许启动危险运动。
当防护装置未在关闭位置时:
—第一个位置开关Sl应由防护装置比接操作且强制动作,并中断危险运动的控制信号;且
-第二个位置开关S2应不再被防护装置驱动,并中断危险运动的控制信号。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动.则接触器Kl应放置 在电动机和电动机控制器之间。如果没有,则Kl可放置在电动机控制器的前端。
电动机控制器应带有内部的安全功能STO:
--关闭运动轴的危险运动;且
—防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2:2016 和 PL=「。
电动机控制器应符合GB,zT 12668.501 2013的规定。
在活动式防护装置打开.新的危险运动开始前,至少自动监控一次:
——位置开关的状态变化;
——接触器的正确动作状态;
——电动机控制器关闭状态的确认信号。
活动式防护装置关闭后,应检测相关的状态信号.只有当相关信号正常时.才能进行下一个机器 循环。
D.2.5.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
——新的危险运动开始前,防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时.才能进行下一个机 器循环。
D.2.5.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件:
-切断装置(带有联锁触头或镜像触头的接触器);
——位置开关;
-防护锁定装置。
83
GB/T 22 5 30—2022
D.2.6使用三个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路(带防护锁定装置)
D.2.6.1 概述
图D.11给出了使用三个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路 (带防护锁定装置)的原理。
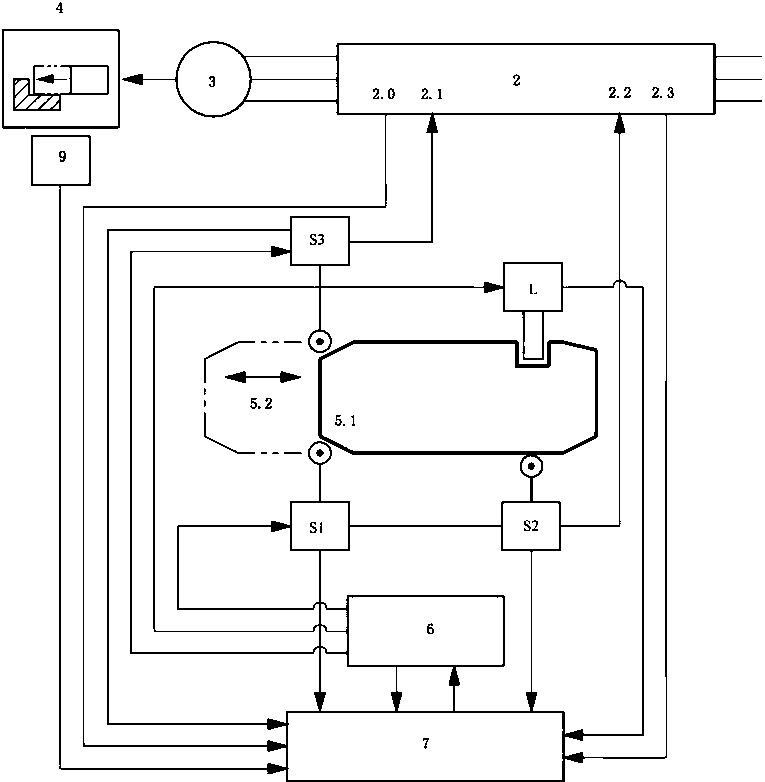
标引序号说明:
S1、S2、S3——位置开关: 3
L --防护锁定装置; 4
2 —-带安全相关功能的电动机控制器: 5.1
2.0 ——关闭状态的确认信号•和2.1关联; 5.2
2.1 --安全相关输人通道h 6
2.2 --安全相关输入通道2: 7
2.3 --关闭状态的确认信号,和2.2关联; 9
--电动机:
..运动;
--防护装置关;
--防护装置开:
-—机器的控制回路;
--机器的监控回路;
--停止检测,
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:停止的信息也可由9到2.再由2到7。
注3:如果安全相关的输入监控由装置2本身完成.1个从2返回到7已经足够了。
图D.11使用三个位置开关和一个切断装置(带安全相关功能的电动机控制器)的 联锁回路(带防护锁定装置)示意图
84
GB/T 22530—2022
D.2.6.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
应使用符合GB/T 18831-2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
——第一个位置开关Sl应未被驱动;且
——第二个位置开关S2应已被驱动;且
——第三个位置开关S3应未被驱动;且
——所有的位置开关的触头应在闭合状态;且
——Sl和S2应给出控制信号到电动机控制器的安全相关输入通道(见图D.11中2.2),允许启动 危险运动;且
——S3应给出控制信号到电动机控制器的安全相关输入通道(见图0.11中2.1),允许启动危险 运动。
当防护装置未在关闭位置时:
——第一个位置开关Sl应由防护装置直接操作且强制动作.并应通过电动机控制器的安全相关输 人通道(见图D.11中2.2),中断危险运动的控制信号;且
-第二个位置开关S2应不再被防护装置驱动,并应通过电动机控制器的安全相关输入通道(见 图D.11中2.2).中断危险运动的控制信号;且
-第三个位置开关S3应由防护装置直接操作且强制动作,并应通过电动机控制器的安全相关输 入通道(见图D.11中2.1),中断危险运动的控制信号。
电动机控制器应带有内部的安全功能STO:
——关闭运动轴的危险运动;且
-防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2:2016 和 PL, = 4.3 类。
电动机控制器应符合GB/T 12668.501-2013的规定。
在活动式防护装置打开,新的危险运动开始前,至少自动监控一次:
——位置开关的状态变化;
——电动机控制器关闭状态的确认信号。
活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机器循环。
D.2.6.3防护锁定
如果按照4.1.4的要求需要防护锁定.则在符合4.1.4.3的基础上还应符合下列要求:
—— 新的危险运动开始前.防护锁定装置的位置应被自动监控;
-停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后•应检测相关的状态信号.只有当相关信号正常时.才能进行下一个机 器循环。
D.2.6.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件:
——位置开关;
-防护锁定装置。
85
GB/T 22 5 30—2022
D.2.7使用三个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路(不带防护锁定装置)
D.2.7.1 概述
图D.12给出了使用三个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路
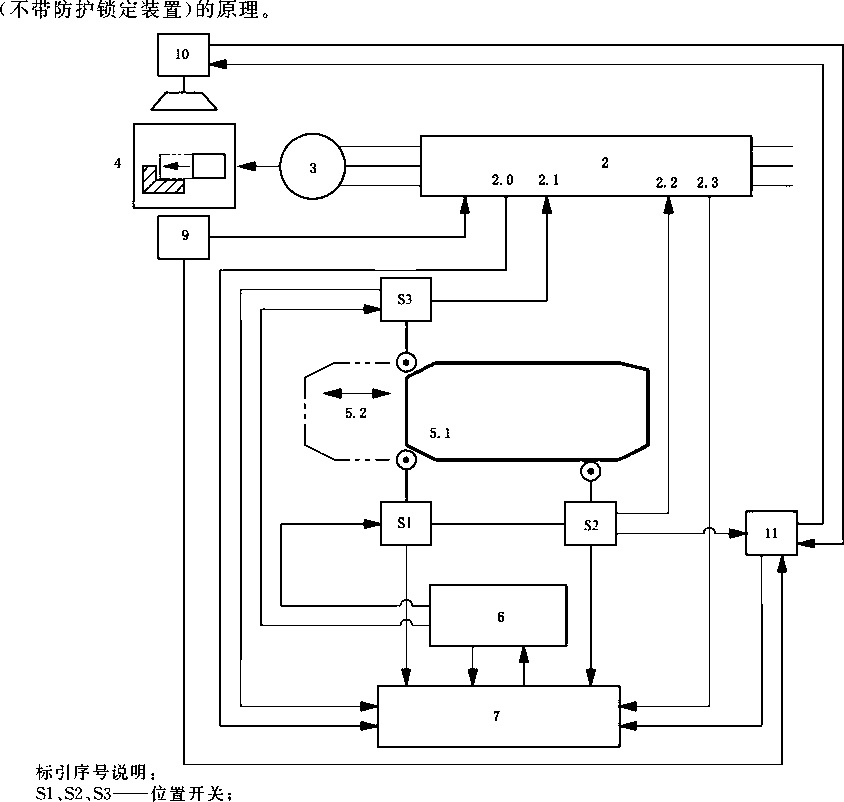
2 —-带安全相关功能的电动机控制器;
2.0 --关闭状态的确认信号,和2.1关联:
2.1 --安全相关输入通道1;
2.2 --安全相关输入通道2;
2.3 --关闭状态的确认信号.和2.2关联;
3 ——电动机;
4 ..运动;
5.1 --防护装置关:
5.2 --防护装置开;
6 —-机器的控制回路;
7 --机器的监控冋路;
9 --停车/停止检测:
10 --第二个停车装置(如:可控的制动器):
11 — 用来控制、测试和监控第二个安全停车装置的安全装置。
注1:如果安全相关的输入监控由装置2本身完成∙1个从2返回到7已经足够了。
注2:可选项,第二停车装置的控制和监控可由装置2通过安全功能(安全制动功能和安全制动测试)来完成。
图DJ2使用三个位置开关和一个切断装置(带安全相关功能的电动机控制器)的 联锁回路(不带防护锁定装置)示意图
86
GB/T 22530—2022
D.2.7.2联锁功能
在符合4.1.4的基础上,还应符合以下要求。
应使用符合GB/T 18831-2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
一第一个位置开关Sl应未被驱动;且
——第二个位置开关S2应已被驱动;且
——第三个位置开关S3应未被驱动;且
——所有的位置开关的触头应在闭合状态;且
-SI和S2应给出控制信号到电动机控制器的安全相关输入通道(见图D.12中2.2),允许启动 危险运动.并通过安全装置11取消激活第二个停车装置(如:制动器);且
——S3应给出控制信号到电动机控制器的安全相关输入通道(见图D.12中2.1),允许启动危险 运动。
当防护装置未在关闭位置时:
——第一个位置开关SI应由防护装置直接操作且强制动作,并应通过电动机控制器的安全相关输 入通道(见图D.12中2.2),中断危险运动的控制信号,同时通过安全装置11激活第二个停车 装置(如:制动器);且
-第二个位置开关S2应不再被防护装置驱动,并应通过电动机控制器的安全相关输人通道(见 图D.12中2.2〉,中断危险运动的控制信号,同时通过安全装置11激活第二个停车装置(如:制 动器),且
一第三个位置开关S3应由防护装置直接操作且强制动作,并应通过电动机控制器的安全相关输 入通道(见图D.12中2.1〉,中断危险运动的控制信号。
电动机控制器应带有F列内部的安全功能。
a) STO 的功能应符合 IEC 61800-5-2:2016 和 PLr = J.3 类.且 STO 应:
1)关闭运动轴的危险运动;且
2)防止危险运动的意外启动。
b)使用安全功能SSl进行安全停车。SSl的功能应符合IEC 61800-5-2:2016和PL,=",3类。 电动机控制器应符合GB/T 12668.501-2013的规定。
在活动式防护装置打开,新的危险运动开始前.至少自动监控一次:
——位置开关的状态变化;
——电动机控制器关闭状态的确认信号;
—— 停车/'停止的检测信号。
活动式防护装置关闭后,应检测相关的状态信号.只有当相关信号正常时.才能进行下一个机器 循环。
当使用基于摩擦原理的刹车抑制装置时.需要定期对每一个抑制装置进行独立的检测。只有在最 近4周内制动器已经检测有效后才可进行生产。如果机器一直处于全自动模式.则不需要进行停机检 测。这种情况下•在停机后重新开始新的生产周期前•需要通过检测。
D.2.7.3安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
-位置开关;
——第二个停车装置(如:制动器)。
安全装置用于控制、测试和监控第二个停车装置应符合PL,=j
87
GB/T 22 5 30—2022
D.2.8使用配安全装置的两个位置开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路
D.2.8.1 概述
图D.13给出了使用配安全装置的两个位置开关和一个切断装置(带安全相关功能的电动机控制 器)的联锁回路的原理。
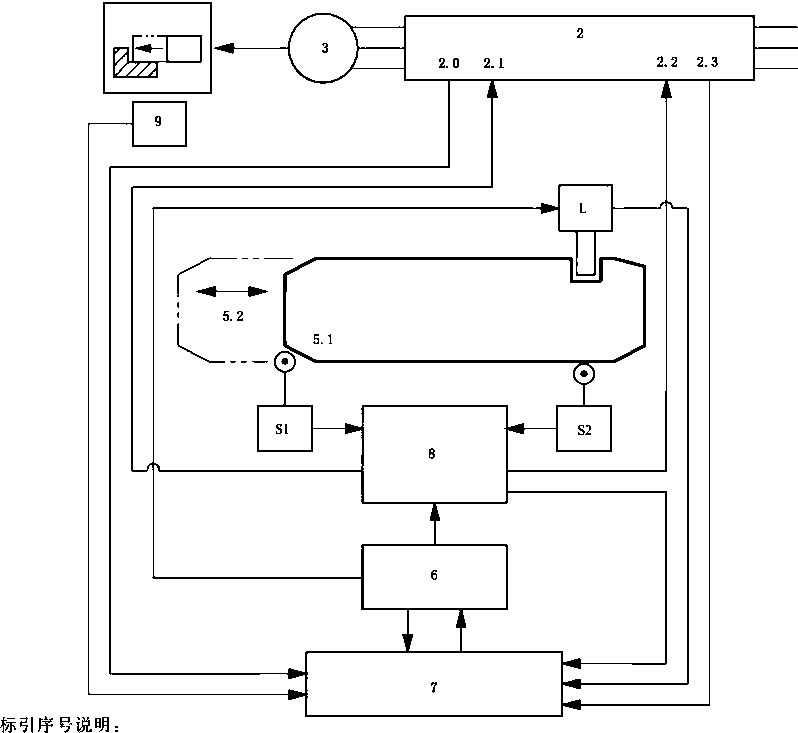
S1、S2--位置开关;
L --防护锁定装置:
2 —-带安全相关功能的电动机控制器:
2.0 --关闭状态的确认信号.和2.1关联:
2.1 --安全相关输人通道1;
2.2 --安全相关输入通道2:
2.3 --关闭状态的确认信号,和2.2关联;
3 --电动机;
4 ..运动:
5.1 --防护装置关;
5.2 --防护装置开;
6 —-机器的控制冋蹣;
7 --机器的监控冋路,
8 —-位置开关监控和控制的安全装置或安全PLC:
9 —-停止检测。
注1:其中一个位置开关和防护锁定功能可集成到一个元器件。
注2:停止的信息也可由9到2•再由2到7a
图D.13使用配安全装置的两个位置开关和一个切断装置(带安全相关功能的电动机控制器)的 联锁回路示意图
88
GB/T 22530—2022
D.2.8.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
两个位置开关应宜接连接到控制和监控部件8,符合PL=e。当防护装置打开后,应通过两个切断 装置断开危险运动的电源。
应使用符合GB/T 18831-2017中1型或2型的联锁装置的位置开关。
当防护装置在关闭位置时:
--第一个位置开关Sl应未被驱动;且
-第二个位置开关S2应已被驱动;且
——所有的位置开关的触头应在闭合状态;且
-SI和S2应通过安全装置8给出控制信号到电动机控制器的安全相关输入通道(见图D.12中
2.1和2.2),允许启动危险运动。
当防护装置未在关闭位置时:
— 第一个位置开关Sl应由防护装置直接操作且强制动作,并中断危险运动的控制信号;且
--第二个位置开关S2应不再被防护装置驱动,并中断危险运动的控制信号。
电动机控制器应带有内部的安全功能STO:
— 关闭运动轴的危险运动;且
-防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2:2016 和 PL, = ",3 类。
电动机控制器应符合GB/T 12668.501 2013的规定。
在活动式防护装置打开,新的危险运动开始前.至少自动监控一次:
-位置开关的状态变化;
——电动机控制器关闭状态的确认信号。
活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时.才能进行下一个机器 循环。
D.2.8.3防护锁定
如果按照4.1.4的要求需要防护锁定,则在符合4.L4.3的基础上还应符合下列要求:
-新的危险运动开始前,防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
—— 活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机 器循环。
D.2.8.4安全相关的零部件
下列的相关装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件:
-位置开关:
--防护锁定装置。
D.2.9使用一个非接触式开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路(带防护锁定装置)
D.2.9.1 概述
图D.14给出了使用一个非接触式开关和一个切断装置(带安全相关功能的电动机控制器)的联锁
回路(带防护锁定装置)的原理。
89
GB/T 22 5 30—2022
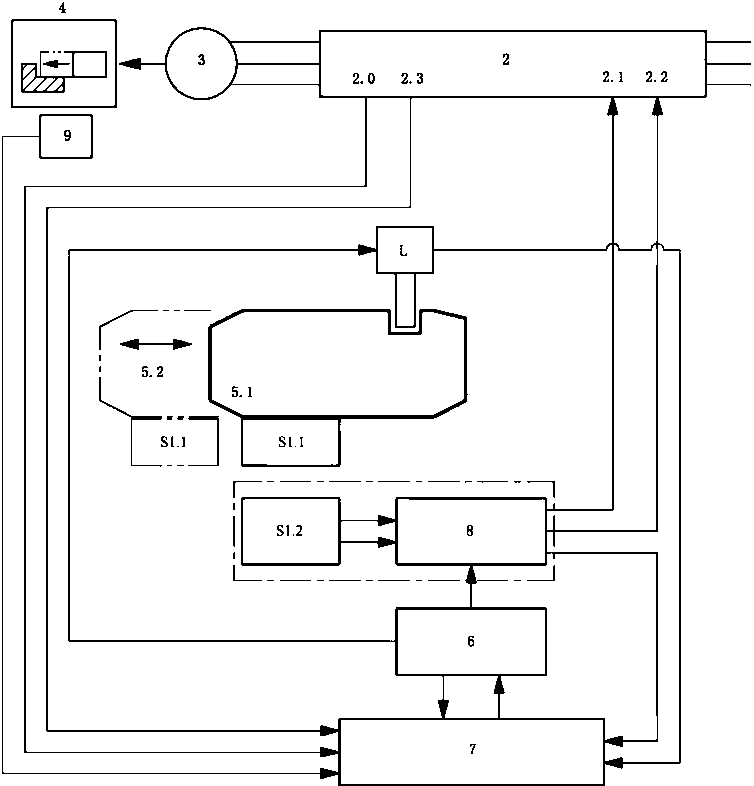
标引序号说明:
S1.1--位置开关操动件.
S1.2--位置开关;
L --防护锁定装置;
2 --带安全相关功能的电动机控制器;
2.0 --关闭状态的确认信号.和2.1关联:
2.1--安全相关输入通道1;
2.2--安全相关输人通道2;
2.3 --关闭状态的确认信号.和2.2关联;
3 —电动机:
4 ..运动;
5.1--防护装置关;
5.2—-防护装置开;
6 —-机器的控制回路:
7 —-机器的监控回路:
8 —-位置开关监控和控制的安全装置或安全PLC:
9 —-停止检测。
注1:位置开关S1.2和安全装置8可为同一个零部件。
注2:如果安全相关的输入监控由电动机控制器本身完成’则对相关状态的监控只需要一个。
注3:停止的信息也可由9转到2.再由2转到7。
图D.14使用一个非接触式开关和一个切断装置(带安全相关功能的 电动机控制器)的联锁回路(带防护锁定装置)示意图
90
GB/T 22530—2022
D.2.9.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
当防护装置在关闭位置时,位置开关应给出控制信号到安全装置•允许危险运动。
位置开关(GB/T 18831-2017.4型联锁装置,磁感应式、光学式或高编码式的RFID)应直接连接 到控制和监控的安全部件或可为同一个零部件,符合PL=e。当防护装置打开吋,通过电动机控制器 中断危险运动的电源。
电动机控制器应带有内部的安全功能STO:
—— 关闭运动轴的危险运动;且
--防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2:2016 和 PL, = 4.3 类。
电动机控制器应符合GB/T 12668.501-2013的规定。
在活动式防护装置打开.新的危险运动开始前.至少自动监控1次:
——位置开关的状态变化;
-电动机控制器关闭状态的确认信号。
活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时,才能进行下一个机器 循环。
D.2.9.3防护锁定
如果按照4.1.4的要求需要防护锁定,则在符合4.1.4.3的基础上还应符合下列要求:
——新的危险运动开始前•防护锁定装置的位置应被自动监控;
——停止检测的信号变化应被自动监控;
-活动式防护装置关闭后.应检测相关的状态信号・只有当相关信号正常时,才能进行下一个机 器循环。
D.2.9.4安全相关的零部件
位置开关应符合GB/T 14048.13 2017的相关要求。
安全门的防护锁定装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件。
D.2.10使用一个非接触式开关和一个切断装置(带安全相关功能的电动机控制器)的联锁回路(不带 防护锁定装置>
D.2.10.1 概述
图D.15给出了使一个非接触式开关和切断装置(一个带安全相关功能的电动机控制器)的联锁回 路(不带防护锁定装置)的原理。
91
GB/T 22 5 30—2022
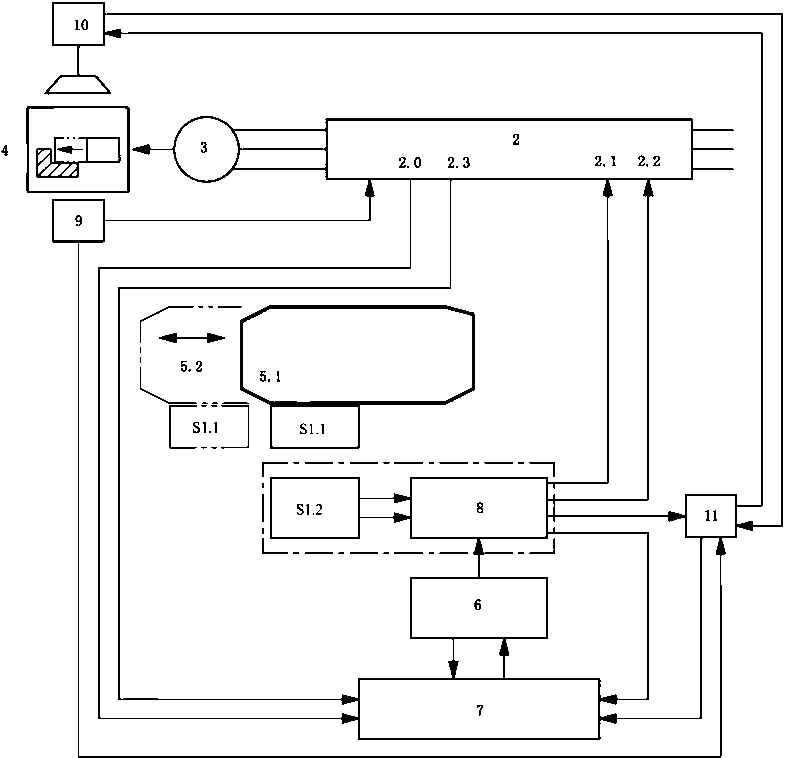
标引序号说明:
SLl—-位置开关操动件:
Sl.2——位置开关;
2 —-带安全相关功能的电动机控制器;
2.0 --关闭状态的确认信号.和2」关联:
2.1—-安全相关输入通道1;
2.2 --安全相关输入通道2,
2.3 --关闭状态的确认信号.和2.2关联;
3 ——世动机:
4 ..运动:
5.1--防护装置关;
5.2--防护装置开;
6 --机器的控制回路:
7 --机器的监控回路;
8 --位置开关监控和控制的安全装置或安全PLC:
9 --停车/停止检测;
10 —-第二个停车装置(如:控制制动器);
11--用来控制、测试和监控第二个安全停车装置的安全装置。
注1:如果安全相关的输入监控由装置2本身完成.1个从2返回到7已经足够了。
注2:位置开关SL2和安全装置8可为同一个零部件。
注3:可选项.第二停车装置的控制和监控可由装置2通过安全功能(安全制动功能和安全制动测试)来完成。
图D.15使用一个非接触式开关和切断装置(一个带安全相关功能的 电动机控制器)的联锁回路(不带防护锁定装置)示意图
92
GB/T 22530—2022
D.2.10.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
当防护装置在关闭位置时.位置开关应给出控制信号到安全装置.允许危险运动,并通过安全装置 取消激活第二个停车装置(如:制动器)。
当防护装置打开时.位置开关(GB/T 18831 2017.4型联锁装置,磁感应式、光学式或高编码式的 RFlD)应通过电动机控制器切断通道,中断危险运动的控制信号,同时通过安全装置11激活第二个停 车装置(如.制动器),符合PL,=c。
电动机控制器应带有下列内部的安全功能。
a) STO 的功能应符合 IEC 61800-5-2:2016 和 PL, =2,3 类,且 STO 应:
1)关闭运动轴的危险运动;且
2)防止危险运动的意外启动。
b)使用安全功能SSl进行安全停车,SSl的功能应符合IEC 61800-5-2:2016和PL,=d,3类。
电动机控制器应符合GB/T 12668.501-2013的规定。
在活动式防护装置打开•新的危险运动开始前,至少自动监控一次:
——位置开关的状态变化;
——电动机控制器关闭状态的确认信号;
——停车∕停止的检测信号。
活动式防护装置关闭后,应检测相关的状态信号,只有当相关信号正常时•才能进行下一个机器 循环。
当使用基于摩擦原理的刹车抑制装置时.需要定期对每一个抑制装置进行独立的检测。只有在最 近4周内制动器已经检测有效后才可进行生产。如果机器一直处于全自动模式.则不需要进行停机检 测。这种情况下,在停机后重新开始新的生产周期前.需要通过检测。
D.2.10.3安全相关的零部件
位置开关应符合GB/T 14048.13-2017的相关要求。
用于控制、测试和监控第二个停车装置(如:刹车器)的安全装置应符合PL, = r。
D.3 DI型保护,骨•对液压轴的光幕
D.3.1总体要求
本章给出r液压轴使用光幕采用nɪ型保护的安全要求。
应使用两个独立的切断装置。
∣>.3.2使用光幕和两个独立的切断装置的联锁回路
D.3.2.1 概述
图D.16给出了使用光幕和两个独立的切断装置的联锁回路的原理。
93
GB/T 22 5 30—2022
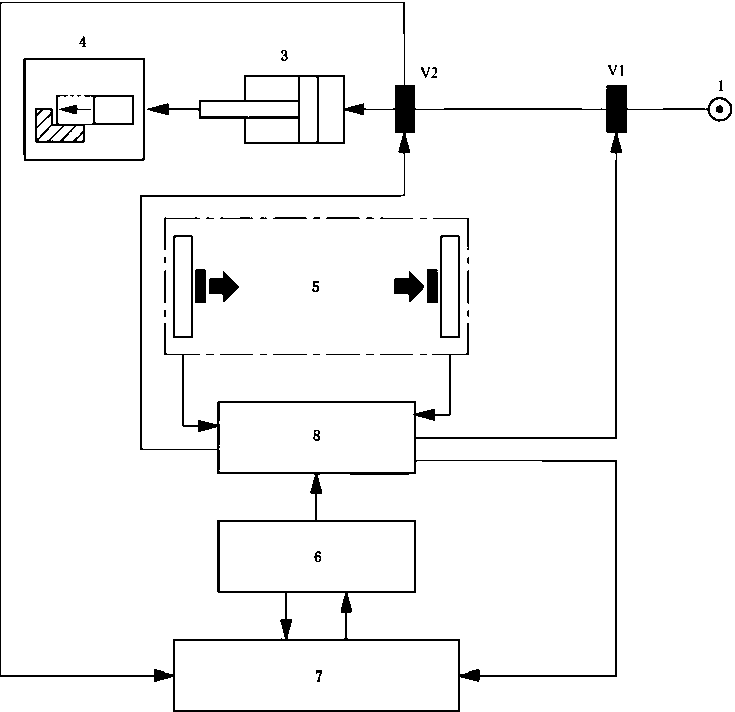
标引序号说明:
Vl——主切断装置(开合模方向阀):
V2 —-第二个切断装置;
1——动力回路:
3——液压驱动:
4 ..运动;
5——光幕;
6--机器的控制冋路;
7--机器的监控冋路;
8--光幕监控和控制的安全装置或安全PLC。 注:装置5和8可是一个部件单元。
图D.16使用一个光幕和两个独立的切断装置的联锁回路示意图
D.3.2.2联锁功能
在符合4.1.4的基础上.还应符合以下要求。
当光幕中断后,应通过两个切断装置直接中断危险运动的动力回路。
控制和监控的单元(装置8,见图D.16)应符合PLr =八且:
- 监控光幕的状态;且
——控制两个切断装置。
切断危险运动油缸流量的第二个切断装置V2应是一个附加的阀,该阀应:
94
CB/T 22530—2022
—— 由安全装置直接触发,或
-由先导阀控制.先导阀由安全装置触发。
见图D.17o
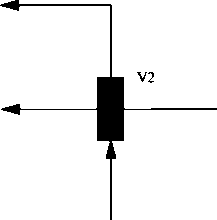
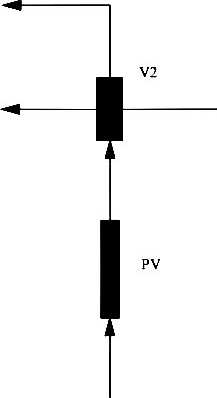
a) b)
标引序号说明:
PV--先导阀;
V2--第二个切断装置。
图1).17第二个切断装置的各种触发方式
每次光幕被中断时或中断后•第二个切断装置的关闭状态应被自动监控•其故障应被自动识別以防 止任何危险运动的发生。
主切断装置的故障应通过过程进行检测(如:方向阀)或有必要进行监控(如:桶式插装阀)。
如果第二个切断装置由先导阀控制.则应监控先导阀的正确状态。如果可通过第二个切断装置的 切换状态来实现自动监控.则不需要再对先导阀进行附加的监控。
D.3.2.3安全相关的零部件
下列的相关装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件:
— 主切断装置(阀);
--第二个切断装置(阀);
— 先导阀(如果适用)。
ESPE(图D.16中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中4型和PI.r=eo
D.4m型保护.针对电动轴的光幕
D.4.1总体要求
本章给出了电动轴使用光幕采用Dl型保护的安全要求。
应使用:
—两个独立机电部件作为切断装置(见D.4.2〉,或
..个机电部件作为切断装置和一个带安全相关功能的电动机控制器作为切断装置(见D.4.3)∙或;
--个带安全相关功能的电动机控制器作为切断装置(见D.4.4)。
95
GB/T 22 5 30—2022
D.4.2使用光幕和切断装置(两个机电部件)的联锁回路
D.4.2.1 概述
图D.18给出了使用光幕和切断装置(两个机电部件)的联锁回路的原理。
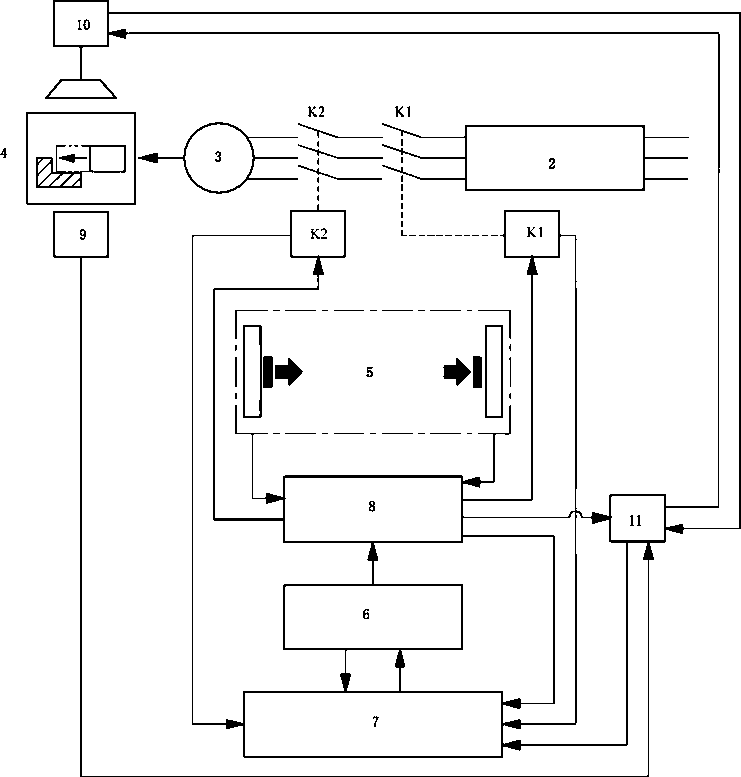
标引序号说明:
K1.K2——接触器;
2 —-电动机控制器;
3 ..电动机;
4 ..运动;
5 ...光幕:
6 —-机器的控制回路;
7 --机器的监控冋路;
8 —-光幕监控和控制的安全装置或安全PLC:
9 --停车/停止检测:
IO --停车装置(如:可控的制动器);
11 —-用来控制、测试和监控第二个停车装置的安全装置。
注1:装置5和8可是一个部件单元。
注2:装置11的功能可包含在装置8中,
图DJ8使用光幕和切断装置(两个机电部件)的联锁回路示意图
96
GB/T 22530—2022
D.4.2.2联锁功能
在符合4.1.5的基础上.还应符合以下要求。
当光幕中断后•应:
——给出控制信号到接触器Kl、K2.切断危险运动的电源;且
--激活停车装置。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器K1、K2应放 置在电动机和电动机控制器之间。如果没有.则其中一个接触器应放置在电动机和电动机控制器之 间.另一个接触器应放置在电动机控制器的前端,以避免共因失效。
光幕中断和复位后.应自动校验:
——光幕的保护功能;
——接触器的正确动作状态;
——停车∕停止的检测信号。
只有当校验通过后,才能进行下一个机器循环。
如果使用一个以摩擦式的安全停车装置(如:刹车器),应进行定期检测。只有在最近12h内制动器 已经检测有效后才可进行生产。如果机器一直处于全自动模式.则需要在机器重新启动下一次全自动 生产前或模式切换时.进行检测。
D.4.2.3安全相关的零部件
切断装置(带有联锁触头或镜像触头的接触器〉应为符合GB/T 16855.1-2018中6.2.4规定的经 验证的元件。
ESPE(图D.18中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中4型和PL,=e。
停车装置应为失效安全型。
所有的机械部件应符合GB/T 16855.2 2015中表A.4要求的设计规范.这样就可排除相关机械 部件可能出现的故障。制动器的安全结合和脱开应不影响相关的安全功能,否则应使用一个冗余的停 车系统。
D.4.3使用光幕和切断装置(一个机电部件和一个带安全相关功能的电动机控制器)的联锁回路
D.4.3.1 概述
图D.19给出了使用光幕和切断装置(一个机电部件和一个带安全相关功能的电动机控制器)的联 锁冋路的原理。
97
GB/T 22 5 30—2022
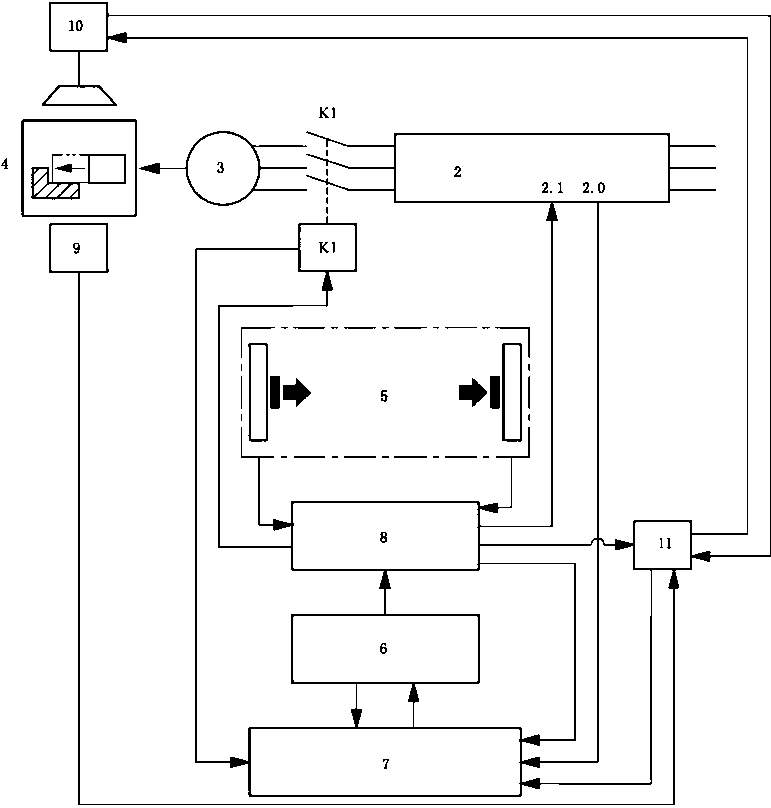
标引序号说明:
Kl--接触器:
2 —-带有安全相关功能的电动机控制器;
2.0--关闭状态的确认信号•,和2.1关联:
2.1 -安全相关输入通道;
3 ..电动机:
4 ..运动;
5 ...光幕;
6 —-机器的控制回路;
7—-机器的监控回路:
8 --光幕监控和控制的安全装置或安全PLC;
9--停止检测:
10--停车装置(如:可控的制动器);
11--用来控制、测试和监控第二个停车装置的安全装置。
注1:装置5和8可是一个部件单元"
注2:装置11的功能可包含在装置8中。
注3:可选项.第二停车装置的控制和监控可由装置2通过安全功能(安全制动功能和安全制动测试)来完成。
图D.19使用光幕和切断装置(一个机电部件和一个带安全相关功能的电动机控制器)的联锁回路示意图
98
GB/T 22530—2022
D.4.3.2联锁功能
在符合4.1.5的基础上.还应符合以下要求。
当光幕中断后•应:
——给出控制信号到接触器Kl和电动机控制器,切断危险运动的电源;且
--激活停车装置。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器Kl应放置 在电动机和电动机控制器之间。如果没有.则Kl可放置在电动机控制器的前端。
电动机控制器应带有内部的安全功能STO:
—— 关闭运动轴的危险运动;且
——防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2:2016 和 PLr=c。
电动机控制器应符合GB/T 12668.501-2013的规定。
光幕中断和复位后,应自动校验:
-光幕的保护功能;
——接触器的正确动作状态;
——电动机控制器关闭状态的确认信号;
——停车,停止的检测信号。
只有当校验通过后,才能进行下一个机器循环。
如果使用摩擦式的安全停车装置(如:刹车器)•应进行定期检测。只有在最近12 h内制动器已经 检测有效后才可进行生产。如果机器一直处于全自动模式.则需要在机器重新启动下一次全自动生产 前或模式切换时.进行检测。
D.4.3.3安全相关的零部件
切断装置(带有联锁触头或镜像触头的接触器)应为符合GB/T 16855.1-2018中6.2.4规定的经 验证的元件。
ESPE(图D.19中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中4型和PL, = e。
停车装置应为失效安全型。
所有的机械部件应符合GB/T 16855.2-2015中表Λ.4要求的设计规范,这样就可排除相关机械 部件可能出现的故障。制动器的安全结合和脱开应不影响相关的安全功能,否则应使用一个冗余的停 车系统。
D.4.4使用光幕和切断装置(一个带安全相关功能的电动机控制器〉的联锁回路
D.4.4.1 概述
图D.20给出了使用光幕和切断装置(一个带安全相关功能的电动机控制器)的联锁回路的原理。
99
GB/T 22 5 30—2022
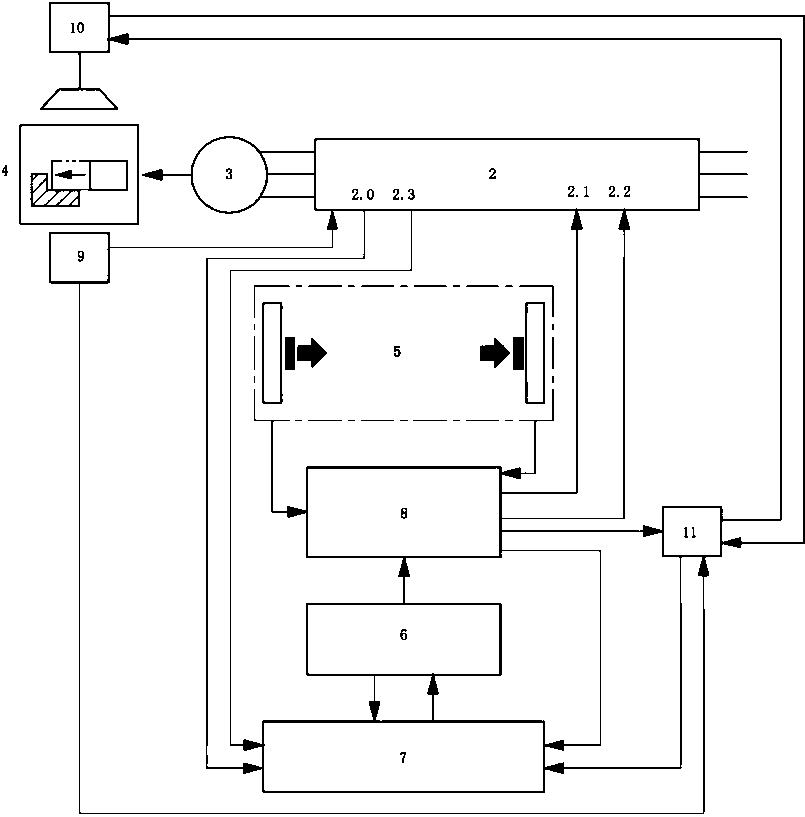
标引序号说明:
2 —-带安全相关功能的电动机控制器;
2.0--关闭状态的确认信号.和2.1关联;
2.1--安全相关输入通道1;
2.2--安全相关输人通道2;
2.3--关闭状态的确认信号,和2.2关联;
3 ..电动机;
4 ..运动;
5 ---光幕:
6—-机器的控制回路;
7—-机器的监控回路;
8--光幕监控和控制的安全装置或安全PLC,
9--停车∕停止检测:
10--第二个停车装置(如:可控的制动器);
11--用来控制、测试和监控第二个停车装置的安全装置。
注1:装置5和8可是一个部件单元4
注2:装置11的功能可包含在装置8中。
注3:如果安全相关的输入监控由装置2本身完成.1个从2返同到7已经足够r。
注4:可选项.第二停车装置的控制和监控可由装置2通过安全功能(安全制动功能和安全制动测试)来完成。
图D.20使用光幕和切断装置(一个带安全相关功能的电动机控制器)的联锁回路示意图
100
GB/T 22530—2022
D.4.4.2联锁功能
在符合4.1.5的基础上.还应符合以下要求。
当光幕中断后,应:
——给出控制信号到电动机控制器的安全相关输入通道(见图D.20中2.1和2.2),切断危险运动 的电源;且
——激活第二个停车装置。
电动机控制器应带有卜.列内部的安全功能。
a) STO 的功能应符合 IEC 61800-5-2-2016 和 PLr = J.3 类,且 ST()应:
1)关闭运动轴的危险运动;且
2)防止危险运动的意外启动。
b)使用安全功能SSl进行安全停车,SSl的功能应符合IEC 61800-5-2:2016和PL,=d,3类。
电动机控制器应符合GB/T 12668.501-2013的规定。
光幕中断和复位后.应自动校验:
-光幕的保护功能;
——电动机控制器关闭状态的确认信号;
——安全停车装置的状态信号;
—— 停车/停止的检测信号。
只有当校验通过后.才能进行下一个机器循环。
如果使用摩擦式的安全停车装置(如:刹车器〉,应进行定期检测,定期检测的周期为4周一次。如 果定期检测失败.则不能启动生产。如果机器处于持续的全自动模式.无法进行定期检测,则需要在机 器重新启动下一次全自动生产前或模式切换时.进行检测。
D.4.4.3安全相关的零部件
第二个停车装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件。
ESPE(图D.20中装置5和8的组合)的安全功能应符合GB/T 19436.1—2013中4型和PL, = et,
101
GB/T 22530—2022
附录E (规范性) 确认系统
E.1单一确认系统
单一确认系统应由一个位于危险区之外的确认开关组成,当活动式防护装置关闭或光幕未被中断 时,不应从危险区内部来操作确认开关。
确认开关安装的位置应确保对危险区有清晰视野。只应在下列情况发生之后.才可重新启动危险 运动:
-光幕中断后触发确认开关.或;
——相应的活动式防护装置关闭后操动确认开关。
确认开关的操作不应作为危险运动的启动信号。
为确保确认开关的故障能被自动识别.应在每次活动式防护装置打开后,新危险运动启动前或每次 相关的光幕中断时.确认开关的正确状态应被至少监控一次.防止重新启动危险运动。确认系统的自动 监控可由PLC来进行。
E.2双重确认系统
双重确认系统应包括一个处于保护区内并对模具区有完整视野的确认开关(D∙以及位于保护区外 并对这一保护区有清晰视野的第二个确认开关(2) .他不能从保护区内启动。
只有在一个时间间隔内,对完成如f操作步骤后.才能开始一个循环。时间的间隔由机器制造商根 据机器的大小和两个开关的距离决定:
——按下确认开关(1);
-一关闭操作门或退出光幕保护的区域;
——按下确认开关(2);
——确认开关的操作不应作为危险运动的启动信号。
监控冋路应检查每一按钮的操作状态。如果检测到操作错误或顺序错i吴时•机器的循环应被中止 并启动警报。
确认系统的自动监控可由PLC来进行。
102
GB/T 22530—2022
附录F
(规范性)
模具区域使用双手操纵装置
F.1总体要求
本附录为当模具区域按照4.2.1.3的要求使用双手操纵装置时的相关安全要求。
F.2双手操纵装置针对液压轴
F.2.1概述
本章给出r使用双手操纵装置用于液压轴控制模板闭合动作的联锁控制的安全要求。 应使用两个独立的切断装置。
F.2.2使用双手操纵装置和两个独立的切断装置的联锁回路
F.2.2.1 一般要求
图F.ι给出r使用双手操纵装置和两个独立的切断装置的联锁冋路的原理。
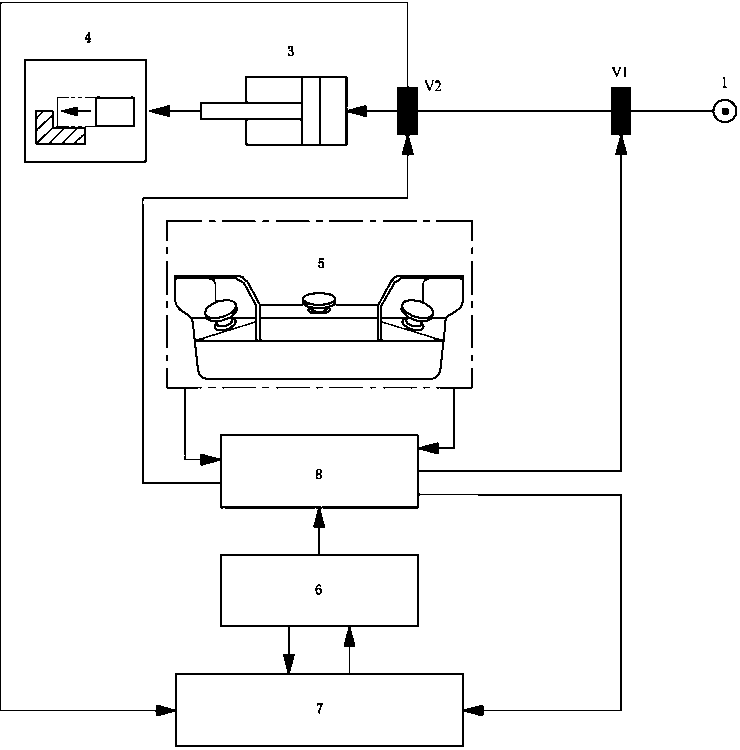
图F.1使用双手操纵装置和两个独立的切断装置的联锁回路示意图
103
GB/T 22 5 30—2022
标引序号说明:
Vl—-主切断装置(开合模的方向阀):
V2—-第二个切断装置;
1--动力冋路:
3--液压驱动:
4 ..运动;
5 --双于•操纵装置的操纵器;
6 —机器的控制冋路;
7—-机器的监控回路;
8 —-双手操纵装置监控和控制的安全装置或安全PLC。
注:装置5和8可是一个部件单元。
图FJ使用双手操纵装置和两个独立的切断装置的联锁回路示意图(续)
F.2.2.2联锁功能
在符合4.1.6的基础上,还应符合以下要求。
释放任何一个双手操纵装置操纵器均应通过两个切断装置直接切断危险运动的动力回路。
控制和监控单元(在图F.1中的器件8)应符合PL,=0,且:
——监控双手操纵装置;且
--控制切断装置。
切断危险运动油缸流量的第二个切断装置V2应是一个附加的阀,该阀应:
——由安全装置直接触发.或;
——由先导阀控制,先导阀由安全装置触发。
见图F.2。
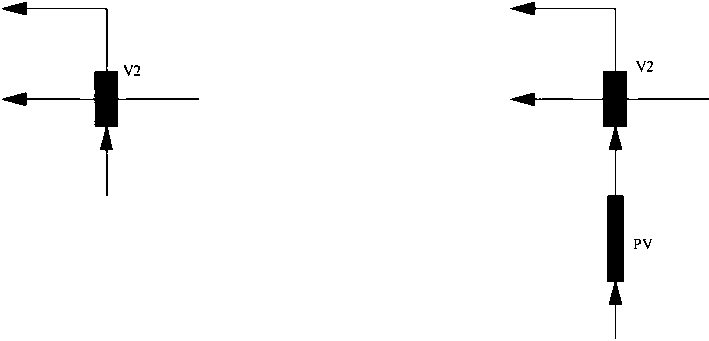
a)
标引序号说明:
PV--先导阀:
V2—-第二个切断装置。
h)
图F.2第二个切断装置的各种触发方式
每一次释放双手操纵装置中的任何一个操纵器•第二个切断装置的关闭状态应被自动监控,其故障 应被自动识别以防止任何危险运动的发生。
104
GB/T 22530—2022
主切断装置的故障应通过过程进行检测(如:方向阀)或有必要进行监控(如:桶式插装阀)。
如果第二个切断装置由先导阀控制,则应监控先导阀的正确状态。如果可通过第二个切断装置的 切换状态来实现自动监控,则不应再对先导阀进行附加的监控。
F.2.2.3安全相关的零部件
下列的相关装置应为符合GB/T 16855.1 2018中6.2.4规定的经验证的元件:
—— 主切断装置(阀);
-第二个切断装置(阀);
——先导阀(如果适用工
双手操纵装置(图F.1中装置5和8的组合)应符合GB/T 19671-2005中的InC型和PL,=e。
F.3双手操纵装置针对电动轴
F.3.1总体要求
本章给出了使用双手操纵装置用于电动轴控制模板闭合动作的联锁控制的安全要求。
应使用:
——两个独立机电部件作为切断装置(见F.3.2),或;
..个机电部件作为切断装置和一个带安全相关功能的电动机控制器作为切断装置(见F.3.
3).或;
..个带安全相关功能的世动机控制器作为切断装置(见F.3.4)。
F.3.2使用双手操纵装置和切断装置(两个机电部件)的联锁回路
F.3.2.1 概述
图F.3给出了使用双手操纵装置和切断装置(两个机电部件)的联锁回路的原理。
105
GB/T 22 5 30—2022
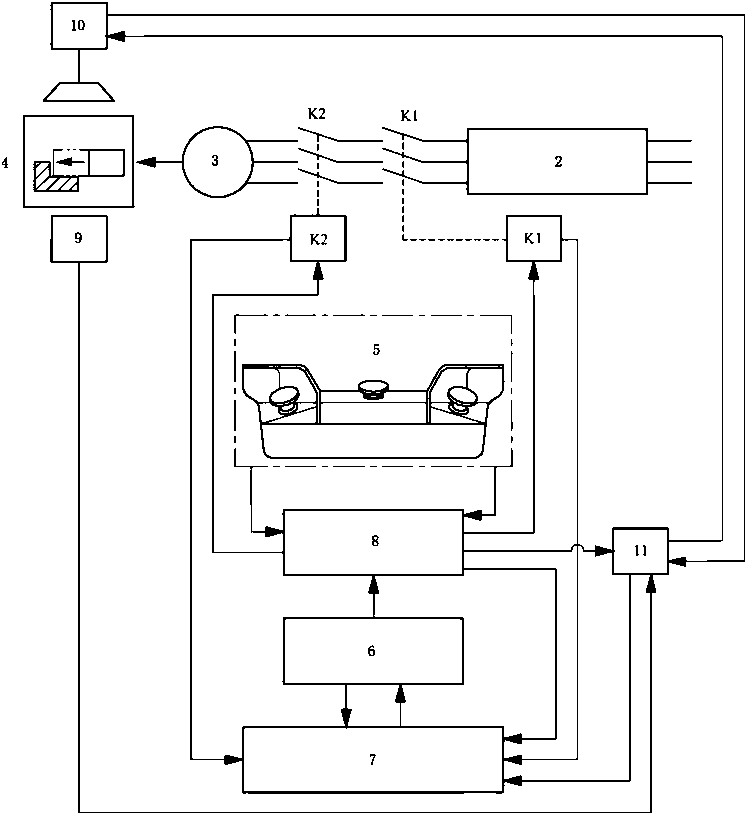
标引序号说明:
K1.K2--接触器;
2 —-电动机控制器;
3 --电动机;
4 ..运动;
5 ——双手操纵装置的操纵器;
6 --机器的控制回路;
7 --机器的监控回路;
8 --双手操纵装置监控和控制的安全装置或安全PLC;
9 --停止检测:
10 --停车装置(如:可控的制动器):
11 --用于控制、测试和监控第二个停车装置的安全装置。
注1:装置5和8可是一个部件单元。
注2:装置11的功能可包含在装置8中。
图F.3使用双手操纵装置和切断装置(两个机电部件)的联锁回路示意图
106
GB/T 22530—2022
F.3.2.2联锁功能
在符合4.1.6的基础上.还应符合以下要求:
释放任何一个双手操纵装置操纵器均应:
-给出控制信号到接触器Kl和K2.切断危险运动的电源;且
-激活停车装置。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器K1、K2应放 置在电动机和电动机控制器之间。如果没有.则其中一个接触器应放置在电动机和电动机控制器之 间,另一个接触器应放置在电动机控制器的前端,以避免共因失效。
每一次释放双手操纵装置中的任何一个操纵器时.应至少自动监控1次下列的状态:
——双手操纵装置的状态;
——接触器的正确状态;
——停止检测。
只有当相关信号正常时•才能进行F一个机器循环。
如果使用一个以摩擦式的安全停车装置(如:刹车器)•应进行定期检测,定期检测的周期为12h一 次。如果定期检测失败.则不能启动生产。如果机器处于持续的全自动模式,无法进行定期检测,则应 在机器重新启动F一次全自动生产前或模式切换时,进行检测。
F.3.2.3安全相关的零部件
切断装置(带有直接导向或镜像触头的接触器》应为符合GB/T 16855.1-2018中6.2.4规定的经 验证的元件。
双手操纵装置(图F.3中装置5和8的组合)应符合GB/T 19671-2005中的InC型和PL, = e。
停车装置应为失效安全型。
所有的机械部件应符合GB/T 16855.2-2015中表A.4要求的设计规范.这样就可排除相美机械 部件可能出现的故障。制动器的安全结合和脱开应不影响相关的安全功能,否则应使用一个冗余的停 车系统。
F.3.3使用双手操纵装置和切断装置(一个机电部件和一个带安全相关功能的电动机控制器)的联锁 回路
F.3.3.1 概述
图f.4给出r使用一个双手操纵装置和切断装置(一个机电部件和一个带安全相关功能的电动机 控制器)的联锁冋路的原理。
107
GB/T 22 5 30—2022
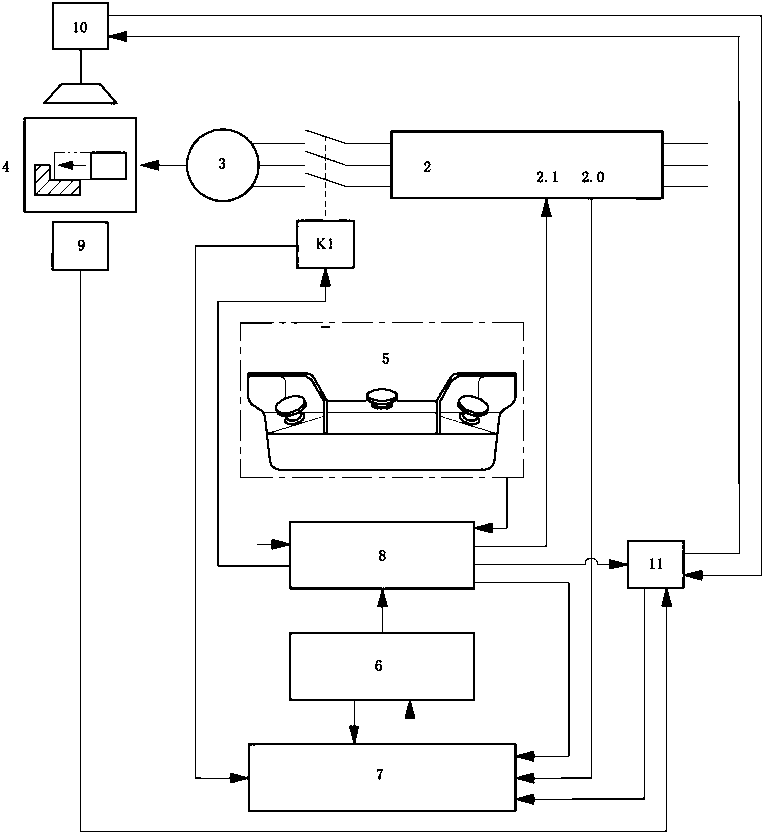
标引序号说明:
Kl -接触器:
2--带有安全相关功能的电动机控制器:
2.0--关闭状态的确认信号,和2.1关联,
2.1--安全相关输入:
3 ..电动机:
4..运动:
5—-双手操纵装置的操纵器;
6 —机器的控制回路;
7—-机器的监控回路:
8--双手操纵装置监控和控制的安全装置或安全PLC;
9—-停止,'静止检测;
10--停车装置(如:可控的制动器);
11--用来控制、测试和监控第二个停车装置的安全装置。
注1:装置5和8可是一个部件单元。
注2:装置11的功能可包含在装置8中。
注3:可选项.第二停车装置的控制和监控可由装置2通过安全功能(安全制动功能和安全制动测试)来完成。
图F.4使用双手操纵装置和切断装置(一个机电部件和一个带安全相关功能的电动机控制器)的 联锁回路示意图
108
GB/T 22530—2022
F.3.3.2联锁功能
在符合4.1.6的基础上.还应符合以下要求。
释放任何一个双手操纵装置操纵器均应:
——给出控制信号到接触器Kl和电动机控制器,切断危险运动的电源;且
--激活停车装置。
如果电动轴可能会因存储在电动机控制器的残余能量产生后续的危险运动,则接触器Kl应放置 在电动机和电动机控制器之间。如果没有.则Kl可放置在电动机控制器的前端。
电动机控制器应带有内部的安全功能STO:
—— 关闭运动轴的危险运动;且
——防止危险运动的意外启动。
STO 的功能应符合 IEC 61800-5-2:2016 和 PLr=J
电动机控制器应符合GB/T 12668.501-2013的规定。
每一次释放双手操纵装置任何一个操纵器,应至少自动监控1次下列的状态:
-双手操纵装置的状态;
——接触器的正确状态;
——电动机控制器关闭状态的确认信号;
——停止的检测信号。
只有当相关信号正常时,才能进行下一个机器循环。
如果使用一个以摩擦式的安全停车装置(如:刹车器)•应进行定期检测,定期检测的周期为12h-次。如果定期检测失败.则不能启动生产。如果机器处于持续的全自动模式,无法进行定期检测,则需 要在机器重新启动下一次全自动生产前或模式切换时,进行检测。
F.3.3.3安全相关的零部件
切断装置(带有联锁触头或镜像触头的接触器)应为符合GB/T 16855.1-2018中6.2.4规定的经 验证的元件。
双手操纵装置(图F.4中装置5和8的组合)应符合GB/T 19671-2005中的IllC型和Plr = e。
停车装置应为失效安全型。
所有的机械部件应符合GB/T 16855.2-2015中表Λ.4要求的设计规范,这样就可排除相关机械 部件可能出现的故障。制动器的安全结合和脱开应不影响相关的安全功能,否则应使用一个冗余的停 车系统。
F.3.4使用双手操纵装置和一个切断装置(带安全相关功能的电动机控制器)的联锁回路
F.3.4.1 概述
图F.5给出了使用双手操纵装置和一个切断装置(带安全相关功能的电动机控制器)的联锁回路的 原理。
109
GB/T 22 5 30—2022
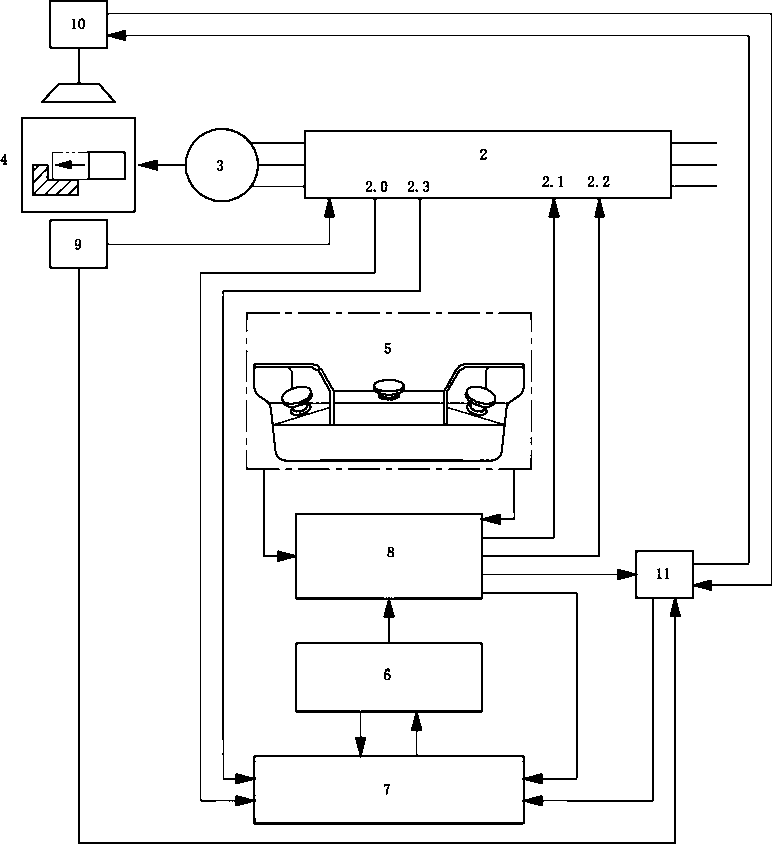
标引序号说明:
2 —-带安全相关功能的电动机控制器;
2.0--关闭状态的确认信号,和2.1关联;
2.1—-安全相关输人通道1;
2.2--安全相关输入通道2:
2.3 --关闭状态的确认信号,和2.2关联:
3--电动机;
4 ...运动;
5--双手操纵装置的操纵器;
6--机器的控制冋路:
7—-机器的监控回路;
8—-双手操纵装置监控和控制的安全装置或安全PLC;
9--停车/停止检测;
10 —-停车装置(如:可控的制动器);
11--用于控制、测试和监控第二个停车装置的安全装置。
注1:装置5和8可是一个部件单元。
注2:装置11的功能可包含在装置8中。
注3:如果安令相关的输人监控由装置2本身完成,1个从2返回到7已经足够了。
注4:可选项.第二停车装置的控制和监控可由装置2通过安全功能(安全制动功能和安全制动测试)来完成。
图F.5使用双手操纵装置和切断装置(一个带安全相关功能的电动机控制器)的联锁回路示意图
IlO
GB/T 22530—2022
F.3.4.2联锁功能
在符合4.1.6的基础上.还应符合以下要求。
释放任何一个双手操纵装置操纵器均应:
-给出控制信号到电动机控制器的安全相关输入通道2.1和2.2,切断危险运动的电源;且
-激活第二个停车装置。
电动机控制器应带有下列内部的安全功能。
a) ST()的功能应符合 IEC 6I800-5-2≈2016 和 PL,=4.3 类,且 STO 应:
1)关闭运动轴的危险运动;且
2)防止危险运动的意外启动。
b)使用安全功能SSl进行安全停车,SSl的功能应符合IEC 61800-5-2:2016和PL, = d∙3类。
电动机控制器应符合GB/T 12668.501-2013的规定。
每一次释放双手操纵装置中的任何一个操纵器时,应至少自动监控1次下列的状态:
——双手操纵装置的状态;
——电动机控制器关闭状态的确认信号;
——安全停车装置的确认信号;
——停止的检测信号。
只有当相关信号正常时.才能进行F一个机器循环。
如果使用一个以摩擦式的安全停车装置(如:刹车器).应进行定期检测。定期检测的周期为4周一 次。如果定期检测失败,则不能启动生产。如果机器处于持续的全自动模式,无法进行定期检测,则需 要在机器重新启动下一次全白动生产前或模式切换时,进行检测。
F.3.4.3安全相关的零部件
第二个停车装置应为符合GB/T 16855.1-2018中6.2.4规定的经验证的元件。
双手操纵装置(图F.5中装置5和8的组合)应符合GB/T 19671-2005中的InC型和PL =e。
Ill
GB/T 22530—2022
附录G (规范性) 模板的运动使用比例阀控制
G.1设计
如果比例阀的供电电源故障.则比例阀应由弹簧的作用下返回到基准位置。
在基准位置时.比例阀的压力口应关闭或连通到油箱。
在基准位置时.不应有可能导致危险运动的泄漏。可通过由公差小的阀或从比例阀的泄漏直接冋 油箱来实现。
G.2操作模式
比例阀的基准位置应在每个周期中至少达到一次。用来控制模板移动的比例阀不得再用于控制任 何其他运动。当模具区域的活动式防护装置打开时•位置开关应:
—— 直接中断控制模板关闭运动比例阀电磁线圈的电源.或
——直接中断比例阀控制卡的电源,在这种情况F,应确保控制卡残余电压不能引起模板的闭合 运动。
作为一个可选项•可使用一个附加阀 < 不是比例阀):
—— 中断比例阀的控制油,或
——控制比例阀到基准位置.或
——阻止模板的闭合运动。
在上述情况下.当模具区的防护装置被打开时.应由该区域的活动式防护装置的位置开关直接中断 附加阀的电磁线圈的电源。
附加阀的故障,应不影响比例阀的安全功能.且控制系统应检测到该故障;否则,附加阀的状态应进
行监控。
112
GB/T 22530—2022
附录H (规范性) 噪声试验规程
H.1概述
本噪声试验规程规定了在标准条件下对注射成型机发射噪声值的测定、声明和验证所需的所有有 效信息。
本噪声试验规程描述了噪声测量方法.并规定了测量实施和安装的条件。
发射噪声值包括发射声压级和声功率级。这些参数主要用于:
——供应商可提供发射噪声值•且
-用户可在市场上对不同注射成型机的噪声进行对比,且
——设计者可在设计阶段对噪声进行控制。
本噪声试验规程的使用确保C则量的再现性,且使用准确度等级噪声测量方法确保r在一定测量 范围内的噪声发射值的可比性。
H.2在操作位置上A计权发射声压级的測■
H.2.1噪声測■标准和测・过程
对于任何注射成型机,噪声测量的位置为制造厂商规定的每一个常规操作位置,高度人=(1 600 ± 25) mm(A为传声器在基准面上的高度),距离机器外表面的距离2 = (500±25) mm的点上进行。应 使用 GB/T 17248.2—2018 的 2 级准确度或 GB/T 17248.3—2018 的 2 级准确度或 GB./T 17248.5— 2018的2级准确度中的一种方法来测定A计权发射声压级。如果不能使用工程方法(2级准确度〉,可 使用GB/T 17248.3-2018的3级准确度测试方法,但需要说明使用该方法的理由。噪声测量应进行5 个试验周期的连续测量,试验周期应符合H.5的规定。
H.2.2测■不确定度
如果使用2级准确度的方法,A计权的再现性标准偏差值是:
^kλ = 1.5 dB
通常情况F,注射成型机在稳定的工作条件下.,测量的不确定度为3 dB。
如果使用3级准确度方法和/或机器的工作条件不稳定,测量的不确定度可能会高得多。
注:关于不确定度的详细信息在GB/T 17248. 2 2018的第11章、GB/T 17248. 3 2018的第12章和 GB/T 17248.5-2018的第11章中给出。另GB/T 14574-2000提供了一种再现性标准偏差的值中派生总测 量不确定度的方法.
H.3 A计权声功率级的测定
H.3.1噪声測■标准和测■过程
如果按照H.2规定,测量的A计权发射声压级超过80 dB.则应进行Λ计权声功率级的测定.测定宜符合 GB/T 3767—2016 的规定。可使用 GB/T 3768—2017 或 ISO 3747≈2O1O 来代替 GB/T 3767—2016.
每一个传声器位置上均应测量一次,每一次测量的时间长短应符合h.5中的规定。
在使用GB/T 3767-2016或GB/T 3768-2017时.测量的平面应为一个平行六面体。测量距离
113
GB/T 22530—2022
应为1 m。
H.3.2测量不确定度
如果使用2级准确度方法,A计权的再现性标准偏差值是:
。Ka = 1.5 dB
通常情况口注射成型机在稳定的工作条件下.测量不确定度为3 dB。
如果使用3级准确度和/或机器的工作条件不稳定,测量的不确定度可能会高得多。
注:关于不确定度的详细信息在GB/T 3767 2016的第9章、GB/T 3768 2017的第9章和ISO 3747 : 2010的第9 章中给出。另GB/T 14574-2000提供了一种再现性标准偏差的值中派生总测量不确定度的方法。
H.4噪声測■的安装和固定
噪声测量的安装和固定应符合卜.列要求:
——注射成型机的固定和连接应按照制造厂商在使用说明书中的说明进行;
——如果在机器和支撑面之间设置「弹性隔振基垫•则应记录下弹性隔振基垫的技术特性参数;
—— 试验对象的安装和固定情况,对于测定发射声压级和声功率级,应保持相同;
——可使用试验模块或模具。
H.5运行工况
H.5.1 -般要求
试验应在机器不带辅助机器的条件下进行。但如机器设计意图只能在带有辅助机器时才能操 作,则测量应在机器带辅助机器一起进行。
测量应在H.5.2.2或H.5.3.2规定的条件下让机器运行在试验周期下进行。
注1: H.5.2.2或H.5.3.2规定的周期代表机器的试验周期,在塑料加工机器上,生产周期时机器的噪声发射数值 一般会比试验周期测得的数值高3dB以内;在橡胶加工机器上.生产周期时机器的噪声发射数值一般比试验 周期测得的数值低。
注2: “试验周期"的意思是指机器不带原料运行.“生产周期‘.是指机器带原料运行。
对于测定发射声压级和声功率级.应保持相同的运行工况。
H.5.2塑料加工机器
H.5.2.1 准备
机器应处于其正常的操作温度.包括液压油的温度(如果有液压)。
H.5.2.2试验周期
试验周期应由以下几个部分组成。
——合模动作:行程为最大开模行程的70%(如果可能)、最高加速度、最高速度、最高减速度和锁 模力为最高锁模力;
——无喷嘴接触或后退动作;
——螺杆旋转•时间fM按式(H.1)计算;
max 〃 Tah
式中:
114
CB/T 22530—2022
∕m —储料设定时间.单位为秒(s);
m milx -最大注射质量,单位为克(g);
"仙-螺杆最高旋转速度,单位为转每分(r/min〉;
PM—最高塑化率(质量/时间)•单位为克每秒(g/s);
"T,b —按表H.1的螺杆旋转速度,单位为转每分(r/min)。
注:数据以塑料PS聚苯乙烯加工为依据。
-螺杆后退距离等于2D(D为螺杆直径);
—螺杆的前进时间/,=/m/2(/,为注射时间),
--保压时间为注射时间,保压压力为最高注射压力的50%;
--开模动作:与合模动作相同;
——无脱模运动;
--总的周期时间为4 Tm。
对于带有多个注射装置的机器.所有螺杆均应运转工作。试验周期的机器数据见表H.1。
表H.1试验周期的机器参数
|
螺杆直径 mm |
螺杆转速 r.∕min |
|
D《45 |
200 |
|
45<D≤55 |
150 |
|
55<DW95 |
100 |
|
95<D≤115 |
85 |
|
115<D≤140 |
70 |
|
D>14O |
40 |
|
注:螺杆转速或为机器允许的最大值。 |
H.5.3楹胶加工机器
H.5.3.1 准备
机器应处于其正常的操作温度,包括液压油温度(如果有液压)。
H.5.3.2试验周期
试验周期应由下列儿个部分组成:
-合模动作:行程为最大开模行程的70%(如果可能)、最高加速度、最高速度、最高减速度和锁 模力为最高锁模力的70%;
——保压压力:用机器允许的最大压力持续15 s.然后15 MPa持续20 si
——硫化时间:6Q s∙维持锁模力.其他机器动作停止;
—— 开模动作:与合模动作相同。
H.6记录的信息
信息记录应满足噪声测量标准的要求。
115
GB/T 22530—2022
H.7测试报告的信息
测试报竹的信息主要包括:
-机器型号、序列号(如果有)和制造年份;
-噪声发射值和相关的不确定度;
--测试日期、地点和测试人;
——环境背景噪声;
--测量仪器的特性和参数;
——最大锁模力;
——计算的注射量;
——螺杆/柱塞直径;
——保压压力;
——所采用的测量标准;
——H.4和H.5所规定的安装和固定情况;
——操作者位置;
—— 在噪声测试中使用的辅助设备(如果有).需要说明是否应被视为整机的一部分。
测试中产生的任何偏差应体现在报告中。
H.8噪声发射数值的公告和验证
噪声声明应按照GB/T 14574-2000规定给出双值噪声发射标示值,如:分别给出测量的数值和不 确定度。应包括下列各项:
——按H.2规定位置测定A计权发射声压级超过70 dB和不超过70 dB的位置,应进行相应的图 示说明;
——A计权声功率级.针对在H.2规定的至少一个位置测定的A计权发射声压级测定数值超过
80 dB的位置;
—— 辅助设备的相关信息(如果有>;
-机器的安装信息。
噪声声明应说明相关的噪声值是按照本试验规程和噪声的测试标准.在试验周期条件下测量获取 的噪声发射数值。噪声声明应明确指明与所用的本试验规程以及∕或噪声测量标准的偏差之处。
对于塑料加工机器,应在噪声声明中声明,实际机器生产周期中的噪声发射数值.通常比试验周期 条件下的数值不高于3 dB(取决于实际生产的原料、模具和生.产运行参数几
对橡胶加工机器,应在噪声声明中声明,实际机器周期中的噪声发射数值,通常比试验周期条件下 的数值低•取决于实际生产的原料,模具和生产运行参数。
对噪声发射值的验证.应按照GB/T 14574 2000中6.2规定,并采用相同的安装固定方式和运行 工况。
表H.2为注射成型机的噪声发射值声明的示例。当在其中一个运行模式中A计权发射的声压级 高于80 dB时.需要提供声功率级的测量结果和声明。
116
GB/T 22530—2022
表H.2注射成型机的噪声发射值声明的示例
|
注射成型机种类XY、型号XYZ、序列号12345、制造年份 | |
|
双值噪声发射标示值符合GB/T 14 5 74 2000 试验周期 测试口期、地点、测试人:…… 环境背景噪声:…… 测量仪器:…… 最大锁模力:…… 计算的注射量:…… 螺杆/柱塞直径:…… 保压压力:…… 所采用的测量标准:…… 安装和运行情况:…… 操作者位置:…… 在噪市测试中使用的辅助设备:…… | |
|
操作者位置的A计权发射声压级LpA(基准20 *Pa)/dB |
X X |
|
不确定度KpJdB | |
|
A计权声功率级Lwʌ(基准1 pW)/dB |
X X |
|
不确定度KWjdB |
X |
|
注1: GB/T 22530中规定的噪声试验的规程.符合GB/T 17248.2-2018的相关要求。噪声发射值在实际机器生 产时,通常比或验周期条件下的数值不高于3 dB(取决于实际生产的原料、模具和生产运行参数人 注2:噪声的总值和相关的不确定度经常会以一个上限值来进行表述。_____________________ | |
117
GB/T 22530—2022
附录1
(资料性)
警告标志、禁止标志和指令标志
表1.1提供了在机器上安装的安全标志的建议。
表Ll警告标志、禁止标志和指令标志
|
标志序号 |
涵义 |
标志的图形符号 |
机器上安装的位置 |
|
1 |
表面高温 |
A ISO 7010:2019.W017 |
注射装置: --在料筒防护罩的上面(操作侧和 非操作侧): --喷嘴区域的附近; -—其他存在热危险的区域 |
|
2 |
挤压危险 |
ISO 7010:2019. W019 |
模具区域的活动式防护装置:在防护 装置上门或附近(操作侧和布操作 侧) |
|
3 |
触电危险 |
ɪ ISO 7O1O≡2O19.WO12 |
电控柜:在电控柜的门上或护盖上 |
|
4 |
电弧危险 |
A ISO 7010:2019. W012 |
主电源柜:在主电源切断装置的手柄 附近 |
118
GB/T 22530—2022
表1.1警告标志、禁止标志和指令标志(续)
|
标志序号 |
涵义 |
标志的图形符号 |
机器上安装的位置 |
|
5 |
喷溅危险 |
注射座和/或喷嘴防护罩: --喷嘴区域的附近; --下料口的附近 | |
|
6 |
禁止站立 |
” IS( )7010:2019 ∙PO24 |
机器的各个区域 |
|
7 |
参考操作手册/说明书 |
ISO 7010:2019,MOO2 |
操作位置 |
|
8 |
佩戴防护手套 |
ISO 7O1Oj2O19.M009 |
喷嘴区域或喷嘴防护罩和模具区域: --喷嘴区域或喷嘴防护罩的附近: --模具区的里面或附近; --料筒防护罩(操作侧和非操作 侧) |
119
GB/T 22 5 30—2022
表Ll警告标志、禁止标志和指令标志(续)
|
标志序号 |
涵义 |
标志的图形符号 |
机器上安装的位置 |
|
9 |
佩戴防护面罩 |
ISO 7010:2019,Mol3 |
喷嘴区域或喷嘴防护罩和模具区域: --喷嘴区域或喷嘴防护罩的附近; -—模具区的里面或附近 |
|
IO |
起吊点标志 |
机器的各个区域 |
120
GB/T 22530—2022
参考文献
[1] GB/T 3767-2016声学声压法测定噪声源声功率级和声能量级反射面上方近似自由 场的工程法
[2] GB/T 3768-2017声学声压法测定噪声源声功率级和声能量级采用反射面上方包络 测量面的简易法
[3] GB/T 8196 2018机械安全防护装置固定式和活动式防护装置的设计与制造一般 要求
[4] GB/T 12265 2021机械安全防止人体部位挤压的最小间距
[5] GB/T 25078.1声学 低噪声机器和设备设计实施建议 第1部分:规划
[6] GB/T 25078.2声学低噪声机器和设备设计实施建议第2部分:低噪声设计的物理基础
[7] ISO 3747:2010 Acoustics Determination of sound power levels and sound energy levels of noise sources using sound pressure EngineeringZsurvey methods for use in situ in a
reverberant environment
[8] IS。7010: 2019 Graphical symbols Safety colours and safety signs Registered safety signs