ICS 91.110
CCS Q 93
JC
中华人民共和国建材彳亍业标進
JC/T 2715—2022
玻璃直线斜边磨边机
Glass straight-line bevelling machine
2022-09-30 发布
2023-04-01 实施
中华人民共和国工业和信息化部发布
JC/T 2715—2022
刖 百
本文件按照GB/T 1. 1-2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规 定起草。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别专利的责任。
本文件由中国建筑材料联合会提出O
本文件由国家建筑材料工业机械标准化技术委员会归口。
本文件起草单位:广东富山科技有限公司、中山迪威玻璃机械制造有限公司、佛山市高明正兴机电 有限公司、中国建筑玻璃与工业玻璃协会。
本文件主要起草人:李礼开、郝向国、杨虎、张佰恒、彭辉胜、甘树帽、罗健勇。
本文件为首次发布。
I
JC/T 2715—2022
1范围
玻璃直线斜边磨边机
本文件规定了玻璃直线斜边磨边机的型号和基本参数、要求、试验方法、检验规则及标志、包装、 运输和贮存。
本文件适用于玻璃直线斜边磨边机(以下简称斜边机)。
2规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文 件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于 本文件。
GB/T 191包装储运图示标志
GB/T 699-2015优质碳素结构钢
GB/T 700碳素结构钢
GB/T 1184-1996形状和位置公差未注公差值
GB/T 1220不锈钢棒
GB/T 1243传动用短节距精密滚子链套筒链附件和链轮
GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差
GB 2894安全标志及其使用导则
GB/T 3280不锈钢冷轧钢板和钢带
GB 5083生产设备安全卫生设计总则
GB/T 5226. 1机械电气安全 机械电气设备 第1部分:通用技术条件
GB/T 6388运输包装收发货标志
GB/T 7251. 1低压成套开关设备和控制设备 第1部分:总则
GB/T 7932气动对系统及其元件的一般规则和安全要求
GB/T 9439灰铸铁件
GB/T 9797金属覆盖层裸+倍和铜+裸+格电镀层
GB/T 9799金属及其他无机覆盖层钢铁上经过处理的锌电镀层
GB/T 9969工业产品使用说明书总则
GB/T 11361同步带传动 节距型号MXL、XXL、XL、L、H、XH和XXH梯形齿带轮
GB/T 11365锥齿轮精度制
GB 11614 平板玻璃
GB 12368锥齿轮模数
GB/T 13306 标牌
GB/T 13384机电产品包装通用技术条件
GB/T 16754机械安全 急停功能设计原则
1
JC/T 2715—2022
GB/T 17248. 3声学机器和设备发射的噪声采用近似环境修正测定工作位置和其他指定位置 的发射声压级
JC/T 402水泥机械涂漆防锈技术条件
JC/T 532-2007建材机械钢焊接件通用技术条件
3术语和定义
下列术语和定义适用于本文件。
3.1
直线斜边 straight-line beveling
与玻璃表面成一定角度的直线斜面。
3.2
玻璃直线斜边磨边机 glass straight-line bevelling machine
用于玻璃周边直线斜面磨削加工的立式加工设备。
4型号和基本参数
4.1型号
斜边机的型号表示方法如下:
XM □ □ □ □
ɪ...... 控制特性:带参数显示器(D);带PLC控制系统(P)
---------底边磨头数量(个)
...........粗精磨头数量(个)
--------------抛光磨头数量(个)
-------------玻璃宜线斜边磨边机代号
示例:符合本文件,抛光磨头3个,粗精磨头7个,底边磨头1个,带PLC控制系统的玻璃直线斜边磨边机标记为: 玻璃直线斜边磨边机JC/T 2715-XM371P
4.2基本参数
斜边机的基本参数见表1。
表1基本参数
|
型号 |
最小加丄玻璃尺J mm |
加工玻璃厚度 mm |
磨削速度 n/min |
磨削斜边角度 O |
最大磨削宽度 mm | |
|
梁体或铝板升降 |
梁体或黄板不升降 | |||||
|
XM241 |
30X30 |
120X120 |
3〜19 |
0. 8~3. 5 |
3〜30 |
20 |
|
XM251 |
30 | |||||
|
XM261 |
3~45 |
40 | ||||
|
XM351 | ||||||
2
JC/T 2715—2022
表1(续)
|
型号 |
最小加工玻璃尺寸 mm |
加工玻璃厚度 mm |
磨削速度 m/min |
磨削斜边角度 |
最大磨削宽度 mm | |
|
梁体或链板升降 |
梁体或链板不升降 | |||||
|
XM361 |
30X30 |
120X120 |
3〜19 |
1~5 |
3〜45 |
40 |
|
XM371 |
60 | |||||
|
XM471 | ||||||
注1:参数中最大磨削宽度和最大磨削速度不能同时达到.
注2:其他规格斜边机可按客户要求进行设计制造.
5要求
5.1基本要求
5.1.1斜边机应符合本文件规定,并按规定程序批准的图样及技术文件制造:本文件中未作规定的技 术要求,应参照相关标准或供需双方技术协议执行。
5.1.2图样上线性尺寸的未注公差,机械加工部位应符合GB/T 1804-2000中m级的规定;非机械加 工部位应符合GB/T 1804-2000中C级的规定。
5.1.3图样上未注形状和位置公差应符合GB/T 1184-1996中表1〜表4中K级的规定。
5.1.4结构件用碳素结构钢的材质应符合GB/T 700的规定。
5.1.5轴类零件用碳素结构钢的材质应符合GB/T 699-2015中45号钢的规定,并进行调质处理。
5.1.6灰铸铁件应符合GB/T 9439中的规定。
5.1.7冷轧不锈钢板应符合GB/T 3280的规定:不锈钢棒应符合GB/T 1220的规定。
5.1.8锥齿轮参数设计应符合GB 12368的规定。
5.1.9锥齿轮的制造精度应符合GB/T 11365的规定。
5.1. 10传动链轮的参数设计与制造精度应符合GB/T 1243的规定。
5.1.11同步带轮的参数设计与制造精度应符合GB/T 11361的规定。
5.1.12焊接件应符合JC/T 532-2007的有关规定。其中焊接接头表面质量按JC/T 532-2007表2 中的HI级规定:图样尺寸偏差按JC/T 532-2007表3中的B级的规定:焊接件角度极限偏差按JC/T 532 -2007表4中B级的规定:焊接件的直线度、平面度公差按JC/T 532-2007表6中F级的规定。
5.1. 13气动系统应符合GB/T 7932的规定。
5.2整机性能
5. 2.1斜边机的基本参数应符合表1的规定。
5. 2.2机器运转时,应运行平稳,无异常振动和响声。
5. 2.3控制系统工作可靠、操作灵活、准确。
5.2.4设备急停、限位装置安装准确、功能可靠。
5.2.5输送带速度应可调节,且运行平稳同步,无爬行现象。
5.2.6气动系统各部件动作应灵活、可靠。
5. 2.7冷却系统运行应可靠、不间断,管路无堵塞、渗漏现象。
5. 2.8各紧固件的连接牢靠,无松动现象。
5.2.9玻璃夹持力度应均匀,无松脱现象。
3
JC/T 2715—2022
5. 2.10空载时磨头轴承部位温升应不大于35 K,最高温度应不大于70 C.
5.2.11负载运转时应符合:
a)磨头轴承部位温升应不大于50 K,最高温度应不大于85 C:
b)循环冷却水温应不大于55 C:
c)机器运行的噪声应不大于85 dB (A)。
5.3磨削精度和质量
5. 3.1玻璃制品斜面棱线直线度公差应不大于0. 3 mm∕500 ≡o
5.3.2底边直线度公差应不大于0. 12mm/500ιπιn.
5.3.3斜边宽度尺寸误差值见表2.
表2斜边宽度尺寸误差
|
斜面角度 |
5* |
4° |
3。 | ||
|
斜面宽度/mm |
≤15 |
>15 〜25 |
>25 〜35 |
>35 〜45 |
>45 〜60 |
|
误差值/(mm/m) |
≤0.5 |
≤0.7 |
≤1 |
≤1.5 |
≤2 |
|
注:以上数据使用厚度为5 mm的正方形平板玻璃试验。 | |||||
5. 3.4两相邻斜面相交棱线对称度公差见表3。
表3斜面相交棱线对称度公差
单位为亳米
|
斜面角度 |
5。 |
4β |
3。 | ||
|
斜面宽度 |
W15 |
>15 〜25 |
>25 〜35 |
>35 〜45 |
>45~60 |
|
对称度公差 |
≤0.6 |
≤1.0 |
≤1.5 |
≤2 |
≤3 |
|
注:以上数据使用厚度为5 M的正方形平板玻璃试验。 | |||||
5. 3.5经加工的玻璃制品的斜面应清晰透明,光滑度一致,接近与玻璃本体一致的光亮度,不应有磨 轮磨削网状条纹和划伤。
5.4主要零部件
5.4.1输送带直线度公差值应不大于0. 15 mm/500 ≡.
5.4.2后导轨传动直线度公差值应不大于0. 1Onin/500 mm。
5. 4. 3前导轨移动同步涙差应不大于0. 15 mm。
5.4.4前导轨与后导轨同步升降误差应不大于0.05 mm。
5.4.5磨头座梁体水平移动同步误差应不大于0. IOmnu
5. 4.6磨头座梁体转动角度误差应不大于0.5。。
5. 4.7磨头主轴的轴向窜动不大于0.02 ran,轴头径向跳动不大于0. 02 mm。
5.5电气控制
5.5.1电源电压、频率应符合用户当地的电网要求。
5. 5. 2控制系统应符合GB/T 7251. 1的规定。
4
JC/T 2715—2022
5. 5.3显示屏或显示器图形和文字显示应清晰、完整、准确。
5.5.4操作面板上各操作键应灵敏可靠。
5. 5.5各行程限位开关应工作可靠。
5.5.6所有电气线路都应规范地置入线槽,接线应准确并做好标识。
5. 5.7电控设备绝缘电阻不小于1 M∩,接地电阻不大于5 MfK
5.6外观质量
5. 6. 1产品涂漆防锈应符合JC/T 402的规定。
5. 6. 2电镀层表面应均匀光亮,无镀层剥落缺陷,符合GB/T 9797和GB/T 9799的规定。
5. 6.3外露管、线应固定并排列整齐.
5.7安全
5. 7.1旋转机构部位应有防护裝置。
5. 7.2产品的安全、卫生要求应符合GB 5083的规定。
5. 7. 3电气系统安全应符合GB/T 5226. 1的规定。
5. 7.4斜边机应设置自锁型急停按钮,操作方便可靠,急停装置的设计应符合GB/T 16754的规定。
5. 7.5对易危害人身安全的部位应有明显的警告标识或警告标志安全,标志与标识应符合GB 2894的 规定。
6试验方法
6.1整机性能
6.1.1对5.2. 1的检验,采用通用量具进行检测。
6.1.2对5. 2. 2〜5. 2. 6的检验,目视检测.
6.1.3对5. 2. 7的检验,采用1. 5倍工作压力的水压,对系统进行水压试验。
6.1.4对5. 2. 8的检验,采用试运行及以冃视、触摸、敲击的方法检测。
6.1.5对5. 2. 9的检验,采用目视及手触摸的方法检测.
6.1.6对5. 2. 10的检验,在机器空载运转30 min后,采用红外线测温仪测量。
6.1.7对5. 2.11 a)、b)的检验,采用红外线测温仪进行测量。
6.1.8对5.2.1IC)的检验,按GB/T 17248. 3给出的方法检测。
6.2磨削精度和质■
6. 2.1试验条件如下:
a)加工的玻璃材料应符合GB 11614的规定:
b)采用在基本参数范围内的不少于5片相同厚度的样片玻璃,玻璃与玻璃之间相隔在30πw以内 的连续上片的方式.进行不间断磨削试验得出试样。
6. 2.2检验方法如下:
a)对5. 3. 1的检验:将玻璃试样直立于检验平台并固定,使用高度尺,调节被检测棱线两端点高 度,使其与平台等高,测量棱线上各点高度,最大值与最小值之差即是棱线直线度偏差。
b)对5. 3. 2的检验:将玻璃试样底边放于检验平台,使用塞尺测量底边直线度偏差。
c)对5. 3. 3、5.3.4的检验,采用游标卡尺进行检验。
JC/T 2715—2022
d)对5.3.5的检验,采用目测法,在良好的自然光或散射光照条件下,距离玻璃磨削边正面约 30Omm处观察玻璃试样。
6.3主要零部件
6. 3.1对5. 4.1的检验:将检测块放置于输送带上,百分表固定在输送带外,在500≡测量长度上测 量输送带直线度偏差(见图1),百分表读数的最大差值即为直线度偏差。
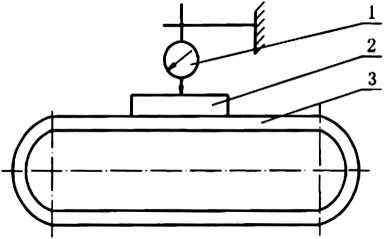
标引序号说明 1—百分表; 2一一检测块;
3--输送带.
图1输送带直线度检测示意图
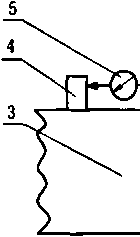
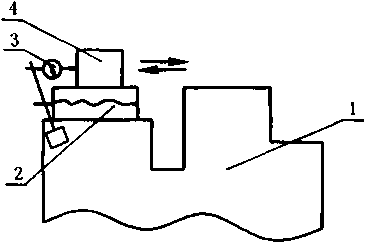
6. 3.2对5. 4. 2的检验:将检测平尺固定在后导轨上,百分表固定在夹紧于前后链板中的检测用钢板 上,测头分别触及检验平尺的水平面和铅垂面,使百分表在检验平尺两端的读数相等。启动设备,在 50Omm测量长度上,分别检测后导轨传动水平面直线度偏差(见图2):后导轨传动铅垂面直线度偏差(见 图3),百分表读数的最大差值即为传动直线度偏差。
6
标引序号说明:
1--检测用钢板;
2..前导轨;
3..后导轨:
4一一检验平尺;
5..百分表。
图2后导轨传动水平面直线度检测示意图
JC/T 2715—2022
标引序号说明:
1一一检测用钢板:
2--前导轨:
3 后导轨:
4一一检验平尺;
5--白分表。
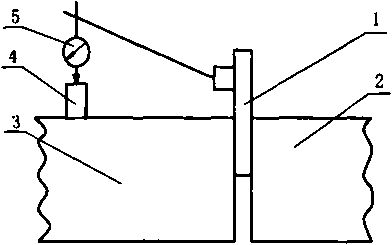
图3后导轨传动铅垂面直线度检测示意图
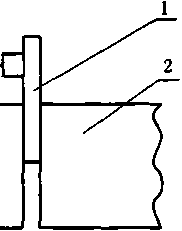
6. 3.3对5. 4. 3的检验:将两个百分表架固定在两端立柱上,百分表测头触及前导轨,移动前导轨检 测其移动同步偏羞(见图4)。两个百分表读数的差值即为前导轨移动同步偏差.
标引序号说明:
1--前导轨:
2--白分衣:
3..前导轨移动拖板:
4..机座。
图4前导轨移动同步偏差检测示意图
6. 3.4对5. 4.4的检验:将两个百分表架固定在两端立柱上,百分表测头触及前后导轨两端面,同时 升降前后导轨,检测同步偏差(见图5),两个百分表读数的差值即为前后导轨同步升降偏差。
7
JC/T 2715—2022
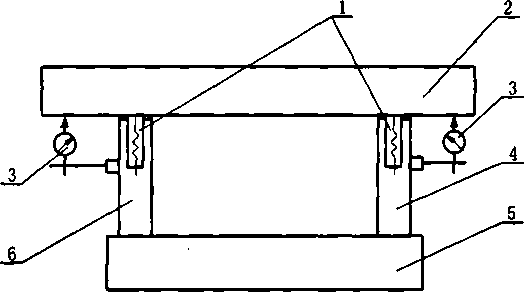
标引序号说明:
1--升降机构:
2..可升降导轨;
3 百分表:
4..右立柱:
5一一机座:
6--左立柱.
图5前导轨与后导轨同步升降偏差检测示意图
6. 3.5对5. 4. 5的检验:将两个百分表架固定在两端立柱上,百分表测头触及磨头座梁体,水平移动磨 头座梁体检测水平移动同步偏差(见图6),两个百分表读数的差值即为磨头座梁体水平移动同步偏差。
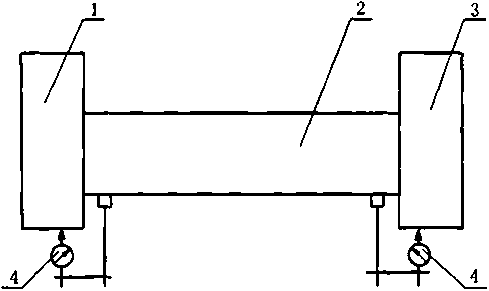
标引序号说明:
1 左立柱:
2..磨头座梁体;
3——右立柱;
4..百分表.
图6磨头座梁体水平移动同步偏差检测示意图
6.3.6对5. 4.6的检验:使用万能角度尺(精度2')测量磨削加工后玻璃试样的斜边角度,与设定值 的差值即为磨头座梁体转动角度偏差。
3
JC/T 2715—2022
6. 3.7对5. 4. 7的检验:在专用设备检测平台上固定磨头电机和百分表,百分表指针触及磨头轴端面 (见图7),对磨头轴施加IOoON的推力,检测磨头轴向窜动量:将百分表指针触及磨头轴圆周表面(见 图8).转动磨头主轴,检测磨头轴径向跳动量。
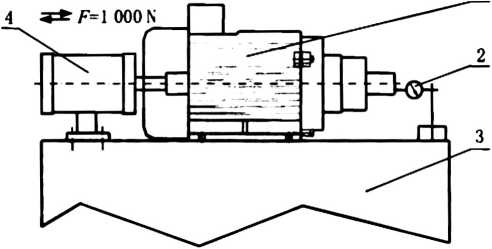
标引序号说明:
1—磨头电机;
2—白分衣:
3一一检測平台;
4--推力气缸。
图7磨头主轴轴向窜动检测示意图
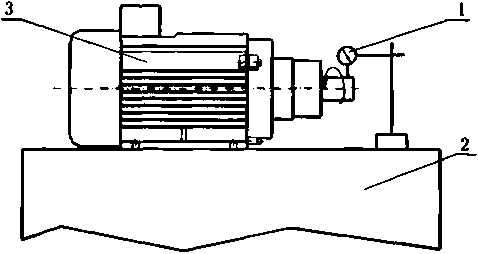
标引序号说明:
1--百分表:
2--检测平台:
3 屈头电机.
图8磨头主轴径向跳动检测示意图
6.4电气控制
6. 4. 1对5. 5. 1的检验,查询资料验证。
6.4.2对5.5.2的检验,按GB/T 7251. 1给出的方法检测。
6. 4.3对5. 5. 3、5. 5. 6的检验,目视检测。
6. 4.4对5. 5. 4、5. 5. 5的检验,采用触摸操作的方法进行检验。
6.4.5对5. 5. 7的检验,使用500 V兆欧表检测绝缘电阻,使用接地电阻测试仪检测接地电阻.
9
JC/T 2715—2022
6.5外观质量
6. 5.1对5. 6. 1的检验,按JC/T 402给出的方法进行检测。
6. 5.2对5. 6. 2的检验,采用GB/T 9797和GB/T 9799给出的方法进行检测。
6.5.3对5. 6. 3的检验,目视检测。
6.6安全
6. 6. 1对5.7. 1、5.7.5的检验,目视检测。
6. 6. 2对5. 7. 2的检验,按GB 5083给出的方法进行检测。
6. 6.3对5. 7. 3的检验,按GB/T 5226. 1给出的方法进行检测。
6. 6.4对5. 7. 4的检验,按GB/T 16754给出的方法进行检测。
7检验规则
7.1检验分类
检验分为出厂检验和型式检验。
7.2出厂检验
7. 2.1产品应经制造厂家检验部门检验合格,并附有产品质量合格证书,方可出厂.
7.2.2产品出厂前应对5. 2〜5. 7进行逐项检验。
7.3型式检验
7. 3.1在下列情况之一时,应按标准中规定的全部技术要求进行型式检验:
a)新产品或老产品转厂生产的试制定型鉴定;
b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能:
c)正常生产每两年不少于一次;
d)停产一年以上恢复生产:
e)出厂检验结果与前次型式检验有较大差异。
7.3.2型式检验的产品从出厂检验合格的产品中抽取,数量为一台。
7.4判定规则
7.4.1出厂检验时,检验项目应全部合格,若有一项不合格,则判定该产品不合格,出现的不合格允 许进行修复,复检合格,则判定产品合格。
7. 4.2型式检验时,当检验产品被判定为不合格时,允许在原抽样数量中加倍进行复检,复检产品全 部合格,判定为合格,若复检产品仍有不合格项,则判定该产品不合格。
8标志、包装、运输和贮存
8.1标志
8.1.1斜边机应在适当明显的位置固定产品标牌,其型式和尺寸应符合GB/T 13306的规定,标牌内容 应包括:
a)制造厂名称、供应商名称、地址:
10
JC/T 2715—2022
b)产品名称、型号与规格:
c)产品主要技术参数;
d)产品出厂编号:
e)执行文件编号:
f)出厂日期。
8.1.2斜边机上的标志、标识应与产品说明书中的相关内容一致。
8.2包裝
8.2. 1产品包装应符合GB/T 13384的规定。
8.2.2随整机出厂应提供的技术文件:
a)产品合格证:
b)使用说明书:
c)发货、装箱清单:
d)产品安装图、基础图。
8. 2.3产品使用说明书应符合GB/T 9969的规定。
8.2.4包装储运标志应符合GB/T 191的规定。
8.3运输和贮存
8. 3.1运输包装收发货标志应符合GB/T 6388的规定。
8.3.2产品发运应符合陆路、水路或海运运输的要求。
8. 3.3产品贮存符合以下要求:
a)贮存产品场地,应具备防锈、防腐蚀和防损伤的措施和设施:
b)产品的摆放应预防挤压变形和本身重力变形:
c)产品贮存期超过一年时,应进行检查维护。
11