
现代电2炼钢生产 技朮手册
名誉主编傅杰 主 编王新江
碎冶金工业出版社
七夕 httpz∕∕www<cnmip∙com.cn
现代电炉炼钢生产技术手册
名誉主编傅杰
主 编王新江,
副主编李京社朱荣李晶
北京
冶金工业出版社
现代电炉炼钢技术是应用现代科学技术,在传统电炉炼钢技术的基础上发展起来 的电炉炼钢技术。
电炉炼钢已有一百多年的历史。传统的电炉炼钢分为瑋化期、氧化期、还原期三个 阶段,在冶炼特殊钢方面具有优势,因此主要用于冶炼特殊钢。从20世纪50年代始,传 统电炉炼钢技术以"煉氧合并、薄渣吹氧、缩短还原期"的工艺特点为标志,进入成熟阶 段。60年‘代后,弧形连铸技术成功的工业应用,促使电炉要进一步缩短冶炼周期以与连 铸相匹配。70年代,发展了超高功率供电及其相关技术,使得电炉还原期移到炉外势在 必行。80年代,LF技术及EBT技术的开发,使得电炉还原期得以移到炉外,冶炼周期缩 短至60 min以内,形成了电炉+炉外精炼+连铸+连轧的现代化流程,第一条电炉一薄 板坯连铸连轧生产线的投产标志着现代电炉炼钢技术进入了成熟阶段。现代电炉炼钢 的特征是由现代电炉炼钢技术特点决定的。高效、节能、环保、可持续发展等,反映了现 代电炉炼钢的发展方向。
20世纪90年代以来,我国在电炉炼钢理论、技术、操作、设备、管理等方面取得长足 进步,不仅电炉钢产量进一步提高,而且在推进、完善现代电炉炼钢技术、扩大品种、提 高质量等方面不断进步。为系统地总结现代电炉炼钢技术,提升我国电炉炼钢技术水 平,更好地推动我国冶金工业健康、持续发展,在冶金工业出版社的组织和中国金属学 会炼钢分会电炉学术委员会的支持下,我们编写了《现代电炉炼钢生产技术手册》一书。
《手册》共分10章。第1章在立足于钢铁厂电炉生产技术的基础上,简要概括了电 炉炼钢的发展、历史现状以及未来;第2章介绍电炉炼钢用原材料和辅助材料;第3章对 世界各国各种电炉炉型进行了讨论,同时对电炉设备进行了分析比较;第4章介绍电炉 冶炼技术和工艺;第5章重点论述了电炉冶炼过程的物料平衡和热平衡;第6章介绍了 与电炉冶炼配套的精炼技术;第7章对典型钢种的工艺流程进行了分析;第8章从可持 续发展的角度对电炉流程的清洁化生产进行了介绍;第9章重点介绍了电炉钢冶金质 量控制,包括控制工艺和方法;第10章简要介绍了电炉工厂设计和典型流程。《手册》 内容可供钢铁企业技术人员、管理人员学习使用,也可供高校师生、工程设计以及设备 制造单位技术人员参考。
《手册》由王新江担任主编,李京社、朱荣、李晶担任副主编。第1章由北京科技大 学傅杰、安阳钢铁集团公司王新江撰稿;第2章由韶关钢铁集团有限公司钟寿军撰稿; 第3章由北京科技大学李京社撰稿,其中第3.1.4节电气自动化系统由安阳钢铁集团公 司王冠军、杨伏林撰稿;第4章由北京科技大学李晶撰稿;第5章由北京科技大学朱荣撰 稿,其中第5.5节电炉冶炼过程的供电由安阳钢铁集团公司王冠军、杨伏林撰稿,第6章 由安阳钢铁集团公司王新江、靳秀礼、杨錦撰稿;第7章分别由江阴兴澄特种钢铁有限
∙n∙前言..................................................
公司阮小江、张广军(第7.1节轴承钢)、首钢集团总公司张玮、唐国志、崔京玉、周德光 (第7.2节弹簧鋼、第7. 3节齿轮钢)、安阳钢铁集团公司苏小峰(第7.4节硬线钢)、天 津钢管集团股份有限公司张露(第7.5节石油管用钢)、首钢集团总公司技术研究院薄 板研究所刘阳春撰稿(第7.6节不锈钢);第8章由广州珠江钢铁有限责任公司柴毅忠、 林名驰、卢平、熊涛涛撰稿;第9章由天津钢管集团股份有限公司张露、孙开明撰稿;第 10章由宝钢工程技术有限公司王雷、丁于撰稿。全书由傅杰、王新江审稿、定稿。
在《手册》的编写酝酿、组织阶段,傅杰教授做了大量工作,包括编写提纲的拟定、主 要作者的推选等,在编写提纲的讨论、审定,编写分土和内容修改等历次编写工作会议 上和编写过程中,傅杰教授提出了很多宝贵意见,付出了辛勤劳动。在《手册》的编写工 作中,安阳钢铁集团公司和北京科技大学冶金与生有工程学院、研究生院给予了热情支 持和帮助;王子亮总经理、史美伦副总经理、李士琦教授等给予了热情鼓励和支持;中国 金属学会炼钢分会电炉炼钢学术委员会王中丙、江苏沙钢集团张晓兵、钢铁研究总院郭 征、韶关钢铁集团有限公司冯炳文、北京科技大学孔苻茂等专家为《手册》的编写提出了 建议和意见。
《手册》的编写工作还得到了冶金工业出版社的支持和指导,得到了天津钢管集团 股份有限公司、广州珠江钢铁有限责任公司、韶关钢铁集团有限公司、江阴兴澄特种钢 铁有限公司、宝钢工程技术有限公司、首钢集团总公司等单位领导的支持和帮助。在此 一并表示衷心的感谢!
由于参与编写《手册》的单位和人员较多,作者都是企业或学校的技术专家和生产 组织者、教学科研的领导者,时间有限,加之主编水平所限,书中不足之处恳请读者批评 指正。
王新江
2009年2月
了 < '>: V ⅛∙f⅛ —
目 录
也龜U
1现代电炉炼钢技术的发展概况........................................................................1
1.1国外现代电炉炼钢生产的发展.......................................................... 1
1.2我国现代电炉炼钢生产的发展............................... 5
1.3现代电炉炼钢的技术特点.................. 6
1.4现代电炉炼钢技术的发展........................................ 8
1.5 我国现代电炉炼钢技术进步..................... :......................................10
1.6我国电炉炼钢存在的问题及解决对策.............. 12
1.6. 1 存在的问题..................................................................... 12
1.6.2 解决对策 .........................................................'•............................. 13
1.7电炉冶炼周期的综合控制理论..................................................................15
1.7. 1冶炼周期的综合控制理论..............................- ............................ 15
1.7.2电炉冶炼周期综合控制理论应用之..电炉加部分铁水冶炼技术 .........17
1.7.3电炉冶炼周期综合控制理论应用之二——电炉工序效益最大化模型 .........19
1.8我国电炉炼钢发展的前景 .............................................. 20
参考文献............................................................................. 21
2电炉冶炼的原材料和辅助材料..............................................................……-• 22
2. 1 废钢................................................ 22
2. 1. 1 废钢的几个有关概念 ...................... 22
2. 1.2 废钢的分类..........................•.......... ••■■...................................... 22
2. 1.3 、对废钢的技术要求...........................................................................25
2. 1.4 废钢的加工处理..............................................................................26
2.2废钢代用品.................... 26
2. 2. 1 铁水.............................................................................................26
2. 2.2 生铁块..........................................................................................27
2. 2.3 直接还原铁(DRI) ........................................................................... 27
2. 2.4脱碳粒铁.......................................................................................28
2.2.5碳化铁..........................................................................................28
2. 2.6 改性生铁 ............................................................... 28
2. 2.7 复合金属料 ................................................................ 29
2. 3 合金料................................................................................................29
2. 3. 1合金料的种类 .......................................................... 29
2.3.2 各种合金料的技术要求 ................:....................................................30
• IV.目录.........: ^ _ ~~
2.4 渣料...................................................................................................40
2. 4. 1 石灰石........................ 40
2. 4.2 石灰 ...........................沔..............'W.............................................. 41
2.4.3 萤石.............................................................................................41
2. 4.4 轻烧白云石.....................................................................................42
2. 4.5 废黏土砖块 ....................................................................................42
2. 4.6 硅石和石英砂............................................. 42
2. 4.7 合成渣料 ............................................. 43
2.5耐火材料............................. 43
2.5. 1 耐火材料的分类......................................................... 43
2. 5.2 电炉对耐火材料的技术要求 ...............................................................44
2.5.3电炉用耐火材料及主要质量指标.....................................:...................44
2.5.4 电炉不同部位使用的耐火材料........................ 46
2.6 电极...................................................................................................46
2.6. 1电极的基本技术要求........................................................................46
2. 6.2 电极的种类....................................................................................47
2. 6.3 影响石墨电极消耗的主要因素 ............................................................48
2.7各种介质.................... 48
2. 7. 1介质的种类及要求...........................................................................48
2. 7.2 介质的标识 ................................................................................... 51
参考文献......................................................................................................51
3 电炉设备......................................................................... 53
3. 1现代电炉炼钢设备....................................................................;............53
3. 1. 1机械设备 .......................................................................... 54
3. 1.2 供电系统 ...............................................................................— •■••• 67
3- 1.3 供氧系统............................................................................ 79
3. 1.4 电气自动化系统..............................................................................85
3.1.5装料系统及废钢预热系统 ..........................-.................... 96
3. 1. 6 出钢系统..................... 102
3.2普通超高功率交流电炉........................................................................104
3∙2. 1普通超高功率交流电炉技术要点......................................................104
3. 2.2超高功率电炉的技术难点及其克服措施....................................... 106
3.2.3 超高功率交流电炉的短网布线.........................................................108
3-3超高功率直流电炉.................................................................................110
3∙3. 1 直流电炉的特点..............................................................................110
3. 3.2 直流电炉设备..................................................................... Ill
3.4 烟道竖炉电炉............................ 118
3.4. 1 竖井式FUChS竖炉电炉...................................................................118
-------------------------—目录 .V.
3.4.2 双竖炉电炉..................................................... 120
3.4.3 复式竖炉电炉.......................... 120
3.4.4 指形烟道竖炉电炉................................. 121
3. 4.5 COntiArC烟道竖炉直流电炉..................................... 121
3.4.6 ComeIt烟道竖炉电炉........................................................................ 123
3.4.7 UL-BA.烟道竖炉电炉 ................... 124
3. 4.8 IHI烟道竖炉电炉 ........................................................................... 124
3.4.9多级废钢预热竖炉电炉(MSP) ......................................................... 125
3. 5 Consteel 电炉 ....................................................................................... 126
3. 6 ConArC 转炉型电炉 .................................. '•........................... 127
3.7 双炉壳直流电炉...................................................... 129
3. 8 Ecoarc 电炉..........................................................................................ɪɜɪ
参考文献...................................................................................................132
4现代电炉冶炼技术.......................................................................................134
4.1电炉冶炼周期及控制..............................................................................134
4. 1. 1电炉功能的演变与发展 ........................................ 134
4. 1.2 现代电炉炼钢基本操作技术............................................................135
4. 1.3 缩短电炉冶炼周期、降低电耗的措施...................................................138
4. 1.4 电炉炼钢工艺与流程的匹配 ............................................................139
4.2 快速熔炼技术...................................... 142
4. 2. 1 炼钢原材料的选择................ ,...............................................142
4. 2.2 泡沫渣技术....................................................................................143
4. 2.3 废钢预热技术.............................................................. 145
4.3低氮电炉炼钢生产技术........................................................................146
4. 3. 1 铁水加入量对钢液中氮含量的影响...................................................146
4. 3.2供氧方式对钢液氮含量的影响....................... 147
•4. 3. 3 泡沫渣操作对钢液氮含量的影响*......... 147
4. 3.4 出钢脱氧对钢包钢液氮含量的影响.......................................... 147
4. 3. 5电炉底吹不同气体对钢液氮含量的影响-............................................148
4. 3. 6 电炉留钢操作对钢液氮含量的影响...................................................149
4.4 电炉冶炼工艺优化模型 ........................................................................ 149
4. 4. 1 电炉炉料结构模型...........................................................................149
4. 4.2以工序效益最大化为目标的现代电炉冶炼工艺优化模型........................153
4. 4.3 废钢熔化模型...........................................................-•..................... 156
4. 4.4 碳含量动态预报模型 …••:............................................................... 158
4- 4.5 电炉供氧模型.................................................................................159
4.5电炉冶炼终点控制技术........................................................................161
4.5. 1 电炉终点控制的意义 ................................................. 161
• VI •目录
4. 5. 2 电炉中的碳一氧反应分析 ........................
4.5.3 电炉终点控制的措施 ..............................
4.6电炉智能炼钢技术..........................................
4. 6. 1 智能电炉炼钢技术.....................................
4. 6.2智能电炉炼钢技术的发展........................
4. 6.3智能化炼钢对钢冶炼成本及质量的影响……
4. 6.4 智能化炼钢的发展方向 ...........................
参考文献............................................................
5电炉冶炼过程物料平衡与能量平衡........................
5. 1物料平衡计算模型....................................................
5. 1. 1单项物料平衡计算表达式 ........................
5. 1.2按工艺计算物料平衡表达式.....................
5.2能量平衡计算模型..........................................
5. 2. 1单项物料的热量计算表达式.....................
5. 2.2热收入及热支出计算表达式.....................
5.3单项物料平衡与热平衡计算...........................
5.3. 1单项物料平衡计算....................................
5.3.2单项物料产生热量计算............................
5.4不同原料配比下的物料平衡与热平衡理论计算
5.4. 1不同铁水比下的物料与能量平衡计算 .........
5. 4.2其他原料结构下的物料与能量平衡计算 ……
5.5电炉炼钢冶炼过程供电...............................
5.5. 1 交流供电与直流供电 ..............................
5. 5.2 电炉电气运行技术....................................
5.5.3 供电曲线...........................:....................
5.5.4辅助能源输入控制....................................
5.6电炉炼钢冶炼过程物理热与化学热的利用.........
5. 6. 1电炉炼钢冶炼过程的铁水热装..................
5. 6.2电炉炼钢冶炼过程的强化用氧..................
5.6.3电炉炼钢冶炼过程的二次燃烧 ..................
5.6.4电炉炼钢冶炼过程的底吹工艺..................
5. 6.5 电炉炼钢冶炼过程的泡沫渣工艺...............
5. 6. 6 电炉炼钢氧枪设计....................................
5. 6.7电炉炼钢的用氧自动化...........................
附录5.1电炉物料平衡与能量平衡计算用参数及变量
附录5. 2电炉废钢熔化实验 .................................
附5.2. 1油氧火焰废钢熔化实验 ........................
附5. 2. 2 冰块模拟熔化实验 ..............................
6163646465666767
H 11 1* 11 1* 11 11 Ix
01 16889903 7777777788
1A Il 1 lɪ 1 1* Il lɪ 11 IA
5
8
1
85
960000010305
1 2 2 2 2 2
060613
2 2 2
9
2
2
51598222
34456777
22222222
----目录 * VH •
附5.2.3 回转炉废钢熔化实睑..................................................................273
参考文献..............................................................................................……273
6与电炉冶炼配套的炉外精炼技术..................................................... 277
6. 1与电炉冶炼配套的炉外精炼技术概述 .....................................................;277
6. 1. 1与电炉炼钢相匹配的主要炉外精炼方法 ........................................∙l∙-- 277
6. 1.2以电炉为初炼炉的不同种类钢种精炼工艺路线的选择.................................277
6. 1.3主要几种精炼方式与电炉的节奏匹配................................................278
6.2钢包精炼炉(LF) ................................................................................. 279
6. 2. 1钢包精炼炉出现和发展的必然性......;...................................... 279
6. 2.2 钢包精炼炉的技术特点和核心功能...................................................279
6. 2.3 钢包精炼炉生产工艺过程实践...............-...................... 294
6. 2.4钢包精炼炉生产常见问题探讨....................................................... 300
6. 2.5 钢包精炼炉设备................................................................-………… 301
6. 2.6 钢包精炼炉耐火材料 ............................................................... 303
6. 2.7钢包精炼炉存在的问题和发展趋势 ...................................................307
6. 3 VD/VOD/RH精炼方法功能描述 .................. 308
6.4 低硫钢的生产.............................................. :•••*••• 309
6. 4. 1 LF-IR精炼方法生产低硫钢关键技术要点 .........................................310
6. 4.2 其他低硫钢生产技术和极低硫化新技术的探索 ......... 311
6.5 低碳钢的生产.......................................................................................312
6. 5. 1 通过RH生产低碳钢......................................... 313
6. 5.2 通过LF+VD生产低碳钢 ...............................................................314
6. 5. 3 低碳钢生产中防止钢水增碳技术 ......................................................316
6. 6精炼工艺与产品质量..............................................................................316
6. 6. 1 钢液中夹杂物对产品质量的影响......................................................316
6. 6.2精炼提高钢液洁净度的技术手段......................................................318
6. 6.3 通过精炼处理后钢液的质量水平......................................................319
参考文献...................................................................................................320
7典型钢种的电炉和精炼工艺路线与技术...............'......................... 321
7. 1 轴承钢................................................................................................321
7. 1. 1轴承钢的种类及应用 .....................................................................322
7. 1.2 轴承钢合金元素组成及性能要求 ......................................................323
7. 1.3 轴承钢常见缺陷、危害、产生原因及防范措施....................................... 325
7. 1.4 轴承钢的冶炼与连铸 ................................................. 334
7.2 弹簧钢................................................................................................-340
7. 2. 1弹簧钢的分类及应用 .............................................. 340
7. 2.2 弹簧钢的合金元素组成及性能要求 .........................••........................ 340
∙VU∙目录~
7.2.3弹簧钢常见缺陷、产生原因及防范措施................................................341
7. 2.4 弹簧钢的冶炼与连铸 .....................................................................342
7. 2.5 小结................................................................................................
7.3 齿轮钢......................................................... ……….......-343
7.3. 1 齿轮钢的分类及应用..................................................................,…343
7.3.2齿轮钢的合金元素组成及性能要求...................................................344
7. 3.3 齿轮钢常见缺陷、产生原因及防范措施................ 346
7. 3.4 齿轮钢的冶炼与连铸 ................................................................. 346
7. 3.5 小结........•;................................................................................... 347
7.4硬线钢….............................................................................................347
7.4. 1 硬线钢的分类及应用 .....................................................................347
7. 4.2硬线钢的合金元素组成及性能要求...................................................347
7.4.3硬线钢的常见缺陷、产生原因及防范措施.............................................349
7. 4.4 硬线钢的冶炼与连铸 .....................................................................352
7. 4.5 小结.............................................................................................357
7. 5 石油管用钢....................... 357
7.5. 1 石油管的分类及作业环境...............................................................357
7.5.2 石油管的合金元素组成及性能要求......................................:............360
7. 5.3石油管用钢的常见缺陷、产生原因及防范措施....................................370
7. 5.4 石油管用钢的冶炼与连铸...............................................................375
7.6 不锈钢 .............................................................................................380
7.6. 1 不锈钢的应用及分类 .....................................................................380
7.6.2 不锈钢的冶炼工艺路线 ..................................................................381
7. 6.3 不锈钢的冶炼.................................................................................383
7. 6.4 不锈钢的浇铸.................................................................................393
参考文献 ............ 395
8电炉流程的清洁化生产和循环经济....................................... 397
8. 1 炉气净化系统.......................................................................................398
8. 1. 1电炉烟气主要指标和净化要求 .........................................................398
8. 1.2电炉除尘系统基本设计 ..............................:...................................399
8. 1.3电炉除尘系统新技术.....................................................................404
8. 2 炉渣处理系统..................................................................................... 405
8. 2. 1炉渣主要指标和处理要求........................................................ 405
8. 2.2炉渣处置与利用技术................................................. 406
8. 2.3 炉渣处理新技术..............................................................................409
8.3循环水系统...........................................................................................411
8. 3. 1电炉循环水质和排放要求...............................................................411
8. 3.2 电炉炼钢循环水系统的组成............................................................412
----------------------------目录 .κ •
8.3.3 循环冷却水的处理..................................................................∙∙∙"i"∙ 412
8. 3.4 循环冷却水系统管道的处理 ...................................................... 413
8.3.5 循环水系统的运行....................................... 415
参考文献...................................................................... 419
9现代电炉炼钢的冶金质量控制................................................................. 420
9. 1 现代电炉炼钢的技术特点.............................................. 420
9. 1. 1 能源特点........................................................ 420
9. 1.2 原料特点.............................................................. 421
9. 1.3 冶炼过程特点.................................................................................427
9. 2成分控制...................................................................... 428
9. 3 洁净度控制..........................................................................................433
9. 3. 1非金属杂质元素氧、硫、磷对钢质量的影响..........................................433
9. 3.2 非金属夹杂物对钢质量的影响.........................................................434
9.3.3 气体对钢组织性能的影响...............................................................437
9. 3.4金属杂质对钢质量的影响...............................................................439
9.4现代电炉钢质量水平..............................................................................441
9. 4. 1关于钢的纯净度要求.....................................................................441
9. 4.2 铁资源质量控制..............................................................................441
9. 4.3 钢水质量控制.................................................................................449
9.4.4 洁净钢生产技术..............................................................................456
9. 4.5 我国电炉产品的质量水平...............................................................458
9. 5现代电炉钢水的检验方法.....................................................................463
9.5. 1 钢水的检验....................................................................................463
9.5.2 钢水常用的检测设备及分析原理 ......................................................465
9. 5.3 取样与制样....................................................................................467
附录钢中常见残余元素的主要用途...............................................................467
参考文献...................................................................................................470
10 现代电炉工厂设计和典型流程 .....................................................................472
10. 1 工厂设计 .............. 472
10. 1. 1 概况 .........................................ʌ............................... 472
10. 1.2 生产规模..............................................................................'•…•• 473
10. 1.3 产品方案及代表钢种化学成分.........................................................473
10. 1.4原材料及金属平衡........................................................................473
10. 1.5 生产能力....................................................................................475
10. 1.6 工艺流程决定..............................................................................475
10. 1.7 车间工作制度..............................................................................476
10. 1.8 车间组成及工艺布置选择 ...............................................................476
x∙目录-----------------------------------------...........
10. 1.9 设备选型及其主要性能..............................……产 ........ 479
10. 1. 10 车间主要技术经济指标 ..................................*................................ 480
10. 1. 11 车间主要消耗指标........................ …… 480
10. 1. 12 车间劳动定员................ 480
10. 2 典型流程..........................................................................................480
10. 2. 1 电炉工艺流程的设计 ...................................-............................ 480
10. 2. 2 电炉-CSP薄板坯连铸连轧生产线 .................. 481
10. 2. 3 电炉一中板生产线................................................................ 483
10. 2.4 电炉一棒材生产线 ....................................... 486
10. 2. 5 电炉—无缝管生产线 ............................................... 491
10. 2.6 电炉-AoD/VOD不锈钢生产线 ................................................. 494
二:工一打慰 Ci
1现代电炉炼钢技术的发展概理
1.1国外现代电炉炼钢生产的发展
电炉包括电弧炉、感应炉和电渣炉等,本书将电弧炉简称为电炉。
电炉炼钢已有一百多年的历史。传统的电炉炼钢过程分为熔化、氧化、还原三个阶段,由于 炼钢过程中有一个还原期,在冶炼特殊钢方面具有优势。20世纪50年代,传统的电炉炼钢技术 发展到成熟阶段,"熔氧合并,薄渣吹氧,缩短还原期”是其技术特征。
60年代初,弧形连铸机技术成功地用于生产,转炉因冶炼周期短,生产节奏快,与连铸匹配,大大 提高了金属收得率,因而得到了迅速发展。同时,电炉冶炼也围绕缩短冶炼周期,开发了一系列新技 术,以保证电炉小时产量能适应多炉连铸要求,电炉也能与连铸配合,以增强自身的市场竞争力。
20世纪60年代,被称为Mini-mill的钢厂始于欧洲。Mini-mill的兴起使现代电炉炼钢进入 了发生发展期。
美国是一个经济高度发达的国家,废钢资源丰富,电力充足,废钢价格及电价便宜,有利于电 炉炼钢的发展。20世纪70年代,一类以生产长材为主的电炉钢厂(电炉+连铸)在美国兴起。 初期,这些钢厂的规模不大,一般年产不超过30万t,被称为小钢厂(Mini-mill)。
第一次石油危机以后,美国钢铁工业走下坡路,钢产量从1973年的最高年产量1. 368亿t降 到1984年的6000万t。从1982年到1987年的五年内,美国为了振兴钢铁工业,他们大力发展电 炉钢生产,建起了几千万吨的电炉短流程钢厂,电炉钢比例超过30% ,电炉钢生产技术也取得了 长足进步。
70年代发展了超高功率供电及其相关技术。由于超高功率供电,电炉冶炼过程的还原期移 到炉外成为必然,否则会降低大变压器的功率利用率。80年代初期LF及EBT技术的开发,形成 了“电炉冶炼+在线炉外精炼+连铸”的现代电炉流程,电炉平均冶炼周期从1965年的180 min 缩短到1988年的60 min,可以与50 mm厚的薄板坯连铸节奏匹配。连铸与连轧配合,1989年美 国纽柯第一条EAF—CSP生产线是薄板坯连铸连轧技术发展的里程碑,是当时集成创新的典范, 标志着现代电炉炼钢进入了成熟阶段。随着Mini-mill规模的不断扩大,人们开始将这类小钢厂 称为现代电炉钢厂。
90年代以来,由于连铸单流产量提高,一机多流、多炉连铸技术以及薄板坯厚度的增加,要 求进一步缩短冶炼周期。欧洲和日本的一些电炉厂开发了一系列电炉炼钢技术,主要包括两个 方面,一个是强化用氧;另一个是不同类型的废钢预热。这样就出现了形形色色的现代电炉。
技术进步促进了电炉钢生产的发展。
当今世界钢铁生产主要有两种流程,一种是以铁矿石为主要原料的高炉转炉长流程,另一种 是以废钢为主要原料的电炉短流程。2006年,世界转炉钢产量占世界总钢产量的65. 5% ,电炉 钢产量占世界总钢产量的32% ;不少国家电炉钢比例已超过50%。
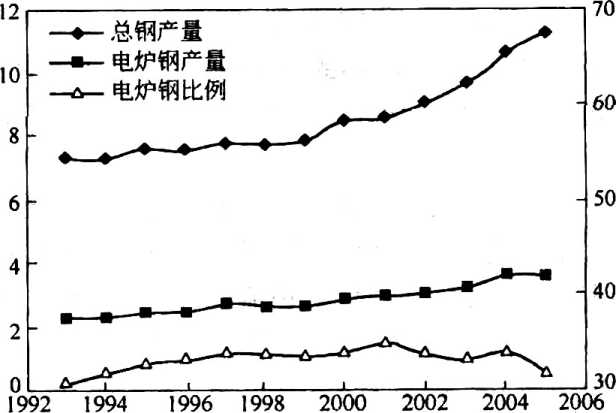
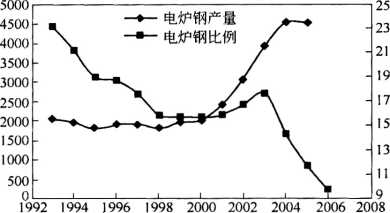
图1 - 1示出了 19世纪80年代至20世纪80年代末世界主要产钢国家及地区钢产量的变 化。图1-2为1993年~2005年主要产钢国家及地区粗钢产量及电炉钢比例的变化。表1-1 和表1 -2则分别列出了 1950年~ 1988年及1995年~2006年世界主要产钢国家的电炉钢比例。
• 2∙ 1现代电炉炼钢技术的发展概况
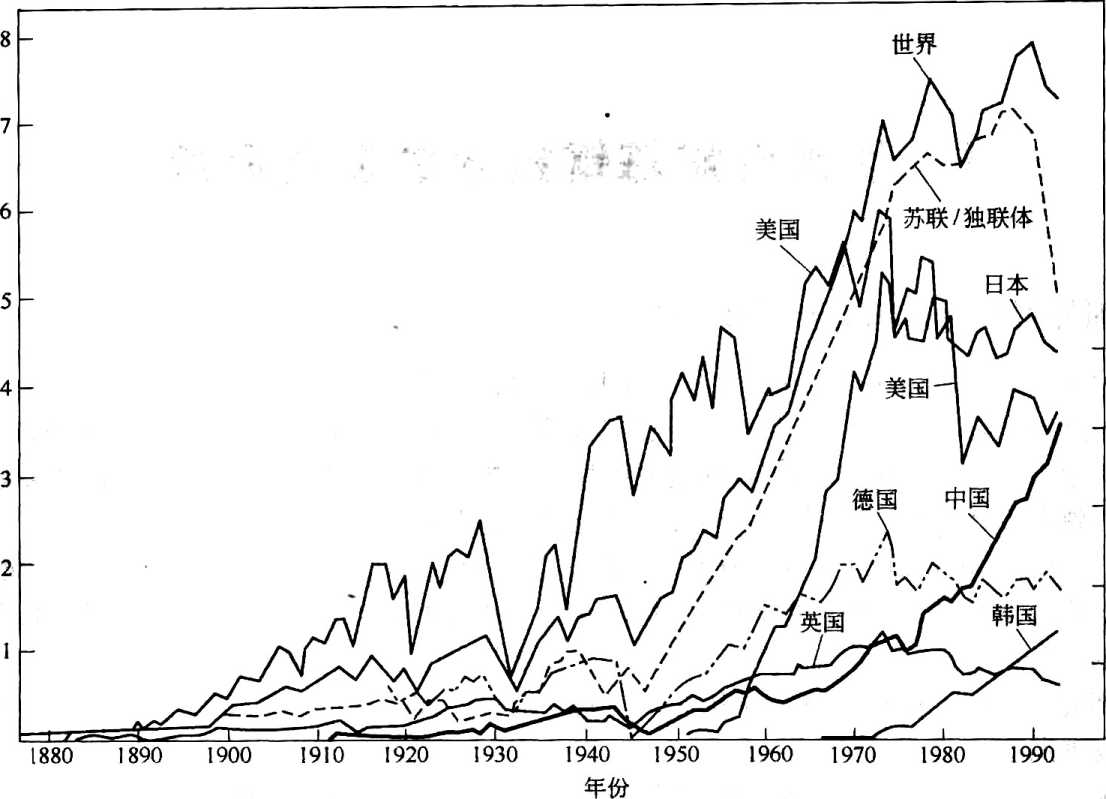
图1 -1主要国家和地区钢产量(1870年~1992年)
年份
图1 -2 1993年~2005年世界粗钢产量及电炉钢比例的变化
表1-1 1950年~ 1988年世界电炉钢生产的发展
|
年份 |
______________电炉钢比例①/%_________ |
美国现代电炉钢 产量比②/% | |||
|
美国 |
日本 |
欧共体 |
全世界 | ||
|
1950 |
6.2 |
15.6 |
6.4 |
7.3 |
0.6 |
|
1955 |
6.9 |
12.6 |
8.6 |
8.0 |
0.9 |
|
I960 |
8.4 |
20.2 |
10.7 |
10. 6 |
2.0 |
|
1965 |
9.6 |
20.3 |
12.0 |
12.5 |
2.8 |
|
1970 |
15.3 |
16.7 |
13.7 |
14.4 |
5.3 |
|
1975 |
19.4 |
16.4 |
19.7 |
16.6 |
6.7 |
---1.1国外现代电炉炼钢生产的发展,3 •
续表1-1
|
年份 |
电炉钢比例①/%______________ |
美国现代电炉钢 产量比②/% | |||
|
美国 |
日本 |
欧共体 |
全世界 | ||
|
1980 |
27.9 |
24.5 |
23.8 |
21. 1 |
12. 1 |
|
1985 |
33.9 |
29.0 |
25. 1 |
24.8 |
19.9 |
|
1988 |
36.9 |
29.7 |
29. 1 |
26.6 |
21.5 |
①电炉钢比例=电炉钢产量/总钢产量,%;
② 现代电炉钢产量比.=钢产量/总钢产量,%。
表1-2世界主要产钢国的电炉钢比例
|
炉钢比 |
电炉钢比例/% | |||||
|
年份 |
世界 |
日本 |
美国 |
韩国 |
德国 |
印度 |
|
1995 |
32.6 |
32.3 |
39.4 |
37.8 |
24. 1 |
29.7 |
|
1996 |
32.9 |
33.3 |
42. 1 |
39.5 |
26.0 |
25.9 |
|
1997 |
33.7 |
32.8 |
43.2 |
43. 1 |
26.4 |
31.6 |
|
1998 |
33.9 |
31.9 |
44.6 |
40.3 |
27.5 |
31.8 |
|
1999 |
33.5 |
30.5 |
46.2 |
41.6 |
29.2 |
32. 1 |
|
20∞ |
33.7 |
28.8 |
46.8 |
42.8 |
28.7 |
32. 1 |
|
2∞1 |
35. 1 |
27.6 |
47.4 |
43.6 |
29.3 |
42.5 |
|
2∞2 |
33.9 |
27. 1 |
50.7 |
45.2 |
29.3 |
42.7 |
|
2003 |
34.0 |
26.4 |
48.9 |
44.8 |
30.0 |
45.6 |
|
2004 |
33.2 |
26.4 |
53.6 |
43.9 |
30.7 |
43.8 |
|
2∞5 |
31.7 |
25.6 |
55.0 |
44. 1 |
30.7 |
44.9 |
|
2006 |
32.0 |
26.0 |
56.9 |
45.7 |
33. 1 |
50.5 |
由图1 -1、图1 -2、表1 -1、表1 -2可见:
(I)IOO多年来,世界钢产量逐步增加,美国是世界上最早钢产量和电炉钢比例最高的国 家。二次世界大战以后,美国、苏联、日本钢产量激剧增加,从而使世界钢产量激剧增加;尽管美 国和欧洲经历过几次产能过剩的困境,例如1973年第一次石油危机引发的美国钢铁产能过剩, 1980年欧共体宣布欧洲钢铁工业处于危机之中,1991年欧洲钢铁工业再次陷入产能过剩的困 境,美国从1975年至1985年丧失了其20%的钢铁生产能力,欧盟决定从1993年至1995年削减 钢铁产能1900万~ 2600万t,但世界电炉钢比例不断增长,从1965年的2. 8%增至2001年的 35% ,美国从1975年至1988年接近翻番,现代电炉流程与转炉流程成为当今世界钢生产的两个 主要流程,电炉钢比例为1/3左右。
(2) 20世纪70年代以后,发达国家钢产量趋于稳定,美国波动在8000万t∕a,日本1亿t∕a, 德国4000万t∕a,英国2∞0万t/a;发展中国家(主要包括中国、韩国、印度)处于钢不断增K 阶段。
(3)现代电炉炼钢(Mini-mill)比例不断增长。但进入21世纪以后,世界电炉钢比例有所下 降,其中主要产钢国的电炉钢比例一直在上升,仅日本的电炉钢比例从33. 7%下降到32%。日
∙4∙ 1现代电炉炼钢技术的发展概况--------------------------
本电炉钢比例下降的原因有待进一步分析,但有两点可以肯定,一是日本废钢不缺,二是日本电 炉生产能力不小。图1-3显示了近年日本废钢的进出口情况,2001年、2002年日本每年出口废 钢六七千万吨,日本电炉年生产能力远大于年电炉钢的实际生产能力。
-Q/桐口≡⅛
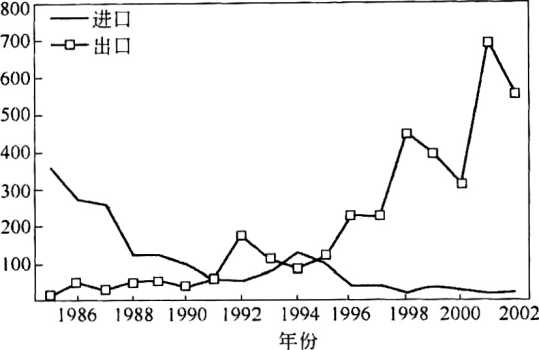
图1-3日本废钢进出口量(1985年~2002年)
(4) 21世纪前几年世界及中国大陆钢产量的变化如表1 -3和图1 -4所示。图1 -4示出 了 2000年~2007年世界及我国大陆地区钢产量及世界电炉钢比例的变化。由图可见,随着中 国大陆钢产量的迅速增长,世界钢产量迅速增长,世界电炉钢比例有所下降。
表1-3 2001年~2005年世界钢生产情况
|
______年 份 |
2001 |
2002 |
2003 |
2004 |
2005 |
|
钢产量/亿t |
8.453 |
9.005 |
9. 631 |
10. 548 |
11.269 |
|
世界 电炉钢比例/% |
35.0 |
33.9 |
33. 1 |
33.8 |
31.7 |
|
__钢增长速度①/% |
6. 53 |
6. 95 |
9. 52 |
6. 83 | |
|
钢产量/亿t |
0.91 |
0. 922 |
0.904 |
0. 989 |
0.949 |
|
美国 电炉钢比例/% |
47.4 |
50.7 |
48.9 |
53.0 |
55.0 |
|
钢增长速度/% |
2.44 |
-1.95 |
9.40 |
-4.04 | |
|
钢产量/亿t |
0. 448 |
0. 450 |
0. 448 |
0. 464 |
0.445 |
|
德国 电炉钢比例/% |
29.3 |
29.3 |
30.0 |
30.7 |
30.7 |
|
钢增长速度/% |
0. 40 |
-0. 40 |
3. 57 |
-4. 28 | |
|
钢产量/亿t |
1.029 |
1.007 |
1. 105 |
1. 127 |
1. 125 |
|
日本 电炉钢比例/% |
27.6 |
27. 1 |
26.4 |
26.4 |
25.6 |
|
钢增长速度/% |
4. 66 |
2.60 |
1.99 |
-1.77 | |
|
钢产量/亿t |
1.516 |
1.823 |
2.224 |
2. 725 |
3.494 |
|
中国大陆 电炉钢比例/% |
15.8 |
16.7 |
17.6 |
16. 5 ② |
12.9 |
|
钢增长速度/% |
20.2 |
22.0 |
22.5 |
28.2 |
①钢增长速度=(当年钢产量-去年钢产量)/去年钢产量X 100% ; ②根据中国钢铁工业协会宣布的电炉钢产量计算。
可以认为,世界电炉钢比例有所下降的主要原因是由于中国大陆钢增长速度,主要是转炉钢 增长速度过快造成的。2007年世界(67个国家和地区)钢产量合计13. 22亿t,除中国大陆以外,
--------------------------------1.2我国现代电炉炼钢生产的发展.5.
世界钢产量合计8. 33亿t,世界钢产量同比增长率为3.2%,而中国大陆的钢产量增长率为 15. 7% ,其中转炉增长率为25%以上。
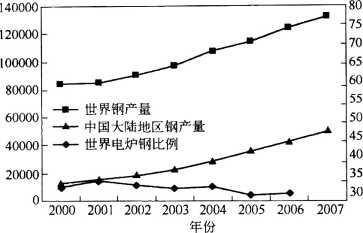
图1-4 世界及中国大陆地区钢产量及世界电炉钢比例的变化(2000年~2007年)
1.2我国现代电炉炼钢生产的发展
我国电炉在20世纪80年代数量增加极快,但大多数是技术经济指标落后的小炉子,1992年平 均炉容量为4.6t∕台。1993年~2003年我国电炉炼钢设备总量和电炉炼钢产量如表1 -4所示。
表1-4我国电炉炼钢设备总量和电炉炼钢产量
|
年份 |
1993 |
1994 |
1995 |
1996 |
1997 |
1998 |
1999 |
2000 |
2001 |
2002 |
2003 |
|
电炉钢产量/万t |
2075 |
1966 |
1811 |
1893 |
1912 |
1814 |
1948 |
2020 |
2401 |
3049 |
3906 |
|
电炉钢比例/% |
23.2 |
21.2 |
19 |
18.7 |
17.6 |
15.8 |
15.7 |
15.7 |
15.9 |
16.7 |
17.6 |
|
电炉数量/座 |
1403 |
1561 |
1606 |
3380 |
179 | ||||||
|
公称容量/t |
62∞ |
8297 |
8704 |
21280 |
4982 |
1993年6月,冶金工业部殷瑞锌副部长和在上海市任副市长的徐匡迪教授主持了冶金工业 部在上海召开的"当代电炉流程和电炉工程问题研讨会"(下称"第一次上海会议”)。会上殷瑞 锌副部长做了题为"当代电炉流程的工程进展评价”的报告。报告指出,近十年来,在世界性的 能源、资源、环境和经济等背景因素的影响下,当代电炉流程在工艺技术、设备以及整体工程等诸 多方面取得了长足的进步。这些进步集中地体现在:电炉生产节奏的"转炉化”;钢的炉外精炼 的在线化;凝固成型过程的全连铸化;建立在连续轧制基础上的产品专业系列化。电炉流程的工 艺结构逐渐向着一台大型超高功率电炉、一台与产品特征相应的精炼炉、一台连铸机及一部主力 热连轧机的优化工程体制演进。报告从资源、能源、环境和工程经济等背景分析出发,对比了当 代电炉流程和高炉—转炉流程的竞争性;讨论了电炉流程现在与未来的产品领域和市场前景;在 对当代电炉流程从原料处理、电炉冶炼、钢的二次冶金、凝固成形、轧制形变以及车间布置等综合 分析的基础上,提出了不同类型电炉企业结构优化的参考模式。徐匡迪教授做了题为"现代电 炉炼钢的发展趋势"的报告。他指出,现代电炉炼钢的主要特征是高效、节能,介绍了几种开发 中的新型电炉炼钢技术,即K-ES技术、烟道竖炉电炉技术和ConSteel技术,并预言在几年后,将 改变当时直流电炉占统治地位的状况,出现交、直流电炉技术竞争发展的局面。殷部长当时还提
• 6∙ 1现代电炉炼钢技术的发展概况--------------------------------- 出,电炉的生产效率应在5000 t/(t ∙ a),到21世纪有可能达到40 min 一炉钢的水平,实现每天冶 炼36炉钢的高效目标,电炉一个公称吨的年产量达到1万t。这次会议对我国十余年来现代电 炉流程的发展起了指导和推动作用。
正是在1993年"第一次上海会议"精神的指导下,我国电炉炼钢技术在消化引进的基础上, 通过自主创新,在21世纪的前几年取得了令人瞩目的成就。
经过多年的努力,我国电炉炼钢与世界电炉炼钢技术水平差距缩小了。1993年,我国电炉 主要技术经济指标为:冶炼周期180 ~ 200 min,电耗610 kW ∙ h/t以上,电极消耗8. 77 kg/t,与 1965年国际水平,即冶炼周期180 min,电耗630 kW ∙ h/t以上,电极消耗6. 5 kg/t相当,也就是
说我国落后了 30年。
目前,我国一大批现代电炉,包括烟道竖炉电炉、ConSteel电炉以及其他超高功率交、直流电 炉,已经达到或大大超过原设计生产能力。例如,安钢的Ioot烟道竖炉电炉原设计能力年产67 万t,2003年产钢108万t;天津无缝钢管公司150 t超高功率电炉原设计年生产能力60万t,2004 年超过120万t。最短冶炼周期已降到40 min,在加25%铁水冶炼时电耗可达22OkW ∙ h/t,进入 了国际领先行列。即我国用十年的时间,缩短了曾与国外有30年的差距。
年份
图1 -5 1993年~2006年我国电炉钢产量及 电炉钢比例的变化
图1 - 5为1993年~ 2006年我 国电炉钢产量及电炉钢比例的变化 情况。从图1 - 5可见,1993年~ 2000年,在世界电炉钢生产不断增长 的同时,我国电炉钢年产量在1800 万~ 2000万t波动,电炉钢比例下 降,从23.2%下降至15.7%。这是 由于我国淘汰了大量落后的小电炉, 使得电炉钢产量下降,新投产的大电 炉产量还不够高,致使电炉钢产量在 一个水平线上波动;另外由于转炉钢 产量的迅速增长,同时电炉钢产量增
长比较慢,致使电炉钢比例下降。但这也正好说明"第一次上海会议”的意义及影响,如果没 有1993年的"第一次上海会议",在小电炉大量被淘汰的情况下,2000年我国电炉钢的比例 恐怕还会低很多。
从表1 -3数据可见,2001年~ 2003年,我国电炉钢比例有所回升,增加了约2个百分点,电 炉钢产量增长速度略高于转炉钢增长速度。这一方面是因为20世纪90年代对电炉进行了一轮 投资导致的产能的进一步释放,另一个更重要的原因是技术进步,因为靠现有电炉的设计产能, 在原有的技术水平上是达不到年产39∞万t电炉钢的。
但是,从2004年开始,中国粗钢产量猛增(见图1 -4),尽管电炉钢产量有所增加,但电炉钢 比例却又开始迅速下降。
1.3现代电炉炼钢的技术特点
"现代电炉炼钢"一词最先出现在中国学者徐匡迪和殷瑞饪于1993年发表的论文《现代电 炉炼钢的发展趋势》及《当代电炉流程的工程进展评价》中。之后,李士琦、李伟立、傅杰、王中丙 等在其专著和论文中采用了"现代电炉炼钢”或"现代电炉”的术语,见表1 -5。现代电炉炼钢 的技术特点见表1-6。
1. 3现代电炉炼钢的技术特点• 7 •
|
表1-5 电炉炼钢领域的重要论著 _______ | ||||
|
论著名称 |
作者 |
年份 |
出版者/刊物 |
电炉炼钢技术 发展阶段 |
|
3πκτpoπaBHΛbHbie ΠeHW HepHoft MeTaJUIyPruM |
∏. B. Oκopoκoa |
1950 |
MerannypKTeAaT |
传统电炉炼钢 |
|
黑色冶金冶炼电炉 |
朱觉等译 |
1955 |
高等教育出版社_______ |
传统电炉炼钢 |
|
Electric Furnace Steelmaking |
C. E. Sims |
1962 |
Interscience Publishers |
传统电炉炼钢 |
|
电炉炼钢学_________ |
马廷温 |
1988 |
冶金工业出版社 |
传统电炉炼钢 |
|
电炉炼钢技术________ |
关玉龙等 |
1990 |
科学出版社_________ |
传统电炉炼钢 |
|
钢铁冶金学(炼钢部分) |
陈家祥 |
1990 |
冶金工业出版社 |
传统电炉炼钢 |
|
当代电炉流程的工程评价 |
殷瑞彩 |
1993 |
当代电炉流程与工程问题研讨 会文集 |
现代电炉炼钢 |
|
现代电炉炼钢的发展趋势 |
徐匡迪 |
1993 |
当代电炉流程与工程问题研讨 会文集 |
现代电炉炼钢 |
|
现代电弧炉炼钢 |
李士琦,李伟立, 刘仁刚等 |
1995 |
原子能出版社 |
现代电炉炼钢 |
|
钢冶金过程动力学 |
傅杰 |
2001 |
冶金工业出版社 |
现代电炉炼钢 |
|
现代电炉炼钢技术的发展、问题 及对策 |
傅杰等 |
2002 |
电炉炼钢学术会议论文集 |
现代电炉炼钢 |
|
现代电炉—薄板坯连铸连轧 |
王中丙等 |
2004 |
冶金工业出版社 |
现代电炉炼钢 |
|
Advances in Modem EAF Steelmaking Technology of China |
Fu Jie et al. |
2004 |
Journal of Iron and Steel Re search ,2004,11(4):1 ~ 9 |
现代电炉炼钢 |
|
Development of Modem EAF Steelmaking Technology in China |
Fu Jie et al. |
2004 |
The Tenth Japan-China Symposium on Science and Technology of Iron and Steel ,2004 |
现代电炉炼钢 |
|
现代电炉冶炼周期综合控制理 论及应用 |
傅杰 |
2004 |
北京科技大学学报,2004,26 ⑹ |
现代电炉炼钢 |
|
冶金流程工程学 |
殷瑞锌 |
2004 |
冶金工业出版社 |
现代电炉炼钢 |
表1-6现代电炉炼钢技术的特点
|
比较•项目 |
_______传统电炉炼钢_______ |
_______现代电炉炼钢_______ |
|
能源 |
电能为主 |
电能;化学能及物理能占50%以上____ |
|
冶金过程 |
熔化、氧化、还原三期操作; 熔毕碳超过0. 2% ,还原渣下倾动炉体出钢 |
取消电炉还原期,进行炉外精炼;高配碳,可 停电不停氧操作,氧化渣下底出钢_____ |
|
主要原料 |
废钢、10%~15%生铁_____________ |
废钢、30% ~ 40%生铁/铁水及DR1/HBI |
|
产品 |
钢锭 |
连铸圮 |
|
环境 |
环保意识差_______________ |
重视环保、绿色制造___________ |
由表1 -6可见,现代电炉炼钢技术具有下述五个特点:
(1)现代电炉炼钢的能源有三种,除传统的电能外,还有化学能和物理能。化学能和物理能 所占的比例超过50% o
(2)现代电炉的冶炼过程主要是熔化、氧化过程,取消了传统电炉炼钢的还原期,传统电炉 炼钢还原期的任务由在线的炉外精炼完成,现代电炉成为了一个初炼炉;用氧的主要目的由传统
• 8∙ 1现代电炉炼钢技术的发展概况
电炉的助熔、脱碳去气(熔毕碳超过0. 2% )变为提供化学热、增加现代电炉炼钢的热源。由于化 学热和物理热的增加,冶炼过程中当采用加部分铁水冶炼时,可以有一个停电不停氧的操作,这 是由于兑入的铁水比例高,有一段时间可以像转炉一样不供电。
(3)采用高配碳操作。生铁在传统电炉炼钢过程中配入量为10% ~ 15%,主要用来去气及 增碳。现代电炉炼钢的主要原料除废钢外还有30% ~40%的生铁或DRI/HBI等,在现代电炉炼 钢过程中主要用来高配碳,以增加化学热,生铁是最佳的配碳剂。巴西某厂于1995年以前在电 炉炉料中加40%的生铁;珠钢150t烟道竖炉电炉多年来均是采用30% ~ 35%的生铁(部分用 HBl来代替)作为炉料;韶关90t COnSteeI电炉原炉料中也含30%生铁。以热铁水代替生铁块,增 加了物理热,节约了能源,实现高配碳;在全废铜冶炼时,炉料中加入无烟煤,并向熔池中喷吹炭 粉。为了增加物理热,采用废钢预热技术的优点是众所周知的,这是国外冶金工作者的贡献。在 现代电炉炼钢过程中,炉料预热是包括生铁预热的,考虑到节能降耗,电炉加部分铁水冶炼在理 论上是合理的。在实践中,中国目前34台容量大于60 t的电炉中已有22台采用了电炉加部分 铁水操作,将来数量还会增加。电炉加部分铁水冶炼是中国冶金工作者对现代电炉炼钢技术发 展的贡献。用熔融还原的方法生产铁水代替高炉生产铁水,有利于资源利用和环保,是一种技术 进步;DRI/HBI作为生铁的代用品,有利于环境保护,也是一种技术进步。究竟采用何种炉料结构, 应考虑当地的资源和能源供应特点以及不同炉料的经济性。把生铁、铁水(包括熔融还原的铁水)、 DRI、HBI等称为"废钢代用品"值得商榷,因为用一种有效资源、载能体来代替废钢,从技术进步的 角度考虑是不合理的。但本手册中其他章节内按习惯仍使用了“废钢代用品"这一术语。
(4)现代电炉炼钢的产品主要是连铸坯,传统电炉炼钢的产品是钢锭。由于某些钢厂的特 殊需要,在现代电炉炼钢厂中,可以保存部分模铸(生产尺寸较大的锭子、模块或铸件),但是由 于有的厂家经由模铸生产的钢数量较小,为了提高企业的市场竞争力,这些钢厂有可能大量生产 连铸坯轧材,也必须采用现代电炉炼钢技术。
(5)传统电炉冶炼的环保意识差,电炉车间上空往往褐色烟尘滚滚,现代电炉炼钢从末端治 理(公害治理)将发展到源头治理,实现绿色制造,工业生态链,循环经济。
1.4现代电炉炼钢技术的发展
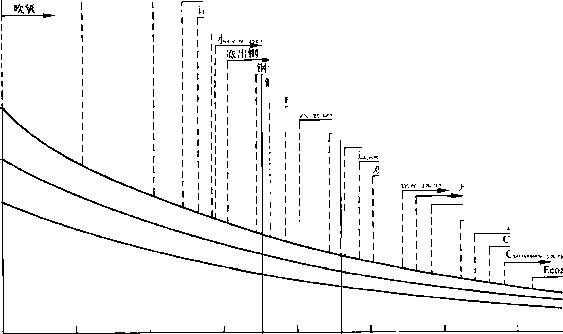
钢铁工业相对于生命科学JT产业等高新技术产业,属于传统产业,但本身也可以有传统与 现代之分。迄今100余年的电炉发展历史大致可分为传统电炉炼钢和现代电炉炼钢两个阶段, 又可进一步细分为四个时期:传统电炉炼钢技术的发生发展期和成熟期及现代电炉炼钢技术的 发生发展期和成熟期,如图1 -6所示。
20世纪50年代,传统的电炉炼钢技术达到了成熟阶段。现代电炉炼钢技术的发生发展阶 段的代表技术主要是"超高功率供电及其相关技术”,1982年LF炉的诞生标志着电炉炼钢技术 进入现代电炉炼钢技术发展阶段。1989年,纽柯第一条电炉—CSP生产线的投产标志着现代电 炉炼钢技术开始进入成熟阶段。在这一阶段,现代电炉炼钢技术的主要发展是:
(1)化学热和物理热成为了现代电炉炼钢的三个主要能源中的两个,两者占电炉冶炼总能 耗的50%以上;
(2)开发了电炉加部分铁水操作技术;
(3)重视电炉炼钢的环境保护问题,并在对环境友好的基础上,开发主要以废钢为原料、提 高氧气利用率以增加化学热和物理热的技术,这对现阶段不加铁水的电炉冶炼及未来废钢成为 唯一炉料的电炉冶炼具有十分重要的意义;
(4)基于增加化学热源和物理热源的考虑,开发出了形形色色的现代电炉炉型。
1.4现代电炉炼钢技术的发展∙9∙
二次(钢包)冶金水冷炉
I...A I 詼/长期操作
计崎ι壁制 泡束
火冷炉顶/ 4燃烧啸
一 '9a*≡昼出
2 ∙ is ^tf 亜痺 WE0221叵总犀汨wl展汩
¾⅛z⅛震盜出 VM∙M*≡r½!⅛ l^≡^-i≡s≡
I包炉h
偏心底曾出钢 料服逢预然 I火型ISB^
Γ-∣ —「灵搅拌.K- ES (Danarc, Korferc)技术
法極碌預热
廟技术升證加铁水
心竖炉技术
带指世托架竖炉技术,连续加铁水
I 续加料式豎炉,Danarc Plus
右陛技术
Conuarc技术.MSP技术
35miπ 200kW ∙ h/t l.0kg∕t
1965 1970 1975 1980 1985 1990 1995 2000 2005
年份
传统电炉炼钢技术成熟期 现代电炉炼钢技术成熟期
现代电炉 炼钢技术 发生发展期
图1-6电炉炼钢技术发展的历史分期示意图
前一时期的技术孕育着下一时期的技术,例如,在传统电炉炼钢技术的成熟期,孕育着现代 电炉炼钢发生和发展期的供电技术和供氧技术;在现代电炉炼钢发生和发展期孕育着现代电炉 炼钢技术成熟期的炉料预热技术。
现代电炉炼钢技术的成熟期可能要经历一个较长的历史阶段。即使由于矿石、焦煤等资源 枯竭,废钢成为唯一原料,未来的当代电炉炼钢技术仍然会具有现代电炉炼钢技术的五个特点, 但那时化学热和物理热的利用、电炉炼钢对环境友好、循环经济等会表现得更成熟,过程理论会 更趋于完美,具体如下:
(1)电炉冶炼过程中仍然是三个能源,电能和化学能的利用率会有所提高,电耗占总能耗的 比例仍会有所降低(例如降至30%),氧气利用率进一步提高,废钢预热技术进一步发展,像Eco-arc技术一样,除单一的废气预热废钢外还会增加金属熔池的显热预热废钢;
(2)电炉冶炼过程仍然是高配碳,在线炉外精炼,还原期仍在炉外进行;
(3)在原料方面,仍然是铁素材料加炭素材料,废钢成为唯一的铁素原料,炭素原料不会 以生铁的形式加入,而是喷粉,这一点在目前废钢资源丰富的发达国家,废钢便宜时已经在实 施了;
(4)产品主要仍然是连铸坯,不会回到模铸小钢锭;
(5)电炉炼钢环保技术会更完善。
图1 - 6为1965年~2001年现代电炉技术发展情况。由图可见,由于一系列电炉冶炼新技 术的开发应用,电炉冶炼周期已从1965年的平均180 min缩短到60 min以下,最短可达35 min; 相应的电耗从原来的630 kW ∙ h/t降低到最低可达200 kW ∙ h/t;电极消耗从原来的6.5 kjt降 低到最低可达1 kg∕to
从图1 -6还可以看出,现代电炉冶炼技术是围绕着缩短冶炼周期这一核心,以满足高效连 铸的节奏要求、优化电炉炼钢流程而发展起来的。20世纪50年代末传统的电炉炼钢已发展到
• 10 ∙ 1现代电炉炼钢技术的发展概况..-..
成熟阶段;60年代至70年代主要是发展超高功率供电及其相关技术,包括高压长弧操作、水冷 炉壁、水冷炉盖、泡沫渣技术等,在这一阶段钢包精炼及强化用氧已开始采用,但这一阶段,电 炉容量较小,冶炼过程仍然是倾动炉体还原渣出钢,冶炼周期较长,炉外(钢包)精炼是离线的, 很难满足连铸节奏要求;80年代初,由于超高功率供电,为充分利用变压器功率,将还原期移至 炉外势在必行,EBT及LF技术的开发使"电炉冶炼+在线的炉外精炼"的现代电炉炼钢技术产 生;80年代末大型超高功率直流电炉问世,主要由于其对电网冲击小、石墨电极消耗低,以致80 年代末到90年代初直流电炉占了绝对的优势,我国上海的几台WO ~ 150 t的直流电炉就是在这 一背景下建立起来的。与此同时,高配碳、强化用氧技术(包括超声速氧枪、炭氧枪、 氧燃烧嘴、底风口、二次燃烧技术)趋于成熟,VAI称之为K-ES技术,Danieli称之为DanarC技 术,Demag称之为KorfarC技术。这一阶段废钢预热开始,大量化学能和物理热的输入增加了新 能源,使得冶炼周期大大缩短,电极消耗进一步降低。1988年,电炉冶炼周期缩短至1 h,可以满 足连铸节奏要求。1989年纽柯第一条电炉一CSP生产线投产,形成了"四位一体"的现代电炉炼 钢流程,使现代电炉炼钢技术开始进入了成熟阶段。90年代中期以来,由于连铸单流产量增高, 一机多流、多炉连浇技术的发展以及薄板坯厚度的增加,要求进一步缩短冶炼周期。这一时期交 流电炉与直流电炉形成竞争发展的趋势。值得注意的是,在这一阶段人们关注的已不是用直流 供电还是用交流供电,而是废钢预热,即二次燃烧和烟气显热的利用问题,不同的废钢预热方式 产生了不同类型的现代电炉,它们分别是ConSteeI电炉、烟道竖炉电炉、Comelt中心废钢预热竖 炉电炉、带手指烟道竖炉电炉、MSP、DanarC PlusʌConarc电转炉、COntiarC和Ecoarc炉。从环保的 角度看,废钢预热必须考虑排放废气中有害气体CO、二噁英(DiOXin)和吹喃(FUran)等的含量, 料篮废钢预热因二嘰英及吠喃等有害气体含量超标被淘汰,Ecoarc技术和德国巴登钢厂电炉技 术可使二嘰英和映喃排放量降低到0.1 ngTEQ∕m3 (标态)以下,可满足日本和欧洲有关环保要 求,成为对环境友好的电炉技术,同时ECoarC炉子在全废钢冶炼条件下,冶炼周期缩短到35 min, 电耗在氧耗约为30 m3&标态)的条件下达到250 kW ∙ h/t左右,生产率达到IoO t∕h,巴登钢厂 电炉也达到类似指标,孕育着未来的现代电炉炼钢的主要技术特点,这对我国新建或改造现有电 炉具有很好的参考价值,特别是在那些没有铁水资源的地方更具有现实意义,该技术在有关废钢 预热理念、提高电能和氧气利用率以及炭素材料供应方式等方面都值得借鉴。由于当前废钢及 电力价格高,Ecoarc炉子在日本也未经常生产。中国在这一时期,引进了一批现代化的电炉,通 过消化吸收国外先进技术和创新,坚持生产高附加值产品,开发了电炉加部分铁水冶炼等高效化 生产技术并推广应用,缩短了与国外的差距,使我国在2000年~2003年间电炉钢比例有所回 升,部分电炉的技术经济指标进入了国际领先行列。
1.5我国现代电炉炼钢技术进步
1993年以来,我国在现代电炉流程与电炉工程技术方面取得了长足进步,主要体现在以下 方面:
(1)初步实现了炉子容量大型化。
1993年以后,我国淘汰了大批小炉子,目前我国有容量为60 ~150t的大电炉34台,大于 IOOI的13台,它们的生产率能够满足连铸要求,形成了"电炉冶炼-炉外精炼一连铸"或“电炉 冶炼-炉外精炼一连铸一连轧"现代电炉流程工艺。电炉钢主要是靠这些大电炉来生产的。 2000年,我国共产电炉钢2020万t,其中由50 t以上电炉生产的1241万t,占电炉总产钢量 的 61%。
实践证明,炉子容量大型化是现代电炉炼钢流程整体优化的基础。
---1.5我国现代电炉炼钢技术进步.11.
(2)技术经济指标显著提高,缩短了与国外的差距,不少厂已达到国际先进水平。
如前所述,1993年我国电炉主要技术经济指标为:冶炼周期180 ~ 200 min,电耗61° kW ∙ h/t 以上,电极消耗8.77 kg∕t,低于1965年的国际水平,比国外落后约30年。2003年,我国部分现代 电炉炼钢厂的主要技术经济指标进入了国际领先行列。下面是2003年安钢第一炼轧厂100 t烟 道竖炉电炉在加25%铁水条件下(铁水现场供应不足)的技术经济指标:
|
冶炼周期 |
平均41 min,最短30 min |
|
电炉送电时间 |
平均31 min,最短27 min |
|
作业率 |
超过92% |
|
热停率 |
少于1.5% |
|
最高班产 |
13炉 |
|
最高日产 |
37 炉,397Ot |
|
最高月产 |
10. 3673 万 t |
|
2∞3年产钢量 |
108. 1278 万 t |
|
电耗 |
平均 222 kW ∙ h/t,最低 160 kW ・ h/t |
|
氧耗(标态) |
平均41 m3∕t |
|
电极消耗 |
平均 1. 5 kg∕t,最低 1. 3 kg/t |
在现有22座60 ~ 150 t加部分铁水冶炼的电炉中,已有16座生产率超过了 8000 t∕(t ∙ a), 其中有7座超过了 10∞0t∕(t ∙ a)o
(3)在消化吸收引进国外先进技术的基础上有所创新。
近十年来,我国引进了烟道竖炉电炉^Consteel电炉、Danarc及Danarc Plus电炉、双壳炉及 其他超高功率交、直流电炉,这些电炉目前大多已经达产。达产说明已经很好地消化吸收了 国外的先进技术。同时,在消化吸收引进国外先进技术的基础上有所创新,创新技术主要 包括:
D提出了现代电炉冶炼周期的综合控制理论。
2)开发了电炉加部分铁水冶炼的新技术,其中主要有安钢最佳铁水加入比的确定,特别是 理论计算与实践一致;韶钢COnSteel电炉连续加铁水工艺及沙钢等专建高炉生产铁水做电炉原 料等。
3)电炉以氮代筑全程底吹技术。珠钢引进的150 t烟道竖炉电炉及韶钢引进的90 t Consteel 电炉均设置了底吹氣系统,熔炼过程中底吹気或先吹氮然后氮氨切换,我国研究了在不同钢液溶 解氧含量条件下吹氮对钢液增氮的影响,开发了电炉全程底吹氮技术用于生产,珠钢在全程底吹 氮条件下,电炉出钢氮含量可低于0. 0030%。
4)低氮电炉钢生产技术。我国对钢液脱氮与吸氮理论进行了深入系统地研究,促进了低氮 电炉钢的生产。国外电炉钢氮含量一般为0.0080% ~0. 0120%,我国不少同容量电炉生产的钢 材氮含量达到0. 0040% -0. 0060%。
5)电炉终点控制技术。根据电炉冶炼过程的碳氧平衡与铁氧平衡,开发了电炉终点碳控 制技术,在生产含碳量小于0.06%的低碳钢过程中,将电炉出钢碳控制在0.035% ~ 0. 045% ,一次终点命中率可达90%以上。宝钢在智能炼钢、自动控制终点技术方面取得了创 新性进展。
6)电炉优化供电技术。开发了在加部分铁水冶炼条件下充分地利用变压器功率,提高有功 功率的供电技术以及普通超高功率电炉及高阻抗电炉的非线性电抗模型。
7)开发了电炉炉料结构模型和不延长冶炼周期的HBl加入工艺。针对含铜、锦、倍的集
• 12 • 1现代电炉炼钢技木的发展概况--------------------------------
装箱板钢,以废钢中的铜、線、倍杂质元素作合金元素料;针对要求铜等杂质元素含量低的深 冲钢板,炉料中加HBI,利用开发的加入工艺,保证冶炼周期基本不延长,能满足多炉连铸 需要。
1.6我国电炉炼钢存在的问题及解决对策
1.6.1存在的问题
尽管我国电炉钢产量近年来还在增长,但是当前电炉钢生产仍是困难重重,归纳起来,主要 困难有三个。
1. 6. 1. 1 认识问题
面对2004年以来,转炉钢总产量迅猛增长,电炉钢比例快速下降,出现了"转炉会消灭电 炉”、"中国不同于外国”这样的声音,这种观点或多或少地会影响我国钢铁工业健康发展的决策 (包括投资等)及钢铁企业领导的生产管理,可能会延缓我国由一个钢铁大国变为钢铁强国的 进程。
1.6. 1.2 废钢价格问题
在一个相当长的时间内,我国废钢资源紧缺的局面会依然存在,原因是:
(1)我国是发展中国家,大量钢材回收周期长,目前废钢生成量较小,能用于炼钢的废钢量 比发达国家少;
(2)转炉消耗掉大量的废钢,转炉冶炼过程由于化学反应热相对炼钢所需要热量过剩,需要 加入冷料来降温,从理论上有一个合适的冷料比,冷料包括废钢和生铁,通常加入转炉的废钢均 是优质废钢,我国转炉产钢量特别大,故消耗的废钢量也特别大,如果有的企业采用不合适的废 钢比操作,废钢消耗量就会更多;
(3)非理性消耗,我国还存在生产“地条钢”现象,也导致废钢资源浪费。
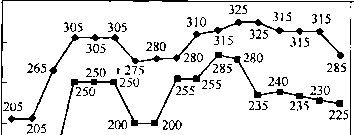
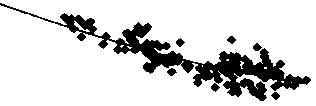
我国和美国不同,美国是一个工业发达国家,废钢资源丰富,价格便宜,2004年~2005年美 国东海岸废钢和独联体生铁出口离岸价如图1 -7所示。由图可见,国际废钢价格比生铁价格每 吨低50 ~ 80美元。

L-^t
O O 5 O
2 2
AU 135 →-独联体生铁
135 —美国东海岸废钢
1月 3月 5月 7月 9月11月1月 3月 5月
2月 4月 6月 8月10月12月 2月 4月
2004 年 2005 年
图1-7 2004年~2005年美国东海岸废钢和独联体生铁出口离岸价
我国国情不同,废钢价格高,废钢与生铁的实际价格相当,如图1 -8所示。由于金属原料价 格的差异,致使我国电炉钢成本比转炉高。
............................1.6我国电炉炼钢存在的问题及解决对策.13 .
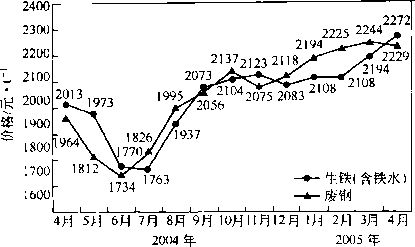
图1 -8 2004年~2005年我国生铁和废钢实际采购价格
1.6. 1.3 电力紧张
电炉是用电大户。当电力紧张时,首当其冲被拉闸限电的就是电炉;或者由于电力紧张,电 价上涨,电炉钢成本增加,容易被关停。虽然近年来我国电力装机容量会迅速增长,但国民经济 其他部门和人民生活对电量的需求也会增长,对于电炉炼钢用电问题还是不能太乐观。
1. 6.2解决对策
解决上述问题的对策有以下几点。
1. 6. 2. 1 认清转炉与电炉的发展趋势
随着钢铁工业的发展,现在转炉和电炉存在越来越多的共性,主要表现在以下方面:
(1)现代炼钢流程冶炼工序(转炉与电炉)功能转变。现代转炉的功能逐步演变为快速高 效脱碳器、快速升温器、能量转换器和优化脱磷器C现代电炉的功能演变为废钢快速熔化器、快 速升温器、能量转换器、高效脱碳脱磷器、废弃塑料和橡胶制品(轮胎等)的回收器。如上所述, 转炉和电炉的功能已演变为基本相近,只是由于炉型不同,原料成分(主要是碳、磷)不同,在脱 碳量、脱碳速度和脱磷要求方面有所不同,从而工艺有所差别。
(2)现代炼钢流程的原料结构。现代转炉钢生产流程的主要原料是铁水和冷料(包括废 钢、生铁),铁水主要取决于矿石、焦煤资源。现代电炉钢生产流程的主要原料是废钢和生铁,加 入生铁是为了有效进行高配碳操作,为了进一步缩短冶炼周期,最好是加入部分铁水。电炉、转 炉均有一个最佳铁水比或冷料比。
(3)现代炼钢流程的能源结构。传统转炉的能源主要是铁水带入的物理热和吹氧氧化铁水 中的碳、硅、猛、磷等产生的化学热。电炉主要是电能,现代电炉由于高配碳,强吹氧和加入部分 铁水,能源结构除电能外,引入了物理热和化学热。物理热也可由预热废钢带入。
(4)现代炼钢冶炼工序(转炉电炉)的底吹气。为均匀成分和温度,现代大型转炉采用顶底 复吹,现代大型电炉也采用底吹技术,吹气采用氮氨切换方式,前期吹氮,后期吹筑。中国冶金工 作者深入研究了钢液吸氮和脱氮动力学,开发了以氮代鏡全程底吹氮技术,使转炉和电炉在以氮 代気全程底吹氮气条件下,出钢氮含量分别达到约0. 0010%和低于0. 0030%。
(5)终点控制。由于转炉与电炉冶炼末期,钢水中氧含量高,氧化性钢液出钢,具有相同的 出钢目标控制,即控制出钢温度、碳含量及磷含量,主要是控制碳含量,两者控制原理一致。
(6)冶炼周期。现代电炉的冶炼周期已可达30 min左右,与转炉冶炼周期基本相当,均可以 与连铸匹配,实现多炉连浇。
• 14 ∙ 1现代电炉炼钢技术的发展概况----
(7)现代炼钢流程冶炼工序的经济性评估。冶炼工序效益p(单位时间利润或冶炼一炉钢 的经济效益)可以表示为:
P = (E-W(PiG) )∕τ (I-I)
式中 φ--工序效益,元/h;
E...■炉钢水的价格,元;
E (PiCi)..炉钢水的成本,元;
Pi--消耗,的价格;
Ci...i的消耗量;
T..冶炼周期。
如果T表示一个月,P则为一个月的经济效益;如果T表示一年,中则为一年的经济效益。
(8)对钢种的适应性。传统的转炉主要生产普通钢,电炉主要生产优质特殊钢。钢铁生产 技术的进步,转炉配上炉外处理也可生产特殊钢,电炉取消还原期,大大缩短了冶炼周期,可以与 连铸匹配,生产普通钢。目前转炉和电炉生产的钢种基本类似。
综上所述,转炉冶炼与电炉冶炼具有越来越多的共性,正是基于这一共性决定了二者之间会 在不同历史时期、不同地区,比例有所不同。在转炉钢的成本低于电炉钢的成本条件下,电炉可 采取生产高附加值钢和加部分铁水冶炼等缩短冶炼周期的措施降低成本;当铁矿、焦煤资源短 缺,废钢资源增长时,高炉会加入部分废钢,转炉可以采取生产高附加值钢(特别是对金属杂质 含量有严格要求的钢种)和提高入炉铁水温度,降低出钢温度等措施多加废钢,降低成本。即使 出现一种更先进的炉型,只要它与现代转炉和电炉在本质上相同,基于投资及就业等社会原因, 现代转炉与电炉均不会消亡,现代电炉炼钢成熟期还会经历一个相当长的历史阶段。只有当钢 铁不再是"必选”材料,不再成为推动全球经济发展和社会文明进步的物质基础,或出现一种从 本质上与现代炼钢截然不同的、具有比较优势的新方法时,转炉、电炉炼钢才会逐渐从成熟发展 到衰老、消亡,而这目前还难以想像,也许是若干代人以后的事了。所以应该更多地研究当前电 炉钢生产的发展问题。
1. 6. 2. 2 生产高附加值钢
基于式1 -1,在我国目前废钢及电力紧缺、价格高的条件下,要使电炉钢厂能够赢利,电炉 钢生产能够获得发展,必须生产高附加值产品(增大E),缩短冶炼周期(减小T);对于电炉流程 冶炼工序,高附加值优质产品因时、因地具有不同的含义。目前我国高附加值优质产品,也就是 能赢利的电炉钢品种包括:
(1)转炉流程不适合生产的高合金钢、高温合金、大型铸锻件用钢;一些大型机械(包括冶 金机械)部件,特别是铸钢件,用随时可以启动、终止的电弧炉冶炼比较合适;对一些特厚板,用 电炉生产大型钢锭的轧材比用电炉或转炉生产的连铸坯的轧材质量好;对于一些军工产品,即使 转炉流程能够生产,但军方不愿意重复试车,还得让电炉流程生产。
(2)转炉流程能够生产但目前在国内产量还是不太大的一些合金钢钟,如轴承钢、齿轮钢、 弹簧钢等。
(3)过去仅能用转炉流程生产的、现代电炉流程也能生产的一些品种,如高附加值的板材 (薄板、中板、厚板)。
(4)优质碳素钢(低碳钢板材,中、高碳钢棒材)和低合金钢(包括使用量很大的螺纹钢)。
1. 6. 2. 3 降低操作成本
缩短冶炼周期是降低操作成本的关键,为了缩短冶炼周期,可采用下述措施:
..............-...............1.7电炉冶炼周期的综合控制理论.15.
(1)加铁水冶炼;
(2)强化用氧,这有利于节能,生产Im3的氧气只需要消耗0.215 kg标准煤,而用1 ∏?氧气 理论上可节电7 kW ∙ h/t以上,提高1 H?氧气的节电数,是今后电炉技术发展的一个主要方向;
(3)充分利用变压器的功率,提高有功功率和电效率,增加电能输入;
(4)改进设备,提高作业率。
1. 6. 2. 4 宏观调控
宏观调控主要是利用政策和法律促进电炉钢生产的发展,主要有:
(1)注重电炉钢生产对钢铁工业可持续发展的作用,及在我国目前条件下发展电炉钢必须 重视技术进步。
(2)通过税收和环保政策,加速淘汰落后,避免落后流程与先进流程争夺原材料;限制低端 产品出口,控制钢总量无序扩张。
(3)引导钢铁企业考虑对发展我国现代电炉炼钢进行第二轮投资,新增现代电炉炼钢生产 能力。
历史经验证明,20世纪90年代,在1993年“第一次上海会议”的影响下,我国对现代电炉炼 钢进行了第一轮投资,经过十年才达到产能充分释放,形成生产能力,使得2000年~2003年电 炉钢迅速发展,发展速度超过转炉钢,电炉钢比例增加了两个百分点,但2004年以后,由于转炉 钢生产能力的快速释放,即使电炉钢总产量有所增加,但电炉钢比例却第二次迅速下降,因为第 一轮投资新增电炉钢生产能力已经接近饱和,如果不进行第二轮投资,再继续增加电炉钢产量较 困难。再过十年,估计我国的废钢及电力紧缺的局面将会有大的改变,电炉炼钢的优势将会得以 充分体现出来,到时候现抓电炉钢生产,就可能措手不及,失去机会,减少企业利润。为此,政府 应引导钢铁企业考虑对发展我国现代电炉炼钢进行第二轮投资,新增现代电炉炼钢生产能力。
1.7电炉冶炼周期的综合控制理论
1.7.1冶炼周期的综合控制理论
现代电炉冶炼周期综合控制理论是在十多年的生产实践和理论研究的基础上逐步形成,通 过综合、归纳、比较由中国冶金工作者提出来的。
在1993年的"第一次上海会议”上,殷瑞锌副部长在其文章中指出:"电炉冶炼在对高产率 化数十年追求中的技术进步始终围绕着冶炼周期缩短这一中心而展开”,并介绍了日本学者井 口光哉提出的理论,指出电炉工序的冶炼周期与各设备和操作因素之间存在如下关系:
t = (C×W× 60 )∕(T×η× cos<p) +1, (1-2)
式中t...冶炼周期,min;
C——吨钢电耗,kW ∙ h/t;
W一钢水质量(电炉容量),t;
T——变压器额定功率,kV ∙ A;
COS(P---功率因数;
V--电功率;
t'..非通电时间。
按这一理论,为缩短冶炼周期,主要是要提高变压器额定功率,采用高电压供电。目前,欧洲 一些国家仍是根据这一理论将电炉的变压器的比功率提高到吨钢IOOO ~ 1200 kV ∙ A,石墨电极 直径提高到750 ~ 800 mm,工作电压超过Io(X) V。按照IEC指令519 -4,AC炉二次电压可高达
■ 16 ∙ 1现代电炉炼钢技术的发展概况-------- —
1500V,DC 炉 2100 Vo
经过10年的研究与生产实践,2002年傅杰等在全国电炉学术会议上提出了一组修正的计 算公式:
τ = τ, +τ" (1-3)
τ' = (C× W X 60)/( P 电 ηcos⅞p + 尸化学 + P 物理) (1 一4)
τ'= C电 X WX60/(P电 〃CoSP) (1-5)
C = C电-C化学-C物理 (1-6)
式中T——电炉冶炼周期(出钢至出钢时间),min;
T,...供能时间,min;
T"...热停工时间,min ;
/..钢液重量,t;
P电——表观输入电功率,kW;
η..综合电效率;
COSR---功率因数;
P化学—由化学热换算成的有效电功率,kW;
P物理——由物理热换算成的有效电功率,kW;
C——有效电耗,kw ∙ h/t;
C电...C化学与C物理为0的有效电耗,kW , h/t;
C化学..由于化学热导致的节电,kW ∙ h/t;
C物理■—由于物理热导致的节电,kW ∙ h∕to
由式1 -3 ~式1 -6可见:
(1)在电炉的能源中,增加了P化学和Ρ物理,这就使得有可能以增加化学能和物理热的办法 来减小变压器容量,或在同一变压器容量下缩短冶炼周期。式1 -4中,用高铁水比冶铁时,P电 可以为0,但从节约不可再生资源和环保的角度看不合理,从技术角度看,不如用转炉。转炉从 技术上可以依靠P化学实现全废钢冶炼,但现有转炉不合适。在废钢短缺条件下,不宜提倡转炉 多吃废钢和用铁素体材料作高炉原料。
(2)为缩短冶炼周期,必须综合考虑提高吨钢的电能(提高有功功率和综合电效率),化学 能和物理热的输入,降低电耗和缩短热停工时间。
(3)将式1-2的变压器功率改为表观输入功率P电。
(4)对于现代电炉炼钢过程,将式1 -2中的/改为热停工时间7",因为现代电炉冶炼过程 中可以有一段停电不停氧、不停化学能供应的时间。
考虑到增加P化学和P物理可能增加C值,但又可能降低τ',使T'与铁水加入比的关系曲线上 具有最低点;增加化学热和物理热,可能增加C值,在一定条件下又可能缩短/,降低C值,故在 C与铁水加入比的关系曲线上也可能具有最低点,即具有最佳铁水加入比,其值与最短τ'对应。
以上是电炉冶炼周期的数学表达式,作为电炉冶炼周期综合控制理论的一部分,它反映了现 代电炉炼钢技术的特点。
之后,中国冶金工作者又提出了电炉冶炼周期的理论计算模型:
τ, =max( (τe +τc) ,τ0) (1-7)
。'1 + QI +Elπ -02吸一。3"3 -04"4 /. c、
Te =-----------B------------------ (1-8)
PeMc^cosp
...............................1.7电炉冶炼周期的综合控制理论・]7・
T° Vo"o + v'oVo
式中Te..通电时间;
To——总的供氧时间;
Tc——最佳供氧不供电时间;
Q:——从炉壁外表面向大气的辐射能;
QZ——从渣面向冷却区的辐射能;
Em——钢液和熔渣吸收的热量;
Q2Vi——氧燃烧嘴提供的能量;
Q 303..元素氧化反应提供的能量;
Q4V 4..废钢和铁水显热提供的能量;
ON..熔池中元素氧化反应所需氧气总量;
VoVo..氧枪提供的氧量;
V,oηo..氧燃烧嘴提供的供熔池中元素氧化反应的氧量。
T'最小应满足下述要求:
Q'l + Q: + Em -02"2 一。3小-0444 _ ON (] _ .„>
pelec^cos<P TC ^ vθVθ + v'θVθ
用该模型可以计算出一定工艺参数下的最佳铁水加入比最大工序效益和指导电炉工艺 设计。
1. 7. 2电炉冶炼周期综合控制理论应用之..电炉加部分铁水冶炼技术
1. 7. 2. 1 电炉加部分铁水冶炼的优点
电炉加部分铁水冶炼是中国电炉炼钢工作者对现代电炉冶炼技术发展做出的重大贡献,电 炉加部分铁水的优点在于:
(1)电炉加部分铁水冶炼是增加化学热和物理热,降低电耗的有效措施;
(2)电炉炼钢加部分铁水冶炼有利于缩短冶炼周期,提高生产率;
(3)节能减排,现代电炉炼钢过程中将一定数量的冷生铁改为热铁水显然是节能的,加部分 铁水冶炼与转炉过程相比较排放较少;
(4)加部分铁水冶炼,可以稀释钢液中的金属杂质含量见式1 - 11,缩短冶炼周期,降低吨 钢的成本,提高企业的效益。
MS=Me(I -X)" +nMhX
(1-11)
式中M,——钢液中通常不可去除的某种金属杂质的含量,例如Cu;
Mc——第一次循环清洁废钢中该金属杂质的含量;
Mh—铁水中该金属杂质的含量;
X——铁水加入比;
n——废钢循环次数。
当必<%时,以 <机钢液被稀释;Mh =MC时,Ms =M。=M11。
1. 7. 2. 2 最佳铁水比的计算
考虑到增加P化学和P物理可能增加C值,但又可能降低了',使了'与铁水加入比的关系曲线上 具有最低点,即具有最佳铁水加入比。
• 18 • 1现代电炉炼钢技术的发展概况----------------------------------
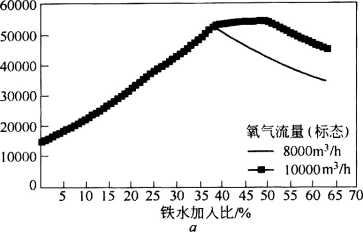
图1 -9、图1 - 10分别为IoOt烟道竖炉电炉冶炼周期电耗与铁水加入比的关系(曲线为回 归曲线,点为生产数据)。
400

u_ W臻環娄旭
35
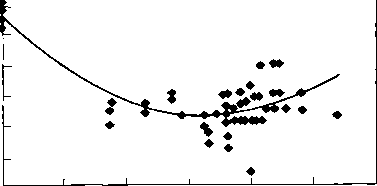
L∙^∙i^5s
20 30 40 50
铁水加入比/%
150
0 10 20 30 40 50 60
铁水加入比/%
图1-9 IOOt烟道竖炉电炉冶炼 周期与铁水加入比的关系
图1-10 IoOt烟道竖炉电炉平均吨钢 电耗与铁水加入比的关系
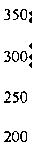
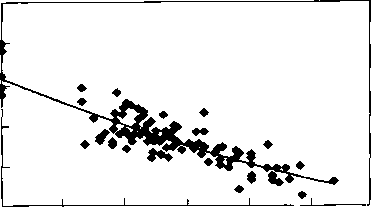
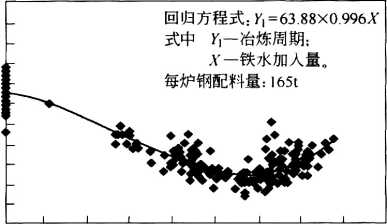
图1 -11、图1 -12分别为150 t电炉冶炼周期电耗与铁水加入量的关系(曲线为回归曲线, 点为生产数据)。
£E/臻眼必理
O O 505 05050505 9 887 76655443
T7^∙lsf
Ooooo 7 4 18 5 4 4 4 3 3

回归方程式:y2= 397X0.995* 式中y2一冶炼周期:
X-铁水加入量。
每炉钢配料量:165t
30
20
90
80
70
60
Lllllo Ooooo 2 9 6 3 0 3 2 2 2 2
O
150t电炉铁水加入量/t
图1 - 11 150 t电炉铁水加入量 与冶炼周期的关系
20 30 40 50 60 70 80 90
150t电炉铁水加人量/t
图1 - 12 150 t电炉铁水加入量 与吨钢电耗的关系
可以根据冶炼周期的计算模型得出最佳的铁水加入比、最佳的吹氧制度以及供电制度。
A最佳铁水加入比
用冶炼周期综合控制理论计算出冶炼周期与铁水比关系如图1 -13所示。
70-
60^
O O Ooo 5 4 3 2 1 £E/藤照端虫
原料结构:废钢,铁水+生铁

—计算值
♦统计值
10 20 30 40 50 60
铁水加人比/%
图1 - 13计算得出冶炼周期与铁水加人比的关系图
_____1.7电炉冶炼周期的综合控制理论.19.
计算结果(见图1 -13)与实际(见图1 -9)相符。
B平均供电功率与平均供氧强度
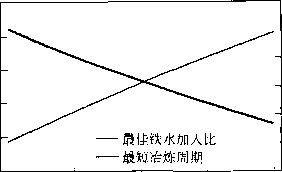
最佳铁水加入比和最短冶炼周期与平均供电功率以及平均供氧强度的关系,分别如图 1 - 14、图 1 -15 所示。
35
4 3 2 Io 3 3 3 3 3 %/出y=qw米坦端
44 34
Is^l≡< 2 0 8 6 4 2 4 4 3 3 3 3
2 0 8 6 3 3 2 2 ^^√fi^

lsl^≡^
供电平均有功功率/MW
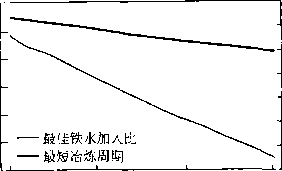
图1-14 吹氧流速为5500 mvh(标态)时 最佳铁水加入比和最短冶炼周期 与平均有功功率关系
24 4000
4500 5000 5500 6000
平均吹氧流速(标态)/m JhT
图1 - 15平均有功功率55 MW时最佳铁水 加入比和最短冶炼周期与 吹氧流速关系
由图1 -14、图1 -15可见,供电强度和吹氧流速提高,最短冶炼周期下降;随着吹氧强度的 增大,最佳铁水加入比是上升的,而最短冶炼周期是下降的。
1. 7. 3 电炉冶炼周期综合控制理论应用之二——电炉工序效益最大化模型
根据式1 -1可以建立电炉工序效益最大化模型,计算出电炉工序的最大效益。IoOt烟道 竖炉电炉工序效益、冶炼周期与铁水加入比的关系曲线如图1 - 16所示。
Tf ^i½H
35000
30000
25()00
20000
15000
10000
5000
" IO 20 30
铁水加入比/%
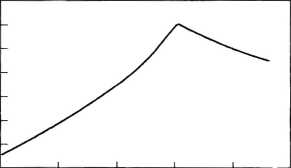
图1 - 16计算的100 t烟道竖炉工序效益与铁水加入比的关系
图1 - 13和图1 - 16计算结果表明,最佳铁水比与最高工序效益对应。
近年来,一些钢厂电炉采用了集束式炉壁氧枪,拆除了炉门氧枪,增大了炉子的密封性和氧 气流的穿透能力,提高了氧气利用率,中后期泡沫造得较好,最佳铁水比升高,当铁水比达到 50%时,在铁水比与单位小时利润关系上也没发现效益降低的现象,如图1 -17所示。
从图1 -10、图1 -12可见,随铁水加入比的增加,电耗降低,但从不同加入铁水比与电炉冶 炼的其他技术经济指标,从工序效益的角度考虑,采用过高的铁水加入比是不合适的。表1 -7 列出了根据质量平衡和能量平衡计算出来的不同铁水加入比与电炉冶炼技术经济指标的对比。
• 20 ∙ 1现代电炉炼钢技术的发展概况
Tf ^s^s^
Tf ^§§s^
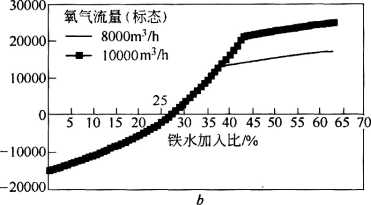
图1 -17强化吹氧条件下工序效益(每小时的工序利润)与铁水加入比关系 a-LF最短处理时间为35 min ;6—废钢上涨300元/t
表1-7不同铁水比技术经济指标对比
|
加铁水比 /% |
金属收得率 |
总能量收人 ∕kW ∙ h |
能耗∕kW ∙ h | ||||||
|
废钢/kg |
铁水/kg |
钢水/kg |
收得率/% |
渣 |
气 |
水 |
电 | ||
|
15 |
850 |
150 |
958. 07 |
95.81 |
612.68 |
31.22 |
46. 38 |
79. 48 |
355.40 |
|
30 |
700 |
300 |
951.06 |
95. 11 |
643.72 |
36. 22 |
61.09 |
79. 48 |
299. 26 |
|
45 |
550 |
450 |
944.04 |
94.40 |
675. 21 |
41.28 |
76.02 |
79. 48 |
242. 25 |
|
60 |
400 |
600 |
937. 03 |
93. 70 |
707. 18 |
46. 43 |
91. 17 |
79. 48 |
184. 36 |
|
80 |
200 |
800 |
927. 67 |
92.76 |
760. 58 |
53.41 |
111.73 |
79. 48 |
165. 77 |
由表1 -7可见,铁水比增加,总能量收入增加,电耗减少,但炉气、熔渣、冷却水带走的热量 增加,金属收得率降低。
1.8我国电炉炼钢发展的前景
尽管目前我国电炉炼钢面临重重困难,但前景是光明的。这是因为世界电炉钢生产发展的 历史及发达国家从发展中国家走过来的历史表明,电炉钢比例逐年增长的总趋势不会改变。我 国废钢的生成量会不断增加,废钢生铁比价会有所改变,特别是电炉炼钢在资源、能源及环保方 面有利于钢铁工业的可持续发展,国家宏观调控都会朝有利于电炉钢生产发展的方面变化。在 中国工程院2005年4月在上海举办的"中国电炉流程与工程技术研讨会"(简称"第二次上海会 议”)上,殷瑞桂院士预测我国电炉钢比例至2020年可望达到25%,如果采用加35%铁水的电炉 冶炼工艺,2020年我国电炉钢比例会超过30% ,电炉钢生产前景是光明的。
参考文献• 21 •
参考文献
[1]傅杰.电弧炉炼钢技术发展历史"分期"问题[JL钢铁研究学报,2006,18(5) :10』4一
[2]傅杰,兰德年.现代电弧炉炼钢技术的发展及我国电炉钢生产的前景[A].见:现代电炉流程与工程 文集[C],北京:冶金工业出版社,2005.
[3]殷瑞锌.当代电炉流程的工程评价[A].钢铁工艺《上海工艺》当代电炉流程与工程问题研讨会专集 [C],上海,1993.
[4]徐匡迪.现代电炉炼钢的发展趋势[A].钢铁工艺《上海工艺》当代电炉流程与工程问题研讨会专集 [C],上海,1993.
[5] OκopoκoB ∏ B. 3πκτpoπaBHΛbHbie ∏m< UepHoii Meτaππyprnn[ M]. MeτaΛΛypnτejjaτ, 1950.
[6]北京钢铁学院电冶金教研室朱觉等译.黑色冶金冶炼电炉[M].北京:高等教育出版社1955.
[7] Sims C E. Electric Furnace Steelmakingf M]. Interscience Publishers, 1962.
[8]马廷温.电炉炼钢学[M].北京:冶金工业出版社,1988.
[9]关玉龙,等.电炉炼钢技术[M].北京:科学出版社,1990.
[10]陈家祥.钢铁冶金学(炼钢部分)[M].北京:冶金工业出版社,1990.
[11]李士琦,李伟立,刘仁刚,等.现代电弧炉炼钢[M].北京:原子能出版社,1995.
[12]傅杰.钢冶金过程动力学[M].北京:冶金工业出版社.2001.
[13]傅杰,等.现代电炉炼钢技术的发展、问题及对策[A].见:电炉炼钢学术会议论文集[C],2002.
[14]王中丙,等.现代电炉一薄板坯连铸连轧[M ].北京:冶金工业出版社,2004.
[15] Fu Jie,et al. Advances in modern EAF steelmaking technology of China[ J]. Journal of Iron and Steel Research, 2004 ,11(4):1-9.
[16] Fu Jie,et al. Development of modern EAF steelmaking technology in China[ A]. In:The Tenth Japan-China Symposium on Sceince and Technology of Iron and Steel[ C] ,2004.
[17]傅杰.现代电炉冶炼周期综合控制理论及应用[J].北京科技大学学报,2004,26(6) :588-595.
[18]殷瑞锌.冶金流程工程学[M].北京:冶金工业出版社,2004.
[19]傅杰.现代电炉炼钢的昨天、今夭和明天[J].冶金管理,2005, (12) :45-50.
[20]王泰昌,傅杰.大型电炉和转炉流程炼钢的制造成本分析[A].见:现代电炉流程与工程文集[C].北 京:冶金工业出版社,2005.
[21]傅杰,史美伦.现代炼钢流程冶炼工序的共性问题[J].中国冶金,2005,12( 12) :11-13.
[22]木村隆己.近K)年日本电弧炉炼钢的发展[A].见:中日电弧炉技术交流会文集[C].南京,2004.
2电炉冶炼的原材料和辅助材料
2.1废钢
废钢是电炉炼钢的主要原料。由于废钢中硫、磷等有害元素含量较低,因此有利于缩短冶炼 时间,并能降低铁耗和辅助材料的消耗。目前,随着工业的发展,社会上的工业废钢越来越多。 为了充分利用各种废钢资源,提高电炉的技术经济指标,必须做好废钢的管理工作。
2.1.1废钢的几个有关概念
废钢铁:已报废的钢铁产品(含半成品)以及机器、设备、器械、结构件、构筑物及生活用品等 钢铁部分。
清洁废钢:不混入污物、有色金属或其他非特意加入的外来材料,没有过量的铁锈和腐蚀的 废钢,但是并不排除有微量的夹杂物。
残余元素:不是有意加入的,而是钢中残留的某些合金元素。如碳素结构钢中车臬不大于 0. 30%、倍不大于0. 30%、铜不大于0. 30%、碑不大于0. 08%。
2.1.2废钢的分类
废钢的分类方法很多,按其用途可分为熔炼用废钢、再生用废钢和一般用途废钢。
2. 1. 2. 1 感炼用废钢
熔炼用废钢按废钢的外形尺寸或密度可分为重型废钢、中型废钢、小型废钢、统料型废钢、轻 料型废钢、轻薄废钢、渣钢(见表2 - 1)。
表2-1熔炼用废钢按外形尺寸或密度分类
|
类另I」 |
典型举例 |
供应状态 |
外形尺寸或密度 |
|
重型废钢 |
钢锭、钢坯及切头、铸钢件、重型机械 零件、重型兵器部件、轧辐、火车轴、汽 车拖拉机废钢等 |
块、型 |
长度 >1000 ~ 1500 mm 宽度≤600 mm 高度近400 mm 厚度NIo mm |
|
中型废钢 |
钢材及切头、铸钢件、机械零件、船 板、火车轮、汽车拖拉机废钢、工业设备 废钢等 |
块、条、板、型 |
长度 N600~1000mm 宽度≤600 mm 高度近300 mm 厚度26 mm |
|
小型废钢 |
钢材切头、机械零件、铸件、工具、农 具、炮弹壳等 |
块、条、板、型 |
长度<600 mm 宽度≤400 mm 高度 ≤300 mπι 厚度^4 mm |
|
统料型废钢 |
厚度N4 mm | ||
|
轻料型废钢 |
厚度/2 mm |
------- 废钢.23 .
续表2-1
|
类另IJ |
_____典型举例_____ |
供应状态 |
外形尺寸或密度 | ||
|
轻薄 废钢 |
散料 |
钢带及切头、薄板及切边、汽车废钢、 化T.废钢、容器、医药器械、直径不大于 6.5 mm的盘条和钢丝等 |
条、板、卷 |
长度 W1500 mm 宽度W600 mm 厚度才1 mm | |
|
一级打包料 二级打包料 三级打包料 |
薄板及切边、钢屑、薄壁筒、罐、钢 丝等 |
包、块 |
长度W 800 mm 宽度≤500 mm 高度W400 mm |
密度 NZOl/n? 密度mL5t∕n√ 密度 NLOt/n? | |
|
钢屑 |
机加工钢屑___________ |
散状或装箱 |
密度Nl∙ 0 t∕m3 | ||
|
渣钢 |
包底钢、跑钢、渣钢(含钢>80%) |
块 |
分别同重、中、小型废钢 | ||
注:1.经供需双方协议,也可供大于表中要求尺寸的废钢;
2.冶金生产厂可根据炉种要求,将废钢再加工、分类、分组(合金钢)o
熔炼用废钢按其化学成分分为非合金废钢、低合金废钢和合金废钢(见表2-2)。
表2-2合金废钢分组
|
钢类 |
序号 |
钢种 |
主要合金元素含量/% | |||||||
|
Cr |
Ni |
Mo |
W |
V |
Mn |
Si |
其他 | |||
|
合金 结构钢 |
1 |
Cr |
0.70-1.10 | |||||||
|
2 |
CrMnSi |
0.80-1.10 |
0.80-1.10 |
0.90-1.20 | ||||||
|
3 |
CrMo( Mn) |
0.80-1.10 |
0.15 ~ 0.50 |
0.70-1.20 | ||||||
|
4 |
Cr2MolV |
1.3O~3.OO |
0.25-1.10 |
0.15-0.90 | ||||||
|
5 |
CrNi |
0.45-0.90 |
l.00~1.90 | |||||||
|
6 |
CiW |
‰ω~L60 |
2.75 ~3.65 | |||||||
|
7 |
CrNiMo |
0.40-1.10 |
0.75-1.80 |
0.15-0.30 | ||||||
|
8 |
Cr2Ni4W |
1.35-1.65 |
4.00-4.50 |
0.80-1.20 | ||||||
|
9 |
Cr3MoWV |
2.60-3.00 |
0.35-0.50 |
0.30-0.60 |
0.70-0.90 | |||||
|
10 |
SiMxι2Mo |
0.30-0.50 |
1.60-2.60 |
0.60-1.20 | ||||||
|
合金 工具钢 |
H |
SiCr |
0.95-1.25 |
0.90-1.20 |
0.40-0.65 | |||||
|
12 |
Cr3 |
3.20-3.80 | ||||||||
|
13 |
W |
0.80-1.20 | ||||||||
|
14 |
Cri2 |
H.5073.00 | ||||||||
|
15 |
Crl2MolVl |
n.ω~∣3.oo |
0.607.20 |
≤1.10 | ||||||
|
16 |
CrWMn |
0.80-1.20 |
0.80-1,20 |
0.80-1.20 | ||||||
|
17 |
CrW2Si |
1.00-1.30 |
2.00-2.70 |
0.50-1.10 | ||||||
|
18 |
Cι4W2MoV(Nb) |
3∙50~4.40 |
0.80-1.20 |
1.90-3.50 |
0.80-2.50 |
Nb 0.20-0.35 | ||||
|
19 |
Cr2W8V |
2.20-2.70 |
7.50-9.00 |
0.20-0.50 | ||||||
|
20 |
Cr4Mo3SiMnVAl |
3.80-4.30 |
2.80-3.40 |
0.80-1.20 |
0.80-1.10 |
0.60-0.90 |
Al 0.30-0.70 | |||
|
21 |
Cr3Mo3W2V |
2.80-3.30 |
2.50 ~ 3.50 |
1.20-1.80 |
0.80-1.20 | |||||
|
22 |
Cι4W5Mo2V |
3.40-4.40 |
1.50-2.10 |
4.50~5.30 |
0.70-1.10 | |||||
∙24∙ 2电炉冶炼的原材料和辅助材料
续表2-2
|
钢类 |
序号 |
钢种 |
主要合金元素含量/%_____________________ | |||||||
|
Cr |
Ni |
Mo |
W |
V |
Mn |
Si |
其他 | |||
|
合金 工具钢 |
23 |
Cr3Mo3SiV |
3.00-3.75 |
2.00-3.00 |
0.25-0.75 |
0.80-1.20 | ||||
|
24 |
CdMoSiVl |
4.75-5.50 |
1.10-1.75 |
0∙60~1.20 |
0.80-1.20 | |||||
|
25 |
Cr5W2VSi |
4.50-5.50 |
1.60-2.40 |
0.60~I.∞ |
0.80-1.20 | |||||
|
26 |
Mnl5Cr2ADV2WMo |
2.00-2.50 |
0.50-0.80 |
0.50~0.80 |
L50~2∙00 |
14.50-16.50 |
A1230~3∙00 | |||
|
27 |
W4Cι2V |
2.00-2.50 |
4.00-4.50 |
0.50-0.80 | ||||||
|
轴承钢 |
28 |
Cr |
0.70-1.65 | |||||||
|
29 |
CiSiMn |
0.90-1.65 |
0.90-1.20 |
0∙40~0.65 | ||||||
|
高速 工具钢 |
30 |
WI8Cι4V |
3.80-4.40 |
17.50-19.00 |
1.00-1.40 | |||||
|
31 |
W6Mo5Cι4V3(Al) |
3.80-4.40 |
4.50-5.50 |
5.50~6.75 |
1.75-2.75 |
Al 0.80-1.20 | ||||
|
32 |
W9Mo3Cι4V |
3.80-4.40 |
2.70-3.30 |
8.50-9.50 |
1.30-1.70 | |||||
|
33 |
W18Cι4V2Co8 |
3.75-4.50 |
17.50-19.50 |
0.80-2.10 |
Co 5.00-8.00 | |||||
|
34 |
Wl2Ct4V5Co5 |
3∙75~5∙00 |
11.75-13.00 |
4.50-5.25 |
Co 4.75-5.25 | |||||
|
35 |
W2Mo9Cr4V2 |
3.50-4.00 |
8∙20~9.20 |
1.40-2.10 |
1.75-2.25 | |||||
|
36 |
W7Mo5Cι4V2Co |
3.75~4.50 |
3∙25~5∙50 |
5.50-7.00 |
L75~2∙25 |
Co 4.50-5.75 | ||||
|
37 |
W2Mo9Cr4VCo8 |
3.50~4.25 |
9.00-10.00 |
1.15-1.85 |
0.95-1.35 |
Co7.75~8.75 | ||||
|
不锈 耐热钢 |
38 |
Crl3 |
1100-14.00 | |||||||
|
39 |
Crl7 |
16.00~18.00 | ||||||||
|
40 |
Cr25 |
23.00-27.00 | ||||||||
|
41 |
Cι9Si2 |
8.00-10.00 |
200~3.00 | |||||||
|
42 |
Crl7Mo |
14.00-18.00 |
0.75-1.25 |
0.50-1.10 | ||||||
|
43 |
Cι5Mo |
4.00~6∙00 |
0.45-0.60 | |||||||
|
44 |
Cr27Mo |
25.00 ~27.50 |
0.75-1.50 | |||||||
|
45 |
CrllMoV |
10.00-11.50 |
0.50-0.70 |
0.25-0.40 | ||||||
|
46 |
Cι30Mo2 |
28.50 - 32.00 |
l∙50~250 | |||||||
|
47 |
CrI8Ni9 |
18.00~20.00 |
8.00-13.00 | |||||||
|
48 |
Cr23Nil3 |
22.00-24.00 |
11. ∞~ 15.00 | |||||||
|
49 |
Cr25Ni20 |
20∙00~2d∞ |
19.00~M00 | |||||||
|
50 |
Crl6Ni35 |
14,00~17.∞ |
33.00 ~37.00 | |||||||
|
51 |
Crl7Ni2 |
16.00~18.00 |
L50~250 | |||||||
|
52 |
CrlOSi2Mo |
9.00-10.50 |
0.70-Q 90 |
l∙90~260 | ||||||
|
53 |
Cr20Si2Ni |
19.00~20.50 |
1.15~1.65 |
L75~225 | ||||||
|
54 |
Crl8Nil2Mo2 |
16,∞-18.50 |
10,∞~ 14.50 |
1.80-3.00 | ||||||
|
55 |
Crl8Nil6Mo5 |
16.00-19.00 |
15.00 ~ 17.00 |
4.00-6.00 | ||||||
|
56 |
Crl8NδMo3(Si2) |
15.00-19.50 |
4.50-7.00 |
ZOO~3.00 |
1.30~200 | |||||
|
57 |
Cr26Ni5Mo2 |
23.ro~2&00 |
3∙00~600 |
1.00-3.00 |
_ | |||||
2. 1 废钢∙ 25 ∙
续表2-2
|
钢类 |
序号 |
钢种 |
主要合金元素含量/% ______ | |||||||
|
Cr |
Ni |
Mo |
W |
V |
Mn |
Si |
其他 | |||
|
不锈 耐热钢 |
58 |
Crl8Mjι8Ni5N |
16.00-19.00 |
3∙50~600 |
5.50-10.00 |
N≤0,25 | ||||
|
59 |
Cr21Mn9Ni4N |
20.∞>22.∞ |
3.25-4.50 |
8.00-10.00 |
N0.35 ~0.50 | |||||
|
60 |
Crl8Mnl2Si2N |
17.00-19.00 |
10.50-13.50 |
1.40-120 |
Na 22~Q33 | |||||
|
6) |
Cr20Mn9Ni2Si2N |
18.00-21.00 |
200~3∙00 |
8.50-11.00 |
L80~270 |
N0.20-0.30 | ||||
|
62 |
Crl4Nil4W2Mo |
13.00-15.00 |
13.00 ~I5.00 |
0.25-0.40 |
200~275 | |||||
|
63 |
Crl5Ni25Ti2MoAlVB |
13.00~16.00 |
24.00 - 27.00 |
l.∞~1.50 |
0.10-0.50 |
II 1.90-235 Al <0.35 | ||||
|
M |
Cr22Ni20Co20Mo3W3NbN |
20.00 ~22.50 |
19.00-21.00 |
250~3∙50 |
100~3∙∞ |
C0I8.5-21.0 NbQ75~1.25 | ||||
|
65 |
CrUMoV(Nb) |
10.00 ~13.00 |
O.3O-O.9O |
0.10-0.40 |
Nb 0.20-0.60 | |||||
|
66 |
Crl2WMoV |
11.00-13.00 |
0.40-0.80 |
0.50-0.70 |
0.70-1.10 |
0.18-0.30 | ||||
|
67 |
CrllNiMoWV |
10.50-13.00 |
1.02-1.80 |
0.50-1.25 |
0.75-2.00 |
0.18-0.40 | ||||
注:1.高温合金、精密合金、高候铸钢、含铜钢均按牌号单独存放、管理、供应;
2.本表所列化学成分以外的牌号,供需双方另行商定。
2. 1. 2. 2再主用废钢
热轧再生可直接使用的不符合通常标准的结构钢材用废钢分类如表2 -3所示。
表2-3热轧再生结构钢材用废钢分类
|
品种 |
长度/mm |
宽度/mm |
直径或厚度/mm |
|
盘条 |
/2000 |
Mlo | |
|
钢棒 |
22000 |
"10 | |
|
≥500 |
N50 | ||
|
型钢 |
≥1500 |
NIO | |
|
钢板 |
^1500 |
?50 |
NlO |
注:L再生用废钢的化学成分为Cwo. 32% ,S≤0. 055% ,P≤0. 050% ;
2.锈蚀或有缺陷、严重磨损或显著扭曲、焊接等影响使用的废钢应剔除。
2. 1. 2. 3 一般用途废钢
一般用途废钢不再做要求和分类。
2.1.3对废钢的技术要求
对废钢的技术要求包括下面几点:
(1)废钢表面应清洁少锈。废钢中粘有大量泥沙、炉渣、耐火材料、水泥等,会降低炉料的导 电性,延长熔化时间,并会降低炉渣的碱度,影响氧化期去磷效果以及侵蚀炉衬。锈是含水的铁 氧化物,主要成分是Fe2O3 ∙ 2H20o废钢锈蚀严重时会降低钢和合金元素的收得率,增加钢中 的含氢量。油污也会增加钢中的含氢量。
(2)废钢中不得混有铅、锡、碑、锌、铜等有色金属,但不排除自身中微量残余金属杂质元 素。铅的密度大,熔点低,不溶于钢液,易沉积在炉底缝隙中造成漏钢事故。锡、伸和铜使钢
• 26 ∙ 2电炉冶炼的原材料和伸助材料-- 产生热脆。锌的熔点低,极易挥发,氧化产物氧化锌侵蚀炉盖耐火材料,尤其是对硅砖炉盖的 危害更大。
(3)废钢中严禁夹有爆炸物、其他易燃危险品或两端封闭及不透气的容器等,防止在熔化过 程中发生爆炸。
(4)废钢的化学成分应明确,硫、磷含量都不得大于0. 08%。
(5)废钢中不允许有成套的机器设备及结构件。
(6)废钢外形尺寸不能过大,入炉废钢最好有合适的块度。电炉用废钢的合适尺寸如表 2 -4所示。
表2-4电炉炼钢对炉料尺寸的一般要求
|
_____电炉公称容量/t |
3 |
5 |
10 |
20 ~30 |
50 |
IOO |
|
炉料最大截面/mm2 |
200×200 |
250×250 |
400 ×4∞ |
600 x 600 |
8OO×8OO |
2000 × 2000 |
|
炉料最大长度/ mm |
400 |
500 |
600 |
800 |
IOOO |
2500 |
2.1.4废钢的加工处理
废钢一般都是不干净的,不仅表面粘有泥沙,而且还混有许多有害元素和非金属元素,其形 状和尺寸乃至密度也极不规则,这给运输、存放、装料、熔化等带来了许多困难。为了解决这些问 题,有必要采取不同的加工方法进行预先处理。
废钢的预加工处理是非常复杂但很重要的工作,许多大的钢厂均有专门的车间和设备从事 该项作业。重型废钢采用切割、冷剪、落锤、爆破解体,轻薄料经分选去杂后采用打包、压块,对切 屑料采用装桶或冷、热压块的方法使之密实。此外,废旧武器及枪炮弹等应进行安全处理,即必 须拆除信管、导火索及未爆炸的弹药等。某些重要的特殊炉料,还要经过酸洗,以便去除氧化铁 皮及表面杂质。
2.2废钢代用品
随着科技的发展和生产规模的不断扩大,以及冶炼优质钢种的要求和降低生产成本,电炉炼 钢用金属料不仅仅局限于废钢,越来越多的废钢代用品应用于现代电炉炼钢生产。下面就分别 来介绍这些代用品。
2.2.1铁水
铁水是以液态形式存在的铁一碳化合物。现在越来越多的电炉炼钢采用兑铁水工艺,如韶 钢、安钢、舞钢、莱钢、鄂钢等。
电炉使用铁水的主要原因是:(1)利用铁水的显热降低冶炼电耗,降低生产成本;(2)有 利于形成熔池,提前大功率供电,有利于造泡沫渣,降低钢水中的氮含量;(3)有害残余元素含 量低。
目前,电炉热装铁水的方式和装入量各不相同。有的采用溜槽,以1 ~5 t/min的速度加入 (如安钢、韶钢);有的像转炉一样整包倒入。铁水装入量方面,普遍认为装入30% ~50%左右是 较合适的。
由于各厂高炉使用的原料不同,因此铁水的成分差别也较大。部分厂的铁水成分如表2 -5 所示。
--2.2废钢代用品.27.
表2-5电炉钢厂使用的铁水成分
|
厂 |
家 |
化学成分2________________ | ||||
|
C |
Si |
Mn |
P |
S | ||
|
莱 |
钢 |
4.4 |
0. 60 |
0.50 |
0.070 |
0.030 |
|
天管炼钢厂 |
4.25 |
0.46 |
0. 18 |
0. 065 |
0.040 | |
|
淮 |
钢 |
4. 20 |
1.02 |
0. 54 |
0. 067 |
0.033 |
|
钢____ |
4.2 |
0. 50 |
0. 70 |
0. 110 |
0.040 | |
2.2. 2生铁块
生铁主要用于提高炉料或钢中的碳含量。电炉炼钢用生铁分为配料生铁和增碳生铁两种, 其成分如表2 -6所示。
表2-6电炉炼钢用生铁成分表
|
名称 |
代号 |
C |
Si |
Mn |
P(不大于) |
S(不小于) | ||||
|
1级 |
2级 |
3级 |
1级 |
2级 |
3级 | |||||
|
配料生铁 |
P08 |
M2. 75 |
N0. 85 |
0. 15 |
0.20 |
0.40 |
0. 30 |
0.05 |
0.07 | |
|
PlO |
NZ 75 |
0. 85-1.25 |
0. 15 |
0. 20 |
0.40 |
0.03 |
0.05 |
0.07 | ||
|
增碳生铁 |
SlO |
N2. 75 |
0. 75 ~ 1.25 |
0. 50 ~ 1.00 |
0.07 |
0.07 |
0.07 |
0.04 |
0.05 |
0.06 |
|
S15 |
三2. 75 |
1.25 ~1.75 |
0. 50 ~ 1. 00 |
0.07 |
0.07 |
0 07 |
0.04 |
0. 05 |
0.06 | |
增碳生铁主要是精炼过程钢中碳含量达不到要求时,可用经过烘烤,表面清洁少锈的低磷硫 生铁作为增碳剂。但为了防止钢杂质过多,精炼过程加入的生铁不宜过多,其增碳量一般不大于 0. 05%。目前有碳线、增碳球等用于增碳,精炼过程用生铁增碳已越来越少。
2.2.3直接还原铁(DRl)
直接还原铁是指用铁矿石和含铁氧化物在低于熔化温度下(固态时)还原出来的金属产品。 直接还原一般在竖炉或回转窑中进行,由于其中氧的排出和还原膨胀,还原产品具有多孔性,气 孔率可达到50% ~ 70%,其内部比表面积可达IoOO ~ 3000 crn3/g。根据产品不同,分为海绵铁、 金属化球团及热压块(HBI)三类产品。生产方法有气基直接还原法和煤基直接还原法。
直接还原铁的化学成分要求为:脉石含量在1 % ~4%以下;金属化率为92% ~96%;含S量 一般为0.003% ;含P量一般为0.01% ~ 0. 02% ;含有色金属杂质Cr、Ni、Cu、Pb等每种含量为 0.0001% ~ 0.001 %; FeO含量在3% ~15%范围内。天津钢管公司150 t超高功率电炉所使用直 接还原铁的基本数据如表2-7所示。
表2 -7天津钢管公司150 t超高功率电炉所使用直接还原铁的基本数据
|
化学成分 |
TFe /% |
MFe /% |
金属化率 /% |
S∕% |
P∕% |
c∕% |
SiO2 +Al2O3 /% |
CaO + MgO /% |
As、Sn、Sb、 Bi、Pb.Cu∕% (每种) |
粒度 ∕mm |
堆密度 /t ∙ m-3 |
|
南非矿 |
92.0 |
〜83. 5 |
29LO |
<0.013 |
<0.06 |
<0.2 |
5.5 |
1.0 |
<0.∞2 |
4-25 |
1.8 |
|
巴西矿 |
94.0 |
*85. 5 |
>91.0 |
<0.013 |
<0.05 |
<0.2 |
3.0 |
0.5 |
<0.∞2 |
4~25 |
1.8 |
|
秘鲁球团 |
94.0 |
*85.5 |
>91.0 |
<0.013 |
<0. 03 |
<0.2 |
3.0 |
1.0 |
<0.∞2 |
4-20 |
1.9 |
• 28 ∙ 2电炉冶炼的原材料和辅助材料---------------------------------
电炉使用直接还原铁的优点:(1)化学成分稳定,有害杂质少,特别是磷、硫、氮含量低; (2)在一定条件下提高产量,缩短冶炼时间;(3)能自动连续加料,断电时间少,热损失小,有利 于节电;但由于脉石及氧化铁在直接还原铁中的含量较高,增加了冶炼难度,石灰、电耗、熔化时 间等指标均受到影响,因此不宜大量使用,一般用量不超过20% o
2. 2.4脱碳粒铁
脱碳粒铁的全称为脱碳粒化生铁,是在高炉出铁时,经过高压水淬火,制取不同粒度(3 ~ 10mm)的粒化生铁,然后将其装入回转窑,加热至一定温度,在回转窑旋转过程中,通入一定量 的混合气体,对生铁进行脱碳,得到可供电炉炼钢所用的原料。脱碳粒铁的成分如表2 -8所示。
表2-8脱碳粒铁的典型成分
|
元素 |
C |
Si |
S |
P |
FeO |
Cu |
其他金属杂质 |
|
含量/% |
<1.5 |
0.6 |
<0.04 |
<0.05 |
<5 |
<0.01 |
<0. 007 |
电炉使用脱碳粒铁具有以下优点:
(1)脱碳粒铁脉石含量较直接还原铁低1 % ~3%,可降低电耗约10%;
(2)脱碳粒铁中硫、磷含量低,其他杂质元素也较直接还原铁低;
(3)脱碳粒铁表面少量的Feo有利于电炉造泡沫渣。
2.2.5碳化铁
生产碳化铁的基本原理是将铁矿石送进具有一定温度、压力的流化床反应器中,通入预热的 工业气体(C0、Co2、CH4、H2、%0)与其发生反应生成碳化铁,其反应式为:3Fe2()3 +5H2 +2CH4 = 2Fe3C+9H20o碳化铁成分如表2-9所示。
表2-9碳化铁成分(%)
|
成分 |
Fe3C |
Fe2。3 |
SiO2 +Al2O3 |
MFe |
Fe |
C |
0 |
|
含量范围 |
88 ~94 |
2~7 |
2~4 |
0.5-1 |
89~94 |
6-6.4 |
1.4~0.4 |
|
典型含量 |
92 |
2 |
2 |
1 |
90.8 |
6.2 |
1.0 |
由表2-9可见,碳化铁中含碳量高达6% ,可满足现代电弧炉炼钢高配碳的要求。碳化铁 具有以下优点:
(1)有利于电炉低氮钢的生产。电弧炉喷吹碳化铁炼钢时,钢中的氮含量从0.007%降到 0. 003% ~0. 004%o
(2)有利于造泡沫渣。使用碳化铁作为原料时,即使不向熔池喷吹炭粉也能很好地造泡 沫渣。
(3)有利于降低脱硫成本。碳化铁洁净,硫、磷含量低,一些扁平材生产厂使用部分碳化铁 取代炉料中铁水,使钢水中原始硫含量降低,从而降低吨钢脱硫成本。
(4)有利于节能。碳化铁可在电炉第五孔加入,无需开启炉盖,减少了温度损失。
2. 2.6改性生铁
改性生铁就是在一定量的铁水中,以一定的方式加入一定量的粒度适中的烧结矿,使之在铁 块内部均匀分布,形成块度适宜、矿含量符合要求的生铁。改性生铁内部含有的烧结矿与生铁中
2. 3合金料∙ 29 ∙
的碳发生氧化反应,起到沸腾、造泡沫渣的作用。
改性生铁具有金属夹杂含量少、不增加冶炼时间、对冶炼工艺不产生有害影响的优点。在生 产改性生铁的时候要保证合适的碳含量和合理的矿物组成。
电炉用改性生铁标准:生产出的改性生铁表面清洁、平整并且没有夹渣。其化学成分如表 2-10 所示,密度为 5.5 ~ 5. 7 g/cn?。
表2-10改性生铁的化学成分
|
成分 |
TFe |
P |
S |
Si |
Ni |
Cr |
Cu |
|
含量/% |
85. 8 ~ 87 |
W0. 08 |
Wθ. 035 |
≤1.25 |
≤0. 10 |
≤0. 10 |
≤0. 10 |
2.2.7复合金属料
复合金属料是俄罗斯研制成功的一种用于替代炼钢生铁及废钢的新型炉料。它是通过铸铁 机,利用熔融的铁水和一定的配加工艺,填加15% ~25%的填加料(烧结矿或球团矿),经冷却固 结后形成的。复合金属料主要由炼钢生铁和内封的氧化铁组成。已开发的有三种复合金属料, 其成分如表2 - 11所示。
表2-11生铁、填加料及复合金属料成分(%)
|
种类 |
TFe |
纯Fe |
Fe2O3 |
FeO |
C |
Si |
Mn |
S |
P |
Cu |
SiO2 |
CaO |
杂质 |
|
生铁 |
94.6 |
94.6 |
0 |
0 |
4.5 |
0.17 |
0.1 |
0.03 |
0.06 |
0.01 |
0 |
0 |
0.02 |
|
填加料 |
53.3-1.1 |
0 |
64.4 - 86.6 |
10.7-0.6 |
0 |
0 |
0 |
0. Ol |
0.04 |
0 |
7.6~9. 1 |
12.73 |
4.4~0.6 |
|
CK15 |
88.4 ~ 89. 6 |
80.4 |
9.7 ~ 13.0 |
1.6~0.1 |
3.8 |
0.56 |
0.009 |
0.027 |
0.057 |
0.009 |
1.1-1.3 |
1.9-1.2 |
D. 65 ~0.075 |
|
CK20 |
86.4 ~ 87. 9 |
75.7 |
12.9 ~ 17. 3 |
2.1 ~0. 1 |
3.6 |
0.59 |
0.08 |
0.026 |
0.056 |
0.080 |
1.5-1.8 |
2.5~0.3 |
0.9~0.1 |
复合金属料在电炉上应用时,较低温度下(1150 ~ 1200七)即可形成泡沫渣。在复合金属料 块熔化时,"封存"于其中的填加料铁氧化物在温度高于IlOo七时,即开始与铁中的杂质进行化 学反应,并形成渣相和CO;在温度高于1200七的情况下(低于废钢的熔化温度),在电炉中已经 形成了可流动液体渣,并且该渣起泡(连续地释放出氧化碳气泡)。实践表明,应用复合金属料, 减少了氧气的消耗量,降低了电耗,缩短了冶炼时间。
电炉配一部分废钢替代品,弥补了废钢中残余元素含量高的不足,提高了钢水的洁净度。但 也存在增加环境污染(主要是CO排放量)、提高生产成本以及浪费某些金属元素的缺点,尤其当 大量配入时,将使废钢加入比下降,增加废钢的堆积,破坏生态环境。进行去除废钢中有害残余 元素的技术研究,并回收铜、锡等金属,这不仅有利于提高废钢质量、冶炼优质钢,发展电炉炼钢, 而且对节约资源与能源以及改善生态环境具有重大意义。
2.3合金料
合金料主要是铁合金,还有一些纯金属。合金料用于调整钢液成分和脱除钢中杂质(氧、 硫、氮等)。
2.3.1合金料的种类
合金料的种类很多,根据合金料的成分可分为单一脱氧剂、复合脱氧剂、纯金属。单一脱氧 剂有硅铁、锌铁、铝铁、钛铁、鸽铁、飢铁、飢铁、硼铁、馅铁、磷铁等;复合脱氧剂有硅緑、硅®I、硅
• 30 ∙ 2电炉冶炼的原材料和辅助材料-------------------- 铝、硅钙、硅领铝、硅钙袱铝等;纯金属有金属毓、铝等。
2.3.2 各种合金料的技术要求
2. 3. 2.1 硅铁
A化学成分
硅铁按硅及其杂质含量,分为16个牌号,其化学成分如表2 - 12所示。
表2-12硅铁化学成分表
|
牌号 |
化学成分/%__________________ | |||||||
|
Si |
Al |
Ca |
Mn |
Cr |
P |
S |
C | |
|
不大于 | ||||||||
|
FeSi90AI1.5 |
87.0-95.0 |
1.5 |
1.5 |
0.4 |
0.2 |
0.04 |
0.02 |
0.2 |
|
FeSi90A13 |
87.0-95.0 |
3.0 |
1.5 |
0.4 |
0.2 |
0.04 |
0.02 |
0.2 |
|
FeSi75A10. 5-A |
74.0-80.0 |
0.5 |
1.0 |
0.4 |
0.3 |
0.035 |
0.02 |
0. I |
|
FeSi75A10. 5-B |
72.0-80.0 |
0.5 |
1.0 |
0.5 |
0.5 |
0.04 |
0.02 |
0.2 |
|
FeSi75AlI. O-A |
74.0-80.0 |
1.0 |
1.0 |
0.4 |
0.3 |
0.035 |
0. 02 |
0. 1 |
|
FeSi75A11.0-B |
72.0 ~ 80.0 |
1.0 |
1.0 |
0.5 |
0.5 |
0.04 |
0.02 |
0.2 |
|
FeSi75All. 5-A |
74. 0 ~ 80. 0 |
1.5 |
1.0 |
0.4 |
0.3 |
0.035 |
0.02 |
0. 1 |
|
FeSi75All. 5-B |
72.0 ~ 80.0 |
1.5 |
1.0 |
0.5 |
0.5 |
0.04 |
0.02 |
0.2 |
|
FeSi75A12. O-A |
74.0-80.0 |
2.0 |
1.0 |
0.4 |
0.3 |
0. 035 |
0.02 |
0. 1 |
|
FeSi75A12. O-B |
74.0-80.0 |
2.0 |
1.0 |
0.4 |
0.3 |
0.04 |
0.02 |
0. 1 |
|
FeSi75A12. O-C |
72.0-80.0 |
2.0 |
0.5 |
0.5 |
0.04 |
0.02 |
0.2 | |
|
FeSi75-A |
74.0-80.0 |
0.4 |
0.3 |
0. 035 |
0.02 |
0. 1 | ||
|
FeSi75-B |
74.0-80.0 |
0.4 |
0.3 |
0.04 |
0. 02 |
0. 1 | ||
|
FeSi75-C |
72.0-80.0 |
0.5 |
0.5 |
0.04 |
0.02 |
0.2 | ||
|
FeSi65 |
65.0 ~ 72.0 |
0.6 |
0.5 |
0.04 |
0.02 | |||
|
FeSi45 |
40.0~47.0 |
0.7 |
0.5 |
0.04 |
0.02 | |||
B粒度要求
硅铁粒度要求如表2 - 13所示。
表2-13硅铁粒度要求
|
级另IJ |
规格/mm |
筛上物和筛下物之和/% |
|
一般块状 |
未经人工破碎的自然块状 |
20 mm X 20 mm的数量不大于8 |
|
______大粒度______ |
50-350 |
不大于10 |
|
中粒度 |
20 -200 |
不大于10 |
|
小粒度 |
10-100 |
不大于10 |
|
最小粒度 |
10 -50 |
不大于10 |
-2.3合金料∙ 31・
2. 3. 2. 2 桂铁
A化学成分 一
猛铁按猛及其杂质含量,分为9个牌号,其化学成分如表2 -14所示。
表2-14獄铁化学成分表
|
类另IJ |
牌号 |
化学成分/% | ||||||
|
Mn |
C |
Si |
P |
S | ||||
|
I |
H |
I |
π | |||||
|
_____ 不大于 | ||||||||
|
低碳猛铁 |
FeMn88C0. 2 |
85.0 ~ 92.0 |
0.2 |
1.0 |
2.0 |
0. 10 |
0. 30 |
0.02 |
|
FeMn84C0. 4 |
80.0-87.0 |
0.4 |
1.0 |
2.0 |
0. 15 |
0. 30 |
0.02 | |
|
FeMn84C0. 7 |
80.0-87.0 |
0.7 |
1.0 |
2.0 |
0. 20 |
0. 30 |
0. 02 | |
|
中碳毓铁 |
FeMn82CL0 |
78.0~85. 0 |
1.0 |
1.5 |
2.5 |
0. 20 |
0. 35 |
0. 03 |
|
FeMn82C1.5 |
78.0-85.0 |
1.5 |
1.5 |
2.5 |
0.20 |
0. 35 |
0. 03 | |
|
FeMn78C2. 0 |
75.0-82.0 |
2.0 |
1.5 |
2.5 |
0. 20 |
0.40 |
0. 03 | |
|
髙碳犠铁 |
FeMn78C8. 0 |
75.0-82.0 |
8.0 |
1.5 |
2.5 |
0.20 |
0. 33 |
0.03 |
|
FeMn74C7. 5 |
70. 0-77.0 |
7.5 |
2.0 |
3.0 |
0. 25 |
0. 38 |
0. 03 | |
|
FeMn68C7. 0 |
65. 0-72.0 |
7.0 |
2.5 |
4.5 |
0. 25 |
0.40 |
0.03 | |
B粒度要求
锦铁粒度要求如表2 - 15所示。
表2-15播铁粒度要求
|
等级 |
粒度 / mm |
偏差/% | ||
|
筛上物 |
_______筛下物_______ | |||
|
__予大于____ | ||||
|
1 |
20 ~ 250 |
中低碳类 |
10 | |
|
高碳类___ |
8 | |||
|
2 |
50 -150 |
5 |
5 | |
|
3 |
10-50 |
5 |
5 | |
2. 3. 2. 3 細铁
A化学成分
铝铁按铝及其杂质含量,分为9个牌号,其化学成分如表2-16所示。
表2-16用铁化学成分表
化学成分/%
|
牌号 |
Mo |
Si |
S |
P |
C |
Cu |
Sb |
Sn |
|
不大于 | ||||||||
|
FeMo70 |
65.0-75.0 |
1.5 |
0. 10 |
0. 05 |
0. 10 |
0.50 | ||
|
FeMo70Cul |
65.0-75.0 |
2.0 |
0.10 |
0. 05 |
0.01 |
1.0 | ||
∙32∙ 2电炉冶炼的原材料和神助材料
续表2-16
|
牌号 |
化学成分/%__________________ | |||||||
|
Mo |
Si |
S |
P |
C |
Cu |
Sb |
Sn | |
|
___________不大于_____________ | ||||||||
|
FeMo70Cul.5 |
65.0-75.0 |
2.5 |
0.20 |
0. 10 |
0. 10 |
1.5 | ||
|
FeMo60-A |
55.0-65.0 |
1.0 |
0. 10 |
0.04 |
0. 10 |
0. 50 |
0.04 |
0.04 |
|
FeMo60-B |
55.0-65.0 |
1.5 |
0. 10 |
0.05 |
0. 10 |
0. 50 |
0.05 |
0.06 |
|
FeMo60-C |
55.0-65.0 |
2.0 |
0. 15 |
0. 05 |
0.20 |
1.0 |
0.08 |
0. 08 |
|
FeMo60 |
>60.0 |
2.0 |
0. 10 |
0. 05 |
0. 15 |
0.5 |
0.04 |
0.04 |
|
FeMo55-A |
255.0 |
1.0 |
0. 10 |
0. 08 |
0.20 |
0.5 |
0.05 |
0.06 |
|
FeMo55-B |
才55.0 |
1.5 |
0. 15 |
0. 10 |
0.25 |
1.0 |
0. 08 |
0. 08 |
B粒度要求
铝铁一般有10 ~ 150 mm、10~100 mmJ0 ~ 50 mm、10 mm以下4种粒度,用户可根据需要 而定。
2. 3. 2.4 钛铁
A化学成分
钛铁按钛及其杂质含量,分为4个牌号,其化学成分如表2 - 17所示。
表2-17钛铁化学成分表
化学成分/%
|
牌号 |
Ti |
Al |
Si |
P |
S |
C |
Cu |
Mn |
|
不大于 | ||||||||
|
FeTi30-A |
25.0-35.0 |
8.0 |
4.5 |
0.05 |
0. 03 |
0. 10 |
0.40 |
2.5 |
|
FeTOO-B |
25.0-35.0 |
8.5 |
5.0 |
0.06 |
0.04 |
0. 15 |
0.40 |
2.5 |
|
FeTi40-A |
35.0-45.0 |
9.0 |
3.0 |
0.03 |
0.03 |
0. 10 |
0.40 |
2.5 |
|
FeTi40-B |
35.0-45.0 |
9.5 |
4.0 |
0.04 |
0.04 |
0. 15 |
0.40 |
2.5 |
B粒度要求
钛铁有块状、粒状和粉状三种,要求如表2 - 18所示。有部分铜含量超过0. 40%。
表2-18钛铁的粒度要求
|
________类另 |
粒度范围/r≡ |
_______允许偏差/%_______ |
|
1 |
20 ~ 150 |
10 |
|
2 |
<20 |
2 |
|
3 |
<2 |
2 |
2. 3. 2. 5 鹤铁
A化学成分
铸铁按鸽及其杂质含量,分为4个牌号,其化学成分如表2 - 19所示。
2.3合金料∙ 33 ∙
|
• 表2-19鸨铁化学成分表 | ||||||||||||
|
牌号 |
化学成分/% | |||||||||||
|
W |
C |
P |
S |
Si |
Mn |
Cu |
As |
Bi |
Pb |
Sb |
Sn | |
|
_______, 不大于 | ||||||||||||
|
FeW80-A |
75. 0 ~ 85. 0 |
0. 10 |
0. 03 |
0.06 |
0.5 |
0. 25 |
0. 10 |
0.06 |
0. 05 |
0.05 |
0.05 |
0.06 |
|
FeW80-B |
75.0-85.0 |
0. 30 |
0.04 |
0.07 |
0.7 |
0. 35 |
0. 12 |
0.08 |
0. 05 |
0. 08 | ||
|
FeW80-C |
75.0 -85.0 |
0.40 |
0. 05 |
0. 08 |
0.7 |
0. 50 |
0. 15 |
0. 10 |
0.05 |
0. 08 | ||
|
FeW70 |
>70.0 |
0. 80 |
0.06 |
0. 10 |
1.0 |
0.60 |
0. 18 |
0. 10 |
0. 05 |
0. 10 | ||
B要求
铸铁以70%含铸量(质量分数)作为基准量,鸽、碳、磷、硫、硅、毓为必测元素,其余为保证 元素。
鸽铁粒度为10 ~ 130 mm,小于10 mm X 10 mm的量不超过总质量的5%。
2. 3. 2. 6 饥铁
A化学成分
飢铁按飢及其杂质含量,分为6个牌号,其化学成分如表2 -20所示。
|
____________________表2-20机铁化学成分表____________________ | |||||||
|
牌号 |
____________________生学成^/% | ||||||
|
V |
C |
Si |
P |
S |
Al |
Mn | |
|
不小于 |
________________不大于 ___ | ||||||
|
FeV40-A |
40.0 |
0. 75 |
2.0 |
0. 10 |
0.06 |
1.0 | |
|
FeV40-B |
40.0 |
1.00 |
3.0 |
0.20 |
0. 10 |
1.5 | |
|
FeV50-A |
50.0 |
0.40 |
2.0 |
0.07 |
0.04 |
0.5 |
0. 50 |
|
FeVSO-B |
50.0 |
0.75 |
2.5 |
0. 10 |
0.05 |
0.8 |
0. 50 |
|
FeV75-A |
75.0 |
0. 20 |
1.0 |
0.05 |
0.04 |
2.0 |
0. 50 |
|
FeV75-B |
75.0 |
0. 30 |
2.0 |
0. 10 |
0.05 |
3.0 |
0. 50 |
B粒度要求
铀铁以块状为主,最大块重不超过8 kg,通过10 mm × 10 mm筛孔的碎块不得超过总质量 的3%。
2. 3.2.7 舖铁
A化学成分
胃铁按胃及其杂质含量,分为5个牌号,其化学成分如表2 -21所示。
表2-21籠铁化学成分表
|
牌号 |
_________________竺成分/% | ||||||||||||||
|
Nb+ Ta |
Ta |
Al |
Si |
C |
S |
P |
W |
Mn |
Sn |
Pb |
As |
Sb |
Bi |
Ti | |
|
________________攵大于 | |||||||||||||||
|
FeNb70 |
70 ~80 |
0.5 |
3.8 |
1.5 |
0.04 |
0. 03 |
0.04 |
0.3 |
0.8 |
0. 02 |
0. 02 |
0.01 |
0.01 |
0.01 |
0.3 |
|
FeNb60-A |
60 -70 |
0.5 |
2.5 |
2.0 |
0. 05 |
0. 03 |
0.05 |
0.2 |
1.0 |
0. 02 |
0. 02 | ||||
• 34 ∙ 2电炉冶炼的原材料和辅助材料
续表2-21
|
牌号 |
化学成分/%____________________ | ||||||||||||||
|
Nb+ Ta |
Ta |
Al |
Si |
C |
S |
P |
W |
Mn |
Sn |
Pb |
As |
Sb |
Bi |
Ti | |
|
________不大于 | |||||||||||||||
|
FeNb60-B |
60 ~70 |
3.0 |
3 |
3 |
0.3 |
0. 1 |
0.3 |
1.5 | |||||||
|
FeNb50 |
50-60 |
0.5 |
2.0 |
2.5 |
0.05 |
0.03 |
0.05 |
0.1 | |||||||
|
FeNb20 |
15 ~25 |
2.0 |
3 |
11 |
0.3 |
0. 1 |
0.3 |
1.0 | |||||||
B粒度要求
胃铁以块状和粉状为主,块状紀铁最大块重不超过8 kg,小于20 mm X 20 mm的碎块不得超 过总质量的5% o粉状铜铁粒度约为0. 45 mm,其中小于0. 098 mm的量不得超过总质量的30%。
2. 3. 2. 8 硼铁
A化学成分
硼铁按硼、碳及其杂质含量,分为9个牌号,其化学成分如表2 -22所示。
表2-22硼铁化学成分表
|
类别 |
牌号 |
____ 化学成分/%________________ | ||||||
|
B |
C |
Si |
Al |
S |
P |
Cu | ||
|
低碳 |
FeB23C0. 05 |
20.0 ~ 25.0 |
0.05 |
2.0 |
3.0 |
0.01 |
0.015 |
0.05 |
|
FeB22C0. 1 |
19.0~25.0 |
0. 1 |
4.0 |
3.0 |
0.01 |
0.03 | ||
|
FeB17C0. 1 |
14. 0 ~ 19. 0 |
0. 1 |
4.0 |
6.0 |
0.01 |
0. 1 | ||
|
FeB 12 CO. 1 |
9. 0 ~ < 14. 0 |
0. 1 |
4.0 |
6.0 |
0.01 |
0. I | ||
|
中碳 |
FeB20C0. 5-A |
19.0-21.0 |
0.5 |
4.0 |
0.05 |
0.01 |
0. I | |
|
FeB20C0. 5-B |
0.5 |
4.0 |
0.5 |
0.01 |
0.2 | |||
|
FeB18C0.5-A |
17.0~19. 0 |
0.5 |
4.0 |
0.05 |
0.01 |
0. 1 | ||
|
FeB18C0.5-B |
0.5 |
4.0 |
0.5 |
0. 01 |
0.2 | |||
|
FeB16C1.0 |
15.0-17.0 |
1.0 |
4.0 |
0.5 |
0. 01 |
0.2 | ||
|
FeB14C1.0 |
13.0- <15.0 |
1.0 |
4.0 |
0.5 |
0. 01 |
0.2 | ||
|
FeB12Cl.0 |
9.0~ <13.0 |
1.0 |
4.0 |
0.5 |
0.01 |
0.2 | ||
B要求
硼铁中硼、铝、碳为必测元素,其他为保证元素;作为非晶、超微晶合金材料用时全为必测 元素。
硼铁以块状为主,其块度为5 ~ 100 mm,大于100 mm与小于5 mm的量之和不得超过总质量 的 10% o
硼铁块的表面和断面处不得有非金属夹杂物。
2. 3.2. 9 篠铁
A化学成分
倍铁按碳含量的不同,分为22个牌号,其化学成分如表2 - 23所示。
2. 3合金料・35 ∙
表2-23馅铁化学成分表
|
类别 |
牌号 |
化学成分/% | |||||||||
|
Cr |
C |
Si |
P |
S | |||||||
|
范围 |
I |
π |
I |
∏ |
I |
π |
I |
Q | |||
|
不小于 |
____________不大于 | ||||||||||
|
微碳 |
FeCH9C0. 03 |
63.0-75.0 |
0. 03 |
1.0 |
0. 03 |
0. 025 | |||||
|
FeCr55C3 |
60.0 |
52.0 |
0. 03 |
1.5 |
2.0 |
0. 03 |
0.04 |
0.03 | |||
|
FeCr69C0. 06 |
63.0 ~ 75.0 |
0.06 |
1.0 |
0. 03 |
0. 025 | ||||||
|
FeCi55 C6 |
60.0 |
52.0 |
0.06 |
1.5 |
2.0 |
0.04 |
0.06 |
0. 03 | |||
|
FeCι69C0. 10 |
63.0-75.0 |
0. 10 |
1.0 |
0. 03 |
0. 025 | ||||||
|
FeCr55C10 |
60.0 |
52.0 |
0. 10 |
1.5 |
2.0 |
0.04 |
0.06 |
0. 03 | |||
|
FeCι69C0. 15 |
63.0-75.0 |
0. 15 |
1.0 |
0. 03 |
0.025 | ||||||
|
FeCr55C15 |
60.0 |
52.0 |
0. 15 |
1.5 |
2.0 |
0.04 |
0. 06 |
0. 03 | |||
|
低碳 |
FeCK9C0. 25 |
63.0-75.0 |
0. 25 |
1.5 |
0.03 |
0. 025 | |||||
|
FeCr55C25 |
60.0 |
52.0 |
0. 25 |
2.0 |
3.0 |
0.04 |
0.06 |
0. 03 |
0. 05 | ||
|
FeCι69C0. 50 |
63.0 -75.0 |
0. 50 |
1.5 |
0. 03 |
0. 025 | ||||||
|
FeCr55C50 |
60.0 |
52.0 |
0. 50 |
2.0 |
3.0 |
0.04 |
0.06 |
0. 03 |
0. 05 | ||
|
中碳 |
FeCι69CL0 |
63.0 ~ 75.0 |
1.0 |
1.5 |
0. 03 |
0. 025 | |||||
|
FeCr55Cl∞ |
60.0 |
52.0 |
1.0 |
2.5 |
3.0 |
0.04 |
0.06 |
0. 03 |
0. 05 | ||
|
FeCz69C2. 0 |
63. 0 ~75. 0 |
2. 0 |
J.5 |
0. 03 |
0. 025 | ||||||
|
FeCr55C2∞ |
60.0 |
52.0 |
2.0 |
2.5 |
3.0 |
0.04 |
0.06 |
0. 03 |
0. 05 | ||
|
FeCl69 C4. 0 |
63.0-75.0 |
4.0 |
1.5 |
0. 03 |
0. 025 | ||||||
|
FeCι55C400 |
60.0 |
52.0 |
4.0 |
2.5 |
3.0 |
0.04 |
0.06 |
0. 03 |
0. 05 | ||
|
高碳 |
FeCι67C6. 0 |
62. 0~ 72.0 |
6.0 |
3.0 |
0. 03 |
0.04 |
0. 06 | ||||
|
FeCι55C6∞ |
60.0 |
52.0 |
6.0 |
3.0 |
5.0 |
0.04 |
0.06 |
0.04 |
0.06 | ||
|
FeCι67C9. 5 |
62.0-72.0 |
9.5 |
3.0 |
0. 03 |
0.04 |
0. 06 | |||||
|
FeCι55C10∞ |
60.0 |
52.0 |
10.0 |
3.0 |
5.0 |
0.04 |
0.06 |
0.04 |
0.06 | ||
B要求
倍铁以50%含倍量作为基准量,倍、碳、磷、硅为必测元素,其余为保证元素。
倍铁是块状的,每块质量不得大于15 kg,小于20 mm X 20 mm的量不超过总质量的5% o
2. 3. 2. 10 磷铁
A化学成分
磷铁按磷含量的不同,分为4个牌号,其化学成分如表2 - 24所示。
• 36 ∙ 2电炉冶炼的原材料和辅助材料------------
表2-24磷铁化学成分表
|
牌号 |
化学成分/% ______ | ||||
|
P |
Si |
C |
S |
Mn | |
|
__________不大于 ______ | |||||
|
FeP24 |
23.0~ 25.0 |
3.0 |
1.0 |
0.5 |
2.0 |
|
FeP21 |
20.0 -23.0 |
3.0 |
1.0 |
0.5 |
2.0 |
|
FePl 8 |
17.0-20.0 |
3.0 |
1.0 |
0.5 |
2.5 |
|
FePI 6 |
15.0-17.0 |
3.0 |
1.0 |
0.5 |
2.5 |
B粒度要求
磷铁是块状的,每块质量不得大于30 kg,小于20 mm X20 mm的量不超过总质量的10% o
2. 3. 2.11 硅锌合金
A化学成分
硅毓合金按镂、硅及其杂质含量的不同,分为8个牌号,其化学成分如表2-25所示。
表2-25硅镐化学成分表
|
牌号 |
化学成分/% | ||||||
|
Mn |
Si |
C |
P |
S | |||
|
I |
n |
IH | |||||
|
___________不大于___________ | |||||||
|
FeMn64Si27 |
60.0~67. 0 |
25. 2 ~ 28.0 |
0.5 |
0. 10 |
0. 15 |
0.25 |
0.04 |
|
FeMn67Si23 |
63.0 ~ 70.0 |
22.0-25.0 |
0.7 |
0. 10 |
0. 15 |
0. 25 |
0.04 |
|
FeMn68Si22 |
65.0-72.0 |
20.0-23.0 |
1.2 |
0. 10 |
0. 15 |
0.25 |
0.04 |
|
FeMn64Si23 |
60.0-67.0 |
20.0~25.0 |
1.2 |
0. 10 |
0. 15 |
0.25 |
0.04 |
|
FeMn68Sii8 |
65.0-72.0 |
17.0 ~ 20.0 |
1.8 |
0. 10 |
0. 15 |
0. 25 |
0.04 |
|
FeMnMSil 8 |
60.0-67.0 |
17.0-20.0 |
1.8 |
0. 10 |
0. 15 |
0. 25 |
0.04 |
|
FeMn68Sil6 |
65.0-72.0 |
14.0-17.0 |
2.5 |
0. 10 |
0. 15 |
0.25 |
0.04 |
|
FeMn64Sιl6 |
60.0 - 67.0 |
14.0-17.0 |
2.5 |
0.20 |
0.25 |
0. 30 |
0.05 |
B要求
硅信合金中硫为保证元素,其余均为必测元素。
硅镐合金有块状和粉状,其粒度范围如表2-26所示。
表2-26硅镐合金的粒度要求
|
等级 |
粒度范围/mm |
偏差/% | |
|
筛上物 |
筛下物 | ||
|
____ 不大于 | |||
|
1 |
20 ~ 300 |
5 |
5 |
|
2 |
10 〜150 |
5 |
5 |
|
3 |
10-100 |
5 |
5 |
|
4 |
10-50 |
5 |
5 |
2. 3合金料∙ 37・
2. 3. 2.12硅锁合金
A化学成分 一
硅铁合金按额、硅含量的不同,分为7个牌号,其化学成分如表2 -27所示。
表2-27 硅狙合金化学成分表
|
牌号 |
化学成分/% | ||||||
|
Ba |
Si |
Al |
Mn |
C |
P |
S | |
|
不小于 |
不大于 | ||||||
|
FeBa3OSi35 |
30.0 |
35.0 |
3.0 |
0.40 |
0.30 |
0.04 |
0.04 |
|
FeBa25Si40 |
25.0 |
40.0 |
3.0 |
0.40 |
0.30 . |
0.04 |
0.04 |
|
FeBa20Si45 |
20.0 |
45.0 |
3.0 |
0.40 |
0. 30 |
0.04 |
0.04 |
|
FeBal 5Si50 |
15.0 |
50.0 |
3.0 |
0. 40 |
0. 30 |
0.04 |
0.04 |
|
FeBal 0Si55 |
10.0 |
55.0 |
3.0 |
0.40 |
0. 20 |
0.04 |
0.04 |
|
FeBa5Si60 |
5.0 |
60.0 |
3.0 |
0.40 |
0. 20 |
0.04 |
0.04 |
|
FeBa2Si65 |
2.0 |
65.0 |
3.0 |
0. 40 |
0. 20 |
0.04 |
0.04 |
B要求
硅極合金中铁、硅为必测元素。
硅铁合金表面洁净,不应有明显的非金属夹杂物。
硅铁合金粒度为10 ~ IOomm,其中大于100 mm的不得超过总质量的5% ,小于10 mm的不 得超过总质量的8% Q
2. 3. 2.13 硅铝合金
A化学成分
硅铝合金按铝、硅含量的不同,分为8个牌号,其化学成分如表2 -28所示。
表2-28硅铝合金化学成分表
|
牌号 |
化学成分/% | |||||
|
Si |
Al |
Mn |
C |
P |
S | |
|
不小于 |
不大于 | |||||
|
FeA152Si5 |
5 |
52 |
0.20 |
0.20 |
0.02 |
0.02 |
|
FeA147SilO |
10 |
47 |
0. 20 |
0.20 |
0.02 |
0.02 |
|
FeA142Sil5 |
15 |
42 |
0. 20 |
0. 20 |
0.02 |
0. 02 |
|
FeA137Si20 |
20 |
37 |
0. 20 |
0. 20 |
0.02 |
0. 02 |
|
FeA132Si25 |
25 |
32 |
0. 20 |
0.20 |
0.02 |
0. 02 |
|
FeA127Si30 |
30 |
27 |
0.40 |
0.40 |
0.03 |
0.03 |
|
FeA122Si35 |
35 |
22 |
0.40 |
0.40 |
0.03 |
0.03 |
|
FeAll 7Si40 |
40 |
17 |
0.40 |
0.40 |
0. 03 |
0. 03 |
• 38 ∙ 2电炉冶炼的原材料和辅助材料--------------------------------
B要求
硅铝合金中铝、硅为必测元素。
硅铝合金表面洁净,不应有明显的非金属夹杂物。
硅铝合金粒度为10 ~ 150 mɪn,其中大于150 mm的不得超过总质量的8% ,小于10 mm的不 得超过总质量的5%。
2. 3. 2.14 硅钙合金
A化学成分
硅钙合金按钙、硅及其杂质含量的不同,分为5个牌号,其化学成分如表2-29所示。
表2-29硅钙合金化学成分表
化学成分/%
|
牌号 |
Si |
Ca |
C |
Al |
P |
S |
|
不小于 |
不大于 | |||||
|
Ca31Si60 |
55 -65 |
31 |
1.0 |
2.4 |
0.04 |
0.05 |
|
Ca28Si60 |
55 -65 |
28 |
1.0 |
2.4 |
0.04 |
0. 05 |
|
Ca24Si60 |
55 -65 |
24 |
1.0 |
2.5 |
0.04 |
0.04 |
|
Ca20Si55 |
50-60 |
20 |
1.0 |
2.5 |
0.04 |
0.04 |
|
Cal6Si55 |
50~60 |
16 |
1.0 |
2.5 |
0.04 |
0.04 |
B粒度要求
硅钙合金是块状的,每块质量不得大于10 kg,小于15 mm X 15 mm的量不超过总质量 的 10%。
2. 3. 2.15硅疑铝合金
A化学成分
硅额铝合金按硅、铁、铝含量的不同,分为5个牌号,其化学成分如表2 - 30所示。
表2-30 硅飢铝合金化学成分表
化学成分/%
|
牌号 |
Si |
Ba |
Al |
Mn |
C |
P |
S |
|
不小于 |
不大于 | ||||||
|
FeA134Ba6Si20 |
20.0 |
6.0 |
34.0 |
0. 30 |
0.20 |
0.03 |
0. 02 |
|
FeA130Ba6Si25 |
25.0 |
6.0 |
30.0 |
0. 30 |
0.20 |
0. 03 |
0.02 |
|
FeA126Ba9Si30 |
30.0 |
9.0 |
26.0 |
0. 30 |
0.20 |
0.03 |
0.02 |
|
FeAll 6Bal2Si35 |
35.0 |
12.0 |
16.0 |
0. 30 |
0.20 |
0.04 |
0.03 |
|
FeA112Bal5Si40 |
40.0 |
15.0 |
12.0 |
0. 30 |
0. 20 |
0.04 |
0. 03 |
B要求
硅袱铝合金中裡、铝、硅为必测元素。
2.3合金料∙ 39 ∙
硅领铝合金表面洁净,不应有明显的非金属夹杂物。
硅铁铝合金粒度为10 ~ 100 mm,其中大于100 mm的不得超过总质量的8% ,小于Iomm的 不得超过总质量的5%。
2. 3. 2.16 硅钙物铝合金
A化学成分
硅钙根铝合金按硅、钙、铁、铝含量的不同,分为3个牌号,其化学成分如表2-31所示。
表2-31硅钙械铝化学成分表
化学成分/%
|
牌号 |
Si |
Ca |
Ba |
Al |
Mn |
C |
P |
S |
|
不小于 |
________不大于________ | |||||||
|
Fel6Ba9CaI2Si30 |
30.0 |
12.0 |
9.0 |
16.0 |
0.40 |
0.40 |
0.04 |
0.02 |
|
Fel2Ba9Ca9Si35 |
35.0 |
9.0 |
9.0 |
12.0 |
0.40 |
0.40 |
0.04 |
0.02 |
|
Fe8Bal2Ca6Si40 |
40.0 |
6.0 |
12.0 |
8.0 |
0.40 |
0.40 |
0.04 |
0.02 |
B要求
硅钙铁铝合金中袱、铝、硅、钙为必测元素。
硅钙领铝合金表面洁净,不应有明显的非金属夹杂物。
硅钙钗铝合金粒度为10 -100 mm,其中大于100 mm的不得超过总质量的8% ,小于10 mm 的不得超过总质量的5%。
2. 3. 2.17 金属桂
A化学成分
金属锦按镐及杂质含量的不同,分为6个牌号,其化学成分如表2 -32所示。
表2-32金属編化学成分表
化学成分/%
|
牌号 |
Mn |
C |
Si |
Fe |
P |
S |
Ni |
Cu |
A】+ Ca + Mg |
|
不小于 |
________________不大于_______ | ||||||||
|
JMn97 |
97.0 |
0.08 |
0.4 |
2.0 |
0.04 |
0.04 |
0.02 |
0.03 |
0.7 |
|
JMn96 |
96.5 |
0. IO |
0.5 |
2.3 |
0. 05 |
0. 05 |
0.02 |
0. 03 |
0.7 |
|
JMn95-A |
95.0 |
0. 15 |
0.8 |
2.8 |
0.06 |
0.05 |
0.02 |
0. 03 |
0.7 |
|
JMn95-B |
95.0 |
0. 15 |
0.8 |
3.0 |
0.06 |
0.05 |
0.02 |
0. 03 |
0.7 |
|
JMn93-A |
93.5 |
0. 20 |
1.8 |
2.8 |
0.06 |
0.05 |
0.02 |
0.03 |
0.7 |
|
JMn93-B |
93.5 |
0.20 |
1.8 |
4.0 |
0.06 |
0.05 |
0.02 |
0. 03 |
0.7 |
B粒度要求
金属锦是块状的,每块质量不得大于10 kg,小于10 mm × 10 mm的量不超过总质量的5%。
2. 3. 2. 18 铝
金属铝成分要求:Al∖99. 5% ,Si≤0. 30% ,Fe + Si<0. 45%。
2. 3. 2. 19 包芯线
包芯线按芯料组成分为单一和复合包芯线;按排线方式分为内抽头式和外抽头式。
单一包芯线的物理特性应符合表2 -33的规定,复合包芯线的物理特性由供需双方商定。
∙40∙ 2电炉冶烁的原材料和辅助材料
表2-33 单一包芯线的物理特性
|
序号 |
名称及相应芯粉标准号 |
直径/mm |
钢带厚度 / mm |
-芯粉质量— /g . m- |
每千米 接头个数 | |
|
公称尺寸 |
偏差 |
不小于 |
不大于 | |||
|
1 |
硅铁包芯线GB/T2272 |
13 |
+ 0. 80 |
0.3 ~0.4 |
355 |
2 |
|
2 |
沥青焦包芯线GB/T3070_______ |
135 | ||||
|
3 |
钛铁包芯线GB/T3282 |
510 | ||||
|
4 |
猛铁包芯线GB/T3795 |
550 | ||||
|
5 |
稀土镁硅铁合金包芯线GB/T4138 |
350 | ||||
|
6 |
混合稀土金属包芯线GB/T4153 |
RE125SiCal60 | ||||
|
7 |
硼铁包芯线CB/T5682 |
520 | ||||
|
8 |
硅铁合金包芯线GB/T15710 |
280 | ||||
|
9 |
硅钙合金包芯线YB/T5051 |
10 |
+ 0. 60 |
125 | ||
|
12 |
+ 0. 60 |
200 | ||||
|
13 |
÷0. 80 |
220 | ||||
|
16 |
+ 0. 80 |
320 | ||||
对包芯线的要求:
(1)包芯线选用的钢带包覆前应去油污、除锈。
(2)包芯线的芯粉应保持干燥,水分不大于0.5%,不允许混有其他杂质。复合芯粉在包覆 前应混合均匀。
(3)包芯线应包覆牢固,缝正,不漏粉,不开缝,不折线,无虚包,表面无油污,无锈。
2.4渣料
在电炉炼钢过程中,造渣材料主要有石灰石、石灰、萤石、白云石和火砖块,特殊情况有时还 用少量的硅石或石英砂等。电炉炼钢对造渣材料的质量要求十分严格。采用质量好的造渣材 料,将会减少钢中气体和夹杂,提高脱磷、脱硫能力,缩短冶炼时间,降低电耗和耐火材料消耗。
2.4.1石灰石
石灰石的主要成分为CaCO3 ,加入炉中后,在高温下分解成CaO和CO2气体,同时吸收大量的 热,从而降低熔池的温度,并增加电耗及推迟熔渣的形成。分解所产生的C5气体具有氧化性。现 韶钢由于使用大量的铁水,热量有富余,就是采用石灰石作为降温材料。但是石灰石中含有有害杂 质Si02和硫,SiO2降低渣的碱度,硫会进入钢中对脱硫不利。另外要特别注意,在熔池温度较高时 加入石灰石,放出的CO2气体能引起熔渣的沸腾。石灰石的化学成分及块度要求如表2 -34所示。
表2-34 石灰石成分及块度要求
|
名称 |
______________化学成分/% |
块度/mm | ||||
|
CaO |
SiO2 |
Mgo |
s |
P | ||
|
不小于 |
_________不大于 | |||||
|
石灰石 |
50 |
3 |
3.5 |
0. 10 |
0. 10 |
10-30 |
2.4 渣料• 41 •
另外,要求石灰石必须保持干燥,无泥土和其他杂物。
2. 4.2石灰
石灰是炼钢的主要造渣材料,其主要成分是CaOo电弧炉炼钢要求石灰中CaO的含量越高 越好,SiO2、MgO、硫等杂质含量尽量低。
石灰在空气中长期存放易吸收水分变为粉末,而粉末状的石灰又极易吸水形成Ca(OH)2, 它在507七时吸热分解成CaO和H2,加入炉中造成炉气中氢的分压增高,使氢在钢液中的溶解 度增加而影响钢的质量(H2~→2[H])。另外,在低于530七时,石灰还会与空气中的CO2反应生 成CaCo3,所以使用前最好在700七高温下烘烤2 h以上。
石灰的化学成分及块度的要求如表2-35所示。
表2-35石灰的化学成分及块度的要求
|
名称 |
化学成分/%______________ |
块度 /mʃn |
备注 | ||||||
|
CaO |
SiO2 |
MgO |
Fe2 O3 + Al2O3 |
S |
C |
H2O | |||
|
不小于 |
_______不大于____________ | ||||||||
|
一级石灰 |
90 |
2 |
1.5 |
3 |
0. 08 |
2 |
0.5 |
20-60 |
块度小于20 mm的 石灰及粉末的总和不 超过总量的5% |
|
二级石灰 |
85 |
4 |
2.0 |
4 |
0. 10 |
3 |
1.0 |
20~80 | |
石灰和石灰石的比较:当石灰出现生烧时,即有部分石灰仍为石灰石,这时加入的石灰就起不到应 有的作用。每1 kg石灰和石灰石由20七加热到1600七时消耗的热能、电能数值如表2 -36所示。
表2-36 石灰和石灰石的比较
|
_____消耗热量 |
石灰 |
石灰石 |
相差 |
|
kj/kg |
2767 |
3538 |
775 |
|
kW ∙ h/kg |
0. 77 |
0. 983 |
0.213 |
2.4.3萤石
萤石的主要成分是CaF2。它是既改善熔渣流动性又不降低碱度的稀释剂。其特点是短时 间就改善熔渣的流动性,还可在炼钢或电弧温度下发生反应:SiC)2 +2CaF2 =2Cao+ SiF4 f ,产生 的SiF4气体随炉气散失。
电炉炼钢使用的萤石要求CaF2的含量越高越好,而SiO2的含量要适当。如果SiO2的含量 大于12%会形成玻璃渣;如果含量太低,萤石的熔点升高而熔化困难,就达不到快速稀释助熔的 目的。
从外观上看,鲜绿色的萤石含Si02少,含CaF2高;微白色的萤石含SiO2较适中。
萤石的化学成分及块度要求如表2 - 37所示。
表2-37萤石的化学成分及块度要求
|
名称 |
______________化学成分/%_______ |
块度/mm | ||||
|
CaF2 |
SiO2 |
CaO |
S |
H2O | ||
|
萤石 |
>85 |
<5 ~4 |
≤5 |
<0.2 |
<0.5 |
5 ~50 |
• 42 ∙ 2电炉冶炼的原材料和純助材料--------------------------------
另外,萤石块矿应干净,不得混有泥土、废石等外来杂物。萤石块矿的粒度为5 ~50 mm,粒 度小于5 mm和大于50 mm部分所占比例之和不得大于10%。
2.4.4轻烧白云石
白云石的主要成分为CaO、Mg0。它有轻烧白云石和重烧白云石之分。重烧白云石主要用 于补炉;轻烧白云石主要用于造渣,它能使炉渣的MgO含量保持在一定的水平,减少对耐火材料 的侵蚀。
对轻烧白云石的使用要求:
(1)轻烧白云石应新鲜、干净、干燥、无杂物、不得混入外来杂物;
(2)轻烧白云石的粒度为10~50 mm,粒度小于10 mm和大于50 mm部分所占比例之和不 大于10% ,允许最大粒度不得超过70mmo
(3)理化指标要求如表2 -38所示。
表2-38轻烧白云石的理化指标
|
品级 |
CaO∕% |
MgO∕% |
Si。?/% |
S∕% |
灼减/% |
活性度(4 mol∕mLt 40 士 I霓,10min) |
|
一级 |
\55.0 |
>29.0 |
≤3. 5 |
≤0.05 |
≤I0.0 |
2180 |
2. 4.5废黏土砖块
废黏土砖块是浇注系统汤道砖的废弃品,经破碎后用于调整炉渣。它的作用是改善熔渣的 流动性,特别是对含MgO高的熔渣,稀释作用优于萤石。另夕卜,黏土砖块中含有30%左右的 AI2O3,易使熔渣起泡沫并具有良好的透气性。但黏土砖块中还含有55% ~70%的Si02,能大大 降低熔渣的碱度及氧化能力,这对脱磷、脱硫极为不利。因此,在氧化期应禁用,而在还原期要适 当少用,只有在冶炼不锈钢或高硫钢时才用得多一些。还原期加入的黏土砖块应尽可能不含 FeO和Mno,以便确保熔渣的还原性。黏土胸块在使用前应干燥,且块度应均匀合适。
黏土砖块的化学成分及块度要求如表2 -39所示。
表2-39黏土砖块的化学成分及块度要求
|
名称 |
化学成分/% |
块度/mm | |||
|
SiO2 |
Al2O3 |
Fe2O3 |
⅛o | ||
|
黏土砖块 |
55 -70 |
27 -35 |
1.3~2. 2 |
— |
50 ~ 150 |
由于目前多采用连铸的模式,模铸的汤道砖越来越少,再加上对黏土砖的使用要求较高,所 以对黏土族使用得并不多。
2.4. 6 硅石和石英砂
硅石和石英砂是酸性炉炼钢的主要造渣材料。在碱性电炉炼钢过程中,硅石和石英砂主要 用于还原期调整中性渣的成分。在碱性电炉中,大量加入硅石和石英砂,易造成炉衬侵蚀,所以 应控制硅石和石英砂的用量及在炉内的滞留时间。
硅石主要成分是SiO2 ,含量(质量分数)约90%以上,FeO小于0.5% ,要求表面清洁,块度一 般为15 ~50 mm,使用前要进行充分的干燥。石英砂的主要成分也是SiO2,含量约95%以上, FeO小于0.5% ,粒度一般为1 ~3 mm,使用前要进行充分的干燥。
2.5耐火材料-43-
2.4.7合成渣料
合成渣是把石灰和其他熔剂预先在炉外混合而制成的造渣材料。其主要成分是CaO和 川2。3,用于调整渣的碱度和黏度。其理化指标及粒度要求如表2-40所示。主要是在出钢过程 加入,同时注意加入时每批量不能过大。
表2-40合成渣的理化指标及粒度要求
|
CaO |
SiO2 |
Al2。3 |
MgO |
FeO + MnO |
粒度 |
|
<60% |
<9% |
<40% |
<14% |
<3% |
3 ~30 mm |
2.5耐火材料
耐火材料是一种能抵抗高温(1580七)作用的固体材料,在冶金工业中用量最大。但是没有 一种耐火材料能够完全满足使用性能的要求,即使同一耐火材料在不同的使用条件下所表现的 性能也不相同。因此,在使用耐火材料时必须了解耐火材料的性能和使用的工作条件。
2. 5.1耐火材料的分类
耐火材料的种类繁多,根据不同的使用目的和要求,有许多分类方法,常用的有如下几种:
(1)按化学性质,可分为酸性耐火材料、中性耐火材料和碱性耐火材料(见表2 -41);
(2)按使用温度,可分为普通耐火制品(1580 ~ 1770七)、高级耐火制品(1770 ~2000")、特 级耐火制品(>2000");
(3)按加工方式和外观可分为烧成砖、不烧成砖、电熔破、不定形耐火材料(包括浇筑料、捣 打料、可塑料、喷射料)、绝热材料、耐火纤维、高温陶瓷材料等。
表2-41耐火材料的分类
|
分类 |
耐火材料名称 |
____主要原料____ |
____主要成分____ |
|
酸性耐火材料 |
黏土质耐火材料 - |
_____耐火黏土_____ |
SiO2 +Al2O3 |
|
叶蜡质耐火材料 |
叶蜡石_____ |
SiO2 + Al2 O3 | |
|
____硅质耐火材料____ |
____石英岩、硅石 |
SiO2 | |
|
___半硅质耐火材料 |
SiO2(Al2O3) | ||
|
_____石英玻璃_____ |
SiO2 | ||
|
倍质耐火材料 |
卷石英 |
ZrO2 + SiO2 | |
|
中性耐火材料 |
高铝质耐火材料 |
铝硯土、蓝晶石、硅线石、红柱石7 |
Al2O3 + SiO2 |
|
刚玉质耐火材料 |
工业铝氧、电熔刚玉 |
Ag | |
|
馅质耐火材料 |
_____/铁矿 |
Cr2O3 ,MgOtAl2O3 ,FeO | |
|
碳质耐火材料 |
炭素材料、石墨 |
C | |
|
碳化硅质耐火材料 |
碳化硅 |
_____________SiC______________ | |
|
碱性耐火材料 |
镁质耐火材料 |
菱镁矿、海水镁矿 - |
MgO |
|
镁铝质耐火材料 - |
MgO + Al2O3 | ||
|
-镁质耐火材料- |
MgO + Cr2 O3 | ||
|
镁橄榄石质耐火材料 - |
蛇纹岩、橄榄岩、滑石等 |
MgO+ SiO2 | |
|
白云石质耐火材料 |
白云石 |
CaO + MgO | |
|
石灰质耐火材料 |
石灰、化学纯碳酸钙 |
CaO |
• 44 ∙ 2电炉冶炼的原材料和辅助忆料
2.5.2电炉对耐火材料的技术要求
随着工业技术的发展,电炉炼钢技术取得了很大的进步,对耐火材料的要求也有很大的变 化。现在大部分电炉的炉墙、炉顶使用砌砖,炉底和炉坡使用捣打料,出钢口使用专用的袖砖。 无论电炉如何发展,依然保持其特性。所以对耐火材料的要求有:
(1)高耐火度。电弧温度在4000七以上,炼钢温度通常在1500 ~ 1750七,有时甚至高达 2000七,因此要求耐火材料必须有高的耐火度。
(2)高荷重软化温度。电炉炼钢过程耐火材料是在高温载荷条件下工作的,耐火材料既要 在高温下承受钢渣的重量,并且要经受钢水和渣液的冲刷,因此耐火材料必须有高的荷重软化 温度。
(3)抗渣性好。在炼钢过程中,炉渣、炉气、钢水对耐火材料有强烈的化学侵蚀作用,因此耐 火材料应有良好的抗渣性。
(4)良好的热稳定性。电炉炼钢从出钢到装料在几分钟时间内温度会急剧变化,由原来的 1600七左右骤降到900七以下,因此要求耐火材料具有良好的热稳定性。
(5)高的耐压强度。电炉炉衬在装料时受炉料冲击,冶炼时受钢水的静压,出钢时受钢流的 冲刷,操作时受机械的振动,因此耐火材料必须有高的耐压强度。
(6)低导热性。为了减少电炉的热损失,降低电能消耗,要求耐火材料的导热性要差,即导 热系数要小。
(7)气孔率和密度。气孔率和密度是耐火制品致密程度的指标。高密度制品的力学性能 好,也有利于抗渣侵蚀和抗热震性能的提高。耐火材料的气孔有和外界相通的显气孔和与外界 不通的闭气孔两种。
2.5.3电炉用耐火材料及主要质量指标
2. 5. 3. 1 绝热材料
电炉炼钢常用的绝热材料有石棉板、硅藻土砖和轻质黏土砖等。它们的主要作用是减少热 量损失,也用于隔热保护。因此,不强调对绝热材料的耐火度、热稳定性、力学强度和抗渣性能等 要求,但导热系数应越低越好。绝热材料主要性能如表2 -42所示。
表2-42绝热材料主要性能表
|
材料名称 |
密度/g ∙ cm'3 |
允许工作温度// |
导热系数∕W∙ (m∙"IC)-I |
|
_____石棉板 |
0. 90-1.0 |
500 |
(0. 162+0. 17) XlO-3Tp |
|
硅藻土砖 |
0.55 |
9∞ |
(0.093+0. 244) X 10 -Tp |
|
轻质黏土砖 |
0.40 |
9∞ |
(0. 081 +0.22) XlO-3Tp |
2. 5. 3. 2 炉衬捣打料
电炉炉衬捣打料主要是镁砂和白云石。镁砂是由天然菱镁矿(MgCO3)经1650七以上的高 温焙烧后制得的。当焙烧温度为650 - 690七时,菱镁矿分解反应如下:MgCO3→MgO + CO2 ,但 Mgo在空气中会吸收水分,所以不宜长期存放。白云石是由天然的白云石矿(CaCo3 ∙ MgCO3) 经高温焙烧后制得。当焙烧温度为700 ~ 900七时,白云石矿分解反应如下:CaCC>3 ∙ MgCO3→ Mgo+ CaO+2CO2,同样,CaO在空气中会吸收水分,所以不能长期存放。镁砂的化学成分如表 2-43所示。
2. 5耐火材料-45 •
表2-43镁砂的化学成分
|
牌号 |
化学成分/% ______ | |||
|
MgO |
SiO2 |
CaO |
灼减 | |
|
不小于 |
_____ 不大于 __________ | |||
|
MS-88Ga |
88 |
4 |
5 |
0.5 |
|
MS-83Ga |
83 |
5 |
8 |
0.8 |
|
MS-78Ga |
78 |
6 |
12 |
0.8 |
2. 5. 3. 3 耐火混凝土
耐火混凝土是一种新型的耐火材料。特点是生产简单,砌筑打结方便,使用寿命较高;但耐 火水泥保管期限短,极易变质。
根据胶结料的不同,耐火混凝土分为多种,常用的如表2-44所示。
表2-44常用的耐火混凝土
|
名称 |
组成材料 |
最高使用温度 /X |
使用部位 | ||
|
胶结料 |
掺和料 |
骨料 | |||
|
铝酸盐耐火混 凝土水泥 |
矶土水泥 |
高铝矶土熟 料粉 |
高铝矶土熟料 |
1300 ~1400 |
强度高、有良好的热稳 定性,适于各种包盖、炉 盖、炉门的隔热层 |
|
矶土水泥 |
铝馅渣粉 |
铝信渣 |
1600 |
耐急冷急热及热态强 度好,适于钢包内衬、出 钢槽、电极绝缘圈 | |
|
-低钙铝酸盐 水泥_____ |
高铝矶土熟料 粉、废高铝砖 |
高铝矶土熟料 粉.废高铝砖 |
1400 ~15∞ |
有良好的热稳定性,用 | |
|
铝-60水泥 |
高铝矶土熟料、 焦宝石等 |
高铝矶土熟料、 焦宝石等 |
1300 ~1500 |
包内衬、出I、炉 盖部位 | |
|
磷酸盐耐火混 凝土 |
磷酸溶液 |
矶土熟料或高 铝砖 |
矶土熟料或高 铝砖 |
1400 ~1500 |
用于温度变化频繁或 要求耐磨、冲刷部位,如 出钢槽等 |
|
-镁质耐火混 凝土 |
硫酸镁或氯 化镁 |
镁砂 |
电熔镁砂 |
1500 ~18∞ |
适于碱性渣侵蚀的部 位,但不宜急冷急热部位 |
|
硫酸盐耐火混 凝土 |
硫酸盐溶液 |
黏土熟料粉、高 铝熟料粉 |
黏土熟料、高铝 熟料 |
>1100 |
用于电炉炉盖和电极 绝缘圈 |
下面以韶钢电炉为例,列出了耐火材料的主要质量指标(见表2-45)。
表2-45韶钢电炉用耐火材料主要质量指标
|
耐火材料 名称 |
材质 |
使用场所 |
_______________主要质量指标 | ||||||||
|
________化学成分/%_________ |
____ 物理指标 | ||||||||||
|
MgO |
CaO |
ʌɪ203 |
SiO2 |
Fe2O3 |
C |
显气孔率 /% |
耐压强度 /MPa |
重烧线 变化/% | |||
|
镁砖 |
镁质 |
永久层 |
>91 |
W3 |
≤18 |
N58. 8 |
≤0.5 | ||||
|
镁质 捣打料 |
镁质 |
炉底 工作层 |
N74 |
≤19 |
3 -9 | ||||||
• 46 ∙ 2电炉冶炼的原材料和捕助材料
续表2-45
|
耐火材料 名称 |
材质 |
使用场所 |
主要质量指标_______________ | ||||||||
|
化学成分/% |
_____物理指标_____ | ||||||||||
|
MgO |
CaO |
AI2O3 |
SiO2 |
Fe2O3 |
C |
显气孔率 /% |
耐压强度 /MPa |
重烧线 变化/% | |||
|
镁炭砖 |
镁炭质 |
炉身 工作层 |
N70 |
才6 |
★40 |
W3 | |||||
|
出钢口 座砖 |
出钢口 | ||||||||||
|
出钢口 管砖 |
镁炭质 |
出钢口 |
N76 |
^14 |
W5 |
N40 | |||||
|
填充料 |
镁橄榄石 |
出钢口 |
约46 |
约42 |
约8 | ||||||
|
炉衬 修补料 |
镁钙质 |
工作层 |
\73 |
N17 | |||||||
|
铁水溜槽 耐火泥 |
铝炭质 |
铁水溜槽 |
N38 |
NIO |
SiO 15 |
'15 | |||||
2.5.4电炉不同部位使用的耐火材料
在电炉中使用耐火材料有很严格的要求,不同部位需要使用不同的耐火材料。下面就对电 炉不同部位所使用的耐火材料进行逐一的说明。
隔热层:位于耐火材料的最里层,在炉壳和永久层之间。主要使用石棉板、硅藻土萌和轻质 黏土砖等绝热材料。
永久层:位于隔热层和工作层之间,主要使用镁质耐火材料,如镁砖等。
工作层:位于耐火材料的最外层,直接与钢水接触。它又分炉身工作层和炉底工作层。炉身 工作层主要使用镁炭质耐火材料,如镁炭i⅛;炉底工作层主要使用镁质耐火材料,如镁质捣打料。 炉衬修补料采用镁钙质耐火材料。
出钢部位:偏心底出钢的出钢口座砖、管砖采用镁炭质耐火材料,填充料采用镁橄榄石质耐 火材料;槽式出钢的出钢槽采用铝质耐火混凝土。
透气座砖和透气砖:如电炉采用底吹气操作时采用镁炭质耐火材料。
炉盖和电极绝缘圈:采用铝质耐火混凝土。
铁水流槽:采用铝炭质耐火泥。
2.6电极
电极是电阻很低的电流导体,通过它把大的电流输送到炉内来熔化废钢和使钢水升温,它对 电炉钢的生产率和成本影响很大。
2.6.1 电极的基本技术要求
电极的工作条件很恶劣,对电极的基本要求有:
(1)小的电阻系数或高的电导率,以减少电能的损耗;
(2)较高的抗氧化和抗熔渣侵蚀能力;
(3)较高的机械强度,不易折断;
(4)低的导热性,减少热损失;
2.6 电极• 47 •
(5)线膨胀系数越小越好;
(6)良好的几何形状。
2.6.2电极的种类
目前,电炉炼钢使用的电极主要有石墨电极、炭素电极、抗氧化电极、高功率一超高功率电极 四种。
炭素电极是以低灰分的炭素材料按一定的比例和粒度组成,在一定的温度下,加入沥青或煤 焦油黏结剂均匀搅拌混合压制成形,然后经过焙烧形成。
石墨电极是把炭素电极放入电阻炉中,在2000 ~ 2500七的高温下进行石墨化处理得到。
抗氧化电极是在电极的表面喷涂一层抗高温氧化的保护层。
高功率—超高功率石墨电极与普通石墨电极的区别是使用条件更为恶劣,要求载流密度和 机械强度更大、电导率更高、线(热)膨胀系数和弹性模量更低。因此高功率—超高功率石墨电 极生产过程更复杂,在焙烧过程中需增加沥青浸渍和二次焙烧。
下面分别列出普通石墨电极的理化指标(见表2 -46)、普通石墨电极的允许电流负荷(见表 2 -47)和超高功率石墨电极的理化指标(见表2 -48)。
表2-46 普通石墨电极的理化指标
|
项 目 |
公称直径/mm | |||||||||
|
75-130 |
150 ~200 |
250 ~350 |
400 ~500 | |||||||
|
优级 |
一级 |
优级 |
一级 |
优级 |
一级 |
优级 |
一级 | |||
|
电阻率/O∙r≡2 ∙m"(不大于) |
电极 |
8.5 |
IO |
9.0 |
11 |
9.0 |
11 |
9.0 |
11 | |
|
接头 |
8.5 |
8.5 |
8.5 |
8.5 | ||||||
|
抗折强度/MPa(不小于) |
电极 |
7. 85 |
7. 85 |
6. 37 |
6. 37 | |||||
|
接头 |
11.3 |
11.3 |
9.81 |
9.81 | ||||||
|
_______灰分/% (不大于)_______ |
0.5 |
0.5 |
0.5 |
0.5 | ||||||
|
真密度/g∙ cm-3(不小于) |
2. 18 |
2. 18 |
2. 18 |
2. 18 | ||||||
|
假密度/g∙ cm-3(不小于) |
电极 |
1.58 |
1.52 |
1.52 |
1.52 | |||||
|
接头 |
1.63 |
1.63 |
1.68 |
1.68 | ||||||
|
抗压强度/MPa(不小于) |
电极 |
19.6 |
17.7 |
17.7 |
17.7 | |||||
|
接头 |
29.4 |
29.4 |
29.4 |
29.4 | ||||||
表2-47普通石墨电极的允许电流负荷
|
电极直径/mm |
____允许电流负荷/A____ |
电极直径/ mm |
____允许电流负荷/A____ |
|
75 |
1000 -1400 |
300 |
10000-13000 |
|
1∞ |
1500 - 2400 |
350 |
13500-180∞ |
|
125 |
2200 - 3400 |
4∞ |
18000 ~23500 |
|
150 |
3500 ~4900 |
450 |
22000-30000 |
|
200 |
5000 ~6900 |
500 |
25000 -34000 |
|
250 |
7(XX)-10000 |
• 48 ∙ 2电炉冶炼的原材料和辅助材料---------------
表2-48超高功率石墨电极的理化指标
|
项目 |
公称直径/mm | |||
|
φ225 ~4∞ |
φ450~6∞ | |||
|
电极 |
接头 |
电极 |
接头 | |
|
碳含量/% |
/99.3 |
m99.3 |
/99. 3 |
注 99. 3 |
|
灰分/% |
≤0.2 |
≤0.2 |
WO. 2 |
≤0.2 |
|
气孔率/% |
20-24 |
20~24 |
20-23 |
20~23 |
|
体积密度/g ∙ Cm -3 |
1.65 ~ L 72 |
1.74-1.80 |
1.66-1.73 |
1.74-1.81 |
|
电阻率∕Q ∙ mm2 ∙ m -1 |
5.0 ~6. 5 |
4.5 ~5. 5 |
4.5 ~5.75 |
4.0~5.0 |
|
抗弯强度/MPa |
9. O ~ 14. O |
— |
8.5-13.5 |
— |
|
抗拉强度/MPa |
6.0 ~ 10. O |
14.0-20.0 |
6.0~9.5 |
13.0-19.0 |
|
______弹性模量/GPa_____ |
6.5-11.0 |
12.5-18.0 |
6.0-11.0 |
12.0-17.0 |
|
真密度∕g∙cm-3_____ |
2.20- |
-2. 23 | ||
|
导热系数/W ∙ (m ∙七)T |
175 -260 |
240 ~260 |
210-280 |
250 ~320 |
|
线(热)膨胀系数(20 ~ IoOK )∕tC-ɪ |
(0.5 ~ 1.0) XlO'6 |
(0.4~0.9) ×10^6 |
(0.3 ~0. 6) ×10^6 |
(0. 25 ~0.6) ×10^6 |
2. 6.3影响石墨电极消耗的主要因素(表2-49)
表2-49影响石墨电极消耗的主要因素
|
_______类型_______ |
_______过程_______ |
_____影响因素_____ |
|
末端消耗 |
石墨在电弧中升华; 石墨颗粒的侵蚀; 炉渣和钢水; 对石墨的化学损耗 |
电流水平; 通电时间; 炉渣的硬度和化学成分 |
|
边缘消耗 |
表面氧化 |
停炉时间; 电流水平; 电极温度/喷水; 用氧情况; 除尘系统____________ |
|
电极破损 |
过度机械应力 |
废钢或装炉方式; 电极调整; 电极接合 |
|
电极残部脱落 |
热应力 |
电流水平; 电极接合; 电极调整 |
根据石墨电极消耗的主要影响因素,在使用和保管过程中要特别注意这些影响因素,以降低 电极的消耗。
2.7各种介质
2.7.1介质的种类及要求
电炉炼钢的介质包括液压油、水和各种气体,下面做分别介绍O
..-...............................---------------2.7 各种介质.49 •
2. 7. 1.1 液压油
电炉液压系统主要承载炉体的摇动、炉盖的升降和旋转等。使用的液压油多为水一乙二醇。
水一乙二醇为完全稳定的真溶液,由不同链长的乙二醇、水以及多种其他添加剂配制而成。 其特点为:
(1)极佳的抗磨性和润滑性;
(2)对钢和其他金属有防锈蚀作用;
(3)良好的消泡性和气体释放特性;
(4)对矿物油有良好的抗乳化性能。
下面主要介绍几种常用的水—乙二醇及其主要的理化性能:
(1)德国的德润宝ULTRA-SAFE620,其使用压力可高达25 MPa。主要性能指标如表2-50 所示。
表2 -50 ULTRA-SAFE620主要性能指标
|
理化性能 |
夕卜观 |
运动黏度/mm2 ST |
黏度指数 |
密度(20() /g ∙ cm -3 |
凝固点/P |
PH值 |
闪点 |
燃点 | ||
|
20CC |
40X |
60X | ||||||||
|
指标值 |
红色透明 液体 |
84~96 |
41 ~46 |
20 -24 |
207 |
1.08 |
< -40 |
9.2~9.6 |
无 |
无 |
(2)德国的德润宝ULTRA-SAFE620-1,其使用压力最高为21 MPao主要性能指标如表 2-51所示。
表2 -51 ULTRA-SAFE620-1主要性能指标
|
理化性能 |
夕卜观 |
运动黏度(40七) ∕mm2 ∙ s ~1 |
黏度指数 |
密度(2Ot) /g . cm ^3 |
凝固点/P |
PH值 |
闪点 |
燃点 |
|
指标值 |
红色透明液体 |
36~42 |
200 |
1.07 |
> 一40 |
9.2~9.6 |
无 |
无 |
(3)美孚HFC46-水溶性抗燃液压油,主要性能指标如表2 -52所示。
表2 -52 HFe46-水溶性抗燃液压油主要性能指标
|
理化性能 |
运动黏度(401)/mm?・s-∣ |
含水量(质量分数)/% |
密度(20Y)∕g∙ cm" |
倾点/七 |
|
指标值 |
48 |
50.0 |
1.072 |
-31 |
(4)壳牌爱乐施防火液压油C46,主要性能指标如表2 -53所示。
表2-53 C46主要性能指标
|
理化性能 |
夕卜观 |
运动黏度/mm ∙ s-1 |
黏度指数 |
密度(2Ot) /g . cm ~3 |
倾点/七 | ||
|
20七 |
40cC |
65P | |||||
|
指标值 |
黄色透明液体 |
94 |
40 |
16.5 |
140 |
1.084 |
-18 |
使用水-乙二醇的注意事项:
(1)由于水一乙二醇为含水型抗燃液,为了减少水分的蒸发,避免黏度的变化过大,应注意 控制油箱内的温度。对开式油箱应将温度控制在55七以下;闭式油箱则液温不应超过60七。-般来说,使用温度最好维持在35 ~45七的范围内。
(2)使用压力一般控制在油泵额定压力的70% ~80%之内。
• 50 ∙ 2电炉冶炼的原材料和辅助材料---------------------------------
(3)在泵的吸入处不宜装精密过滤器。如果要装,可装0.246 ~0.147mm(60~100目)的网 式过滤器。
2. 7. 1. 2 冷却水
在电炉中使用的水均为循环水,主要用于水冷炉壁、炉盖、变压器、电缆及二次导体、水冷炭 氧枪、烟气蒸发冷却器、烟气冷却及炉体周围水冷件的冷却介质。它分为开环和闭环两种,使用 压力一般为0.55 MPao在炼钢过程中要考虑进出水的温度、压力和流量等。
电炉冷却对水质的要求如表2 -54所示。
表2-54电炉冷却对水质的要求
|
项目 |
PH值 |
硫酸盐 ∕mg ∙ L ^1 |
氯化物 ∕mg ∙ L-* |
硬度(CaCO3) ∕mg ∙ L^1(0dH) |
悬浮物 ∕mg ∙ L-1 |
导电率 / jιS ∙ cm T |
总盐 ∕mg ∙ L-1 |
|
指标值 |
7~9 |
150 |
IOO |
107. 1(6) |
20 |
750 |
500 |
2. 7. 1.3 气体
A氧气
氧气是电炉炼钢的重要氧化剂,它可强化熔炼,降低电耗,缩短冶炼时间。吹氧能使熔池激 烈沸腾,也有助于排除钢液中的气体和非金属夹杂物。通常,对氧气的主要技术要求如表2-55 所示。
表2-55氧气的技术要求
|
名 |
称 |
指 标 | ||
|
纯度/% |
水^/% |
使用压力/MPa | ||
|
氧 |
气 |
>99.6 |
<0.2 |
0. 8-1.2 |
B压缩空气
压缩空气是使用最多、最便宜的介质,密度为1.29g∕cm3o压缩空气分为净化压缩空气和普 通压缩空气。普通压缩空气主要用于设备的吹扫、除尘布袋脉冲反吹、清洁等,使用压力不低于 O. 55 MPa;净化压缩空气是经过除油和干燥的空气,它主要作为气动元件的动力和载体之用,如 承载喷碳的载体、仪表用气等。使用压力根据用户点的不同要求也不一样,一般为0.5 ~ 0.7 MPa,净化压缩空气品质要求如表2-56所示。
表2-56净化压缩空气品质要求
|
名称 |
指 标 | |||
|
净化压缩空气 |
常压露点温度/七 |
含油量/mg ∙ m^3 |
______固体粒子 | |
|
粒 ^/μjn |
浓度∕mg ∙ m^3 | |||
|
-40 |
≤1 |
≤1 |
≤1 | |
C氮气
氮气比较稳定,一般是通过分离空气得到,密度为1. 25 g/cm3 ,纯度不低于99. 99%。主要用 于冶炼高锌钢、奥氏体不锈钢等钢种。因为它比気气便宜,也可用作钢液的搅拌,以降低生产 成本。
D氫气
氫气是一种惰性气体,在一般条件下非常稳定。氢气的密度为1.78 g/cm3,纯度不低于
...-.........................................参考文献,51,
99.99% ,最大使用压力为1.6 MPa。鏡气主要用于喷射冶金及钢液的搅拌以去除夹杂物等。为 了防止钢液的二次氧化,在出钢及浇铸过程中,有时也作为保护剂使用。
E煤气
煤气主要用于电炉烧嘴或射流氧枪的辅助保护气体。作为射流氧枪的辅助保护气体,煤气 的使用压力要求较高,为0. 2 MPa;杂质要求比烘烤用严格,具体如表2-57所示。
表2-57煤气杂质含量要求
|
名称 |
焦油 |
H2S |
NH3 | |
|
含量/mg ∙ m -3 |
≤50 |
≤100 |
≤20 |
≤30 |
F柴油
柴油主要成分是由烷炫、烯姪、环烧煙、芳香煙、多环芳姪组成。其密度为0.85 Jen?,熔点 为-29. 56七,闪点为40七。柴油主要用于电炉烧嘴的燃料。要求硫小于60g∕kg,氮小于1 g∕kgo
G蒸汽
蒸汽主要使用于电炉除尘系统的箱体保温,防止温度过低,灰尘在布袋结死。一般压力为 0.4~0. 5 MPao
H 乙烘气
乙快气主要是与氧气一起在切割时用。一般压力为0. 05 MPao
2. 7.2介质的标识(表2-58)
表2-58各种气体、液体管道色标(GB 16912—1997)
|
_______输送气体、液体名称 |
_____管道颜色 |
______色环______ |
|
蒸汽 |
红色 | |
|
空气 |
深蓝色 | |
|
__________氧气 |
天蓝色 | |
|
_________氮气 |
浅黄色 | |
|
__________污氮 |
______棕色 | |
|
__________氢气 |
______红色 |
白 |
|
氨气 |
银灰色 | |
|
煤气 |
______黑色 | |
|
__________上水_________ |
绿色 | |
|
__________下水________ |
绿色______ |
________^________ |
|
__油(进) |
黄色 - | |
|
_____________油(出)_____________ |
黄色 |
黑________ |
|
________加温解冻气________ |
红色 |
黑 |
参考文献
[1]邱绍岐,祝桂华.电炉炼钢原理及工艺[M].北京:冶金工业出版社,2006:86-116.
• 52 ∙ 2电炉冶炼的原材料和婦助材料
[2]陈家祥.钢铁冶金学(第2版)[M]∙北京:冶金工业出版社,1999:9-44♦
[3]沈才芳.电弧炉炼钢工艺与设备(第2版)[M].北京:冶金工业出版社,1985.
[4]冶金工业信息标准研究院冶金标准化研究所.生铁铁合金及其他钢铁产品标准汇编(第3版) [S].北京:中国标准出版社,2007.
[5]李士琦,李伟立,刘仁刚,等•现代电弧炉炼钢[M].北京:原子能出版社」995:4240.
[6]郑晓虎,等•超高功率电弧炉铁水热装实践[J].特殊钢,2000,21 (3):53.
[7] GB/T 717—1998 :炼钢用生铁[S] •
[8 ]侯树庭,等.一种潜在的新型废钢替代品——碳化铁[J ] •特殊钢,1996,17(1):30.
[9]贾大庸,等•脱碳粒铁—-新型优质电弧炉原料[J].钢铁研究学报,1995,7(3):90.
[10]郁福卫,等.改性铁在100吨竖式电炉上的试用及分析[A].中国钢铁年会论文集[C] ,2005:102.
[lɪ]崔晓岚,等•一种新型炉料--复合金属料[J].特殊钢,2002,23(4):34.
[12]陶晋.电炉炼钢中直接还原铁的利用[J].特殊钢,1997,18(1) :24.
[13]史占彪,等•直接还原铁在电弧炉炼钢中的应用[J].特殊钢,2000,21(3):6.
[14]洪世辉,等.抚钢50tUHP电炉应用海绵铁生产实践[J] .特殊钢,1999,20(2) :54.
[15]陈煜,等.直接还原铁在电弧炉中的应用[J].特殊钢,1999,20(2):50.
[16]陈伟庆,等•直接还原铁在电弧炉炼钢中应用[J].特殊钢」997,18(2) 4
[17]王三武,等.Consteel电炉铁水热装工艺探讨[J] •南方金属,2005,1 : 16.
[18]钟寿军,等.90t Consteel电转炉工艺在韶钢的应用[J].冶金丛刊,2007 ,5 :2 8.
[19]王中丙,等•现代电炉一薄板坯连铸连轧[M].北京:冶金工业出版社,2004:77-87.
3.1现代电炉炼钢设备
3电炉设备
炼钢电炉的构造主要是由炼钢工艺决定的,同时与电炉的容量大小、装料方式、传动方式等有 关。电炉的基本结构如图3-1所示。现代电炉炼钢设备包括下列系统:机械设备、供电系统、供氧 和辅助能源系统、电气自动化系统、装料系统及废钢预热系统、出钢系统(多为偏心炉底出钢)。
5 12
⅛
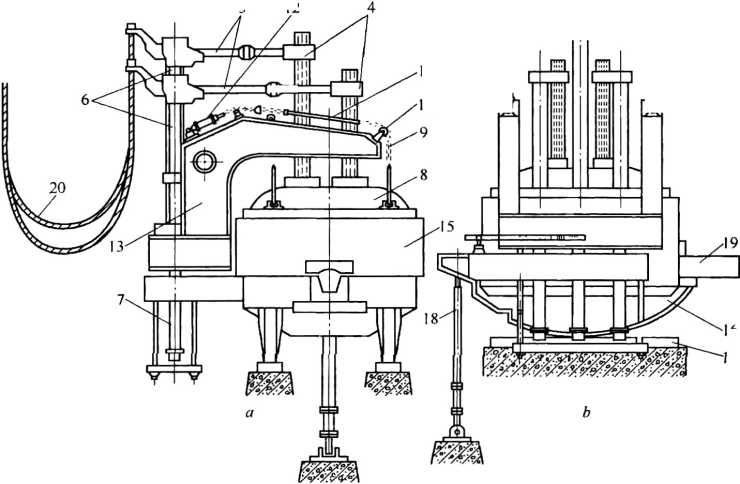
11
IO
®
9
8
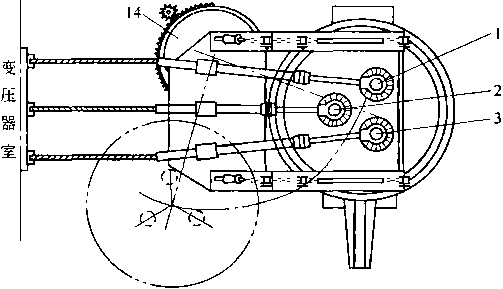
16
17
图3 - 1 HCX-15型炼钢电炉结构简图
1一1号电极;2—2号电极;3—3号电极;4一电极夹持器;5-电极横臂;6—升降电极立柱;7—升降电极液压缸;
8-炉盖;9-提升炉盖链条;IO-滑轮;11一拉杆;12—提升炉盖液压缸;13-提升炉盖支承臂; 14-转动炉盖机构;15-炉体;16-摇架;17-支承轨道;18—{顷炉液压缸;19-出钢槽;20—电缆
• 54 ∙ 3电炉设备
3.1.1机械设备
电炉的主要机械设备由炉体(壳)系统、电极夹持和升降装置、炉体倾动系统、炉盖提升和旋 转装置等几部分组成。炼钢电炉各部分机械结构如图3-2所示。
21—
L _l—nI

图3-2炼钢电炉各部分机械结构
I-炉壳;2-出钢槽;3一ɪ作门;4 一挡渣板;5-炉门槛线;6—侧工作门;7-炉顶挡板;8-炉盖圈;9—倾动摇架; IO一摇架导轨;ll -ffi动液压缸;12—主操作平台;13—炉盖移动支架;14-电极升降杆;15-电极横臂; 16-电极;17—电极夹持器;18一导电母线;19一短网;20一电极密封圈;21—变压器室
炉体是炼钢电炉最主要的装置,它用来熔化炉料和进行各种冶金反应。电炉炉体由金属构 件和耐火材料砌筑成的炉衬两部分组成。炉体的金属构件包括炉壳、炉门、出钢槽、炉盖圈和电 极密封圈。炉壳是用钢板焊成的,其上部有加固圈。大型炉子炉壳上部往往做成双层的,中间通 水冷却。炉门供观察炉内情况及扒渣、取样、测温等操作用,炉门口用炉门盖开关。炉门一般通 水冷却。小型电炉的炉门盖用人工启闭,大型炉子用压缩空气或液压机构等启闭。出钢槽连在 炉壳上,外部用钢板焊成,内部砌耐火材料供出钢用。电炉的炉盖四周是一个用钢板或型钢焊成 的圆环形构件,称为炉盖圈,里面大多通水冷却。炉盖用耐火材料砌成圆拱形。炉盖有3个呈正 三角形对称布置的电极孔,在电极孔与电极之间设有电极密封圈。电极密封圈是用钢板做成的 圆环形,里面通水冷却。炉盖上还设有除尘孔和加料孔。
电炉在炼钢过程中,由于要不断地熔化炉料,同时在熔炼各期要求供给不同的电能,因此电 极需要随时升降来保证或调整电弧的长度。电极通过电极夹持器装在电极升降装置上。电极夹 持器可以夹紧和松放电极。在熔炼过程中,电极的升降受电极自动调节装置的控制。电极升降 装置由横臂、立柱和传动机构组成。
立柱结构有活动式立柱和固定式立柱两种,大型电炉一般都采用活动式立柱结构。传动方 式有钢丝绳传动、齿轮和齿条传动、液压传动三种。大型电炉一般采用液压传动。
--------3.1现代电炉炼钢设备.55 •
电炉的装料方式有炉门装料和炉顶装料。绝大多数电炉都采用炉顶装料。按装料时炉体和 炉盖位置变动情况的不同,炉顶装料可分为炉体开出式、炉盖旋转式和炉盖开出式三种类型。
炼钢电炉炉体(壳)系统一般包括炉壳、炉顶圈、工作门、炉衬。传统炼钢电炉炉体结构如图 3 -3所示、现代炼钢电炉炉体结构如图3 -4所示。
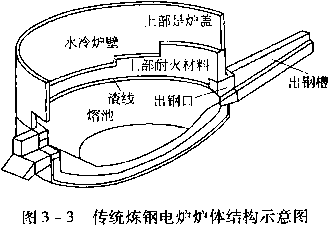

图3-4现代炼钢电炉炉体结构示意图
3. 1.1.1电炉炉(壳)体系统
A炉壳
炼钢电炉炉壳通常是圆筒形的,下面是带截头圆锥形的底部,采用球状盘形底部则强度更 好。炉壳在工作过程中,除了承受炉衬和炉料的重量外,还要抵抗顶装料时的强大冲击力及炉衬 被加热所产生的热应力。在正常情况下,炉壳外表面的温度为IOO ~ 150七。目前许多钢厂都采 用备用炉壳,在热状态下调换炉壳,以提高炉子作业率,这些都要求炉壳有足够的强度和刚度。 电炉炉顶升转、电极升降、倾炉等结构一般都和炉壳直接连接,炉壳上还有炉门、出钢口(或偏心
出钢区以及热装铁水装置)等。要求炉壳有足够的机械强度和刚度。
炉壳钢板的厚度与炉壳直径大小有关,根据经验大约为炉壳直径的l∕200o通常炉壳钢板
的厚度为12~30 mmo炉壳直径4 m以上的大中型电炉,炉壳做成上下能拆的两部分,接缝应避
开渣线,一般上部炉壳安装水冷壁,下部是用耐火材料砌筑的炉衬。炉身壳做成圆筒形,可以减 少散热面积及热损失。炉门和出钢口四周的切口部分需用钢板加固。容量20 t以上的炉子在炉
壳外面焊有水平和垂直的加固筋。
炉壳的结构如图3 -5所示,炉壳包括炉身壳、炉壳底和 上部加固圈三部分。大多是用钢板焊接而成的。炉壳底有球 形的、截头圆锥形的、平底的3种,如图3-6所示。球形底坚 固,砌筑时用耐火材料最少,但制造比较困难。目前多数采用 焊制的截头圆锥形炉壳底,与球形炉壳底比较,坚固性略差, 所需的耐火材料稍多,但制造和耐火材料的砌筑都较容易。 平底制造简单,但因有死角,砌筑时耐火材料消耗较大,很少 采用。
炉壳上沿的加固圈用钢板或型钢焊成。在大中型电炉上 都采用中间通水冷却的加固圈,以增加炉壳的刚度,防止炉壳 由于受热而变形,保证炉壳与炉盖接触严密。近年来,炉壳加
图3-5炉壳
I-炉壳底;2-炉身壳;3—加固圈
固圈部分高度不断增大,渣线以上部分均通水冷却,使炉壳变成一个带夹层的水冷炉壳。水冷炉 壳提高了炉墙的寿命,但会造成一定的热损失。
• 56 ■ 3电炉设备
图3-6炉壳底的3种形式 a—平底;6-截头圆锥形;C—球形
B炉盖圈
炉盖圈要承受拱起的炉顶砖的重量和热膨胀的作用力。 炉盖圈应通水冷却,防止变形,其直径应大于炉壳直径,使全 部炉顶重量施加于炉壳加固圈上而并非炉壁上。 ,
现代炼钢电炉由于变压器功率提高、生产节奏加快,炉盖 大部分采用水冷结构,只是在电极区由少部分耐火材料砌筑, 这样提高了炉盖寿命。炉盖圈与炉壳之间必须有良好的密 封,否则高温炉气会逸出,不仅增加炉子的热损失和使冶炼时 造渣困难,而且容易烧坏炉壳上部和炉盖圈。为了使炉盖在 炉子倾动时不致滑动,在炉壳上应安装阻挡用螺栓或挡板。
C炉门
炉门包括炉门盖、炉门框、炉门坎和炉门升降机构等几部 分。对炉门的要求是:结构严密,升降简便灵活,牢固耐用,同 时各部分便于拆装。炉壳直径在5m以下的炼钢电炉通常只 设一个工作门和出钢槽(或出钢区)。大型炼钢电炉有时在炉 壳侧面增设一个操作工作门。电炉工作门要易于开关,以减 少高温辐射热损失并要便于操作。一般常采用液压和电动升
降控制的工作门。
D炉衬
电炉常采用碱性炉衬,炉底可分成工作层、支持层和绝热层三层。
中小型电炉工作层常采用镁砂打结,厚度约250 mm,要求镁砂中MgO含量不小于95%。大 中型电炉工作层一般采用含Mgo达95%的、用焦油浸渍过的烧结镁炭砖砌筑。
支持层的厚度可达50Onun,通常用含MgO 90% ~98%的镁砖。
绝热层用作增加整个炉底的热阻,以减少钢水纵深的温度差。
渣线区的耐火材料应能抵抗高氧化铁的炉渣侵蚀,因此采用含高MgO的烧结镁砖或镁炭 砖。合适的喷补炉材料对提高渣线寿命相当关键。
含可203大于70%的高铝砖是国内最普遍的炉顶兹。有些炉顶在局部用碱性砖,使寿命延 长,如锋镁砖。
电炉炼钢过程中,含FeO、CaO、SiO2和Ak03的炉渣以及炉尘会喷溅到炉壁上,和炉壁相湿 润,这样会向耐火材料的气孔中渗透,表面层会被渣化,如果由于机械原因或冲击而剥落,就会造 成炉壁的损坏。
E水冷挂渣炉壁
电炉使用耐火材料砌筑,其使用寿命受到限制。由于电炉单位功率水平的提高,导致电炉内 热负荷的急剧增加,炉内温度分布的不平衡加剧,从而大幅度地降低了电炉炉衬的使用寿命。因 此,采用水冷挂渣炉壁和水冷炉盖已成为提高超高功率电炉炉衬使用寿命、促进超高功率电炉炼 钢技术发展的关键技术。
采用水冷炉壁的优点在于,能加大炉子的输入功率以缩短炉料熔化时间,提高生产率,同时 减少耐火材料消耗。各种形式的水冷挂渣炉壁和水冷炉盖,都具有一定的散热能力和相应的挂 渣能力,它可以成倍地提高电炉炉衬和炉盖的使用寿命,大幅度地降低耐火材料消耗,而且运行 安全可靠。
电炉水冷挂渣炉壁的结构分为铸管式、板式或管式、喷淋式等。
3.1现代电炉炼钢设备• 57 •
a铸管式水冷挂渣炉壁
图3 -7为铸管式水冷挂渣炉壁。其内部铸有无缝钢管做的水冷却管,炉壁热工作面附设耐 火材料打结槽或镶耐火砖槽。该结构特点为:
(1)具有与炉壁所在部位热负荷相适应的冷却能力,适于炉壁热流55.5 kW/n?的条件。
(2)结构坚固,具有较大热容量,能抗击炉料撞击和因搭料打弧以及吹氧不当所造成的过热。
(3)具有良好的挂渣能力,易于形成稳定的挂渣层,能适应炉内热负荷的变动,能通过挂渣 层厚度的变化调节炉壁散热能力与炉内热负荷相平衡。
(4)管式冷却,冷却速度快,不易结垢。
b板式和管式水冷挂渣炉壁
板式水冷挂渣炉壁如图3-8所示。它用锅炉钢板焊接,水冷壁内用导流板分隔为冷却水流 道,其流道截面可根据炉壁热负荷来确定,热工作表面镶挂渣钉或挂渣的凹形槽。
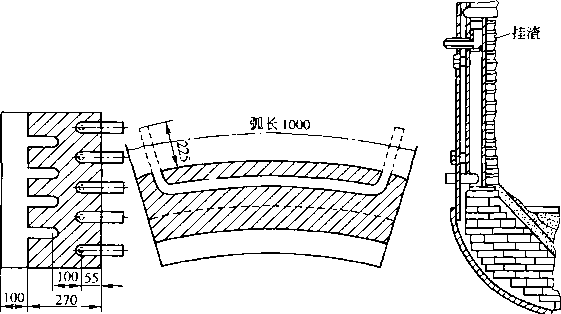
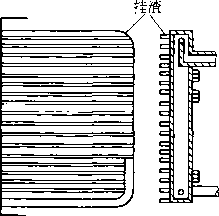
图3-7铸管式水冷挂渣炉壁
图3-8板式水冷挂渣炉壁
管式水冷挂渣炉壁如图3-9所示。它用锅炉钢管制成,两端为锅炉钢管弯头或锅炉钢铸造 弯头,由多支冷却管组合而成。
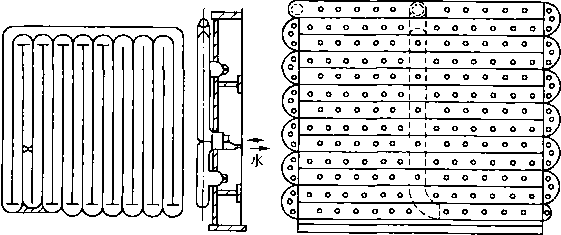
图3-9管式水冷挂渣炉壁
。一密排垂直管;6—密排水平管
板式或管式水冷挂渣炉壁结构的特点为:
(1)适于炉壁热流0.22 ~ 1.26 MW/m2的高热负荷,适用于高功率和超高功率电炉;
• 58 ∙ 3电炉设备
(2)具有一定厚度的钢结构的板式或管式水冷壁,其结构坚固,能承受炉料撞击或炉料搭接
打弧以及吹氧不当造成的过热;
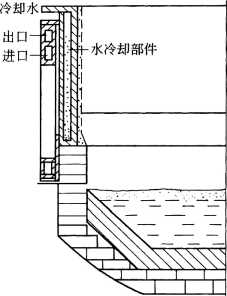
图3-10板式或管式水冷 挂渣炉壁水冷系统
设置耐火材料电极孔。
(3)具有良好的挂渣能力,通过挂渣厚度调节炉壁的热 负荷;
(4)利用分离炉壳,易于水冷壁更换,同时可将漏水引 出炉外,以保证水冷挂渣炉壁的安全操作,如图3 - 10所示。
F水冷炉盖
电炉水冷炉盖的结构主要由水冷管构成,根据水冷却管 的布置,将其结构分为管式环状、管式套圈和外环套圈组合 式、管式环状与耐火材料组合式等。
水冷炉盖根据需要开设多个孔,包括3个电极孔、装辅助 料孔、气体排放(除尘)孔等。三相交流电炉需3个电极孔,直 流电炉可以有1个或2 ~3个孔。由于电极自身被加热,电极 孔应由具有良好导热性的水冷却管组成的金属环(电极密封 圈)构成。
管式环状与耐火材料组合式水冷炉盖使用较多。炉盖 水冷管布置为环状水冷,炉盖中心部分使用耐火材料,其中
3.1.1.2 电极夹持和升降系统
炼钢电炉电极夹持和升降系统包括电极密封圈、电极夹持器、电极横臂、电极立柱、电极升降 机构等。
A 电极密封圈
为了使电极能自由地升降,以及防止炉盖受热变形时折断电极,要求电极孔的直径应比电极 直径大40~50mm。电极与电极孔之间这样大的间隙会造成大量的高温炉气逸出,不仅增加了 热损失,而且容易造成炉盖上部的电极温度升高,加剧氧化损失,使电极变细从而易折断,为此需 采用电极密封圈。此外,密封圈还可以冷却电极孔四周的炉盖,提高炉盖的寿命,以及有利于保 持炉内的气氛。
密封圈的形式很多,常用的是环形水箱式,如图3-11。所示。它是用钢板焊成的,为了减少 电能的损失,不宜做成一个整环,在圆环上应留有20~40 πιm的间隙,或在分开处嵌入一块非磁 性材料的钢板,以避免造成回绕电极的闭合磁路。在大型电炉上,密封圈是用非磁性钢制成的。
图3-11电极密封圈
。一环形水箱式;6一蛇形管式
3. I现代电炉炼钢设备• 59 •
有些电炉上也用蛇形管式密封圈,如图3 - Ilb所示。它是 用无缝钢管弯成,对电极冷却作用良好,但密封性差,易被烧坏, 现在很少使用。国外还有采用气封式电极密封圈的,如图3 -12 所示,它是从气室喷出压缩空气或惰性气体冷却电极,并阻止烟 气逸出。
电极密封圈的外径为电极直径的1.5 ~2. O倍,内径比电极 直径大20 ~40 mm,高度约是电极直径的0. 9 ~ L 0倍。
密封圈及其水管应与炉盖圈绝缘,以免短路。如果炉盖砖 在高温下电阻不够(尤其是中心部分)或是密封圈对地绝缘过 小,密封圈有时会与电极发生电弧而被击穿。

图3-12气封式电极密封圈
图3-13电极夹持器
B电极夹持器
电极夹持器有两个作用:一是夹紧或松放电极;二是把 电流传送到电极上。电极夹持器由夹头、横臂和松放电极 机构等三部分组成,如图3-13所示。
a夹头
夹头可用钢或铜制成。铜的导电性能好,冠阻小,但机 械强度较差,膨胀系数大,电极容易滑落,而且铜夹头造价 较高,很多炼钢厂改用钢制的夹头,制造及维修容易,强度 高,电极不易滑落。
b横臂
电极夹头固定在横臂上。横臂用钢管做成,或用型钢 和钢板焊成矩形断面梁,并附有加强筋。横臂上设置与夹 头相连的导电铜管,铜管内部通以冷却水,既冷却导电铜 管,又冷却电极夹头。横臂作为支撑用的机械结构部分,与
电极夹头和导电铜管之间需要很好绝缘,而且导电铜管与支撑的机械结构之间应有足够的距离。
大型电炉横臂的机械结构是用无磁性钢做成的,以避免横臂机械结构产生涡流发热。横臂的结 构还要保证电极和夹头位置在水平方向能做一定调整。
近年来,在超高功率电炉上出现了一种新型横臂,称为导电横臂。它由铜钢复合板或铝钢复 合板制成,断面形状为矩形,内部通水冷却,取消了水冷导电铜管、电极夹头与横臂之间众多绝缘 环节,使横臂结构大为简化;同时也减少了维修工作量,减少了电能损耗,向电炉内输送的功率也 可以增加。
C松放电极机构
夹紧和松放电极的方式很多,有钳式、楔式、螺旋压紧式和气动弹簧式等几种。
现在广泛采用的是气动弹簧式电极夹持器,它利用弹簧的张力把电极夹紧,靠压缩空气的压 力来放松电极。这种夹持器又分顶杆式和拉杆式两种。
弹簧顶杆式夹持器如图3 - 14所示。它依靠弹簧的张力通过顶杆将电极压于夹头前部,在 汽缸通入压缩空气后,通过杠杆机构将弹簧压紧,电极被放松。
弹簧拉杆式夹持器如图3-15所示。它依靠弹簧的张力带动拉杆,再通过杠杆机构将电极 压紧于夹头后部。通入压缩空气后,弹簧被压紧,电极被放松。一般认为拉杆式较好,因为顶杆 式的顶杆受压容易变形;同时,在高温下工作的夹头(尤其是铜制的)前部容易变形,造成电极与 夹头间接触不良而发生电弧。
• 60 ∙ 3电炉设备
图3-14气动弹簧顶杆式夹持器示意图
1 一夹头;2-电极;3-压块;4-顶杆;5-弹簧;6-杠杆机构;7-汽缸
图3-15弹簧拉杆式电极夹持器示意图 1—拉环;2-杠杆机构;3—拉杆;4-弹簧;5-汽缸;6-电极
弹簧式电极夹持器还可以采用液压传动,其工作原理与气动的相同,只是油缸离电极要远 些,最好采用水冷。
C电极横臂和电极立柱
横臂用来装设电极卡头和导电铜管,必须有足够的刚度,在较大的炉子上横臂采用水冷,在 传送极大电流的超高功率电炉上,中间相的横臂有时用奥氏体不锈钢制作。中间相立柱的上半 部分也如此,目的都是为了减少电磁感应发热。图3 - 16为电极导电横臂及母线示意图。
图3-16电极导电横臂及母线示意图
D电极升降机构
a电极升降装置的类型
电极升降装置根据横臂和立柱的连接方式不同可分成两大类:一种是固定立柱式(也称升
3.1现代电炉炼钢设备• 61 •
降车式);一种是活动立柱式。如图3-17所示。
图3-17电极升降装置简图 ɑ-固定立柱式;6-活动立柱式
固定立柱式电极升降装置的3根立柱下端固定于炉体或放置于炉体的摇架上,立柱用横梁 互相连接,以增加刚性。横臂上装有4个或8个滚轮,相当于一个升降小车,升降时,滚轮沿立柱 滚动。
活动立柱式的横臂和立柱联结成一个"「”形支架,一起在固定的框架内升降。框架固定在
炉体的摇架上,框架内装有滚轮,活动立柱沿滚轮升降。 b电极升降机构的工作方式
电极升降机构必须满足下列要求:
(1)升降灵活,系统惯性小,启动、制动快。
(2)升降速度要能够调节。上升要快,否则在熔化期易造成短路而使高压断路器自动跳闸;
下降要慢些,以免电极碰撞炉料而折断或浸入钢液中。
电极升降机构有液压传动和电动两种方式。
电动传动的升降机构如图3 -18所示,通常用电 动机通过减速机拖动齿轮齿条或卷扬筒、钢丝绳,从而 驱动立柱、横臂和电极升降。为减少电动机的功率,常 用平衡锤来平衡电极横臂和立柱自重。电动传动既可 用于固定立柱式,也可用于活动立柱式。
液压传动升降机构如图3-19所示。升降液压缸 安装在立柱内,升降液压缸是一柱塞缸,缸的顶端用柱 销与立柱俊接。当工作液由油管经柱塞内腔通入液压 缸内时,就将立柱、横臂和电极一起升起。油管放液 时,依靠立柱、横臂和电极等自重而下降。调节进出油 的流速就可调节升降速度。液压传动一般只适用于活 动立柱式。
液压传动系统的惯性小,启动、制动和升降速度 快,力矩大,在大中型电炉上已广泛采用。电极升降还 要有足够的行程,电极最大行程可由式3-1确定:
L = H1 +H2 + (100 -150) (3 -1)
图3-18电动传动的电极升降机构
1 一电动机;2一转差离合器;3一电磁制动器; 4-齿轮减速箱;5-齿轮;6-齿条;7—横臂; 8—电极夹持器;9-电极;IO一支架;11 一立柱
• 62 ∙ 3电炉设备
图3-19液压传动的电极升降机构
I-横臂;2—导向滚轮;3-立柱;
4-液压缸体;5一柱塞;6—销轴;
7-密封装置;8-油管
式中 Z..电极最大行程,1nm ;
Hl—-电炉底最低点到炉盖最高点的距离,mɪ;
/——熔炼2~3炉所需电极的储备长度,mm; IOO ~ 150——考虑炉盖上涨所留的长度,mm。
3.1.1.3 炉体倾动系统
电炉炼钢过程中,根据工艺要求,炉体可以前、后倾动 便于出渣和出钢。
A对倾动机构的主要要求
带传统出钢槽的电炉炉体倾动机构,应能使炉体向出 钢槽方向倾动40° ~45。,保证炉内钢液在出钢时倒净;向 炉门方向能倾动10。~ 15。,以便于扒渣等操作。出钢时, 倾动速度应能调节,倾动时要平稳可靠,不致翻倒炉子。 另外,倾动设备的布置要安全,应考虑到漏钢和扒渣时不 致被钢液和炉渣所损坏。
B倾动机构的类型
倾动机构有侧倾和底倾两种类型。
a侧倾机构
侧倾机构如图3 -20所示。在炉壳两侧固定着两个扇形齿轮,水平齿座固定在基础上,传动 机构安装在固定底座上。倾动时,电动机经过减速齿轮带动螺杆旋转,使螺母沿螺杆的轴线水平
移动,而螺母则安装在扇形齿轴上,从而带动扇形齿轮沿水平齿座滚动,炉体随之倾动。
图3-20侧倾机构示意图
ɪ 一扇形齿轮;2-水平齿座;3-螺杆;4-电动机;5—减速齿轮;6-操纵轮;7-螺母
侧倾机构具有构造简单,不受钢液和炉渣的损害等优点,且检修比较方便。但是炉体的 全部重量都加在两个扇形齿轮上,炉壳在倾动时因受扭而容易变形,一般只适用于3 t以下的 电炉。
b底倾机构
底倾机构炉子要装在专门的摇架上,摇架两侧的扇形板支承在两对大托轮或底座上。按其 形式不同分述如下:
(1)扇形板支承在两对大托轮(或称辐轮)上,倾动时摇架沿托轮滚动,出钢槽末端的轨迹 是圆弧。如图3-21所示,倾动时电动机经过减速器带动传动齿轮,再带动扇形齿条转动,扇形 齿条固定在扇形板上,扇形板便沿托轮滚动,整个炉体随摇架倾动。
3.1现代电炉炼钢设备• 63 •
(2)扇形板支承在水平底座上,倾动时摇架的扇形板沿底座滚动,出钢槽末端的运动轨迹是 摆线。这种形式的传动机构可用液压传动,也可用丝杆或齿条传动。液压传动较平稳可靠,液压 倾动机构如图3-22所示。
图3-21底倾机构简图
1-扇形齿轮;2-传动齿轮; 3—扇形板;4 一托轮
图3-22液压倾动机构示意图
I-油缸;2-摇架;3—底座;4一导钉
倾动时工作液进入液压缸,液压柱塞杆推动摇架,摇架沿水平底座滚动,带动炉体倾动,为防 止摇架和水平底座发生相对滑动,在它们的整个接触面上,分别加工成一排孔(导钉孔)和与之 相配的凸出物(导钉)。
(3)扇形板支承在弧形底座上,倾动时摇架的扇形板沿弧形底座滚动,出钢槽末端的水平位 移最小;但是制造困难,所以很少采用。
不论采用哪一种支承方式,为了使炉子不会翻倒,都必须使炉子的重心低于其旋转中心。炉 子倾动到极限位置时重心也不能跑出扇形板与底座(或托轮)的接触点之外。倾动速度一般为 0.7。~1.2。八,炉子容量大时速度应小一些。
3. 1. 1.4 电炉的其他机械装置
A水冷装置
为了提高电炉的使用寿命和改善炉前的操作条件,电炉的许多部位是用水冷却的。通常用 水冷却的部位有电极夹持器、电极密封圈、炉壳上部、炉门盖、炉门框、炉盖圈等,现代电炉还采用 了水冷炉壁和水冷炉盖。
水冷构件的出水口设在构件的最高处,而进 水管设在构件的最低处,如图3 -23所示。冷却 水从水冷构件的最下部流入,从最上部流出。这 样可以保证热量迅速散去,使构件能均匀冷却。 如果出水管在下面或低于构件上部水平面时,构 件上部就会形成空气和水蒸气“袋”(见图 3-23b,c),使构件中热水和热汽不能顺利排 出,冷水也不能顺利进入构件,构件上部就很容 易损坏。考虑到水冷构件有水蒸气产生,所以出 水管的断面应比进水管断面稍大些。所有水冷 构件和进出水水管都应安装在钢水面以上,以免 漏钢时遭受损坏和引起事故。
图3 -23进出水管的合理布置 α-正确;6,c一不正确
• 64 ∙ 3电炉设备--------------------------------------------------------
每个水冷构件应有单独的开关,以便调节水的流量和更换水冷件。水冷系统还应设有便于 观察的排水箱(集水槽),以检查冷却水的循环情况及测量水竹流量和温度。输入水的压力应大 于0.2 MPa,出水温度应小于45 ~50七。
B电炉的排烟集尘
与氧气转炉炼钢一样,电炉炼钢过程中要产生大量烟尘,必须经过除尘处理、达到环保要求 后才能排放。图3-24为电炉炼钢除尘示意图。
钢包炉\ /
图3-24电炉炼钢除尘示意图
集尘器有很多种,如静电除尘、温式文氏管洗涤器和布袋过滤等。布袋过滤在电炉上用得最 多,以织物制成的过滤布袋放于布袋室中,这种系统的设备较简单并且可靠,布袋对电炉飘尘的 过滤效果较好,布袋室也易于扩建以增大容量;缺点在于进入布袋室的烟气必须先冷却到布袋织 物能承受的温度。
a电炉烟气和烟尘
电炉在整个冶炼过程中均产生烟气,不同时期烟气量不同。
氧化期吹氧时,烟气量最大;其次是熔化期。炉内排烟方式的排烟温度为IOoO ~ 1400七;炉 外排烟方式的排烟温度为100 ~ 160七。
全封闭罩和电炉炉内排烟相结合,这也是国际上采用较多的电炉排烟方式。在正常操作时, 排烟设施是以电炉炉内排烟为主的,当电炉出钢、加料时则以全封闭烟罩为主。在电炉炉内排烟 时,炉体各孔隙外漏的烟尘也由全封闭烟罩捕集。
b烟尘调节
烟尘调节的目的首先是保证除尘操作的安全,因为电炉烟尘中含有浓度很高的一氧化碳和 氢等可燃性气体,有发生爆炸的危险,所以必须调节烟尘,使烟气成分中可燃气体的浓度不处于 爆炸的极限范围,及时地把烟气中的可燃气体燃烧掉。其次是保证除尘操作顺利进行,因为从电 炉中直接抽出废气温度很高,需要经冷却后才能进行净化处理。此外,为了保证除尘操作的高效 率,有时需要调节废气的湿度,适当地增加湿度以提高净化系统的除尘效率。
C烟气净化设备
根据国内外实践经验,适合处理电炉烟尘的净化设备一般分为滤袋除尘器、电除尘器和文氏 管洗涤器等三大类,其中以滤袋除尘器应用最广。
滤袋除尘器的净化效率高而且稳定,维护费用低,滤袋使用期较长,排放气体含尘量不高于 50 mg/n?,设备价格远低于电除尘器,因而在国内外均得到广泛的推广和应用。
..........................................3.1现代电炉炼钢设备.65 •
滤袋除尘器如图3-25所示。烟尘由进气管进入除尘器内,经分布管道分配到各组滤袋,过
滤后的气流通过阀门由管道排出。
过滤下来的粉尘落入灰斗中,滤袋悬挂在支架上,通 过机械振动使滤袋得到清灰。通常是分组清灰,为了使清 灰取得较好效果,当该组滤袋在用机械振动清灰时打开反 吹风气阀,使反吹风气流进入滤袋内,使用的滤袋料常常 是涤纶和月青纶,耐温仅135七,如用玻璃纤维作袋料,其耐 温为250七,所以废气必须用水冷和兑入冷风等方法将废 气冷却到允许温度之后,才能进入滤袋室。
文氏管洗涤器易使高温烟气冷却,只设置一级降温文 氏管即可使气体达到常温,再紧跟设置二级或三级文氏管 系列,就能获得排气含尘浓度小于10 mg∕m3的净化效果。 但由于其系统阻力损失大,洗涤水和污泥等二次污染处理 耗资很大,因此自进入20世纪70年代以后已很少再使用。
电除尘器净化效率高,排气含尘浓度约5 mg/m3,维护 费用较低,使用寿命长,但设备投资费用大。电除尘器适 宜的烟尘电阻率为W8 ~10" O ∙ cm,而电炉烟尘的电阻 率通常高于10" ∩ ∙ m,因此选用电除尘器时必须首先考
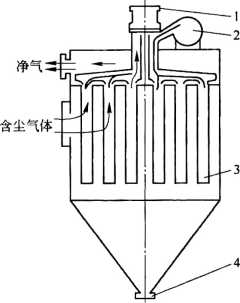
图3-25滤袋除尘器
I-反吹管传动;2—反吹风机
3一滤袋;4-尘粒出口
虑设置增湿塔,先降低烟尘的电阻率值,而后进入电除尘器才能发挥其特性。这种除尘器在电炉
烟气净化设施中应用较少。
d电炉排烟除尘系统
采用炉内外结合排烟,滤袋除尘器除尘的电炉排烟除尘系统如图3 -26所示。
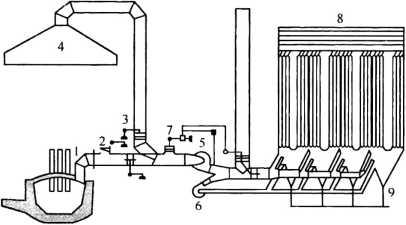
图3-26电炉排烟除尘系统
1 —炉顶排烟弯管;2-冷风进人翻板;3-换向翻板;4-顶棚大罩;5—主风机; 6一滤袋反吹风机;7-温度控制器;8-滤袋室;9-积尘卸出
C补炉机
电炉在冶炼过程中,炉衬由于受到高温作用以及钢水冲刷和炉渣侵蚀而损坏,每次冶炼后应 及时修补炉衬。人工补炉的劳动条件差、劳动强度高、补炉时间长、补炉质量受到一定限制,因此 现在广泛采用补炉机进行补炉。
补炉机的种类很多,主要有离心式补炉机和喷补机两种。
离心补炉机的效率比较高。这种补炉机用电动机或气动马达作驱动装置。图3-27所示为
• 66 ■ 3电炉设备---- 离心式补炉机,其驱动装置采用电动机。电动机旋转通过立轴传递到撒料盘,落在撒料盘上的镁 砂在离心力作用下,被均匀地抛向炉壁,从而达到补炉的目的。
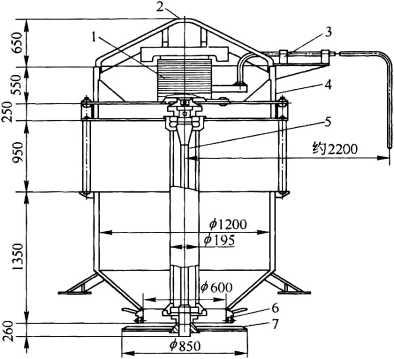
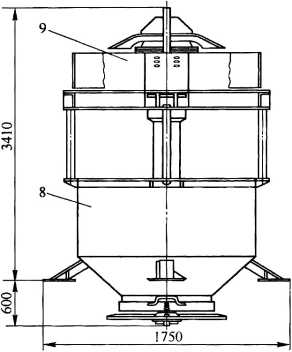
图3-27离心式补炉机
(料仓容积0. 8 m3 ,抛料能力2000 kg∕min,电动机特性:RoR-2. 7 kW,250 r∕min) 1 一电动机;2-吊挂杆;3-带挠性电锤的托架;4-石棉板;5—传动轴; 6-调节环;7一撒料盘;8—料仓;9-电动机外罩
喷补机是利用压缩空气将补炉材料喷射到炉衬上。从炉门插入喷枪喷补,由于不打开炉盖, 炉膛温度高,对局部熔损严重区域可重点修补,并对维护炉坡、炉底也有效。留钢操作时、熔炼过 程中,炉底不能修补。与转炉喷补机一样,电炉喷补方法分为湿法和半干法两种。湿法是将喷补 料调成泥浆,泥浆含水量一般为25% ~30% ;半干法喷补的物料较粗,水分一般为5% ~ 10% o 半干法和湿法喷补装置与转炉使用喷补装置相同。喷枪枪口形式如图3-28所示。喷枪枪口包 括直管、45。弯管、90。弯管和135。弯管4种形式。喷补料以冶金镁砂为主,黏结剂为硅酸盐和磷 酸盐系材料。
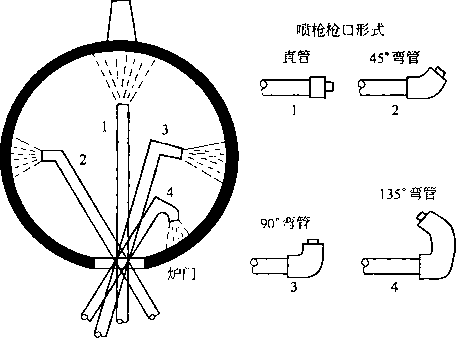
图3 - 28 4种喷枪枪口形式与喷补炉衬部位示意图
3. 1现代电炉炼钢设备• 67 •
D风动送样装置
炼钢过程中,为了掌握钢水的化学成分,保证冶炼过程正常进行,需将试样送化验室分析。 由人工将试样送交化验室的速度慢,时间长,会影响炼钢进度,所以现在很多厂已使用风动送样 装置,实现了送样工作的机械化与自动化。
风动送样装置由收发柜.分向道岔、管路系统和电气控制系统组成。收发柜用于收发试样, 它由差动汽缸进行控制。正常情况下,差动汽缸口的活塞杆使收发柜闭合并密封,当需收发试样 时,活塞杆在差压作用下打开收发柜,完成收发试样动作。具有支路的输送系统,在转向处必须 设置分向道岔以进行分向工作。
风动送样装置的使用和操作非常简便,将试样或分析结果装进送样盒,然后按动开门按钮, 将送样盒放入收发柜内,再按关门按钮,送样盒就以10 ~ 15 S∕min的速度发送到指定地点。
3. 1. 1.5 电炉主要工作参数
1套电炉炼钢设备,包括三个主要参数:
(1)炉子容量G(t)。可以用炉子实际的出钢钢水量或是废钢铁料装入量来表示,两者之间 有固定的联系。炉子容量G是冶金操作、生产管理、车间设计等各方面的基础。在炉衬的一个 炉役期间,出钢量有少量变动,可以取平均的整数值。
(2)炉壳直径Z>k(m)。用炉缸平面上的炉壳的内径值,这个参数直接反映了炉子的实际大 小,因而可以知道炉子其他各部分甚至附属部分的尺寸。炉壳直径决定车间占地面积和高度。
(3)变压器容量(额定功率)Pe(MV ∙ A)。一方面,电炉变压器容量决定与其配套的所有的 高压电器参数,以及上级变电所的相应容量;另一方面,它又决定电炉设备的输入功率P和电弧 功率Ph,因而也影响炉料的熔化速率。
3.1.2供电系统
3.1. 2.1 供电系统的组成
一般炼钢电炉以三相交流电作为供电电源,按直接加热的原理工作,利用电弧的弧光熔化和 冶炼金属。电弧是电炉中3个石墨电极与炉膛内炉料之间通过强大的电流而产生的。电炉炼钢 主要是电能转变为热能而使炉料熔化进行物理化学反应的过程,而完成这种能量转变的主要设 备就是电炉电气设备。电炉电气设备完成的任务主要有:
(1)为获得工艺要求的强大电流,用电炉变压器把高压变为低压,提供电能;
(2)为使电弧电流和电压保持在一定的水平上,电炉装有电极自动调节器,冶炼中随时调节 电极和炉料之间的电弧距离为一定值。
电炉的电气设备主要分为两大部分,即主电路和电极升降自动调节系统。主电路(高压电 缆至电极)的任务是将高压电转变为低压大电流,作为电源输给电炉,并以电弧的形式将电能转 变为热能。电极升降自动调节系统的任务是根据冶炼要求,通过调整电极和炉料之间的电弧长 度,调节电弧电流和电压的大小。
电炉供电线路(主回路)原理如图3 -29所示,该线路可分为以下几个部分:进线隔离开 关一高压断路器-电抗器—电炉变压器—短网一电极。
电炉变压器的特征是低压侧电流非常大,因此应将它安装在由它供电的电炉附近。使用高 功率变压器对于冶炼优质钢工艺具有特殊意义。高功率变压器可以加快固体炉料熔化;在氧化 期,可从高功率变压器取得产生强烈沸腾和迅速提高钢液温度所必需的功率。
为了监视电炉变压器的运行情况和掌握电力情况,供电线路上装有各种测量仪表,但由于电 炉一次侧电压高,二次侧电流大,线路上必须配置电流互感器和电压互感器,以保证各种测量仪
• 68 ∙ 3电炉设备
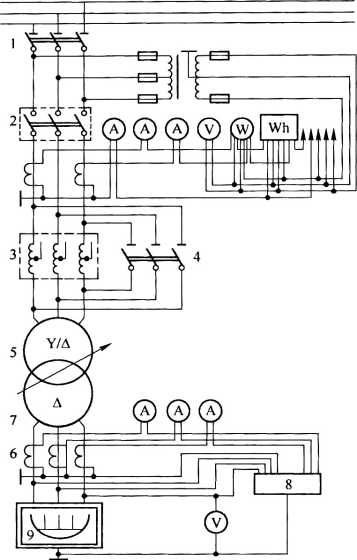
图3-29电炉供电线路原理图
I-进线隔离开关;2—高压断路器;3-外附电抗器;
4 一电抗器分离开关;5一电炉变压器;6—电流互感器;
7—短网;8-调节器;9—电炉
正常工作及操作人员的安全。
电炉在运行中,要考虑各种故障及 非正常工作现象发生的可能性。例如, 在运行中最普遍的,同时也是最危险的 故障就是各种原因引起的短路。为此, 系统必须设有信号装置和保护装置。 信号装置的作用为:虽然有时电气设备 正常的电气情况被破坏,但设备元件并 没有损坏,所以不必切断电路,而只需 发出信号以引起操作人员的注意,或通 过自动调节装置来改正即可。保护装 置的主要用途为:当电气设备发生故障 时,可通过高压断路器使电炉变压器供 电线路自动分开,切除故障,防止设备 损坏。
在炼钢过程中,由于炉料的熔化、 塌料、钢水沸腾等原因,电极与炉料之 间的电弧长度不断变化,引起电弧电流 和电弧电压很大的波动,因此要求快速 调节电极的位置,使电压和电流值保持 在一定的范围内。故需有电极升降自 动调节系统,电极调节装置一般都是自 动的。
为了提高钢的质量和减轻扒渣操 作的劳动强度,现代中型和大型电炉还
常在炉壳底的下面装设电磁搅拌器,当需要扒渣时,只要改变电磁搅拌器两相输入电压的接法, 钢液就会反方向流动,而将炉渣集中到炉门口一边。搅拌器的线圈是两相的,通入的是两相 0.5 ~ 1.5 Hz的低频交流电。
炼钢电炉设备的工作特点是频繁接通和断开电炉变压器,电炉变压器的接通和断开是通过 高压断路器来完成的。可见,高压断路器是在极其繁重的条件下工作的。据统计,对具有多级电 压的无励磁电动调压变压器的电炉通断频度而言,一年期间通断次数共达2. 5 ~3万多次。
3. 1. 2.2 供电系统的主电路
大型电炉炼钢厂用电量很大,常常要求由输电电网(Iio ~220 kV)供电。为了保证供电,常 常由两条线路甚至两个独立电源向炼钢厂变电所的母线供电。但就供电可靠性讲,除了冷却水 外,还是允许电炉本身突然停电的,当然这将引起经济损失。
炼钢厂的中心变电站以10~35 kV的电压向位于电炉近旁的电炉变电所送电。电炉变电所 中最重要的中心设备是电炉变压器。向电炉变压器供电直至电炉中电极为止的电路称作电炉的 主电路。
如图3-29所示,电缆用作由炼钢厂中心变电所向电炉变电所的母线即向电炉变压器供电。 隔离开关1的闸刀分开时,电路中保持了一个可靠和明显的断开口,使电炉变电所中其他高压电 器和电源断开,此时可以安全地进行维护修理。高压母线架于高压瓷瓶上,用来连接各个高压电
3.1现代电炉炼钢设备• 69 •
器和变压器。高压断路器2是电炉的操作开关,用以切断电炉变压器的空载电流、工作电流和电 炉中发生短路时的工作短路电流,偶尔出现的事故短路应该由上一级的高压断路器来切断。电 抗器3用来增加电路的电抗,用以限制短路电流和稳定电弧。开关4和电抗器3相并联。不需 用电抗器时可将开关3接通而将电抗器短接。电炉变压器5的高压绕组(原边)通过电抗器、操 作开关、隔离开关等接入电源;低压绕组(副边)通过短网(大电流导体)和电弧相连。转换开关 8用来改变变压器高压绕组星形(丫)和三角形(△)的接法。有时,调节器8和变压器电压分接 开关结合在一起装在变压器油箱中。主电路中还连接有电流互感器6和电压互感器(图中未标 出),用作测量主电路中电量和保护用。
3. 1. 2. 3 电炉装置的供电系统等效电路
电炉以特高压配电,经过必要的高压变压器送至炉用变压器。电炉装置的全系统图如图3 -30
所示,由以下设备构成:(1)电炉变压 器;(2)电气室内二次导体;(3)挠性 电缆(主要为水冷电缆);(4)炉上二 次导体(最近以导电臂为主);(5)石 墨电极;(6)交流电弧(可变纯电阻)。
电弧是可变纯电阻,而除此之外 全部由电阻或感抗组成。它们具有电 弧平稳器的功能,有助于电弧的稳定。 三相电炉的电路,从导体的构成、配置 看,本质上就是三相不平衡电路,并且 以废钢或钢液形成的三相电路的中点 位置也不固定,时常进行复杂的迁移。 另外根据电弧及被加热废钢的特性, 电压及电流由正弦波变为相当畸变的 波形。
假设电流为正弦交流且三相平 衡,变压器空载电流为零。首先分析 构成它的单相等效电路,并将这些特 性换算到炉用变压器二次侧。这样 电弧电路与实际相比就简化了,用来 掌握通常情况下的作业方向十分 实用。
无限容量总路线
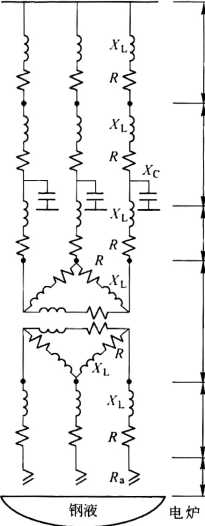
电源系统 发电站 输电站
-配电点测量位置 变电所
降压变压器
改善功率因数用电容 负荷冲击抑制装置 高次谐波过滤器
Y附加电抗器)
高压电缆
-炉子电力测量位置
炉用变压器
_电弧控制 信号输出位置
二次导体
- R:电阻
电弧 Xc:容抗
— AY:感抗
Ra:电弧电阻
图3-30电炉装置的全系统图
三相交流电炉的主电路包括母线、电炉变压器、断路器等,研究时主要考虑高电流二次侧电 路。电炉是星形联结且中点不接地、参数变化的非线性、不对称线路。将电弧作为阻抗来处理, 用以模拟交流电弧的电气特性。由此得到交流电弧的简化等效电路如图3-31所示。由电网向 电炉供电时,线路、变压器和电抗器等有一定的电阻和感抗,为了方便,折算成变压器次级的三相 交流等效电路图,如图3 -31。所示,在三相对称的情况下得到单线等效电路图,如图3 -316所 示,其中A”,是可变的。
电炉设备主回路(见图3 -3Ia)可用等值线路图3-316来代替。在此等效电路内做了下列 简化:
(1)三相系统用单相系统来代替,因为所有三相均可认为大体相同;
• 70 ∙ 3电炉设备
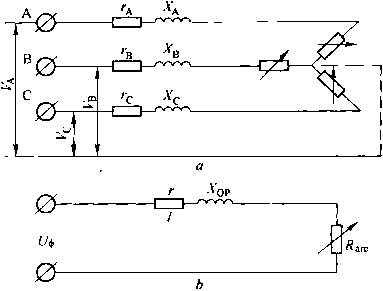
图3-31三相交流电炉等效电路 a一三相等效电路图;6一单线等效电路图 γλ 'rb trc tr -相电阻;XA ,Xb ,Xe ,Xop -相电抗;乙,% , % , 4 相电压;Rare电弧电阻
(2)电炉设备的所有电阻(电弧电阻除外)合并为一个电阻r;
(3)所有电抗合并为一个电抗Xop。线路的所有参数,均按照电工学法则换算到变压器的 二次侧。
另外,还采用了下述假定: ^
(1)电炉设备的主要参数(分"和X)均与负荷电流无关;
(2)电炉变压器的负载特性是对称的,即所有三相的电流、电压和阻抗都相同,且电压和电 流曲线均为正弦波形;
(3)电弧电阻RarC为一纯电阻;
(4)变压器的空载电流等于零。
3.1. 2.4 电炉变压器
A 电炉变压器功能
电炉变压器是电炉的主要设备,其主要作用是降低输入电压,产生大电流,供给电炉。冶炼 一炉钢首先要确定需要多少能量,以电能为主要能源的电炉炼钢首先要保证安全、稳定地提供电 能。电炉是巨大的电能用户,一台三相电炉变压器的容量可达几十兆伏安,且所需功率数值在炉 子工作期间会急剧地大幅度地波动。
炼钢电炉电弧电压低而电流大的特性,要求有专用的电炉变压器和高压电网相连接。其他 电器设备是以电炉变压器为中心,并为高压电网服务的。电炉变压器的特征是低压侧电流非常 大,因此应将它安装在由它供电的电炉附近。
a变压器对变压的量值
变压器在变换电压的同时,变换着电流和阻抗的量值。
变压器原副两绕相间存在着下列关系:
E1/E2 = Λ1∕Λγ2 = K (3 -2)
式中,E为电势,N为匝数;1,2分别代表原、副边。即原、副绕组中的电势比等于其匝数比,即变 压器的变压比K。
实践中常用5/4-2/%2,即用电压来代替电势。只有在变压器绕组中的电压降能略去 不计的条件下,电压和电势的量值才相等。
b变压器对电流的量值
3.1现代电炉炼钢设备• 71 •
按变压器磁势平衡的关系,各电流的向量之间存在下列关系式:
7,ΛΓ1 + I2N2 =I0Ni (3 -3)
在变压器正常的负载工作条件下,空载电流/。相对于原边的电流厶,很小从而可略去,假若 只注意电流的有效值而不计其方向,就能得到下列关系:
0〃2 =%∕Nl=I/K (3 -4)
C阻抗变换(折算)
变压器原边和副边的两个电压和电流不同,存在着功率相等关系,即U/d七厶,因而可将 原边和副边两个电路中的阻抗互相变换:
『2 =C 表 (3-5)
变压器绕组是用导线绕制而成的,有一定的电阻。线圈附近的漏磁通(区别于铁芯中的主 磁场)使绕组具有一定的电抗。按阻抗变换原理,可将原、副边的电阻和电抗折算到另一边,按 电工界习惯都折算到原边,这个变压器的内部阻抗被称作短路阻抗Zb,通常以额定电压的百分 数表示:
Ub =~-×↑00% (3 -6)
B电炉变压器的特点
通常电炉变压器原边由6 ~35 kV电源供电,但目前已有由60 kV以上甚至220 kV的输电电 网直接供电的电炉变压器。电炉变压器的低压大电流出线是其极为重要的一部分。出线要防止 本身和邻近结构的过分发热;出线处要防止漏油并要承受短路时的机械力量;此外,要求变压器 三相出线间的阻抗尽可能相同。
大容量的炼钢电炉变压器能分别调节每相输出电压,这要求三相变压器每相的磁路独立,每 相间的电压级差不能太大。电炉变压器负载是随时间变化的,电流的波动很厉害,特别是熔化 期,电炉变压器经常处于冲击电流较大的尖峰负载。为此电炉变压器与一般电力变压器相比较, 具有以下特点:
(1)过载能力大;
(2)有高的机械强度,经得住冲击电流和短路电流所引起的机械应力作用;
(3)二次侧电压可以调节;
(4)变压比大;
(5)二次侧电流大。
C 电炉变压器的冷却和维护运行
a电炉变压器的冷却
变压器运行时,由于铁芯的电磁感应作用会产生涡流损失和磁滞损失,也就是"铁损”;同时 线圈流过电流,因克服电阻而产生"铜损”。铁损和铜损会使变压器的输出功率降低,同时造成 变压器发热。变压器发热会使绝缘材料变质老化,降低变压器的使用寿命。温度过高还易使绝 缘失效,造成线圈短路,引起变压器烧坏。变压器工作时,要求线圈的最高温度小于95七,新型 变压器其温度计就埋在线圈之中,直接监测线圈温度。但通常的变压器是用油面温度计来表示 线圈温度的,由于油面温度与线圈实际温度之间还有一个差值,所以允许的最大油面温度还要降 低。对于油浸自冷式变压器,最大油面温度应更低些。变压器往往还规定了最大温升(变压器 的工作温度减去它周围的大气温度就叫变压器的温升)。周围大气温度一般以夏季最高温度 35七计算。在自然通风条件下,油浸自冷式变压器线圈的最大温升为60七,油面的最大温升
• 72 ■ 3电炉设备--------------------------------------------------------
为50七。
电炉变压器的冷却主要有两种方式,即油浸自冷式和强迫油循环水冷式,如图3 -32所示。
油浸自冷式的铁芯和线圈浸在油箱中,油受热上浮进入油管被空气冷却,然后再从下部进入 油箱。强迫油循环水冷式变压器的铁芯和线圈也浸在油箱中,用油泵将变压器油抽至水冷却器 的蛇形管内,强制冷却,然后再将油打入变压器油箱内。为了保证冷却水不致因油管破裂而渗入 管内,油压必须大于水压。
为了提高变压器输出功率也曾采用水冷变压器,但由于对冷却水的质量要求很高并且损失 增大,现已很少使用。
b电炉变压器的调压
电炉变压器的调压是通过改变线圈的抽头和接线方法来实现的,变压器的一次侧可以接 成星形,也可以接成三角形。当一次侧将三角形改接成星形时,二次侧的电压变为原来的1/ 芯'(即%/无=1/直)。为了获得更多的电压级数,变压器的一次侧带有若干个抽头,利用这 些抽头可以改变一次侧线圈的匝数,从而获得更多的电压比。从理论上讲,改变二次线圈也 可达到调压的目的。但是二次线圈的截面很大,在低压侧装置分接开关极为不利。电炉变压 器的低压侧通常接成三角形。带切换开关的变压器接线原理如图3-33所示。国内目前使 用的大多数是无载调压装置,在转换电压时必须先断开断路器使变压器停电。调压装置有手 动、电动和气动三种。
图3-32电炉变压器的冷却方式示意图 α-油浸自冷式汕一强迫油循环水冷式
图3-33带切换开关的变压器 接线原理图
为了减少炉子热停工时间,希望能不停电转换电压,这就需要用有载调压开关。有载调压工 作原理如图3-34所示。它由选择开关m和n JT形转换开关K和限流电阻R组成。
转换开关K和电阻R装于绝缘筒做的小箱内,小箱内装有灭弧用的油,灭弧油必须和变压 器的油隔开,不能相混。
--3.1现代电炉烁钢设备• 73 •
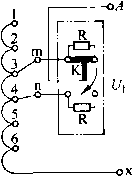
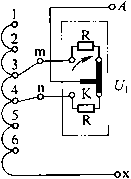


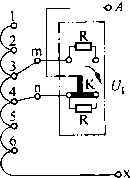
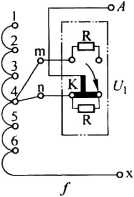
g
图3-34有载调压的工作原理图 (一相,以第3级转到第4级为例)
在改变电压时,"T”开关K可转动360°o在转动过程中,选择开关m和n与K相连接,有步 骤地从一个分接头转接到相邻的一个分接头。在转换电压的过程中高压绕组中的工作电流从未 切断,选择开关m和n也从不切断电源,在m和n分别和相邻两分接头相接时,两个电阻R用来 限制此段分接线圈中的电流。
由于有载调压操作调压时不需要变压器停电,可减少炉子热停工时间,提高生产率;对于电 网来说,可避免断电和送电造成的电压波动;并且与无载调压相比能更多地更换电压级数,更适 合所需的温度制度。但是有载调压开关如损坏,就要停炉修理或更换。
C电炉变压器的维护
电炉变压器运行中必须加强监视和维护,以避免损坏,一般应注意以下几点:
(1)电炉变压器不得长期超负荷运行,以避免线圈和油面温升超过允许值。过载运行时,虽 然油面温升未超过允许值,但线圈内局部的温度可能已超过允许值,或绝缘油过热而加速老化。
(2)运行中应经常注意油面温升,油面最高温度和温升不得超过允许值。
(3)经常检查油枕上油面指示的高度。油枕上有3个温度标志:+35七、+15七、-35七,表 示在各相应的冷却空气温度下。
(4)注意变压器的声音是否正常,如有反常声音则说明变压器内部或外部的电路上发生了 故障。
(5)电炉变压器周围环境温度最高为35七。如果地处南方,环境温度高于35七时,必须采 取强迫通风,以保持室内温度在35七以下。冷却水应为无腐蚀的水,温度不超过25七。
3. 1.2.5 电炉其他电气设备
A 电抗器
电抗器串联在变压器的高压侧,它可以接在线电路中,也可接在相电路中,如图3-35所 示。这两种接法是等价的。其作用是使电路中感抗增加,以达到稳定电弧和限制短路电流值 的目的。
• 74 ∙ 3电炉设备
图3-35电抗器串联接于变压器高压侧 。一接人线电路;6一接人相电路 I-电抗器;2-变压器高压线圈
电炉炼钢在熔化期经常因为塌料而引起电流很大的波动,甚至发生短路,电弧也因电流的波动 而不稳定。接入电抗器后,使短路电流不大于2.5 ~3. 5倍的额定电流。在这个电流范围内,电极的 自动调节装置能够保证提升电极降低负载,而不致跳闸停电,同时使电弧保持连续而稳定。
从外观上看,电抗器的构造与变压器很相似,也由铁芯和线圈两部分组成。为使铁芯在大电 流下不至于饱和,电抗器的铁芯是不闭合的,但电抗器只有一次绕组,它类似于变压器的高压绕 组,并与变压器高压绕组的线径相同。为保证所需的电抗值,电抗器线圈留有抽头。
电抗器具有很小的电阻和很大的感抗。当有交流电通过时,线圈便产生感应电动势,能在有 功功率损失很小的情况下限制短路电流和稳定电弧。但是,因为它的电感量大,使无功功率消耗 增加,降低了功率因数,从而影响了变压器的输出功率。因此,要很好地掌握电抗器的接入时机 及控制使用时间,以减少无功功率消耗。
小炉子的电抗器是装在电炉变压器箱体内部的;较大炉子则用单独的电抗器;20 t以上电炉 则因主电路本身的电抗相当大,一般不需要再另外加电抗器了。




图3-36短网示意图
I—电炉变压器;2—硬铜母线;3-软电缆;
4-水冷铜管;5一电极夹持器;6—电极
B 短网
电炉的短网是指变压器低压侧的 引出线至电极这一段传导低压大电流 的导体,在欧美称作大电流线路。从 电气特性来看,石墨电极也包括在内。
这一段线路不长,约10 ~20 m,但 是导体的横截面积大,电流大。它的 电参数(电阻和电抗)对电炉装置的 工作有很大的影响,在很大程度上决 定了电炉的电效率、功率因数以及三 相电功率的平衡。
短网的结构如图3-36所示,主 要由硬铜母线(铜排)、软电缆和炉顶 水冷铜管几部分组成,电极有时也算
作短网的一部分。因为短网导体中的电流,特别是经常性的冲击性短路电流,使导体之间存在很 大的电动力,所以目前绝大多数电炉的短网都采用铜来制造,很少采用机械强度较差的铝。
-3.1现代电炉炼钢设备∙75∙
从变压器低压侧出线端到变压器室外面的 软电缆接头处是硬铜母线。这段硬铜母线通常 采用矩形铜排,考虑到交流电的集肤效应和邻近∏ 口 效应,矩形铜排的高宽比一般为10 -20o有的电U U 炉为了简化结构,减少维修,采用空心铜管,中心 I
通水冷却,以提高平均电流密度。在我国目前多 数电炉的硬铜母线是采用三相平面布置,有个别 电炉采用了等边三角形布置(如图3 -37所示), 也有的采用改进平面布置。
""『DD
I HJ
ɑ A
图3-37硬铜母线的两种布置方式
a一平面布置;6—等边三角形布置
软电缆的长度应能满足电极升降、炉体倾动及炉盖旋转的需要。根据变压器额定电流的大 小,采用多根软电缆并联连接。软电缆一般为裸铜电缆,在裸铜电缆外套水冷胶管,可使允许电 流密度提高2倍左右,这样既减少电缆根数,节约铜材,又可提高使用寿命。
水冷导电铜管装在电极夹持器的上方,一头与软电缆相连,一头与电极夹头相连。水冷铜管
管壁厚度一般为10 mmo
为了减少短网的电阻和感抗,要尽量缩短短网的长度;导体的接头处要紧密连接;导体要有 足够大的截面,并且截面形状应采用较大高宽比的矩形截面或空心铜管;必须注意合理的布线; 导体与粗大的钢结构应离得远一些。
当电炉工作时,即使在变压器二次侧三个相的电压和电弧电流相等的情况下,三个相的电弧功 率也是不相等的。这种三相功率的不平衡,是由三相的阻抗不平衡引起的。一般短网三相导体是 平面布置的,并且相间的距离是相等的。中间相的短网长度较其他两相短,且电感也比其他两相
小,所以阻抗小。这样,中间相的电弧功率通常总是超过其他两相的。其他两相也由于感抗不同而 导致电弧功率也不相同,两相中电弧功率大的一相称为"增强相",电弧功率小的一相称为"减弱
图3-38炼钢电炉短网线路图 "一单线布法;6-双线布法 I—电炉变压器;2—硬铜母线;3-软电缆; 4-水冷铜管;5-电极;6—钢槽
相”。增强相与减弱相电弧功率增强与减弱的数值 是相等的,也就是有一部分功率从减弱相转移到增 强相去了,这种现象称为"相间功率转移”。电流愈 大,三相电弧功率的不平衡现象愈严重。
三相电弧功率不平衡对电炉炼钢是很不利的, 会造成熔池受热不均,局部炉墙损坏严重,从而降 低炉衬寿命,直接影响电炉生产率。为了减轻三相 功率不平衡的不良后果,可以采取如下措施:
(1)尽可能使短网导体对称布置,把短网由原来 的平面布置改为等边三角形布置或改进平面布置。
(2)要求近炉门的电极为增强相,进出钢口侧 的电极为减弱相。
(3)将中间相电极向炉子中心移动10 ~
20 cm。此外,为了提高炉衬寿命,也可采用不均衡 炉衬结构,在热点区域采用优质耐火材料,在非热 点区采用一般耐火材料。
(4)传统的短网线路为单线布法,应尽量实行 往返电流交叉排列双线布法,电炉短网线路如图 3 -38所示。
■ 76 ∙ 3电炉设备
C隔离开关
隔离开关用于高压电的切断,它只能在无负载
时使用,否则会跳总闸,容易出安全事故。隔离开关主要用于电炉设备检修时断开高压电源,有 时也用来进行切换操作。
图3-39隔离开关 1—框架;2—绝缘子; 3一固定触头;4 一闸刀
隔离开关的基本结构是由框架、绝缘子、闸刀和固定触 头四部分组成,如图3-39所示。隔离开关的每一相由两个 固定在绝缘子上的固定触头及可动闸刀所组成,可动闸刀用 传动机构控制。
隔离开关没有灭弧装置,只能在无负载时才可接通和切 断电路,因此隔离开关必须在高压断路器断开后才能操作。 否则,闸刀和触头之间会产生电弧而使闸刀熔化,并极易造 成相间及对地短路。为了防止误操作,常在隔离开关与断路 器之间设连锁装置,使断路器闭合时隔离开关无法操作。在 隔离开关附近还装有信号灯,以指示高压断路器接触情况。
隔离开关的操作机构有手动、电动和气动三种。当进行
手动操作时,应戴好绝缘手套并要站在橡皮垫上,以保证安全。
D高压断路器
高压断路器的作用是使高压电路在负载下接通或断开,并作为保护开关在电气设备发生故 障时自动切断高压电路。电炉使用的断路器有油开关、空气断路器和真空断路器。
a油开关
油开关的结构如图3-40所示。油箱内装 有变压器油,油开关的触头浸在油中以防止氧 化,并使触头得到散热,以及保证高压触头间和 对地绝缘可靠。当油开关断路时,动触头与固定 触头分离,产生电弧,在电弧的高温下使油分解, 产生大量气体,迫使电弧熄灭。
油开关的油必须经常调换,因为电弧的高温 会使油发生分解生成游离碳,导致油的绝缘性能 降低,油色浑浊和变黑。油也不宜过装,因为在 电弧高温下油会迅速汽化,促使油面急剧上升, 并容易引起油液飞溅和爆炸。
b空气断路器
空气断路器也是用来切断或接通交流电的 高压电气设备,与油开关相比,它具有灵敏度高、 无需换油、结构简单、维修方便等优点,避免了用
图3-40油开关构造原理图
1 一铜壳;2-铜横梁;3-活动触头;4 一固定触头; 5-排气管;6-绝缘套管;7一导电铜芯;
8一盖子;9-油标管;10-弹簧; Il—活动杆;12一变压器油
油作为灭弧介质时容易引起的火灾和爆炸事故。它特别适用于需要频繁操作的场合,所以多数 电炉上已用它来代替油断路器。
电炉常用的是电磁式空气断路器,其结构如图3 -41所示。它设计成手车式,三相 安装在同一基座上。基座内有电磁操纵机构。灭弧原理是:利用电弧在强的磁场作用下 快速进入灭弧室中,以大气作为介质,使弧柱强烈冷却和快速拉长从而达到顺利灭弧的 目的。
3.1现代电炉炼钢设备• 77 •
C真空断路器
真空断路器是利用真空进行灭弧和绝缘的一种新型断路器,适宜比较频繁的操作,在电炉上 已被推广使用。
如图3-42所示,真空断路器采用落地式结构。真空灭弧室装在上部,机构设在下面,基座 底板上前后对称地直立两排绝缘杆,共计8根,用它们来固定和支撑绝缘撑板。在这块板上按三 角形直立3组绝缘杆,共计9根,每组绝缘杆上分别装压板,真空灭弧室垂直地被压在压板和绝 缘撑板之间。电磁操作机构通过3个绝缘子,使3个真空灭弧室同时接通和断开。为了防止相 间发生意外的弧光短路现象,在相间加绝缘隔板。断路器下部有铁板制的外罩,罩上有铭牌、合 分闸指示器及供调整用的手动合闸分闸机构。
图3-41电磁式空气断路器
I—绝缘隔板;2-灭弧室;3-固定触头;
4-支柱绝缘;5一传动机构;
6-操纵机构;7-动触头
图3-42真空断路器
1 —绝缘杆;2—绝缘碗;3-真空灭弧室 4—绝缘隔板;5-外罩;6—绝缘子;
7一绝缘撑板;8-压板
真空断路器应经常保持清洁,特别要注意清理绝缘撑板、绝缘杆、绝缘子上的尘埃;并要经常 观察或测试真空灭弧室的真空度,特别要注意断路器分闸的弧光颜色。正常情况下弧光呈蓝色, 真空度降低后变为红色。如发现真空度降低时,应及时更换真空灭弧室。
电炉停、送电时,开关操作顺次是:送电时先合上隔离开关,后合上断路器;停电时先断开断 路器,后断开隔离开关。
E 电极
电极的名称来源于它是炼钢电炉主电路的极端。炼钢电炉中,电极的工作条件是恶劣的,电
• 78 ∙ 3 电炉设备-------------------------------------------------------- 极直接接触大功率电弧。在其纵向和横向产生很高的温度梯度和热应力。在炉料熔化过程中塌 料时,有可能遭到料块的机械撞击。生产中,炼钢电炉只能采用炭素材料作电极,常采用人造石 墨化电极,石墨具有下列性能:
(1)石墨加热后,直接由固态升华为气态,升华温度高达3800七。
(2)它与大部分材料不同,在温度上升时其机械强度上升。
(3)相对于其他材料,石墨的导热性能好而膨胀系数较低,使石墨的抗热震性能较好,降低 了电极中的热应力。
(4)在石墨表面温度大于400七后会和氧气相结合。氧化量与气体中的氧含量、气体流速 和暴露时间有关。在温度大于600七后,氧化过程将变得很激烈。
(5)石墨易于机械加工,可使电极两端的螺纹接头座和螺纹接头有较高的加工精度,使电极 接头处接触良好,使机械应力分布较好。
(6)与某些高熔点金属(如鸨、铝、祖等)相比,石墨的价格便宜。
电极消耗一般有下列三种情况:
(1)电极端面消耗。主要是由于在电弧高温下不断升华;由于电弧温度极高,在炉料熔化过 程中较冷的废钢会使电极冷却,在电极中产生的热应力使电极剥落;在大电流下电弧剧烈向外偏 移。在渣层较厚时,电极端和渣液相接触而被部分熔解。
(2)电极侧面消耗。它是指电极圆柱体表面被氧化消耗。在温度超过400七时,氧气即能 渗入石墨表面发生氧化;在温度超过550 ~600七时电极表面氧化加剧。电极附近的氧浓度和气 流速度对电极氧化损失有较大影响。一般氧气燃料烧嘴、吹氧操作和除尘排气等都会影响电极 消耗。
(3)电极折断损失。在炉料熔化过程中由于炉料塌落造成的电极折断损失。
石墨电极制造过程复杂、生产周期长,因此,炼钢电炉的石墨电极价格较高,特别是直径大的 超高功率电炉所使用的电极价格更高。电极消耗的指标直接影响电炉炼钢生产成本。从电炉炼 钢成本角度看,原料成本(废钢、耐火材料、渣料及铁合金等)约占总成本的60%以上,电极占总 成本的6. 2%左右。因此,电炉炼钢中,要尽可能降低电极消耗,这样才能降低成本,提高企业的 市场竞争力。
F 电弧
电弧是电炉炉内的一个热源,它影响炉中的热工状况。由于电弧本身的特点,它决定电炉设 备的电气特性。
所谓电弧,就是阴极和阳极间放电的一种形式。在弧柱内,随着内部能量的增大,一部分的 分子会离解成原子,进而激励一电离,形成等离子体,它不同于固体、液体和气体,属于物质的第 四态。电弧各部分的温度为:阴极点3500 ~4000七;阴极附近的弧柱最高温度为15000 ~ 20000七;弧柱外侧最高温度为6000七左右,越靠近内侧温度越高。交流电弧与直流电弧不同。 交流电弧的电压及电流每一个周期会改变两次方向,即采用50HZ电源,其电压及电流在1秒内 从零点通过的次数为100次,并且改变方向。当电流减小时,弧柱内的带电粒子会再次结合,等 离子状态趋于消失。在这种等离子状态消失之前,如果有附加逆电压且有电流,电弧就会持续。 交流电弧比直流电弧易于熄灭。稳定电弧的主要因素有:大电流、短电弧、大的电抗百分比、高的 电源频率;炉气流动越少,电弧越稳定;炉气压力越高,电弧越稳定;炉渣,特别是泡沫渣的存在, 提高了电弧的稳定性;受外部磁场影响,越少的电弧越稳定。
G 电磁搅拌器
电磁搅拌器如同巨型感应电动机的一段定子线圈,而钢水就相当于该电动机的转子。搅拌
3. 1现代电炉炼钢设备• 79 •
器的两相线圈通以相位差90。的交变电流在线圈上面 和钢水中产生一个直线移动的磁场,钢水将随着磁场 移动而移动,更换相电流厶和厶的方向,磁场移动方向 改变,钢水运动方向也随之改变。
为了让磁通进入钢水,有两点需要注意:
(1)电炉炉底壳的钢板需用无磁性钢制作;
(2)搅拌器电流频率应很低,如0.5 ~0. 2 Hz,目前 采用晶闸管低频电源供电。
电磁搅拌设备的价格要占炉子本身的30% ~ 40% ,只有少量电炉采用。
将电磁搅拌器装于钢包的壁上,形成电磁搅拌式 的钢包精炼炉(见图3-43)。
电炉或钢包装设的搅拌器,容量常在350 ~ 700 kV ∙ A
图3-43钢包电磁搅拌
范围内,钢水中的搅拌力大约为200 ~500 Pa,钢水平均运动速度约为0. 5~1.0 m∕so
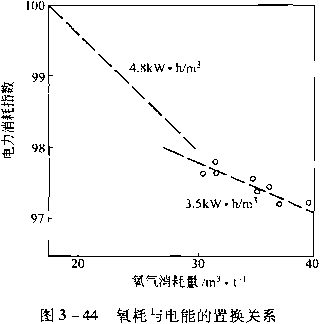
3.1.3供氧系统
3. 1. 3.1 供氧设备
现代电炉炼钢向熔池中吹入氧气,主要是利 用氧气在一定温度下与钢铁料中的铁、硅、橘、碳 等元素发生氧化反应,放出大量的热量,提高熔池 温度,使炉料熔化,从而起到补充热源、强化供热 的作用。生产实践表明,采用吹氧操作,可以使熔 化时间缩短30 min左右.每吨钢电耗下降80 ~ IOOkW ∙ h,钢的质量明显改善。电炉炼钢过程 中,吹氧对降低电耗、缩短冶炼时间有显著的效 果。图3-44为不同吹氧条件下氧气用量与电能 置换的关系。
电炉炉内吹氧方式有多种,根据吹氧部位不
同可将其分成炉门吹氧、炉壁吹氧、EBT吹氧(偏心炉底出钢口处吹氧),由此又发展出各种不同 的氧枪。
A炉门吹氧氧枪
炉门吹氧主要用炉门枪和吹氧管。炉门枪的枪头采用拉瓦尔管形式,氧气以超声速离开枪 口,氧管外有水冷装置,图3 -45为其结构简图,表3 -1为炉门氧枪喷头主要设计参数,图3 -46 为炉门氧枪操作装置。
表3-1炉门氧枪喷头主要设计参数
|
氧气流量 (标态)/rm3 |
喷头马赫数 |
操作氧压~ /MPa |
喷头孔数 |
喉口直径 ∕mm |
喷孔出口直径 / mm |
喷孔夹角 /(°) |
|
1200 |
1.7 |
0∙6~0.8 |
1 |
21 |
24.3 |
45 |
与吹氧管相比,炉门枪的优点是加快废钢预热,提高氧气利用率,减少氧管消耗,受人为因素 影响较小。炉门枪的不足之处是喷吹距离短且相对分散,使得氧气射流对熔池的冲击力小,钢水
• 80 ∙ 3电炉设备--------------
中容易形成孔洞和喷溅,氧气利用率低。
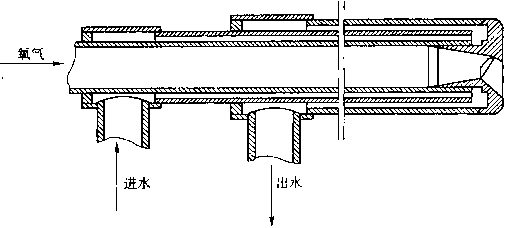
图3-45炉门枪结构简图
图3-46炉门氧枪操作装置
B炉壁吹氧氧枪
炉壁吹氧氧枪主要有普通超声速氧枪和 集束射流氧枪。
a普通超声速氧枪
普通超声速氧枪的结构与炉门枪相似,只 是在设计流量上小一些,因为通常在炉壁上要 安装2 ~3只氧枪。这种氧枪的不足之处与炉 门枪相同。
b集束射流氧枪
针对于普通超声速氧枪的不足,专家们提
出了集束射流(COherentJet)的概念。集束射流氧枪是在喷嘴外围用一燃气流包围主氧流并使 用二次氧流来实现集束射流的。其中燃气流起引导作用,因为它的燃烧,周围的气流就起了封套 的作用,使主氧流在相对较长的距离上凝聚在一起,并保持原有的速率和直径。图3 -47为其结 构简图,图3 -48为集束射流氧枪与普通超声速氧枪射流的比较。
氧气,
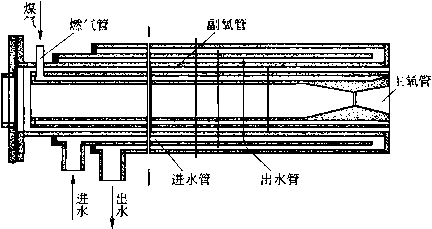
图3-47集束射流氧枪结构简图
氧枪是氧气炼钢中向炼钢炉内输送氧气的专用设备,其性能的好坏对于炼钢过程有十分重 要的影响,它直接影响到钢的质量、能耗和生产作业率。传统超声速氧枪主要缺点是:喷吹距离 短且相对分散,使得氧气射流对熔池的冲击力小,炉内氧气的有效使用率低。集束射流氧枪技术
3. 1现代电炉炼钢设备• 81 •
是—种新型的氧气喷吹技术,它很好地解决了传统超声速氧枪存在的上述缺陷。
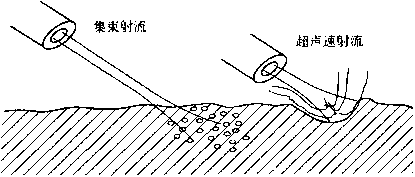
图3-48集束射流与普通超声速射流的比较
集束射流的特点王要有:
(1)在超过喷嘴直径70倍的喷吹距离内都可以保持原有的速率、直径和气体浓度及喷吹冲 击力,比任何传统的超声速氧枪都要长得多;
(2)比传统超声速喷吹带人的环境空气量要少90%以上;
(3)气流的扩展和衰减较小,因此钢水中形成的空洞和飞溅也少得多。
从图3-48可以清楚地看到,集束射流的长度远大于超声速射流的长度,而且集束射流能够 在很长的喷射距离上保持很高的集束状态,能够更好地将氧气喷吹到熔池深处。这样,更多的氧
气能够进入熔池,与熔池接触的时间也会增加。
集束射流氧枪是应用气体力学的原理来设 计的。其要点是:喷嘴中心的主氧气流指向熔 池。高的动能和喷吹速度是不足以使射流在较 长的距离上保持集束状态的,为了达到保持射 流集束状态的目的,必须用另一种介质来引导 氧气,即外加燃气流,使燃气流对主氧气流起着 封套的作用,这样主氧气流就能够在较长的距 离内保持出口时的直径和速率。图3-49所示 为COJET射流氧枪射流器的几何布局。
集束射流氧枪技术的关键是设计专用喷 嘴,该喷嘴能够以超声速的速率向电炉内输入 氧气。集束射流氧枪的出口马赫数可以达到
因此,氧气的利用率就会相应提高。
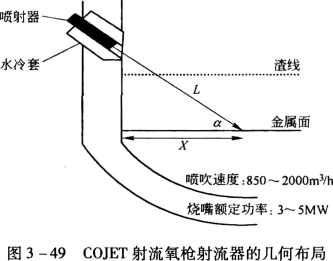
2.0左右,对金属熔池具有较高的冲击能,其射流凝聚距离能够达到1.2 ~2.1 mo由于集束射流 能量集中,具有极强的穿透金属熔池的能力,增加了氧气对钢水的搅拌强度,因此对促进钢渣反 应、均匀成分与温度、减少喷溅、提高氧气利用率、提高金属收得率和生产率都有好处,同时随着 穿透能力的增强,枪位可适当提高,使氧枪寿命提高。
对于电炉炼钢,沿炉壁圆周方向可以布置多个集束射流喷嘴,以使化学能在炉内均匀分布, 除了吹氧外,每个喷嘴还能用作炉壁烧嘴,以熔化废钢,缩短冶炼时间;还可用作二次燃烧的氧气 来源,以充分利用炉气中的化学潜热,增加炉内输入的化学能。这些功能都可以明显地提高电炉 的生产率和降低电能消耗。美国MaCSteel钢厂60 t电炉应用集束射流装置,取得的效果是:增加 产量7.2% ,节电0.7% ,降低氧耗36. 7% ,降低喷补料34. 7%。
C EBT氧枪
EBT氧枪是指位于EBT电炉的出钢口处的氧枪,其主要作用是在出钢口处吹氧,实现对出
• 82 ∙ 3 电炉设备----------------------------------------
钢口处废钢的切割、熔化、造渣及实现二次燃烧。EBT氧枪如图3 -50所示
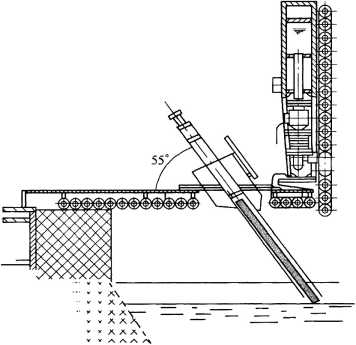
图3 -50装在偏心炉底出钢小平台的EBT氧枪
由于出钢口处炉壁较薄,不能采用强氧流吹氧,一般采用超声速氧枪设计方案,其结构简图 与炉门枪相似,只是设计価量相对小一些。表3 -2为EBT氧枪喷头主要设计参数举例。
表3-2 EBT氧枪喷头主要设计参数
|
氧气流量(标态) ∕m3 |
喷头马赫数 |
操作氧压 /MPa |
喷头孔数 |
喉口直径 / mm |
喷孔出口直径 ∕∏jm |
喷孔夹角 /(o) |
|
1000 |
1.87 |
0.6~0. 8 |
1 |
17 |
21 |
35 |
3.1.3.2 电炉二次燃烧及其设备
近年来,越来越多的电炉采用DRI、HBI、生铁块、铁水和碳化铁等高碳炉料作为电炉原料;另 外,一些钢厂向炉内喷入炭粉以利用碳氧反应的化学热来降低电耗。这样炉内钢液的碳含量就 较高,在冶炼过程中会产生CO含量较高的炉气。利用熔池上方的氧枪向炉气中吹氧,使CO在 炉内燃烧生成CO2,将化学能转变成热能,促进废钢熔化或熔池升温就是二次燃烧(Post Com-bust,PC)技术。图3-51是电炉炼钢二次燃烧示意图。
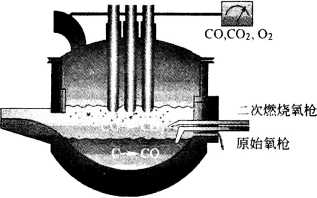
图3 -51电炉炼钢的二次燃烧示意图
电炉二次燃烧技术主要有两种:泡沫渣操作 二次燃烧技术和自由空间二次燃烧技术。自由 空间二次燃烧(炉气燃烧)技术的传热效率约为 30% ~50%,冶炼效果不很明显;而泡沫渣二次 燃烧技术是将二次燃烧产生的热量直接由炉渣 传给钢液,其传热效率约为自由空间炉气二次燃 烧技术的2倍。
二次燃烧反应放出的热量(ΔH = 20880 kj∕kg) 是一次燃烧反应放出的热量(AH = 5040 kj∕kg) 的4倍。比一次燃烧放出热量转换成电能高1倍
---3.1现代电炉炼钢设备.83.
多,前者为7. 41 kW • 11/1n3(02),后者为2.91 kW ∙ h∕m3(O2)o二次燃烧反应放出热量以对流 传热或辐射传热的形式传向炉内低温区。
二次燃烧的基本原理可用下式说明:
C(冷)+1/2。2(冷)=CO(热)+2. 25 kW ∙ h∕m3(O2)
C(热)+1/2。2(冷)=C0(热)+2.91 kW ∙ h∕m3(O2)
C(冷)+5(冷)=Co2(热)+6. 84 kW ■ h∕m3(O2)
C(热)+02(冷)=CO2(热)+7. 14 kW ∙ h∕m3(O2)
实现二次燃烧主要有三项技术:水冷氧枪、氧气流量控制和气体分析系统。欧美各厂相继开 发了大体类似的二次燃烧技术,在高水平基础上取得了节电30 ~40 kW ∙ h/t、通电时间减少 5 min左右的效果。
炭氧枪模块实际上是由1支炭枪和1支氧枪组合起来的模块,可用于炉门或炉壁。模块上 的氧枪可以是普通超声速氧枪,也可以是集束射流氧枪。这里的模块可以是指炭枪与氧枪放在 一个水冷块上形成一个块体的模块(这种形式常用于炉壁),也可以不放在一个水冷块上,只是 配合使用(像炉门炭氧枪)。这种模块组合可以在炼钢前期起到氧燃烧嘴的作用,熔清以后,可 以用来造泡沫渣。图3-52为炭氧枪模块示意简图。图3-53为PTl公司的炭氧枪模块实际安 装图。
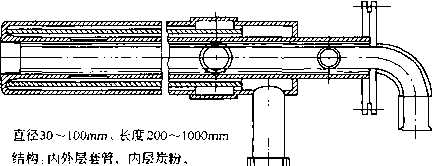
外层氧气,采用水冷结构
图3-52炭氧枪模块示意简图
1一氧枪;2TS嘴;3-炭枪;4-炭氧枪
PTI的Jel Box是一个铸铜水冷式的箱体,能够抵抗电炉的恶劣环境侵蚀,用来安装PTI公司 的氧燃烧嘴。JetBOX的安装通过炉壁,烧嘴的前端伸入炉内,在炉台上方约200 mm。传统的炭 粉喷吹装置要求炭粉的喷入射流与氧气射流达到同样的传输距离,但是直接排放系统强大的吸 力经常会干扰从炉壁吹往熔池的炭射流,使之不能有效地形成泡沫渣。与炭氧枪相比,Jet Box 克服了传统的吹氧与喷炭存在的问题,达到了预期的效果,受到各应用厂家的认可。
• 84 ∙ 3电炉设备
3. 1. 3. 3 氧—燃助熔技术及设备
A氧—燃助熔技术
电炉冶炼电耗的高低,冶炼时间的长 短,在很大程度上取决于熔化期的时间,即 取决于废钢熔化的快慢。由于熔化过程中 的热工特点,炉内存在三个冷区。尤其在采 用超高功率(高功率)电炉后,冷区的影响更 为突出。氧一燃(油、煤或天然气)助熔技术 采用纯氧助燃,火焰温度可达2700 ~28∞tC, 是强化电炉冶炼、缩短冶炼时间、降低电耗的 最经济有效的方法。这项技术已被普遍采 用,取得了降低电耗30 ~70 kW ∙ h∕t,冶炼时 间缩短5 ~20 min,成本降低5 ~ 20元/t的
图3-53 PTI公司的炭氧枪模块实际安装图
效果。
由于氧一燃助熔的目的是用最经济的方法向电炉内提供辅助能源,所以氧气与燃料的最佳 比值应是理想配比。以氧气—天然气助熔为例,表3 - 3列出了三种配比关系。
表3-3三种氧气与天然气体积配比
|
特点 |
亚理想配比<2: 1 |
理想配比=2: 1 |
超理想配比>2: 1 |
|
优点 |
富裕燃料; 碳及合金氧化最少 |
火焰温度最高; 操作效率最高 |
富氧; 切割废钢; 能更好地穿透密实的炉料 |
|
缺点 |
降低了火焰温度; 提高了废气温度 |
碳及合金氧化较高; 增加了电极消耗; 降低了化学成分可控性 |
图3-54 一种油氧燃烧嘴结构简图
实践表明,一般的氧一燃助熔工艺提供 电炉炼钢所需全部功率的15% ~30%o烧嘴 的传热效率在每炉开始(电弧效率此时最低) 时应尽快达到最大值,5 ~ 15 min后,其效率取 决于炉子特性(轻、重废钢混合比,炉子变压 器功率等)。当废钢温度升高后(即炉中废气 温度突然升高时),电极加热比氧-燃助熔变 得更加重要,烧嘴传热效率随着废钢温度升 高而降低。此时应停止助熔。
电炉的氧一燃助熔技术采用的氧燃烧嘴 主要有三种形式:天然气燃烧嘴、煤(炭)氧燃
烧嘴和油氧燃烧嘴。在布置上烧嘴应对准炉子冷区,图3 -54为一种油氣燃烧嘴结构简图。
B USTB氧枪
北京科技大学开发的多功能炉门枪(USTB氧枪)将水冷氧枪和炉门煤氧枪结合了起来,其 特点是熔化初期利用煤氧枪加热熔化炉门口废钢,两种枪共同助熔,用煤粉造泡沫渣,能够进行 脱碳和二次燃烧。
..................--------------3.1现代电炉炼钢设备.85.
国内氧一燃助熔技术的开发早在20世 纪60年代就已开始,由于受到油、气资源的 限制,工业推广并没有展开。80年代初,北 科大成功研究开发煤一氧助熔技术,目前已 在国内几十家电炉厂使用。经过近十年的 实践,该技术已非常完善,在30 t以下及大容 量电炉上取得了明显的使用效果,与国外 油一氧、燃气一氧助熔的冶金效果完全一 致。图3-55为装在炉壁上的喷炭粉枪。
氧一燃烧嘴主要用于熔化期,因为其产 生的热量主要通过辐射和强制对流传递给 废钢,这两种传热方式都主要依赖于废钢和 火焰的温度差以及废钢的表面积。因此,烧
图3-55装在炉壁上的喷炭粉枪
嘴的效率在每篮废钢熔化开始阶段是最高的,此时火焰被相对较冷的废钢包围着。随着废钢温 度的升高和废钢表面的缩减,烧嘴的效率不断降低。
有关氧枪的设计原理、构造、功能、操作的详细情况参见本手册第5章。
3.1.4电气自动化系统
为实现电炉高产、低耗、优质的目标,就必须具备快速而准确的生产控制,全面而优化的综合 管理。单凭经验或依据普通电炉的控制和管理方法,已不能适应生产需要,而在生产过程控制 中,电气运行是极为关键的技术。
现在的电炉炼钢几乎全部实现了微机操作来替代以前老式的按钮操作。单体的设备由相关 的可编程序控制器(PLC)来进行控制,所有的plc和工控机经过光纤或低一级的Profubus-DP 网来连接到一起,相互之间由通讯连接,便于实现设备的连锁保护动作。在现代化的电炉电气设 备中,通常都采用可编程序控制器来进行控制,经常采用的有西门子、施奈德、GE、ABB等产品。 作为电气设备的核心,也作为设备的大脑,几乎所有的信号都要连接到可编程序控制器,并且几 乎所有的动作指令也由它来发出。
3. 1. 4. 1测量、保护及信号装置
A测量装置
电炉不仅是冶金企业,而且是国民经济中一种大用电量的生产设备。通常一座WO t电炉变 压器的功率就要将近100 MV ∙ Ao因此,要求电炉有完善的指示仪表和准确的记数装置。
为了保证变压器的正常稳定运行,在电炉变压器的一次侧设有电流表和电压表,二次侧每相各 设一只电流表和电压表。在一次侧还装有功率表、有功电度表和无功电度表等指示和记数仪表。
为了与高电压和大电流的主电路相隔离,测量仪表都经电压、电流互感器与主电路相连,电 压、电流互感器又称仪用互感器,专供测量仪表控制及保护设备用,其目的是扩大测量仪表的量 程,使测量仪表相应集中,并与高压电路绝缘,保证安全使用。
在可编程序控制器的测量部分,变压器的一次和二次电压和电流都要经过相关的互感器,将 大的电压和电流信号变换为更小等级的电压和电流信号连接到相应的可编程序控制器模板。此 夕卜,有功功率和无功功率等也由相应的功率表以脉冲的形式发送给PLC的高速计数模板。在 PLC内部,经过计算,实时的有功和无功功率和炉次的相关数据都可以在主控室的电脑上显示。
在工控机上,有功和无功功率的历史数据都可以用相关的历史曲线来记录,以备统计和故障分析。
B继电保护装置
在电炉运行中,必须考虑到产生各种故障及出现非正常工作现象的可能性。最普遍同时也是最
• 86 ∙ 3 电炉设备-------------
危险的故障就是各种原因引起的短路,例如母线接头、线圈及高压侧、低压侧各载流体的短路等。
在遇到故障时,防止事故发生与扩大的方法是迅速地使设备断电。但是,在短的时间内,操 作人员是无能力发现和消除故障的,因此,电源设备均配备有专用的继电保护装置。
继电保护装置能完成以下两方面的任务:
(1)当发生故障时,它能自动地、迅速地、有选择性地将故障部分与电力系统的其他部分断 开,以保证其他非故障部分的正常运行和防止故障设备的损坏。
(2)发生不正常运行状态时,它能向操作人员发出信号使其采取必要措施或通过自动调节 来改正,得不到调整时(即过一定时间后)切除故障设备。
C连锁保护装置
为防止人工误操作而发生的事故,电炉上一般还安装下述连锁保护装置:
(1)前后隔离开关连锁装置,以防止隔离开关带负荷操作。
(2)前后接地刀和隔离以及真空开关的连锁。
(3)炉体倾斜连锁装置。当炉体不在规定的角度范围之内时,高压送电无效。
(4)炉体倾斜、炉体移出及炉盖提升相互的连锁装置。防止炉盖上升时炉体倾动,或炉体倾 动时提升炉盖;防止炉盖未提升时炉盖移动;同时必须在高压断路器断开时,才允许炉盖提升。
(5)油温保护:当变压器油温达到规定值时,检测设备发出信号。当油温再升高达到极限 时,PLC发出信号使高压断路器自动跳闸。
(6)变压器冷却水压力和流量连锁保护。
(7)炼钢设备冷却水保护,包括温度和流量连锁保护。
(8)出钢连锁。地面车辆、炉盖、电极必须在相应的位置时才能打开出钢口出钢。
(9)事故保护功能。当今的炼钢炉多采用水冷,当出现突发情况,如全厂停电时,必须保证 炉体有冷却水冷却,以防烧穿炉壳。
(10)炼钢和除尘设备的连锁。
(11)换压连锁装置。保证无载调压是在变压器无负荷情况下进行。
D信号装置
信号装置的作用是指示电源设备的工作状态,操作人员根据指示信号进行操作,避免误操 作。另外,当设备发生不正常运行状态时发出警告,通知操作人员采取措施及时处理。指示信号 装置包括:
(1)高压断路器停送电指示,以灯光信号表示,停电为绿色,送电为红色;
(2)工作电压指示,以灯光信号表示通电和用数字显示电压波动情况;
(3)调压指示,以灯光信号表示调压装置的电压级位置或者用数字显示器直接显示;
(4)油泵指示,以灯光(绿灯)表示冷却油泵是在工作。
随着自动化技术的飞速发展,各种装置和检测元件的信号进入PLC,通过通讯传输给主控室 的工控机上,在相关的操作画面上,各种装置所处的位置以及故障状态都以不同的颜色来指示, 动作的条件是否满足也可以逐一显示出来,给生产和维修带来了极大的方便。
3. 1. 4. 2 电极升降自动调节装置
电炉机械的或液压的电极升降机构和电极自动调节器一起构成电极自动调节系统。电极调节 器的一个重要指标是电极上升速度,一些优质的电极升降系统的电极上升速度可达7 ~9 m/min , 下降速度约为上升速度的70%。
电炉输入的电流和功率是随着电弧长度的变化而改变的。冶炼过程中,由于炉料熔化塌料、钢水 沸腾等原因,电极与炉料之间的电弧长度在不断变化。特别是熔化期电弧极不稳定,经常发生断弧和
---3. 1现代电炉烁钢设备• 87 •
短路现象,不利于电炉的正常工作。为了保证按规定的供电曲线供电,就必须保持稳定的电弧长度。
电极升降调节装置的作用就是保持电弧长度恒定不变,从而稳定电弧电流和电压,使输入的功率 保持一定值。当电弧长度变化时,能迅速提升或下降电极,准确地控制电极的位置。因此,电极调节装 置要求反应灵敏,电极升降速度快,稳定性好,以避免断路器的频繁跳闸和电流、电压的过大波动,从而 可缩短电炉冶炼时间,降低电耗。用手动控制电极升降达不到上述要求,一般都是自动控制。
目前,我国电炉电极升降主要采用以下几种自动调节装置:
(1)可控硅—直流电动机式自动调节器。可控硅-直流电动机系统如图3-56所示,它表 示电炉每相电极的控制系统。控制系统由电流和电压的测量回路、触发回路、可控硅整流回路、 辅助控制回路及电动机和传动机构组成。
图3 - 56可控硅一直流电动机式调节系统方框图
1 一电流测量;2一比例微分校正;3—移相触发;4一手动控制;5一电流反馈;6-电压负反馈; 7-SCR可逆整流:8-电压测量;9一传动机构;10一电动机
电弧电流和电压信号经电流和电压的测量回路分别变换成直流电压后进行比较。它们的差值信 号送入触发回路,然后按信号的正负极性和大小进行选择,输出一个脉冲信号给可控硅整流回路。
可控硅回路按脉冲信号的极性和大小输出电压给直流电动机,直流电动机带动机械传动机构,使 电极上下移动改变电弧的长度,维持电弧电流在某一规定值。当电压信号大于电流信号时,电动机反 向旋转使电极下降,电弧阻抗降低,电弧电流增加;当电流信号与电压信号相等时,电动机电压为零,电• 动机停止转动;电流信号大于电压信号时,电动机则
反转,使电极升高直到新的平衡。电流信号和电压 金金金 zT4
信号差值愈大,电动机转速愈快,使电极提升或下降 ""。
的速度也就愈快。
(2)可控硅-电磁转差离合器式调节器。n ∏ ⅛^=nτ
这种调节系统的工作原理与可控硅—直流电动 U U U Q—-6
机式系统基本相同。所不同的是,在电极升降机
构中,用一个鼠笼型交流电动机和一个转差离合I zɪ-_~-----
器来代替原来的直流电动机,如图3-57所示。 -
这种调节系统与可控硅-直流电动机系统相 图3-57可控硅-电磁转差离合器系统
比,由于电动机与电极分开,不参加过渡过程,没有 电动机启动和制动问题,离合器电枢转动惯量很小,
If池;2-电极;3-电极升降装置; 4-可控硅控制系统;5一电磁转差离合器;
6一减速器;7-齿轮和齿条
• 88 ∙ 3电炉设备
故调节系统反应灵敏,电极提升速度提高,因此可缩短塌料时短路时间,减少高压开关跳闸次数。
图3-58电液随动系统工作原理示意图
1-熔池;2-电极;3—电极升降装置;4-液压缸;
5—随动阀;6—电气控制系统;7-驱动磁铁;
8—压力罐;9-液压泵:10-储液池
(3)电液随动阀—液压传动式调 节器。电液随动控制系统的工作原理 如图3 -58所示。电弧电流偏差时,电 气控制系统将测量比较环节传来的偏 差信号放大后,输给驱动磁铁,驱动磁 铁根据偏差信号使随动阀的阀芯向上 或向下移动。阀芯的移动控制着阀体 的进液量和回液量,从而使液压缸高压 液体增加或减少。增加时,立柱向上提 升电极;减少时,依靠电极和立柱的自 重使电极下降。当电弧正常工作时,测 量环节无信号输出,随动阀的阀芯处于 中间位置,电极不动。
这种调节系统同时具有电气系统和
液压系统的优点,比其他的电极自动调节系统具有更高灵敏度,其升降速度更快,输出功率更大。
3. 1. 4. 3微机控制系统
随着计算机技术的不断开发和应用,电炉电极自动调节技术也取得了不断进步,利用数字模 型以及计算机控制电极调节系统,用模拟的方法或软件计算真实的电弧电压和电弧电路的功率 因数值,用功率因数值来判断电极位置,如是否接近于和炉料相短路。
美国北极星(NOrth Star)钢厂与米尔切克(MmteCh HoH)公司合作研究用神经网络技术改善电炉 的电极控制系统,在1台80 t交流电炉炼钢生产中投入运行,所取得的成果是:生产率提高10% ~ 20% ;电极消耗量降低0.4 ~0.6 kg/t ;电能消耗减少18~20kW ∙ h∕to其控制示意图如图3 -59所示。
图3-59电炉微机控制交流电动机变频无级调速 自动控制系统单相简化原理框图
电炉微机控制变频调速电极自动控制系统包括3个单元:
(1 )拖动电极升降的执行元件,标准系列鼠笼型交流电动机;
(2)给交流电动机供电的微机控制变频装置;
(3)自动调节器,由微机调节器和电子调节器构成,两台机器具有相同的控制功能,互为备用。
........................................3.1现代电炉炼钢设备.89.
自动控制调节器采集三相电弧电流和短网电压作为反馈控制信号,按照冶炼工艺要求设计控制 程序,根据各冶炼期的不同设定值进行程序运算,输出频率给定信号和电动机运转指令信号,独立地分 相自动控制3台电动机拖动3根电极,调节其与炉料之间的距离,实现系统恒流控制。
该系统是一个直接数字控制、数字设定、数字显示、数字保护的交流电动机变频调速系统,具 有故障少、控制精度高、结构紧凑、性能优越等优点。
随着人工智能技术的应用和发展,出现了智能电炉,实现了将人工智能技术应用于改善电极 电流工作点的设定和控制。近年来,也有用可编程序控制器PLC作为电极调节器的控制单元 的,使用效果也很好。
现在经常使用的是一种数字式阻抗电极调节器,该系统具有以下特点:
(1)电流或导纳控制;
(2)根据有关的炉子图表可以方便的预设定控制参数值;
(3)成套的电极折断保护;
(4)各种辅助设施。
下面我们来详细介绍该电极调节系统:
(1)以IPC为基础的紧凑型系统。它是一个以工业PC为基础的包括显示和键盘的紧凑装 置,既可以装在控制台上,也可以装在控制柜内,并且可以与第三方的MMl连接传送数据。
用LCD进行彩色图像显示。对电炉附近的强磁场完全不敏感。最重要的过程数据以曲线 图和数字的形势显示在屏幕画面上。大量的画面用来显示诸如限位开关或操作过程中的起弧等 特殊事件。正常的冶炼时不需要人工输入数据。
利用CAN协议通过现场母线终端把数字控制信号与工厂信号连接,可以大大减少所需敷设 的电缆。
二次电压和电极电流的模拟值通过一个隔离接口传送给电极调节单元的专用模板上,进行 信号的预处理,在将处理过的信号传送给PLC的模板,做进一步的处理和计算。
(2)先进的信号处理。二次电压和电极电流的传统方法是采用简单的测量传感器,它的输 出信号仅包含数值的量而没有其他进一步的信息,而且传感器的设计仅在正弦输入信号下工作, 也会造成测量误差,所以有关原始信号的测量错误的波形的信息就丢掉了。新一代的处理方法 在每个阶段多次采集模拟信号,利用这些瞬时值,数字信号处理其不仅计算电压和电流的平均根 值,而且还计算有功功率大小并完成在线分析,以确定测量电流的谐波量。
无功功率、视在功率和功率因数以及总谐波畸变均在线计算以做进一步的计算使用。利用 这些数据可更精确地估计大电流母排的压降,并能更好地对熔清阶段监督。
(3)完备的图像系统。具体表现为一完全图形用户画面。最重要的数值能清晰地布置在主 画面内,供操作人员使用。诸如电极电流、能量消耗和阻抗之类的重要信息以柱形图和代表数字 的形势显示。平面视图用作通知简单事件如限位开关动作。有大量的辅助画面可供用于启动、 建立参数和维修。
监视画面包括:
1)监视画面显示调整图表,重要的数值以数字显示;
2)简单地通过鼠标选择或快捷键,就可以把单独方框图放大显示,以提供更详细的信息,下 一步,可打开一个与上下文有关的帮助窗口。
带菜单栏的参数画面包括:可用一排输入画面来建立参数。这些参数按功能分组布置,向编 辑区输入的参数各自有高低边界限制。边界值在屏幕画面下部的信息栏内显示。每次调整均可 以自动记入文档,同时记录下日期、时间、原先值。
• 90 ∙ 3电炉设备
阻抗设定值画面包括:
1)设定值画面用来编辑每个电极的阻抗设定值。变压器抽头总数可在参数画面中的变压 器菜单项确定。
2)可输入不同的曲线和电抗器阻抗值。
启动维修画面,进行远程系统维修:在图形显示画面上,可将大量的工厂状况的详细资料提 供给维修人员,通过互联网络,维修专家可以分析现场的信息,并通过电话或传真及网络向现场 人员提供帮助。
从原理上,该电极调节系统具有以下优点:
(1)控制功能图。依靠连续检测的电压和电流值计算出的阻抗值和设定值比较,偏差值经 过Pl调节器输出给输出限制器,进行正反方向限幅,此时,电极液压缸上的限位开关信号同样可 以影响输出值。输出经过限制器后再经过斜坡发生器给到控制阀上。
(2)电压和电流检测。每个周期进行128次采样,获得最接近实际的电压电流值。
(3)阻抗计算和点火控制。尤其适用于电极下降,保证电极在接近熔池或废钢时迅速停止, 避免电极折断。
(4) Pl控制器。控制器的放大部分分为6个独立区域,每个区域可以单独控制,它可以弥补 上升和下降运动由于电极和横臂自身重力的差异。
(5)线性放大。控制信号必将导致弧阻和弧长变化,而弧长和弧阻的关系是非线性的,这种 放大器可以弥补这种缺陷。
(6)自动调整的设定点优化。随着熔炼的不同阶段,操作点也要变化,这种系统可以自动进 行调整。
(7)控制阀的死区补偿。内置积分器可以补偿死区,避免由于死区造成持久的偏差,同时, 也保证调节系统的灵敏性。
(8)速度和加速度限制。
(9)过电压补偿。
(10)过电流限制。
(H)短路电流限制。
(12)液压缸压力测量。每个液压缸内都装有压力测量元件,在电极触及熔池或废钢时控制 电极向上提升一点,避免电极折断。
3. 1. 4. 4基础自动化部分
一级系统按极分成:
(1)过程接口系统;
(2) PLC系统,包括连续控制软件;
(3)系统通讯接口;
(4)系统与子系统接口;
(5)人机通讯(操作员控制台);
(6)工程师系统通讯;
(7)供电系统。
功能控制上分为:连续控制、顺序控制、计算功能、连锁功能等。
操作模式包括:
(1)就地模式。检修和维修时,在就地对单一设备进行操作(启动/停止)。它还包括有效 的安全装置。
(2)手动模式。在控制室内控制台或控制盘上操作单一或一组设备(启动/停止)为确保操
................................. 3. 1现代电炉烁钢设备.91,
作人员和机械设备安全,手动模式只有主要的连锁功能。手动模式只有在自动化功能发生故障 时,对设备进行简单的操作。
(3)自动模式。通过MMl和生产操作所要求的传统操作单元实现开环/闭环控制功能和设 备完整的连锁操作
(4)计算机模式。用于与自动模式相同的控制和连锁功能,主要使用与存在二级自动化控 制的情况下。
A PLC部分
用于实现工业控制系统,由位数不多的各种性能容量的标准化可编程序控制器组成。通常 其自动化系统由三个主要部件组成:
(1)可编程序控制器;
(2)编程器;
(3)编程语言。
可编程序控制器控制和调节机器、制造装置或工业过程,依靠I/O模板收集来自过程的信 息,并向过程发出命令。智能I/O模板代替中央处理器完成高连闭环和开环控制任务。通讯处 理器用于连接有效的方便用户的控制和显示单元,以及与其他控制系统交换数据。
编程器用于生成和试验可编程序控制器的控制程序,并提供程序文件。通讯处理器和智能 I/O模板的菜单驱动编程的特殊系统功效使编程器用作自动化系统的通用组态资源。
编程语言是用户和自动化系统间的纽带,用于将要控制的任务公式化。
从诞生至今,编程语言已经从早期的STEP5发展为STEP7,现在融合了画面软件和编程语言 的PCS7也已经投入应用。它可以完成以下功能:
(1)连锁和顺行控制功能(开环);
(2)闭环控制功能;
(3)时间功能;
(4)数据处理;
(5)算术运算功能;
(6)极限检测;
(7)与MMI的接口;
(8)与其他系统串联组成更大一级的网络。
PLC系统通常由以下几部分组成:
(1)背板(基板);
(2)供电模块;
(3)中央处理器;
(4)存储模块;
(5)通讯网卡(以太网或DP网卡);
(6)接口模板和扩展单元;
(7)远程站;
(8)交换机及连接线缆(如果存在网络)。
B工业控制软件(用于操作员站)
工业控制软件是在生产和工程自动化中解决可视化和控制任务的工业技术中性系统。它提 供了适用于工业的图形显示、消息、归档以及报表的功能模板。高性能的过程耦合、快速的画面 更新以及可靠的数据,使其具有高度的实用性。
除了这些系统功能外,它还提供了开放的界面用于用户解决方案。这使得将该软件集成入
• 92 ∙ 3 电炉设备----------------------------------------------
复杂、广泛的自动化控制解决方案成为可能。可以集成通过ODBC和SQL方式的归档数据访 问,以及通过0LE2. 0和ActiveX控件的对象和支档的链接。
工控软件通常具有以下几个部分:
(ɪ)图形编辑器;
(2)报警记录;
(3)变量记录;
(4)报表编辑器;
(5)全局脚本;
(6)文本库;
(7)用户管理器;
(8)交叉索引。
工控软件现在的几种主流软件为WlNCC、INTACH、FACTORY。
各种软件随着科学技术的发展,各公司也在更新自己的版本。以WINCC为例,从初期的 4. 02版本已经更新到现在的7.0,更新的已经发展到WINCC FLEXIBLEo所要求的工控机操作 系统已经从最初的仅支持WINNT经过WIN2000到现在的WIN XPo适用的范围越来越广泛。
3.1.4. 5 电炉炼钢过程中二级自动化的应用
电炉炼钢过程控制由4个阶段组成:(1)冶炼设定阶段;(2)料篮处理和熔融阶段;(3)精炼 阶段;(4)出钢阶段。
电炉炼钢过程控制流程图如图3 -60所示。
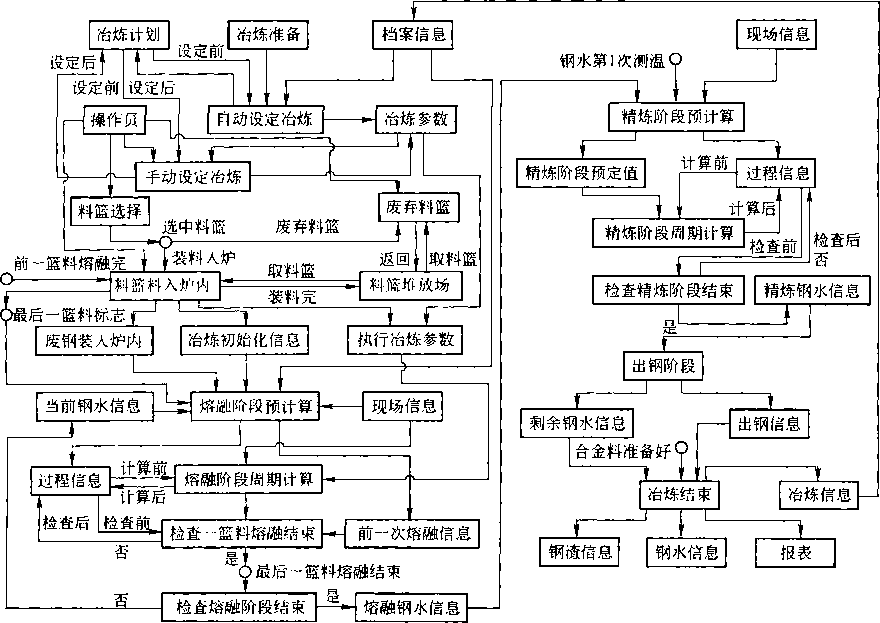
图3-60电炉炼钢过程控制流程图
3.1现代电炉炼钢设备• 93 •
A冶炼设定阶段
冶炼设定阶段可以看作进入新冶炼的开始,系统自动地从冶炼计划中选择一种冶炼方案作 为新冶炼方案,记录生产日期和时间,确定一组控制参数(冶炼参数等)。第一篮料兑入炉内前, 操作员按照工艺要求,决定是否进行如下处理:
(1)修改废钢配料方案;
(2)从冶炼计划中选择另外的冶炼方案,改变所炼钢种。然后,请求系统执行如上处理工 作,执行新的冶炼号。从冶炼过程来看,冶炼号仅可看作冶炼计划中的顺序号。但是,这个冶炼 号非常重要,当发出冶炼号的设定请求时,系统就给出了一次新的冶炼方案。
B料篮管理和熔融阶段
a料篮管理
系统通过料篮管理软件管理料篮堆放场,并掌握料篮的实际状态(装料、空等)、料篮内所装 废钢种类和成分等信息。操作员通过与料篮堆放场有关画面向系统发出将料篮中料装入炉内或 废弃料篮的命令,并通知Ll级自动化系统执行。
b熔融阶段
当第一篮料兑入炉内,该炉的冶炼参数生效,进入熔融阶段。熔融阶段的工作包括:
(1)熔融阶段预计算。进入熔融阶段后,Ll级自动化系统通知12级计算机电炉电源已接 通,系统的静态模型开始熔融阶段的预计算。它按如下信息进行计算:料篮内废钢的种类、成 分、重量及最后一篮料标识;上一炉剩余钢水信息或上一篮料熔融后熔池钢水信息、;炉内原料 (废钢、钢水)比热容等实际参数。计算结果可在屏幕上显示,它们是:动态模型计算的第一组信 息,即该篮料装入前熔池内的钢水信息;系统用来估计熔融过程的状态信息--该篮料的目标能 量以及熔融完成时熔池内应有的目标能量,在最后一篮料时估计钢水成分。
一旦废钢装入炉内,电炉电极开始为熔池提供能量,执行电极操作。电极操作有自动/半自 动方式和手动方式,自动/半自动方式由L2级计算机通知Ll级自动化执行,手动方式由操作员 通知Ll级自动化系统执行。熔融阶段开始后,系统开始动态地管理熔融阶段的周期计算等 过程。
(2)熔融阶段的周期计算。在整个熔融阶段,在操作系统的控制下,按照如下信息定时地执 行动态模型的周期计算:熔融过程信息的实际值和估计值;现场信息的测量值。周期计算后,生 成熔融阶段过程控制的修正值,对熔融阶段进行连续地监督控制,反复不断地进行如下功能 计算:
D能量计算。估计该料篮废钢所带来的能量,同时估计到下一篮料装料时,熔池内所保存 的能量。如果是最后一篮料,估计熔融完成后,熔池所保存的能量。这种计算基于能量平衡,它 由所提供能量和能量损耗(如炉壁和炉盖的损耗)所组成。于是就可以估计有多少废钢还没熔 融,从而可以估计到熔融完成还需多少能量。
2)预报熔融时间。预报到下一篮料向炉内装料时所剩余的时间,或熔池内废钢全部熔融完 成所需的时间。这种计算与能量计算密切相关,因为该预报值即为转换熔池剩余废钢能量所需 时间。
3)监视炉内温度。观察炉壁和炉盖冷却水的温度,以检查炉子的不正常状态。由于炉壁和 炉盖用水冷却,监视冷却水的出口温度,避免由于炉子过热在熔融阶段出现不正常状态。这种现 象出现后,为了炉子的安全,系统将报警,通知LI级自动化系统将电炉电源关闭。
4)确定电压档和电极电流工作点。根据装料废钢的能量计算、能量消耗、供电曲线以及钢 水的档案信息,对电极控制装置的工作点进行调整,设定新的工作点,通知Ll级自动化系统
• 94 ∙ 3电炉设备
执行。
5)预报钢水中的氧化物成分。为了调节钢水成分,钢水中某些元素需要氧化,如Si、C等, 可通过确定氧枪的吹氧量,控制调节熔池内的氧化过程。
6)过程信息的跟踪。系统对熔融阶段的全部信息进行跟踪。当电炉进入熔融阶段后,系统 开始执行一系列的高级功能,如热平衡计算、炉壁温度的监视等,这表明系统正在处理冶炼过程 的全部信息,这些信息来自各个方面,诸如生产现场的测量值、计算值、系统档案信息以及网络的 通信信息等。这些信息包括:
①一般信息。冶炼号;所炼钢种代码及说明;前冶炼阶段;最后一篮料标志。
②称量信息。目前料篮所装废钢总重量及各类废钢的重量;目前炉内所装废钢总重量;加 入炉内合金料重量;炉内钢水总重量(估计值);上次冶炼剩余钢水重量;氧耗量。
③开始时间。前一炉出钢后或冶炼中断后通知冶炼开始时间;提供每次通电的开始时间。
④持续时间。当前冶炼阶段的实际冶炼时间;熔融阶段开始后实际冶炼时间;当前冶炼阶 段的剩余时间;各篮料分别冶炼时间;熔融阶段最终冶炼时间;空闲时间,即一篮料卸料时间。
⑤功率设定点。预定整个冶炼阶段的能量和实际提供的能量;预定每一阶段的能量和实际 提供的能量;预定每一阶段电压档和电极电流。
⑥能量平衡。熔融阶段(或精炼阶段)熔池内现存总能量;从熔融开始到当前实际提供的能 量;实际提供能量=实际提供的总能量/废钢装入总重量。
⑦当前料篮信息。预计算能量;已提供的能量;熔融完成应再提供的能量。
⑧测温信息。熔池实际温度;目标出钢温度;距取样时间最近的一次测温及测温记录;钢水 成分最近取样类别和时间;每次取样的成分,即最新取样值、估计值、目标值。
(3)检查熔融阶段是否结束。每当熔融阶段周期计算结束,系统都要检查一篮料熔融是否 结束。如结束,进行如下处理:如不是最后一篮料,将下一篮料加入炉内;如是最后一篮料,系统 确定熔融阶段结束。当钢水能量计算值达到熔融阶段的预计算值时,可判定熔融阶段结束;否 贝U,将本次计算值作为下次周期计算的输入值。
当系统判定熔融阶段已结束,通知Ll级自动化系统测温、取样:测温可判定熔融阶段是否真 正结束。如结束,进入精炼阶段;取样并送化验室,系统接受到化验室的分析值后,进行合金料的 计算。
C精炼阶段
精炼阶段第一次测温后,精炼阶段的静态模型根据熔池内钢水信息计算出钢目标能量和目 标温度。然后,在操作系统的控制下精炼阶段的动态模型对精炼过程进行连续地监督控制,监督 控制情况和熔融阶段一样,这里不再多述。当熔池内钢水达到出钢温度时,进入出钢阶段。
D出钢阶段
在出钢阶段,由一级自动化系统进行测温、取样,并将样本送检化验。当系统收到钢水成分 后,开始非周期动态模型计算,估计熔池内将要出钢的钢水重量、温度和成分,计算加入每一类合 金料的重量、能量消耗、价格和温度损耗,通知原料系统将合金料加入钢包,通知一级自动化系统 出钢,电炉从冶炼状态转入钢水兑入钢包状态。
出钢结束后,系统最终计算钢水重量和温度。然后,将本次冶炼信息归入档案,以备以后冶 炼参考。系统自动打印各种报表,并进入下一次冶炼状态。
3. 1. 4. 6 电炉炼钢过程中二级(12)自动化系统的软件、硬件及相关构成
整个电炉炼钢自动化系统中各个子系统之间要完成各种信息的传递和交换,它们之间的通 信示意如图3-61所示。
3.1现代电炉炼钢设备• 95 •
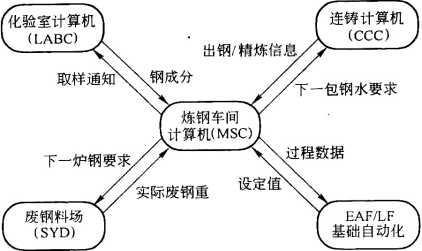
图3-61炼钢车间各个子系统之间的通讯示意图
A硬件构成
炼钢车间自动控制系统的配置图如图3-62所示。Ll级控制系统由Siemens S5-155U PLC、 电极调节器、星形耦合器和作为人机接口的MMl服务器组成;L2级自动控制系统(过程控制系 统)由1台DEC Alpha Server 800服务器,5台PC机(分别用作工程师站,EAF操作站、LF(精炼) 操作站、废钢料场计算机和化验室计算机),DEC HUB,若干台打印机组成,它们之间通过以太网 进行通讯。
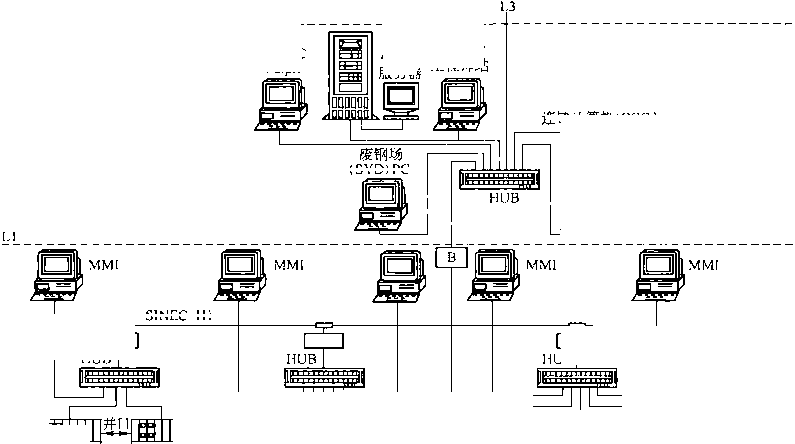
L2
EAF PC Pulpit
DEC
Alpha EAF鴻£ 服务器工程师站
连铸计算机(CCC)
(SYD)PC
駕(壊鼠
SINEC-Hl
HUB
⅞llll
除尘系统 PLC
控制赢 过滤清洁
PLC
烧嘴和喷枪 PLC
FSF通用
PLC
并口
¾∏' -— 甲口电极控制 系统 PLC
合金添加 PLC
r≡πτ
精炼炉 PLC
图3 -62炼钢车间Ll和L2级控制系统硬件配置图
电极控制 系统
喂线
PLC
电炉炼钢控制系统按照不同的区域和专业功能化分若干子系统,每个子系统均采用一台 PLC进行数据的采集和控制,如电炉本体、上料系统、除尘系统和炭氧枪烧嘴等。系统之间采用 Hl网上进行信息交换,HMI服务器系统连接Hl网和TCP/IP网、TCP/IP网上连接HMI工作站 和二级计算机。这种系统只要提高服务器等级,就能实现数据的快速传送和控制的实时性,操作
■ 96 ∙ 3电炉设备-- 站从服务器上获得PLC的实时数据,并发出控制信号。HMI的CRT上能显示电炉各设备的运行 状态以及电炉冶炼过程中各参数的变化趋势,故障报警,生产消耗报表等。二级计算机获得PLC 的实时数据,据此判断电炉的运行阶段并下装到冶炼模型,指导电炉按优化模型运行,达到提高 质量、降低消耗、提高生产率的目的。
B 通讯方式
PLC之间、PLC与服务器之间通过SlNEC Hl网通讯,服务器与操作站、与二级计算机之间通 过TCP/IP网通讯,二级计算机是通过服务器经Hl网与PLC交换信息。二级计算机将控制信息 通过TCP/IP网,由PLC对设备进行控制。此外,二级计算机通过以太网与其他工序计算机通讯 (三级计算机、连铸二级计算机、废钢料场、化验室计算机等)。PLC与电极调节器、测温仪设备 用3964R协议通讯。通讯功能采用了炼钢生产过程系统的信号采集、顺序控制、过程控制和过 程管理等系统的集成。
C软件系统配置
DEC Alpha Server 800服务器上的软件配置为Open VMS version 7. 1操作系统;DEC C + + version 5. 6; Oracle Database version 8. 0 ; Pathworks for Open VMS file ; DEComnic API version 3. 1 '; DECosap Hl version 3. 1 等O
各操作站(EAF pulpit、LF pulpit ʌ 工程师站)软件配置为 Windows NT 4. 0 workstation version 操作系统;PathWorkS 32 Client version 7. 1 ; MS Visual C + + version 6. 0 ; MS Visual Basic version 6.0 等。
D功能介绍
电炉主控室二级控制计算机:实时收集显示电炉生产信息,主要包括炉号、各种辅料值、各种 合金料值、电耗、氧耗、油耗、铁水量、废钢量、钢水量、测温温度、化学成分,然后生成炉次报告。 各种辅料值、各种合金料值、电耗、氧耗、油耗、铁水量、钢水量、测温温度等实时值通过PLC系统 传给二级控制系统,炉号由二级系统通过PLC传达的出钢信号、耗电量综合判断后,自动生成。 废钢信息由电炉主控室向原料车间发送配料申请,原料车间配料室人工输入后传给二级控制系 统。化学成分是由电炉主控室向电炉化验室发出钢样分析申请报告,电炉化验室通过光谱分析 仪分析钢样后,自动传达到二级控制系统。
电炉精炼炉主控室二级控制计算机:实时收集显示电炉精炼炉生产信息,主要包括炉号、各 种辅料值、各种合金料值、电耗、钢水量、测温温度、化学成分,然后生成炉次报告。各种辅料值、 各种合金料值、电耗、钢水量、测温温度等实时值通过PLC系统传给二级控制系统,化学成分是 由电炉精炼炉主控室向电炉化验室发出钢样分析申请报告,电炉化验室通过光谱分析仪分析钢 样后,自动传达到二级控制系统。
原料车间配料室二级控制计算机:实时显示电炉主控室发来的配料申请,根据配料信息配料 后,人工输入到二级控制系统传给电炉炉前主控室。
电炉机房工程师站计算机:负责对电炉二级系统进行维护,包括炉号修改、数据备份和删除、 报表打印。
3.1.5装料系统及废钢预热系统
3. 1. 5. 1 炉顶装料机构
现在电炉除去容量极小的以外都是采用炉顶装料。炉顶装料能缩短装料时间,炉子的金属 结构质量最轻,可以减轻劳动强度,并且可以充分利用炉膛的容积和装入大块炉料。图3 -63为 电炉炉顶装料图。
3. 1现代电炉炼钢设备• 97 •
A炉顶装料的类型
根据装料时炉盖和炉体相对移动的方式不同, 炉顶装料可分为炉盖旋转式、炉体开出式和炉盖开 出式三种类型。
a炉盖旋转式
炉盖旋转式电炉一般都有一个悬臂架(顶架), 电极升降系统都装在悬架上,炉盖吊挂在悬臂架上 面。装料时先升高电极和炉盖,然后整个悬臂架连 同炉盖和电极系统向出钢口变压器房一侧旋转 70。~90。,以露出炉膛进行装料。
这种结构的优点是旋转部分质量较小,炉子全 部金属结构质量最小,动作迅速。缺点是炉子中心
图3-63电炉炉顶装料图
与变压器的距离较大,增长了短网的长度。这种方式在国外和国内新建的电炉上普遍采用。
b炉盖开出式
这种形式的电炉,炉盖悬挂在龙门架上,电极升降机构与龙门架连接在一起,龙门架下面的 车轮装于倾动摇架的轨道上。装料时,先将炉盖和电极升起,然后龙门架连同炉盖、电极升降系 统一同向出钢槽方向开出I。
这种结构的优点是开出部分质量较小。缺点是电极和炉盖行走时受到震动,容易损坏,并需 加长短网,增加了电损失。目前这种电炉已很少使用。
B炉盖提升旋转机构
炉盖提升旋转机构根据其安装位置的不同可分成两种类型,即落地式和炉壳连接式。
a落地式(基础分开式)
这种机构和炉体是分开的,分别安装在各自的基础上,如图3-64所示。这种机构一般采用 液压传动,如图3-65所示。炉盖的升降和旋转是利用支座上的"S”形导槽。连接顶头的柱塞 (顶杆)上装有滚轮,滚轮沿"S”形槽滚动。当工作液推动柱塞向上运动,液轮处在"S”形槽下端
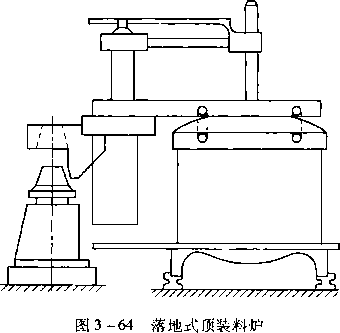
图3-65液压传动的炉盖旋升机构
I—顶头;2一" S"形槽;3—滚轮;4一液压缸
• 98 ∙ 3电炉没备-------------------------------------------------------- 的直线段时,炉盖就上升;当滚轮进入"S”形槽上端的曲线段时,炉盖边升边旋转。曲线段的形 状应使炉盖旋升开始和停止时系统的加速度较小。
这种机构的优点是炉盖旋开后与炉体无任何机械联系,所以装料时的冲击震动不会波及炉 盖和电极。其缺点是成本较高,加工制造较困难;另一方面,由于炉体和升转机构的基础状况不 一致,会造成设备脱节。
b炉壳连接式
这种升转机构直接装在炉壳上,如图3 -66所示。它有垂直和水平两个液压缸,垂直液压缸 可推动炉盖升降,水平液压缸通过齿条推动顶杆上的齿轮而使炉盖旋转。这种结构横臂长度比 较短,但炉壳受力很大,容易变形,仅用于小炉子上。
C炉盖提升机构
炉盖提升机构有电动和液压传动两种。电动的炉盖提升机构如图3-67所示。炉盖由链条 •分三点悬挂,3根链条绕过链轮通过3个调节螺栓连接在三角板上。传动系统安装在桥架的柱 子上。电动机通过减速箱带动卷筒和钢丝绳运动,使三角板上下移动(也可通过螺杆带动三角 板上下移动),从而使炉盖升降。为降低传动功率,还配有平衡锤。采用链条传动的原因是炉顶 上部温度较高。链条比钢丝绳安全可靠,使用寿命长,而且链条的挠性好,使用时需注意链条的 质量,防止因断裂而发生事故。
图3-66炉壳连接式顶装料炉
1-炉体;2-炉盖;3一横臂;
4-立柱;5-升降机构
图3-67电动炉盖提升机构
1-电动机;2-减速箱;3-卷筒;4-定滑轮;5一动滑轮; 6-三角板;7-调节螺丝;8-链轮;9-平衡锤
D活动工作台
可移动的活动工作台是一个电动台车。电动机可装在台车下直接驱动,也可装在固定的地 方用钢丝绳牵引台车。有一种工作台是可升降的,它具有升降和行走机构,当炉体需开出时,先 将工作台下降约200 ~300 mm,然后开动行走机构使工作台移到固定平台下面的空间内。
E 料罐
炉顶装料是将炉料一次或分几次装入炉内,为此必须事先将炉料装入专门的容器内,然后通 过这一容器将炉料装入炉内,这一容器通常称为料罐,也称料斗或料筐。料罐主要有两种类型: 链条底板式和蛤式。目前国内大多采用链条底板式,国外普遍采用蛤式。
•...............................................3.1现代电炉炼钢设备.99 •
a链条底板式料罐
链条底板式料罐如图3 -68所示。这种料罐上部 为圆筒形,下端是一排三角形的链条板,链条板下端用 链条或钢丝绳串连成一体,用扣锁机构锁住,并成一个 罐底。料罐吊在起重机主钩上,扣锁机构的锁杆吊在副 钩上。装料时将罐吊至炉内,用副钩打开罐底,使炉料 跌落至炉膛内。料罐的直径比熔炼室直径略小,以免装 料时撞坏炉墙。
这种料罐的优点在于,装料时料罐可进入炉膛中, 吊至距炉底30Omm的位置,减轻了炉料下落时的机械 冲击。缺点是每次装完料后需将链条板重新串在一起, 劳动强度大,链条板和扣锁机构易被烧损或被残钢焊 住,维修量大,同时这种料罐需放在专门的台架上。
b蛤式料罐
蛤式料罐又称抓斗式料罐,如图3-69所示。这种 料罐的罐底是能分成两半而向两侧打开的腭,两个腭靠 自重闭合,用起重机的副钩通过杠杆系统可使腭打开。
这种料罐的优点是能在一定程度上控制料罐底打 开的程度,以控制炉料下落速度,同时不需要人工串链 条板和专门的台架。其缺点是料罐不能放入炉内,只能 在熔炼室的上部打开罐底,炉料下落时的机械冲击大,
图3-68链条底板式料罐
I-圆筒形罐体;2-链条板; 3一脱锁挂钩;4 一脱锁装置
装料时易损坏炉底。
3. 1.5.2连续加料系统
连续加料系统的示意图如图3 -70所示。世界上先进的电炉厂在配用直接还原铁冶炼时大 都采用这种方式,例如汉堡钢厂Sdetur钢厂等。
图3-69蛤式料篮示意图
图3-70连续加料系统示意图
SidetUr钢厂向150 t电炉输送直接还原铁的流程为:圆筒仓内的直接还原铁通过振动给料机 均匀地给至输出带式输送机,经转运站再由带式输送机运送至电炉原料跨的高位料仓,以备炼钢 时加入电炉中。
• IOO ∙ 3电炉设备
连续加料可以容易地控制直接还原铁的加入比例,在操作中,一般先使废钢熔化,然后将直 接还原铁加入到熔池中。在直接还原铁配入比例为100%时,需要采用留钢留渣的操作方法。
当直接还原铁的配入比例大于35%时,如果仍采用料篮加料方式,会发生直接还原铁粘于 炉壁上的现象,这时就有必要采用连续加料方式。通常连续加料有以下三种形式:
(1)通过炉顶的一孔将直接还原铁加入到三根电极的中心;
(2)通过炉顶的三孔将直接还原铁加入到电极和炉壁之间;
(3)通过皮带将直接还原铁抛入到电极之间。
烟道竖炉废钢冶炼时,废钢也可通过斜桥连续上料,将料加入烟道竖炉中,例如Eco-arc 炉子。
连续加料方式能给冶炼操作带来如下好处:减少了冶炼过程的非通电时间;减少了热损失; 增加了平均输入功率;增加了生产率;降低了冶炼电耗。
3.1.5.3 废钢预热及其装置
A废钢预热
随着电炉冶炼的不断强化,产生的废气逐渐增加,其拥有的显热约占电炉热量总收入的 10% o超高功率电炉和炉外精炼设备的配合,使电炉本身只成了一个熔化装置,因此要求尽量缩 短熔化时间。这样,就出现了既可缩短熔化时间又能利用烟气余热的新技术——废钢预热技术。
对电炉的炉料进行预热起源于日本,后来传到欧美。废钢预热可通过外部燃料达到,这种方 式期望用价值低的燃料来代替电力预热。更多的废钢预热是利用电炉排出的废气余热来进行。 这两种方法都既可节能,又可提高电炉生产率。废钢预热可在料篮内进行,也可在容器或特殊的 料罐内进行。当使用外部燃料时,料罐内应衬有耐火材料。
炉料在炉外进行预热可在熔化期节约相当大的电耗。用废气或外部燃料预热时,废钢温度 一般为250 ~ 300霓或500 ~ 600七,相应吨钢电耗可降低40 kW ∙ h或90 kW ∙ h0即使有外部燃 料消耗,但考虑到热能转化为电能的效率仅为30% ,用一次能源代替二次能源还是合理的,达到 了节能的目的。
电炉冶炼采用废钢预热的效果包括:
(1)由于利用电炉废气排出的余热或用一次能源代替二次能源,节能效果明显;
(2)缩短熔化时间约8~ 10 min ,提高了电炉生产率;
(3)节省电极消耗0.2~0.6kg∕t,耐火材料消耗减少10% ~15%;
(4)经预热后的废钢不带水分,既可防止水分引起的爆炸,又可降低钢液中的氢含量。
废钢预热的经济效益要根据原材料价格、电费和生产率来计算。利用废气余热比外部燃料 进行预热更合理,效益更好。
废钢预热需要增加基建投资和设备投资,废钢在较高的预热温度下会氧化,此外,预热后的 废气有白烟和臭气等环境污染问题。因此,废钢预热应在与冶炼、环保等工艺配套,并采取科学 管理的条件下才能充分发挥作用。
B废钢预热装置
废钢预热装置很多,仅日本专利就有几十项,一般采用预热炉方式、料斗预热方式和专用料 斗预热方式三种,表3 -4是这三种预热方式的比较。各厂采取哪种方式应根据具体条件而定, 一般来说,废钢预热装置应具备以下几方面特点:绝热性能优良,能进行高温处理;为增强预热效 果和防止除尘系统性能降低,需尽可能减少泄漏;不影响原有除尘系统;压力要小;结构小,少占 空间和场地;向电炉投料烟尘要少,不增加电炉操作负担;基建、设备投资和运转费用合理;用调节 器操作,可稳定地进行各种废钢预热;操作维修简单;要考虑白烟、臭气等二次公害;便于原料+预
3.1现代电炉炼钢设备• IOl •
热一电炉调度,废钢氧化和电炉装料时损失小。
表3-4各种废钢预热方式比较
|
序号 |
方式 |
说明 |
概图______ |
优点 |
缺点 | ||
|
1 |
预热 炉方式 |
挂绝热可铸内衬,设 置专用预热炉,废钢在 炉内预热后,移动台 车,打开底盖,把废钢 送到原有的料斗里;这 时,一旦粉尘从预热废 钢中飞散出来,可用随 动旋转盖将粉尘吸收, 减少装入电炉时产生 的粉尘 |
(1)能高温处理; (2)吊车载荷 不变; (3)向电炉装料 时煤烟小; (4)压力限损少 |
(1)基础费用高; (2)增加了废钢 的装卸量; (3)占地大 | |||
|
2 |
料斗预热 方式 |
它是固定式料罐直 接预热方式,原设料罐 继续留用,但是要移到 其他容器上,然后装上 盖子进行预热;预热 后,把料罐吊起,将料 装入电炉 |
繪 5 9 |
歹 |
(1)废钢预热装 置的泄漏风量小; (2)废钢量装 卸少; (3)料斗不需 改造; (4)费用较少 |
(1)向电炉投料 时煤烟大; (2)必须注意吊 车载荷; (3)风压阻损大; (4)抓斗易变形 | |
|
3 |
专用料斗 方式 |
料斗兼用预热炉,炉 内挂可铸内衬,上有烟 罩及连接管道,进行预 热;也可以在原设台车 上进行预热,不需容 器,结构小,预热后可 直接装入电炉 |
嫁 |
2 3 ⅛ |
≡κ i> |
(ɪ)设置空间小; (2)废钢的装卸 量不变; (3)费用少; (4)风压阻损少 |
(1)向电炉投料 时煤烟大: (2)必须注意吊 车载荷; (3)抓斗易变形 |
注:1-电炉;2—烟道闸板;3一口盖;4—燃烧室;5-料罐;6—预热炉;7-冷却塔;8-台车;9一容器。
用于废钢预热的专利装置很多,但预热原理基本相同。下面介绍两种具体的装置。
a天津钢管公司的废钢预热系统
1992年底投产的天津钢管公司引进德国曼内斯曼-德马克(Mannesman-Demag)公司的 150 t超高功率电炉,带有一套利用炉内废气进行废钢预热的系统。
从电炉炉盖第四孔排出的烟气高达1200七,它有C0、H等可燃成分,为充分利用烟气的能 量,需在燃烧室内充分燃烧后才引入废钢预热室。废钢预热站有两个预热室可交替使用,当废钢 在料场完成配料以后,由卡车将装满废钢的料篮运到电炉跨,再由210 t天车将料篮放入预热站 内的一个预热室中,预热室盖开到预热室的上方与预热室封闭,此时系统处于封闭状态,等待 预热。
预热时首先开启风机,在预热室中产生比烟气管道大得多的负压。电炉的高温烟气经燃烧 室顶部再经废钢流到底部。进入预热室的烟气温度约500七,经过预热后降到300七以下,经风 机再返回燃烧室主烟道入口处与电炉高温烟气混合。这样循环可使进入烟气除尘系统下步工序 的电炉烟气温度得到调节,这种预先经温度调节的烟气经自然对流式空冷器使其温度进一步下 降,与来自屋顶罩的二次烟气混合,烟气温度可降到130七以下进入风机,除尘净化后排至大气。
第一料篮完成预热之前,就将第二料篮废钢吊入另一个预热室;然后把预热盖开到该室上面 与预热室封闭,开始预热。经预热后的废钢温度可达250tC,用天车将其吊装入电炉。据估算, 预热后的废钢可使电炉电耗降低25 kW ∙ h∕to
这种方式由于白烟、臭气等环境污染问题被淘汰了,该公司建成后未使用。
• 102 ∙ 3 电炉设备---------------------------------------------------------
b利用外来燃料的炉内废钢预热系统
目前较多的是利用电炉高温烟气在料篮内进行预热,这种方法的缺点是获得很高的温度比 较困难,另外,经预热的废钢装炉时的热损失较大。针对这些问题,新日铁光制铁所以节能降耗、 减少产品成本为目标,开发出一种新型电炉炉内预热装置(见图3-71)。
图3-71新型废钢预热系统
废钢首先在炉外料篮内预热,然后移送到双室电炉。在炉内燃油烧嘴产生的燃烧热与电弧 热共同作用使废钢熔化。该装置的最大特点是1套电源、2套炉盖(预热炉盖和熔化炉盖),在同 一炉内进行预热、熔化,热效率极高。
炉内预热方式的特点是:预先把燃烧筒内燃烧产生的高温燃气吹进废钢开孔内,燃气在废钢 内上升的同时进行预热,该装置操作要点为:
(1)开孔,预热前,需使开孔保持完好状态。该设计采用端头缩颈型燃烧筒,缩颈端部插入 废钢开孔内一定深度,通过对烧嘴喷枪及燃烧筒调整使火焰短化,保持废钢开孔部稳定。
(2)废钢氧化控制,该厂主要生产不锈钢,为防止Cr、Ni氧化,温度应控制在900七以下,故 燃烧筒出口的燃气温度也应控制在900七以下。控制方法是将预热后的排气循环引入燃烧筒, 在该筒内与燃气混合调节温度。
(3)组合式预热,炉内预热循环利用部分排气,同时另一部分排气与熔炼时的烟气混合对料 篮废钢进行初步预热,达到最佳节能效果。
该装置典型的操作使用效果如下:
(1)冶炼电耗可降低37%;
(2)冶炼能源成本减少24%;
(3)因电耗下降和进入炉内冷空气减少,电极消耗降低;又因在高温下预热使废钢软化,熔 化时塌料现象少,电极因事故损耗显著减小。
20世纪90年代,国外发展了多种废钢预热方式,出现了形形色色的不同电炉炉型,详见本 章后面各节。
3.1.6出钢系统
出钢槽由钢板和角钢焊成,固定在炉壳上。槽内砌以大块耐火砖,目前很多厂采用预制整块 的出钢槽砖,砌筑方便,使用寿命长。
出钢槽的长度取决于炉子的尺寸、炉子在车间的位置及倾动机构的类型。在保证顺利出钢 的前提下出钢槽应尽量短些,以减少钢液的二次氧化和吸收气体。
为了减少出钢时钢液对盛钢桶衬壁的冲刷作用及防止出钢口打开后钢水自动流出,出钢槽 做成与水平面成8° ~ 12。的倾斜度。
偏心炉底出钢电炉炉型简图如图3 -72所示,偏心炉底出钢系统如图3 -73所示。在总体 结构上,它在原出钢侧安装一突出炉壳的出钢箱以取代原来的出钢槽。出钢箱内部砌筑耐火材
-----3.1现代电炉炼钢设备.103.
料,并形成一小熔池,它与原炉底大熔池连通且圆滑过渡。出钢口垂直地开在出钢箱小熔池的底 部。出钢箱上部设水冷盖板(其上开有操作孔),以封闭小熔池及清理与维护出钢口。出钢口为 双层结构,外层为方形座砖,内层为釉砖,层与层间用镁质耐火材料填充,以便于釉砖的更换。出 钢口的开闭可通过开闭摆动式盖板完成。尾砖用水冷却。盖板和尾砖由石墨构成,以防高温变 形与保护炉子。电炉装料前,关闭出钢口盖板,在出钢口内填入含I0% Fe2O3的MgO-SiO2混合 粉料,以堵塞出钢口。
图3-72偏心炉底出钢电炉炉型简图
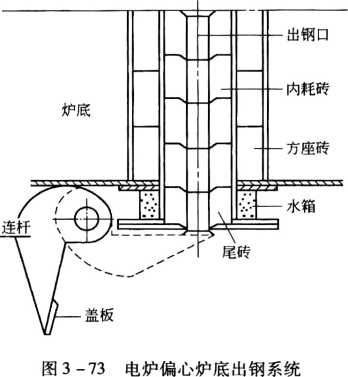
在工艺设计上,为达到彻底地实现无渣出钢及留钢留渣操作,主要是要确定出合理的出钢口 中心到炉子中心的距离(偏心度)及出钢口的大小,以保证在1 ~2min内出完全部的钢水和炉 渣。钢渣既能出得尽又能留得住,且最大后倾角不大于12。~ 15。,以便于出钢口的维护等。
电炉炼钢实践表明,采用偏心炉底出钢与出钢槽出钢相比,可取得以下显著效果:
(1)可实现无渣出钢和留钢留渣操作。炉内留钢量一般控制在10% ~ 15%,留渣量可达到 95%以上。为此,偏心炉底出钢已成为"超高功率电炉-炉外精炼—连铸”短流程及直流电炉的 一项必备的技术,为无氧化性炉渣出钢创造了必要的条件。
(2)电炉水冷炉壁的水冷面积可从出钢槽出钢的70%增加到87% ~90%,从而提高炉衬寿 命15%及扩大炉膛直径(德国BES公司45 t炉子从原来的4. 2 m扩大到4. 6 m,70 t炉子扩大到 6.2m)0前者耐火材料消耗可降低2. 5~3. 5kg∕t,维修喷补炉衬的费用可减少60% ,炉容量可扩 大 12. 5% o
(3)炉体后倾角从42。~45。减小到12。~ 15。,可缩短短网长度,从而提高输入炉内的有功功 率(10% ~33%)和功率因数(从0.707提高到0.8),缩短冶炼时间3 ~7min,可降低电耗15% ~ 30%。此外,炉体倾动角减少可简化炉子设计(短网中的非磁性支承架、电缆接头等有关连接构 件受力状况改善,倾动摇架质量减轻),且减少电极折断几率。
(4)缩短出钢时间75%,出钢温度可降低30% ,因而可缩短冶炼时间,降低电耗,降低电极 消耗6% ,生产率提高10% ~ 15%。
(5)出钢钢流短而垂直,且集中无分散,可减轻出钢过程中钢流的二次氧化及吸气,加上出
• 104 ∙ 3电炉设备------------------------------------------------------
钢时间缩短,钢中氢、氧和氮及夹杂物的含量均有所减少,同时便于采用钢包加盖及氫气保护 技术。
偏心炉底出钢存在出钢口附近钢水混合搅拌困难问题,该区域熔池的成分和温度与其他区 域相差较大。此外,炉底的维护也较出钢槽出钢困难。为此,在设有底吹搅拌装置的电炉上,可 在电极圆到出钢口的直线上,约在其中心处设置一底吹搅拌多孔塞,以加强该区域钢水的均匀混 合搅拌。此外,在某些竖炉电炉内,由于其结构上的特殊性,往往采用圆形底出钢(RBT--Round Bottom TaPPing)技术,即把偏心底出钢的出钢口移向炉体圆筒内靠近炉壁的炉底处。
此外,还有虹吸出钢(Side Bottom Tapping SBT)、水平无渣出钢(Horizontal Tapping HT)、偏位底出钢(Off-Centre Bottom Tapping——OBT)及滑动阀门出钢(Slide Gate——SC)等形 式的出钢方法,但普遍采用偏心底出钢形式。
3.2普通超高功率交流电炉
3.2.1普通超高功率交流电炉技术要点
为提高电炉炼钢的生产率和降低成本,1964年在美国矿冶石油工程师协会的电炉会议上, 美国碳化物公司施瓦伯(W. E. SChWabe)和西北钢线材公司罗宾逊(C. G. RObinSOn)根据有关的 试验结果,共同提出电炉超高功率概念(UItra High POWer,简称UHP)。后来在两台135 t的电炉 上采用不同的功率水平进行进一步的运行试验,并根据试验结果于1967年提出将电炉划分为普 通功率(RP——Regular POWer)、高功率(HP—High Power)和超高功率(UHP)三类。同时得出 结论:电炉高功率和超高功率化后可加速废钢的熔化,缩短熔化时间,大幅度提高生产率;同时提 高电炉的热效率和总效率,明显降低单位电耗。
超高功率电炉应具备以下主要的技术特性,否则,高功率和超高功率电炉的优势很难全面发 挥。这些主要技术特性为:
(1)具备较高的单位功率水平。1981年国际钢铁协会提议按电炉的额定容量来给电炉分 类,对于50 t以上的电炉:
低功率电炉 中等功率电炉 高功率电炉 超高功率电炉
l∞~200 kV ∙ A/t 200 ~ 400 kV ∙ A/t
400 ~7∞kV ∙ A/t 700 ~ 1000 kV ∙ A/t
其中,变压器功率水平用变压器的额定功率(kV ∙ A)与电炉的额定容量(t)或实际平均出钢量 (t)之比表示。参照国外电炉发展情况,经有关专家讨论给出了我国不同容量的超高功率电炉的 推荐功率水平,如表3 -5所示。我国制定的电炉的标准系列如表3 -6所示,并于1988年正式 开始实施。
表3-5专家推荐的国内超高功率电炉的功率水平
|
工称容量/t |
炉壳内径/m |
变压器容量 /MV ∙ A |
出钢量/t |
功率水平① /kV ∙ A ∙ L |
|
30 |
4.6 |
18~22 |
36 |
6∞~733(5∞~611) |
|
50 |
5.2 |
25 -30 |
60 |
500 ~600(417 -500) |
|
75 |
5.8 |
30-40 |
90 |
400 ~533(383 ~444) |
|
100 |
6.4 |
40~50 |
120 |
400 ~500(333 -417) |
①括号内的数据为按实际出钢量计算的功率水平值。
..................................3.2普通超高功率交流电炉.105.
表3-6国产新系列电炉的主要参数
|
额定容量 /t |
最大容量 /t |
炉壳内径 /m |
变压器额定容量和功率水平__________ | |||||
|
RP |
HP |
UHP | ||||||
|
MV ∙ A |
kV ∙ A/t |
MV ∙ A |
kV ∙ A/t |
MV ∙ A |
kV ∙ A/t | |||
|
12 |
15 |
3.5 |
5 或 6.3 |
417/525 | ||||
|
15 |
20 |
3.7 |
6.3 |
525 |
10 |
667 |
12.5 |
833 |
|
20 |
25 |
4.0 |
6.3 |
420 |
12.5 |
625 |
16 |
800 |
|
25 |
30 |
4.3 |
8 |
400 |
12.5 |
500 |
16 或 20 |
640/800 |
|
30 |
40 |
4.6 |
10 |
400 |
16 |
533 |
20 或 25 |
667/833 |
|
40 |
50 |
5.0 |
12.5 |
417 |
20 |
500 |
25 或 31.5 |
625/788 |
|
50 |
60 |
5.2 |
16 |
400 |
25 |
500 |
31.5 或40 |
630/800 |
|
60 |
75 |
5.5 |
20 或 16 |
400/320 |
25 |
417 |
40 |
667 |
|
80 |
100 |
6. 1 |
20 |
320 |
31. 5 |
394 |
40 或 50 |
500/625 |
|
100 |
125 |
6.4 |
25 |
333 |
40 |
400 |
50 或 63 |
500/630 |
|
125 |
160 |
6.8 |
313 |
63 |
504 | |||
|
160 |
200 |
7.4 |
80 |
500 | ||||
(2)高的电炉变压器最大功率利用率和时间利用率。超高功率电炉的炉用变压器的最大功
率利用率C2和时间利用率TU均应不小于0.7。C2和τu的表达式为:
C _P熔-2 +尸精丁3
2 尸额(T2 +T3)
式中ρ播——熔化期的平均输入功率,kW;
P精-精炼期的平均输入功率,kW;
P额—变压器的额定功率,kW;
T1-—上炉出钢至下炉通电的间隔时间,min;
T2 ,73——分别为熔化和精炼时间,min;
74...热停工时间,miηo
表3-7给出了有关专家提出的我国超高功率电炉应达到的平均冶炼时间和生产率最低水 平的建议值。
表3-7我国超高功率电炉对生产率的最低水平要求
|
公称容量/t |
出钢量/t |
冶炼时间/min |
生产率/t ∙ h- |
|
30 |
36 |
100 |
21.6 |
|
50 |
60 |
120 |
30 |
|
75 |
90 |
135 |
40 |
|
IOO |
120 |
150 |
48 |
(3)较高的电效率和热效率。电炉的平均电效率应不小于0.9,平均热效率应不小于0.7。
(4)较低的电炉短网电阻和电抗,且短网电抗平衡。50 t以下的炉子,其短网电阻和电抗应 分别不大于0. 9 m0和2. 6 mC,短网电抗不平衡度应不大于10% ;大于75 t的电炉其短网电阻和 电抗应分别不大于0.8 m。和2.7 m0,短网电抗不平衡度应不大于7%。
• 106 ∙ 3电炉设备
3.2.2超高功率电炉的技术难点及其克服措施
3. 2. 2.1 技术难点
由于超高功率电炉所匹配的变压器容量比普通功率电炉高1 ~2倍,而二次最高电压为普通 功率电炉的1.5倍,最大二次电流为普通功率电炉的1.6倍。因此,电炉在运行过程中潜在的问 题将随着电炉容量的扩大、变压器功率水平的不断提高而明显地表现出来。采用交流供电时就 更为突出。交流超高功率电炉的技术难点有:
(1)交流电弧每秒过零点100次,在零点附近电弧熄灭,然后再在另一半周重新点燃,造成 交流电弧燃烧及其输入炉内功率的不稳定性和不连续性。但短而粗(低电压大电流操作)的电 弧其输入功率相对地要比长而细的电弧(高电压小电流操作)稳定。
(2)冶炼中因为电弧频繁短路和断弧造成电压波动频繁,同时因为功率因数低,无功功率频 繁波动,引起频繁而强大的电压闪烁,最终对前级电网产生剧烈的冲击。因此,当前级电网的短 路容量小于电炉变压器容量的80 ~ 100倍时,就需要配备动态补偿装置。
(3)三相电弧弧长和功率的变化在时间上不一致,造成三相负载不对称。不仅对前级电网 产生很大的干扰和冲击,且造成三相功率不平衡和严重的炉壁热点及废钢熔化不均衡。
上述三个技术难点是交流供电本身所不可避免的,在一定程度上限制了超高功率电炉容量 的发展和电炉的进一步大型化。
(4)炉内输入功率提高后,电弧长度增加,对炉衬的辐射增加,炉衬寿命大幅度下降。为此, 应采用水冷炉壁(盖)和泡沫渣操作。
3. 2. 2. 2 克服措施
由于超高功率电炉特别强调其功率水平的提高和变压器最大功率的利用率、时间利用率,所 以对超高功率电炉的装备和工艺提出了更高的要求,以至于超高功率电炉必须辅助以一系列的 相关技术。同时由于其相关技术不断发展,使超高功率电炉炼钢具有更强的竞争力。自超高功 率概念提出后,电炉炼钢技术的发展,可以认为主要是围绕着如何克服超高功率电炉冶炼中出现 的一系列技术难点和问题展开的。
A大电流供电
提高电炉变压器功率水平,首先要求供电回路能够承受强大的供电电流,并要求降低短网电 抗。它包括供电电缆要能承受大电流并具有很低的电抗;石墨电极要能承受大电流,而又不希望 增大电极的极心圆直径,还不能增加电极消耗;尽可能降低三相功率的不平衡。其相关技术和措 施有:
(1)采用大电流水冷(空心水冷)铜管,进而发展为采用铜钢复合或铝质的直接导电电 极臂;
(2)大电流超高功率电炉用石墨电极并辅以水冷电极技术;
(3)改进短网布线,从而改善三相功率的平衡。
B炉衬寿命
炉内输入功率提高后,电弧长度增加且其功率提高,对炉衬的辐射大大增加。同时,产生严 重的炉壁热点,导致炉壁和炉盖使用寿命大幅度下降,这是超高功率电炉工业应用初期碰到的主 要困难之一。在当时的技术条件下,只能采用短弧操作,但这导致电炉在很不利的电气特性下运 行。为了改善电气运行特性又要提高炉衬寿命,必须采用的相关技术和措施有:水冷炉壁(盖) 和泡沫渣操作。这两项措施不仅大大提高了炉衬寿命,还为超高功率电炉由低电压大电流的短 弧操作改为长弧操作提供了重要的技术保证。
3. 2普通超高功率交流电炉• 107 •
C 电炉运行稳定性和三相功率平衡
超高功率电炉工业应用初期,为提高炉衬寿命和电弧的稳定连续性,不得不采用低电压大电 流的短弧操作,较高电压的长弧操作是不允许的。但短弧操作是以牺牲电气特性换取电炉热工 的改善的;同时对电极质量的要求大大提高,对电极消耗也很不利;还使电炉短网电抗相对值大 为增加,产生严重的三相功率不平衡。为提高电炉运行稳定性,改善电气运行特性和对前级电网 的冲击,所采用的相关技术和措施有:
(1)长弧(高电压小电流)泡沫渣操作;
(2)改进短网布线,从面改善三相功率的平衡;
(3)当前级电网的短路容量小于电炉额定容量的80 ~ 100倍时,要采用动态补偿装置以减 轻对电网的冲击,提高电网的用电质量;
(4)高阻抗电炉
D最大功率利用率和时间利用率
发展超高功率电炉的核心是提高电炉的生产率,降低操作成本。因此,要最大限度地提高变 压器的最大功率利用率和时间利用率。由式3 -7和式3 - 8可见,主要有三个途径:
(1)缩短非升温的还原期,把炉内的任务转移到炉外,分解电炉的冶金功能,提高电炉炼钢 过程的连续性;
(2)增加除电能以外的其他能源及利用。电炉废气余热加快废钢的熔化;
(3)缩短热停工时间。
为此,所采用的相关技术和措施有:
(1)在缩短非升温时间使电炉功能分解方面,采用偏心底出钢达到氧化性无渣出钢,实现电 炉冶炼与炉外精炼双联的工艺流程以及采用双炉壳电炉,这是最有效的措施。
(2)在增加除电能以外的其他能源方面,采用强化供氧、氧燃烧嘴助熔或煤氧喷吹,这是加 快废钢熔化、强化冶炼的最有效的办法。
(3)利用电炉废气的余热预热废钢,辅助以氧燃烧嘴或煤氧喷吹和二次燃烧(后燃烧)技 术,以及采用竖炉电炉,是加快废钢熔化的又一有效的措施。
提高冶炼操作的机械化和自动化水平,采用冶炼过程的计算机控制,提高调度管理和操作水 平,也是最大限度地提高变压器的最大功率利用率和时间利用率的必要措施。
表3 -8给出了部分超高功率电炉配套相关技术的功能和效果。20世纪70 ~ 80年代,高变 压器容量、长弧泡沫渣操作、水冷炉壁(盖)、强化用氧和氧燃烧嘴(总耗氧量(标态)30 m3∕t以 上)、偏心底出钢、炉外精炼、废钢预热、电极水冷技术、吹氧喷炭、喷补机械、直接导电电极臂、冶 炼过程的计算机控制及自动加料系统等技术装备已成为电炉的最基本配置。在生产流程中,电 炉主要作为熔化废钢及脱磷的初炼炉,其他精炼任务由精炼设备来完成,熔化废钢的部分工作由 废钢预热装置及吹氧辅助装置来完成。
表3-8超高功率电炉配套相关技术的功能和效果
|
技术名称 |
功 能 |
效 果 |
|
直接导电电极臂 |
铜钢复合或铝质导电电极臂代替大电 流水冷铜管_____________ |
降电抗,提高输入功率,简化设备与水冷系统,减轻 质量,便于维护__________________ |
|
水冷电极 |
减少电极氧化损失 |
电极消耗降低20% ~40% |
|
水冷炉壁(盖) |
代替炉壁和炉盖砌砖,测定炉壁热流量 控制最佳输入功率,大幅度提高炉衬寿命 |
是改短弧操作为长弧操作的基础,耐火材料消耗减 少50% |
• 108 ∙ 3电炉设备
续表3.8
|
技术名称 |
_______功 能_______ |
效 果__________ |
|
长弧泡沫渣操作 |
取代短弧操作,提高功率因数;吹氧的 同时喷炭造泡沫渣埋弧,以减轻电弧对炉 衬的辐射 |
功率因数提高到0∙ 85以上,提高电弧稳定性,大幅 度提高炉衬寿命,缩短冶炼时间,节电 |
|
偏心底出钢 |
代替出钢槽出钢,实现无渣出钢和留钢 操作 |
实现无渣出钢和留钢操作,炉子倾角减小20。 ~ 30。,短网缩短2 m,输人功率提高,缩短冶炼时间5 ~ 9 min,出钢流紧密,减少二次氧化与温降,出钢温度 可降低3Q℃ ,节电20 ~ 25 kW ∙ h/t |
|
氧燃烧嘴 |
消除炉内冷点,补充热能,也可往炉内 供氧________________ |
是废气预热废钢的基础,使熔化均匀,缩短冶炼时 间 10~25 min,节电 35 ~65 kW ∙ h/l |
|
炉门喷炭粉 |
吹氧的同时喷炭造泡沫渣埋弧 |
使电炉可采用高功率因数的长弧操作,提高输入功 率,缩短冶炼时间,提高炉衬寿命__________ |
|
炉外精炼 |
加热、造渣、吹气、真空处理、合金化,完 成炉内脱硫、脱氧合金化任务和去气、去 夹杂 |
是缩短和取消还原期的基础,电炉短流程必备技 术;可提高钢质量,可降低电炉出钢温度50 ~70t, 缩短冶炼时间10~25 min,节电32 kW ∙ h/t,节约电 极,耐火材料消耗降低10% ~30% |
|
喷补炉机械 |
往炉内投加补炉料补炉 |
改善劳动条件,提高补炉质量,缩短补炉时间 |
|
机械化加料系统 |
往炉内和钢包内加料,实现自动化操作 |
缩短冶炼时间,改善劳动条件 |
|
第四孔加密闭罩除 尘系统 |
净化一、二次烟尘,降低电炉的噪声 危害 |
改善环境条件,排放气体含尘量(标态)不大于 150 mUn?,电炉作业区噪声降到90 dB以下 |
|
废钢预热 |
利用第四孔排出的热烟气预热废钢,回 收热能 |
废钢预热温度可达200 ~300cC ,缩短冶炼时间5 ~ 8 min,1V⅛40~50 kW ∙ h/t |
|
冶炼过程计算机 控制 |
按热模型与冶金模型配料计算,热平衡 计算,最佳输入功率控制,车间电负荷调 节,合金计算,吹氧计算并同时控制各设 备动作,与上位管理计算机联网进行生产 管理________________ |
实现冶炼生产的最佳技术经济指标,节电5% ,降 低吨钢生产成本11% |
|
无功功率静止式动 态补偿装置____ |
消除或减弱电炉冶炼中负荷波动造成 的电压闪变与谐波对电网的危害 |
将电炉对电网造成的污染控制在可接受的范围内 |
|
电炉底吹 |
电炉吹惰性气体搅拌熔池 |
熔化期缩短5 min,节电16 kW ∙ h/t;氧化期缩短 3 min;还原期缩短10 min,节电32 kW ∙ h/t;信和硅 铁烧损减少 |
3. 2. 3超高功率交流电炉的短网布线
早期电炉的短网导体采用普通平面布置,两侧边相对于中相导体来说为对称布置,各相导体 的数量及布置形式完全相同。
显然,这种短网布线方式必然造成各相的阻抗和电抗不平衡,并由此造成输入炉内功率不平 衡和炉壁热负荷分布严重不均衡,还对前级电网造成较大的冲击。这些现象随着变压器功率的 增大、电流的提高,特别是电炉超高功率化后,其危害越来越突出,从而严重地妨碍了电炉炼钢的 各项经济技术指标的改善。因此,必须改进电炉的短网结构与布线,以减少电炉的无功损耗,克 服因二次导体阻抗和电抗的差异而引起的功率不平衡给冶金过程与设备带来的不良影响,对进 一步改善电炉的各项指标,特别是降低电耗创造有利的条件。根据电炉短网阻抗的计算,可对不 同容量的电炉按照不同的目的(减少电抗和平衡电抗)来采取不同的布线方案Q
由电工学知识可知,通有同相位电流的平行导体靠得越近,则每个导体上的电抗值(X =
------3.2普通超高功率交流电炉∙109∙
2RZ)越大;通有反方向(或有相位差)电流的平行导体靠得越近,则每个导体上的电抗值都减少 (与同相位相比)。因此,便产生了交错布线(30 t以上的电炉减少电抗)及修正平面布线方案 (平衡电抗),如图3 -74、图3-75所示。
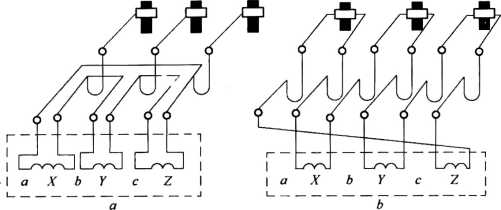
图3-74交错布线短网示意图 。一部分交错汕一全部交错
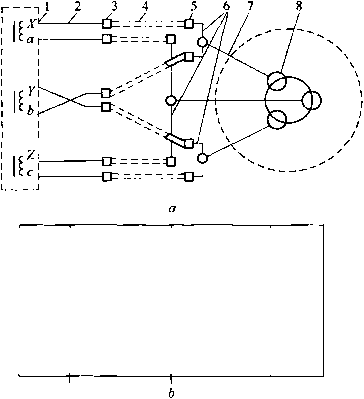
lφ! ^ O

!φs
-θ--θ-∈

图3-75综合短网布线示意图(导电铜管部分属修正平面布线) 。一短网布线;6一横臂(I )及铜管(口)剖面图
修正平面布线的特征是:边相导体相对于中相导体为对称布置,各相导体的惯性中心在空间 上位于同一水平面。中相导体的数量及间距减小,边相导体的数量及间距增大。这种布线结构 简单,并实现了三相电抗平衡,可用于30 t以上的大、中型电炉。
如将电炉各相二次导体分别置于等边三角形的三个顶点的位置,则因各相导体彼此之间相 对距离相等,电磁耦合对称。在各相导体自身几何尺寸一致的情况下,各相导体大致相等。这种 布线称为三角形布线方案。它能实现三相电抗平衡,但提高中相会受厂房高度的限制。而且为 便于安装挠性电缆,需加大变压器到电炉间的距离,当车间作业面积受到限制时不易实现。此 外,也会给安装工艺带来一些麻烦。因此,常用于小电炉。
• IlO ∙ 3电炉设备-----------------------------------------------
吸取两种布置的优点,可组成更理想的修正三角形布线等方案,如图3-76所示。修正三角 形布线时,三相导体的惯性中心在空间位于1个有2个锐角的等腰三角形的3个顶点上,各相的 数量相同,中间导体的间距减小,边相导体的间距加大。这种布线结构紧凑,可用于30 t以上的 电炉。
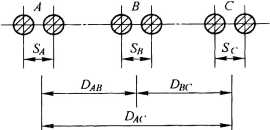
⅛
图3-76流过线电流的短网导体布置示意图
a-普通平面布置"一修正平面布置;L正三角形布置;4-修正三角形布置
3.3超高功率直流电炉
3.3.1直流电炉的特点
直流电炉包括直流炼钢电炉、直流矿热炉及直流钢包炉。
直流电炉是在超高功率交流电炉及其相关技术已相当完善的情况下投入工业应用的。因 此,直流电炉一投入工业应用即普遍采用了超高功率及其相关技术。
直流电炉能够在短短的几年内得到迅速发展,这与它和交流电炉相比具有在资金、设备、环 保,特别是操作结果等方面的一系列优越性是分不开的。
直流电炉技术研究始于19世纪70年代,但长期以来,由于没有大功率高效整流设备而使直 流电炉的生产应用受到限制。
在近百年的电炉炼钢历史中,三相交流电炉一直占主导地位。20世纪60年代,超高功率电 炉得到应用,炉子容量和变压器功率大型化,加上一系列配套技术和炉外精炼,电炉生产率大大 提高,成本大大降低,且可与转炉媲美。特别是80年代末,电炉-炉外精炼—连铸一连轧短流程 的发展,使电炉炼钢获得了进一步的提高。一些发达国家,电炉钢产量达到钢总产量的40%,甚 至更高。但随着炉子容量功率水平的大幅度提高,也带来一定弊端,即大功率交流电弧稳定性
---3.3超高功率直流电炉.Ml .
差,对电网冲击较大(产生较强的闪烁),对环境具有较大的噪声污染。为解决对电网的冲击问 题,需设置动态补偿装置,增加大量投资。对于噪声,至今尚无理想的解决办法,有的企业采用密 封隔音,但其效果不太理想,并且使冶炼操作不方便。直流电炉基于自身的特点,可克服上述弊 端并具有其他一些重要的优点。为此,20世纪70年代以来,伴随着大功率可控硅整流技术在生 产中获得应用,直流电炉的发展也就成了历史的必然。
1972年,在瑞典的MefoS投产了 1台容量为7 t的生产试验炉,用于铁矿石直接还原。随后, ASEA又将直流电炉用于炼钢生产。1975年,在KanthaI钢厂将1台容量为30 t的交流电炉改造 为直流电炉,这是世界上第1台用于炼钢生产的直流电炉。直流电炉生产试验结果显示出巨大 的优越性。因此,20世纪80年代以来,在世界范围内,直流电炉技术的开发与应用取得了重大 进展。直流电炉设备与交流电炉相比具有以下优越性:
(1)石墨电极消耗大幅度降低,这是发达国家发展直流电炉的重要原因之一;
(2)电压波动和闪变小,对前级电网的冲击小;
(3)只需一套电极系统,可使用与三相交流电炉同直径的石墨电极;
(4)缩短冶炼时间,可降低熔炼单位电耗5% ~10%;
(5)噪声水平平均可降低10 ~ 15 dB;
(6)耐火材料消耗可降低30%;
(7)金属熔池始终存在强烈的循环搅拌;
(8)投资回收快;
(9)操作稳定,输入功率提高,升温效率提高,熔化均匀快速,生产率提高,烟尘排放量减少。
直流电炉的上述优越性随着直流电炉技术水平的日益提高和不断完善,还会进一步突出地 表现出来。但与此同时,随着交流电炉技术的不断发展,相关技术的不断完善,直流电炉和交流 电炉之间在一些操作结果和指标上的差距逐渐缩小。目前交流电炉与直流电炉处于竞争发展阶 段。将来电炉的发展将充分利用直流电弧稳定、对电网容量要求低和对电网冲击小、电极消耗低 及只需一套电极系统的优势来选用炉型或开发新型的电炉,以达到真正的"高效、高产、低耗、优 质、低污染”目标。目前,刚出现的几种新型的电炉多采用直流供电。
3.3.2直流电炉设备
直流电炉的设备由炉体、电源设备、控制设备以及大电流线路及其弧形架机构、炉盖及其提 升与旋转机构、电极升降机构、炉底导电电极系统、液压系统和冷却水及压缩空气系统等几部分
组成,如图3-77所示。
直流电炉的大规模工业性推广应用是在 超高功率电炉及其相关技术已相当完善的阶 段进行的,因此大多数新建的直流电炉都引入 了超高功率技术,并相应地采用了交流超高功 率电炉的一系列相关技术,主要有水冷炉壁 (盖)、泡沫渣操作、偏心底出钢、氧燃烧嘴、废 钢预热等。这些技术的应用使得直流电炉在 工业性推广应用初始就以相当完善的面貌 出现。
从设备方面看,直流电炉与超高功率交流 电炉具有许多相同之处。例如废钢预热设备、
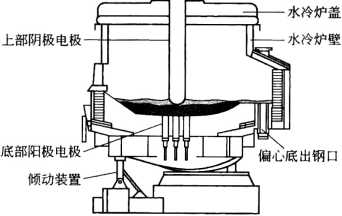
图3-77直流电炉结构示意图
• 112 ∙ 3 电炉设备•一------------------------------------------ 氧一燃烧嘴、水冷氧枪、水冷炉壁及炉盖、加料设备、电极升降机构、底吹気装置、除尘设备、偏心 炉底出钢装置等直流电炉与超高功率交流电炉都是相同的。
与三相交流电炉相比,直流电炉在其结构上有以下特点:
(1)只有1根中心炉顶石墨电极和1个相应的炉底电极,因此电极横臂、夹持器和立柱及相 应的电极升降控制装置也只有1套,因而这些部分的结构可大大简化。但增加了炉底电极及其 冷却和测温系统。而当使用的二次电流大于IOO kA(变压器容量超过120 MV ■ A)需使用大于 直径700 mm的石墨电极时,宜采用2根或3根炉顶石墨电极的形式。
(2)由于直流电不存在周期性变化的磁场,因此作用在横臂、立柱、电极升降机构和大电流 线路支架上的电磁力很小。即使采用磁性钢材也不致感应发热,可使电极横臂冷却水用量和炉 子损耗降低。大电流导体中的损耗大大降低,短网压降减小,短网阻抗对电炉的影响比交流炉短 网小。
(3)直流电不存在集肤效应和邻近效应,因此导体和石墨电极截面上的电流分布均匀,可减 小这些部件的尺寸和质量。
(4)直流电炉的炉体结构与交流电炉相仿,由一块钢板焊成。一般应采用水冷炉壁(盖)和 偏心底出钢。这样炉壳直径可比交流炉稍小,水冷面积(可达90%以上)可比交流炉大。
(5)直流电炉由于全部的电流都要通过单根石墨电极,因此应采用能承受大电流密度的超 高功率电极。
(6)大电流线路(短网)中,上部电极由导电铜管、软电缆、导电铜排与整流电源的负极相连 接,下部底电极由大电流电缆及导电铜排与整流电源的正极相连接。因此,通电后,电流由整流 电源的正极通过导电底电极、钢水流向石墨电极,最后流入整流电源负极。
(7)短网通过的电流更大了。与同容量的交流电炉相比,直流电炉短网通过的电流成倍 增加。
直流电炉通常采用高功率或超高功率直流供电。近期在世界各地投产的直流电炉的比功率 (单位炉容量占有变压器功率) 大多在700 ~ 1000 kW/t范围 内,最高达IIOOkW/t。例如日 本中山钢公司70 t炉子的变压 器比功率为780 kW/t,韩国 Hwan Young钢公司100 t炉子 变压器功率为107 MW,印度 ESSar钢公司150 t炉子变压器 功率为160 MW。此外,变压器 超载是直流电炉的优势之一。 通常,变压器的工作容量比额 定容量高20%。
图3-78为典型的直流电 炉成套设备组成图。由图可 见,直流电炉成套设备中,除炉 体外,还有电源、控制系统、短 网、底阳极等4个部分,下面简 述它们的特点。
高圧开 关装置
滤波 装置
□ □
:々Z:.,火 3f ,•,。三二产二二二三!
主变
圧器
可 控 硅
水冷电缆
炉用低压开关柜
炉底电极
2号鼓.风机/ 大电流导电铜管 二次导体
图3-78直流电炉成套设备简图
3.3超高功率直流电炉∙113∙
3. 3. 2.1 电源设备
直流电炉的电源设备是指 从高压交流电网供电开始到给直 流电炉的电极供以直流电为止的 整个电气设备。直流电炉的主电 路如图3-79所示。它包括高压 隔离开关、高压真空断路器、限流 电抗器、电炉变压器、整流装置等 电气设备。
与交流电炉相比,直流电炉 增加了大电流整流设备、炉底电 极设备,电气设备变得复杂了,炉 子电气室空间需增大。表3 - 9 列出了交流电炉和直流电炉的电 气设备构成的比较。为了稳定电 弧电流,直流电炉需用可控硅进 行恒电流控制;同时,在电弧电阻 剧变的情况下,为使电弧稳定,需 设直流电抗器(DCL);而为使用 大电流整流装置,改善电源的畸 变补偿,提高功率因数,通常需设 高次谐波滤波器。
22k V 60Hz
1 DS % 24kV Y 3000A
⅛LA ;28kV t IOkA
DS 24kV 3000A
DS 24kV 2∞0A

PT 22000V IlOV
图3-79直流电炉供电系统图
表3-9 交流电炉和直流电炉的电气设备构成的比较
|
比较项目 |
交流电炉 |
直流电炉 |
|
主回路设备基本构成 |
炉用高频度断路器(I台/1炉子); 浪涌吸收器;避雷器; 仪表用变压器(PT ∙ CT); 断路器 |
炉用高频度断路器(1台/1炉子); 浪涌吸收器(特制);避雷器; 仪表用变压器(PT/CT); 断路器 |
|
炉用变压器(1台/1炉子) |
整流变压器(多台/1炉子); 晶闸管整流器(多台/1炉子); 直流电抗器(多台/1炉子) | |
|
大电流母线(交流三相); 电气室内母线; 水冷电缆; 电极横臂 |
大电流母线(直流); — 电气室内母线; 阳极(炉底部分)、阴极(炉顶部分); 水冷电缆;阴极(石墨电极)侧电极横臂; 阳极侧炉底_________________ | |
|
电极:3根炉顶石墨电极 |
电极:1根炉顶石墨电极、炉底电极_______ | |
|
电压抽头切换装置 |
有载抽头切换装置(15 - 19个抽头) |
无载抽头切换装置(数个抽头) |
|
电极升降系统 |
3根电极; 电动机传动_____________ |
1根电极; ~ 液压或电动机传动_____________ |
|
控制监视系统 |
监视屏;保护继电器柜; 电极升降控制柜(3根电极)_______ |
监视屏;保护继电器柜;可控硅控制柜; 石墨电极升降控制柜(1根电极)________ |
• 114 ∙ 3电炉设备
续表3-9
|
比较项目 |
交流电炉 |
_______直流电炉_______ |
|
整体控制系统 |
两种炉型均可用相同范围、规模配置相同级别的计算机系统_______________ | |
|
集中监视系统 |
屏幕显示器式(CRT)集中监视操作系统,直流电炉较为方便________________ | |
|
改善功率因数电容器 |
两种炉型均要(兼滤波用,容量大小、滤波器的构成根据具体炉子而定) | |
|
闪变补偿装置 |
直流电炉的闪变发生量比交流电炉少(补偿装置配置与否应根据具体炉子而定)______ | |
A直流电炉变压器
直流电炉的整流用变压器与交流电炉的炉用变压器不同,它采用双次级输出,即两组次级线 圈中一组按丫形连接,另一组按△形连接,两个线圈的相位角相差30。,各自的谐波电流按傅里叶 级数展开后,其中的5、7、17、19次谐波电流数量相等、符号相反而相互抵消。电网中只剩下11、 13、23和25次谐波。
B整流设备
整流器多采用可控硅晶闸管。可控硅整流器无级调压,使直流电炉工作电压范围较宽,冶炼 过程各阶段均可通过调压达到最佳运行状态。直流电炉用变压器的抽头较交流电炉少,从而使 结构简化。
直流电炉的供电方式有两种基本方式:二极管整流和晶闸管整流。二极管整流利用变压器 的抽头来调压,为限制短路电流,在变压器的高压侧接有限流电抗器。因其在技术上存在许多缺 点,因此很少采用。晶闸管整流低压侧串有直流电抗器来抑制动态短路电流,虽然价格较高,但 因为在技术先进性和平滑可连续可调性方面有突出的优点,所以直流电炉一般都采用晶闸管 整流。
采用晶闸管整流,可利用其动态负载特性来稳定电弧的工作点。它可直接控制电弧电 流。这种电弧电流和电弧电压能独立控制的优点可将工作短路电流限制在设备的额定值或 预选的电流值内。因为对电流控制时,晶闸管的响应时间极短,可在3 ms内,所以不需要在整 流变压器的高压侧加装限流电抗器,但在低压侧直流回路内需串入直流电抗器。晶闸管整流 供电几乎不需进行变压器抽头切换来调压,故仅在变压器上安装星形—三角形线圈切换或无 励磁电动调压装置即可。变压器二次电压最高值至少要比交流电炉提高20%。适用于直流 电炉整流的电路形式主要有6脉冲的晶闸管三相全控桥式整流和双反星形整流及12脉冲桥 式整流电路。
C直流电抗器
可控硅整流电路中,采用直流电抗器,通常具有空心结构,其作用是稳定电弧,避免冶炼时短 路所造成的可控硅管过载。交流电路中串入的电抗器会使输出功率及功率因数大大下降,直流 电抗器仅有电阻存在,功率损耗低,功率因数也不会降低很多。采用在直流侧串联直流电抗器以 限制短路电流,同时还可起稳定电弧、控制电弧负载波动,以减轻对前级电网影响的作用。如直 流电抗器安放在炉底,还能产生电磁力使钢水横向搅拌。在整流装置的输出端串联直流电抗器 后,使输出电压中的交变分量基本落在电抗器上,输出电流中的交变分量减少,使直流电炉负载 得到比较恒定的直流电压和电流。
直流电抗器采用水冷,使用铝管或铜管,结构通常为内有水引道的结构。因为直流电抗器有 大电流流过,成为一强大的磁铁,所以会使周围的磁性物质磁化,并会因电流变化产生感应电流 而发热。
---3.3 超高功率直流电炉.]15.
D吸收回路
在交流电炉中,由于电弧电流失真,产生了如2、3、4、5和7次的低次谐波电流。直流电炉• 中,谐波电流产生于整流装置由交流变换为直流的过程中,所产生的谐波次数与整流脉冲数有 关。当为6脉冲整流时,产生特征谐波次数为5、7、11、13、17、19次等;当为12脉冲整流时,产生 特征谐波次数为11、13、23、25次等。因此,整流电路实际上可看成为一高次谐波源。高次谐波 电流在供电线路上会造成压降而影响供电电网对其他设备的供电。为此,在整流电源的交流侧 设置吸收回路以降低整流电源特定的谐波,还可使基波无功功率得到补偿。这样,平均功率因数 可超过0.95。设置吸收回路对于直流电炉的供电系统是无意义的,但因供电部门的要求,必须 按1%以下的总畸变量安装吸收回路。因此,可根据直流电炉产生的谐波量和电源点短路容量 的大小计算出谐波电流及其引起的正弦波电压畸变率在公共供电点处的值,来决定是否装设谐 波滤波装置及其大小。因直流电炉无5次以下的谐波和偶次谐波,可提高谐波滤波装置的有效 容性无功补偿容量利用率,从而减少滤波装置的安装容量,这有利于对装置的谐波谐振点及谐波 电压的控制。
3. 3. 2. 2控制系统
直流电炉的控制电路包括以电极 定位装置为控制单元的电压控制回路 和以可控硅整流器为控制单元的电流 控制回路。如图3-80所示为直流电 炉电压、电流控制系统示意图。
由图3 -80可以看出,电压控制 回路由电压参数给定环节、电压调节 器(Pl调节器)7、倒相器8、电极控制 单元9和电压负反馈补偿环节10组 成。电压给定环节是惯性环节,当输 入某一给定值时,其输出值随时间增
图3-80直流电炉控制电路示意图
加到达某一给定值后被限幅。在电压调节器的输出与输入之间,通过11引入负反馈电路。11 可使电弧电流为零即产生断路时,将电极控制在一定的位置;而12则是当电极与金属液发生短 路时,将电极控制在一定的位置。电压负反馈补偿环节10也是惯性环节,用从电压互感器中取 出电压负反馈信号来进行补偿校正。电极控制单元9是以具有零点不灵敏区的比例调节阀为核 心的液压定位装置。电极定位的自动调节系统的原理与三相交流电炉的电极调节相同,这里不 再赘述。
电流控制回路的控制原理是:当电弧电流变小时,可控硅整流器(滞后环节)2导通角增大, 电流负反馈放大器4使电流调节器1的输出增大,达到输出电流增大的目的;当电弧电流变大或 电极与钢液短路时,负反馈回路使可控硅导通角变小,可控硅整流器的输出电流变小,使电弧电 流维持稳定状态。
3. 3. 2. 3 短网结构
单电极直流电炉只有一相短网。由于短网不存在集肤效应和临近效应,在铜排、铜管、水冷 电缆、电极上电损失较小,周围不需要采取非磁性材料。
石墨电极的窜动减小。由于没有集肤效应,石墨电极电流密度比交流电炉的高很多,一般情
况下,可以用一根相同容量交流电炉用电极来供电。
• 116 ∙ 3电炉设备
3. 3. 2.4底阳极
底阳极是直流电炉的关键设备。目前国内外采用多种形式的底阳极,主要有三类。这三类 底阳极尽管结构上存在着很大差别,但也有其共同的特点,即其结构均较为复杂,加工或砌筑要 求严格,同时要求稳定的操作与控制。
直流电炉对底阳极功能的要求主要有:
(1)较高的导电能力,包括有低的电阻率,并保持高的导电性能。而底电极的导电部分与炉 壳间应始终具有良好的绝缘。
(2)较高的现场操作和维护功能,包括有良好的安全性,寿命长,热损失小,维护方便(修补 和更换)。
(3)良好的冶金效果,能造成较强的熔池搅拌效果。
(4)较好的抑制偏弧功能。
如表3 - 10所示给出了几种主要类型的底阳极主要功能的比较。
表3-10几种类型的底阳极主要功能的比较
|
底阳极形式 |
CHH-BBC |
ASEA |
Irsid-CLECim |
VAI |
|
冷却方式 |
风冷 |
风冷 |
水冷 |
风冷 |
|
导体电流密度 |
100 A∕cm2 以下 |
1∙8(小型)- 0.7 A∕cm2(大型) |
约 50 A∕cm2 (40~45 kA/根) |
100 A∕cm2 以下____ |
|
投产炉最大电流 |
125 kA |
90 kA |
IOOkA |
115 kA |
|
投产炉最大容量 |
155 t/81 ×2 MV ∙ A |
140 t/100 MV ∙ A |
150 t/150 MV ∙ A |
120 t/120 MV ∙ A |
|
炉底寿命 |
UoO ~2000炉以上 |
2000 - 4000 炉 |
1500 ~2760 炉 |
1200 ~ 2(X)0 炉 |
|
底阳极消耗速度 |
<0. 3 ~0. 5 mm∕炉 |
约1. 0 mm∕炉 |
1. 0 mm∕ 炉 |
<0. 3 ~0. 5 mm∕炉 |
|
炉底电阻 |
<0. 5 m∩ ∙ m | |||
|
漏钢可能性 |
较大 |
小 |
大 |
较大 |
|
漏钢造成危险 |
小 |
小 |
大 |
小 |
|
中期修补难易 |
较难 |
易 |
易 |
较难 |
|
底阳极更换 |
难 |
难 |
易 |
难 |
|
熔池搅拌 |
强 |
最强 |
较强 |
强 |
|
控制偏弧办法 |
改变二次导体布线 方式(较有效) |
改变二次导体布线 方式(较有效) |
通过控制每根底阳 极电流来控制(最有 效) | |
|
冷料起弧难易 (导电性) |
易 |
难 |
较易 |
较易 |
|
冷启动方式 |
碎废钢铺在底电 极上 |
倒入其他炉子的钢 水,先用烧嘴熔化废钢 |
在底阳极上接一段 金属棒高出炉底 |
与GHH-BBC同,或 新炉使触片高出炉底 |
|
防铅破坏绝缘 |
用隔板阻止铅破坏 绝缘材料,并设排铅 小孔 |
绝缘设在炉壳附近, 而铅积于中心 |
铅通过设在炉壳与 炉底间的沟槽流出 |
绝缘设在炉壳中下 部,铅不会接触绝缘物 |
|
底阳极投资成本 |
低 |
高_____ |
高_____ |
低____ |
|
底阳极维护成本 |
低 |
高 |
较高 |
低 |
3.3超高功率直流电炉∙117∙
A导电炉底型
导电炉底型底阳极是整个炉底通过耐火材料 导电,耐火材料下部安装集电铜板,铜板厚15 ~ 20mm,与炉壳钢板绝缘。导电耐火材料为镁碳 砖(含碳20% ),砖间插入"「”形铁条,如图3-81 所示。瑞士 ABB集团(原瑞典的ASEA公司)目 前的导电炉底是在原基础上改进的,导电耐火材 料直接采用二层分别含碳5%和10%的 MgO-C 砖。
导电炉底型底阳极的优点是导电面积大,采 用强制风冷安全可靠。缺点是对导电耐火材料要 求高,即要求有高的导电率和低的导热性;装卸不 便、维修困难等。炉底温度是可控的,额定电流密
图3-81 ASEA导电耐火材料型底阳极结构
度为4 kA∕m2时,支承衬中温度为60七,炉壳外表面温度为25七。
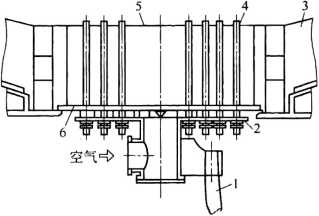
B多极触针风冷式底电极
多极触针风冷式(GHH-BBC式)底电极 的结构如图3-82所示。在炉壳底部中央有 按一定的圆周布置的40 ~ 200根(其数量根 据炉容量确定)直径约为25 ~50 mm的低碳 钢棒(称为触针),它们由2块平行的圆形钢 板(图中2和6)固定位置。触针的底端垂直 固定在与整流器的阳极连接并固定在底部炉 壳的法兰板上。触针向上垂直穿过上面的I
图3-82多极触针风冷式(CHH-BBC式)底电极块钢板,并延伸到炉膛内直到金属熔池。伸
I-水冷电缆;2-导电板;3,5-耐火材料; 入炉膛内的触针间用镁砂充填打结,或采用
4一触针;6一炉底板 一整块的镁碳质耐火材料,甚至用高密度的
镁碳砖砌筑。在2块平行钢板焊成的空腔内装有导向叶片结构,冷却空气从空腔的底部中心轴 向流入,并顺着导向叶片方向沿径向向外逸出,从而对触针进行冷却。在近30根触针的中下部 直到一定高度穿孔,并安装热电偶以监测炉底电极的烧熔情况。底电极与炉壳钢板间的接触部 分要进行绝缘。底电极的直径约为炉顶石墨电极的2.5 ~5倍。炉容越大,底电极直径也越大。 温度的监控是通过插入触针中的热电偶实现的。报警温度为700七,炉底寿命为300 ~ 350 次。冷却方式为强制风冷。
金属触针型底阳极也具有导电面积大、安全可靠的优点,较适用于大容量炉子。在触针上安 装热电偶监测炉底工况,灵敏度高。触针结构还易于起弧,熔炼开始时,只需要有一根触针导通, 即能使废钢熔化,从而导通全部触针。其缺点是炉底阳极更换时间长,而且当熔炼初期某一触针 导通时间过长时,大电流易使触针烧损,严重时可损坏炉底。
C水冷金属棒型
法国Irsid-CLECIM首先开发水冷金属棒型的底阳极,结构如图3 -83所示。
75 t直流电炉采用3根0125 mm的钢棒与熔池钢液导通。3根底阳极极心圆大于3根顶阴 极极心圆。炉底镁砂打结。底阳极采用水冷,钢棒直径一般均不超过250 mm。30 t以下直流电
■ 118 ∙ 3电炉设备
炉使用1根钢棒作底阳极;30 t以上直流电炉可使用3根钢棒作底阳极。在钢棒中插入热电偶 以监测炉底工况。底阳极寿命与炉底耐火材料质量相关,通常底阳极寿命为50° ~ 1000次。
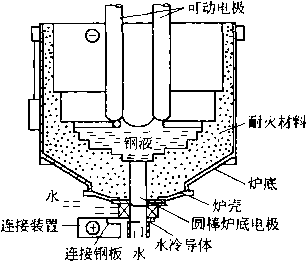
图3 - 83 Irsid-CLECIM型直流电炉结构
前苏联全苏电热设备科学研究院研制的第一代水 冷金属棒型底阳极采用在炉底内部冷却方式,为了增 加水流速度和传热系数,冷却区设计成环形槽,水压高 达0.8 MPa,水量为15 t/h。这种结构不能完全消除因 底阳极烧穿漏钢爆炸的危险。经改进后的结构,水冷 却区设在炉壳外。每根底阳极都接在独立的电源上, 以保证各自通过设定的电流。
MAH-GHH于1991年开发了金属棒式底阳极的改进 型,即铜-钢复合棒式底阳极,上端与钢液接触的一段为 低碳钢,下端一段为铜质,连接部分采用特殊方法焊接。 这种结构的底阳极导电性能、冷却效果和安全性都有所改 善。冷却水用量大约为4t/h(80t炉子)。底阳极寿命可
进一步提高。对于不同容量的电炉,复合底阳极根数为2根或4根,直径为2∞-250 r≡o 目前国内外还开发了铜-钢机械复合的水冷金属棒型底阳极,其制作更为简便。
3.4烟道竖炉电炉
竖炉技术是由德国FUChS公司于1992年开发的,它是一种在传统电炉炉盖某一侧加装一个 竖炉的炼钢装置。竖炉利用电炉烟气以及氧燃烧嘴产生的部分热量预热竖炉内的废钢,由于烧 嘴埋在废钢中,氧燃烧嘴热效率比一般烧嘴热效率要高。所以它可回收废气带走热量的60% ~ 70%,与无竖炉的传统超高功率电炉相比,总能耗要减少50 ~ IOOkW ∙ h/t,提高生产率15%以 上,并且减少环境污染。
3.4.1 竖井式Fuchs竖炉电炉
3. 4. 1. 1 竖井式FUChS竖炉结构
对降低输入电炉内功率的要求促 进了 FUChS竖炉电炉的开发。其想法是 把废钢加入竖井,并用从电炉释放出的 废气来预热。废钢置于与炉底连通的 竖井内,当炉底的废钢熔化时,不断进 入炉内。如图3-84所示为竖井式交/ 直流电炉的结构简图。
1989年,丹麦DDS公司和福克斯 公司提交了一项开发商用竖炉电炉的 试验方案。在该方案中,废钢由废气和 氧燃烧嘴预热,目的是向炉内提供半熔 化废钢。在电炉炉盖的一侧设置一用 于废钢预热的竖井,竖井与电炉的熔池 连通。第一篮料直接加入炉内(约占废 钢加入量的60% ),余下40%的废钢分
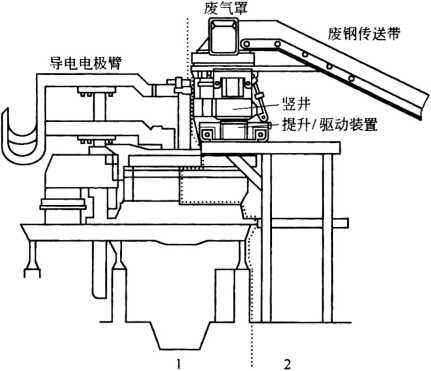
图3-84竖井式交/直流电炉的结构简图
I-原有的电炉装备;2-新设的部分
3.4烟道竖炉电炉∙119∙
两次由竖井加入。竖井内的废钢实际上是堆在炉内废钢之上,被高温废气预热。
1990年,工业用竖井预热装置装在DDS公司的一台115 t电炉上。熔化期间,炉内竖井底部 附近的废钢易于结块,但获得了很大的成功。
1992年,在英格兰谢尔尼斯(Sheemess)钢公司安装了 Fuchs竖炉,即带竖井的椭圆形炉底三 相交流电炉。竖井较短,用废钢料篮加料。废钢通过一斜坡连续地加入熔池内,而电弧和氧对熔 池进行精炼。FUChS竖井预热系统由一上小下大、坐在炉顶上的竖井所组成。废气由炉子的中 心进入竖井内。此外,竖井水冷、内衬耐火材料的截面积为炉顶表面的35%。竖井内气流速度 慢,因此,传热效果好。竖井顶部废钢温度为276 ~ 310七。因为炉尘被竖井内废钢“过滤”,竖炉 电炉带出的炉尘比传统的电炉少U%o第一篮废钢是不预热的,该公司安装了一个辅助竖井, 并用精炼废气预热第一篮废钢。在精炼期,输入的热量有52%进入废气。该炉子为偏心底出钢 电炉,出钢量为Ioot,留钢量为11 ~17t。炉子带正压运行,可节电22 kW ∙ h/t。该炉也采用导 电电极横臂,电极直径为61Omm(24 in),变压器功率为80 MV ∙ A,功率因数为0. 83。
炉壳安装在炉架上,并由安装在炉架上每个角的4个液压缸倾动。这样,能使炉壳下降 300 mm,并移到第一篮料的加料位置,或移到出钢或除渣位置。炉底在4条轨道上运行,其中2 条在中心,2条在外侧。由于炉顶水冷,竖井和电极臂固定且不能倾动。
通过3个途径把能量输入炉内:80 MV ∙ A电炉变压器;有6个容量为6 MW的氧燃烧嘴,可 分别独立控制并按预定的方案进行操作,烧嘴喷吹的氧燃比为L 5 ~4,并可进行吹氧操作;水冷 炭氧喷枪,最大能喷吹38. 3 m3∕min的氧(标态)和50 k^min的炭,它是强泡沫渣操作所必不可 少的装备。一旦炉内形成足够的钢水量和渣量就用消耗式吹氧管吹入37. 4 ~ 38. 5 m3∕t(钢水) 的氧(标态)来造泡沫渣。
FUChS竖炉电炉因炉尘黏附在竖井内的废钢上,使其炉尘量减少,且废气量减少,从而降低 了对排气风机的要求。与传统80 MV ∙ A的偏心底出钢电炉相比,Fuchs竖炉电炉生产率提高 20%。通过竖井的废气流将有相当于82 kW ∙ KA的能量传到竖井内,而放热反应放出的能量约 相当于154 kW ∙ h/t的电能。
3. 4. 1. 2 竖井式Fuchs竖炉工作模式
由装第一篮料开始,炉子下降30Omm而位于保险杠的中间位置上,台车向西开至装料位置。 第一批料用的圆料篮保持在一个支撑结构上,由一个爪形制动器遥控开启,这种结构可以缩短总 的炉子装料时间和尽可能回收能量。烧嘴在第一篮料装入前就点火。第一篮料有约40 t废钢和 1- 5 t石灰。
将炉子开回炉顶下,炉子升起,保险杠置于上部位置,然后将第二批矩形料篮中的废钢(约 占总量的30% )和石灰用吊车装入竖炉(第一批和第二批的装料在2 min内完成);然后开始熔化 过程。在7 ~8 min后,第三篮料用吊车一旦吊到位,电极即提起(防止装料时废钢落下将电极折 断),第三批装料在Imin内完成。在每一炉次中就不再会由于装料而受干扰了。一旦炉门区域 废钢由炉门烧嘴预热完毕,氧枪立即开始工作。氧枪四周一出现钢水,立即由操作台遥控加入炭 粉。炭粉加入速率有4种可供选择,最大到60 kg/min。应用高品质的炭粒挥发分最小,可取得 最佳效果。
一旦熔池温度达到1550七,取第一个化学成分和温度样。维持泡沫渣条件直至精炼结束以 屏蔽长弧,使热交换最佳和电极消耗最少。
当钢水温度达到1630七时,碳、磷和硫含量合适,就可准备出钢。炉子转移到出钢控制屏进 行控制,向出钢方向倾动2.5。。钢包吊到炉子下出钢口位置,打开滑门。钢包中一见钢水,就将 预先称重后的铁合金和石灰从漏斗加入至钢流。铝、微调用碳和铁合金依次加入钢包使合金回
• 120 ∙ 3电炉设备-------------------------------------—
收率最高。随钢包中钢水重量增加,炉子自动地进一步倾动至80;出钢重量达901后炉子自动倾 回到出渣位置8。,炉中保留约IOt钢水和炉渣。炉子的倾回速度为3。/S时,带至钢包的氧化渣 最少。一旦钢包车从炉底下开走,立即清理出钢口,关闭滑门,通过炉顶小孔遥控重新将出钢孔 以颗粒材料充填,此过程可从炉门监视。炉子倾动至水平位置且位于保险杠中间位置上,炉子就 可开始下一炉工作了。
3.4.2双竖炉电炉
20世纪90年代以来,双炉身电炉的想法又有所流行,但在观念上和20世纪60年代的有所 不同。现代化的电炉的出钢—出钢时间已短至50 min,其中通电时间35 min,而出钢、装料等必 要的不通电时间需15 min,占着相当大的比例,缩短这部分不通电时间对提高生产率将有很大
作用。
图3-85双竖炉电炉
FUChS公司推出的所谓双竖炉电炉如图3-85 所示。
一旦"A”炉的竖炉中间空了的时候,废气温度上 升,此时"A”炉中废气将通过"A”“B"两炉间的直接 管道被引向已装满废钢准备开始熔化的"B”炉;在 "A”炉达到出钢温度和目标成分后,靠行程已加长的 立柱系统提起电极,转向"B”炉并立即开始熔化;在 " B”炉熔化时,“ A”炉可出钢,维护出钢口后再装料, 以后的过程和前面一样。这里2台炉子只需1台电 炉变压器。用这种方法减少了不通电时间并预热了
炉料,计算表明IOOt炉子年产可超过1 Mt。这种工艺路线在人力需求、设计紧凑、消耗数据等方 面有很多优势。
当"B”炉用电极和烧嘴进一步熔化已预热过的废钢时,“B”炉的废气被引入"A”炉,"A”炉 上方的竖炉用以预热废钢。被废钢冷却后的废气,温度降至150 ~ 200七,通过竖炉旋转台的抽 气系统引向布袋除尘室。一定时间后,竖炉中水冷叉子上的预热后的废钢可跌落“A"炉中(拔出 叉子),竖炉可再装料。
在"B”炉中过热、精炼完成后就可以出钢。此时“A”炉中的废钢已被烧嘴和碳氧枪预热到 半熔状态。于是,将电极连炉顶转向"A”炉,而同时将竖炉转向"B”炉。"A”炉用电完成熔化、精 炼;"B”炉由竖炉装预热过的废钢,用化学能加热。每炉出钢要留下约50%的钢水。
双竖炉电炉的缺点是热效率不高,废气换向装置寿命低。
3. 4.3复式竖炉电炉
复式竖炉电炉(CSF——Combination Shaft Furnace)是另一种竖炉电炉结合形式。整个电炉 设备有2个能够炉底出钢的炉身,1套电极和供电系统以及1套预热用竖炉。电极和竖炉必须 以同一(顺或逆时针)旋转方向轮流地转到炉身之上,每台炉身上部都装有多支氧/燃气烧嘴和 炭氧枪系统,以提供化学能和造泡沫渣。
预热废钢用的竖炉在设计上包括了 2或3套覆铜钢板做的矩形截面水冷的叉子,以控制竖 炉中的废钢流动。这种水冷叉子在EOF (Energy Optimizing FUmaCe)设备中得到应用,寿命可达 12000炉次。
这种工艺,对64 t钢水电炉计算,电耗可降至185 kW ∙ h∕t,但氧耗为64 n?/t、天然气消耗为
3.4烟道竖炉电炉• 121 •
IOm3/t、炭粉消耗为54 kg∕to而总的电力、燃料成本只是交流电炉的89.8%、直流电炉的 83. 9% o由于电耗大大降低,电极消耗也随之大幅度下降到1.545 kg∕t,与之相对比的交流电炉 是 3. 718 kg/t、直流电炉是 2. 064 kg∕to
CSF的优点是可用较小的功率取得较高的产量,而又避免了用EOF时单纯依靠化学热使熔 池过热至出钢温度的困难。但是,出钢后炉中要留下约50%的钢水,这是因为两炉中工艺不同 而又需节奏相匹配。若要减少留钢量,就需增大供电功率相对化学发热功率的倍数。
3.4.4 指形烟道竖炉电炉
FUChS公司1988年开发出了烟道竖炉电炉技术,显示出其卓越的性能和显著的经济效果。 为了实现100%废钢预热,Fuchs公司又开发了第二代烟道竖炉电炉(手指式烟道竖炉电炉)。它 是在竖井的下部与熔化室之间增加一水冷活动托架,将竖井与熔化室隔开,废钢分批加入竖井 中,废钢在竖井中预热后,打开托架加入炉中,实现100%废钢预热,可节约能量100 kW - h∕to
指形烟道竖炉电炉是目前烟道竖炉电炉发展形式中最先进、最完善的一种,它与非指形炉子 相比,前者由于有指状托架托住废钢,因而可以使倒入竖炉中的第一筐废钢充分预热,而后者由 于没有托架,竖炉中的第一篮废钢与电炉中的前一炉炉料直接接触,因此废钢预热程度较低。指 形烟道竖炉电炉的主要缺点是,废钢预热程度过高时,炉料易粘接,机械部分易损坏,影响冶炼周 期。此外,二嘿英排放量问题还有待进一步解决。
烟道竖炉电炉的炉体为椭圆形,在炉体第四孔(直流炉为第二孔)的位置配置一烟道竖井, 并与熔化室连通。利用电炉冶炼时排放的烟气来预热废钢,并借废钢自身重量下落到电炉炉内 进料。这种废钢预热系统的余热利用率高,且投资成本相应较低,是现在主要的废钢预热系统。 在预热废钢时,同样可以向预热室内喷吹燃料以将废钢预热到更高的温度,但应防止废钢粘接以 影响进料。实际操作中,装料时先将大约60%废钢直接加入炉中,余下的(约40%)由竖井加入, 并堆在炉内废钢上面。送电熔化后,炉中产生的高温废气(1200 ~ 1500七)直接对竖井中废钢料 进行预热。随着炉膛中的废钢熔化、塌料,竖井中的废钢下落,进入炉膛中废钢温度高达600 ~ 800七。带指状托架的烟道竖炉电炉操作示意图如图3-86所示。
1竖炉预热第一批炉料
料斗打开
2加人第一 批炉料0‘
通过竖炉
3加入第二 批炉料
图3-86带指状托架的烟道竖炉电炉操作示意图
3.4. 5 ContiArc烟道竖炉直流电炉
ContiArc电炉是德马格(Demag(MDH))公司开发的另一种竖炉直流电炉。
如图3-87所示,它是一个具有一个中心直流电极和与之对应的底电极加热的环形烟道竖 炉电炉,它的内外环形炉壳固定不可倾斜,有废钢连续加入和连续预热系统,炉顶、炉壁采用水冷 结构;有后燃烧系统,能对废气进行有效处理;有空心塞棒的出钢系统。与FUChS竖炉不同,该炉
• 122 ∙ 3电炉设备------------------------------------------------------- 无传统形式的炉盖,其竖井为由内筒和外筒围成一环形的竖井,竖井可看成是沿着炉壳向上延伸 而成,虽然在结构上并非如此。
图3-87 COntiArC电炉示意图
内筒用于隔开下落的废钢,并便于装置电极夹持和导向系统。废钢分批加入到位于中央内 筒和外筒所形成的环形竖井内。随着废钢的熔化,环形竖井内的废钢连续下降,上升的炉气沿整 个环形竖井断面逆流而上,在与废钢的充分接触过程中进行强烈的热交换,从而连续地预热加入 的炉料。在电弧熔化废钢时,在中央内筒下方形成一空腔,电弧在空腔的中心稳定地燃烧,空腔 周围充满未熔废钢。因此,在熔炼过程中,整个水冷壁表面受到废钢的保护,完全避免了电弧热 负荷的影响,使热损失降到最低。而从电弧熔化空腔周围的废钢角度考虑,在熔炼过程中不希望 造泡沫渣进行埋弧操作。
废钢由上料皮带连续加入环形竖井内,并由一系列磁铁分配器平均分配到整个环形竖井区 域。一系列磁铁排成一列置于炉顶下方的圆形轨道上。竖井内的废钢由从电炉内上升的废气进 行预热。下降的废钢料柱由一料面测位系统(LeVeIMeaSUringSyStem)进行监测。如果废钢下降 不平均,则磁铁分配器把废钢加到下降较快的区域以维持各部分料柱同高。因为熔炼过程中始 终有未熔废钢堆积在电弧区空腔周围,所以电弧可始终以最大的功率供电,而不必担心电弧对炉 壁的侵蚀危险。石墨电极安置在内筒内,内筒有防护装置,在下部热区设水冷系统。在电极插入 炉内的部位设有陶瓷绝缘衬套。电极升降由液压控制。废气系统为位于竖井上部的环形管,当 废气以逆流方式预热废钢后就在竖井的上部形成环流。该炉的开孔很少,废钢以密闭方式装入 竖井,一套120 t/h的炉子所产生的废气(生成气体和吸入的空气)总共只有约30000 r∏3/h(标 态),故炼钢跨屋不必安装烟罩。ContiArc电炉炉壳是固定的,不能倾动,可在变压器不断电的情 况下出钢。
由于废气在废钢内的滞留时间要比常规电炉长得多,ContiArc电炉内烧嘴产生的化学能输 入的效率要高得多。在出钢口附近装有专用于出钢的加热烧嘴;在炉门附近也装用于出渣的烧 嘴。采用虹吸出钢系统每隔一段时间进行无渣出钢。
因为炉衬始终被废钢覆盖,所以炉衬损失的热量很小;而取消了常规的炉盖也可减少热损 失;此外,该炉子基本上隔绝了与大气的接触,是在全封闭的系统内进行熔炼的,炉内产生的所有 上升的废气都要穿过废钢,并被竖井顶部的环状加热器收集。因此,ContiArC电炉的热效率是极 高的,且由于废气上升通过废钢料柱时,炉尘被废钢料柱捕捉过滤,与常规电炉比较,炉尘量减少 40% o据称,ContiArC电炉的总能量需求量仅为相当的常规电炉的62%。熔炼时,电弧始终在电
... 3.4 烟道竖炉电炉.123 .
极和熔池间稳定燃烧,因此对电网干扰小,且噪声小。
COntiArC电炉的主要特点为:可连续用最大功率供电,生产率高,电极消耗低;优化了炉料预 热,降低了吨钢能耗;对电网的干扰低;降低了废气及炉尘含量:噪声小;冷却水负荷低。
第一套ContiArc电炉于1998年底、1999年初在希腊海利维尔吉亚(HalyVOUrgia TheSSZliZS)公 司建成投产。与一般电炉热损失比较如表3-11所示。
表3-11 ContiArC炉与一般电炉平均热损失
|
热损失项 |
EAF 热损失∕kW ∙ h ∙ t- |
ContiArC 热损失/kW ∙ h ∙ t~, |
差值 |
|
辐射 |
80 |
33 |
47 |
|
冷却水 |
81 |
30 |
51 |
|
废气 |
125 |
33 |
92 |
|
合计 |
286 |
96 |
190 |
3.4. 6 Comelt烟道竖炉电炉
奥地利奥钢联开发的Comelt烟道竖炉电炉其竖井固定在电炉顶上的中心部位,几根(通常 为4根)电极经侧面通过炉盖倾斜面插入电炉,预热后的废钢由中心落入炉内能均匀熔化,通过 电极轴线上移动的倾斜直流电弧将能量传给炉料。其结构如图3-88所示。
Comelt电炉最初是由等离子电炉改成,其工作 原理是:根据不同的电压得到长度为0. 5 ~ 1.2 m 的电弧,将废钢熔化出一个倾斜的空洞,电弧的弧
光达到1.7 m远的距离。只要一形成相当尺寸的 空洞,空洞就被上面落下来的废钢填满,而不影响 冶炼过程的持续进行。由于电弧的存在使电极到 废钢有一定的距离,因而电极不会被损坏。沿电弧 产生的炽热废气经过倾斜的空洞流向炉底(熔 池),并由此加热位于其上方的废钢料柱,这种基 于电极倾斜布置形成的熔化方式能提高能量利用 率和熔化速度。当废钢熔化的时候熔池被迅速加 热,没有废气从电炉侧面的电极插入口逸出,这是 收集全部废气的一个基本条件。由于在电极插入 口前安装了专用防护板,噪声显著降低(从104 dB 降到85 dB)0
对这种炉型,废气基本上是从相应的熔池表面 通过整个废钢料柱中心部分直接流向废钢料柱的
JE


图3-88 COmeIt烟道竖炉电炉结构示意图
顶端,并使废钢料柱达到迅速预热。这种对称供人能源的基于倾斜电极原理,使“Comelt”方法在 经济和生态方面具有许多优点。经济方面的主要优点是:在熔炼量大于150 t时具有最高的生产 能力;由于冶炼时间小于45 min,其生产率很高;与通常的电炉相比,通过有效地预热废钢使总的 电能消耗大约减少IOokW ■ h/t;与通常的直流电炉相比电极消耗大约减少30%;由于设备结构 简单,降低了维修保养费用以及单位投资费用。
Comelt电炉的生产费用比普通单电极直流电炉低15. 65 DM/t ,比普通交流电炉低22. 70 DM∕t0
• 124 ∙ 3电炉设备
3. 4.7 UL-BA烟道竖炉电炉
由新日铁开发的UL-BA烟道竖炉电炉是竖井与电炉炉盖分离并偏向一侧,将电炉内的高温废 气导入竖井下部预热废钢;电炉装料时将竖井移至电炉正上方,装完后回复原位;废钢熔化均匀;加 之高温废气不通过钩爪,采用面结构而提高了设备的可靠性;该工艺节能效果高达I% kW ∙ h/t 以上。
UL-BA方式预热系统的竖井中保存废钢的装置采用钢板制作,所以它有足够的强度来抵挡 废钢下落的冲击力,保证了生产的顺行。该装置由于设备费用很高,所以应用并不是很广泛。
3.4.8 IHI烟道竖炉电炉
日本石川捣播磨重工(IHl)公司开发了双电极竖炉直流电炉(IHl Shaft FUmaCe),这是一种带 废钢预热和连续熔化的新型电炉。1995年末第一台 140t竖井式双电极直流电炉在日本东京制钢投产。该 炉的炉壳为椭圆形,设有2根石墨电极,炉底砌2块导 电耐火材料的底电极(根据瑞士 ABB公司直流电炉设 计),2根石墨电极各自有一套独立的供电系统,每根 电极的功率可分别独立控制。通过供电系统的合理布 线控制电弧,使之朝炉子中心偏斜,因而电弧的能量集 中在炉子的中心,炉壁的热负荷比传统的电炉低,因此 炉壁使用耐火材料来取代水冷炉壁以减少热损失。废 钢从两电极之间的炉顶加入。出钢量为140 t,留钢量 为not。由于炉内始终保持很大的钢水量,可获得均 匀稳定的操作条件。通过炉底的出钢口定期进行出钢 操作。图3-89为IHl烟道竖炉电炉的结构图。
废钢加料系统由预热室和加料设备两部分组成。 废钢从受料漏斗加入预热室,来自电炉的废气向上流 入预热室对废钢进行预热。在试验炉内,废钢的预热 温度高达800七,预热室出口温度低于200七。在预热 室底部设有2个推钢机以使废钢以恒定的速度加入炉 内。废气从预热室的顶部流出进入布袋过滤器,部分 废气可循环重新入炉以调节废气预热的人口温度。废
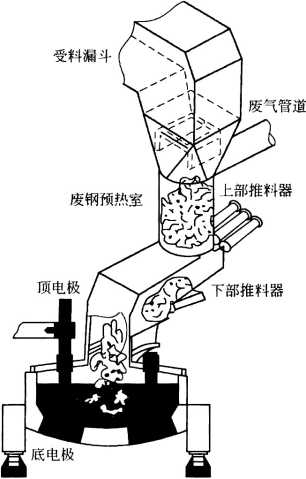
图3-89 IHl烟道竖炉电炉
钢是连续加入炉内的,直至达到所需的熔池钢水量。接着进行一短期的精炼或升温,以使钢水达 到出钢要求。在整个一炉钢的熔炼过程中,输入炉内的功率可认为始终是均匀的。冶炼过程的 多数操作几乎完全自动化。操作是在炉内有大量钢水的情况下进行的,因此电弧稳定,操作平 稳,大大降低了噪声和闪烁。根据预热室内废钢的高度,把废钢全自动地加入到预热室内。根据 泡沫渣的高度来控制喷炭、吹氧操作。
IHl竖炉电炉的设计电耗为260 kW ∙ h/t;喷炭量为25 kg/t;供氧量(标态)为33 m3∕to IHI 炉子设计的优点在于,和常规DC炉相比电耗减小30% ,生产率提高40% o IHI竖炉电炉对装备 供电变压器容量要求相对可降低,对废气处理系统容量要求降低,因而投资降低,操作成本也 降低。
--3.4烟道竖炉电炉• 125 •
3.4.9多级废钢预热竖炉电炉(MSP)
多级废钢预热(MSP..Multi Stage Preheating)技术代表着当代废钢预热技术的发展方向,
具有较高的技术水平。多级废钢预热竖炉电炉主要结构如图3-90所示。
多级废钢预热是将整个竖炉分上、下两层预热 室。上、下两层预热室均可用手指状托架独立开闭, 在废钢进入电炉前,可单独分批预热废钢。竖炉位于 电炉炉盖上方,设有3个工位,即预热位、加料位和维 修位。预热位主要是接受废钢和预热废钢;加料位是 把预热后的废钢从竖炉加入电炉。竖炉可在预热位、 加料位和维修位往返运行。其运行模式和工作过程 如下:
(1)废钢加入MSP预热炉。当废钢位于预热位 时,上层预热室处于关闭状态,加料吊车吊起矩形料 盘,坐落在预热室上方废钢支撑架上,支撑架缓慢下 降,矩形料篮借助于重力自动打开料篮,使废钢加入 上部预热室;打开上部预热室,初步预热的废钢从上 部预热室进入下部预热室。
(2)预热废钢从竖炉加入电炉。对100%废钢或 固体料,需4料篮废钢加人电炉内。电炉出钢后,准

备出钢口,提升炉盖,移动竖炉至电炉上方中心即加料位。第一批两篮预热废钢先后加入电炉 内。下部预热室废钢放空后,打开上部预热室。当预热废钢加入电炉后,MSP竖炉返回到预热 位,在预热位接受来自矩形料篮的废钢。
(3)废钢的预热方式。电炉内废钢熔化开始后,产生大量高温烟气在电炉上方进行二次燃 烧。高温烟气分成两路进入预热室,一路进入下部预热室,另一路通过旁通管进入上部预热室。 这种方式可以解决竖炉内废钢料柱预热不均匀,防止局部废钢过热而粘手指的问题,从而增加了 废钢预热效果。当上部预热室不预热废钢时,该系统允许将废气直接从下部预热室进入预热废 钢,废气在上下预热室之间汇集,与烟气净化系统连接。
日本Yamayo Kogyo钢厂新建一座130 t直流多级废钢预热竖炉电炉,其各项指标如表3-12 所示。投入使用后,生产成本显著降低,起到了节能降耗的作用。
表3-12 MSP竖炉电炉消耗指标
|
项 目 |
指 标 |
|
冶炼时间/min |
49. 1 |
|
吨钢电耗/kW ∙ h ∙ f, |
282. 1 |
|
_____________吨钢氧耗/n? ∙ tt_____________ |
32.3 |
|
___________吨钢油耗/L∙t-___________ |
2.7 |
|
___________吨钢焦炭消耗/kg∙t-∣___________ |
5.5 |
|
吨钢喷炭量/kg ∙ t~1 |
8.7 |
|
__________吨钢电极消耗量/kg •口]__________ |
0. 90 |
• 126 ∙ 3电炉设备
3. 5 Consteel 电炉
Consteel是由美国因特钢(InterSteel)技术公司(1995年并入意大利得兴公司)从20世纪70 年代开始开发的,1985年该公司将美国纽柯(NUCor)公司的一台电炉改造成ConSteeI,并对其工 艺进行了工业试验。
COnSteel可以实现连续加料,连续预热废钢、生铁、预还原铁矿等金属料,同时可以减少烟尘 排放量。它从废钢料场或铁路车皮把废钢装上炉料传送机,通过加料传送机自动、连续地从电炉 1号和3号电极一侧的炉壳上部部位把废钢加入炉内,并始终在炉内保持一定的钢水量。同时, 电炉内的烟气逆向通过预热段,不断地对炉料进行预热,这样电弧可直接加热钢水。通过钢水直 接熔化废钢,可使操作平稳,对前级电网的冲击小,降低变压器容量,节约能源。生产用Consteel 系统设备特征(见图3 -91)是,连续加料系统由3 ~4段(2、3段为加料段,最后1段为废钢预热 段)传送机串联组成,其宽为1.2~1.5 m,深为0. 3 m,长为60 ~75 mo
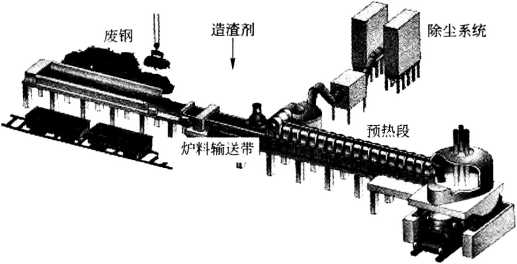
图3 -91 Consteel电炉的结构简图
泰国NSM厂的Consteel电炉底宽为2. 2 m,顶部宽为2. 7 m,高为1 m,装入传送机的废钢高 度约为0.8 m,传送机速度为2 ~6m∕min,可调。废钢由铁路车皮运输到炉子料场的加料区,由 电磁吊把废钢吊到传送机上。全封闭的废钢预热段长为18 ~24 m,内衬为耐火材料并用水冷密 封装置密封,以防封闭盖和预热段底漏气。预热段还可装置天然气烧嘴(因废气的化学热和显 热已足够,现在已不设置)。废钢由废气和燃料加热到500 ~ 700七。
废钢由铁路车皮运输到炉子料场的加料区,由电磁吊把废钢吊到上大下小的梯形传送机上, 通过预热段,进入一衔接小车(一可伸缩的输送设备,用于衔接预热段和炉子)并送入电炉内。 预热装置的设计包括一用于控制CO排放的"炉后燃烧器”(afterburner)。设计的废钢预热温度 为700七。Consteel系统废气出口温度为900七(无辅助烧嘴时),如为满足环保要求需把废气温 度提高到IooO ~ 1100七时,也只需在预热段加设一小烧嘴即可。废钢预热段的隔水密封装置的 位置是特别重要的。
COnSteel电炉连续炼钢工艺的主要特征有:始终保持一定的留钢量用于熔化废钢的热启动; 废钢人熔池即熔化,熔池温度保持在合适的范围内,以确保金属和熔渣间处于一恒定的平衡和持 续的脱碳沸腾,使熔池内的温度和成分均匀;泡沫渣操作可连续、准确地控制,这对于操作过程的 顺行非常重要;废钢传送机内废钢混合的密度、均匀性和均匀分布对炉内熔池成分能否保持在规 定的范围内及废气中可燃物质的均匀分布影响很大;炉内和预热段内废气量和压力的控制对废 钢预热非常重要。
................-..........................-3.6 ConArC转炉型电炉.]27,
要充分发挥Consteel电炉冶炼工艺的特点,关键是要把握好四个要点:(1)造好泡沫渣,只有 造好泡沫渣才能实现埋弧操作,提高热效率,减少弧光对炉衬和炉盖的侵蚀,降低噪声,并可提高 水冷炭氧枪的寿命;(2)控制好熔池温度,熔池温度控制在1580 ~ 1590七,既有利于各种冶金反 应,也有利于防止大沸腾;(3)控制好熔池的含碳量,熔池内碳含量一般控制在0- 20% -0. 30% 较合适,既有利于保持持续不断的碳氧反应,又有利于废气中含有足够的Co二次燃烧预热废 钢;(4)确保每炉有一定的留钢量,留钢量是Consteel的重要工艺要点,一般留钢量为40%较 合适。
与传统的电炉比较,Consteel电炉连续炼钢工艺的主要优越性有:
(1)节约投资。该工艺降低了一定生产规模的投资。与直流电炉相比,变压器容量可减少 35% ~40%;而与双炉壳电炉相比可减少20% ~30%o 一般不需静态补偿装置(SVC);此外,不 需设置串联电抗器和氧燃烧嘴。布袋除尘系统比常规系统小40%,且布袋的数量也可大大减 少;布袋风机由3台减少到2台。对变电所、闪烁控制系统、装料吊车等系统要求均可大幅度降 低。对于改造建设的情况,则用同样的变压器和除尘系统可大幅度提高生产率。
(2)操作成本大幅度降低。用连续预热了的废钢进行熔炼,电耗、电极消耗、耐火材料消耗 等都可大大降低。电费至少降低10% ~ 15%。废气以低速逆向流过预热段,废气中大量的烟尘 在预热段沉降,因此布袋除尘量仅10 kg∕t,比传统电炉减少30%。改造建设的情况其操作成本 可节约10美元/t以上,改造安装费一年或一年多点时间即可收回。
(3)渣中Feo含量降低,使从废钢到钢水的金属收得率提高约2%。因为熔池始终处于脱 碳沸腾的精炼阶段(废钢进入留在炉内的钢水时,熔池的温度为1580 ~ 1590t),熔池搅拌强烈, 使[C]和[0]的关系更接近平衡,所以渣中FeO含量低,一般为10% -15%。
(4)钢中气体含量低。因为原料进入熔池时,经预热段后其中的碳氢化合物已被完全燃烧, 且一般不用氧燃烧嘴和天然气预热烧嘴,所以杜绝了氢的来源。而在整个熔炼中,熔池始终处于 脱碳沸腾的精炼阶段,熔池搅拌强烈,且采用泡沫渣深埋电弧操作,减少了进人炉内的气体量及 气体进入熔池的可能性。因此,可使钢中的氢和氮的含量保持在很低的水平。此外,钢水连续的 脱碳沸腾,也保证了良好的脱硫和脱磷效果。
(5)对原料的适应性强。COnSteel系统可以使用废钢、生铁、冷态或热装直接还原铁矿 (DRI)和热球团矿(HB1)、铁水和CoreX海绵铁。其中,铁水加入量可达20% ~ 60%,也是连续 地加入炉内的。
(6)废气的处理简便。因有一段较长的预热段,确保了废气在靠近电炉的2/3长度的预热 段进行充分反应,可方便地实现对释放的废气中的CO、VOC和NO进行严格地自动控制。因环 保要求需提高废气温度时,也只需在预热段加一小烧嘴即可,不像其他电炉那样需特设一专用的 庞大的炉后处理系统。
ConSteel电炉废钢原料预热和加料过程的连续化,显然对电炉炼钢过程是非常有利的。
3. 6 ConArc转炉型电炉
德马格(Demag(MDH))公司综合了转炉(COnVerter)和电炉(EleCtriC Arc FUmaCe)的功能,从 而开发了 ConArc转炉型电炉,如图3-92所示。其主要的技术特征是在电炉内大量使用铁水, 以优化能量的回收和最大限度地提高电炉的生产率。电炉内使用的铁水量受最大供氧量和电炉 的内形尺寸的限制。其基本思想是在电炉的一个炉体内用氧枪吹氧进行脱碳,而在另一炉体内 用电弧进行废钢的熔化。它由以下部件组成:2套炉壳;1套可用于2套炉体的可旋转的电极系 统;1套可供2套炉体的电炉变压器;1套可供2套炉体的可旋转的顶(吹氧)枪系统。炉体的形
• 128 ∙ 3电炉设备
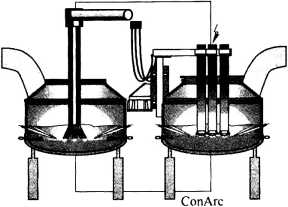
图3 - 92 ConArc转炉型电炉
状类似于转炉,与传统的电炉炉体相比,其炉体耐火 材料内衬要砌筑得更高些。在运行时,一个炉子按转 炉模式用顶枪进行操作,而另一炉子则按电炉模式进 行操作。冶炼到半个冶炼周期后,旋转顶枪与电极系 统对调,因而两炉体的冶炼模式对调。两种模式ι一~-"电炉”和"氧气顶吹转炉”,在同一炉体内彼此紧挨 着完成一炉钢的冶炼。2个炉体的出钢是交替完 成的。
工业生产用ConArc转炉型电炉已于1997年在 印度伊斯帕特(NiPPOn Denro ISPat)有限公司投产(2 台)。使用铁水(约50%)、废钢、直接还原铁(DRl)
和生铁,出钢量为180 t。当使用铁水和DRI时,其电耗低于200 kW ∙ h/t。图3-93为该炉的主 要组件。1998年也有一台ConArc转炉型电炉在南非萨尔德赫纳(SaIdanha)钢厂建成投产,它使 用45%的Corex铁水和55%的直接还原铁。
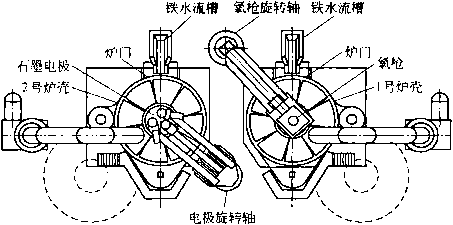
图3-93德马格公司的COnArC转炉型电炉
铁水加入一个炉体内,并用顶氧枪脱碳;同时,加入直接还原铁以回收脱碳期间产生的热量。
一旦脱到目标碳量,则提枪并旋入电极进行电弧 熔炼;同时加人直接还原铁以平衡炉子的热量。 在ConArC转炉型电炉吹氧脱碳期间产生大量的 热,因此必须加入直接还原铁以回收能量,并且可 防止因过热而造成对炉衬的侵蚀。COnArC转炉型 电炉后接薄板坯连铸机,这是选择ConArc转炉型 电炉的重要原因。该炉型除具有优化炉料配比带 来经济上的利益外,还具有很高的生产率,并且对 原料的适应性强。使用铁水作为"纯净"的炉料, 可满足对钢的各种质量要求,且可根据废钢及其 他原料的变化相应地调整炉料配比和固体炉料与 铁水比。
在双炉壳COnArC转炉型电炉的基础上,德马 格公司又设计了单炉壳环形竖井ConArc转炉型电 炉,如图3-94所示。它可用带式废钢运输机或
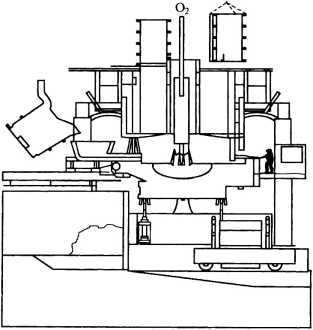
图3 -94 单炉壳环形竖井ConArc转炉型电炉
3.7双炉壳直流电炉• 129 •
以图中所示的分批方式把废钢加入竖井内,在中央内筒内安装具有电弧加热和顶吹氧气功能的 电极夹持和升降系统及顶吹氧枪系统。在环形竖井和炉衬之间设置了类似于Fuchs竖炉指条的 隔栅以把废钢挡在竖井内。中心顶枪系统用于炉子以转炉模式运行,而中央电极系统则用于炉 子以电炉模式运行。在炉子以转炉模式运行时,竖井下部的隔栅起作用,把竖井内的废钢留在环 形竖井上部。如炉子只装固体料,则打开竖井下部的隔栅,使隔栅不起作用,这样炉子就运行在
电炉熔炼模式,这时候该炉子就成了 ContiArc电炉。
由于单炉壳环形竖井ConArC转炉型电炉的
这些特点,所以它既可作转炉用,又可作电炉 用,因而大大提高了电炉对原料的适应性。可 按不同比例进行吹氧(化学能)和供电(电能), 以对不同比例的铁水和固体料进行熔炼。
ABB公司也开发了转炉型电炉,它也由两 个类似于转炉的炉体组成,如图3-95所示,实 质上是一种电炉型转炉。它能在废钢、DRI、 HBI、生铁、铁水等原料不同比例配比的条件下 操作,适应性很强。两个炉体交替执行转炉和 电炉的功能。转炉模式时,炉壁操作孔关闭, 用炉顶氧枪冶炼。电炉模式时(直流供电),则
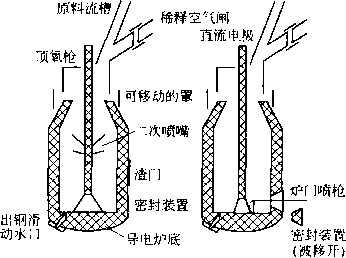
打开炉壁操作孔,从炉门插入喷枪进行传统的 直流电炉操作。炉底采用ABB公司开发的导
转炉操作
直流电炉操作
图3-95 ABB公司的COnArC电炉型转炉
电炉底。但这种炉型的生产率、炉衬寿命、出铜方式以及与精炼的匹配等技术经济指标不如转 炉、电炉或双炉壳直流电炉。
3.7双炉壳直流电炉
在20世纪90年代中期,双炉壳电炉已成为电炉发展的又一个热点。其本质上类似于传统 的炉内废钢预热电炉,只不过用炉壳来代替废钢预热的料篮。该技术最早始于20世纪70年代 瑞典SKF所建的1台变压器2个炉壳的电炉。20世纪80年代初,日本开发了双炉壳电炉不锈 钢生产工艺。目前世界上几家著名的电炉设备制造商都开发了双炉壳电炉,并投入工业应用,有 交流供电的,也有直流供电的,但直流供电占多数。图3 -96为双炉壳直流电炉,前述复式竖炉 电炉实际上也是一种双炉壳直流电炉。图3 -97为双炉壳电炉的操作模式做况。
图3-96双炉壳直流电炉
• 130 ∙ 3电炉设备
100
50
%∕γ≡≡-5
60 80 100 120 140 时间/min
100
50
0
0
50
100
R 1号炉
a 58.6min

90 110
g√f ^
100
时间/min
图3-97双炉壳电炉的操作模式 ɑ—传统的电炉;6-双炉壳电炉; c一带烧嘴和氧枪吹氧助熔的双炉壳
炼钢到连铸整个系统的最佳配合。
双炉壳操作的主要目的是:
(1)缩短停炉时间(非通电时间),缩短熔化时 间。因为一炉壳在加料时另一炉壳在熔化废钢。
(2)回收来自废气的能量,用于废钢预热。
(3)使冶炼时间缩短到可与转炉比较的40 ~ 45 mino
(4)降低电耗和电极消耗。
双炉壳直流电炉使用2个炉体和1个电源,包 括1根电极柱和1根电极。当1台电炉为下一炉作 准备时(出钢、出钢口准备和装入废钢),另1台则 正在熔炼,反之亦然。废钢加入炉内后并不是立即 就通电熔化废钢,而是先用另一正在熔炼的炉壳内 所产生的废气进行预热,也可增设辅助的烧嘴来辅 助废气加强对废钢进行预热。
厂房布置和电炉操作需要特别注意。中央控制 室必须位于电炉上方并有开阔的视野,以便能看到 2台电炉和工作区,特别是炉门和氧枪机械手,以使 操作人员便于操作炉子。包括变压器、开关和整流 器的供电室应集中在炼钢车间中部,以使连接电炉 的电缆最短。供电室的设计应使电炉和钢包炉能以 2条铁路直接连接。钢包炉也设计为双壳形式以使 电极臂变得足够短,从而达到最佳感抗,并且电极立 柱可以从一个钢包旋转到另一个钢包,从而达到从
在早期的双炉壳电炉中,采用炉盖和电极臂不动,炉壳沿轨道从一个炉壳工位移到另一个炉 壳工位的形式。现在普遍采用炉壳不动,炉盖和电极臂可从一个炉壳工位摆动旋转到另一个炉 壳工位的形式。一般双炉壳电炉包括2套由上炉壳和下炉壳及炉盖组成的炉壳,可采用交流供 电,也可采用直流供电。但因直流供电时只有1根电极,当电极从一个炉壳工位摆动到另一个炉 壳工位时,只有1套单电极的电极臂在旋转,所以整个机构可以大大简化。因此,直流供电明显 具有优越性。此外,现在也有每个炉壳各有分别独立的1套电极系统的形式。目前世界上各著 名的电炉设备制造商都开发了各具特点的双炉壳电炉。
日本钢公司的双炉壳电炉冶炼不锈钢的效果为:
(1)电耗降低32%,冶炼用电成本降低24%;
(2)电极消耗降低40%;
(3)熔炼时间缩短57%;
(4)电极折断次数减少60%;
(5)当一个炉体维修时,另一个炉体仍可照常工作,因此能保证车间不停产,且两炉体可同 时生产不同的品种。
双壳设计与单壳设计相比有如下优点:
(1)增加产量;
(2)减少停电时间;
3. 8 ECOarC 电炉∙ 131 ∙
(3)能源设施利用率高;
(4)由于高利用率和减少氧化造成的电极消耗,使电极损耗较低;
(5)可选能源(烧嘴)的最优化;
(6)用废钢预热节省能源;
(7)将会使生产费用减少;
(8)与单壳设计相比,相同的生产率变压器可以设计得较小;
(9)由于用烧嘴预热废钢而缩短了影响最大的熔化时间,减少了对电网的干扰。
表3 - 13为各种类型的单炉壳和双炉壳交流电炉和直流电炉的比较。'
表3-13各种类型的单炉壳和双炉壳的比较
|
项 目 |
~常规交流— 电炉 |
常规直流~ 电炉 |
Fuchs交流 竖炉电炉 |
Fuchs直流 竖炉电炉 | ||||
|
单炉壳 |
双炉壳 |
单炉壳 |
双炉壳 |
无指条 |
带指条 |
无指条 |
带指条 | |
|
变压器容量/MV ∙ A |
100 |
85 |
120 |
102 |
77 |
70 |
92 |
84 |
|
通电时间/ nun |
46 |
54.5 |
47.5 |
55 |
48 |
48.5 |
48.5 |
49 |
|
断电时间/min |
14 |
5.5 |
12.5 |
5 |
12 |
11.5 |
11.5 |
11 |
|
电耗∕kW ∙ h∕C1 |
380 |
385 |
380 |
385 |
330 |
290 |
330 |
290 |
|
电极消耗/kg ∙ t-I |
1.8 |
1.8 |
1.44 |
1.44 |
1.5 |
1.3 |
1.2 |
1.04 |
|
氧气消耗(标态)/r∏3 ∙ f, |
40 |
46 |
40 |
46 |
34 |
35 |
34 |
35 |
|
燃料消耗(标态)/r∏3 ∙ f1 |
4 |
7 |
4 |
7 |
7 |
8 |
7 |
8 |
|
焦炭消耗/kg∙L1 |
10 |
10 |
10 |
10 |
8 |
8 |
10 |
10 |
|
喷炭量/kg ∙ f, |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
|
耐火材料消耗/美元∙L1 |
3 |
3 |
2. 55 |
2. 55 |
2 |
2 |
1.7 |
1.7 |
|
石灰消耗/kg∙ t- |
37 |
37 |
40 |
40 |
37 |
37 |
40 |
40 |
|
金属收得率/% |
90 |
90 |
90 |
90 |
92 |
92 |
92 |
92 |
注:比较条件为生产能力130 t/h;冶炼时间60 min;炉料配比为90%废钢+ 10%生铁。
3. 8 Ecoarc 电炉
美国1984年立法要求对电炉烟尘进行处理,不处理或埋在地下的将被处以罚款(约250美 元/t)。日本2001年规定电炉排放废气中二噁英的含量必须小于0.5 ng(TEQ)/m3(标态)。联 合国环境规划署指出:"当前对污染和环境恶化的控制已从污染排放的总量控制和末端污染治 理阶段进入实施清洁生产阶段,从生产的源头控制污染的产生和预防污染”,这就是所谓“清洁 生产计划"。电炉生产迟早要实施这一计划,这就产生了 ECoarC技术。
ECOarC技术是由NKK开发成功的。1998年10月NKK公司在位于日本富山市的NKKMate-Hal建成一座容量为5 t的试验炉。如图3 -98所示为Ecoarc示意图,它采用烟道竖炉预热废钢, 竖井与熔炼室直接相连,炉子可向后倾斜一个角度,熔化金属与未熔废钢的接触区域随倾角增加 而减小,熔化金属温度随倾角增加而升高。废钢在整个熔炼及精炼期间,分小批连续加入竖井, 被废气预热,加上特殊的氧枪设置和吹氧工艺,二次燃烧率高,预热温度高,当氧气耗量(标态) 达45 r∏3/t时,废钢预热温度可达1050七,电耗可达15OkW ∙ h∕t0 ECoarC烟道竖炉电耗可低于 20OkW ∙ h∕t,二噁英(dioXinS)和映喃(furan)排放量(标态)可降低到低于0.2ngTEQ/m3,满足了 日本2001年规定的环保要求(≤0. 5ngTEQ∕m3 )。
• 132 ∙ 3电炉设备
二次燃烧烧嘴 (分解二嘿英)
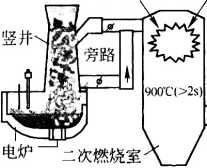
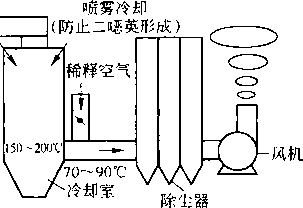
图3 - 98 Ecoarc炉子结构示意图
参考文献
[1]宋文林•电弧炉炼钢[M].北京:冶金工业出版社,1996.
[2]巨建涛,袁守歉.短流程及电弧炉炼钢新技术[J]∙工业加热,2003, (10).
[3 ] Cen Yongguan, Zhang Guofii. Technical development of EAF for steelmaking during recent years. Shanghai Metals[J] , 1998, (5) :9-14.
[4] Jean-Pierree Birat. Sustainable steelmaking paradigms for growth and development in the early 21st century. 钢铁,1999,(10).
[5]殷瑞锌•冶金流程工程学[M]∙北京:冶金工业出版社,2004.
[6] 李士琦,等编.现代电弧炉炼钢[M].北京:原子能出版社,1995.
[7]马廷温,主编.电炉炼钢学[M].北京:冶金工业出版社,2002.
[8] Richard J Fmehan. The Making, Shaping and Treating of Steel(1 Ith Edition) [ M]. The AISE Steel Foundation τ Pittsburgh, PA. USA, 1998.
[9]徐匡迪,洪新∙电炉短流程回顾和发展中的若干问题[J]∙中国冶金,2005,15(7).
[10]彭兵,张传福,彭及•国外电弧炉炼钢的最新进展[J].钢铁研究,2005,(3).
[11] Thomson M J, Kournetas N G, et al. Effect of oxyfuel burner ratio changes on energy efficiency in electric arc furnace at Co-Steel Lasco [ J ɔ. Ironmaking and Steelmaking, 2001,28 ( 3 ).
[12]花皑,梁正敏.炼钢电弧炉的电气设备[M].北京:机械工业出版社,1987.
[13]南条敏夫,著.炼钢电弧炉设备与高效益运行[M].李中祥,译•北京:冶金工业出版社,2000.
[14]赵沛,蒋汉华,主编.钢铁节能技术分析[M].北京:冶金工业出版社,1999.
[15]王新华,主编.钢铁冶金学[M].北京:高等教育出版社,2008.
[16] Hauck F, Schlebusch W. The K-ES Process-High productivity EAF steelmaking with reduced electrical energy consumption[ J ]. Iron and Steelmaker, 1991 , 18(5).
[17]王新江,靳秀礼•竖式电弧炉炼钢的冶炼工艺和技术发展[J]∙钢铁,2003,38(11 )∙
[18]王中丙,李晶,傅杰,等.珠钢150t电弧炉炉料模型研究[J].特殊钢,2001,22(4).
[19]费及竟•竖炉式电弧炉的发展与现状[J]∙上海金属,2000,22(2).
[20]刘新成•多级废钢预热竖炉电弧炉[J].特殊钢,2000,(12).
[21]李京社,武骏•智能炼钢电弧炉技术[J]∙特殊钢,1999,(12).
[22] Kempe M. Neural networks modeling and heuristic control for electric arc furnace process optimization[ J].
Iron and Steel Engineer. 1997,74(2) : 11-16.
[23]殷瑞锌.当代电炉流程的工程进展评价[A].中国电炉流程与工程技术文集[C].北京:冶金工业 出版社,2005.
[24]马廷温.电炉钢工艺技术及节能降耗[M]∙北京:石油工业出版社,1993
......................................................参考文献.133 .
[25] Faure H A. Development state of the arc and furnace aspects of steelmaking [ J ]. MPT International, 1993, (3).
[26] Vallomy J A. The Consteel process-continuous steelmaking in the electric arc furnace in the USA [ J ]. MPT International, 1989, (6).
[27] Haisslg M. New high-performance electric arc furnace concept[J]. Iron and Steel Engineer, 1992, (7).
[28] Irons G A. Developments in electric arc furnace steelmaking[ J ] . Iron and Steel Technology,2005 ,2 ( 7 ).
[29]李士琦,李京社,等.电炉炼钢生产技术的发展与节能增效[J].钢铁,1997, (10).
[30]张鉴•炉外精炼的理论与实践[M]∙北京:冶金工业出版社,1999.
[31]曲英•炼钢学原理,第2版[M].北京:冶金工业出版社,1994.
[32]陈家祥,主编•钢铁冶金学[M]∙北京:冶金工业出版社,2001.
[33]朱荣,刘艳敏,等•电弧炉炼钢用氧模块化控制理论及工业应用[J]∙ 2003,38( 10).
[34]徐匡迪•现代电炉炼钢的发展趋势[J]∙上海金属,1994,16(3).
[35]傅杰,兰德年•现代电弧炉炼钢技术的发展及我国电炉钢生产的前景[A].中国电炉流程与工程技 术研讨会文集[C].北京:冶金T.业出版社,2005
[36] Bergman K. Danieli high-impedance electric arc furnace[ J]. Iron & Steel Engineer, 1992, 7.
[37]傅杰,李京社,李晶,等•现代电弧炉炼钢技术的发展[J]∙钢铁,2003,38(6).
[3 8]王振宙,等.强化冶炼用氧技术在电炉上的应用[JLIndustrial Furnace, 2005,27(2).
[39]李士琦,等.现代电弧炉炼钢技术进展[J]∙特殊钢,2002,23(2).
[40]李士琦,等.电弧炉炼钢技术现状及发展[J]∙中国冶金,2004, (2).
[41]王定武.电炉短流程钢厂的发展趋势[J]∙中国冶金,2003,13(9).
[42] Donato A, Volponi V, Miranda U ,et al. Optimising post combustion in the Consteel scrap preheater at Ori Martin by varying injection of C in the EAF[ J]. Steel Time International,2003 ,27(8).
[43]徐迎铁,李晶,傅杰,等•烟道竖炉电弧炉废钢预热特性研究[J].钢铁,2005 ,40( 12).
[44]沈才芳,孙社成,陈建斌.电弧炉炼钢工艺与设备,第2版[M].北京:冶金工业出版社,2001.
[45]姜茂发,金成姬•国内外电炉炼钢技术现状与发展趋势[J] •工业加热,2000,30(5).
[46] Tuluevski, Yuri N. High power oxygen-fuel burner for electric arc furnace [ J ]. MPT Metallurgical Plant; Sliver V,Coburn M ,Cohn M. New technology for oxygen introduction in the electric arc furnace[ J]. Iron & Steelmaker, 2003,30 (5 ).
[47]李士琦,刘润藻,李峰,等.电弧炉炼钢技术现状及发展[J].中国冶金,2004,14(2).
[48 ] Morgan P C. The continued development of the electric arc furnace [ J ]. Ironmaking and steelmaking , 2005,32(3).
4现代电炉冶炼技术
4.1电炉冶炼周期及控制
4.1.1电炉功能的演变与发展
现代电炉炼钢技术的发展与LF精炼技术的出现和发展有着密切的关系,它使电炉的冶炼 功能简单化,如图4 - 1所示为电炉炼钢功能的演变过程,它包括三个阶段:
除渣 出钢
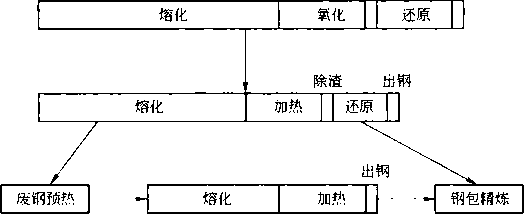
图4-1电炉炼钢过程的发展
第一阶段是包括熔化、氧化、还原的传统型电炉冶炼;
第二阶段是由于电炉炉型(出钢槽式电炉)的原因,钢渣混出,电炉必须造好还原渣才能出 钢,部分还原精炼的任务由LF来完成;
第三阶段是由于无渣出钢技术的开发,还原期全部由LF精炼来完成,形成了现代电炉炼钢 流程" EAF + LF + CC "的形式。
电炉炼钢技术的发展如图4-2所示。
由图4-2可见:
(1) 20世纪50年代末传统的电炉炼钢已发展到成熟阶段。
(2) 60年代至70年代主要是发展超高功率供电及其相关技术,包括高压长弧操作、水冷炉 壁、水冷炉盖、泡沫渣技术等,在这一阶段钢包精炼及强化用氧已开始采用,但这一阶段,电炉容 量较小,冶炼过程仍然是倾动炉体还原渣出钢,冶炼周期较长,二次(钢包)精炼是离线的,很难 满足连铸节奏要求。
(3) 80年代初,由于超高功率供电,为充分利用变压器功率,将还原期移至炉外势在必行, EBT及LF技术的开发使“电炉冶炼+在线炉外精炼”的现代电炉炼钢技术产生。
(4) 80年代末大型超高功率直流电炉问世,主要由于其对电网冲击小、石墨电极消耗低,以 致80年代末到90年代初直流电弧炉占了绝对的优势,我国上海的几台100 ~ 150 t的直流电炉 就是在这一背景下建立起来的。与此同时,高配碳、强化用氧技术(包括超声速氧枪、炭氧枪、氧
___..............4.1电炉冶炼周期及控制.135∙
燃烧嘴、底风口、二次燃烧技术)趋于成熟,奥钢联称之为K-ES技术,达涅利称之为Danarc技术, 德马克称之为KorfarC技术。这一阶段废钢预热开始,大量化学能和物理热的输入增加了新能 源,使得冶炼周期大大缩短,电极消耗进一步降低。1988年,电炉冶炼周期缩短至Ih,可以满足 连铸节奏要求;1989年纽柯第一条电炉—CSP生产线投产,形成了"四位一体"的现代电炉炼钢 流程,使现代电炉炼钢技术开始进入了成熟阶段。
二次(钢包)冶金
- ¾^.^^stf - VM ∙ MNoE9 Atfl X9≡lEEo 8【叵⅛,l≡l≡≡l部犀汨
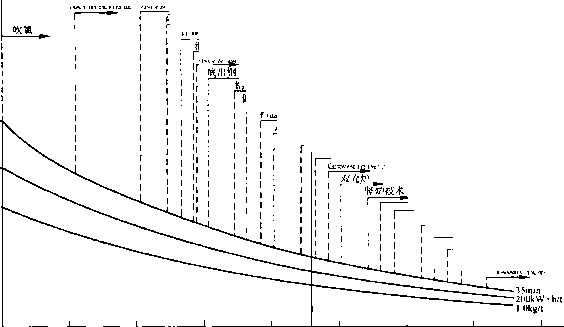
葡E/ Kgll操作
:计算员学制
水冷炉城/箕燃烧噺
钢包炉.
篇心底尤選出钢
¾⅛25⅛ 2∙i=∙s--SWW叵#遷出闻麗三
料篮废聲预热
I 一碳
I~ 拌.K-ES(Danarc, Korferc)技术
连续废钢预热
开證加铁水
心始P技术
带指既型竖炉技术,法续加铁水
1 十卷续加料式竖炉,Danarc Plus
ConK技术
Con爲、技术,MSP技术
I Ecoarc 技术
1965 1970 1975 1980 1985 1990 1995 2000 2005
年份
图4 - 2 1965年〜2001年现代电炉技术发展情况
(5) 90年代中期以来,由于连铸单流产量增高,一机多流、多炉连浇技术的发展以及薄板坯 厚度的增加,要求进一步缩短冶炼周期。这一时期交流电炉与直流电炉形成竞争发展的趋势。 值得注意的是,在这一阶段人们关注的已不是用直流供电还是用交流供电,而是废钢预热,即二 次燃烧和烟气显热的利用问题。不同的废钢预热方式产生了不同类型的现代电炉,它们分别是 Consteel电炉、烟道竖炉电炉、COmeIt中心废钢预热竖炉电炉、带手指烟道竖炉电炉、MSP、DanarC Plus,ConArc电转炉、ContiarC和Ecoarc炉。从环保的角度看,废钢预热必须考虑排放废气中有害 气体C0、二噁英(DioXin)和吠喃(FUran)等的含量,料篮废钢预热因二嘿英及吠喃等有害气体含 量超标被淘汰。ECoarC技术可使二嘿因和吠喃排放量降低到0. 1 ng(TEQ)/rn3(标态)以下,可满 足日本和欧洲的有关环保要求,成为对环境友好的电炉技术;同时ECOarC炉子在全废钢冶炼条 件下,冶炼周期缩短到35 min,电耗(在氧耗约为30 m3/t(标态)的条件下)达到250 kW ∙ h/t左 右,生产率达到IOot/h。
4.1.2现代电炉炼钢基本操作技术
现代电炉炼钢过程分为加料、熔化、精炼、除渣、出钢等几个阶段。
4. 1. 2. 1 合理加料技术
我国目前电炉大多采用顶装料,即事先将炉料按一定位置装在料罐里,然后用天车吊起由炉 顶部位一次加入,一般每炉加2 ~3篮料。这是一种最快的装料方法,一般只用3 ~5min,并且料 装炉后仍能保持它在料罐中的布料位置,因而被普遍采用。另外还有烟道竖炉电炉、MSP、ECoarC
• 136 ∙ 4现代电炉冶炼技术-----------------------------------
炉的顶侧加料技术,Comelt中心废钢预热竖炉电炉的顶中心加料技术,Contiarc电炉的顶环形加 料技术,Consteel电炉的侧连续加料技术。
废钢铁料在炉内的合理布置,与实现有效利用电弧热能有极重要的关系。电弧炉内加热的 特点是中心区温度高,近炉衬区是低温区,尤其正对两个电极之间的炉衬处的炉料更难熔化。因 此炉料应合理搭配,难熔料和大块料应装在高温区,易熔的小料装在靠炉壁的四周及最上部,以 确保熔化过程中电弧能够最大限度地、最长时间地埋在料堆里,最有效地利用电弧放出的热能, 并在大功率供电时使炉盖、炉壁不受电弧的强烈辐射。合理布料、装料是保证炉料快速熔化的重 要条件。顶装料的炉料在炉内必须装得足够紧密,尽可能一次把料装完;炉料在炉内必须合理分 布,以得到良好的熔化条件。为了使炉内炉料密实,装料时必须把大、中、小料合理搭配,一般小 料占15% ~20% ,中料占40% ~50% ,大料占40%。
根据实际操作经验,布料应做到:下致密、上疏松;中间高、四周低;炉门口无大料,使得穿井 快,不搭桥。炉料在料罐内(即炉内)的合理顺序为:
(1)底部装小料,用量为小料总量的一半,然后在料罐的下部中心区装入全部大料、低碳废 钢或难熔炉料,在大料之间填充小料,中型料装在大料的上面及四周。
(2)在料的最上面(电极下面)放入剩余的小料(轻废钢),以便通电后电极能很快穿井埋入 料中,减轻电弧对炉盖的辐射。汤道及装车屑的草袋子等不易导电的炉料,不能放在电极下面, 防止通电时不起弧。
(3)凡在配料中使用的电极块,应破碎成50 TOOmm左右块度,装在炉料的下层,防止在料 熔清时没有化完而造成钢液碳含量波动,给氧化期操作带来困难。如果配入生铁,应装在大料上 面或电极下面,以便利用它的渗碳作用,降低大料的熔点,加速熔化。
(4)熔点高的铁合金(如鸨铁、铝铁)应放在高温区,但不能装在电极下面,辂铁、锦铁、鎳等 应避免放在电弧作用区,而应装在靠近炉坡及四周,以防止大量的挥发损失。
(5)炉料在罐中应放置平整、致密,且无大空隙。
炉料在入炉前可进行预热,以增加炉内的物理热及通电时电弧的稳定性;同时也可以部分热 装铁水,铁水由炼铁高炉供给。加铁水方式有炉顶一次加入式、炉体侧面连续加入式、炉后连续 加入式,连续加入铁水方式要注意控制铁水的加入速度。采用铁水热装技术后,可以大幅度降低 电耗,提高钢水的纯净度,减轻有害元素的影响等。
4. 1. 2. 2 熔化过程
炉料的熔化过程大体可分为起弧、穿井、电极上升、熔化结束四个阶段。
(1)起弧阶段:通电起弧,炉膛内充满炉料,电弧与炉顶距离很近,如果输入功率过大,电压 过高炉顶容易被烧坏,所以一般选用中级电压和输入变压器额定功率的2/3左右。
(2)穿井阶段:这个阶段电弧完全被炉料包围起来,热量几乎全部被炉料所吸收,不会烧坏 炉衬,所以使用最大功率,一般穿井时间为20 min左右,约占总熔化时间的1/4,加部分铁水操作 可较快穿井。
(3)电极上升阶段:电极“穿井”到底后,炉底已形成熔池,炉底石灰熔化及部分元素氧化, 使得在钢液面上形成一层熔渣,四周的炉料继续受辐射热而熔化,钢液增加使液面升高,电极逐 渐上升。这个阶段仍采用最大功率输送电能,所占时间为总熔化时间的1/2左右。
(4)熔化末了阶段:炉料被熔化3/4以上后,电弧已不能被炉料遮蔽,3个电极下的高温区 已连成一片,此时如长时间采用最大功率供电,电弧会强烈损坏炉盖和炉墙。
缩短熔化期的途径包括快速补炉、合理装料、吹氧助熔及燃料-氧气助熔:
(1)快速补炉和合理装料。出钢后高温炉体散热很快,特别是顶装料要打开炉盖,炉衬内壁
...................4.1电炉冶炼周期及控制∙137∙
的温度会迅速下降,3 ~5 min就可由1500七左右(亮红色)急剧降至800tC以下(暗红色)。这部 分散失掉的热量,要在熔化期用电弧热来补偿,使电耗增加,延长熔化时间。为了减少这种热损 失,出钢后炉前操作要分秒必争,补炉时应尽量减少炉盖开启和升高电极的时间,保持炉内高温 和利用电极余热迅速补炉;顶装料时应先吊起料罐,做好所有准备工作才打开炉盖,快速将炉料 加入炉内,尽可能减少热停工。这些措施对保持炉内高温、利用余热、降低电耗是很有实际意 义的。
(2)吹氧助熔。吹氧助熔的作用有三点:一是吹入氧与钢中元素氧化时放出大量热量,加热 并熔化炉料;二是切割大块炉料,使其掉入熔池增加炉料的受热面积,当炉料出现"搭桥"时,利 用氧气切割,处理极为方便;三是为炉内增加了一个活动的点热源,在一定程度上弥补了固定电 弧热源加热不均匀的缺点。吹氧助熔应注意两个问题:一是吹氧助熔的时间,只有当炉料达到一 定温度和具备了产生剧烈氧化反应的条件时,才能开始吹氧助熔,通常是炉内已经形成熔池和固 体炉料发红时进行;二是氧气压力,从实际经验得知合适的助熔氧压为0.4~0. 6MPa0如果过早 吹氧或氧压过大,并不能进一步缩短熔化时间,相反会增加氧气消耗以及炉料和合金元素的熔 损。吹氧过迟或氧压过小,就等于没有充分利用氧气的助熔作用。
(3)燃料-氧气助熔。除了电能外,向炉内引入第二热源来加速炉料熔化、缩短熔化期,越 来越受到人们的重视,并取得了一定的效果。常用的燃料有煤气和油,即煤氧助熔和油氧助熔。 虽然增加了燃料、氧气和冷却水的费用,但电耗降低且产量增加,吨钢成本还是下降的。
4. 1. 2. 3 精炼技术
A脱磷工艺
脱磷操作的三要素,即磷在渣—钢间分配的关键因素有:炉渣的氧化性、石灰含量和温度。 随着渣中FeO、CaO的升高和温度的降低,渣一钢间磷的分配系数明显提高。因此在电炉中脱磷 主要就是通过控制上面三个因素来进行的。采取的主要工艺有:
(1)强化吹氧和氧—燃助熔,提高初渣的氧化性;
(2)提前造成氧化性强、碱度较高的泡沫渣,并充分利用熔化期温度较低的有利条件,提高 炉渣脱磷工能力;
(3)及时放掉磷含量高的初渣,并补充新渣,防止温度升高后和出钢时下渣回磷;
(4)采用喷吹操作强化脱磷,即用氧气将石灰与萤石粉直接吹入熔池,脱磷率一般可达 80% ,并能同时进行脱硫,脱硫率接近50% ;
(5)采用无渣出钢技术,严格控制下渣量,把出钢后磷降至最低;
(6)出钢磷含量控制应根据产品规格、合金化等情况来综合考虑,一般应小于0.02%。
B强化脱碳
电炉配料采取高配碳,其主要目的是:
(1)熔化期吹氧助熔时,碳先于铁氧化,减少了铁的烧损;
(2)渗碳作用可使废钢熔点降低,加速熔化;
(3)碳一氧反应造成熔池搅动,促进了渣一钢反应,有利于早期脱磷;
(4)在精炼升温期,活跃的碳一氧反应,扩大了渣一钢界面,有利于进一步脱磷,有利于钢液 成分和温度的均匀化和气体、夹杂物的上浮;
(5)活跃的碳一氧反应有助于泡沫渣的形成,提高传热效率,加速升温过程。
C 合金化
合金化一般是在出钢过程中在钢包内完成。那些不易氧化、熔点又较高的合金,如鎳、鸨、铝 等铁合金可在料篮中或熔化后加入炉内,但采用留钢操作时应充分考虑前炉留钢对下一炉钢水
• 138 ∙ 4现代电炉冶炼技术
所造成的成分影响。
出钢时钢包中合金化为预合金化,精确的合金成分调整是在精炼炉内完成的。为使精炼过 程中成分调整顺利进行,要求预合金化应使被调成分不超过规格中限。
D钢液温度控制
良好的温度控制是顺利完成冶金过程的保证,如脱磷不但需要高氧化性和高碱度的炉渣,也 需要有合适的温度相配合。根据所采用的工艺不同要求电炉初炼钢水有一定的温度保证,以补 偿出钢过程、精炼过程、钢液的输送等过程中的温度损失,若炉外精炼有加热设备,应充分考虑在 有限的精炼时间内升温到连铸所要求的钢液温度。
4.1. 2. 4 除渣技术
电炉冶炼过程中要进行流渣操作,主要目的是去除废钢带入的杂质,将钢液中的磷脱到规定 的范围,并调整熔池温度。
4. 1. 2. 5 出钢操作
当钢水温度、成分达到出钢要求时,即可准备出钢。为了稳定钢包炉的合金收得率,尽量要 做到无渣出钢。偏心炉底出钢(EBT)技术是一种较为广泛应用的无渣出钢的好方法。与传统电 炉相比,EBT电炉冶炼生产率及各项技术经济指标都有明显改进。
4. 1. 2.6 留钢留渣操作
现代电炉炼钢过程中,当采用EBT出钢模式时,每炉钢烧铸完毕后都要留一部分钢水和炉 渣,这样可提前进行吹氧助熔,大功率送电,造泡沫渣,从而缩短熔化期和降低电耗。这种留钢、 留渣操作对摆脱传统的"老三期”冶炼工艺,为实现"超高功率电炉冶炼-炉外精炼一连铸”的现 代炼钢工艺流程提供了良好的基础。由于实现留钢、留渣操作,冶炼熔化期电弧稳定,可提前强 化吹氧,改善了钢水脱磷条件。在有条件的车间里,还可将钢包内铸余钢渣倒入已装好炉料的炉 内,继续通电冶炼,这样充分利用了注余钢水和炉渣的热量。
钢渣回炉应注意:
(1)倒回炉的余钢中尽量不含有下炉次钢所不允许的元素;
(2)不能将炉渣倒在电极下端位置,以防发生不导电;
(3)倒回炉时要注意安全,防止钢渣飞溅;
(4)钢渣倒回炉后,会使下一炉钢水量增加,从而影响钢的成分控制。因此,必须准确估计 钢水量,特别是连续2 ~3炉倒回炉后,应适当减少进料量。
4.1.3缩短电炉冶炼周期、降低电耗的措施
1986年,井口光哉提出了电炉冶炼周期与各设备和操作因素之间的关系式,考虑到90年代 以来,现代电炉冶炼过程中大量增加了化学热和物理热,傅杰教授提出了电炉冶炼周期和电耗的 计算公式(详见本手册第1章)。
由式1 -2~式1 -6可见:
(1)为了缩短冶炼周期,必须提高吨钢输入电功率,P电与变压器额定功率有关,变压器 额定功率大,可输入电炉的电功率大,P电大。通常将吨钢变压器额定功率大于700 kV∙A 的电炉称为超高功率电炉,20世纪80年代末,超高功率电炉的变压器额定功率高达700 ~ 1200 kV∙A∕to
(2)提高P化学有利于缩短冶炼周期。P化学主要来自钢中元素氧化的化学热及氧燃烧嘴提 供的化学热。化学热可占炼钢所需总能量的40%左右,当二次燃烧率高时,这一比例还会更大 些;其中氧燃烧嘴提供的化学热可占总能量的10% ~15%o
.........-............................4.1电炉冶炼周期及控制.139.
(3)提高Ρ物理,有利于缩短冶炼周期。尸物理主要是由废钢预热后废钢的显热及加铁水操作 时铁水的显热提供的。主要措施有:加铁水冶炼、ConArC技术、料篮废钢预热、连续废钢预热、竖 炉技术 ∖Danarc Plus 2000 技术。
(4)提高τ7cos)p,可以缩短冶炼周期。提高T7COS*的措施包括供电制度合理化(优化供电曲 线)、人工智能电炉、采用导电横臂、优化短网结构及泡沫渣操作等。
(5)增加化学热和物理热,可以收到节电效果。理论计算和实践结果表明:每增加1 m3氧 (标态),可以节电约4~6kW∙h/t;每增加1%铁水量,可以节电4 ~5 kW∙h∕to具体采用何种能 源结构,要根据不同厂的电价、氧气和燃料价格及能源条件而定。主要措施有K-ES、Danarc、Kor-fare ʌConArc等技术,包括:炭氧枪、加碳、加铁水或生铁吹氧;氧燃(轻柴油、燃气、煤气、煤)烧嘴; 底吹氧风口;二次燃烧。
(6) t'、C、/一定时,P电77cosp、尸化学、P物理的比例可以变化,即电能、化学热和物理热可以相 互转换,它们的效率不同。全世界16台Consteel电炉平均吨钢变压器额定功率为477 kV∙A;在 P电行。5。了、中不变的条件下,增加化学热和物理热,减小7',可提高生产率,这对于我国目前在 废钢及电力资源短缺、价格高的条件下发展电炉钢生产具有重要的指导意义。
(7)为缩短冶炼周期,必须缩短热停工时间了"。由于在化学热和物理热供量较大的条件下, 例如在供氧强度较大的烟道竖炉电炉冶炼过程和加铁水的Consteel冶炼过程中,可以有一段停 电操作,这时P化学和P物理不等于0。此外,有些钢厂(如安钢)的电炉冶炼过程中,有一段吹氧不 通电时间,所以,"称为热停工时间较合适(在过去的文献中称为非通电时间)。它是指通常的装 废钢时间、加铁水时间(对于顶装铁水而言)、接电极时间、出钢时间、补炉时间,主要措施有:做 好废钢准备,缩短装料时间;提高耐火材料质量;优化机、电、控制系统;科学管理及调度;经济炉 役操作;双炉壳技术。
(8)由式1 -4可见:提高(ρ电qcos<p +尸化学+P物理)可缩短T';但随着(P电τ?cosp +Ρ化学+ P物理)的提高,特别是随着铁水加入比的提高,[C]提高,在一定的供氧和脱碳速率条件下,导致 T延长,在T与(P电4CoSr +P化学+P物理)的关系图上应具有最低点。
(9)由式1 -4可见:在一定条件下,提高(尸电"cosp+P化学+P物理)可能增加电耗;但随着 (ρ电"COSp +P化学+P物理)提高又会导致τ'缩短,降低电耗;在C与(P电7)COS(P +ρ化学+ρ物理)的 关系图上,例如在电耗与铁水加入比的关系图上可能具有最低点,降低电耗的基本途径是缩短冶 炼周期。
4.1.4 电炉炼钢工艺与流程的匹配
从流程工程学的角度看,电炉钢厂内各主要工序的运行特征如下。
电炉:其运行过程的本质是快速的固体(包括部分液体)炉料熔化、升温和熔池反应过程,其 实际出钢方式是典型的间歇型。因此,其运行本质是快速—间歇重复循环的过程。
钢的二次冶金 淇运行本质是"柔性”一间歇振频式的熔池反应(控制质量)和控温一控时过 程,其出钢方式也是"柔性”协调性的间歇运行方式(其"柔性"协调的作用主要表现在物流量、温 度、时间以及质量等参数上)。
连铸:其运行本质是连续的热交换一凝固—冷却过程,而其成品铸坯的输出作业方式——出 坯方式则是间歇或准连续的。
加热炉:其运行本质是准连续或连续的升温—控温一控时过程,出坯方式则是间歇式作业。
热连轧机:其运行本质是连续化的高温塑性变形与相变过程,而其轧件的输入、输出方式却 是一一轧制、出材,从具体操作上看仍有间歇式的特征,但从总体运行上可以看成有节奏的准连
• 140 ∙ 4现代电炉冶炼技术一--- 续出材。当然,半无头轧制、无头轧制将有助于提高过钢、出材的连续化程度。
从上述分析可以看出:电炉钢厂生产流程的技术进步,本质上是以优化各工序的间歇或优化 其间歇式输出作业为连续运行过程为基础,以建立起工序、装置间的"柔性活套工程"为手段,即 不断改进前后相邻工序和装备之间的"界面"技术,逐步实现整个电炉钢厂生产流程的准连续 化,甚至连续化。
如果进一步对电炉钢厂生产流程的协同运行过程进行总体性的观察、研究,可以看出不同工 序、装置在生产流程整体协同运行过程中扮演着宏观运行动力学中的不同角色,即分别扮演着 "推力"、"缓冲”、"拉力"等不同角色。一般可以将电炉钢厂的生产流程分解为两段:即上游段 从电炉到连铸(冶金过程和凝固过程),下游段从连铸出钢坯到热轧过程终了(热机械加工、形 变一相变的物理过程),如图4-3所示。
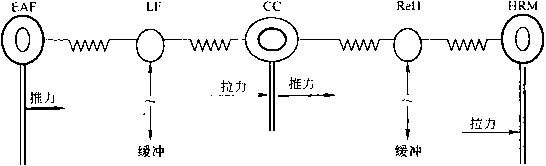
图4-3电炉生产流程运行动力学的主要支点及其示意图
由图4-3可以看出:在电炉钢厂生产流程的上游段中,一切都应以服从连铸机多炉连浇为 中心目标。在这一过程,连铸机扮演着"拉力源”的角色,拉动着电炉、精炼炉“定时、定温、定品 质"地供给定量的钢水。与此同时,电炉则相应地起着"推力源"的作用,电炉以缩短冶炼周期为 核心手段,快速一间歇周期地输出定量钢水,满足连铸机长时间地连续运行。由于电炉、连铸两 个工序在物质流量、时间节奏、温度、化学组分等参数上较难完全、稳定地一致起来,精炼炉就起 着“缓冲、协调”作用。这种"缓冲、协调”作用,包括了物质流、时间节奏、钢液温度和成分等方 面,而不应将精炼炉的功能仅仅局限在钢液化学成分的"精炼”上。
在电炉钢厂生产流程的下游段中,热连轧机希望尽可能长时间地有轧件通过,以充分发挥其 效率,因此扮演着"拉力源”的角色。而连铸坯经切割后希望以"最短"的时间、"最高”的温度供 热轧机轧制,否则能耗高、生产效率低。不难看出在下游段里连铸机是"推力源”。和上游段的 运行机理一样,加热炉、铸坯保温坑等工序则相对起着"缓冲、协调”作用。
电炉钢厂生产流程中的不同工序以各自特有的功能分别起着"拉力源”、“推力源"、“缓冲、 协调”的角色,而且以"推力”一“缓冲、协调”一“拉力”的协同方式动态—有序地运行。这种动 态一有序运行的特点之一是希望实现工序之间的物质流量能大体上保持每分钟的流量(分流 量)平衡,以保持工艺流程的整体准连续性,并且期望通过整个流程运行的“准连续化”甚至“连 续化”,来实现过程“耗散”最小化(包括物质、能量、时间、空间“耗散”的最小化),从而实现电炉 钢厂生产流程技术、经济指标的多目标综合优化。
为此,电炉流程协调运行时,应该满足:
tEAF WtCC (4 - 1 )
⅛ W ‘EAF W ‘CC (4-2)
式中⅛AF..电炉出钢一出钢时间,min; ^
4.1电炉冶烁周期及控制• 141 •
tcc——连铸机浇注一包钢水时间,min;
"F..钢包炉精炼周期时间,min。
当Leaf Jcc Jlf不协调时,流程的物流不顺;或当电炉、连铸机及轧机的生产能力不匹配时, 流程也不顺行。为了实现整个流程的最大效益,必须要克服"瓶颈",使流程的各个工序或各个 节点的物流匹配、流程顺行。
以安钢IOot烟道竖炉电炉为例,说明各工序匹配的重要性。表4-1为2004年1 ~3月份 中板轧机分规格、分品种产品产量。
表4-1 2004年1~3月份安钢中板轧机分规格、分品种产品产量
|
中厚钢板规格 |
产量/l |
比例/% |
品种 |
产量/t |
比例/% |
|
6 ~ 10 mm |
112480 |
10.9 |
低合金中板 |
194093 |
18.74 |
|
11 ~ 15 mm |
233813 |
22.6 |
16MnL、16Mng 板 |
1564 |
0. 15 |
|
16~20 mm |
34700I |
33.5 |
碳结中板 |
733379 |
70. 80 |
|
21 ~ 25 mm |
137054 |
13.2 |
20g、20R 板 |
54753 |
5. 29 |
|
26 ~ 30 mm |
79058 |
7.6 |
船用中板 |
31414 |
3. 03 |
|
31 ~ 34 mm |
11853 |
1. 1 |
16MnR 板 |
19398 |
1.87 |
|
35 ~50 mm |
76308 |
7.4 |
Q345q 板 |
337 |
0.03 |
|
>50 mm |
38281 |
3.7 |
AL245 |
910 |
0.09 |
|
合计 |
1035848 |
IOO |
合计 |
1035848 |
100 |
由表4-1可知:2004年1 ~3月份共计生产铸坯317636t,生产天数为91天,平均生产铸坯 量为3490. 51∕d,年有效生产天数按350天汁算(每年15天检修时间),电炉年生产铸坯量为:
3490. 5 X 350 = 122. 1677 万 t
-机一流板坯连铸机2004年7 ~ 12月产量为61. 9511万t,共计184天,其中检修3天,平均 日产为619511 ÷(184 -3) =3422. 7t,年有效生产天数按350天计,则一机一流板坯连铸机年产 量为 3422. 7 X 350 = 119. 8 万 t0
以上是在铁水加入比平均为25%时的产量。如果铁水加入比稳定在30% ~ 35%,电炉产量 还可以更大些,这时连铸机拉速可以适当提高。
电炉流程主要包括冶炼、精炼、连铸、加热、连轧及冷却控制等工艺环节。现代电炉冶炼周期 越来越短,德国BSW公司的80 t交流电炉每炉炼钢时间仅28. 2 mino连铸在向着高拉速发展; 加热、均热炉的炉长不断加长、热送热装技术趋于成熟稳定,入炉温度比过去明显提高,使加热、 均热能力不断增加;连轧也因轧机刚度和精度以及轧制参数检测与智能化控制水平的不断提高, 无头和半无头轧制技术的采用,使其间隙时间缩短、产能进一步增加。
由于钢铁生产工序与工序之间的衔接越来越紧凑,效率越来越高,要达到高效率、低成本地 生产高质量、高性能钢材产品,就必须从全流程的各个工艺环节来进行合理设计和优化。因此, 单工序的优化必须和全流程的综合优化及合理匹配相结合,才能最大限度地发挥生产线投资的 作用与效益。
一般来说,电炉流程设计和建设首先是从产品大纲和产能来考虑。由后向前推算,当产 品大纲和生产能力确定之后,先从轧机选型及能力配置出发;其次是加热和连铸能力、选型及 与轧机匹配问题;然后是精炼和冶炼能力及与连铸、轧机的匹配问题(见图4 -4)。无论从投
• 142 ∙ 4 现代电炉冶炼技术--■-------------------------------
资、效益基本分析和工序作用来看,轧机和电炉是两个最关键的设备,二者之间的匹配关系着 全局生产、投资和效益。轧机的投资最大,正在向大型化、高速化、连续化、自动化和智能化的 方向发展;电炉为整个工序的开端,决定全流程的产能。因此,二者的合理匹配需要高度的重 视和优化设计。

图4-4电炉流程的选型和能力匹配关系示意图
电炉—轧机合理匹配的能力从生产周期时间上考虑应为:
tEAF < ILF < tCC < zCR (4-3) 式中Jeaf JLf、%c Jcr分别为电炉冶炼周期、精炼周期、连铸一炉钢的浇钢时间和连轧每炉钢的 周期。
从生产能力考虑应为:后工序 > 前工序。若电炉容量小,电炉一轧机不匹配,则轧机间隙时 间过长;若轧机能力小,则有电炉能力过剩问题。从金属秒流量、轧机最大能力、投资,以及轧机 和电炉的最大能力计算综合考虑,一般轧机能力大于电炉能力的10% ~20%是合算的,若过大 或过小,无论在经济性和流程顺畅方面都将产生问题。
过去在电炉流程中,多考虑电炉冶炼、精炼、连铸三位一体的合理匹配问题,而现在由三位一 体向四位一体及其连续化发展,即.电炉冶炼—精炼一连铸(无缺陷坯)—直接加热(铸坯剪后温 度900 ~ IOOOP )—直接轧制,整个流程的时间越来越短(<2. 5 h)。
4.2快速熔炼技术
4.2.1炼钢原材料的选择
如前所述,现代电炉炼钢的主要原料,除废钢外还有30% ~40%的生铁或DRI(直接还原 铁)/HBI(热压块铁)等。生铁在传统电炉炼钢过程中配入量为10% ~ 15%,主要用来去气及增 碳,在现代电炉炼钢过程中主要用来高配碳,以增加化学热和物理热。生铁是最佳的配碳剂。巴 西某厂于1995年以前在电炉炉料中加40%的生铁;珠钢150 t烟道竖炉电炉采用30% ~35%的 生铁(部分用HBl来代替)作为炉料;韶关90 t Consteel电炉原炉料中也含30%生铁。考虑到节 能降耗,电炉加部分铁水冶炼在理论上是合理的;在实践中,中国目前34台容量大于60 t的电炉 中已有22台采用了电炉加部分铁水操作,将来数量还会增加。电炉加部分铁水冶炼是中国冶金 工作者对现代电炉炼钢技术发展的贡献。用熔融还原的方法生产铁水代替高炉生产铁水有利于 资源利用和环保,是一种技术进步。究竟采用何种炉料结构应考虑当地的资源和能源供应特点 以及不同炉料的经济性。
我国电炉钢自1993年突破23%达到历史最高水平后,电炉钢产量出现下滑的趋势,2000年 电炉钢占总钢产量的比例只有15. 7%,而在此期间,世界电炉钢占全球粗钢产量的比例由22% 上升到38%。我国电炉钢比例与世界电炉钢比例的不同,除了我国电炉用电价格高之外,就是 电炉用含铁炉料供应不足,价格偏高。废钢来源一般有三个方面,即钢铁企业在生产过程中的自
4.2快速熔炼技术• 143 •
产废钢;工矿企业在生产过程中的加工废钢;社会生产、生活、国防等废弃钢铁材料的拆旧废钢。 由于连铸技术的发展,连铸比不断提高,切头、切尾越来越少,生产性回收废钢不断减少。国内废 钢储备量不足,而美国和俄罗斯减少和控制废钢出口量,造成废钢铁的需求量与产出量存在很大 缺口。另外,废钢的重复使用,铜、锡、碑、铅等不易去除的元素在钢中富集,在冶炼时会增加炉渣 黏度,影响渣钢反应,更重要的是对产品性能会产生不利的影响。为了解决废钢短缺的压力,必 须开发废钢的代用品,现在开发的废钢代用品包括生铁、铁水、直接还原铁、脱碳粒铁、碳化铁、复 合金属料等(详见本手册第2章)。
4. 2.2 泡沫渣技术
泡沫渣是一种有固定碱度范围的渣,它允许半埋弧操作,充足的CO逸出金属熔池使渣起 泡,渣的碱度在1.8-2. 3之间才可以形成泡沫渣。泡沫渣可包围弧光,提高电能的利用率,防止 电弧对炉衬的辐射,提高炉衬寿命,同时还可防止钢液吸氮。
泡沫渣操作可大大缓解长弧操作带来的不稳定及输入炉内功率减少等问题,同时可缓解长 电弧对炉衬的辐射热负荷,进一步降低耐火材料的损耗。因此,UHP电炉采用高功率因数长弧 操作,必须辅助于泡沫渣操作技术。要使得泡沫渣操作取得良好的效果,则要求泡沫渣厚度为电 弧燃烧长度的2 ~3倍。
4. 2. 2.1 泡沫渣发泡原理
电炉冶炼的泡沫渣,一般是在熔化末期和氧化期形成的。通过钢中[C]、[0]反应生成的 co,或向炉渣中喷入一定粒度的焦炭粉并以氧气吹扫熔渣,反应生成的CO分散于渣中,使熔渣 发泡,实现炉渣的泡沫化。
在电炉条件下,炉渣泡沫化的气体主要来源途径为以下几种。
(1)吹人的氧气与[C]作用,发生碳氧反应:
02(g)^=2[0]
[C] + [0] =^CO(g)
(2)渣中的不稳定氧化物与钢中的碳反应:
(FeO) +[C]=[Fe] +CO(g)
(3)渣中的不稳定氧化物与渣中的碳反应:
(FeO) + (C) (s-)^=[Fe] +CO(g)
4. 2. 2. 2 泡沫渣成分及衡量指标
熔渣发泡后的高度与发泡前的高度差定义为泡沫化高度,以此来衡量熔渣的泡沫化程度。
表4 - 2为发泡前后成分的对比分析。
表4-2发泡前后成分的对比(%)
|
成分 |
CaO |
SiO2 |
MgO |
FeO |
MnO |
Al2O3 |
P2O5 |
S |
R |
|
发泡前 |
37. 84 |
14. 16 |
10.51 |
23. 98 |
3. 16 |
3. 17 |
0. 74 |
0. 146 |
2. 67 |
|
发泡后 |
42. 53 |
16.81 |
10. 39 |
18.43 |
3.22 |
3. 84 |
0.92 |
0.271 |
2. 53 |
注:R为二元碱度。
弗鲁汉(FrUehan)等引入泡沫化指数2的概念,其物理意义是气体穿过泡沫渣的平均时间:
ΔV
• 144 ∙ 4现代电炉冶炼技术----..----------------------------------
式中ΔF..吹气前后熔渣的体积差,m3;
Qg——吹气速率,m3/s。
良好泡沫渣的特征为:
(1)渣原料能够迅速熔化成为黏度合适的液态,成为气泡液膜。当气体排出时形成的气泡 能够保持一定的时间,即成泡与气泡破裂时间在4~8so
(2)炉渣黏度要适宜,保证炉渣的良好流动性。既要防止黏度过大,影响冶金过程化学反应 要求的碱度(比如脱磷反应的放渣操作);也要避免炉渣过于稀,对炉衬的侵蚀加剧;还要保持一 定数量的悬浮物质点,比如2CaO•SiO2、MgO颗粒、MgO。SQ颗粒,稳定泡沫渣'的化合物,满足保 持泡沫渣的稳定性要求。
(3)渣中氧化铁在14% ~20%之间,氧化铁含量能满足炉渣溶解需要的当量浓度。
4. 2. 2. 3 造泡沫渣的工艺过程
造好泡沫渣的关键是控制好炉渣的成分和熔池温度,并提供足够的气体,操作要点如下:
(1)适当提高炉料的配碳量,一般应比传统冶炼工艺高0.08% -0. 12%;
(2)装料前,炉底或第一篮料加占铺料2% ~4%(质量分数)的石灰和5~7kg∕t的氧化铁 皮,保证熔清后炉渣的碱度在2.0左右,FeO含量在20%左右;同时,随料装入6 ~8 k"t的碎焦 块,以保证配碳量;
(3)炉底形成熔池后即可开始吹氧助熔,氧压为0.5 ~0.7MPa;
(4)熔氧中期,氧压提高到0.7 ~ 1.0 MPa,并不时向钢渣界面吹氧,使炉渣正常泡沫化,必要 时,可向炉内加入适量的碳酸钙促使炉渣发泡;
(5)自动流渣后,应及时补加由50% ~ 85%的石灰和50% ~ 15%的炭粉组成的泡沫渣渣 料,保持炉渣的碱度和发泡能力;
(6)熔氧末期,向钢渣界面喷吹4 ~6kg∕t的炭粉、碳化硅粉,维持炉渣的正常泡沫化;同时, 采用高电压、大功率供电,埋弧升温。
造泡沫渣应注意以下几点:
(1)常用的发泡剂有炭粉、碳化硅粉和碳酸盐等,要求干燥无杂,粉剂粒度小于3 mm;
(2)使用碳酸盐发泡时,用量不宜过大,防止其分解吸热使熔池温度下降过多,增加电耗;
(3)吹氧操作,要浅吹和深吹相结合并交替进行,过多的浅吹会导致熔渣严重泡沫化而难以 控制。
4. 2. 2.4 影响泡沫渣发泡的因素
影响泡沫渣发泡的因素主要有以下几点:
(1)炉渣碱度对泡沫渣的影响。炉渣的碱度对泡沫渣的影响较大,碱度过大或过小时,泡沫 渣的发泡效果都不理想,只有碱度在1. 8 ~2. 5之间时发泡效果最好。
(2) FeO含量对泡沫渣的影响。FeO对炉渣发泡程度的影响不明显,只有FeO含量在10% 左右时发泡效果稍好。
(3)渣量对泡沫渣的影响。在一定的喷炭和吹氧强度下,渣量和泡沫渣的厚度基本是一次 线性方程关系。渣量是形成泡沫渣的重要因素,只有较大的渣量才能形成好的泡沫渣,达到埋弧 的目的。因此,要求渣量一定要控制在3%以上,如果需要去磷流渣时,必须适时补充渣料,才能 维持炉渣的高度。
(4)供氧强度的影响。泡沫渣主要是碳、氧反应生成大量的Co所致,因此提高供氧强度, 既增加了氧气含量又提高了搅拌强度,促进碳一氧反应激烈进行,使单位时间内的Co气泡发生 量增加,在通过渣层排出时,使渣面上涨、渣层加厚。
-----4.2 快速熔炼技术.145.
(5)熔池含碳量。含碳量是产生C。气泡的必要条件,如果碳不足将使碳一氧反应乏力,影 响泡沫渣生成,这时应及时补碳,以促进CO气泡的生成。
(6)合适的熔池温度。以50 t电炉造泡沫渣为例,熔池温度为1570 ~ 1580七比较合适。此 时炉渣黏度适宜,碳一氧反应剧烈,能提供足够的C0气体,随温度的升高,炉渣黏度下降,生成 泡沫渣的条件变差。
(7)炉渣的物理性质。增加炉渣的黏度、降低表面张力和增加炉渣中悬浮质点数量,将提高 炉渣的发泡性能和泡沫渣的稳定性。
(8)炭粉粒度。炭粉越细,喷入后和熔渣接触面越大,与Fe0反应越快,炉渣越易起泡,因此 应采用粒度小于3 mm的炭粉。
4. 2. 2.5 采用长弧泡沫渣埋弧操作的效果
采用长弧泡沫渣埋弧操作可以达到以下操作效果:
(1)提高输入功率和热效率,大幅度减少辐射到炉衬的热负荷,并利于炉壁热负荷的均匀 化。不采用泡沫渣操作时,熔毕平静的钢液面加热,在一定条件下,电弧的热效率约为40%;而 加碳造泡沫渣埋弧后电弧的热效率提高到70% ,从而加速钢水的升温,升温速度比无泡沫渣操 作时提高1倍以上,缩短冶炼时间,提高炉衬寿命,降低电耗。
(2)长弧泡沫渣埋弧操作可降低电耗和电极消耗。因电极消耗与电流的平方成正比,采用 低电流、大电压的长弧泡沫渣冶炼可大幅度降低电极消耗。
(3)采用泡沫渣操作可提高电弧稳定性,减轻长弧操作时电弧的不稳定性。恒电流控制时, 直流电弧电压波动很小,电极几乎不动。
(4)泡沫渣操作时要求更高的脱碳量和脱碳速度,因而有较高的去气效果,氧化末期平均含 氢量可达到0. 00235%。而泡沫渣埋弧后,电弧区氮气分压显著降低,钢水吸氮量大大降低。泡 沫渣单渣冶炼,成品钢含氮仅为无泡沫渣操作的1/3 o
(5)泡沫渣埋弧操作包裹电弧,降低电弧产生的噪声,减少灰尘和电弧光闪烁。
(6)泡沫渣埋弧操作增大电弧弧柱的表观电位梯度,在同样电压下,电弧长度缩短,可增加 输入给熔池的功率,提高升温速度。
(7)泡沫渣冶炼后,如熔渣导电性较好,电弧燃烧会产生并联电弧,有与主电弧并列的旁路 电流流入渣中,会产生所谓的"整流效应”,从而使电弧燃烧稳定。
(8)泡沫渣埋弧操作时,电弧区的钢液和炉渣的飞溅减少;
(9)石墨电极浸入熔渣和浸入泡沫渣内部都可使石墨电极侵蚀增加,但浸入泡沫渣内的侵 蚀作用相对轻些。
(10)采用喷炭造泡沫渣操作,还可以氧代电,降低电耗;降低配碳用生铁量;允许大幅 度增加用氧而不会增加合金消耗,合金收得率和钢铁料收得率都有所提高。喷炭后,碳还 原渣中的FeO,能很好地控制熔渣和钢水的氧化性,有利于氧化性出钢操作和炉外精炼。 此外,喷炭和富氧操作配合,并利用喷炭来增碳,可使得熔氧操作模式化,简化氧化期碳的 控制。
有关泡沫渣的形成原理及控制技术详见本手册第9章有关内容。
4.2.3废钢预热技术
废钢作为电炉炼钢的主原料,在热状态下加入电炉进行冶炼,可以节省冶炼能量、缩短冶炼 时间,降低因潮湿废钢加入而引起电炉爆炸的概率。鉴于热状态废钢的以上特点,一系列废钢预 热工艺装备和技术应运而生。废钢预热技术被认为是有效提高电炉生产率的主要技术措施
• 146 ∙ 4现代电炉冶炼技术------------------------------------------
之一∙。
在电炉冶炼期间产生的高温烟气包含有大量的显热和化学能,特别是电炉用氧不断强化,产 生大量废气,其温度高达1200 ~ 1500t ,废气带走的热量为105 ~ 165 kW ∙ h∕t,其中废气的物理 热约为45 ~65 kW ∙ h∕to充分回收利用这部分能量来预热废钢炉料,可以大幅度降低电能消耗, 提高经济效益。
在对废钢进行预热时,热烟气通过废钢料柱,将热量传递给废钢,升高废钢温度的同时,烟气 中的大量粉尘也被过滤下来,不但提高了钢的收得率,同时也减轻了废气处理系统的除尘负担。 此外,由于废气离开预热器时的温度较低(20Ot左右),热烟气对废钢预热还有缩短水冷管道的 长度等好处。
按照废钢预热程度的不同,预热方式大致可以分为以下4种:
(1)单纯地让热烟气通过废钢料柱,不采用其他措施;
(2)烟气通过吹氧完成二次燃烧后再预热废钢;
(3)在完成二次燃烧的同时用氧燃烧嘴加热预热废钢;
(4)在废钢预热过程中,通过加入燃料将废钢炉料进一步加热到1200 ~ 1500七,达到预熔化 程度。
不同的废钢预热方式,形成了不同类型的电炉,主要包括:烟道竖炉电炉、MSP和Comeh料 篮式预热电炉、双炉壳电炉等,详见本手册第3章。
4.3低氮电炉炼钢生产技术
铁水加入量、供氧方式、造泡沫渣及出钢的脱氧操作,会对出钢后钢包钢液氮含量产生一定 的影响。
4.3.1铁水加入量对钢液中氮含量的影响
电炉冶炼吹氧脱碳时,氧流冲击区[0]很高,碳氧反应激剧,反应区温度可达2600CC左右,这 时[O]、[S]阻碍钢液吸氮的影响消失。尽管[O]、[S]高,在碳一氧反应区仍存在吸氮的可能, 但碳一氧反应生成的大量CO气泡对于氮来说是真空,能将氮带走。所以在电炉冶炼过程中也 存在着吸氮与脱氮两个相反的过程。
要想降低出钢的氮含量,必须增大电炉 冶炼过程的脱氮量,这就要求炉料高配碳,产 生更多的CO气泡。由于炉料配碳量的大幅 度提高,吨钢用氧量增大,可接近或超过 40 n?/t(标态),几乎接近转炉用氧量的水 平,这就有可能生产出与转炉相当的氮含量。 如图4 -5所示,随铁水加入量的增加(试验 中把加入的生铁量归入加入铁水总量),钢液 中的氮几乎呈直线下降。如当铁水比为 38. 1%时,出钢氮可达0.0024%。熔池氮含 量和熔池中的脱碳量或产生CO的量紧密相 关。碳低时,吹氧过程产生的CO量少,形成
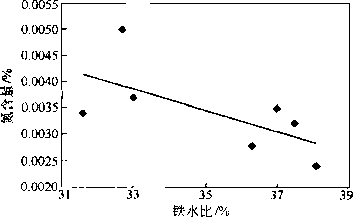
图4-5铁水加入量与出钢氮含量的关系
气泡中C。的平衡分压低,CO量减少,CO2量增加。熔池从电极区增加的氮上升,所以加铁水高 配碳对钢液脱氮是有利的。
..........................---4.3低氮电炉炼钢生产技术∙147.
4.3.2供氧方式对钢液氮含量的影响
当铁水加入量基本相同时,出钢时的氮 含量可相差较大,如图4-6中铁水加入比为 32.7%及33%时,出钢氮含量分别为 0.0050%及0.0037%。这是由于电炉冶炼期 间供氧强度不同所致。熔化前期在较高的吹 氧强度下,由于温度较低,脱除的氮较少,而 此时废钢未完全熔化,这部分废钢熔化带入 的氮难以脱除(由于熔池已没有足够的碳氧 化),造成出钢氮含量较高;相反,熔化前期在 较低的吹氧强度下,脱除的氮量差不多,但在 冶炼后期由于未熔废钢较少,废钢熔化引起 钢液中的氮回升也较慢,因此出钢氮含量较
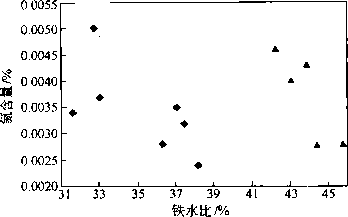
图4-6不同铁水加入比对钢液氮含量的影响
低,由此可见电炉冶炼过程中控制合理的供氧方式非常重要。前期过大的供氧强度会导致氧气 利用率低,并且对提高生产率、降低氮含量没有好处。
4.3.3泡沫渣操作对钢液氮含量的影响
电炉加入第一批废钢供电一段时间,部分废钢熔化,加铁水继续送电,这时炉内已经有一定 体积的金属熔池,电弧的高温加热使得电弧下的凹坑处出现裸露的钢液面,而这部分裸露的钢 液较其他部位的钢液温度高,当其为阴极时温度为240OK,为阳极时温度为260OK,如此高的温 度使氧、硫对钢液的表面活性作用消失,只要钢液裸露就会吸氮。另外电弧强大的射流会将四周 大量的气体吸入弧柱中,多原子气体在电弧的高温下基本上会全部分解为单原子状态,也为氮原 子在钢液中的溶解提供了条件。
所以只要有金属熔池形成,在电弧加热时钢液就有机会从大气中吸氮,为了减少从大气中吸 氮,及早造泡沫渣避免钢液面裸露,特别是冲击凹坑处钢液面裸露是有效的措施,熔清后,泡沫渣 渣层厚度应高于冲击凹坑深度。前期钢中碳高氧低也是钢液容易吸氮的一个重要的动力学 因素。
4.3.4出钢脱氧对钢包钢液氮含量的影响
下面以CM490等钢种冶炼进行说明。CM490出钢过程加铝脱氧,其钢液氮含量变化如表4 - 3 所示,钢液增氮明显。增氮都在0.0007%以上,而且出钢氮含量越低,钢液吸氮越严重。如图 4-7所示,铝脱氧钢液随出钢氮含量的增加,钢液的吸氮量降低。而不用铝脱氧的20CrMo钢液,出 钢过程绝大部分炉次增氮0. OOo2% ,如图4 - 8所示,而且较稳定。
表4-3铝脱氧CM490钢液出钢过程的増氮=(%)
|
炉 |
号 |
413 |
414 |
415 |
416 |
417 |
418 |
419 |
420 |
421 |
|
出 |
钢 |
0. 0027 |
0. 0026 |
0. 0032 |
0.0028 |
0.0044 |
0.0030 |
0.0042 |
0.0052 |
0. 0039 |
|
入 |
包 |
0. 0052 |
0.0044 |
0. 0043 |
0.0041 |
0. 0048 |
0. 0038 |
0.0050 |
0. 0059 |
0. ∞46 |
|
增氮量 |
0. 0025 |
0.∞18 |
0.∞ll |
0.0013 |
0.0004 |
0. 0008 |
0. 0008 |
0. 0007 |
0. 0007 | |
• 148 ∙ 4现代电炉冶炼技术
X/M嘱饗
0.0030
0.0025
0.0020
0.0015
0.0010
0.0005
0
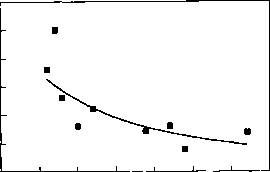
享/*依臟
0.0020 0.0030 0.0040 0.0050
0.0025 0.0035 0.0045 0.0055
出钢氮含量/%
0.0060
0.0050
0.004Cj1
0.∞30
0.∞20
0.0010
° 436 437 438 439 440 441 442 443
V''NNdN
打电炉出钢 日入包
图4-7铝脱氧钢液出钢氮含量 对出钢过程增氮的影响
图4-8不用铝脱氧的20CrM。出钢 前后钢液氮含量的变化
出钢后钢液中的铝含量对出钢过程钢液增氮量的影响如图4-9所示。随钢液中铝含量的 增加,增氮量有增大的趋势。铝能促进钢液吸氮,铝脱氧钢液中的溶解氧低,为吸氮创造了良好 的条件。
4.3.5电炉底吹不同气体对钢液氮含量的影响
在90 t Consteel电炉上研究了底吹不同气体对钢液氮含量的影响,结果如图4 - 10所示,其 值是多炉的平均值。入LF时的氮含量包括电炉底吹氮气和底吹鏡气两种情况。
%/啦廳要
0.0020
0.0018
0.0016
0.0014
0.0012
0.0010
0.0008
0.0006
0.0004
0.0002

^sw
0.020 0.025 0.030 0.035 0.040 0.045 0.050 铝含量/%
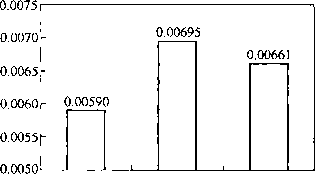
出钢 底吹氮入 底吹筑人LF
LF阶段
图4 -9出钢加铝量对出钢过程 钢液增氮的影响
图4-10电炉出钢及入LF时 钢液中氮含量的变化
电炉底吹氣出钢时的平均氮含量为0. 0059% ,底吹氮与底吹氨入钢包炉时钢液的平均氮含 量分别增加0. 0011%和0. 0071% ,增氮主要是由于出钢时钢液脱氧并且搅拌强烈造成钢液面裸 露吸氮所致。电炉全程吹氮与全程吹氣,由于冶炼钢种及工艺相同,出钢时钢液的吸氮量几乎相 同,推断出电炉底吹氮与底吹就出钢时的氮含量应基本相同,说明了电炉可以用氮代氣进行底 吹。另外,由于电炉熔池浅,脱碳反应或造泡沫渣喷吹碳、氧造成的熔池搅拌基本能满足均匀成 分和温度及促进其他冶金反应的效果,所以电炉可以考虑取消底吹方式,这样更有利于对炉底的 维护。
...................................4.4电炉冶炼工艺优化模型.149 •
4.3.6电炉留钢操作对钢液氮含量的影响
Consteel电炉留钢量远大于其他型式电炉 的留钢量,一般留钢量占总钢水量的1/3以 上。如90 t Consteel电炉,留钢量在451左右, 实现了 COnSteel电炉平熔池操作。但留钢量 大不利于生产超低氮的电炉钢,如图4-11 所示,90 t Consteel电炉铁水加入量与出钢氮 含量的关系。这是因为留钢量大,钢液中的 碳含量极低,相比其他型式的电炉在同样的 铁水比条件下,配碳量较低,生成C。量少,依 靠Co气泡脱氮的能力下降,造成出钢钢液氮 含量升高。如图4 - 11所示,当铁水比大于 40%时,出钢氮含量仍在0. 0050%以上。
4.4电炉冶炼工艺优化模型
4. 4.1电炉炉料结构模型
4.4.1. 1 炉料结构模型建立的必要性
用电炉流程生产薄板坯必须通过优化炉料结构及生产工艺来保证产品具有低的金属杂质。 研究如何获得合适的炉料结构,以保证薄板钢中金属杂质及氮含量符合技术条件要求是非常重 要的。如深冲薄板钢主要用于汽车、船舶、建筑、电器、军工、食品、包装和家具等工业。这类钢种 不但对钢的常规质量要求严格,而且对残余元素含量也有明确的限制。对残余元素要求最严格 的深冲薄板钢为Cr + Ni + Cu + M。+ SnWO. 16%。表4 - 4为美国R. J. Fruehan列出的深冲薄板 钢中残余元素的含量限制。
0.0075
0.0070
0.0065
0.0060
0.0055
0.0050
0.0045
0.0040
图4 - 11 Consteel电炉铁水加入量
与出钢氮含量的关系
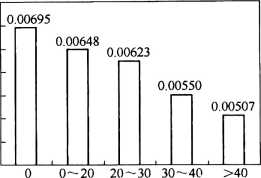
铁水比/%
表4-4深冲薄板钢对残余元素的含量限制(%)
|
元素 |
Cu |
Ni |
Cr |
Mo |
Sn |
总计 |
|
成分 |
≤0. 06 |
≤0. 10 |
≤0.07 |
≤0. 02 |
≤0.01 |
≤0. 14 |
从上述对残余元素含量的要求来看,如果用传统的全废钢法电炉冶炼深冲薄板钢满足不了 质量标准,因为废钢中这些残余元素远远超标,而且这些残余元素在冶炼过程中不能去除。为了 保证质量,必须采用废钢替代品稀释残余元素的含量。可供选择的炉料结构为废钢+铁水(生 铁)、废钢+ DRI/HBI以及废钢+生铁+ DRl∕HBI0
4. 4. 1. 2 炉料结构模型开发思路
A炉料结构模型开发的基本思想
炉料结构的确定是电炉整个冶炼工序的重要组成部分。配料的好坏不仅关系到冶炼 工艺的顺利进行,也关系到生产成本、钢质量、金属收得率等。确定炉料结构模型的基本思 想包括:
(1)控制有害杂质元素含量,保证最终产品中有害杂质元素达到规格要求;
(2)保证一定的配碳量,满足脱氮要求;
• 150 ∙ 4现代电炉冶炼技术-----------------------------------------
(3)在满足条件(1)和(2)的前提下,考虑原料的库存情况,保证配料成本最低。
B炉料结构模型的基本内容
(1)考虑原料的实际库存量,选择配料方案。配料方案包括:全废钢、废钢+生铁、废钢+ DRI/HBI、废钢 + 生铁 + DRI/HBI ;
(2)在选定的配料方案下,以实现最低成本为目标函数,用最优化原理确定各炉料的配入量;
(3)核算钢中的有害杂质元素(包括硫、磷)是否满足规格要求。
C炉料结构模型的建立
根据建模的基本思想可认为是寻求最低成本的最优化问题,要正确确定变量、约束及目标函数。
a变量的确定
变量是一些相互独立的基本参数,一组变量的数值表示了优化问题的一种方案。本模型主 要解决在不同炉料结构条件下确定原料量及成本问题,而成本又由原料量决定,所以可把3种不 同的炉料量(Zcmp、XirO-Xdri/HBl)作为变量。总炉料量(昭)由下式决定:
叩=炉料综„得率=*3CraP + XirOn + ^DR1∕HBI (4 -4)
几= £毛 (4-5)
1 = 1
式中X;——某一种废钢的质量,kg;
XSCraP...废钢总质量,kg 。
b约束的确定
约束是实际生产中对变量值的种种限制,是以实现符合条件的最优解为目的的。
为控制薄板坯残余元素含量,以珠钢为例,对钢产品中最严格的金属杂质元素(Cu、Ni、Cr、 Mo、Sn含量,即:XCU、XNi、xCr、多M。"Sn )的约束为:
|
"Cu W 0∙ 06% |
(4-6) | |
|
%Ni W 0. 10% |
(4-7) | |
|
xCr ≤ 0. 07% |
(4-8) | |
|
XMO W 0. 02% |
(4-9) | |
|
XSn ≤ 0. 01% |
(4-10) | |
|
XCU + XNi + XCr + *Mo + XSn W 0∙ 14% |
(4-11) | |
|
考虑脱氮量、供氧强度及冶炼时间的要求,对配碳量(即XC)的要求: | ||
|
χc > 1 |
(4-12) | |
|
最终钢液中的氮含量由下式决定: | ||
|
[N] =[N]0 -Δ[N]l +Δ[N]2+Δ[N]3+Δ[N]4+Δ[N]5 |
(4-13) | |
|
式中[N] — |
—最终钢液中的氮,%; | |
|
[N]o— |
一炉料中的氮,%; | |
|
Δ[N],- |
—电炉冶炼过程中的脱氮量,%。它是脱碳量的函数,即: | |
|
Δ[N]1 =∕(Δ[C]) |
(4-14) | |
|
Δ[N]2- |
一出钢过程增氮量,%; | |
|
Δ[N]3- |
-LF过程的增氮量,%; | |
|
Δ[N]4- |
-LF-CC过程的增氮量,% ; | |
|
Δ[N]5- |
一连铸过程的增氮量,%。 | |
|
对最终钢液中的氮要求: | ||
--4.4电炉冶炼工艺优化模型.]51 .
[N] ≤ 0. 0040% ~ 0. 0060%
在确定了 A[N]]、A[N]2、A[N]3、A[N]4后,可求出对炉料中氮的要求为: [N]o = (0. 0040 ~ 0. 0060) + Δ[N]1 -Λ[N]2 -Δ[N]3 -Δ[N]4
许用量约束条件为:
Ximn W 30% W
Xdri/HBl W 20% W
ɪiron + XDRl/HBI W 35% IF
对炉料总量的约束:
XSCraP + XirOn + XDRI/HB【二用
非负条件的约束:
Xscrap N 0
ɪiron N 0
Xdri/hbi N 0
C目标函数的确定
在满足约束条件的前提下,追求成本最低。设目标函数为z,则:
MinZ = PSCraPXSCraP + PironXiron + PDRl/HBI ^DRI/HBl
式中,Pscrap,P.,Pdri/HBl分别为每吨废钢、生铁和DRI/HBI的价格,元/t。
d炉料结构模型的建立
炉料结构模型可归结为以下线性化问题:
|
MinZ = |
P V + p. 丄 scrapzι scrap 丁 ' ɪror |
IXirOn + PDRI/HBiXdRI/HBl | |
|
XSCraP (%Cu)scmp |
+ Xron(% Cu) iron ^— |
+ XDRI/HBI( % Cu ) DRiZHBl |
W 0. 06 |
|
XSCraP ( % Ni)SCraP |
+ % (% Ni)痴 W |
+ XDRl/HBI( % Ni ) DRI/HBI |
≤ 0. 10 |
|
XSCraP ( % Cr) scrap |
+ %(% Cr) iron W |
+ XDRlZHBI( % Cr) DRI/HBI |
≤ 0. 07 |
|
( % MO ) scran |
+ Xkoll(%Mo)iκm W |
+ XDRIZHBI( % M°) DRI/HB】 |
-≤ 0. 02 |
|
XSCraP(% Sn)scrap |
+ Xiron (% Sn) iron |
+ Xdri/HBl ( % Sn) DRlZHBl |
W 0.01 |
|
^^ |
(4-15)
(4-16) (4-17) (4-18)
(4-19)
(4-20) (4-21) (4-22)
(4-23)
(4-24)
(4-25)
(4-26)
(4-27)
(4-28)
(4-29)
XSCraP [(%Cu*crap + (%Ni*cκφ + (%&)妙即 + (%乂。)配蜂十(%S∏)SCnlp]
W
Xron[(%Cu)πm + (%Ni)im + (%&)向 + (%乂。)加皿 + (%Sn)jπJ
XDRl/HB』(%Cu)DRI/HBI + (%Ni)DRi/HBi(%Cr)DRi/HBi + (%Mo)drj∕hbi + (%Sn) drj/hbi ]
|
(4-30) | |
|
XSCraP(% C) scrap + "iron( % C)iπ>n + ^DRI/HBI ( % C ) DRI/HBl 〔 W > XSCmP( % N ) ssψ + Xim( % N )痴 + ^DRI/HBI( % N ) _「 |
(4-31) (4-32) |
• 152 ■ 4现代电炉冶炼技术
|
⅛n ≤ 30% W |
(4-33) |
|
XDRl/HBI W 20% W |
(4-34) |
|
ɪiron + Xdri/HBl W 35% IF |
(4-35) |
|
XSCrap + ɪiron + ɪDRI/HBI = 159. 6 |
(4-36) |
|
XSCraP N 0 |
(4-37) |
|
Ximn N 0 |
(4-38) |
|
Xdri/HBl N ° |
(4-39) |
D炉料结构模型的应用
a炉料结构模型的求解
炉料结构模型计算程序主框图如图4 -12所示;最优解的求解程序框图如图4 - 13所示。 不同来源的废钢成分、不同产地的生铁及DRI/HBI成分以数据库形式保存,随时调用。
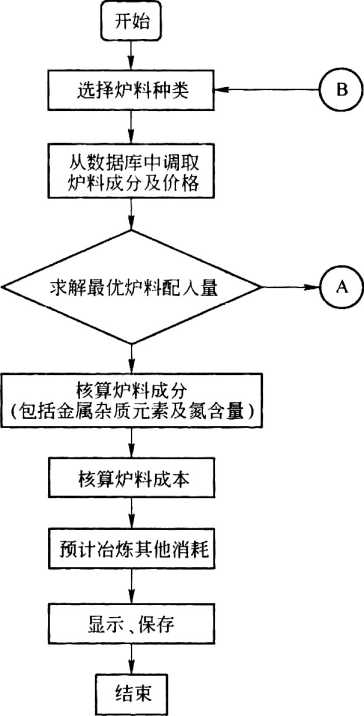
图4-12运算程序主框图
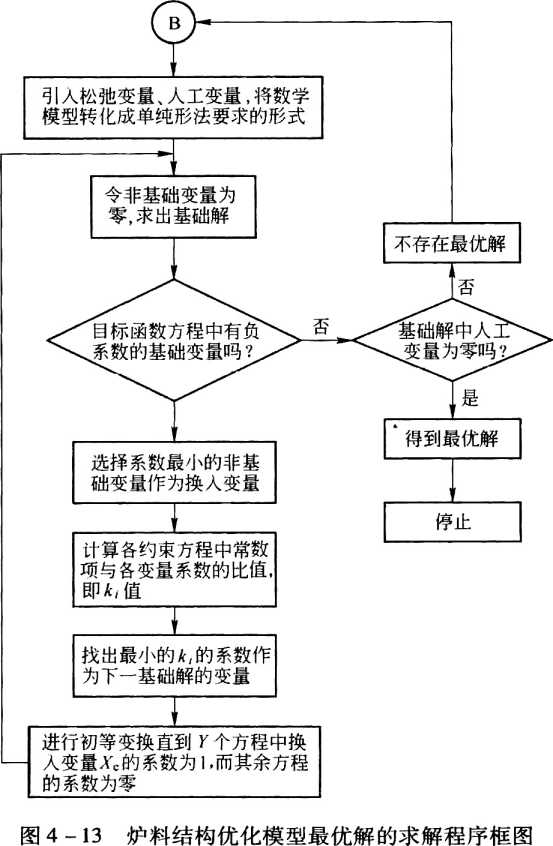
b炉料结构模型的应用
假定废钢(废钢中金属杂质含量为广州钢厂所用废钢的平均值)、生铁及DRI/HBI的成分如 表4 -5所示。
---------------------------------------4.4电炉冶炼工艺优化模型,153 .
表4-5三种炉料的化学成分(%)
|
种类 |
价格/元 |
C |
Si |
Mn |
S |
P |
Cu |
Ni |
Cr |
Mo |
Sn |
|
废钢1 |
11∞ |
0. 08 |
0.03 |
0. 35 |
0. 03 |
0. 08 |
0. 045 |
0.07 |
0.05 |
0.01 |
0. 003 |
|
废钢2 |
1100 |
0. 08 |
0.03 |
0. 35 |
0.03 |
0. 08 |
0.21 |
0.07 |
0.05 |
0.02 |
0.003 |
|
废钢3 |
1100 |
0. 08 |
0.03 |
0.35 |
0. 03 |
0. 08 |
0.045 |
0. 03 |
0.05 |
0.01 |
0.003 |
|
生铁1 |
1000 |
4. 25 |
0.41 |
0.7 |
0.04 |
0.01 |
0.01 |
0.04 |
0. 025 |
0.01 |
0 |
|
生铁2 |
1000 |
4.3 |
0. 15 |
0.8 |
0.06 |
0.06 |
0.04 |
0.016 |
0.008 |
0.04 |
0.001 |
|
DRI∕HB[ |
1400 |
0.90 |
0.34 |
0. 35 |
0.01 |
0.06 |
0. 005 |
0. 005 |
0. 005 |
0.001 |
0.001 |
以废钢2、生铁2、DRI/HBI为例,在满足约束条件下,配料中各钢铁料的用量如表4 - 6所 示,配料后成分如表4 - 7所示。
表4-6模型计算各钢铁料量(t)
|
_______废钢 |
_____ 生铁_______ |
DRI/HBI |
|
103.7 |
37. 1 |
18.8 |
表4-7配料的成分(%)
|
C |
Si |
Mn |
S |
P |
Cu |
Ni |
Cr |
Mo |
Sn |
|
1. 158 |
0. 094 |
0. 455 |
0.035 |
0.073 |
0. 039 |
0. 03 |
0.035 |
0.016 |
0. ∞2 |
注:表中 Cu+ Ni +Cr +M。+Sn=O. 122%。
考虑原料中杂质元素含量的具体情况及不同钢种对杂质含量的要求,单个金属杂质量及金 属杂质总量的约束可相应放宽;另外,对于非第一炉钢液在计算时还需考虑炉内留钢中金属杂质 的含量对最终产品的影响。
4.4.2以工序效益最大化为目标的现代电炉冶炼工艺优化模型
4. 4. 2. 1 工艺优化模型
现代电炉冶炼是电炉钢生产流程中的一个重要工序,钢水成本是成品钢成本的主要部分,此 工序的效益将直接影响整个流程的效益。电炉冶炼工序效益可以表示为:
(P=(E- f(pq)∕τ (4-40)
< =I
T - τ, + τ"
式中 φ--电炉在单位时间内所获得的利润,元/h;
£•—1炉钢水的价钱,元;
∑ (PiG)——1炉钢水的成本(Pi表示i消耗的价格,G表示i总消耗量),元;
* = 1
«--消耗的种类总数;
T...冶炼周期,h;
7‘——供能时间,h;
τ"——热停工时间。
当9最大时,经济效益最显著。以φ达最大或接近最大为目标,通过建立优化计算模型,确 定优化后的冶炼工艺参数。
• 154 ∙ 4现代电炉冶炼技术
以安阳钢铁股份公司电炉冶炼的实际情况为例,成本大致由以下12种消耗构成:
|
?一 &一 |
一铁水价格,元/t; G--铁水消耗,t; —废钢价格,元/t; C2--废钢消耗,t; |
|
p3 一 Pl P5— ?6 一 ρ7 一 尸8 一 ρ9一 尸10一 PlL P12&2 — |
—改性生铁价格,元/t; C3——其他废钢代用品消耗/; 一电价格,元/ kW∙h; C4...电耗,kW∙h; 一氧气价格(标态),元/m3; C5..氧耗(标态),hr3; -柴油价格,元/L; C6--油耗,L; -炭粉价格,元/t; C7——炭粉消耗,t; 一电极价格,兀/kg; C8..电极消耗,kg; -耐火材料价格,兀/t ; C9..耐火材料消耗,t; —冷却水价格,元/t ; C10——冷却水消耗,t; 一渣料价格,元/t; CIl...渣料消耗,t; 一工资、设备维护、折旧以及还贷额,元。 |
价格一定时,一炉钢水的成本取决于各项消耗的总和,由于Cll、G2可视为常数,所以主要考 虑的是前10种消耗及冶炼周期之间相互的制约关系建立优化模型。
4. 4. 2. 2 模型约束条件
考虑现场铁水的供应能力(C铁水)以及其他废钢代用品加人量(C代)过大对造渣不利,有:
|
OWClW C铁水 0 ≤ C3 WC代 |
(4-41) (4-42) | |
|
主氧枪供氧的约束: |
2000 W Vq2 W 6000 |
(4-43) |
|
供电系统变压器的约束: |
0 W ρ电W P最大 |
(4-44) |
|
炭粉加入量(C碳)的约束: |
0 ≤ Cj ≤ C碳 |
(4-45) |
式中^o2..主氧枪吹氧流速(标态),m^/h ;
P^—供电表观功率。
4.4. 2. 3 独立变量分析
通过对冶炼系统的分析,确认以下5个工艺参数是相对独立的:G V3。7、ρ电、。。2。这些参
数在约束条件下的取值不受其他参数的影响,其他的消耗量以及冶炼周期都可用这5个参数表 示,这5个独立的变量也就是需要进行优化的工艺参数。
4. 4. 2.4模型的计算
对于0的表达式,未知量还有:C2(废钢量)、&(电耗)、C5(氧耗)、C6(油耗)、C8(电极消
耗)、e9(耐火材料消耗)、Gθ(冷却水消耗)以及冶炼时间J需要在冶炼的物料平衡和能量平衡 基础上,用上述5个独立变量和一些已知的参数来表示。
(1)废钢量C2的表示。总金属料加入量为&则:
C2 = C - C1 - C3 (4-46)
(2)氧耗Cs和油耗C6的表示。为了知道氧耗的具体大小,首先必须知道总的氧需求: 3
°Need = £( CiBi) + C767 (4 - 47 )
4.4电炉冶炼工艺优化模型• 155 •
式中ONeed——氧气的需求量;
βi——1 t物料i在冶炼过程的氧气需求量。
根据冶炼过程熔池对氧气的需求,可以求出需要的吹氧时间:
To2 =ONeed/(% 402 + %1-。2垢1-。2) (4-48)
式中TJo2...主氧枪的效率,取。.9;
T7oil-O2——油氧枪主要是用来烧油,余下的氧气部分与熔池反应,总的效率为0∙ 26;
Voi1-θ2——油氧枪吹氧流速。
则氧耗 C5 = %尹。2 + ^ι-o2τoi, (4-49)
ɛfi = Kπτoil (4-50)
式中 Voil——喷油速度; τoil--氧油烧嘴供给时间。
正常冶炼条件下,氧油烧嘴供能在整个冶炼过程不停止,有t。ii =/。T'在下面计算冶炼周 期时给出。
(3)电耗C4与冶炼时间T的综合表示。
首先需要计算通电时间: 3
“LOSS + 'steel_need + 'slag_need —2 G( "i_chem + "i_phi)一 CηHη - POiEh一oil,Toil i = l T [ =----------------------------------------------------------------------------------------------
" 尸电 cos^%ιec_arc + POilnh一OiI
(4-51)
式中Tele...通电时间;
ELOSS--渣面和炉体外散热,与冶炼时间有关;
ESteeLneed---钢水的熠;
£slag_need...炉渣的雄;
凡_Chem--It物料放出的有效化学热;
修一Phi——1 t物料放出的有效物理热; %——It炭粉供给熔池的有效能量; PMl--氧油烧嘴的功率;
"h_。il——氧油烧嘴的热效率;
T:"--氧油烧嘴在非供电状况下的喷吹时间;
九Ie Jg--供电综合效率,大约为53% ,即电效率乘以电弧热效率; COSr...功率因数。
对于冶炼周期T,受到供氧时间和供电时间的双重制约: T = T' + τ' ɪ max( (τele + τheat) ,τ0,) (4 - 52)
τ = max( (τe∣e + τheal) ,τθ2 ) + τ" (4 -53)
式中"heat为冶炼过程中最佳吹氧不通电时间。
在一定原料结构条件下,702为一个定值,而式4 -51中,有两个变量需要用/表示,具 体为:
ELOSS = τ'Ploss (4-54)
心1 = T' - Tele (4-55)
式中,Ploss为散失功率。
• 156 ∙ 4现代电炉冶炼技术------------------------------------------
这样联合式4-51和式4-53,解二元一次方程组,求出冶炼周期T以及通电时间τele o最 后电耗可以表示为:
。4 =尸电 CoSpreIe (4 - 56 )
(4)电极消耗C8、耐火材料消耗C9、冷却水消耗C10o
电极消耗与产成正比,与电耗也成正比。
C8 = A1Z2C4 (4-57)
C9 = k2U2Iτeie (4 -58)
GO= Seb (4 - 59)
式中公——电极消耗系数,根据具体电极消耗,可以给出系数%;
⅛2—炉壁损耗系数;
U--相电压;
/..相电流;
‰aler——冷却水流速。
通过以上分析,可以用独立变量6(铁水量)、G(改性生铁量)《7(炭粉)、尸电(供电表观功 率)、"2(主氧枪氧气流速)来表示G(废钢量)、C4(电耗)、e5(氧耗)16(油耗)、C8(电极消 耗)、C9(耐火材料消耗)、C∏)(冷却水消耗)以及冶炼时间T,从而求得经济指标0。可以用计算 机解出满足φ最大时5个独立变量的数值。
从模型可以进一步看出:
(1)在我国目前废钢及电力资源短缺、价格高的条件下,要使电炉钢能够盈利,获得发展,必
须生产高附加值产品(增大E)和缩短冶炼周期,降低消耗(减少ʃ,ɪ( PiG));
i= I
(2)当原材料、能源、产品价格变化时,可选择合适的炼钢流程,并确定新形势下优化的工艺 参数。
4. 4.3废钢熔化模型
现代电炉炼钢过程分为熔化期和氧化期两个阶段。熔化期是废钢熔化的过程,在这个阶段 随着废钢的不断熔化,熔池质量也不断发生变化,从而引起熔池成分的变化。要想清楚熔化期里 熔池成分的变化规律,就必须要知道废钢受热熔化的规律。
电炉能量输入的方式较多,包括电极供热、铁水的物理热、吹氧的化学热等,而且废钢的形态 和物性也多种多样,这就使得废钢吸热熔化的过程变得非常复杂。在冶炼中,电炉中物料组成、 比例、状态随冶炼过程的进行而不断变化,物料的传热也随着其分布、相互接触状态和炉况的变 化而显得更为复杂。为了简化模型,假定所有的液相(包括炉渣和钢液)的温度相同,所有固相 (包括废钢、石灰等)的温度相同,物料间仅存在固、液相间的接触传热。此外,因熔化过程中电 极穿井过程所占的冶炼时间很短,由电弧直接加热熔化的废钢量相对很小,故假定电弧的热量首 先传递给钢液,再通过钢液将热量传递给废钢,废钢的加热是以钢液为传热媒介的间接受热过 程。废就吸收热量可以由下式表示:
QSC= αF(7∖ - ?s) (4-60)
式中Csc..单位时间废钢吸收热量;
a——废钢与钢液的换热系数;
尸--废钢与钢液接触面积;
Tl,B--分别为钢液与废钢的温度。
......---------------------4.4电炉冶炼工艺优化模型∙157∙
废钢的熔化速率依据钢液成分的变化,可由传热控制,也可由元素的传质控制,或两者兼有。 为简化模型,此处假定废钢的熔化速率仅决定于热量的传递。此外,假定废钢吸收的热量一部分 用于熔化,另一部分用于废钢的加热。两者之间的热量分配系数取决于废钢温度与钢液温度之 比,即废钢温度越高,则用于熔化废钢所占的热量的比例就越高,则废钢的熔化速率可表示为:
式中m——单位时间熔化的废钢量;
A/一 废钢的熔化热;
Csc——废钢比热容。
对于废钢与钢液接触面积的计算,假定废钢的表面积与其质量成正比,即:
F = kM.
(4-62)
式中A——比例系数,反映了废钢的破碎程度;
M,——废钢质量。
废钢在熔化过程中表面积的变化规律因废钢块的初始形状不同而异,但可以一致表示为:
(4-63)
式中FO——初始废钢表面积;
MsO..初始废钢质量;
"——与废钢初始形状相关的指数。
一般n取值如下:球,"=2/3;圆柱,n = 1/2;平板,〃=0。实际废钢堆中各类废钢均有一定的 比例,"的取值反映了各类废钢所占比例的大小,取值范围由上述分析可知:0这口W2/3。
为了简化模型,假定:废钢堆在熔化过程中整体均匀下沉,生成钢液自炉底朝上填充废钢气 隙,直至淹没废钢;在淹没废钢之前,钢液与废钢混合区的废钢与钢液体积比保持不变;且钢液密 度与废钢密度近似相等。则钢液恰好将废钢覆盖时的废钢质量为:
MS = MoO
式中M0——初始加入废钢及铁水量,包括留钢量。 那么废钢与钢液接触面积要分两个阶段表示如下:
(4-64)
式中M1..钢水质量;
Ce/( 1 - 0)—► MS > MOe
S -> MS W Moe
(4-65)
0——钢液与废钢混合区的废钢体积比。
所以,废钢完全浸润前废钢熔化速度可表示为:
(4-66)
废钢完全浸润后:
对于对流换热系数来说,平板的定性尺寸在废钢熔化过程中是不变化的,因此Q保持常数; 而对于球类以及棒类,定性尺寸逐渐变小,但绕流速度"也在变,通常是变小。由于a基本上与 (0〃)1"成正比,因此当U和Z同时减小时V才能保持常数。虽然如此,通常在工程中仍把传热 系数理当作常数来进行计算。对于废钢及钢液的温度,需要根据能量平衡来求解,根据假设可以
• 158 ∙ 4现代电炉冶炼技术 得出:
^1 _ ∙rQr + ∙eQe -QI- Qsc (4-68)
山- GMl + GMl
式中VrQr..化学反应热;
FeQe...电极热;
Ql..综合损失热;
G ^ɛsɪ..钢水以及炉渣比热。
对于化学反应热,这里只考虑碳、硅、镐、磷的间接氧化反应以及成渣反应,则化学反应热可 以表示如下:
Or=X(AH 聋) (4-69)
式中 AHi..各反应的反应热;
dn∙ 才——■各反应的反应速率。
而综合热损失可以表示为:
Qi =瓦⑺-TQ (4-70)
式中⅛1--综合传热系数; Tair—环境温度。
4. 4.4碳含量动态预报模型
根据炉气的分析值结合物料平衡建立冶炼过程中的碳含量动态预报模型。
4. 4. 4. 1 碳积分模型
根据设备测定的炉气流量及其中CO和CO2的含量,可计算出熔池中的脱碳速度。由于电 炉冶炼环境较开放,冶炼中会有部分炉气外溢,因此实测所得的炉气流量值需根据实际生产数据 进行修正。
‰ = 12∕22.4eQ(%CO + %CO2) (4-71)
式中 Q一炉气流量;
£--修正系数;
%CO,%CO2——炉气中C0,CC>2的体积分数。
将脱碳速度对时间积分就可求出不同时刻从原料中累计脱出的碳量,那么根据碳平衡原理, 就可求出不同时刻熔池的碳含量:
W(C) (l) = (C0-vcdt)∕m (4-72)
式中C0——原料中初始碳量; m..熔池钢水质量。
利用碳积分模型计算熔池碳含量,计算时间越长累计的误差就越大,而且由于电炉炉料的多 变性,原料中的初始碳量的计算也会有很大误差,所以在冶炼后期应该采用碳曲线模型来提高预 报精度。
4.4.4. 2 碳曲线模型
曲线模型是根据在冶炼后期脱碳速度与熔池碳含量相关,假定这种关系是一种曲线函数。 在电炉冶炼中常用到的曲线模型类似转炉冶炼也可以有以下3种:
..................................4.4电炉冶炼工艺优化模型∙159.
(1)指数曲线模型:
y = %0(1 - ©-&[初(C)⑴-"Ge)]) (4 -73)
(2)二次曲线模型:
” (C)⑴=δ0 + δl Vc + 62Vc (4 -74)
(3)三次曲线模型:
w(C) (t) = b0 + blVc + b2Vl + b3Vl (4-75)
式中w( C)(Q)..熔池中可能的最低碳含量;
瓦--模型中的待定系数。
实际应用中,根据炉气成分求得脱碳速度,不断求解以上方程中的待定系数,从而计算某个 时刻的熔池碳含量。从在转炉上的应用来看,这3个模型目前应用最广泛的是指数模型,而根据 实际应用效果,三次曲线模型所预报的熔池终点碳含量最精确。
4.4.5电炉供氧模型
4. 4. 5. 1电炉中的氧平衡
电炉中的氧气来源主要有炉门氧枪供氧、炉壁烧嘴供氧和空气中的氧气。氧气进入电炉会 与炉中的物质发生一系列反应。由氧枪喷出的氧气直接冲击熔池,与熔池中钢液接触,直接氧化 钢液中的元素,其中主要发生的反应是:
[Fe] +l∕2∣O2[=[FeO] (4 -76)
反应产物FeO-部分保留在钢液中与其他杂质元素反应,另一部分则进入渣中,在钢渣界 面氧化钢液中的杂质元素碳、硅JS、磷等,其反应式如下:
[C] +(FeO)^{CO! +[Fe] (4-77)
[Si] +2(FeO)=(SiO2) +2[Fe] (4-78)
[Mn] +( FeO)^^=( MnO) +[ Fe] (4 -79)
2[P] +5( FeO) +3(Cao)=Ca3(PO4)2 +5[Fe] (4-80)
氧气对熔池的冲击会产生一定的喷溅,喷溅出的FeO液滴遇到吹入炉中的氧气发生如下 反应:
(FeO) + 1/4 I O2 I =l∕2Fe2O3 (4-81)
(FeO) +Fe2O3==Fe3O4 (4-82)
产物Fe2O3和Fe3O4会进入烟尘排出炉外。
在熔池的渣层,FeO还会与炉门氧枪喷入的炭粉发生反应(见式4-83),而且随着产物CO 在渣层中的上升,还有二次燃烧反应发生:
(FeO) + { CO ( =[ Fe] + CO2 (4 - 83)
最后渣中没有反应的FeO随渣流出炉外。
此外,造渣材料石灰中所含的CaO与S还会发生反应,从而向熔池中提供少量的氧元素,反 应方程式如下:
(CaO) + [S]=^=(CaS) + [0] (4 -84)
综上所述,输入电炉中的氧有炉门氧枪、炉壁烧嘴和空气中带入的氧气以及造渣材料提供的 少量氧,而输出电炉的氧则有烟气烟尘中的CO、CO2等氧化产物及未反应的氧气,还有炉渣中的 FeO、Si()2等氧化产物及钢水中的少量氧。
4. 4. 5. 2 电炉理论耗氧量的计算
根据各主要元素反应的耗氧量的计算公式,计算出冶炼一炉合格电炉钢的理论耗氧量。
• 160 ∙ 4现代电炉冶燎技术
A碳的氧化
%-c =普x[(l-e) xθ. 5+exl] × 22. 4 × 1000 (4-85)
式中%-c—-碳元素的耗氧量(标态),m3;
£——碳的二次燃烧率;
C总—参与反应的总碳量J。
C总包括原料中的碳、消耗电极带入的碳以及造泡沫渣炭粉中的碳,计算式如下:
C总=G] X %c1 + G2 × %C2 + G3 X %C3 + ( Gi + G2 + G3 ) x (厶 + C) X 10^3 -G出 × %C (4-86) 式中G>C2,C3,C出——分别为废钢、铁水、生铁及出钢量,t;
% C——各部分相应的碳的质量分数;
"...电极带入碳,kg/t ;
C..喷吹炭粉带入碳,kg/t 。
B硅、鎌、磷的氧化
匕)-Si =
Gl X % Si + G2 X % Si + G3 X % Si -G出 X % Si
MSi
X 22.4 X 1000
(4 -87)
G[ X % Mn + G2 X % Mn + G3 × % Mn - G出 X % Mn
WMn
× 0. 5 X 22.4 X 1000 ( 4 - 88)
G] x%P + G x%P + C3 × % P — G 出 × % P
MP
X 1.25 × 22. 4 X 1000 (4 -89)
式中 Vo_Si--硅元素的耗氧量,m3(标态);
Uo-Mn--舖元素的耗氧量,m3(标态);
Vo-P..磷元素的耗氧量,mi (标态);
MSi.‰ ,Mp——分别为对应元素的原子量; %Si,%Mn,% P——分别为各元素相应的质量分数。
C铁的氧化
VO-Fe =
(C] X % Fe + G? X % Fe + Gs x % Fe)
MFe
[ɪ(i -0)+ ɪe]×22400
(4-90)
式中% Fe--各部分相应的铁的质量分数;
MFe——铁的原子量;
η——被氧化的铁占总铁的比例;
^一转化为FeO的铁占总铁的比例。
这些铁元素的氧化产物部分进人渣中,部分溶解在钢液里,还有部分进入到烟尘中。冶炼1 炉合格钢水,各主要元素氧化需要的理论氧量/为:
U = VO-C + %-Si + VO-Mn + UO-P + PO-Fe (4-91)
D渣料能够提供的氧量
在加入的炉料中,石灰会提供氧量,其能提供的氧转化为标准体积的氧气为:
GX %S
卩石灰-O= -----X 0. 5 × 22. 4 X 1000 ( 4 - 92)
--4.5电炉冶炼终点控制技术.]61 .
式中V石灰-o"——石灰提供的氧量,m3 (标态);
C石灰—石灰加入量,t;
%S——石灰中硫的质量分数;
MS--硫的原子量。
E氧枪吹入的氧量
根据氧平衡,输入炉内的氧除了渣料提供的氧,还有各氧枪吹入的氧和空气带入的氧,考虑 到氧气的利用率,则有:
(卩枪一0 +%-o) x〃0 = y-%灰—0 (4-93)
式中 90..氧气利用率,%。
按文献空气带入的氧气约占总输入氧气的20%,那么理论上需要氧枪吹人的氧量为:
卩枪-0 = (V-y石灰-o)∕"o X80% (4-94)
4.5电炉冶炼终点控制技术
4.5.1电炉终点控制的意义
现代电炉广泛采用炭氧枪、二次燃烧、底风口和氧燃烧嘴技术,供氧强度大大提高,通常可达 吨钢用氧30 m3(标态)左右,有的甚至超过40 r∏3(标态),接近转炉用氧量。与之相应的是配碳 量提高。炉料熔清后,在氧化条件下偏心底出钢,操作与转炉冶炼类似。为了保证熔池不过氧化 及不同钢种合适的出钢碳含量,电炉终点碳的控制就显得极为重要。进行电炉终点控制,可降低 钢水及渣的氧化性,降低合金及脱氧剂的消耗量,为下步的精炼工序创造良好的条件。
4. 5.2电炉中的碳一氧反应分析
4. 5. 2. 1 电炉冶炼过程熔池[C]—[Fe]的选择氧化
熔池的碳含量终点控制本质上是一个选择氧化问题,需要解决:(1)能否用碳含量来控 制熔池中铁的过氧化;(2)如何通过控制熔池的过氧化来降低铁损,避免喷溅的发生,保证 工艺的顺行。选择氧化是冶金热力学研究的重点之一,主要包括两个方面,一是在一定浓 度条件下的选择氧化温度问题,即在此临界温度上,何种物质优先氧化;二是在一定温度条 件下,氧化反应的平衡浓度问题,即在平衡浓度以上,何种物质优先氧化。实践中广泛应用 的计算不锈钢冶炼过程中碳一倍的选择氧化和转炉冶炼过程中硅一碳的选择氧化都是其 实际应用。但是,铁一碳的选择氧化有其特殊性,因为铁是溶剂元素,在冶炼的后期占熔池 重量的98%以上,而碳是溶质元素,在熔炼后期不会超过1%。因此,首先应该从碳的氧化 机理上加以探讨。
在吹氧熔炼过程中碳的氧化以间接氧化为主,这是因为:首先,氧流集中于作用区域附近,而 不是高度分散于熔池;其次氧流的冲击能够形成局部高温区,使硅、毓、硫等的反应活性降低,有 利于碳的氧化;另外从反应动力学的角度来看,碳向氧气泡表面传质的速率比氧化反应的速率要 慢,而熔池中大量存在的是铁元素。碳的氧化过程可简要表达如下:
(1)氧气同钢液面接触反应。
IO2I =20.
Oa+ [FeJ =(FeO)s
(2)氧化亚铁部分溶于铁液,部分进入炉渣。
(FeO)S = [0] +[Fe]
• 162 ∙ 4现代电炉冶烁技术
(FeO)s→(FeO)sl
(3)进入钢液的溶解氧与钢液中的碳发生反应,产生Co气泡逸出。
[0 ] + [ C ] -1 CO I
式中Oa——钢液面吸附的氧;
(FeO)——钢液表面的氧化铁;
(FeO)sl——进入炉渣的氧化铁。
综上所述,钢液中碳的氧化可用下述化学反应方程式表示:
(FeO)= [Fe] + [0] ΔGθ =121000 -52. 38TJ/mol
[O]+[C] = {CO∣ AGf= -22000 -38. 34 T J/mol
由两式叠加可得到钢液中碳氧化的反应方程式:
(FeO) + [C] =[Fe] + ∣C0} AC? =99000-90. 72 7, J/mol
翠+4.736
∖ GCctFeO / I
式中QFeO——炉渣中FeO的活度;
气--以碳的质量分数表示浓度时,以Fe-C系无限稀溶液为基准的活度。
(4-95)
(4-96)
(4-97)
(4-98)
GC
[%C]∕c
(4-99)
式中/c—碳的活度系数。
由于氧在钢液和炉渣之间存在平衡分配比Zo = [%O]/(。Fe。);在炉渣成分和温度一定的 情况下,分配比LO一定,则上式可改写为:
lg[%O]=-舉+4.736 -lg[%C] - lg∕c - IgL0
(4-100)
其中[% 0]和[% C]是钢液中的氧含量和碳含量。此式说明钢液中的铁-碳之间的选择氧 化与钢液中的氧含量、碳含量以及钢液温度、炉渣的成分有关。因此,可以根据熔池中的碳含量 与熔池中溶解氧含量的平衡来控制铁损。
4. 5. 2. 2电炉炼钢过程中熔池[C]—[0]关系
日本人研究Co-CO2混合气体同铁液中碳和氧的平衡结果,测得了下列反应的平衡常数及 标准自由能变化与温度的关系式:
[0] + ∣CO∣ = ICO2I
IgKO = Igl
^co2
。0ρ CO
AG: = -166900+91. 13T
^^ - 4. 762 J/mol
(4-101)
(4-102)
[C] + (CO2I =21 CO} AC? =144700-129. 5T
(4-103)
…(讒:)
-ʃ + 6. 765 J/mol
(4-104)
根据式4 - IOl与式4 -102叠加可得到钢液中碳氧反应的平衡常数及标准自由能变化与温 度的关系式:
[C] +[C] = ICOl
IgKCO = Igl
a喏=
1160 :T
-22000 -38. 34T
+ 2. 003 J/mol
在Fe-C-O系整个浓度范围内近似的[C]—[O]关系实验式如下: lg[%O] =-^^-2. 003 + 0. 16[%C] - lg[%C] + IgPco
(4-105)
(4-106)
(4-107)
- 4.5电炉冶炼终点控制技术• 163 •
4. 5. 2. 3温度对[C]—[Fe]选择氧化的影响
在电炉熔炼的初期,熔池温度较低,气体氧 与铁液反应生成的FeO在低温下溶解度不高,大 量的FeO没有溶解在铁液中,而是聚集起来与氧 气进一步反应氧化生成Fe3()4,产生大量的褐 烟。在精炼期的温度条件下,钢液温度较高 (1580 ~ 1650七),而[C] + [0] = ( COj 是一个
微弱的放热反应(A//° = - 22000 J/mol),反应的 平衡常数随温度的变化不大。同铁液平衡的氧 化铁的分解压非常低(<10-9 MPa),使熔池和 氧化性气氛接触时表面上迅速形成FeO膜,因此 在熔池中铁的氧化程度主要由熔池中溶解氧的
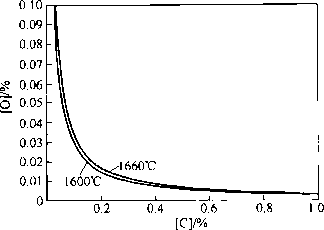
图4-14温度对[C]-[0]关系的影响
浓度决定,温度的影响不大,根据式4-106,并以电炉冶炼过程中PCo=I.01 ×105 Pa来计算,结 果如图4 -14所示。
4.5.3电炉终点控制的措施
4. 5. 3. 1生产条件下[C]-[O]关系曲线
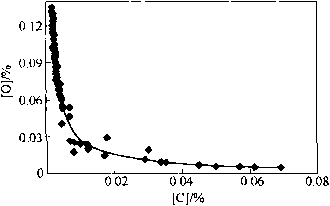
图4-15实测[C]—[0]关系
在150 t及60 t超高功率电炉内进行实验, 以确定生产条件下冶炼过程熔池中[C]-[0] 关系,结果如图4-15所示,其温度在1600 ~ 1660七之间。[C]、[0]关系为:[%0]= 0.0032[%C] -°∙ 9441o 对比图 4-14 与图 4-15,计 算的[C]—[O]关系曲线与实测关系曲线变化 一致,其关系式与前人计算的[%C] [%0]= 0. 0020 - 0. 0025相近,可用于指导实际生产。
4. 5. 3. 2 [C]—[Fe]选择氧化平衡点
根据式4 - 72以及反应:
[Fe] + [O]^=(FeO)
.aFeO 6317 ɔ
Ig回可=下-2. 739
(4-108)
可以计算出电炉冶炼过程中1600K钢液中碳一铁的选择氧化平衡点为[C] =0.035%(计算时熔 渣的成分如表4 - 8所示,根据旋转生堪内氧化铁与铁液的平衡试验,渣中的αFe。取0∙ 3),此时 熔池中的溶解氧为0. 075%。该计算结果与实际生产测试结果相符。
表4-8熔渣成分
|
成分 |
FeO |
MnO |
CaO |
MgO |
SiO2 |
P2O5 |
|
含量/% |
15 |
10 |
40 |
10 |
20 |
5 |
根据AC'=AGe -RTInX,一定的温度下[Fe]—[0]反应的AC与[C]无关,熔池中如果存 在过量的溶解氧,AG,会降低,[C]—[O]选择氧化的平衡点将右移,如图4-16所示。
■ 164 ∙ 4现代电炉冶炼技术
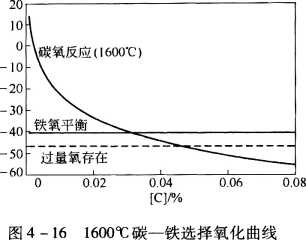
4. 5. 3. 3 工艺控制
根据电炉冶炼的[C]-[O]关系曲线,可用[C]来控制[0],防止钢液过氧化;预报氧以指导 出钢过程脱氧。
冶炼低碳钢时,对于20MnSi类型的钢,考虑到避免精炼期过量氧的存在及出钢后补加合金 中的碳含量,可将终点碳控制在0. 07% -0. 10%以上,对于要求碳含量不超过0. 06%的一些钢 种,电炉终点碳控制在0.04% ~ 0. 045% o这样可减少铁损,提高金属收得率,降低脱氧铝的消 耗及LF的电耗,减少渣料消耗及LF电极和耐火材料消耗,提高钢液洁净度。
4.6电炉智能炼钢技术
4.6.1智能电炉炼钢技术
电炉的控制系统已广泛采用程序控制,从电炉内废钢的熔化、氧化和精炼的最佳电压和电流 的控制、最佳输入功率的控制,到废钢、铁合金、粉剂的喷吹等的信息收集及操作指令等,都可在 计算机显示器屏幕的操作界面上进行输入输出。随着神经网络技术的发展和应用,出现了"智 能电炉",可减少无功功率。智能电炉是一项综合技术,各种超高功率电炉及其配套技术实现智 能控制,是超高功率电炉的主要发展方向。
智能控制是从人工智能的角度出发,重视大量定性的经验知识,采用模糊、推理、逻辑的知识 库和推理方式,通过离线训练或在线学习建立起智能动态控制系统的一种方法。
由于冶金过程的复杂性、设备规模大、运行费用高的特点,难以通过大量的试验来取得研究 工艺过程所必要的数据,一种经济而有效的方法是以计算机为工具通过模型分析对工艺过程进 行数学仿真,达到对工艺参数的预测、诊断和优化。
冶炼过程数模是过程级自动化控制的基础,在电炉炼钢计算机系统中占有举足轻重的地位。 电炉过程数模可分为静态和动态两类。静态过程数模只是简单的从文件中取出并读入程序,而 不管过程的实际进程如何,由于不能对实际过程和程序间的偏差进行矫正,计算结果常常不准 确。动态过程数模所需的数据变量是在线获取的,可保证更高的计算结果精度,如果发生工作偏 差或不能预见的事件,它能提供对实际情况的指示,例如尚未输入的能量、还有多少时间到达出 钢温度、还需多少氧量到达目标碳含量等。
电炉炼钢常用的过程数模可分为热模型、冶金模型、冶金反应和传热综合模型、流体流动 传输模型、神经网络模型。最常用的为热模型、冶金模型和神经网络模型。热模型用来计算 冶炼每炉钢所需的能量及能量输入的方式。神经网路模型作为一种特殊的黑模型,虽然不能 反映冶金过程的本质,但是在过程某些环节上避开了对过程认识的不足,得到较为成功的
..................-.........................4.6 电炉智能炼钢技术,165 .
应用。
在电炉系统中,由于三相电极电流互相耦合,一次扰动要经若干次调节才能使三相电流恢复 到平衡。其结果是:
(1)超调量增大,调节过程加长*影响产品质量控制和加大能耗;
(2)使电极升降传动机构频繁动作,缩短传动机构的维修周期和使用寿命,并且使调节回路 能耗比例增大。
可采用反向传播网络(BP,back pɪŋpagation)模拟电炉电极调节器,通过神经网络对弧流、弧 压、功率因数和调节器输出分别学习电炉三相电极状态,从而离线得出三相电炉预估模型,其系 统结构如图4-17所示。
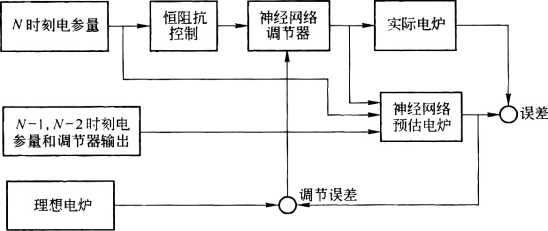
图4-17电炉神经网络控制系统结构
4.6.2智能电炉炼钢技术的发展
电极控制是电炉控制技术的中心问题,其工作效果的好坏直接影响炼钢的产量、质量、能 源消耗和电炉对电网的影响。另一方面,因其为非线性系统,且许多因素都对电极电流有很 大的影响,情况十分复杂,控制难度大。所以长期以来,电炉电极升降系统成为人们研究的 热点。
电极调节是电炉炼钢过程不可缺少的基本操作,电极控制系统先后有以下几代形式:机械控 制系统、液压控制系统及液压—气动联合控制系统、电极自动调节器、微机控制系统以及神经网 络系统。
近二十几年,国内外学者和工程技术人员先后研制了多种新型电极升降调节器。美国NA 公司于1991年成功开发研制了智能电炉控制系统,采用了最优控制技术和神经网络模型。该系 统当年在美国北极星钢铁公司率先投入使用后,已在世界范围内的20多座电炉中得到推广 应用。
国内也早就开始了智能电炉方面的跟踪研究工作,但成果还没有在实际系统中采用,主要处 于研究阶段。一些单位在电极调节器控制算法中采用的智能控制等,与国外已投入使用的调节 器相比还有较大的差距。1996年国内某企业引进一套电炉人工智能电极调节系统(IAF)。究其 原理是一种自学习、自适应,且不断优化的控制系统。
美国斯坦福大学和美国北极星钢铁公司联合研制了基于神经网络的智能电炉。该电炉可根 据电弧炉的不同炼钢时期的具体工作情况,自动设置最佳工作点。
Nadira等(1998年)提出了应用于三相电炉的自调整模型算法。但该法没有考虑电弧的非 线性关系,将其作为一个线性电阻来处理,与实际工程对象还有较大差距;模糊控制能完成电极
• 166 ∙ 4现代电炉冶炼技术-------------------------------------
电流的调节,不出现频繁振荡,调节较平滑,但对系统变化的响应不灵敏。
自校正控制是对被控过程的在线辨识与控制参数的自动整定相结合的一种自适应控制技 术,当有较大的确定性扰动作用时,其稳定性较差。自校正PID调节器具有自校正控制和常规 PlD调节器两方面的优点,使得它成为工业过程控制的一种较理想的控制装置。
国内中南大学的研究人员利用先进的控制理论和技术,应用模糊专家、自适应神经网络、优 化决策等多项智能控制理论和技术,建立了满足生产工艺要求的温度进程和电流进程,由智能控 制器来实现三个电极电流平衡控制。采用温度控制外环和电流平衡控制内环的双闭环结构,实 现电炉温度和电极电流平衡控制。温度控制外环根据实际信息得出合理的温度进程和电流进程 信号,经专家优化决策后给三相电流平衡内环提供最佳的电极电流指令信号;电流平衡控制内环 以指令电流快速跟踪和电极波动最小为目标,通过智能方法将指令电流和反馈电流的误差划分 不同的档次,采用不同的控制技术实现三相电极电流的平衡控制。采用模糊专家、自适应神经网 络、优化决策等多项智能控制理论和技术,建立满足生产工艺要求的温度进程和电流进程;由专 家模糊解耦智能控制器来实现三个电极电流平衡控制,控制系统有效保证了电炉三相电流的平 衡和生产工艺对温度的需求。
西安理工大学王永社提出了"模型参考自适应控制"。以参考模型作为理想的性能指标, 避开非线性系统在线辨识困难。模型参考自适应系统的结构虽较复杂,但如果自适应回路一 旦失效,系统仍可保持闭环运行,因而其可靠性较高。同时,在参考模型自适应机构中,可以 把三相耦合对系统的影响看成是系统未知参数的扰动,用参考模型来迅速加以抑制,使三相 耦合对系统的影响减至最小。李强等设计了一套控制系统替代广州特种钢有限公司IAF电 炉控制系统,在专家系统的基础上加上电炉神经网络预估模型,通过它预估出电炉下一时刻 的状态,经过特定的优化程序对专家系统的输出作出优化补偿,给专家系统增加了预估能力, 使电弧电流能达到一种相对的稳定状态,减少了无功功率,对降低能耗和减轻对电网的危害 具有重大的意义。
4. 6.3智能化炼钢对钢冶炼成本及质量的影响
我国炼钢用计算机控制起步不久,工作尚薄弱,但也取得一定的效果。大冶钢厂应用微机控 制电炉,用电减少了用电高峰负荷;抚顺钢厂应用微机配料取得优化配比和降低成本的效果;安 钢10 t电炉采用了微机控制系统和研制出了 ESI系列电炉微机控制系统等。美国NA公司推广 的20多座智能电炉运行后采集的数据表明,该系统可降低电能消耗8% ,降低电极消耗25% ,增 加产量12% 0
德国某钢厂曼内斯曼—德马格公司制造的一座"O t底出钢电炉应用动态过程数模控制 炼钢生产,取得了改进操作程序、减少各种消耗、出钢温度更准确更低、出钢时间更稳定的 效果。
周王民等通过研究三相电极的关系,运用BP神经网络,对所建立的控制模型进行了仿真研 究,建立了三相电极的数学模型。利用神经网络技术,设计了三相电极的神经网络调节器,并用 实际电流数据进行了仿真。实验表明电炉三相电极神经网络控制系统,改善了三相电极之间的 不平衡,又将偏差大大减小,取得了很好地控制效果。
宝钢2004年实行电炉优化弧压控制(电极升降控制)模式、弧流控制优化模型及弧功率设 定优化模型,实现了自动化设定及功能控制,使得弧流稳定性提高30%左右,弧压稳定性提高 10%左右,吨钢电能耗降低了 4. 0 kW∙h,通电时间缩短了 2. 6 mino
计算机过程控制结合新工艺、新技术的运用,不仅大大缩短了冶炼时间,降低了吨钢消耗,
..........---------------------------------------------参考文献,167 .
而且计算机控制系统能够有效地保证三相电流的平衡和生产工艺对温度的需求,提高了冶炼生 产的自动化程度,并保证了冶炼生产工艺的稳定性,为实现电炉全自动化炼钢迈出了实质性的 一步。
4. 6.4智能化炼钢的发展方向
设计冶金模型的目的在于以最低的成本达到钢水的目标成分和出钢温度。借助智能控 制技术实现电炉全自动炼钢以提升产能、降低消耗,已成为各电炉钢厂的竞争焦点之一。进 一步自主研发完整的电炉智能炼钢控制系统,能实现多个目标控制,如给定冶炼周期、电能 (或能量)消耗最小化、质量最优化(如给定碳含量范围)等,而不是仅限于缩短冶炼周期这一 单一任务。
智能化炼钢的进一步发展方向是:
(1)加强电炉专用传感技术和检测技术的开发,着重发展称量技术、成分分析、连续测温、渣 含量光学碱度的快速确定等,开发研究要走出实验室,实现工业化;
(2)加强冶炼过程数模的开发研究;
(3)结合我国国情,发展两个层次的控制系统,即适合大厂或新建厂的较高水平的计算机控 制系统以及适合中小厂或老厂技术改造的低成本三电一体化系统。
参考文献
[1]王中丙.集装箱板的研究与开发[D].北京:北京科技大学,20OL
[2]傅杰,兰德年.现代电弧炉炼钢技术的发展及我国电炉钢生产的前景[A].中国电炉流程与工程技术 文集[C],北京:冶金工业出版社,2005.
[3]沈才芳,等.电弧炉炼钢工艺与设备(第2版)[M].北京:冶金工业出版社,2001 :138.
[4]黄华,蔡继明.现代电炉炼钢技术发展趋势[M].特钢技术,2006,12(4):58-62.
[5]王文明.电弧炉炼钢工艺浅谈[J].科技情报开发与经济,2006,16(17):289-290.
[6]阎立懿,肖玉光.偏心底出钢(EBT)电弧炉冶炼工.艺[J].工业加热,2005,34(3):48-51.
[7]李宏雁,王忠孝.现代电弧炉炼钢技术[J].一重技术,2002,(2-3) :86 -87.
[8]傅杰.现代电弧炉冶炼周期综合控制理论及应用[J].北京科技大学学报,2004,26(6) :588-595
[9]殷瑞锌.关于钢铁工业大趋势[J].钢铁,1997,32(增刊):16-28.
[J0]殷瑞锌.关于新世纪发展现代电炉流程工程的认识[A].中国电炉流程与工程技术文集[C],北京: 冶金工业出版社,2005.
[11]王新江,傅杰,李晶.现代电弧炉高效化生产与流程工程学问题[A].中国电炉流程与工程技术文集 [C],北京:冶金工业出版社,2005.
[12]郭廷杰.发达国家电弧炉高效节能技术简介(1)[ N].世界金属导报,2005-5-17,第8版.
[13]康永林.现代电炉流程的电炉与轧机匹配问题探讨[A].中国电炉流程与工程技术文集[C],北京: 冶金工业出版社,2005.
[14]王中丙.现代电炉-薄板坯连铸连轧[M].北京:冶金工业出版社,2004.
[15]王镇武.中国废钢资源的供需现状与前景[J].中国资源综合利用,2003, (4) :6-9.
[16]张化义.废钢熔化新技术电弧炉——CONTlARC炉[J].宽厚板,1999,5(4) :32-35.
[17]林加冲,周雪康.2002年国内废钢供求综述及春节前后国内废钢行情分析[J].中国资源综合利用, 2∞3,( 1):41-43.
[18]林钢.废钢铁代用品[J].钢铁研究学报,1994,6(3) :81-87.
• 168 ∙ 4 现代电炉冶炼技术-----------------------------------------
[19]惠银安,王德永,姜茂发.解决废钢短缺是特钢业发展的关键[J].炼钢,2003,19(5) :41-44一
[20 ] Heard R A. Optimizing energy in electric furnace steelmaking[ J]. Iron and Steel Engineer ( USA) , 1998 , 75( 4) :36-40.
[21]傅杰,王中丙,李京社,李晶,等.现代电炉炼钢技术的发展、问题及对策[A],第十二届全国炼钢学 术会议论文[C ],上海,2002 :22.
[22]田乃媛,徐安军.直接还原铁及其在电弧炉中的应用[J].钢铁研究:1997,94(1) :51-58.
[23]王保利.发展直接还原铁是解决废钢资源短缺的有效途径[J].甘肃冶金,1998,2:36-41.
[24]王新文,蔡钢.电炉利用部分海绵铁炼钢工艺分析[J].四川冶金,1998,6:1-4.
[25]张卫华,杨丽珍.海绵铁在电炉上的应用试验口].山东冶金,1998,20(6) :27-30.
[26]张建良,刘玉权,张宗旺,贾晋林.一种新型优质电炉炉料[J].钢铁研究学报,2001,13(4) :69-72.
[27]齐渊洪,周渝生,蔡爱平,等.用竖炉进行粒化生铁脱碳的研究[JL钢铁研究学报,1994,6(1): 1-4.
[28 ]倪红卫,苍大强.碳化铁—新型的直接还原铁产品[J].钢铁,1997,32(9) : 14-16.
[29]倪红卫,苍大强,姜均普.电弧炉用碳化铁炼钢时有关问题的探讨[J].炼钢,1999,15(2) :47-48.
[30]郑海燕,姜茂发,王光辉,惠银安.碳化铁..种新的炼钢原料[J].钢铁研究学报,1999,11(6):
60-63.
[31 ] Hattori, Atushi, Onaka, Kazunori, Mori, Hiroshi. Melting characteristics of iron carbide[ J]. SEAISI Quarterly (South East Asia Iron and Steel Institute) , 2000 , 29(6) :36-44.
[32]金国范.炼钢的新原料一一碳化三铁[J].炼钢,1994,2:61-65.
[33]崔晓岚,石海涛.一种新型炉料—复合金属料[J].特殊钢,2002,23(4) :34-35.
[34]何伟.电弧炉操作中泡沫渣的控制[J].宽厚板,2001,7(3) ,35-36.
[35]王超,袁守谦.电弧炉泡沫渣分析探讨[J].工业加热,2006,35(3):61-64.
[36] Freuhan R J ,et al . Foaming of Milten Solicates [ J]. Met. Trans, 1989,20B(4) :505.
[37]刘根来.电弧炉的泡沫渣冶炼技术及应用[J].山西冶金,2001,(4) ,31-33.
[38]费及竟.竖炉式电弧炉的发展与现状[J ].上海金属,2000,22 (2):51.
[39]王怀宇.电炉用新型废钢预热系统(UL-BA方式)[J].宽厚板,2001,7(1):43-49.
[40]李峰,刘润藻,李士琦.电弧炉炼钢技术的国内外现状及发展趋势〔J].宽厚板,2003,9(6) :1-8.
[41]姜茂发,金成姬.国内外电炉炼钢技术现状与发展趋势[J].工业加热,2000,(5):1-7.
[42]周世祥,傅杰,王平.钢液温度和硫含量对脱氮动力学的影响[J].北京科技大学学报,1998, 20(6): 522-544.
[43]周世祥,傅杰,王平,等.用EAF-LF-Vd-WF-CC工艺流程生产低氮钢技术[J].特殊钢,1998, 19(1) :1-6.
[44]马廷温.电炉炼钢学[M].北京:冶金工业出版社,1990.
[45]王中丙,李晶,傅杰.15Ot电弧炉炉料结构模型优化[J].特殊钢,2001, 22(4):55.
[46]徐迎铁,王新江,李晶,等.现代电弧炉冶炼能量结构模型[J].钢铁,2005,40(4) :35-40.
[47] Darlene Fritz. Latest EAF satisfies from IISI[J]. AISE Steel Technology, 1999,11 :65-67.
[48]陈襄武∙钢铁冶金物理化学[M].北京:冶金工业出版社,1990:122.
[49]戴云阁,李文秀,龙腾春.现代转炉炼钢[M].沈阳:东北大学出版社,1998.
[50]张荣湘,等.电弧炉计算机监控[R].系统学应用专业委员会,1993:213-217.
[51]格里古良BA,著,炼钢过程的物理化学计算[M].曲英,译.北京:冶金工业出版社,1993:86.
[52]傅杰,李晶,徐晓达,等.电弧炉冶炼终点碳的控制[J].钢铁,2001,36(6) :18.
[53]李强,等.基于工业网络的电弧炉神经网络控制系统[J].重型机械,2001,(2):28-29.
[54]宋志刚.电弧炉炼钢的计算机控制[J].河北冶金,1997,2:41-48.
[55]郑锡金.智能型电弧炉计算机控制系统[J].电气传动,1996,26(6) :23-27.
参考文献• 169 •
[56]王永社.电弧炉及其电极调节系统的自适应控制研究:[D].西安:西安理工大学,2004.
[57]李强,李红,梁莉,张晓辉,等.基于工业计算机网络的神经网络电弧炉控制系统[J],电工技术学报,
2∞1,16(5) :86-91.
[58]周王民,马戎.电弧炉智能电极控制器的研究[J].测控技术,2007,26(4) :55-58.
[59]陶百生,等.直流电弧炉优化控制模型的研究及应用.冶金自动化,2005,29(4) :13-17.
[60]周建平,王军.宝钢150 t超高功率直流电弧炉炼钢自动化实践[J].冶金自动化,2006,30(3) :39-43.
5电炉冶炼过程物料平衡与能量平衡
根据电炉炼钢物料与能量进出项进行作图分析,图5 - 1和图5 -2分别列出了电炉物料及 能量衡算示意图。
图5 - 1列出了电炉加入的废钢、石灰等炉料及产生的钢水、炉渣等。
输入参数
输出参数
废钢量
铁水量
量 水 钢
量 渣 炉
电炉炼钢物料衡算
废钢成分及铁水成分
炉气再 烟尘富
空气消耗量
炉衬成分及消耗量 电极成分及消耗量 炭粉成分及消耗量 石灰成分消^T 氧气纯度及消耗量
图5-1电炉炼钢过程的物料衡算示意图
图5-2列出了废钢化学热等的输入及钢水物理热等的输出。
废钢化学热
铁水化学热
铁水物理热
输入参数
输出参数
电炉炼钢能量衡算
钢水物理举 炉渣物理宫 炉气物理g 烟尘物理热
其他热损失 冷却水带走热 吸热反应热 成渣放热 炭粉放热 电极放热 输入电能
图5-2电弧炉炼钢过程的能量衡算示意图
计算所涉及的变量和参数分为三类:工艺变量、输入变量或参数(分为物料输入变量和能量 输入参数)和输出变量或参数(分为物料输出变量和能量输出参数)。参数及变量限于篇幅,列 表于本章附录5-1。
-......................................----5.1物料平衡计算模型.171 .
5.1物料平衡计算模型
模型建立在物质守恒的基础上,考虑了物质的转化以及碱度的要求、铁烧损、碳的二次氧化 等,模型的特征为化学计量。模型是基于对电弧炉炼钢生产过程物料的系统分析,是生产工艺的 确定、过程控制的基础条件。
5.1.1单项物料平衡计算表达式
为计算方便,在不同原料条件下均可采用物料平衡计算式,每种含铁原料和辅助原料都以 IOOO kg为标准,计算出的量的单位为kg。
5. 1. 1. 1废钢的计算
(1)废钢中各元素氧化量的计算:
烧损的铁量为:GoFeA= IooOXaFeA∕l°0 Xlrb
钢水中剩余的铁元素量为:厶FeA =IOoOXaFeA/10。- COfeA
钢水中剩余的碳量为:%A = II"A XLFeA
钢水中剩余的硅量为:isiΛ =⅛¼×⅛A
L StA
钢水中剩余的钝量为:丁A=黑产X La
γ pi
钢水中剩余的磷量:LPA=■ X ^FeA
钢水中剩余的硫量:LSA = I■ r产X LFeA
钢液中碳的氧化量为:OCA=IoooXaCA/100 "cA
同理,钢液中硅的氧化量为:OSiA = IOooXaSiA/100 "SiA
钢液中犠的氧化量为:OMnA=IOOOxaMnA-OO-LMnA
钢液中磷的氧化量为:OPA=IOoOXaPA/10。-ZPA
钢液中硫的脱除量为:OSA = I000X asA〃00 - ZSA
总共去除的兀素量为:OEuj]A = OCA + °SiA + °MnA + °PA + °SA + ^FeA
(2)生成的钢水量:
废钢所生成的钢水量为:Gsta = 1000 - OEkdA
(3)净耗氧量计算:
碳氧化生成CO耗氧量为:(O)CIa =。CAX(I- BUC) X 16/12
碳氧化生成CO2耗氧量为:(O)C2A =0CAXBUCX32/12
硅氧化耗氧量为:(O)SiA =OSiAX32/28
锦氧化耗氧量为:(O)MnA =0MnAXI 6/55
磷氧化耗氧量为:(O)PA =OpA x80/62
铁进入渣中生成FeO耗氧量为:
(O)FeoA = 1000 XaFeA/100 × (IRb - IRb ×0. 8) ×0. 75 × 16/56
铁进入渣中生成Fe2O3耗氧量为:
(θ)Fe2SiA = 1000 × aFeA/100 × (IRb - IRb X 0. 8) ×0. 25 × 48/112
• 172 ■ 5电炉冶炼过程物料平衡与能量平衡
铁被氧化成Fe2O3生成烟尘耗氧量为:
(O) Fe2gA = t GOfeA 一 1°°° X OFeA^00 X(IRb-IRbXO. 8 )] X 48/112
总耗氧量为:
(°)k4A = (O)CIA +( θ)C2A + (°)siA +( θ)MnA +(°)PA + (O)FeOA +(°)Fe2SIA +( °)Fe2gA
废钢中S还原CaO耗氧(实际上是供氧)量为:(O)SA= -Osa X 16/32
石灰中 S 还原 Cao 供氧量为:GOD= - Awa ×(%SD)∕1∞ X 16/32
(4)生成的炉气量:
碳氧化生成的 CO 量为:CCOA =OCAX(I -BUC)X 28/12
碳氧化生成的CO?量为:Gco2A = OCA X BUC X44/12
(5)生成的渣量:
硅氧化生成的Siθ2量为:GSaA =OsiA X 72/56
钵氧化生成的MnO量为:GMnOA= OMnA × 71/55
磷氧化生成的P2°5量为:Gp2O5A= Opa × 142/62
金属中硫和CaO反应生成CaS量为:GCaSA = OSA ×72/32
金属中硫和Cao反应消耗的CaO量为:GCaoA = -OSA X56/32
铁氧化生成FeO进入渣中的量为:
GFeoA = IOooX aFeA/100 X (IRb - IRb ×0. 8) ×0. 75 ×72/56
铁氧化生成Fe2O3进入渣中的量为:
Gfe2OiA = ( GOfeA -Iooo *αFeA∕lθθ X (IRt-IRbXo∙ 8)) × 160/112
(6)所需加入的石灰量:
碱度的计算公式为:R
CIimeA X ( % LCa。)+ GCaoA CsK%A +GimeA X % SiO2
则所需要加入的石灰量为:GJimeA
R X CSie>2 A - GCaoA (%LCaO) - Λ× (%LSiO2)
(7)石灰带入的各物质计算:
石灰中 CaO 带入量为:CLCaoA = GimeA X (% LCaO)/100 石灰中 Siθ2带人量为:GLSQA = GiimeA X (% LSio2 )/100 石灰中 Mgo 带入量为:GLMgoA =GimeA X (%LMgO)∕l∞ 石灰中 AI2O3带入量:^LAl2O3A = ^limeA × ( % LAl2O3 )/100 石灰中 Fe2O3带入量:CLFeMA= GlimeA ×(% LFe2O3 )/100 石灰中 P2O5带入量为:GPZOSA= ClimeA X (%%05 )/100 石灰中 CaS 生成量为:Glcsa = ClimeA ×(%LS) × 72/32/100 石灰中 CaC)消耗量为:GLCaOGA = -GlimeA X (% LS) X 56/32/100 (8)供氧量计算:
由氧气提供的氧量为:**A =R。xg X(O) JRpuo 其余的氧由空气提供,这部分空气量为:
GairA = ((1 -Λoxg) ×(0)loι-O5A × 16/32 -ZWA x(%LS)∕100 X 16/32)/0. 23 (9)生成的钢水量:
生成的钢水量为:G81a = 1000 - OEMA (10)炉气量计算:
炉气中CO的重量为:CgCoA=GCOA
5.1物料平衡计算模型• 173 •
炉气中 CC>2的重量为:GgCO2A = Gco2A +Lwa ×(%LC02)/100
炉气中 H2O 的重量为:GgHzOA =LWA *( %LH2O)/100
炉气中氮气的重量为:GgN2A = CmCAX(I-APU。)+ CaMAXo• 77
炉气的总重量为:GgtolA = GgCoA + GgCO2A + CgHzOA + ^gN2A
(11)炉渣量计算:
渣中 CaO 含量为:GSLCaoA= CLCaOA + GCaoA + GLCaoGA
渣中 SiO2含量为:Gslsqa = GLSQ人 + CSio^a
渣中MnO含量为: GSLMnOA = GMnOA
渣中p205 含量为:GSLP205A = ClPzOsA + ⅛05A
渣中 CaS 含量为:CsLCaSA= CLCaSA + CCaSA
渣中 FeO 含量为:CSLFeOA = GFeOA
渣中叫。3 含量为:CSLFe2O3 A= ^LFe2O3A + ^Fe2O3A 渣中Mgo含量(石灰带入)为:GSLMgOA=GLMgOA 渣中川2。3含量为: CsLAbO3 A = GLAko3 A 总炉渣量为:
CSLtolA =GSLeaOA +CsLSiO2A + GSLMnOA + GsU⅛<¾A + CSLCaSA + ^SLFeOA +cSLFe2O3A + CsLMgOA +GsLAl2O3A (12)烟尘量计算:
生成的烟尘是Fe2O3,由假定条件,其占被氧化铁量的80% ,烟尘量为: GgFe2O3A = GoFeAX0∙ 8 X 160/120
5. 1.1.2 辅助燃料(炭粉)的计算
(1) IOOOkg炭粉的元素氧化量、耗氧量及生成炉气量:
生成Co消耗的炭粉量为:GOcof = 1000 ×(%CF) X(I-BUC)
炭粉生成CO消耗的氧气量为:(0) cof = GOW X 16/12
生成的CO炉气量为:GCoF = G。CoF X28/12
生成Cθ2消耗的炭粉量为:c。CoZF=IoOoX (%CF) XBUC 炭粉生成CO2消耗的氧气量为:(O)co2f=GOco2f ×32/12 生成的C。?炉气量为:GCo?f = G。CO注X44/12
炭粉带入的 H2O 量为:C%of = 100° X( % H2OF)∕100
炭粉带入的挥发分为:Gvolf = Iooo X (% VoLF) /100 ^
(2) K)OOkg炭粉带入的渣量:
带入的 CaO 量为:GCaOF = 1000 X (% AShF) X (% ACaOF)/100/100 带入的 Sio2量为:CSQF = 1000 X ( % AshF) X ( % ASi02F)∕100∕100 带入的 Mgo 量为:CMgoF = Iooo X(% AShF) × (% AMgOF)∕100∕100 带入的 AI2O3量为:CAImF = IOoO X(% AShF) X (%AA1203F)∕100∕100 带入的 Fe2O3量为:Cf%O3F = 10°0x(% AShF) X (%AFe203F)∕100∕100 所需要的石灰量为:GlimeF = (RX GsiO2F- QaOF )/( % LCao-R×% LSiO2) (3)加入石灰后的炉渣量及成分:
炉渣中CaO的量为:
GSLCaoF= GaOF + GimeF *(( % LCaO)/100-(% LS)∕100 X 56/32) 炉渣中 Sio2 的量为:GSLSio2F = GSiO2 F + CiimeF X ( % LSiO2 )"°°
174 ∙ 5电炉冶炼过程物料平衡与能量平衡--------------------------
炉渣中 MgO 的量为:GSLMgoF = CMgOF + GiimeF X (% LMgO)/100
炉渣中 AI2O3 的量为:^SLAl2O3F = ^Al2O3F + GimeF X(%LAl2。3 "I。。
炉渣中 Fe? O3 的量为:GSLFe2。# = ^Fe2O3 F + ClimeF X ( % LFe2Oa )/100
炉渣中p205 的量为:GSLP,OSF= GHmeF X ( % LP2。5 )"。。
炉渣中 CaS 的量为:CSLCaSF = GIimeF X ( % LS) X 72/100/32
炉渣总重量为:
GskolF = ^SLSiO2F + CSLCaOF + GSLMgoF + CsLAkO3F + ^SLFe2O3F + ^SLP2O5F + GSLCaSF
(4)由石灰带入的炉气量计算:
石灰带入的 C02 量为:CLCo 亦=GimeF ×(%LCO2 )/100
石灰带入的 H?0 量为:GJJlZOF =GimeF X( % LH?。)/IOo
石灰中 S 反应生成的。2量为:Glo2F = GimeF X (% LS)X 16/32/100
需要氧气量为: G。XtoIF =(( θ) COF +(。)CO2F - GgLo2F)/Rpuo
带入的N2量为:Cn?F =COXtOlF X(I- RPUo)
(5)由于加入煤粉带入的炉气量计算:
炉气中 C()2量为:CgCo2F = CgCo2 F + CgLCo2F
炉气中CO量为:GgCOF = GCOF
炉气中 H2O 量为:GgH2OF = ^H2OF + ^LH2OF
炉气中N?量为:GgN?F = GNZF
炉气中挥发分量为:CgVOLF = GVOLF
炉气量为:GgtuF= ^gCO2F + CgCOF + GgHzOF + ^gN2F + CgVOLF
5. 1. 1.3 电极的计算
(I)IOOOkg电极的元素氧化量、耗氧量及生成炉气量:
电极中氧化生成 CO 的碳为:c。COE = 1000 X (% CE)∕100 ×(1 -BUC)
电极中氧化生成CO需要的氧气为:(O)coe= GOCOE X 16/12
电极氧化生成CO的炉气量为:CCOE = GoCoE × 28/12
电极中氧化生成CO?的碳为:COcozE = I。。。X (%CE)/IOOX BUC
电极中氧化生成CO2需要的氧气为:(0) Co2E= GOco2E x32/12
电极氧化生成CO2的炉气量为:Gc02e=GOc02e ×44/12
(2) 100Okg电极带入的渣量:
带入的 CaO 量为:CCaoE = 1°00 × (% AShE) X (% ACaOE)∕1∞∕100
带入的 SiO2量为:GSgE=IoOO X (% AShE) × (% ASiO2E)/100/100
带入的 Mgo 量为:GMgOE=IO°。X(% AShE) × ( % AMgOE)/100/100
带入的 AI2O3量为:Gλi2o3e =1°∞ × (% AshE) × (% AA1203E)∕100∕100
所需要的石灰量为:CHmeE = (RX GSiO2 E - CCaOE) /( % LCao - R X % LSic)2)
(3)加入石灰后的炉渣量及成分:
炉渣中 CaO 的量为:GSLCaOE = GCaOE + GljmeE ×((% LCaO)/100-( % LS)∕100 × 56/32)
炉渣中SiO2的量为: CSLSiO2 E =CSQE +%meE X (%LSiO2 )/10°
炉渣中 MgO 的量为:GSLMgOE= CMgoE + GlimeE X ( % LMgO)∕iOO
炉渣中 Al203 的量为:CSLAl203E=CAI203E + ^limeE X ( % LAι2。3)"°°
炉渣中Fe2O3的量为: CSLFe2 O3 E = GIimeE X (%LFe2O3 )/100
..5.1物料平衡计算模型’175,
炉渣中 P2O5 的量为:CSLP通 E=GimeE x(%lp2°5)∕1°0
炉渣中 CaS 的量为:CSLCaSE=ClimeE X (%LS) X 72/100/32
炉渣总重量为:
GShOlF = CSLSio2 E + GSLCaoE + GSLMgOE + ^SLAl2O3E + ^SLFe2O3E + GSLPZoSE + GSLCaSE
(4)由石灰带入的炉气量计算:
石灰带入的 CO2 量为:GLCO?E = GiimeE X (% LCO? )/10°
石灰带入的玲0 量为:CLH2θE=GimeE ×(%LH2θ)∕l∞
石灰中 S 反应生成的。2量为:GLoZE= CIinIeE X(%LS)XI6/32/100
需要氧气量为: GOXtOlE = ((0) COE + (O)CO2E -CgLOzE )/RPUo
带入的 $量为:Cn?e = GoXEX(I- RPiW)
(5)由于电极消耗带入的炉气量计算:
炉气中 Co2量为:GgCO2E = ^CO2E + ^LCO2E
炉气中C0量为:GgCOE= CCOE
炉气中 H2O 量为:GgH2OE = Cl%0E
炉气中N2量为:CgN2E = ^N2E
炉气量为:CgtOlE= ^gCO2E + CgCoE + GgHzOE + GgN2E
5.1.1.4炉顶耐火材料的计算
(1)炉顶带入的渣量:
炉顶带入的 CaO 量为:GCaoH= 10°° X( % CaOH)/100
炉顶带入的 SiO2**: Gsio2H = lθ∞ ×(%Si02H)∕100
炉顶带入的 Mgo 量为:GMgOH=Io0θx(%MgOH)∕100
炉顶带入的川2。3量为:Cai2o3h = lθ∞ ×(%Al2O3H)∕lOO
炉顶带入的 Fe2O3量为:Cf.03H = ɪθθθ ×(%Fe203H)∕100
(2)为了达到要求的碱度需要加入的石灰量:
加入的石灰量为:GimeH = (RX CSiO2 H - CCaOE)/( % LCaO - R×% LSiO2 )
(3)加入石灰后的渣成分:
炉渣中 CaO 的量为:CSLCaoH= CCaOH + GimeH 乂(( % LCao)/100 -( % LB)/100 X 56/32)
炉渣中 SiC>2 的量为:GSLSio2H = ^SiO2H +GimeH X (% LSiO2 )/100
炉渣中 MgO 的量为:CSLMgOH = CMgoH + GimeH X ( % LMgo)∕lθθ
炉渣中 AI2O3 的量为:CSLAI2O3H = ^Al2O3H +GimeH X( ^ LAl2Os )/100
炉渣中 Fe?。3 的量为:CSLFe2。3H =CHmeH X ( % LFθ2θ3)^ɪθθ
炉渣中 P2O5 的量为:CSLP205H=CIimeH X (%比2。5)/侬
炉渣中 CaS 的量为:GSLCaSH=CHmeH X (%LS) × 72/100/32
炉渣总重量为:
GSItoIH = GSLSiO2 H + cSLCaOH + GSLMgOH + GSLA12O3H + cSLFe2O3H + GSLP2O5H ÷ GSLCaSH
(4)由石灰带入的炉气量计算:
石灰带入的 Co2量为:CLCo2H = CiimeH X (% LCO2 )/ɪθθ
石灰带入的 %。量为:GlHzOH = GimeH X ( % LH20)/100
石灰中 S 反应生成的。2量为:CLo2H = GimeH X ( % SD) X 16/32/100
(5)由于炉顶消耗而产生的炉气量计算:
• 176 ∙ 5电炉冶炼过程物料平衡与能量平衡----------------------------
炉气中 CO2量为:^gCO2H 二 CLCo2H
炉气中 H2O 量为:GgHzOH = GLH2。H
炉气中02量为:^gO2H = GLO2H
炉气量为:GgtOlH = CgCO2 H + Gg%OH + Cg。? H
5. 1.1.5 炉衬的计算
(1)炉衬带入的渣量:
炉衬带入的 CaO 量为:GCaOl= 1000 X ( % CaOI)/100
炉衬带入的 SiC>2量为:GSQl = ɪθθθ ×(%Si02I)∕100
炉衬带入的 MgO 量为:CMgol= WOO X (% MgOI)/100
炉衬带入的 AI2O3量为:Gai2O3I = ɪθθθ ×(%AI2031)∕100
炉衬带入的 Fe2O3量为:CFs(M = Ioθθ X(%Fe203I)∕100
(2)为了达到要求的碱度需要加入的石灰量:
加入的石灰量为:Glimel = (RX GsiO2I - CCaOl)/( % LCao-R×% LSiO2)
(3)加入石灰后的渣成分:
炉渣中 CaO 的量为:GSLCaOl= CCaOl + Clhnel ×((% LCaO )/100 - (% 15)/1OOX 56/32)
炉渣中 SQ的量为:GsLSio2I= GsiO2.+Gnπ,ei × (%LSiO2)/100
炉渣中 MgO 的量为:CSLMgOl= CMgOl + GHmel X(%LMgO)∕100
炉渣中刈。3 的量为:GSLAgl=CASI +Cjimel × (% LAl2O3 )/100
炉渣中 Fe2O3 的量为:CsLFe2O3I=GiimeI × ( % LFe2O3 )/100
炉渣中 P2O5的量为:CSLPm= Glhnel X (%LP2O5 )/100
炉渣中 CaS 的量为:CSLCaSl=Climel X (%LS) ×72/100/32
炉渣总重量为:
cSltolI = ^SLSiO2I + CSLCae)I + CSLMgol + CSLAbo3】+ ^SLFe2O3I + ⅜LP2O5I + CSLCaSl
(4)由石灰带入的炉气量计算:
石灰带入的 C()2量为:Glco2I = GIimel X( % LCo2 )/100
石灰带入的 H2O 量为:GlHzOI = GimeI ×(%LH20)∕100
石灰中 S 反应生成的。2量为:Glo2, = G,imel × (%LS) × 16/32/100
(5)由于炉衬消耗而产生的炉气量计算:
炉气中 Co2量为:Cgc:o?I =CLCO21
炉气中 H2O 量为:GgH2OI = ^LH2OI
炉气中。2量为:GgO2I=GLO2J
炉气量为:GgloII = GgCO2I + CgHzOI + ^gO2I
5.1.2按工艺计算物料平衡表达式
(1)生成钢水量计算:
Gsτ = Ratʌ X CTA + RatB X GrB
(2)消耗的氧气总量计算:
GOX= RatA X CoXA + RatB X CoXB + GRF X GoXIOlF +Cre X COXtOIE- CRH X Gg("H - GRl X Gg0J
(3)卷吸的空气总量计算: -
Gair = RatA X CairA + RatB X CairB
-5.1物料平衡计算模型• 177 •
(4)所需要加入的石灰总量:
Gime= CIimeA + GlimeB + GlimeF + GimeE + ^UmeH + GLimel
(5)生成的炉气总量计算:
炉气中的Co总量为:
GgCO= RatA X CgCOA + RatB X GgCOB + GRF X GgCoF + GRE X CgCOE
炉气中的O)2总量为:
cgC02 = RatA X ^gCO2A + RatB X GgCOzB + GRF X GgCOzF + GRE X ^gCO2E + GRH × ^gCO2H +
GRlX GgCO21
炉气中的H2O总量为:•
^gH2O = RatA X ^gH2OA + ^atB X ^gH2OB + GRF X ^gH2OF + GRE × ^gH2OE + CRH X ⅛20H + GRI X CgH2 OI
炉气中的N2总量为:
^gN2 = RatA X GgNzA + RatB X GgMB + GRF X ^gN2F + GRE X GgME
炉气中的挥发分总量为:
CgVOL = CRF × GVoLF
由此,炉气的总重量为:
Gg = GgCo + GgCo2 + ^gH2O + GgM + GgVoL
(6)生成的烟尘总量计算:
^gFe2O3 = RatA X ^gFe2O3A + RatB × ^gFe2O3B
(7)生成的炉渣总量计算:
生成的CaO总量为:
GSLCao = RatA X CSLCaOA + RatB X GSLCaoB + CRF X GgCaOF + GRE × GgCaoE + GRH × CgCaOH + GRl X GgCaol
生成的Si02总量为:
GSLSie)2 = RatA X GSLSio2 A + RatB X GSLSiO?B + GRF X CSLSiO2F + GRE X GSLSiO?E ÷ GRH X GSLSio2 H + GRl X GSLSiO21
生成的Mno总量为:
GSLMnO = RatA X CSLMnoA + RatB X GSLMnOB
生成的P2O5总量为:
CSLP2O5 = RatA × GSLP2O5A + RatB × ^SLP2O5B + GRF X GSLP2O5F + CRE X ^SLP2O5E + CRH X ^SLP2O5H + GRl X CSLP2 O51
生成的CaS总量为:
GSLCaS = R^tAX CSLCaSA + ftatB × CSLCaSB + CRF X GSLCaSF + GRE X CSLCaSE ÷ GRH X CSLCaSH + GRI X CSLCaSl
生成的FeO总量为:
GSLFeo= RatA X CSLFeOA + RatB X GSLFeOB
生成的Fe2。3总量为:
GSLFe2O3 =RatA X ^SLFe2O3A + RatB X GSLFe2。?B + GRF X ^SLFe2O3F + CRE X ^SLFe2O3E + CRH X
GSLFe2 O3 H + GRl X ⅛Fe2O3T
生成的MgO总量为:
• 178 ∙ 5电炉冶炼过程物料平衡与能量平衡
CSLMgO = RatA X CSLMgoA + RatB X CSLMgoB + GRF X CSLMgOF + GRE X CSLMgoE + CRH X GSLMgoH + CRl X GSLMgol
生成的Al203总量为:
CSLAho3 = RatA X CSLAbO3 a + RatB X GsLAkO3B + GRF X ^SLAl2O3F + GRE X ^SLAI2O3E + GRH X ^slai2O3H + GRl X Gslai2O3I
生成的总渣量为:
GSL = GSLCao + GSLSiO2 + GSLMno + ^SLP2O5 + GSLCaS + CSLFeo + ^SLFe2O3 + GSLMgo + CSLAl2 O3
5.2能量平衡计算模型
在物料平衡计算模型的基础上建立了能量平衡计算模型,模型也考虑了实际的工况,如反应 热、热损失、冷却水带走的热量等,模型基于对电炉炼钢生产过程能量的系统分析,建立在能量守 恒的基础上,是电炉炼钢能量输入量的基本依据。
5. 2.1单项物料的热量计算表达式
(1) IOOOkg废钢中元素氧化产生热量:
碳元素氧化生成 CO 放热为:QCOA =OCAX(I-BUC) X 11639 ×2. 773 × 0. OOOl
碳元素氧化生成 CO?放热为:QcOzA =OCAXBUC ×34834 X 2. 773 ×0. OOOl
硅氧化生成 Si。?放热为:Qsqa = OSiA × 29202 x2. 773 ×0. OOOl
锦氧化生成 MnO 放热为:QMnoA = OMnA X 6594 X 2. 773 ×0. OOOl
磷氧化生成 P2O5放热为:QpzOsA =Opa X 18980 X2. 773 × 0.0001
铁氧化生成 FeO 放热为:QFeOA = COFeA xθ. 2 xθ. 75 × 4250 ×2. 773 ×0. OOOl
铁氧化生成Fe2O3放热为:
Cfe2O3A = ( GOm ×0. 8 + GOFeA ×θ- 2 ×0. 25) X3230 X2. 773 XO. OOOl
废钢氧化后放出的总热量为:
QA = QCoA + Cco2A + QSiOZA + QMnoA + Qp.^A + QFeoA + ^Fe2O3A
(2) IOOOkg炭粉氧化放出热量:
炭粉中碳氧化生成Co放热为:QCoF=C°cof X 11639 X 2. 773 ×0. OOOl
炭粉中碳氧化生成 CO2放热为:Cco2F = g°co2f ×34834 ×2. 773 × 0.0001
炭粉氧化放出的总热量为:OF=QCOF + QcOzF
(3) IOOOkg电极氧化放出热量:
电极中碳氧化生成CO放热为:QCOE = GOcoe X "639 x 2. 773 ×0. OOOl
电极中碳氧化生成CO2放热为:QCO運=CoCO運× 34834 X 2. 773 ×0.0001
电极氧化放出的总热量为:QE=QCOE +久0产
(4) IOOOkg铁水带入的物理热:
铁水熔点为: TmeltB = 1536 - ( “CB X 】°° + aSiB X 8 +。乂1田 X 5 + «pg × 30 + G$B X 25) -6 铁水带人的物理热为:
QPHB=I°°° X (CSB X (TmeltB-25) +218 + Clb X (T[R 一 TmeltB))
5. 3单项物料平衡与热平衡计算• 179 ■
5. 2.2热收入及热支出计算表达式
5. 2. 2. 1 物料的热收入
(1)物料的物理热及化学热:
Qlnl= ɪθθθ × ( RatA X Qa + RatB X ( Qb + QPHB) + CRF X Qf + °RE X Qe )∕°ST
(2)物料的成渣热计算:
Si。?的成渣热为:Qι∏2i = CSTSLSio, X 1620 × 2. 773 × 0. 0001
P2O5的成渣热为:Qι∏22 = CstslPzOs ×4880 ×2. 773 ×0. OOOl
5. 2. 2. 2 物料的热支出
(1)吸热反应耗热:
金属脱碳消耗的热量为:
QoUtII =((IoOo X RatA X ɑɛʌ/ɪθθ + ɪθθθ X RatB × ɑee/ɪθθ) X 1000∕Gsτ - IOOO X [C]sτ∕100) X 6244× 2. 773 X 0.0001
金属脱硫消耗的热量为:
QoUtI2 = ((Iooo X RatA X Osa×1∞ + IoOO X RatB X αsβ∕100) X 1000∕Gsτ -1000 X [S]sτ∕l∞) × 2143 X 2. 773 ×0. OOOl
石灰烧减吸收的热量为:QOUU3 =Giime X acc⅛D X I。。。/Gsτ X4177 x2.773 × 0.0001
水分挥发吸收的热量为:QOW4 =CsTgHzO X 1227 ×2.773 × 0.0001
(2)钢水物理热:
设钢水的熔点为1450七,则钢水的物理热为:
QPHST = ɪθθθ X ( CSST X (TmehST -25) +"mST + CLST X( TST- TmehST) ) × θ∙ 0002773
(3)炉渣物理热:
QSL = GSTSL X (CSL X( Tsl - 25) + "sL) X 2・ 773 X 0. OOOl
(4)炉气物理热:
Qi = GSTg XCgX(Tg-25) x2. 773 ×0. 0∞l
(5)冷却水带走热量:
炉壁冷却水带走热量为:
QWl = VWI X 〃60 X 1000 × Cwat X (7。UIW - ?inW) X 2. 773 X 0. 0001∕Gsτ
炉盖冷却水带走热量为:
Qw2 = %2 X «/60 X 1000 X Cwat × ( TwW -看询)× 2. 773 X 0. 0001∕Gsτ
(6)烟尘物理热:
OgFe? 0、= CSTgFe2<¾ X( ^gFe2O3 - 25) X 2. 773 × 0. OOOl
(7)其他热损失:其他热损失77heat包括炉体表面散热损失、开启炉盖热损失、供电线路热损 失等,这部分热占总热收入的6% ~9%,本章根据实际数据计算。
5. 2. 2. 3所需供电量计算
根据能量平衡,热收入等于热支出,这样可以计算需供给的电能。
Eel = ( Coutll + QoUU2 + QwI3 + QoUlI4 + QpHS + QSI +Qg+ QWl + Qw2 + ^gFe2O3 )×( ɪ - "heal ) 一 (Clnl + 0l∏21 +01π22)
5.3单项物料平衡与热平衡计算
计算所用原始条件包括原料成分及参数等如表5 - 1 ~表5 -4所示。
• 180 ∙ 5电炉冶炼过程物料平衡与能量平衡--------
表5-1原料成分(%)
|
项目 |
C |
Si |
Mn |
P |
S |
Fe |
H2O |
灰分 |
挥发分 |
合计 |
|
碳素废钢 |
0. 18 |
0. 25 |
0. 55 |
0. 030 |
0.030 |
98. 96 |
100.00 | |||
|
铁水 |
4.20 |
0.8 |
0.6 |
0. 200 |
0. 035 |
94. 17 | ||||
|
炼钢生铁 |
4. 20 |
0. 95 |
0.21 |
0. 053 |
0. 035 |
94. 55 |
100.00 | |||
|
DRI |
0. 25 |
0.015 |
93.32 |
6. 42 |
100.00 | |||||
|
焦炭 |
86.00 |
0. 58 |
12.00 |
1.42 |
IoO.00 | |||||
|
炭粉 |
92. 60 |
0. 50 |
5. 30 |
1.60 |
100.00 | |||||
|
电极 |
99.00 |
1.00 |
100.00 |
表5-2辅料成分(%)
|
项目 |
CaO |
SiO2 |
MgO |
AJ2O3 |
Fe203 |
CO2 |
H2O |
P2O5 |
S |
|
石灰 |
88.00 |
2. 50 |
2.60 |
1.50 |
0. 50 |
4.64 |
0. 10 |
0. 10 |
0. 06 |
|
高铝瓶 |
0. 55 |
60. 80 |
0.60 |
36.80 |
1.25 | ||||
|
镁砂 |
4. 10 |
3. 65 |
89. 50 |
0. 85 |
1.90 | ||||
|
焦炭灰分 |
4.40 |
49. 70 |
0. 95 |
26. 25 |
18. 55 |
0. 15 | |||
|
炭粉灰分 |
4.60 |
50. 60 |
0. 85 |
27. 30 |
16. 65 | ||||
|
电极灰分 |
8. 90 |
57. 80 |
0.20 |
33. 10 | |||||
|
DRI灰分 |
1.95 |
33. 55 |
2. 25 |
3.00 |
59. 25 |
表5-3设定最终钢水成分(%)
|
项目 |
C |
Si |
Mn |
P |
S |
Fe |
|
钢水成分 |
0. 15 |
0.01 |
0. 10 |
0.015 |
0. 025 |
99. 70 |
表5-4其他假设数据
|
______________项 目 |
参 数 |
|
________钢铁料氧化的氧气来源 |
_______72%由氧气供给,28%由空气供给_______ |
|
_________氧气纯度和利用率 |
氧气纯度:99% ,其余为氮气;氧气利用率为:100% |
|
_________碳的二次燃烧率_________ |
15% |
|
炉气二次燃烧率 |
35% |
|
氧气过剩系数 |
1.05 |
|
___________炉渣碱度___________ |
Λ=2.5 |
|
铁的烧损率① |
2.8% |
|
________焦炭及炭粉中C烧损率________ |
一一100% (假设焦炭及炭粉的挥发分成分全部为C2 H) |
①氧化的铁量中的80%生成F/O3变成烟尘,另外20%按FeO: Fe2O3 =3:1的比例成渣。即:2. 2%的铁形成烟尘,
.0∙6%的铁成渣,其中:0.45%的铁生成Feo , 0. 15%的铁生成Fe2O3。
5.3.1单项物料平衡计算
对废钢、铁水、直接还原铁、焦炭、炭粉、电极、石灰、炉顶、炉衬等各单项1000 kg物料平衡进 行了计算,限于篇幅,仅列出废钢平衡计算过程,其余以小结形式列表。
..........-........................5.3单项物料平衡与热平衡计算.181 .
5. 3. 1.1 I(XX) kg废钢平衡计算
按照上述单项物料平衡表达式,对废钢中各元素氧化量、生产钢水量、净耗氧量、生成渣量、 炉气量及其成分进行了计算,结果如表5 -5 ~表5 -7所示。
|
表5-5废钢中各元素的氧化■(kg) | ||||||||||
|
项目 |
C |
Si |
Mn |
P |
S |
Fe |
合计 | |||
|
碳素废钢 |
0. 35 |
2.40 |
4. 53 |
0. 16 |
0.06 |
27.41 |
34. 92 | |||
|
生成钢水量: 965. 08 kg 废钢金属综合收得率: 96. 51% 每生产1 t钢水需消耗废钢:1036. 18 kg 石灰加入量: 15. 90kg 氧气供氧量: 11.50 kg 空气供氧量: 4.44 kg 实际供氧量: 11.6Ikg 实际空气量: 19.29 kg 表5-6净耗氧量、渣量、炉气■(未进行二次燃烧)(kg) | ||||||||||
|
项 目 |
反应产物 |
元素氧化量 |
净耗氧量 |
氧气体积 |
炉气量 |
渣量 | ||||
|
C |
CO |
0. 30 |
0.0 |
0. 28 |
0. 70 | |||||
|
CO2 |
0. 05 |
0. 14 |
0. 10 |
0. 19 | ||||||
|
Si |
-^ |
2.40 |
2. 75 |
1.92 |
5. 15 | |||||
|
Mn |
MnO |
4. 53 |
1.32 |
0.92 |
5. 85 | |||||
|
P |
P2O5 |
0. 16 |
0. 20 |
0. 14 |
0. 36 | |||||
|
Fe |
Feo① |
4. Il |
1. 17 |
0. 82 |
5. 29 | |||||
|
Fez。① |
1.37 |
0.59 |
0.41 |
1.96 | ||||||
|
FezC^ |
21.93 |
9.40 |
6. 57 |
31.33 | ||||||
|
合计 |
15. 97 | |||||||||
|
石灰中CaO带入量 |
13. 99 | |||||||||
|
石灰中SiO2带入量 |
0.40 | |||||||||
|
石灰中MgO带入量 |
0.41 | |||||||||
|
石灰中AI2O3带入量 |
0.24 | |||||||||
|
石灰中Fe2O3带入量 |
0. 08 | |||||||||
|
石灰中ρ2。5带入量 |
0. 02 | |||||||||
|
石灰中CaS带入量____ |
0. 02 | |||||||||
|
石灰中板0带人量 |
0. 02 | |||||||||
|
石灰中Co2带入量 |
0.74 | |||||||||
|
氧气带入&量 |
0. 12 | |||||||||
|
空气带入M量 |
14. 85 | |||||||||
|
石灰中S还原Cao供氧及CaO消耗量 |
0.00 |
0.00 |
-0. 02 | |||||||
|
金属中S还原CaO供氧及CaO消耗量 |
-0. 03 |
-0. 02 |
-0. 10 | |||||||
|
金属中S还原CaO生成CaS_______ |
0. 13 | |||||||||
|
合计 |
34. 86 |
15. 93 |
11. 14 |
16. 62 |
33. 77 | |||||
①表示铁的氧化产物进入渣中;②表示铁的氧化产物进入烟尘。
渣中全铁量:5.48 kg 渣中含铁比/6.23%
• 182 ∙ 5电炉冶炼过程物料平衡与能量平衡--------
表5-7炉渣量及成分
|
项目 |
CaO |
SiO2 |
MnO |
P2O5 |
CaS |
|
炉渣渣量/kg |
13. 87 |
5. 55 |
5.85 |
0. 37 |
0. 15 |
|
炉渣成^/% |
41.07 |
16. 43 |
17. 33 |
1. 10 |
0. 45 |
|
项目 |
FeO |
Fe2O3 |
MgO |
Al2O3 |
合计 |
|
炉渣渣量/kg |
5.29 |
2.04 |
0.41 |
0.24 |
33.77 |
|
炉渣成分/% |
15. 65 |
6. 03 |
1.22 |
0.71 |
100.00 |
二次燃烧计算见表5 - 8。
表5-8二次燃烧计算
|
炉气吹氧后的二次燃烧率 |
35% |
所需氧气量 |
-0. 08 kg |
|
消耗CO量 |
-0. 14 kg |
产生COz量 |
-0. 22 kg |
|
炉气CO量 |
0.84 kg |
炉气CO2量 |
0. 71 kg |
理论总氧耗:12. 02 kg 实际总氧耗:12. 62 kg
二次燃烧后炉气成分及分压,结果如表5 -9所示。
表5-9二次燃烧后炉气成分及分压
|
项目 |
CO2 |
CO |
H2O |
N2 |
合计 | |
|
质量/kg |
0.71 |
0.84 |
0.02 |
14. 97- |
0. 57 |
17. 11 |
|
质量比/% |
4. 15 |
4.91 |
0.09 |
87.51 |
3.34 |
100.00 |
|
体积/n? |
0. 36 |
0. 67 |
0. 02 |
11.98 |
0.40 |
13.43 |
|
分压/% |
2.69 |
5.00 |
0. 15 |
89. 19 |
2. 97 |
100.00 |
①表示为过剩的02。
l∞0 kg废钢经物料平衡计算的物料平衡表如表5 -10所示,收入与支出如图5 - 3所示。
表5-10 IOOO kg废钢冶炼成合格钢水的物料平衡表(有二次燃烧)
|
收 |
入 |
支 |
出 | |
|
项 |
目 |
质量/kg |
项目 |
质量/kg |
|
废 |
钢 |
10∞.00 |
金属 |
965. 08 |
|
石 |
灰 |
15. 90 |
炉气 |
17. 11 |
|
氧 |
气 |
12. 11 |
炉渣 |
33. 77 |
|
空 |
气 |
19. 29 |
烟尘 |
31.33 |
|
合 |
计 |
1047. 29 |
合计 |
1047. 29 |
...............................5.3单项物料平衡与热平衡计算.183.

图5 -3 IOOO kg废钢单项物料收入与支出
5. 3.1.2 单项物料平衡计算总表
按上述方法,分别计算1000 kg不同炉料物料平衡,结果总结于表5 - 11。
表5-U IOoOkg不同炉物料的单项物料平衡计算总表
|
项目 |
钢水量/kg |
炉渣量/kg |
炉气量/kg |
烟尘量/kg |
耗氧量/kg |
耗氧量/π? |
耗空气量/kg |
耗空气量/m3 |
|
废钢 |
965. 08 |
33.77 |
17. 11 |
31.33 |
12. H |
8.46 |
19.29 |
14.95 |
|
生铁 |
922. 10 |
88. 59 |
199. 28 |
29. 93 |
75.33 |
52.60 |
102. 58 |
79. 52 |
|
铁水 |
918. 32 |
84. 39 |
200.21 |
29.81 |
76.42 |
53. 37 |
104. 15 |
80.74 |
|
DRI |
908. 72 |
132. 66 |
19.02 |
29.54 |
10. 73 |
7.49 |
14. 52 |
11.26 |
|
焦炭 |
287. 75 |
2528. 12 |
1639. 71 |
1145.05 | ||||
|
炭粉 |
128. 36 |
2717. 65 |
1766. 87 |
1233. 85 | ||||
|
电极 |
.25.82 |
2880. 59 |
1889. 80 |
1319.69 | ||||
|
石灰 |
952. 30 |
47. 70 | ||||||
|
炉顶 |
2766. 50 |
88. 48 | ||||||
|
炉衬 |
1058. 61 |
2.94 |
5.3.2单项物料产生热量计算
对废钢、铁水、直接还原铁、焦炭、炭粉、电极各单项WOO kg物料热量平衡进行了计算,限于 篇幅,以铁水计算为例。
5. 3. 2. 1 铁水热量计算
按照单项物料的能量平衡计算模型,对1000 kg铁水元素氧化热、成渣热、二次燃烧热、铁水 物理热进行计算,结果如表5 - 12 ~表5 - 14所示。
首先对铁水中元素氧化热及成渣热进行计算,如表5 - 12所示。
• 184 ∙ 5电炉冶炼过程物料平衡与能量平衡----------------
表5-12 IOOOkg铁水中元素氧化热及成渣热(1600P)
|
项目 |
氧化量/kg |
化学反应 |
ΔH∕kJ∙kg-' |
放热量/H |
折合电能/kW∙h |
|
C |
34.53 |
CO |
-9781.20 |
337736. 43 |
93. 82 |
|
6.09 |
CO2 |
-33038. 72 |
201317.40 |
55. 93 | |
|
Si |
7.91 |
SiO2 |
-33874.72 |
267886. 97 |
74. 42 |
|
Mn |
5.08 |
MnO |
-7386. 06 |
37533. 58 |
10.43 |
|
P |
1.86 |
P2O5 |
-24285. 80 |
45226. 28 |
12. 56 |
|
Fe |
3.91 |
FeO |
-4380. 64 |
17139. 50 |
4. 76 |
|
22. 17 |
Fe203 |
-7285. 74 |
161533. 23 |
44. 87 | |
|
合计 |
81.56 |
1068373. 39 |
296. 79 |
经过炉气中吹氧,二次燃烧计算如表5 - 13所示。
表5-13二次燃烧热
|
二次燃烧率/% |
35.00 | |
|
CO2生成量/kg |
28. 22 | |
|
产生热量 |
kJ |
178979. 78 |
|
kW∙h |
49. 72 | |
铁水带入炉内的物理热经计算如表5 - 14所示。
表5-14 铁水物理热
|
铁水温度/P |
1250. 00 |
铁水比热容∕kJ∙(kg∙K)- |
0. 837 |
|
铁水熔点// |
1093. 73 |
固态比热容/H∙(kg∙K)T |
0. 745 |
|
熔化潜热/H ∙ kg -___ |
218 | ||
|
1000 kg铁水带入炉内的物理热/MJ |
1145.00 | ||
|
1000 kg铁水带入炉内物理热折算成电能消耗/kW∙h |
318. 08 | ||
5. 3. 2. 2单项物料产生热量计算总表
按照能量平衡计算模型,对1000 kg单项物料产生的热量(折合成电能)分别进行了计算,结 果如表5 - 15所示。
表5-15 IoOOkg单项物料产生热量平衡总表(kW∙h)
|
项目 |
元素氧化热及成渣热 |
二次燃烧 |
物理热 |
总热量 |
|
废钢 |
86. 43 |
-0. 39 |
86.04 | |
|
生铁 |
293. 16 |
49. 19 |
342. 35 | |
|
铁水 |
296. 79 |
49. 72 |
318. 08 |
664. 59 |
|
DRΓ |
53. 37 |
6. 23 |
59.6 | |
|
焦炭 |
3170. 27 |
1101.92 |
4272. 19 | |
|
炭粉 |
3413. 57 |
1192. 36 |
4605. 93 | |
|
电极 |
3649. 49 |
1278. 38 |
4927. 87 |
—5.4不同原料配比下的物料平衡与热平衡理论计算・185,
5. 4不同原料配比下的物料平衡与热平衡理论计算
本计算考虑150 t电炉,按照物料与能量模型对不同铁水比,其他原料结构下的物料及能量 平衡进行计算,工艺设定如表5-16所示。
表5-16冶炼工艺设定
|
_________吨金属料焦炭配入量/kg_________ |
5 |
|
_________吨金属料炭粉喷入量/kg_________ |
10 |
|
_________吨金属料电极消耗量/kg_________ |
1.7 |
|
_______吨金属料炉顶高铝砖消耗量/kg_______ |
0. 25 |
|
________吨金属料炉衬镁砖消耗量/kg________ |
5 |
|
变压器容量/MV ∙ A |
100 |
|
______________炉容量/t______________ |
150 |
|
____________电极直径/m____________ |
0. 65 |
|
电极电流/kA |
62 |
|
__________电能输入强度/kW__________ |
400 |
5.4.1不同铁水比下的物料与能量平衡计算
以下分别计算了 15%,30%,45%,60%,80%铁水比下的物料与能量平衡,以15%铁水 为例。
5.4.1.1 15% 铁水
根据单项物料平衡计算结果,按照炉料加入量(金属料废钢和铁水按比例相加,所需石灰、 氧气、空气由金属料加入量决定,其他炉料加入量由工艺设定,固定不变),对应项相加。计算结 果见表5-17~表5-20。
表5-17 分项计算物料平衡的收入项(kg)
|
项目 |
废钢 |
铁水 |
焦炭 |
炭粉 |
石灰 |
炉顶 |
炉衬 |
电极 |
氧气 |
空气 |
合计 |
|
Fe |
841. 16 |
141.25 |
982. 41 | ||||||||
|
C |
1.53 |
6. 30 |
4. 30 |
9.26 |
1.68 |
23.07 | |||||
|
Si |
2. 13 |
1.20 |
3. 33 | ||||||||
|
Mn |
4. 68 |
0. 90 |
0.00 |
5. 58 | |||||||
|
P |
0. 26 |
0. 30 |
0.00 |
0. 56 | |||||||
|
S |
0.26 |
0.05 |
0.00 |
0.01 |
0. 32 | ||||||
|
SiO2 |
0. 30 |
0. 27 |
0. 60 |
0. 15 |
0. 18 |
0. 01 |
1.51 | ||||
|
CaO |
0. 03 |
0.02 |
20. 95 |
0.00 |
0.21 |
21.21 | |||||
|
MgO |
0.01 |
0.00 |
0. 62 |
0.00 |
4. 48 |
5. 11 | |||||
|
AI2O3 |
0. 16 |
0. 14 |
0. 36 |
0.09 |
0.04 |
0.01 |
0. 80 | ||||
|
Fe2O3 |
0. 11 |
0.09 |
0. 12 |
0.00 |
0. 10 |
0. 42 | |||||
|
P2O5 |
0.00 |
0.00 |
0.02 |
0.02 |
• 186 ∙ 5电炉冶炼过程物料平衡与能量平衡
续表5-17
|
项目 |
废钢 |
铁水 |
焦炭 |
炭粉 |
石灰 |
炉顶 |
炉衬 |
电极 |
氧气 |
空气 |
合计 |
|
H2O |
0. 03 |
0.05 |
0.02 |
0. 10 | |||||||
|
CO2 |
1. 10 |
1. 10 | |||||||||
|
O2 |
50. 33 |
7. 36 |
57.69 | ||||||||
|
N2 |
0.51 |
24.66 |
25. 16 | ||||||||
|
H |
0.00 | ||||||||||
|
0 |
0.00 | ||||||||||
|
焦炭挥发H |
0.07 |
0.07 | |||||||||
|
炭粉挥发分 |
0. 16 |
0. 16 | |||||||||
|
合计 |
850.00 |
150.00 |
5.00 |
10.00 |
23.81 |
0. 25 |
5.00 |
1.70 |
50. 84 |
32. 02 |
1128.61 |
表5-18炉气成分
|
项目 |
废钢 |
铁水 |
焦炭 |
炭粉 |
电极 |
炉顶 |
炉衬 |
合计 |
质量分数 /% |
体积分数 /% |
|
H2O |
0.01 |
0.01 |
0. 03 |
0.05 |
0.00 |
0.00 |
0.00 |
0. 10 |
0. 12 |
0.20 |
|
CO |
0.71 |
9. 39 |
6. 54 |
14.06 |
2. 55 |
33.26 |
37. 23 |
42. 17 | ||
|
CO2 |
0. 60 |
7. 95 |
5. 53 |
11.90 |
2. 16 |
0. 02 |
0.01 |
28. 18 |
31.54 |
22. 74 |
|
12.73 |
12. 14 |
0. 08 |
0. 18 |
0. 03 |
25. 16 |
28. 17 |
31.91 | |||
|
O2 |
0.49 |
0. 54 |
0. 39 |
0. 83 |
0. 15 |
0.00 |
0.00 |
2.40 |
2. 68 |
2.66 |
|
挥发分 |
0.07 |
0. 16 |
0. 23 |
0. 26 |
0. 32 | |||||
|
合计 |
14. 54 |
30. 03 |
12.64 |
27. 18 |
4.90 |
0.02 |
0.01 |
89. 33 |
100.00 |
l∞.00 |
表5-19渣成分
|
项目 |
废钢 |
铁水 |
焦炭 |
ie |
电极 |
炉顶 |
炉衬 |
合计 |
比例/% |
|
CaO |
11.79 |
6. 84 |
0. 80 |
0. 72 |
0.03 |
0.41 |
0.48 |
21.06 |
42. 03 |
|
SiO2 |
4. 72 |
2.74 |
0. 32 |
0. 29 |
0.01 |
0. 16 |
0. 19 |
8.43 |
16.81 |
|
MgO |
0. 35 |
0. 20 |
0. 03 |
0. 03 |
0.00 |
0.01 |
4.48 |
5. 11 |
10. 19 |
|
MnO |
4. 98 |
0. 98 |
5. 96 |
11.89 | |||||
|
Al2O3 |
0. 20 |
0. 12 |
0. 17 |
0. 16 |
0.01 |
0. 10 |
0. 05 |
0. 80 |
1.60 |
|
Fe2O3 |
1.73 |
0. 32 |
0. 12 |
0.09 |
0.00 |
0.01 |
0. 10 |
2.36 |
4.71 |
|
P2O5 |
0. 32 |
0. 65 |
0.00 |
0.00 |
0.00 |
0.00 |
0.00 |
0. 97 |
1.93 |
|
FeO |
4.49 |
0. 75 |
5.25 |
10.47 | |||||
|
CaS |
0. 13 |
0.05 |
0.00 |
0.∞ |
0.00 |
0.00 |
0.∞ |
0. 19 |
0. 37 |
|
合计 |
28.71 |
12. 66 |
1.44 |
1.28 |
0.04 |
0.69 |
5.29 |
50. 11. |
100 |
表5-20分项计算物料平衡的支出项(kg)
|
项目 |
钢水 |
炉渣 |
炉气 |
炉尘 |
合计一 |
|
Fe |
955. 19 |
955. 19 | |||
|
C |
1.44 |
1.44 |
......----------------5.4不同原料配比下的物料平衡与热平衡理论计算• 187 •
续表5-20
|
项目 |
钢水 |
炉渣 |
炉气 |
炉尘 |
合计 |
|
Si |
0. 10 |
0. 10 | |||
|
Mn |
0.96 |
0.96 | |||
|
P |
0. 14 |
0. 14 | |||
|
S |
0.24 |
0.24 | |||
|
SiO2 |
8.43 |
8. 43 | |||
|
CaO |
21.06 |
21.06 | |||
|
MgO |
5. 11 |
5. 11 | |||
|
MnO |
5.96 |
5.96 | |||
|
Al2O3 |
0. 80 |
0. 80 | |||
|
Fe2O3 |
2. 36 |
31. 10 |
33.46 | ||
|
p2。5 |
0. 97 |
0.97 | |||
|
CaS |
0. 19 |
0. 19 | |||
|
FeO |
5.25 |
5.25 | |||
|
H2O |
0. 10 |
0. 10 | |||
|
CO2 |
28. 18 |
28. 18 | |||
|
CO |
33. 26 |
33.26 | |||
|
& |
25. 16 |
25. 16 | |||
|
02 一 |
2.40 |
2.40 | |||
|
焦炭挥发分 |
0.07 |
0. 07 | |||
|
炭粉挥发分 |
0. 16 |
0. 16 | |||
|
合计 |
958. 07 |
50. 11 |
89. 33 |
31. 10 |
1128.61 |
由表5 -17 ~表5 -20得15%铁水物料平衡总表,如表5 -21所示,收入与支出如图5 -4所示。
表5-21物料平衡总表
|
收 人 |
_______ 支 出 | ||||
|
项目 |
质量/kg |
体积/m3 |
项目 |
质量/kg |
体収n? |
|
废钢 |
850.00 |
金属 |
958. 07 | ||
|
铁水 |
150.00 |
炉渣 |
50. II | ||
|
焦炭 |
5.∞ |
炉气 |
89. 33 |
63. 08 | |
|
电极 |
L 70 |
烟尘 |
31. 10 | ||
|
石灰 |
23.81 | ||||
|
炭粉 |
10.00 | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 |
5.∞ | ||||
|
氧气 |
50.84 |
35. 50 | |||
|
空气 |
32.02 |
24. 82 | |||
|
合计 |
1128.61 |
60. 32 |
合计 |
1128.61 |
63. 08 |
• 188 ∙ 5电炉冶炼过程物料平衡与能量平衡
炉顶
炉衬
氧气4.50%
空气2.84%
炭粉 石灰0.89% 2.11%
炉气
7.92% 炉渣
烟尘 2.76%
电极一 0.15%
焦炭 0.44%
铁水 13.29%
物料收人
物料支出
图5 -4 15%铁水物料平衡收入及支出
根据单项物料热量平衡计算结果,以物料平衡为基础,做能量平衡计算。计算结果见表5 -22 -表5-27和图5-5。
表5-22各项物料氧化产生的化学热(kJ)
|
項 |
目 |
耗量∕kg∙L |
化学 |
热 |
|
放热量/H∙t-1 |
折合电能/kW∙h∙L1 | |||
|
废 |
钢 |
887. 20 |
276034.70 |
76. 68 |
|
生 |
铁 |
0.00 |
0.00 |
0.00 |
|
铁 |
水 |
156. 56 |
167269.79 |
46. 47 |
|
焦 |
炭 |
5. 22 |
59557. 57 |
16. 55 |
|
炭 |
粉 |
10.44 |
128256. 53 |
35. 63 |
|
电 |
极 |
1.77 |
23310. 55 |
6. 48 |
|
合 |
计 |
1061.20 |
654429. 15 |
181.80 |
表5-23成渣热
|
项目 |
反应量/kg |
化学反应 |
給/kJ ∙ kg - |
放热量/kj∙t" |
折合电能∕kW∙h∙t-∣ |
|
SiOz成渣 |
8. 79 |
2( CaO) +(SiO2) =(2CaO-SiO2) |
-1620 |
14246. 78 |
4. 13 |
|
p205成渣 |
1.01 |
4( CaO) +(P2O5) =(4CaO∙P2O5) |
-4880 |
4923. 92 |
1.43 |
|
合计 |
5.56 |
注:炉气二次燃烧产生热量:20. 12 kW∙h/t。
表5-24 铁水物理热
|
项 |
目 |
消耗量/kg∙t- |
物理热/MJ"T |
折合电耗/kW∙h∙t"钢 |
|
铁 |
水 |
156. 56 |
179. 27 |
49. 80 |
-5.4不同原料配比下的物料平衡与热平衡理论计算∙189∙
表5-25吸热量计算
|
项目 |
温升范围/工 |
消耗量/kg |
熔/kJ ∙kg t或比热容 ∕kJ∙(kg∙K)T |
吸热量/H∙t-1 |
吸热量∕kW∙h∙t- |
|
金属脱碳 |
6.67 |
6244/C |
41664.27 |
11.57 | |
|
金属脱硫 |
0.07 |
2143/CaS |
152.06 |
0.04 | |
|
石灰烧减 |
1. 15 |
4177∕CO2 |
4815. 82 |
1.34 | |
|
水分挥发 |
25. 1600 |
0. 11 |
1227∕H2O |
131.66 |
0.04 |
|
合计 |
46763. 81 |
12. 99 |
表5-26热支出项
|
项目 |
热值∕kw∙h∙t-∣ |
比例/% |
|
钢水物理热 |
385.06 |
62. 85 |
|
炉渣物理热 |
31. 22 |
5. 10 |
|
吸热反应耗热 |
12. 99 |
2. 12 |
|
冷却水吸热 |
79. 48 |
12.97 |
|
其他热损失 |
44. 00 |
7. 18 |
|
炉气物理热 |
46. 38 |
7. 57 |
|
炉尘物理热 |
13. 55 |
2.21 |
|
合计 |
612. 68 |
100.00 |
表5-27能量平衡表
|
收入 |
kW∙h∕ι |
比例/% |
支出 |
kW∙h∕t |
比例/% |
|
废钢 |
76. 68 |
12. 52 |
钢水物理热 |
385.06 |
62. 85 |
|
铁水化学热 |
46.47 |
7. 58 |
炉渣物理热 |
31.22 |
5. 10 |
|
焦炭 |
16. 55 |
2.7 |
吸热反应耗热 |
12. 99 |
2. 12 |
|
炭粉 |
35. 63 |
5.81 |
冷却水吸热 |
79.48 |
12. 97 |
|
电极 |
6. 48 |
1.06 |
其他热损失 |
44.00 |
7. 18 |
|
铁水物理热 |
49. 80 |
8. 13 |
炉气物理热 |
46. 38 |
7. 57 |
|
成渣热 |
5. 56 |
0.91 |
炉尘物理热 |
13. 55 |
2.21 |
|
炉气二次燃烧 |
20. 12 |
3.28 | |||
|
电能 |
355.41 |
58.01 | |||
|
合计 |
612. 70 |
100.00 |
合计 |
612. 68 |
I∞.00 |
• 190 ∙ 5电炉冶炼过程物料平衡与能量平衡
废钢
12.52%
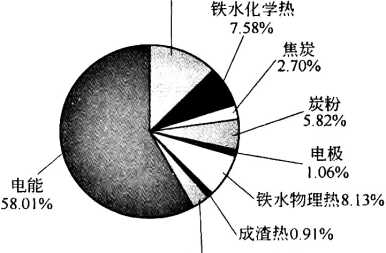
炉气二次燃烧热3.28%
炉尘物理热
炉气物理热 尹1%
7.57% /
其他热损失
7∣8%
冷却水吸热/
吸热反应耗热可¾岁Q
炉渣物理热
5.10%
钢水物理热 62.85%
能量收入
能量支出
图5-5 15%铁水能量平衡收入及支出
5. 4. 1. 2 30%铁水(表5 -28、图 5-6 和表5 -29、图 5 -7)
表5-28 30%铁水物料平衡总表
|
___________收 入___________ |
__________主 出 | ||||
|
项目 |
质量/kg |
体积/Iirj |
项目 |
质量/kg |
体积/m3 |
|
废钢 |
7∞.00 |
金属 |
951.05 | ||
|
铁水 |
300.00 |
炉渣 |
57.71 | ||
|
焦炭- |
5.00 |
炉气 一 |
116. 79 |
82. 73 | |
|
电极 |
1.70 |
烟尘 |
30. 87 | ||
|
石灰 |
29.24 | ||||
|
炭粉 |
10. ∞ | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 一 |
5. 00 | ||||
|
氧气 |
60.48 |
42.24 | |||
|
空气 |
44. 75 |
34. 69 | |||
|
合计 |
1156. 42 |
76.93 |
合计 |
1156.42 |
82. 73 |
氧气 5.23%
炭粉 0.86%
石灰 2.53% 电极 0.15% 焦炭 0.43%
铁水 25.94%
物料收入
空气 3.87%
炉渣 4.99%
废钢 60.53%
炉片 烟尘
出放 /a% 心
金属 82.24%
物料支出
图5 -6 30%铁水物料平衡收入及支出
......................5.4不同原料配比下的物料平衡与热平衡理论计算・191 •
表5-29 30%铁水能■平衡总表
|
收入 |
kW∙h∕t |
比例/% |
支出 |
kW∙h∕t |
比例/% |
|
废钢 |
63. 62 |
9. 88 |
钢水物理热 |
385.06 |
59. 82 |
|
铁水化学热~ |
93. 62 |
14. 54 |
炉渣物理热 |
36. 22 |
5. 63 |
|
焦炭- |
16.67 |
2. 59 |
吸热反应耗热 |
24.42 |
3.79 |
|
炭粉 |
35. 89 |
5.57 |
冷却水吸热 |
79. 48 |
12. 35 |
|
电极 |
6. 52 |
1.01 |
"其他热损失~ |
44.00 |
6. 84 |
|
铁水物理热 |
1∞. 33 |
15. 59 |
炉气物理热 |
61.09 |
9. 49 |
|
成渣热 |
7. 48 |
1. 16 |
炉尘物理热 |
13.45 |
2.09 |
|
炉气二次燃烧 |
20. 33 |
3. 16 | |||
|
电能 |
299. 26 |
46. 49 | |||
|
合计 |
643.72 |
l∞.00 |
合计 |
643.72 |
100.00 |
废钢
9.88%
电能 46.49%
炉气二次燃烧热 3.16%
成渣热 1.16%
能量收人
铁水化学热 14.54%
炉气物理热 9%
其他热损失
7%
炉尘物理热 2%
焦炭 2.59%
炭粉 5.57%
电极 1.01%
铁水物理热 15.59%
冷却水吸热 12%
吸热反应耗热 4%
炉渣物理热 6%
能量支出
图5 -7 30%铁水能量平衡收入及支出
5.4.1. 3 45%铁水(表5 -30、图 5 -8 和表5 -31、图 5-9)
表5-30 45%铁水物料平衡总表
钢水物理热 59.82%
|
____________收 入 |
支_⅛ | ||||
|
项目 |
质量/kg |
体我"n? |
项目 |
质量/kg |
体抄n? |
|
废钢 |
550.00 |
金属 |
944.04 | ||
|
铁水 |
450.00 |
炉渣 |
65. 30 | ||
|
焦炭 |
5.00 |
炉气 |
144.26 |
102. 38 | |
|
电极 |
1.70 |
烟尘 |
30.64 | ||
|
石灰 |
34. 68 | ||||
|
炭粉 |
10.00 | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 1 |
5.00 | ||||
|
氧气 |
70. 13 |
48. 97 | |||
|
空气 |
57. 48 |
44. 56 | |||
|
合计 |
1184.24 |
93. 53 |
合计 |
1184.24 |
102. 38 |
• 192 ∙ 5电炉冶炼过程物料平衡与能量平衡
炉顶 0.02%
氧气
炭粉 0.84%
石灰 2.93%
焦炭 0.42%
电极 0.14%
废钢 46.44%
铁水 38()0%
物料收人
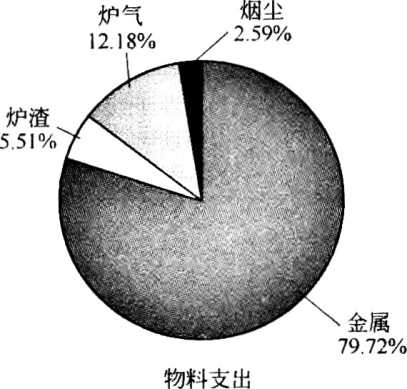
图5 -8 45%铁水物料平衡收入及支出
表5-31 45%铁水能量平衡表
|
收入 |
kW∙h∕t |
比例/% |
支出 |
kW∙h∕ι |
比例/% |
|
废钢 |
50. 36 |
7.46 |
钢水物理热 |
385.06 |
57. 03 |
|
铁水化学热 |
141.47 |
20. 95 |
炉渣物理热 |
41.28 |
6. 11 |
|
焦炭 |
16. 79 |
2.49 |
吸热反应耗热 |
36.02 |
5. 33 |
|
炭粉 |
36. 16 |
5. 36 |
冷却水吸热 |
79. 48 |
11.77 |
|
电极 |
6. 57 |
0.97 |
其他热损失 |
44.00 |
6. 52 |
|
铁水物理热 |
151.61 |
22. 45 |
炉气物理热 |
76. 02 |
11.26 |
|
成渣热 |
9.45 |
1.40 |
炉尘物理热 |
13. 35 |
1.98 |
|
炉气二次燃烧 |
20. 54 |
3.04 | |||
|
电能 |
242. 25 |
35. 88 | |||
|
合计 |
675. 20 |
100.00 |
合计 |
675. 21 |
100.00 |
废钢 7.46%
炉尘物理热
电能 35.88%
炉气二次燃烧热 3.04%
铁水化学热 20.95%
焦炭 2.49%
炭粉 5.36%
*沐H铁水物理热 成值热22.45%
1.40%
电极 0 97%
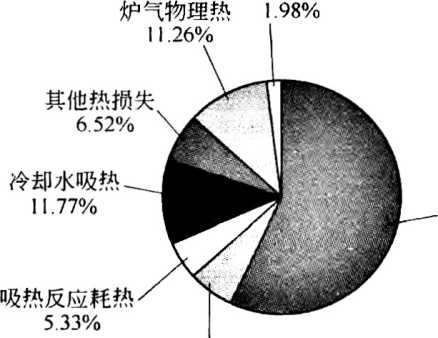
钢水物理热 57.03%
能量收入
炉渣物理热 6.!l%
能量支出
图5 -9 45%铁水能量平衡收入及支出
-—-~~—— ....-------5.4不同原料配比下的物料平衡与热平衡理论计算• 193 •
5.4. 1.4 60%铁水(表5-32、图 5 -10 和表5-33、图 5-11)
表5 -32 60%铁水物料平衡总表
|
收 入 ___ |
支 出 _________ | ||||
|
项石 |
质量/kg |
体积/m? |
项目 |
质量/kg |
体积/0? |
|
废钢 |
400.00 |
金属 |
937. 03 | ||
|
铁水 |
600.00 |
炉渣 |
72. 89 | ||
|
焦炭 |
5.00 |
炉气- |
171.72 |
122. 03 | |
|
电极 |
1.70 |
烟尘 |
30.42 | ||
|
石灰 |
40. 12 | ||||
|
炭粉 |
10. 00 | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 |
5. 00 | ||||
|
氧气 |
79. 78 |
55.71 | |||
|
空气 |
70.21 |
54.43 | |||
|
合计 |
1212.06 |
110. 14 |
合计 |
1212. 06 |
122. 03 |
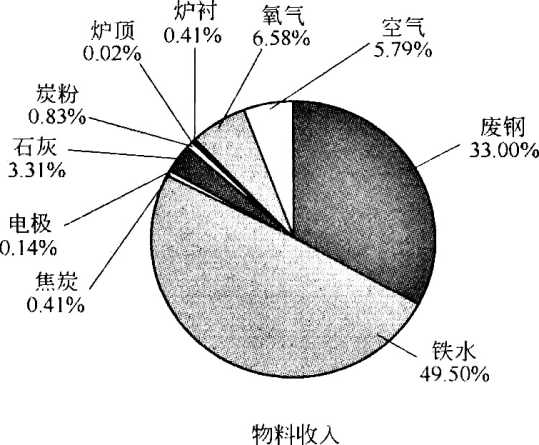
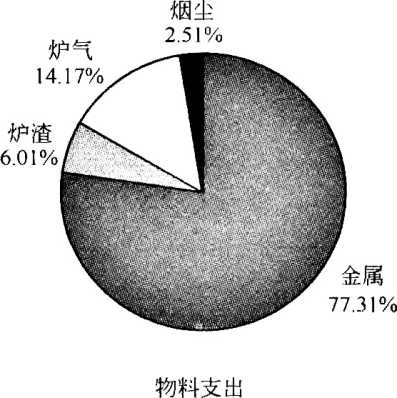
图5 -10 60%铁水物料平衡收入及支出
表5-33 60%铁水能量平衡表
|
收人 |
kW∙h∕t |
比例/% |
支出 |
kW∙h∕t |
比例/% |
|
废钢 |
36. 90 |
5.21 |
钢水物理热 |
385. 06 |
54. 45 |
|
铁水化学热 |
190.04 |
26. 87 |
炉渣物理热 |
46. 43 |
6. 57 |
|
焦炭 |
16. 92 |
2. 39 |
吸热反应耗热 |
47. 79 |
6.76 |
|
炭粉 |
36. 43 |
5. 15 |
冷却水吸热 |
79. 48 |
11.24 |
|
电极 |
6. 62 |
0.94 |
其他热损失 |
44.00 |
6. 22 |
|
铁水物理热 |
203. 66 |
28.8 |
炉气物理热 |
91. 17 |
12. 89 |
|
成渣热 |
11.48 |
1.62 |
炉尘物理热 |
13. 26 |
1.87 |
|
炉气二次燃烧 |
20. 76 |
2. 94 | |||
|
电能 |
184. 36 |
26.07 | |||
|
合计 |
707. 17 |
100.00 |
合计 |
707. 19 |
100.00 |
• 194 ∙ 5电炉冶炼过程物料平衡与能量平衡
废钢
炉尘物理热
5.21%
1.87%
炉气二次燃烧热
2.94%
成渣热 1.62%
炭冷牆翳-^^事
钢水物理热 54.45%
铁水物理热
电极
28.80%
0.94%
炉渣物理热 6.57%
能量收入
能量支出
图5 - 11 60%铁水能量平衡收入及支出
5.4.1.5 80%铁水(表5-34、图 5-12 和表5-35、图 5-13)
表5-34 80%铁水物料平衡总表
|
____________收 入 |
____________支 出 | ||||
|
项目 |
质量/kg |
体积/m3 |
项目 |
质量/kg |
体积/m3 |
|
废钢 |
200.00 |
金属 |
927. 67 | ||
|
铁水 |
8∞.00 |
炉渣 |
83.01 | ||
|
焦炭 |
5.00 |
炉气 |
208. 34 |
148. 23 | |
|
电极 |
1.70 |
烟尘 |
30. 11 | ||
|
石灰 |
47. 37 | ||||
|
炭粉 一 |
10.00 | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 |
5.∞ | ||||
|
氧气 |
92.64 |
64. 69 | |||
|
空气 |
87. 18 |
67. 58 | |||
|
合计 |
1249. 14 |
132. 27 |
合计 |
1249. 13 |
148. 23 |
炉顶
氧气
鳳7沁6 鶉
烟尘
炭粉
02% \ \ / 废钢 2.41%
^^^^6 蹤 ^^^^
0.02%
0.80%
石灰 3.79% 电极 0.14%
焦炭
0.40%
金属
74.27%
物料收入
物料支出
图5 -12 80%铁水物料平衡收入及支出
....................5.4不同原料配比下的物料平衡与热平衡理论计算∙195∙
表5 - 35 80%铁水能■平衡表
|
收入 |
kW∙h∕t |
比例/% |
支出 |
kW∙h∕t |
比例/% |
|
废钢 |
18. 63 |
2. 48 |
钢水物理热 |
385.06 |
51.30 |
|
铁水化学热 |
255. 95 |
34. 1 |
炉渣物理热 |
53.41 |
7. 12 |
|
焦炭 |
17.09 |
2. 28 |
吸热反应耗热 |
63.76 |
8. 50 |
|
炭粉 |
36. 80 |
4.9 |
冷却水吸热 |
79.48 |
10. 59 |
|
电极 |
6. 69 |
0. 89 |
其他热损失 |
44.00 |
5. 86 |
|
铁水物理热 |
274. 28 |
36. 54 |
炉气物理热 |
111.73 |
14. 89 |
|
成渣热 |
14. 29 |
1.90 |
炉尘物理热 |
13. 12 |
1.75 |
|
炉气二次燃烧 |
21.05 |
2.8 | |||
|
电能 |
105. 77 |
14.09 | |||
|
合计 |
750. 55 |
1∞.∞ |
合计 |
750. 56 |
100.00 |
电能 14.09%
废钢 2.48%
炉气二次燃烧热 2.80%
成渣热 1.90%
铁水物理热 36.54%
铁水化学热 34.10%
焦炭
2.28%
4.90%
电极
0.89%
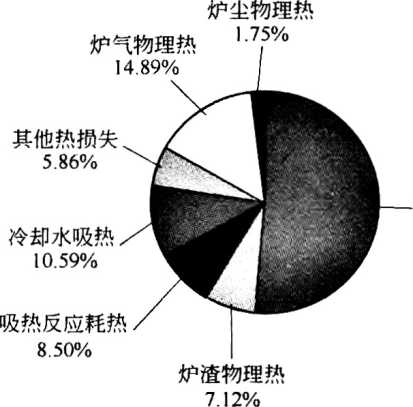
钢水物理热 51.30%
能量收入
能量支出
图5 - 13 80%铁水能量平衡收入及支出
5. 4. 1.6 不同铁水比下的对比
根据以上计算结果,表5 -36和图5 - 14示出不同铁水比下的金属收得率、总能量收入、电 耗及其他能耗对比。
表5-36不同铁水比技术经济指标对比
|
加铁水比 /% |
________金属收得率 |
总能量收入 ∕kW∙h |
能耗∕kW∙h | ||||||
|
废钢/kg |
铁水/kg |
钢水Zkg |
收得^/% |
渣 |
气 |
水 |
电 | ||
|
15 |
850 |
150 |
958. 07 |
95.81 |
612. 68 |
31.22 |
46. 38 |
79. 48 |
355. 40 |
|
30 |
700 |
3∞ |
951.06 |
95. 11 |
643. 72 |
36. 22 |
61.09 |
79. 48 |
299. 26 |
|
45 |
550 |
450 |
944.04 |
94.40 |
675.21 |
41.28 |
76.02 |
79. 48 |
242. 25 |
|
60 |
400 |
600 |
937. 03 |
93. 70 |
707. 18 |
46. 43 |
91. 17 |
79. 48 |
184. 36 |
|
80 |
2∞ |
800 |
927. 67 |
92.77 |
760. 58 |
53.41 |
111.73 |
79. 48 |
165. 77 |
• 196 ∙ 5电炉冶炼过程物料平衡与能量平衡
O
45
Oo Ooooooo O 5 0 5 0 5 0 5 4 3 3 2 2 I 1
L・q・Mw鹿⅛
15 30 45 60 80
铁水比/%
图5-14不同铁水比下电耗
铁水比增加,总能量收入增加,电耗减少,但炉气、熔渣、冷却水带走的热量增加,金属收得率降低。
5.4.2其他原料结构下的物料与能量平衡计算
按上述计算方式对全废钢、30%直接还原铁(70%废钢)、30%生铁(70%废钢)这几种原料结构 下的物料与能量平衡进行了计算,计算结果如表5 -37 ~表5 - 42所示,并作出图5 - 15 ~图5 - 20 以供参考。
表5-37全废钢物料平衡总表
|
收 入 |
___________支 出_____________ | ||||
|
项目 |
质量/kg |
体积/m3 |
项目 |
质量/kg |
体积/n? |
|
废钢 |
1000.00 |
金属 |
965. 08 | ||
|
焦炭 |
5.00 |
炉渣 |
42. 52 | ||
|
电极 |
1.70 |
炉气 |
61.86 |
43.44 | |
|
石灰 |
18. 37 |
烟尘 |
31.33 | ||
|
炭粉 |
10.00 | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 |
5.00 | ||||
|
氧气 |
41. 19 |
28.76 | |||
|
空气 |
19.29 |
14. 95 | |||
|
-合计 |
1100. 80 |
43.71 |
合计 |
1100. 79 |
43.44 |
炉顶 炉衬 氧气 0.02% 0.45% 3.74%
烟尘
炭粉0.91%
石灰1.67% 电极 0.15% 焦炭
0.45%
废钢 90.84%
物料收入
物料支出
图5-15全废钢物料平衡收入与支出
—— 5.4不同原料配比下的物料平衡与热平衡理论计算-197-表5-38全废钢能量平衡总表
|
收入 |
kW∙h∕t |
比例/% |
支出 |
kW∙h∕t |
比例/% |
|
废钢 |
89. 56 |
15. 39 |
钢水物理热 |
385.06 |
66. 15 |
|
焦炭 |
16.42 |
2. 82 |
炉渣物理热 |
28. 02 |
4.81 |
|
炭粉 |
35. 37 |
6. 08 |
冷却水吸热 |
79. 48 |
13. 65 |
|
电极 |
6.43 |
1. 1 |
其他热损失 |
44. ∞ |
7. 56 |
|
成渣热 |
3.7 |
0.64 |
炉气物理热 |
31.89 |
5. 48 |
|
炉气二次燃烧 |
19.91 |
3.42 |
炉尘物理热 |
13. 65 |
2. 35 |
|
电能 |
410. 72 |
70. 56 | |||
|
合计 |
582. 11 |
100.0 |
合计 |
582. 10 |
i∞.0 |
废钢
焦炭
炭粉
电能 70.56%
电极
1.10%
成渣热0.64%
能量收人
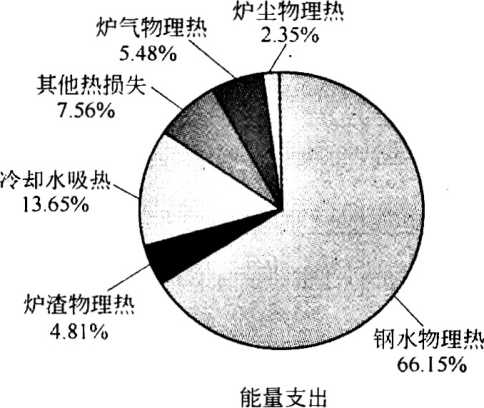
图5-16全废钢能量平衡收入与支出
表5 - 39 30%直接还原铁物料平衡总表
|
收 人 |
支 出 | ||||
|
项目 |
质量/kg |
体积/ m3 |
项目 |
质量/kg |
体积/m3 |
|
废钢 |
700.00 |
金属 |
948. 17 | ||
|
DRI |
300.00 |
炉渣 |
72. 19 | ||
|
焦炭 |
5.00 |
炉气 |
61.89 |
43.23 | |
|
电极 |
1.70 |
烟尘 |
30. 79 | ||
|
石灰 |
33.01 | ||||
|
炭粉 |
10.00 | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 |
5.00 | ||||
|
氧气 |
40. 23 |
28. 09 | |||
|
空气 |
17. 86 |
13. 84 | |||
|
合计 |
1113.05 |
41.93 |
合计 |
1113.04 |
43.23 |
• 198 ∙ 5电炉冶炼过程物料平衡与能量平衡
炭粉 0.90%
石灰297%
电极0.15%∙
焦炭
炉衬炉顶
0.45% 0.02% 氧气
3.61% 宀_ 空气
1 60%
0.45%
DRI 26.95%
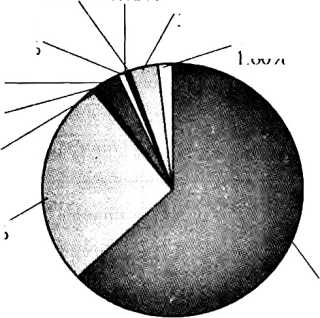
废钢 62 89%
烟尘
炉气 2.77%
5.56% /
炉渣
金属
85.19%
物料收入
物料支出
图5 -17 30%直接还原铁物料平衡收入及支出
表5-40 30%直接还原铁能量平衡表
|
收入 |
kW∙h∕t |
比例/% |
支出 |
kW∙h∕t |
比例/% |
|
废钢 |
63.81 |
10. 58 |
钢水物理热 |
385.06 |
63. 87 |
|
DRI |
16. 89 |
2.8 |
炉渣物理热 |
45.44 |
7.54 |
|
焦炭 |
16. 72 |
2.77 |
吸热反应耗热 |
3.04 |
0. 50 |
|
炭粉 |
36.00 |
5.97 |
冷却水吸热 |
79.48 |
13. 18 |
|
电极 |
6. 54 |
1.08 |
其他热损失 |
44.00 |
7. 30 |
|
成渣热 |
6. 33 |
1.05 |
炉气物理热 |
32.47 |
5. 39 |
|
炉气二次燃烧 |
20. 39 |
3. 38 |
炉尘物理热 |
13.42 |
2. 23 |
|
电能 |
436.24 |
72. 35 | |||
|
合计 |
602. 92 |
IOO |
合计 |
602.91 |
l∞.0 |
废钢 10.58%
电能 72.35%
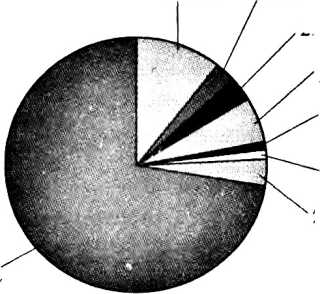
DRJ
2.80%
焦炭
2.77% 炭粉
5.97% 电极 1.08% 成渣热
1.05%
炉气二次燃烧热 3.38%
炉气物理热炉尘物理热
5.39%
2.23%
能量收入
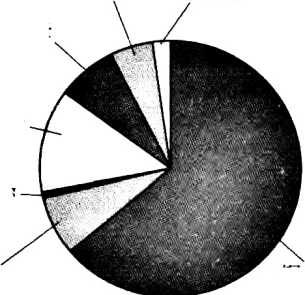
其他热损失 7.30%
冷却水吸热 13.18%
吸热反应耗热 0.50%
炉渣物理热 7.54%
钢水物理热 63.87%
能量支出
图5 -18 30%直接还原铁能量平衡收入及支出
....................5.4不同原料配比下的物料平衡与热平衡理论计算∙199∙
表5-41 30%生铁物料平衡总表
|
收 入 |
支 出 | ||||
|
项目 |
质量/kg |
体积/m3 • |
项目 |
质量/kg |
体税Zn? |
|
废钢 |
700.00 |
金属 |
952. 19 | ||
|
生铁 |
300. ∞ |
炉渣 |
58.97 | ||
|
铁水 |
0.∞ |
炉气 |
116.51 |
82. 50 | |
|
DRl |
0.00 |
烟尘 |
30.91 | ||
|
£7 |
5.∞ | ||||
|
电极 |
1.70 | ||||
|
石灰 |
32. 19 | ||||
|
炭粉 |
10.00 | ||||
|
炉顶 |
0. 25 | ||||
|
炉衬 |
5.00 | ||||
|
氧气 |
60. 15 |
42.01 | |||
|
空气 一 |
44. 28 |
34. 32 | |||
|
合计~ |
1158.57 |
76. 33 |
合计 |
1158.58 |
82. 50 |
炉顶 0.02%
炉衬 0.43%
氧气
5.19% 空气
石灰 2.78%
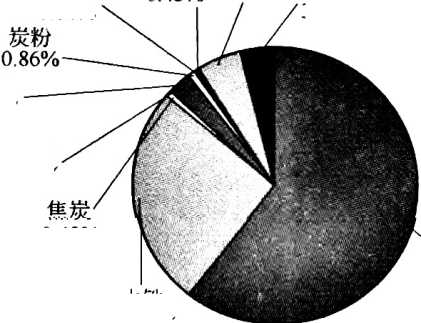
电极 0.15%
0.43%
生铁
25.89%
3.82%
炉渣 5.09%
炉气
烟尘 2.67%
物料收入
废钢 60.42%
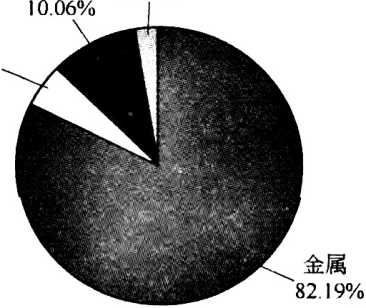
物料支出
图5 -19 30%生铁物料平衡收入及支出
表5-42 30%生铁能量平衡表
|
收人 |
kW∙h∕t |
比例/% |
支出 |
kW∙h∕t |
比例/% |
|
废钢 |
63. 54 |
9. 86 |
钢水物理热 |
385.06 |
59. 75 |
|
生铁 |
92. 36 |
14. 33 |
炉渣物理热 |
36. 96 |
5. 74 |
|
焦炭 |
16. 65 |
2. 58 |
其他热损失 |
44.00 |
6. 83 |
|
炭粉 |
35. 85 |
5. 56 |
炉气物理热 |
60. 87 |
9.45 |
|
电极 |
6. 52 |
1.03 |
炉尘物理热 |
13.47 |
2.09 |
|
成渣热 |
6.47 |
1.00 |
吸热反应耗热 |
24. 56 |
3.81 |
|
炉气二次燃烧 |
35. 80 |
5. 56 |
冷却水吸热 |
79.48 |
12. 33 |
|
电能 |
387. 22 |
60. 09 | |||
|
合计 |
644.41 |
1∞ |
合计 |
644.40 |
100.00 |
• 200 ∙ 5电炉冶炼过程物料平衡与能量平衡
废钢
冷却水吸热
/9.86% 冷却水吸热
吸热反应耗热 12.33%
麻5躋其他热损失
9.86%
钢水物理热 59.75%
炉气二次燃烧热 5.56%
能量收入
成渣热1.00%
5.74%
能量支出
图5 -20 30%生铁能量平衡收入及支出
5.5电炉炼钢冶炼过程供电
5.5.1交流供电与直流供电
直流电炉供电系统应当满足以下要求:
(1)能快速实现电压的调节,使得炉子负荷波动时尽量维持电流恒定;
(2)由于电炉经常处于短路状态,供电系统要有抗短路能力;
(3)对晶闸管和元件要进行专门的选择和测试,避免由此而带来的正常冶炼时间的损失;
(4)供电系统要有高的电效率;
(5)要满足对电网干扰的有关限制条件。
直流电炉一般由以下几部分组成:
(1)真空开关柜;
(2)电炉变压器;
(3)整流装置;
(4)直流电抗器;
(5)汇流排和电缆;
(6)滤波和功率补偿装置;
(7)检测和控制装置。
直流电炉与三相交流电炉相比,有下列优点:
(1)石墨电极消耗量减少1/2 ~2/3;
(2)熔炼单位电能消耗可下降3% -10%;
(3)直流电弧燃烧稳定,对前级电网造成的电压闪烁只是相同功率交流电炉的30% ~ 50%,不用动态补偿装置;
(4)噪声水平可降低10 ~ 15 dB;
(5)上部为单电极的直流电炉可以消除偏弧及炉壁热点,耐火材料消耗也减少;
(6)对钢液的搅拌力增强。
目前,我国直流电炉的开发也取得了一定进展,但数量不多,所以应加速我国直流电炉技术 的开发。相信直流电炉技术在我国电炉炼钢领域会有广阔的发展前景。目前国内在用的主要是
.....................--------------5.5电炉炼钢冶烁过程供电.201.
交流电炉,下面主要来介绍交流三相电炉。
5. 5.2电炉电气运行技术
超高功率电炉作为电炉发展的基本方向,为实现其高产、低耗、优质的目标,就必须具备快速 而准确的生产控制,全面而优化的综合管理。单凭经验或依据普通电炉的控制和管理方法,已不 能适应生产需要,而在生产过程控制中,电气运行是极为关键的技术。
电炉电气运行是电炉冶炼生产最基本的工艺之一,它关系到冶炼工艺、原料、电气、设备等诸 多方面的问题,直接影响电炉炼钢生产的各项技术经济指标。随着水冷炉壁、水冷炉盖尤其是泡 沫渣技术的出现和成功,使“高电压、低电流、长电弧、泡沫渣”操作有了可能,这类超高功率电炉 是20世纪80年代中期的先进技术。在这个时期,炉子容量进一步大型化,功率级别又有所提 高,炉子变压器容量达到了 70 MV-A以上,其运行特点是高功率因数操作,使变压器的能力较充 分地发挥。到了 90年代,电炉的容量进一步加大,炉子变压器容量达到了 IooMV∙A左右。
在炉子电气运行特点方面出现了高阻抗和变阻抗技术;另外,由于神经元网络技术的成功应 用,电炉的电气运行工作点的识别和控制有了很大改善。这一时期的电炉电气运行采用"更高 电压、更小电流、更长电弧”的操作制度。
冶炼一炉钢首先要确定需要多少能量,以电能为主要能源的电炉炼钢首先要保证安全、稳定 的提供电能。电炉是用电大户W相电炉变压器的容量可达几十兆伏安,且所需功率数值在炉子 工作期间急剧地大幅度波动。这就有一个怎样提供电能的供电曲线问题。
在制定工艺制度时,要考虑变压器容量、变压器的利用系数、对电网的干扰(闪变、谐波)、功 率因数等电气问题,这关系到冶炼时间、冶炼反应、出钢温度等工艺基本问题。采取合理的供电 曲线不但可保证工艺的顺行,还可缩短冶炼时间、降低吨钢电耗、减少对电网干扰。
5. 5. 2.1 高阻抗电炉的主电路
高阻抗电炉主电路与传统电炉主电路的主要区别在于前者的主电路中串联一台很大的电抗 器。它能使电弧连续稳定地燃烧、电弧电压提高、电弧电流减小、电弧功率加大、电效率提高、谐
波发生量及对供电电网的冲击减小。
由于高阻抗电炉的工作电流小,所以其短网的截面积小,这也是高 阻抗电炉的优越性。
在高阻抗电炉中,采用高电压、低电流、长电弧作业时,选择合适的 功率因数,并有合适的系统电抗以达到稳定操作是至关重要的。在大多 数情况下,必须采用电抗器与电炉变压器串联。带有固定电抗器的高阻 抗电炉主电路图如图5 -21所示。
这种高阻抗电炉的设计特点如下:
(1)因电抗器电感的储能效应和高起弧电压的动态特性所获得的 稳定起弧条件,导致高功率输入;
(2)短路电流较小,当废钢塌陷时,电极、电极臂和电缆上的电流较 小,因此,电极断裂的危险性较小,机械磨损也少;
(3)电极电流波动小,因而对电网的干扰也小;
(4)电抗器线圈常常制作成抽头式,以便根据不同工艺需要改变电 抗值;
(5)当电抗器串联连接于电路中时,电抗器的感抗相对值可按下式 计算:
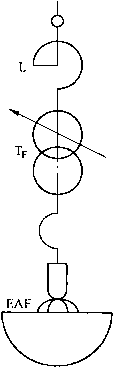
图5-21带固定 电抗器的主电路
• 202 ∙ 5电炉冶炼过程物料平衡与能量平衡
XK=竺 XIO0% (5-1)
式中Ok■——电抗器的额定容量,kvar;
Se—-电炉变压器额定容量,kV∙A。
(6)串联电抗器和变压器一样,都是在重负荷情况下运行,因此,对其热稳定性和机械强度 要求较高;
(7)对现有电炉变压器及短网系统稍加改进,即可实现高阻抗化。
折合到变压器二次侧的系统总电抗对电炉操作过程的影响可以用下列关系式表示(这里假 设有强有力的三相平衡供电电网):
|
有功功率 |
P = ∙^3UIcosφ |
(5-2) |
|
或 |
P = 3/2,([///) 2 - χ2 |
(5-3) |
|
功率因数 |
cosφ = Λ√1∕(Λ2 + J2) |
(5-4) |
|
电极电流 |
/ = /SeSinp∕3X |
(5-5) |
|
电弧电压 |
UarC = (X/tanp - R) λ/Ptanφ∕3X |
(5-6) |
|
电弧功率 |
Parc = 3 {/,re/ |
(5-7) |
式中U—变压器二次电压;
UarC...电弧电压;
/--电极电流;
X——折合到变压器二次侧的系统总电抗;
A--折合到变压器二次侧的系统总电阻;
P——有功功率;
φ..相位角。
由式(5-5)可明显看出,对于同样的功率和功率因数,提高电抗就可以降低电极电流。
以实例说明,实例A为典型的传统电炉设计,而实例B则是设计成较高的电抗和低电流操 作,电弧功率与实例A相同,其电极电流只有50 kA,而实例A为65 kA。实例C则是完全按照高 阻抗电炉设计的,其二次电压高达IIooV,系统运行总电抗为& 2 mC,电极电流为50 kA,损失功 率很小,只有2 ~3 MW,电效率非常高。短路电流小,只有93 kA,短路电流倍数仅为1.86倍。其 优点是对电网的冲击减小,使电弧更加稳定。
这3台炉子的负荷特性(有功功率、功率因数、电弧功率)分别如图5 -22和图5 -23所示。
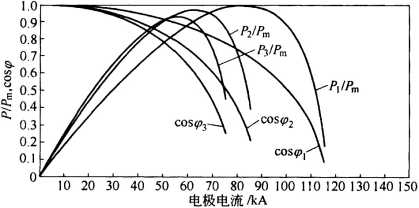
图5-22有功功率Ρ、功率因数CoSe与电极电流之间关系 (Prn为最大有功功率)
1-实例A;2—实例B;3—实例C
5. 5电炉炼钢冶炼过程供电• 203 •
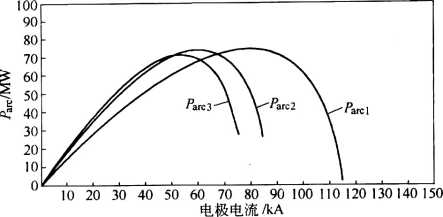
图5 -23在不同系统电抗时电弧功率与电极电流之间关系 I—实例A;2-实例B;3—实例C
5. 5. 2. 2 主电路的过电压保护措施
真空断路器的操作过电压是由于电路中存在着电感、电容 等储能元件,在开关操作瞬间放出能量,在电路中产生电磁振荡 而出现的过电压。在电感性负载电路中,真空断路器的分断操 作会产生严重的高频振荡波形。曾测到过的最高值约为电源峰 值的4. 5倍。高阻抗电炉变压器原方串联一个很大的电抗器, 其电感值非常大,因而产生的分断过电压非常高,已运行的高阻 抗电炉现场也确实证明了这一点,因此,必须采取特别有效的过 电压保护措施。
常用的过电压保护措施一般采用避雷器保护。用氧化锌避 雷器截止操作过电压也有不同方案,效果最好的是三相组合式 氧化锌避雷器,如图5 -24所示。
5.5.3供电曲线
图5-24三相组合式 金属氧化物避雷器
供电曲线是一个冶炼炉次中,向电炉内供电的功率、电压、电流与时间的关系曲线。制定交 流电炉供电曲线的总的目标是快节奏、低成本地冶炼出每炉钢水;制定的供电曲线要能够安全、 稳定运行,同时兼顾生产节奏,即保证电炉变压器承受的视在功率不过载,电弧稳定高效燃烧,电 压有载开关切换次数尽可能少,对生产节奏的冲击要小。
炉料的熔化和供电制度:装好炉料,合上炉盖后,即降下电极到炉料面近处,接通主电路开 关,将电极调节系统的转换开关放到自动控制位置,以次高级电压通电起弧。约5 ~ 10 min,电弧 伸入炉料熔成的"小井”后,改用最高电压,达到输入变压器的最大有效功率,加速熔化炉料。电 极随"小井"底部的熔化而逐渐下降,直到电弧触到钢液,然后电极又随钢液面的升高而上提。 当大部分炉料熔化时,电弧就完全暴露在熔池面上,这时,为减少电弧对炉顶的强烈辐射,要改用 较低电压,直到炉料完全熔化。炉子输入能量的制度,随炉子的容量、冶炼钢种和冶炼工艺而 不同。
超高功率电炉炼钢普遍采用大容量变压器供电,区别于以前的小容量变压器。现在变压器 容量一般在几十兆伏安,档位超过10档,供电电压范围从150 V左右到1500 V左右,电压的调节 区别于以前的调压方式,普遍采用有载调压,不需要停电可以直接调节变压器的档位,从而改变 变压器的输出电压。
在电炉冶炼过程中,起弧阶段采用低电压送电,一般在形成"井”以后再用高电压冶炼。在
• 204 • 5电炉冶炼过程物料平衡与能量平衡----------------------------- 最后的调温阶段,采用低档位小功率冶炼。
5. 5. 3. 1制定电炉供电曲线需考虑的因素
制定电炉供电曲线需考虑炉子的容量、变压器的容量、冶炼工艺等实际条件,根据不同的原 料结构和生产要求制定不同的供电曲线。一般来说,制定供电曲线主要从以下几个方面来考虑。
一是能量匹配。供电曲线要保证电炉冶炼时炉内金属在不同阶段熔化、升温时所必须的能 量。例如在加铁水的情况下,铁水带进来的显热和化学能相当显著,此时电炉供电并不追求输入 功率的最大化,应该通过核算来确定输入的合适能量。
二是能量的有效利用。针对冶炼不同阶段特点把握有利的加热条件、选定合理的电压、电 流。在起弧阶段,电弧在炉料上面敞开燃烧,一般以功率较低的低电压、低电流操作。在主熔化 期中,电弧几乎完全被炉料所覆盖,此时电弧与炉料间传热条件最好,可用长弧满功率工作。在 精炼升温期,废钢熔清后,熔池面趋于平滑,电弧是"敞开燃烧”状态。此时一般吹入炭粉造泡沫 渣。这一时期应根据泡沫渣状况调节电压及电流,控制电弧形态,以达到使熔池快速升温和减轻 炉衬热负荷的双重目的。
三是在熔化废钢时,采用低电压和短弧操作进行"穿井”接着把电弧逐步拉长,以加宽废钢 "穿井”且保护电极。当那一电压级对应的最大功率到达后,变压器切换到更高的电压并采用短 弧操作,使功率更大。对每一电压级重复这一程序直到达最大功率。为防止废钢塌下时损坏电 极且避免电极消耗过快,常将电弧设定得比最大功率所需的弧长长一些。当炉子顶部的废钢熔 掉后,此过程也随之反过来,对应每一电压级,电弧逐步变短至到达最小弧长,然后变压器切换到 较小的功率和电压级。这是制订供电曲线的重要准则。
5. 5. 3. 2典型的电炉供电曲线
安钢集团的IOOt电炉(留钢留渣、热装35%铁水)一般有功功率供电曲线见图5 -25。采 用低功率起弧、高功率“穿井”,熔池形成后最大功率供电,钢水升温速度较快,在操作上采 取熔化期和氧化期结合方式,做好低温脱磷,氧化末期泡沫渣效果差,可降低有功功率 输入。
Oooo 5 4 3 2 MWZMmmM
O
供电有功功率单个烧嘴油流量
≡s∙an<lfLI sπs≡^⅛r S

4 ɪθ 14 16 20 30 37
时间∕min
L.j⅛^i^÷> Ooo Ooo 3 2 1 5
图5-25安钢集团的IOOt电炉一般有功功率供电曲线 (留钢留渣、热装35%铁水)
安钢集团的IOOt电炉(留钢留渣、100%冷料)一般有功功率供电曲线见图5 -26。
5.5电炉炼钢冶炼过程供电• 205 •
50505050 5 44332211
AUN/阶谷f⅛⅛
供电有功功率
S⅛I5⅛-S□^≡.⅛⅛

单个烧嘴油流量

O 5 40 30
60
5 图
出钢
7.WW1宀坦督翌÷-<
时间∕min
26安钢集团的100 t电炉一般有功功率供电曲线 (留钢留渣JOO%冷料)
5. 5. 3. 3 电炉供电曲线的优化
供电曲线是否合理,直接影响电炉的生产率及冶炼电耗。在生产运行过程中,对入炉料及不 同的铁水配比进行跟踪测试表明,炉料结构和生产操作的变化对供电曲线的要求是有显著差异 的,供电曲线必须随冶炼工艺、装料制度变化而不断优化,应根据电路电气特性曲线修改供电曲 线,保证电弧稳定的同时充分利用电弧功率。
兑铁水量正常情况下,由于采用留钢留渣操作,一兑铁水,泡沫渣很快形成埋住电弧,便可采 用高功率送电操作;兑铁水量过大时,初期应采用低电压级数送电,以避免升温过快,造成后期所 谓的"返干",造不起泡沫渣,脱磷困难,甚至发生回磷。
全冷料炉次,由于竖炉的偏料现象,前期"穿井”阶段应采用低电压级数,缩短电弧,减少热 辐射,随着熔化的进行,逐步增大功率。但在熔化后期塌料阶段,采用长弧操作,避免塌料砸断电 极。其余阶段大电压、大电流、高功率供电,最大限度地增加电能输入。
开新炉操作时,全程低电压、小功率送电,保证烘炉效果。
5. 5.4辅助能源输入控制
5. 5. 4. 1 氧燃助疎控制
在炉料熔化期,为了加速熔化,降低电耗,一般配氧气-燃料助熔系统与电弧同时熔化炉料, 氧燃烧嘴数量按照炉容量大小配置。这是降低电耗的一项重要措施,还可以弥补电炉变压器容 量的不足。所用燃料可以是燃料油、天然气、焦油、废油、煤粉等。氧气—燃料助熔的控制视所用 燃料不同有不同的控制方式。
5. 5. 4. 2 吹氧和氧枪控制
电弧炉炼钢用氧有两个目的:一是助熔,以节约电能;二是脱碳,以缩短冶炼周期。吹氧不仅 影响到电极和耐火材料的消耗,而且在精炼期还会影响到钢液化学成分和温度预测的准确性,因 此,必须得到有效的控制。目前,向电弧炉内吹氧有自耗式氧枪(钢管)和水冷式氧枪两种,吹氧 量根据熔池钢水温度和碳含量由计算机或人工设定后,给出吹氧信号使氧气切断阀打开,由压力 和流量调节阀按照设定值吹氧。如果是水冷式氧枪,还应该有冷却水的流量、压力、进出水水温 控制,也可以对进出水水温差值进行控制。
• 206 ∙ 5电炉冶炼过程物料平衡与能量平衡-------
5.6电炉炼钢冶炼过程物理热与化学热的利用
5. 6.1电炉炼钢冶炼过程的铁水热装
5. 6.1.1电炉热装铁水工艺的发展
20世纪60~70年代,部分国家钢铁联合企业在拆除平炉时,利用大型电炉代替,因而有条 件部分采用高炉铁水作为电炉炼钢原料,如美国阿姆科公司休斯敦厂有一座日产生铁2500 t高 炉,将平炉拆除后,利用原炼钢厂房建设4台175 t电炉(每台电炉变压器容量为44000 kV ∙ A), 以40%热铁水加废钢为原料,炉侧用天然气和氧气混吹,吨钢电耗降至275 kW ∙ ho
较早从经济角度考虑电炉热装铁水炼钢的是南非伊斯科公司的比勒陀利亚厂和范德拜帕克 厂,另外日本的室兰钢厂、大和钢厂、比利时的Cockerill厂也在铁水热装技术方面积累了丰富的 经验。表5 -43为一部分国外已投产或在建的铁水热装电炉情况。
表5-43部分国外已投产或在建的铁水热装电炉情况
|
厂家 |
投产年份 |
出钢量/t |
变压器容量/MW |
炉子形式 |
铁水比/% |
制造厂商 |
|
Unimetal |
1994 |
150 |
150 |
DC双壳 |
25 |
Clcim |
|
CockeriIl |
1996 |
140 ~ |
100 |
-DC竖炉 |
35 |
Fuchs |
|
Dofasco |
1996 |
165 |
134 |
-AC双壳 |
30 |
Fuchs |
|
Nippon Deom |
1996 |
180 |
~99 |
-AC双壳 |
0-7 |
MDH |
|
SakIamha |
1998 |
170 |
115 |
~ACXX⅜ |
38 |
MDH |
|
Severotal |
1998 |
120 |
85 |
AC竖炉- |
40 |
Fuchs |
近年来由于我国废钢资源的短缺,同时用户对钢质量要求不断提高,各电炉钢厂寻求扩大原 料资源,有些电炉厂则配加部分DRI、HBI,借以稀释电炉炉料中有害微量元素(如As、Sn、Pb、Cu、 Sb、Cu、Ni等),从而提高钢的质量,满足用户需求。然而直接还原铁生产和技术在我国还处于较 低水平,产量较少,进口直接还原铁也难以满足国内的需求,部分冶金企业开始使用热装铁水。 电炉热装铁水已成为各电炉钢铁企业所关注的问题。
安钢从1993年开始采用加部分铁水操作,1995年该技术通过省级鉴定。
5. 6. 1. 2 铁水加入方式
根据电炉厂的车间具体情况,铁水热装有多种方式,每种方式有不同的优缺点。目前国内铁 水加入方式主要有以下几种:
(1)旋开炉盖,用天车吊铁水包,从炉顶加入。
(2)使用专用的铁水车,通过铁水溜槽,从炉门加入铁水。
图5-27炉顶铁水加人方式(侧视图)
(3)从炉壁开孔,设计专用铁水加入通道。
(4)在电炉EBT区上部设置加铁水漏斗,由铁水包 倾翻架控制,加入铁水。
(5)在水冷炉顶开孔,设置加料漏斗,加入铁水。
A炉顶加入方式
在电炉加铁水工艺使用初期,工艺尚处于摸索状 态,没有专用的设备,大量电炉炼钢厂采用旋开炉盖,直 接加入铁水的方式。现阶段,为了节约设备投资,多数 企业采用此种铁水加入方式。
旋开炉盖,由炉顶加入铁水如图5-27所示。这种
...5.6电炉炼钢冶烁过程物理热与化学热的利用。207∙
工艺方式的优点有:
(1)设备投资少,不需要对原有电炉进行改造;
(2 )铁水加入速度可控范围大,能以较快的速度加入铁水。
这种简单的铁水加入方式存在不足:
(1)铁水加入过程中,炉盖旋开,无法进行通电冶炼,增加了非通电时间,降低生产效率;
(2)电炉留钢留渣操作,冶炼结束熔池内氧化性严重,随着铁水的加入,碳氧反应剧烈,产生 大量泡沫渣,容易引发大沸腾,甚至会使铁水、炉渣涌出炉体,造成安全事故。
(3)随着炉盖的打开,炉体内部完全敞开,造成热量散失严重。
(4)占用天车,影响其他操作。
江苏淮钢和南钢使用此种方法。淮钢在其70 t超高功率电炉上(实际出钢量为80 t),废钢 分两篮装入。热装铁水方法是:铁水包从炼铁车间运抵电炉车间后,在第一篮料穿井后停电,旋 开炉盖,用天车吊起铁水包直接从炉顶倒入铁水。
B铁水车加入方式
该工艺使用专用铁水加入车,沿固定轨道运行。 Il II Il
铁水溜槽伸入炉门,将铁水车倾翻,铁水沿铁水溜槽 LlI Ul L^
进入炉体内,如图5 - 28所示。 ⅛-----------?
该工艺的优点有: —— L j
(1)不需要对电炉进行改造; yζπy
(2)根据炉内情况,控制铁水的加入速度,能避免 J^^ 一
发生大沸腾; --
(3)自动化、机械化程度高,能实现无人操作,改 图5-28铁水车铁水加入方式(侧视图) 善工人操作环境。
但是这种工艺也存在不足:
(1)炉前设备拥挤,与炉门枪相互冲突,不利于吹氧快速冶炼;
(2)遮挡炉门视线,无法观察炉内情况;
(3)铁水溜槽、出渣口容易结渣结瘤,清理困难,影响下炉操作;
(4)废钢也可能会堵住炉门或炉门积渣太多,因而只能在清理渣后,即冶炼一段时间后才能 开始加入铁水,影响了电炉的生产节奏。
天津钢管公司150 t电炉采用这种铁水加入方式。新疆八钢70tDC电炉也采用此法,在第一 批料入炉后立即兑入铁水,为此要求炉门附近尽可能加轻薄废钢,并减少炉门的布料量,以控制 兌铁水时的飞溅。
C从炉壁开孔,设计专用铁水加入通道
图5-29炉壁开孔铁水 加入方式(顶视图)
不少电炉炼钢厂对电炉进行改造,在炉壁开孔,留有铁 水加入专用通道,用天车由铁水漏斗注入铁水,如图5 -29 所示。此种方法完全克服了铁水从炉顶或炉门加入的缺 点,是电炉兑铁水的较为理想的方法。根据不同钢厂的空 间情况不同,开孔位置也不尽相同,主要有两种方式:一种 为在炉门口旁边炉壁开孔,另一种为在出钢口旁边炉壁 开孔。
部分企业电炉炼钢厂选择这种方式,其优势为: (1)铁水加入速度适中;
• 208 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
(2)炉门枪使用不受限制,提高生产节奏;
(3)不影响炉门观察炉内情况,有利于控制冶炼。
其存在不足为:
(1)用天车吊装铁水,倾斜倒入漏斗,对天车的操作要求较高,容易发生事故。
(2)装入过程铁花飞溅严重,对水冷电缆、电极有影响,应注意保护。如铁水加入口设在炉 门口旁边,铁水加入过程中铁花飞溅,影响炉前人工操作。
(3)铁水通道没有水冷,寿命相对缩短。
(4)铁水通道的冷渣铁清理困难。
较前两种方式需要较大的固定投资,已建成的电炉车间改用此法可能会受到场地的限制。 安钢100 t烟道竖炉电炉设计为炉后铁水连续经固定溜槽加入,加入速度为5 t/min。
沙钢润忠公司装有一台FUCHS公司制造的90 t竖炉,原设计为100%废钢料,第一批料直接加 入炉内,其余废钢料从竖井加入炉内,3篮加料,废钢预热率不到50% ,冶炼周期为58 min,年产量 65万to为了实现热装铁水,该公司对90 t竖炉进行了改造,在电炉炉后壳体加一固定铁水流槽,设 置一专用兑铁水装置,由回转机构、倾翻系统和称重系统组成。铁水包用天车吊放在此装置上后旋 转,对准固定铁水流槽,倾翻,铁水经固定流槽进入电炉,铁水包的倾翻动作通过PLC自动控制,在 铁水初加入时为避免产生激烈反应,速度较低,逐步增加至约5 t∕min,整个过程持续约12 mino
D EBT区上部铁水加入方式
大冶东方钢铁厂、常州龙翔炼钢厂,在EBT区域上部,接近出钢口设置加料位,由铁水倾翻 装置将铁水倒入铁水漏斗,如图5 - 30所示。
这种铁水加入方式有它特有的优势:
(1)设备简单,占地面积小,不停电加铁水,不影响冶炼;
(2)自动化程度高,控制简单;
(3)有利于降低EBT区冷区效应,加快废钢熔化;
不足之处为:
(1)铁水直接冲击EBT区域,造成EBT区域耐火材料寿命降低;
(2)占用EBT区域,不利于堵出钢口;
E炉顶铁水加入改进方式
在电炉水冷炉盖开孔,由天车将铁水直接加入铁水,如图5-31所示。这种铁水加入方式是 对最初的旋开炉盖加入铁水方式的改进,目前仅限于试验阶段。
图5 -30 EBT区上部铁水加入方式(侧视图)
图5-31炉顶铁水加入改进方式
..............----------5.6电炉炼钢冶烁过程物理热与化学热的利用∙209∙
这种方式避免了原有的不少缺点:
(1)加入铁水过程不影响电极供电,保持冶炼的连贯性;
(2)不用旋开炉盖,降低了热量的散失;
(3)铁水加入过程比较平缓,减少了大沸腾的发生;
不足之处为:
(1)铁水加入过程中铁花飞溅,水冷电缆和电极存在安全隐患;
(2)由天车控制加入铁水,准确率较低,危险性大;
铁水加入方式是由各个电炉炼钢厂,根据企业的实际情况,制定出来的,尚没有统一的 工艺流程可以参照,各自存在一定的优势,也存在不足,需在生产实践中不断加以改进并不 断完善。
5. 6.1. 3 最佳铁水比的确定
A影响铁水加入量的约束条件
高铁水比原料条件下,要保证电炉冶炼节奏,必须提高电炉的供氧强度。电炉的供氧强 度提高后,需考虑因此带来对电炉冶炼工艺及设备的影响:如化学能增加带来的供电供氧的 配合、烟气量增加带来的除尘要求、供氧量增加带来的氧气管道阻损力增加、电炉热负荷增加 等问题。
电炉炼钢的能量来源由电能及化学能组成。如何分配不同冶炼阶段电能和化学能的输入 量,应根据模型计算进行判断。但受检测条件的限制,对冶炼节奏、终点的控制精度不高,通常是 依靠经验进行操作,这样难以提高供电及用氧效率。
a热装铁水比例与电炉除尘能力的关系
随着电炉热装铁水比例的提高,供氧强度随之提高,经过激烈的化学反应和熔池搅拌,电炉 炉气量和炉尘量大量增加。在提高电炉热装铁水比例的同时,必须充分考虑现阶段除尘系统的 能力,以免超出系统的设计能力,造成难以弥补的环境问题。
比如:安阳IOO t竖式电炉的除尘采用竖井直排烟设计,排烟量(标态)为10 X IO4 r∏3/h,屋顶 罩2 x64 x 104 πl3/h(含LF炉烟气除尘)。如按80%铁水、最大脱碳速度O. 10%/min计算,考虑 到竖井的抽气能力,炉内产生的烟气量(标态)为4. 67 X IO4 m3/h,如按高温1400七的烟气计算,烟 气量达到22 X IO4 m3∕h以上。采用竖井直排烟的除尘能力(10 X IO4 m3/h),竖井烟气除尘能力已 不能满足新工艺。现考虑多余12 X IO4 m3∕h烟气估计(80%铁水,脱碳速度O. 10%/min),高温 卷吸周围空气按5倍计算,总气量估计在60 X IO4 m3∕ho现厂房有2 X 64 X IO4 m3/h(标态)的除 尘能力,基本满足要求。但要保证除尘质量,需保证布袋完好。
b热装铁水比与冶炼电耗的关系
对某电炉进行供氧能力改造,由图5 - 32可知,吨钢电耗随着铁水热装比下降的趋势比改造 前效果明显,吨钢电耗比改造前平均低了 25 kW∙h。这说明,较强的供氧能力能够实现较高的热 装铁水比,进而能得到较低的冶炼电耗。
c热装铁水比与吨钢氧耗的关系
图5-33可以看出,与全废钢相比,随着热装铁水比增加至30% ,吨钢氧耗下降。全废钢冶 炼时,氧气在炉中的行为较为复杂,在冶炼前期由于形成的熔池较小,氧气的利用率低;而兑入铁 水后,加上炉内原有的留钢、留渣为炉内提前吹氧创造了条件,氧气的利用率提高,泡沫渣形成较 早,废钢熔化加快。因此,当铁水加入比例小于30%时,随着热装铁水比的增加,吨钢氧耗不升 反降,这是加铁水促使泡沫渣形成、氧的利用率提高所产生的结果。
• 210 ∙ 5电炉冶炼过程物料平衡与能量平衡
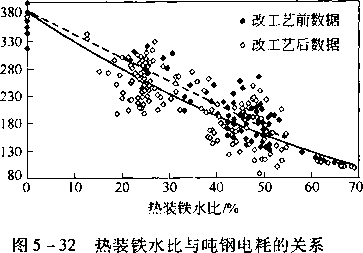
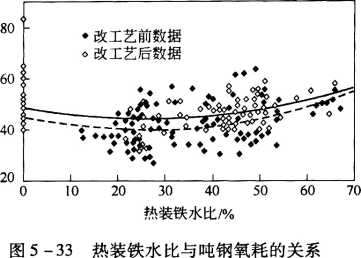
但当热装铁水比超过30%时,氧耗开始上升。其原因在于铁水量增大后,钢中碳含量增 加,供氧强度成为限制因素,提高供氧强度将加速脱碳反应的进行。由图5 - 33可知,使改进 供氧系统后,吨钢氧耗有提高。考虑到电耗等指标,采用化学能置换电能从降低成本考虑是
可取的
d热装铁水比与冶炼周期的关系
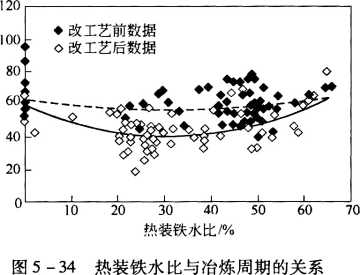
提高电炉的供氧能力后,电炉冶炼周期 有了很大缩短,如图5-34所示。在热装铁 水比例小于30%时,随着热装铁水比例的提 高,电炉冶炼周期缩短明显,这是因为随着电 炉热装铁水比例的提高,入炉的铁水物理热 和化学能增加,它们在强化供氧的作用下,提 高了电炉的能量输入强度,缩短了冶炼周期; 热装铁水比例高于30%后,铁水带来的碳、 硅、磷等元素超过了供氧系统供氧能力,电炉 冶炼周期反而逐渐延长,熔池脱碳成为影响 冶炼节奏的关键因素。
B铁水合理加入比计算
影响电炉合理热装铁水比例的条件比较多,我们这里从冶炼成本、冶炼节奏等角度进行计 算。其中并未考虑不同铁水比例造成的其他成本的改变。
实际生产过程中,电炉合理的铁水加入量与电弧炉的实际工艺参数密切相关,这里我们假设 两种供电及供氧强度,分别对其不同铁水加入量进行计算,判断合理的铁水加入量。电炉设备及 冶炼参数如表5-44所示。
表5-44冶炼工艺参数设定
|
参数 |
炉况1号 |
炉况2号 |
|
变压器容量/MW |
100 |
100 |
|
炉容量/t |
150 |
150 |
|
电极直径/m |
0.65 |
0. 65 |
|
电极电流/kA |
62 |
62 |
..5.6电炉炼钢冶炼过程物理热与化学热的利用∙211∙
续表5 -44
|
参数 |
炉况1号 |
炉况2号________ |
|
电能输入吨钢功率/kW∙t-1 |
400 |
350 |
|
氧气输入强度/n? ∙ min - ∙t ~ |
1.2 |
1.3 |
注:1.电能输入吨钢功率为电炉有用功平均最高强度,即在全功率通电时能长时间保持的有用功功率与电炉内钢 水量的比值。
2.氧气输入强度为电炉冶炼全程总供氧量与冶炼时间的比值,是在电炉安全运行的情况下,平均吨钢单位时间 的氧气通入量。它与供氧设备有重要关系,也是操作水平的重要体现。
通过物料平衡计算,得出不同入炉铁水比例下,吨金属料冶炼的各项原料消耗和能量消耗
(含铁水的物理及化学热)如表5 -45所示。
表5-45不同铁水比下吨金属料冶炼原料消耗与能■消耗
|
铁水比/% |
氧气/m3 |
石灰/kg |
炭粉/kg |
电极/kg |
电耗∕kW∙h |
总能耗/kW∙h |
|
全废钢 |
28. 76 |
18. 37 |
5 |
1.7 |
410. 72 |
582. 10 |
|
15 |
35. 50 |
23. 81 |
5 |
1.7 |
355.41 |
612. 68 |
|
30 |
42. 24 |
29.24 |
5 |
1.7 |
299. 26 |
643.72 |
|
45 |
48. 97 |
34. 68 |
5 |
1.7 |
242. 25 |
675. 21 |
|
60 |
55.71 |
40. 12 |
5 |
1.7 |
184. 36 |
707. 18 |
|
80 |
64. 69 |
47. 37 |
5 |
1.7 |
105. 77 |
750. 56 |
以物料平衡与热平衡为基础,根据不同铁水比例条件下的氧气消耗与电能消耗,分别得出电 炉电能输入与氧气输入的时间。
按照不同电炉炉况,计算结果如表5 -46所示,表示为图5 -35和图5 -36。
表5-46冶炼时间
|
铁水比/% |
____________炉况1号____________ |
炉况2号 | ||||
|
电炉供电时间 ∕min |
电炉吹氧时间 /mɪn |
预计冶炼时间 /mɪn |
电炉供电时间 / min |
电炉吹氧时间 ∕min |
预计冶炼时间 / min | |
|
0 |
61.61 |
23.97 |
61.61 |
70.41 |
22. 12 |
70.41 |
|
15 |
53.3 |
29. 58 |
53.3 |
60.91 |
27.31 |
60.91 |
|
30 |
44.89 |
35.2 |
44. 89 |
51.30 |
32. 49 |
51.30 |
|
45 |
36. 34 |
40.81 |
40.81 |
41.53 |
37. 67 |
41.53 |
|
60 |
27. 65 |
46.43 |
46.43 |
31.6 |
42. 85 |
42. 85 |
|
80 |
15. 87 |
53.91 |
53.91 |
18. 13 |
49. 76 |
49. 76 |
注:预计冶炼时间是冶炼必须的时间,实际电炉炼钢生产中,因为受到额外因素的影响,预计冶炼时间大于基本冶炼 时间C
• 212 ∙ 5电炉冶炼过程物料平衡与能量平衡
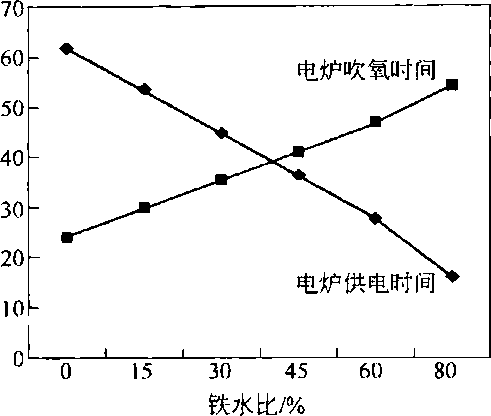
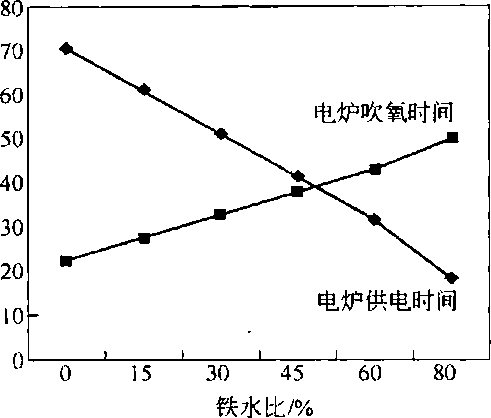
图5-35冶炼时间炉况1号
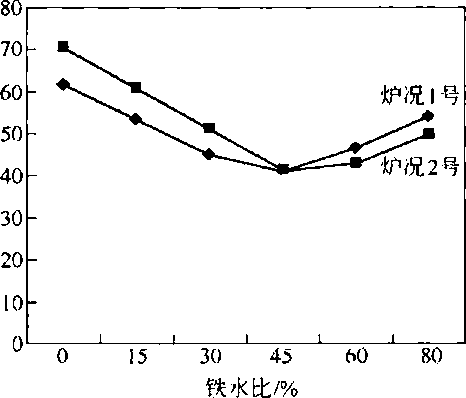
图5-37不同铁水比例下冶炼吋间比较
图5-36冶炼时间炉况2号
将两种炉况不同铁水比例下的冶炼时间比较,结 果如图5-37所示。由图可知,相对与不同的电炉炉 况,热装铁水工艺能起到不同的效果:较高的电炉铁 水加入量能够发挥电炉强化供氧能力的优势,进而提 高生产效率,从而弥补电炉设计初期变压器功率不足 的问题,实现高效冶炼。
C 国内实际铁水加入情况举例
我国现阶段已有很多厂使用电炉热装铁水工 艺,现将部分厂的工艺情况简单介绍,2005年我国 一些电炉钢厂铁水热装主要指标如表5 -47 所示。
表5-47 2005年我国一些电炉厂铁水配比、生铁配比
|
企业名称 |
电炉配置 |
钢铁料消耗 ∕kg∙L |
生铁块 ∕kg∙f* |
铁水 ∕kg∙L |
生铁比 /% |
铁水比 /% |
综合电耗 ∕kw∙h∙L ① |
电极消耗 ∕kg∙L |
冶炼时间 /h |
|
杭钢 |
70t×l |
1098 |
317 |
104 |
38.3 |
9. 97 |
419 |
1.258 |
0. 88 |
|
广钢 |
50t X 1 |
1179 |
237 |
157 |
13.3 |
336 |
1.299 |
0.81 | |
|
新疆八一 |
70t×l |
1081 |
44 |
156 |
18.5 |
14.4 |
443 |
1.558 |
0. 84 |
|
济钢 |
1108 |
466 |
307 |
69. 76 |
27.7 |
286 |
3. 223 |
1.21 | |
|
南钢 |
IOOtxl |
1116 |
173 |
314 |
43.6 |
28. 13 |
390 |
1.544 |
0. 83 |
|
天管 |
150t X I |
1054 |
90 |
305 |
37. 47 |
28.7 |
397 |
2. 132 |
0. 87 |
|
莱钢 |
50t×l |
1032 |
92 |
329 |
40.8 |
31.28 |
334 |
2. 473 |
0. 95 |
|
沙钢 |
70t×l |
1101 |
55 |
377 |
39.2 |
34.24 |
236 |
1.623 |
0.79 |
|
宝钢 |
150t X 1 |
1096 |
7 |
389 |
36.13 |
35.5 |
416 |
0. 844 |
0. 89 |
|
韶钢 |
9θ! ×1 |
1127 |
74 |
487 |
49. 78 |
43.7 |
278 |
1.051 |
0. 77 |
|
兴澄 |
1074 |
57 |
545 |
56 |
50.7 |
235 |
2. 481 |
1.05 | |
|
石钢 |
401 X 1 |
1142 |
587 |
51.4 |
2.716 |
0. 96 | |||
|
安钢 |
IOOtxl |
1065 |
478 |
44. 88 |
2.27 |
1.41 | |||
|
平均 |
1090 |
123 |
311 |
39.8 |
28.5 |
387 |
2. 606 |
1.4 | |
|
①综合电耗是将炼钢车间所有电耗与车间£ |
匕产合格连铸坯的量的比值,其中包扌 |
舌电炉炼钢E |
包耗、精炼工艺电耗、连 | ||||||
铸工序电耗等。
..5.6电炉炼钢冶炼过程物理热与化学热的利用∙213∙
由表5 -47分析可知:
(1)排除不同钢铁厂电炉工艺参数的不同,随着电炉热装铁水比例的提高,综合电耗逐渐降 低,即电炉热装铁水为电炉炼钢带来了额外的物理热与化学热。实际证明,电炉热装铁水能够大 幅度的降低电耗。
(2)从整体上来讲大多数炼钢厂的热装铁水比例在25% ~35%。当然实际影响电炉热装 铁水比的因素比较多,例如铁水来源情况等。
(3)随着电弧炉热装铁水比例的提高,电炉冶炼的电极消耗逐渐升高。
实际各炼钢厂工艺参数有很大的差别,排除电炉本身设计的因素,现场操作水平是影响最大 的因素。我们应该提高操作水平,进而挖掘原有设备的潜力,实现更大的进步。
5.6.2电炉炼钢冶炼过程的强化用氧
氧气用于电炉脱碳始于第一次世界大战期间,然而,由于当时氧气供应短缺以及制氧成本高 昂,氧气在电炉炼钢中的使用量很小。20世纪50年代,随着世界工业技术的不断发展,氧气开 始用于辅助燃料燃烧,代替矿石进行钢水脱碳和化学反应剂,其电炉用氧量也逐步增加,氧气用 量为3~4m3/t。用氧不仅使脱碳速度更快,而且氧化反应是放热反应,这部分热量可用于熔化 废钢及升高钢水温度,加速了炉料熔化速率。这使得电炉炼钢用氧技术得以迅速发展和应用。 60年代,电炉氧耗稳定在6 m3/t的水平。70年代,电炉用氧得到了高度重视。当氧耗为42m3/t 时,冶炼时间缩短了 28% ,从原来每炉的105 min下降到75 min,生产率从28. 2 t/h提高到38. 2 t∕h, 炼钢生产率提高了 35%。因此,全世界的电炉相继使用了氧气强化供氧工艺。
在过去的20多年中,电炉炼钢采用了许多新技术,使电炉炼钢的技术经济指标得到了很大 改善。从1965年到现在,电炉的冶炼周期由多于3 h缩短到少于1 h,吨钢电耗由650 kW∙h/t降 低到350 kW∙h∕t。在这个过程中,氧气的应用起到了举足轻重的作用,目前,一个典型电炉用氧 量是32π?/t,某些电弧炉高达50m3/t。氧气在电炉炼钢中的应用包括氧燃烧嘴加热废钢、吹氧 助熔及熔池脱碳、炉气的二次燃烧和吹氧喷炭粉造泡沫渣等几项技术。随着用氧技术的完善,电 炉冶炼周期有可能缩短到30 min,电耗将降到300 kW∙h∕to
电炉炼钢强化用氧技术已经成为我国炼钢工作者的重要研究课题。近年来,我国已投产和 正在建设的50 t以上的超高功率电炉近50座,其中,出钢量Ioot以上的电炉有10座以上,总能 力每年超过1500万t。近20年来,电炉炼钢发展迅速。国内电炉氧气输人方式从人工吹氧发展 到炉门吹氧机械手吹氧,进一步发展到炉壁供氧。其目的均为提高电炉的供氧强度,提高电炉冶 炼的氧气利用率,达到缩短冶炼周期提升生产率的目的。在电炉炉腔内充满废钢进行熔化时,由 于炉腔内存在多个冷区,如不采用助熔工艺,会造成炉内废钢熔化速度不平稳,从而影响冶炼节 奏。钢液熔池形成后,由于电炉的钢液熔池较浅,熔池搅拌的动力学条件较差(相对于转炉炉 型),影响了钢液熔池中碳等元素的传质速度及熔池温度的升高。提高电炉吨钢用氧量,是强化 电炉冶炼、加快电炉生产节奏最有效的手段之一。目前,电炉炼钢氧气产生的化学能在电炉能量 输入中已占了较大的比例,达到20% ~30%o特别是电炉采用热装铁水后,化学能的比例达到 总能量的40%以上,相当于电炉增加了近1 ~2倍的能量输入,大量输入氧气是现代电炉炼钢工 艺的一个重要特点。目前,炉门吹氧装置主要通过炉门区进行熔化废钢操作及搅拌钢液进行脱 碳升温,脱碳的限制性环节是碳在熔池的传质,所以有必要采用多个脱碳操作点以改善电炉的脱 碳条件,即采用炉壁氧枪。
电炉用氧技术在国外主要由美国PraXair、PTI、KT等公司提供,主要在欧美市场使用,在中 国、日本等亚洲国家也均有应用。国内研究开发单位主要有北京科技大学、钢铁研究总院等研究
• 214 ∙ 5电炉冶炼过程物料平衡与能量平衡
单位,一些民营企业也在做这方面的产品开发。
合理的电炉用氧制度体现在先进的技术经济指标和生产率水平上,合理的用氧制度将促进 电弧炉炼钢的发展,电炉热装铁水和采用各种用氧技术,是有效节电、降低成本和缓解废钢资源 缺乏,提高钢水质量的重要途径。强化供氧的主要作用如下:
(1)强化用氧有利于炼钢成本的降低,缩短生产周期。高效地将氧气喷入炉内,达到缩短冶 炼时间及节能降耗目的。电炉炼钢工艺自从采用强化供氧后,其冶炼强度大大增强,冶炼周期缩 短。电炉的冶炼周期从20Omin减少到55 min以下,电耗从600 kW ∙ h/t减少到400 kW ∙ h/t 以下。
(2)强化用氧有利于电炉炼钢的强化冶炼,增强熔炼钢液的搅拌,有利于冶炼过程中生成泡 沫渣,为生产低成本优质钢材提供了技术上的坚实保障。
(3)强化用氧有利于节约电能,对可用资源实现高效利用。根据理论计算,对于普通铁水, 每吹入1 m3的氧气,所含各元素在1600七时反应理论发热值约为4 kW∙h,强化用氧已成为电炉 炼钢重要的技术方向。如考虑二次燃烧理论发热值超过7 kW∙h, 一般情况下强化用氧供能已占 总能量供应的25% ~30%o
在电炉冶炼过程采用强化用氧工艺,主要的吹氧方式有:炉门吹氧和炉壁吹氧两种方式。与 之相对应,主要的强化用氧工艺设备包括:炉门水冷炭氧枪、炉门自耗式氧枪、炉壁氧燃烧嘴、炉 壁集束射流氧枪(也称作炉壁聚合射流氧枪)。
5. 6. 2. 1 炉门吹氧工艺与设备
A炉门吹氧工艺
在炉门吹入氧气,主要是利用氧气在一定温度下,与钢铁料中的铁、硅、毓、碳等元素发生氧 化反应,放出大量的热量,使炉料熔化,从而起到补充热源、强化供热的作用。
炉门吹氧基本原理为:
(1)从炉门氧枪吹入的超声速氧气切割大块废钢;
(2)电炉内形成熔池后,在熔池中吹入氧气,氧气与钢液中元素产生氧化反应,释放出反应 热,促进废钢的熔化;
(3)通过氧气的搅拌作用,加快钢液之间的热传递,因此能够提高炉内废钢的熔化速率,并 且能减小钢水温度的不均匀性;
(4)大量的氧气与钢液中的碳发生反应,实现快速脱碳,碳氧反应放出大量热,有利于钢液 达到目标温度;
(5)向渣中吹入氧气的同时,喷入一定数量的炭粉,炉内反应产生大量气体,使炉渣成泡沫 状,即产生泡沫渣;
(6)炉门吹氧可以减少电能消耗。
我国宝钢150 t超高功率电炉采用自耗枪切割废钢后改用水冷氧枪吹氧,直至冶炼结束,在 铁水比为30%、出钢量150t、留钢量为30 ~35t的前提下,得到电耗与氧耗的回归关系为:
E = 435. 84 - 5.02( ∣-Ocl + Owcl)
式中 E——电耗值,kW∙h/t;
OCL...自耗氧枪氧量(标态),ɪɪɪɜ/1;
OwCL...水冷枪氧量(标态),m3∕to
从上式中可以看到,对于水冷氧枪,每1 m3(标态)氧气约相当于5. 02 kW∙h电能,自耗枪供 氧所产生的能量效应相当于水冷枪的2/5。
5.6电炉炼钢冶炼过程物理热与化学热的利用∙215∙
B炉门吹氧设备
利用钢管插入熔池吹氧是最初使用的方法。为了充分利用炉内化学能,近年来吨钢用氧量 逐渐增加;仅依靠钢管吹氧已不能满足供氧量的需要;同时,考虑到人工吹氧的劳动条件差、不安 全,吹氧效率不稳定等因素,开发出电炉炉门枪机械装置。国外在20世纪70年代就已开发出炉 门水冷炭氧枪技术,我国的炉门水冷炭氧枪技术正是在引进国外水冷炭氧枪技术的基础上,逐步 研究开发出来的。
炉门吹氧设备按水冷方式分为自耗式炉门炭氧枪和水冷式炉门炭氧枪。水冷式炉门炭氧枪 具有氧气利用率高,使用成本低。自耗式炉门炭氧枪的优点是能直接切割废钢,安全性较好。
目前国外电炉炉门炭氧枪主要有德国FUChS、美国燃烧公司等开发的水冷式炉门炭氧枪装 置、意大利组合水冷枪及德国BSE公司的自耗式炉门炭氧枪装置。国内对水冷氧枪研究主要的 研制单位有北京科技大学、钢铁研究总院等科研院所和企业。
a自耗式炉门炭氧枪
自耗式炉门炭氧枪是指吹氧管和炭粉喷管随着冶炼进程逐渐熔入钢水的一种消耗式装置。 自耗式炉门炭氧枪以德国BSE多功能组合枪为主要形式。
德国BSE公司多功能组合枪LM2(如图5 -38、图5 -39所示),是集合了氧枪和炭枪机械手 和侧弯测温取样机械手功能的组合设备。全套LM2机械手由坚固的钢结构组成,和两个旋转手 一起安装在一个圆柱上。上旋转手支撑是氧枪和炭枪驱动装置,下旋转手支撑一个供安装测温 取样器的底盘。取样测温在不断电、不间断吹氧和吹炭的操作下进行。天津150 t电炉、新疆八 一钢铁有限责任公司70t超高功率直流电炉、大冶特钢70 t超高功率电炉均采用德国BSE公司 开发的喷枪机械手。
图5-38德国BSE枪
图5-39枪体机构工作示意图
b水冷式炉门炭氧枪
水冷式炉门炭氧枪是指氧气喷吹装置用水进行冷却的炉门吹氧设备。吹氧和喷炭粉可做成 一体,也可分开。合为一体时氧枪头部中心孔为喷炭粉孔,下部氧气喷孔可以单孔也可以二孔, 孔与氧枪轴线下偏30。~45。,两孔轴线夹角为30°o氧气喷嘴采用双孔超声速喷嘴设计,以加强 喷溅和搅拌的作用。喷嘴马赫数设计范围,根据厂方供氧条件一般选择出口速度范围Ma =
• 216 ∙ 5电炉冶炼过程物料平衡与能量平衡
1.6~2.0,氧气流量(标态)。=1800 ~6000 0?/11。吹氧和喷炭分开时,炭粉一般通过炉壁炭枪从 炉壁吹入或由一支氧枪一支炭枪组合。水冷氧枪是一支专门设计的,由三层钢管配合,镶接紫铜 喷头的水冷氧枪。
水冷式炉门氧枪根据生产厂家的不同,各有不同的特点:
(1)德国FUChS公司的水冷氧枪喷射出的氧气与熔池平面成50。夹角,以保证氧气射流对熔 池有较高的冲击力,以搅动熔池,使熔池进行氧化反应。珠江钢铁公司150 t竖炉电炉采用德国 Fuchs水冷氧枪。
(2)美国Berry公司开发的复合水冷喷枪将吹氧和喷炭粉(造泡沫渣)的通道放在一个水冷 枪体内,其枪体为四层同心套管,类似于顶吹转炉的双流道二次燃烧氧枪。
图5-40炭氧枪装置布置图
(3)美国PraXair公司的水冷式炉门燃气氧枪除吹 氧外,还可以喷吹油或燃气,能够增加辅助能量输入。
(4)北京科技大学开发的多功能炉门枪将水冷氧 枪和炉门煤氧枪结合了起来,其特点是熔化初期利用 煤氧枪加热熔化炉门口废钢,两种枪共同助熔,用煤粉 造泡沫渣,能够进行脱碳和二次燃烧。广州钢铁集团 南方钢厂30 t电炉曾采用这种多功能炉门枪。
(5)意大利组合枪,即喷吹氧和炭粉采用同一支 枪。组合枪的特点是炭氧喷吹点接近,炭氧利用率高。 炭氧枪装置主要由枪体(如图5 -40所示)、机械系统、 气动系统、电控系统、水冷系统、炭粉存储罐六部分组 成。氧枪采用的是拉瓦尔型喷头(如图5-41、图5-42 所示),喷头用紫铜加工而成。杭钢80 t电炉炉门枪采 用这种意大利组合枪。
图5-41炉门炭氧枪喷头图
图5-42双孔氧枪喷嘴图
5.6电炉炼钢冶炼过程物理热与化学热的利用• 217 •
5. 6. 2. 2 氧燃助熔■供氧工艺与设备
A氧燃烧嘴基本原理
a氧燃烧嘴助熔的提出
电炉熔化期,在电极电弧作用下,电极下的炉料迅速熔化,将炉内废钢穿成3个穿井区。随 着穿井区由里向外传热过程的进行,熔化区域从穿井区不断地向外扩展,形成炉料的渐次熔化过 程。在电极之间靠近炉壁处必然形成3个冷区,延长了熔化时间。尤其在采用超高功率(高功 率)电炉后,冷区的影响更为突出。另夕卜,为了解决电炉炼钢与连铸的匹配问题,必须提高电炉 的输入功率,缩短冶炼时间。为此,采用全废钢生产的电炉已普遍采用助熔技术,并取得了降低 电耗30 ~70 kW∙h/t,冶炼时间缩短5 ~20 min,成本降低5 ~20元/t的效果。
国外于20世纪50年代在电炉炼钢中就已开始采用氧燃助熔技术。发展到80年代,日本已 有80%的电炉、欧洲有30% ~40%的电炉采用氧燃助熔技术。采用的燃料一般是天然气和轻 油。由于电炉短流程及连铸技术的发展,要求电炉的冶炼时间缩短到60 min以内,这使得助熔 技术迅速得到发展。
国内氧燃助熔技术的开发早在60年代就已开始,各研究单位在70年代末就已经完成其工 业试验及设计工作。由于受到油、气资源的限制,工业应用受到一定限制。80年代初,北京科技 大学从国内资源出发,成功研究开发了煤氧助熔技术,并应用于电炉生产。
b氧燃助熔原理
通常燃烧所需的氧气靠空气提供,但是,由于空气中的氮也被加热到了炉内的温度,当它离 开炉子时带走了大量的热量,降低了燃烧效率和损耗了熔化炉料所用的能量。而用纯氧代替空 气有两大优点:
(1)提高了火焰温度。如图5-43所示,随着助燃空气中氧气量的增加,火焰温度也增加, 在纯氧条件下,火焰温度可达2700 ~2800七。
(2)提高「燃烧率。随着烟气温度的升高,空气燃烧率迅速下降,而在用纯氧的情况下,燃 烧率降低较少。对于1600tC的烟气温度,纯氧的燃烧率超过70% ,而空气燃烧率仅为20%左右 如图5-44所示。
30001---------------------------------------------- 100
Oo
20
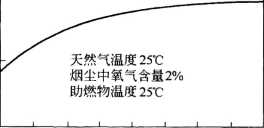
Oooo 8 6 4 2 ^⅛s
IOOO
20 30 40
50 60 70 80 90 100
氧气含量/%
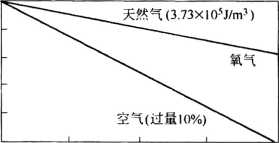
500 1000 1500 2000
烟气温度/C
图5-43火焰温度与氧气含量关系 图5-44燃烧率与烟气稳定的关系
对流传热是氧燃烧嘴主要的热量传输方式。保证氧气与燃料的充分混合和迅速点燃将有利 于提供最高的火焰温度和氧气出口速度,从而增大对流传热系数。在熔化开始阶段,火焰与废钢 之间的温差最大。此时,使氧气和燃料以理想配比进行完全燃烧对废钢熔化很有利,烧嘴的传热 效率也最大。随着废钢温度的升高,炉料会因熔化而下沉并被压缩,高热燃气穿过炉料的距离缩 短,使热交换率值降低,烧嘴的传热效率下降。当炉料上部的废钢熔化掉1/2时,大部分热量将 从熔池表面反射出去,传给废气。因此,氧燃烧嘴合理的使用时间应该是废气温度突然升高之前
• 218 ∙ 5电炉冶炼过程物料平衡与能量平衡
的一段时间。
氧燃烧嘴提供的高温火焰和火焰与炉料间的传热效率决定了电炉的熔化速率。从热传输的 观点出发,热量通过以下三种形式传给炉料:
(1)强制对流。完全燃烧的氧焰烧嘴火焰主要以强制对流的形式传输热量。强制对流可用 下式描述:
g = h^TA
式中q 强制对流的热流;
h--对流传热系数;
Ar—火焰与废钢之间的温度差;
4——废钢表面积。
为选择最佳的热流,以便有效地利用氧燃烧嘴输入的能量,必须做到以下几点:
1)使传热系数〃达到最大值。传热系数随着火焰温度的升高而增大,随着烧嘴出口动量的 增加(即火焰掠过废钢表面速度加快)而提高。因此,氧燃烧嘴的设计必须保证氧气与燃料的充 分混合,迅速点燃,以提供最高的火焰温度,同时提高氧气的出口速度,使火焰具有切割能力,这 样能最有效的强化对流传热。
2)使废钢表面积4达到最大值。重废钢和轻废钢混合使用,可使火焰具有较好的穿透能 力,从而保证暴露在氧燃烧嘴火焰中的废钢表面积最大。
3)使废钢与火焰之间温度差Ar达到最大值。熔化开始,火焰与废钢之间的温差最大。尽 早地使烧嘴点燃,并使氧气和燃料以理想的配比进行完全燃烧,形成高温火焰对熔化废钢是十分 有利的。
(2)辐射。在高温下,辐射传热是主要的。在燃烧温度下,火焰表现出红外线辐射的特性。 由于辐射传热与相当于火焰温度的四次方有关,因此火焰温度达到最大,对辐射传热是至关重
要的。
(3)传导。由过量氧气燃烧引起的废钢氧化会产生热能,此热能可直接传给炉料。
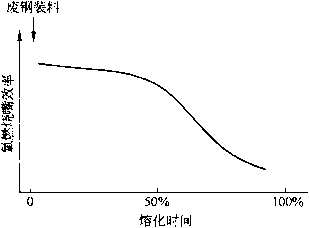
图5 -45氧燃烧嘴效率与熔化时间的关系
氧燃烧嘴主要用于熔化期,因为其产生的热量 主要通过辐射和强制对流传递给废钢,这两种传热 方式都主要依赖于废钢和火焰的温度差以及废钢 的表面积。因此,烧嘴的效率在每篮废钢熔化开始 阶段是最高的,此时火焰被相对较冷的废钢包围 着。随着废钢温度的升高和废钢表面的缩减,烧嘴 的效率不断降低。图5-45显示了烧嘴效率与熔 化时间的关系。
从图中可以看到,为了达到合理的效率,烧嘴 应该在熔化期完成大约50%后就停止使用,此后由 于效率较低,即使继续再使用氧燃烧嘴也无法达到
助熔节电的效果,反而只会增加氧气和燃料的消耗。
从供能的角度,电炉配备氧燃烧嘴的总功率一般为变压器额定功率的20% ~ 30%,它能提 供的能量一般为总能量的5% ~ 10% o
氧燃烧嘴所采用的燃料主要根据价格、来源以及操作是否方便确定,可以是油、煤或天然气。 根据调查,对电炉使用不同燃料的氧燃烧嘴引起的吨钢成本变化情况进行了比较,结果列于 表 5-48。
.....-------------------5.6电炉炼钢冶炼过程物理热与化学热的利用∙219∙
表5-48 氧燃烧嘴的吨钢成本变化(价格仅供参考)
|
项 目 |
煤氧助熔技术 |
油氧助熔技术 |
燃气氧助熔技术 | |||||
|
指标 |
单位 |
单价/元 |
节约及消耗 |
成本 |
节约及消耗 |
成本 |
节约及消耗 |
成本 |
|
电耗 |
kW∙h |
0.50 |
-80 |
-40.0 |
-80 |
-40.0 |
-80 |
-40.0 |
|
氧气(标态) |
O? |
0.2 |
+ 25 |
+ 5 |
+ 20 |
+ 4.0 |
+ 18 |
+ 3.6 |
|
煤 |
kg |
0.8 |
+ 17 |
+ 13.6 | ||||
|
柴油 |
kg |
3 |
+ 10 |
+ 30 | ||||
|
天然气(标态) |
m3 |
2 |
+ 12 |
+ 24 | ||||
|
压缩空气(标态) |
H? |
0. 10 |
+ 5 |
÷0.5 |
+ 2 |
+ 0. 20 | ||
|
折旧维修 |
元 |
+ 3.0 |
+ 2.0 |
+ 1.0 | ||||
|
工资 |
元 |
+ 4.0 |
+ 2.0 |
+ 2.0 | ||||
|
合计/元 |
-13.9 |
-11.8 |
-9. |
4 | ||||
C烧嘴最佳供热时间的确定
氧燃烧嘴最佳供热时间可根据经验和计算机 模型来估算。确定最佳供热时间的实际方法是绘 出废气温度与供热时间的关系曲线。熔化初期, 氧燃烧嘴火焰的传热效率较高,但随着废钢的不 断熔化,大部分热量从熔池表面反射出去,并传给 废气。所以,烧嘴应供热至传热效率显著降低时 停止,即废气温度突然升高之前那段时间(见 图 5 -46)o
这通常发生在75% ~ 85%的废钢已熔化和沉
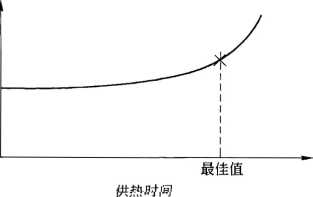
图5-46突然降低的点来确定烧嘴供热时间
入熔池表面以下的时候。此后由于效率较低,即使继续使用氧燃烧嘴也无法达到助熔节电的效 果,反而会增加氧气和燃料的消耗。实践表明,一般的氧燃助熔工艺提供电炉炼钢所需全部功率 的 15% ~30%o
d氧气与燃料比值的选择
由于氧燃烧嘴操作目的是用最经济的方法向电炉内提供辅助能源,所以氧气与燃料的最佳 比值应是理论过氧系数。
小于理论过氧系数,产生还原性火焰,该配比情况下火焰温度低,烧嘴效率低。同时,炉料上 方过量的燃料必然与渗入炉内的空气燃烧,使废气温度升高。
理论过氧系数情况下,产生中性火焰,火焰温度最高,操作效率最高。
过氧系数提高情况下,过量氧气燃烧可产生切割作用,以切断大块废钢。
为保证燃烧有一定的过氧系数,在操纵台上应装有氧气流量和燃料消耗的显示器,操作工可 以根据实际情况,调节氧气与燃料的比值,以控制烧嘴的操作。
氧燃烧嘴的结构取决于使用的燃料,使用的燃料种类有天然气、轻油、重油、煤粉、粉焦等。 对于油(轻油或重油)、天然气、煤粉或焦炭粉,其烧嘴结构有完全不同的型式。
B油氧燃助熔设备
图5 -47示出一种油氧烧嘴结构图,表5 -49列出了相应的技术条件。
• 220 ■ 5电炉冶炼过程物料平衡与能量平衡
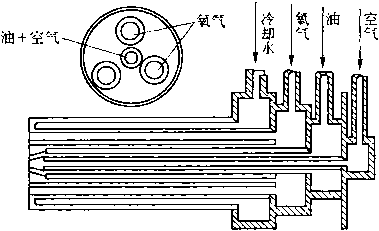
图5-47 一种油氧燃烧嘴结构简图
表5-49油氧烧嘴技术条件
|
项目 |
_____技术条件_____ | |
|
型号 |
JB3型 | |
|
烧嘴尺寸 |
_______长度________ |
650 mm |
|
_______直径_______ |
65 mm | |
|
油及空气烧嘴 |
φlθ mɪŋ X 1 孑I | |
|
______氧气烧嘴______ |
¢5 mm X 3 孔 | |
|
烧嘴容量 |
油 |
500 L∕h(最大) |
|
_______氧气_______ |
1000 m3∕h | |
|
空气 |
150 m3∕h | |
|
烧嘴间距离 |
炉壁内侧 |
250 |
|
炉壁外侧 |
600 | |
油氧烧嘴是油氧助熔系统中的主要设备,直接影响助熔效果。油氧烧嘴的燃料油需要经过 雾化后再燃烧,因此它除具有一般燃烧装置的基本性能外,还应具有良好的雾化能力,以保证燃 料的完全燃烧。
燃油烧嘴按油的雾化方式分为两种:
(1)气体介质雾化烧嘴,是靠气体介质的动量将油雾化,分高压介质(蒸汽或压缩空气)雾 化和低压空气雾化两种。
(2)机械雾化油嘴,是用机械方法直接将油雾化,即高压油通过油嘴进行离心破碎和突然扩 张破碎,或利用高速旋转杯将油进行离心破碎后再用低压空气进一步雾化。
以高压压缩空气雾化柴油方式为例,说明油氧烧嘴的特点。
高压压缩空气雾化柴油雾化性能好,雾化粒度可达20 ~30lιm,调节比达1: 6。火焰温度 高,而且形状容易控制,对油的适应性强,不足是火焰长度较短、噪声大。此类烧嘴的技术特点 如下:
雾化介质参数,采用的压缩空气压力为0.5 ~0.7 MPa;雾化空气的量为压缩空气0.4 ~ O- 6 m3∕kg(柴油);雾化空气的喷出速度为300 ~400 m/s;柴油的压力为O. 2~0.4 MPa;柴油量为 10~150 L∕ho
喷枪的油氧喷吹以O号柴油为燃烧介质,氧气作为助燃介质,干燥压缩空气为雾化介质,采 用外混式喷嘴结构,如图5 -48所示。
5.6电炉炼钢冶炼过程物理热与化学热的利用• 221 •
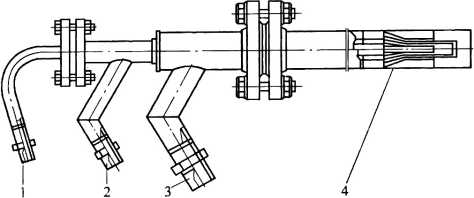
图5-48油氧喷枪结构
I-燃料油管;2-雾化空气输送管;3一氧气输送管;4-喷枪
枪体中心内管输送燃料油,内管与中间管之间为雾化空气,中间管与外管间通氧气。通过喷 嘴,利用高压气流的能量冲击油流,使油雾化,改善燃烧效果。
C燃(气)氧助熔工艺与设备
炼钢厂使用的燃气主要有天然气、液化石油气、焦炉煤气。其中,天然气的低发热量为
34.5~41.8 MJ/kg,液化石油气的热值为90 ~ 100 MJ∕m3 ,焦炉煤气热值15 ~ 17 MJ∕m3o
以天然气为例,说明燃氧烧嘴的结构特点。
a预混合室
对天然气一氧气烧嘴的实验研究表明,燃烧效率主要取决于氧气与天然气进行混合的预混 合室的长度。预混合室中存在一个最佳长度,可使烧嘴效率最高,如图5 -49所示。
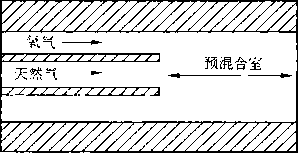
⅛i^
烧嘴喷头
预混合室的长度
图5 -49燃烧器烧嘴的预混合室长度与燃烧效率的关系
氧及天然气可在燃烧器内部混合,称为预混合;也可在燃烧器外混合,称为外混合;也可在燃 烧器出口界面处混合,称为界面混合,如图5 -50所示。


图5-50天然气一氧烧嘴的预混合方式
• 222 ∙ 5电炉冶炼过程物料平衡与能量平衡
图5-51天然气一氧烧嘴喷头 及导管布置示意图
I 一喷头;2-氧气导管;3-天然气 导管;4一冷却水管
D煤氧助熔工艺与设备
b预混合方式
天然气一氧烧嘴是一种由氧气导管、天然气导 管、水冷套管及喷头组成的组合水冷型烧嘴,如图 5-51所示。氧气导管在中心,次为天然气导管,再 次为进水管,最外边管为出水管。实践证明高速氧 流在中心时,火焰紧凑,扩散较小。
C氧气和天然气的燃烧比例及速度
假定天然气的成分为CH-并与氧气按202 + CH4 =2%。+CO2完全燃烧,氧气与天然气比例为 2: Io根据经验,氧速多在Ma = I左右,而天然气的 速度在MQ=O.5左右。倘若二者速度相等,则混合 效力反而低。
考虑到安全输送问题,一般采用无烟煤。煤的热值一般为6000 X 4. 18 kj/kg。
a煤氧助熔基本原理
煤粉燃烧的条件与特点
煤粉是固体燃料,但由于煤粉的粒度很细(0∙ 074 mm),—定程度上具有液体和气体燃料的 燃烧特点。
燃烧煤粉的优点是:
(1)可利用劣质煤和煤末;
(2)与固体燃料层状燃烧相比,空气系数较低,一般α = 1. 2 ~ 1. 25时即可完全燃烧。
(3)在相同煤质条件下,较块煤的燃烧温度高。
(4)燃烧过程容易调节,可实现自动控制。
燃烧煤粉的缺点是:
(1)煤粉制备环节多,费用大,设备庞大且较复杂。
(2)煤粉在粉碎、贮存及运输过程需采取防潮防爆措施。
煤粉燃烧机理
煤粉的燃烧过程,是由水分的蒸发,挥发分的析出,挥发分的燃烧及固体焦粒的燃烧等一系 列多相物理化学过程组成。主要反应包括:
C + O2=CO2 + 398336 kj/kmoɪ
2C + O2=2CO +218719 kj/kmol
C + H2O =CO +H2 - 130227 kj/kmol
C +2H2O==CO2 +2H2 +45207. 42 kj/kmol
C +2H2==CH4 -74732 kj/kmoɪ
2C0 + O2=2CO2 + 569588 kj/kmol
2H2 +O2=2H2O +231265 kj/kmol
CH4 +2O2=CO2 +2H20+889930 kj/kmol
CO + H2O=CO2 + H2 +40356 kj/kmol
煤粉着火点
定义:煤粉点燃需要一个逐步点燃的过程,这个点燃的过程就是混合物的吸热过程,煤粉一 氧气混合物吸收热量后,先是混合流股温度升高,然后进行一系列物理化学过程,最后点燃煤粉。
5.6电炉炼钢冶炼过程物理热与化学热的利用• 223 •
影响煤粉着火燃烧的主要因素为:
(1)挥发分。煤的挥发分越高其着火温度越低。
(2)灰分。灰分增加时,着火点升高。
(3)水分。煤粉中的水分增加时,着火所需吸收的热量增加,着火推迟。
(4)煤粉流态化程度及气体速度。携带煤粉的风量增加,着火要推迟,由于煤粉燃烧有一个 滞后时间,因此当风速提高时,着火也要推迟。
(5)煤粉颗粒尺寸。煤粉的粒度越细,其表面积越大,煤粉一氧气混合物吸收辐射和对流传 热的能力越大,这样煤粉升温快,着火提前。
b煤氧烧嘴的类型及其特点
从煤氧烧嘴的发展过程看可以分为:直筒式、旋流式、双氧流、内混式、内燃式。
直筒式煤氧枪是煤粉和氧气混合燃烧加热的最初形式。氧气和流态化的煤粉分别从外管和 内管喷出,在出口处二者混合燃烧。直筒式煤氧枪能够实现煤粉和氧气的混合燃烧,火焰刚性较 强;该煤氧枪主要缺点是煤氧混合不好,燃烧效率低,点火困难,燃烧不稳定,容易断火。
旋流式煤氧枪的氧气通过有一定倾角的旋流叶片流出,使氧气流出具有较强的旋流强 度。这种煤氧枪对加速燃烧过程非常有利,点火较易实现。但这种煤氧枪由于旋流,降低了 轴向速度。这种强旋流的煤氧枪虽然火焰的可靠性及可调性得到提高,但加热熔化废钢的区 域过小。
双氧流煤氧枪是在保持旋流式煤氧枪强旋流的基础上发展起来的,即这种煤氧枪内有两个 氧气通道。其中一路是旋流氧,另一路是直流氧。合理控制旋流氧、直流氧的比例将使煤氧枪的 各种性能得到发挥。
内混式煤氧枪在结构上增加了一个预混合段。设计是让氧气和煤粉在预混合室内先充分混 合,在出口处与通人的二次氧立即着火燃烧,产生受预热室控制的稳定高温火焰。
内燃式煤氧枪主要特点是:煤粉和氧气在枪内混合并燃烧,燃烧产生的高温火焰从枪内喷 出。内燃式煤氧枪解决了旋流强度与火焰刚性的矛盾;同时内燃式煤氧枪在同样的条件下,喷煤 量提高了 3 ~5倍。
5. 6. 2. 3 炉壁助燃工艺
炉壁烧嘴分为伸缩式和固定式,它们的特点如表5-50所示。
表5-50烧嘴种类比较
|
___________烧嘴伸缩式________ |
___固定式___ | |
|
优点 |
烧嘴不使用时缩回,故烧嘴受到保护 |
____技术简单,使用方便_____ |
|
______维修费用低______ | ||
|
每次使用后易于检查 |
______工作效率高______ | |
|
装料和烧嘴点火之间的间隔短 | ||
|
缺点 |
炉子环境使操作困难 维修费用高 |
堵塞危险大 |
|
炉子周围设备过于拥挤 必须检查并清理烧嘴孔 |
烧嘴停用时,需要不断 吹入气体(空气或天然气) | |
烧嘴的位置选择应考虑到:
(1)装料时,废钢塌落,火焰侵袭,金属与废钢喷溅都构成了对烧嘴的威胁。
■ 224 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
(2)熔化时,必须将烧嘴前的废钢迅速切开一条通道、否则烧嘴会出现逆燃的危险,在烧嘴 的喷头上还会有反复打弧的危险。
(3)精炼时,金属和炉渣会喷溅到烧嘴上,在造泡沫渣的过程中,炉渣上升到足以灌入烧嘴 的高度。
(4)出钢时,靠近出钢口的烧嘴若位置太低,当摇炉出钢时,钢水有可能灌入烧嘴。
在大多数电炉中,炉壁安装的氧燃烧嘴可提供穿透冷点区的最佳角度。德国BSW公司克尔 Γ70 t电炉炉壁烧嘴位置结构如下:三个2. 25 MW的氧燃烧嘴都安装在炉壁上,在熔池面上 60Omm处。每个烧嘴喷头朝下,与水平方向成20。角。
5.6. 2.4 电炉炼钢集束射流氧枪
近十余年来,国内外电炉炼钢技术发展很快。围绕着扩大生产能力、降低消耗指标、降低生 产成本,许多炼钢辅助技术应运而生。其中氧气集束射流技术对提高电炉冶炼节奏,降低生产成 本起到了非常重要的作用。
在电炉内进行吹氧的常用方法是普通超声速射流,它是使用普通氧枪以高压(0.5 ~ 1.5 MPa),经过喷嘴得到超声速氧气射流,从而利用其高速的动力性能来达到特殊的冶金效果。 传统超声速氧枪主要缺点是:喷吹距离短且相对分散,使得氧气射流对熔池的冲击力小,钢水中 容易形成喷溅,炉内氧气的有效使用率低,节电效果差。
为了克服普通超声速氧枪的这一不足,美国PraXair公司和北京科技大学相继开发了集束射 流技术,该项技术比传统超声速射流在超过喷嘴直径70倍的喷吹距离内都可以保持其原有的速 率、直径及气体的浓度和喷吹冲击力;集束射流1. 37 mm处的冲击力与传统氧枪0. 254 mm处的 冲击力相当;对熔池的冲击深度要高两倍以上,气流的扩展和衰减要小,减少熔池喷溅及喷头 粘钢。
A集束射流原理
集束射流氧枪的原理是在拉瓦尔喷管的周围增加燃气射流,使拉瓦尔喷管氧气射流被高温 低密度介质所包围,减少电炉内各种气流对中心氧气射流的影响,从而减缓氧气射流速度的衰 减,在较长距离内保持氧气射流的初始直径和速度,能够向熔池提供较长距离的超声速集束 射流。
集束射流氧枪是应用气体力学的原理来设计的。其要点是:喷嘴中心的主氧气流指向熔池。 高的动能和喷吹速度是不足以使射流在较长的距离上保持集束状态的,为了达到保持射流集束 状态的目的,必须用另一种介质来引导氧气,即外加燃气流,使燃气流对主氧气流起着封套的作 用,低速的燃气流比静止的气体提供更大的动能,有利于氧气射流高速喷吹,这样主氧气流就能 够在较长的距离内保持出口时的直径和速率。
集束射流技术的核心是特殊喷嘴。当安装在炉墙上的喷嘴以集束方式向电炉熔池吹入 氧气时,集束氧气流比普通超声速射流在较长距离内保持原有的速率和直径,如图5 -52 所示。
出口气体速度和压力相同条件下,在射流中心,集束射流比同一点的传统超声速射流具有更 高的气体流速。如图5 -53所示,在距喷嘴出口 L 4m处,集束射流仍然保持着较高的气体流速。
在距离喷嘴出口相同的距离上,集束射流流股的速度变化率比传统超声速射流流股的速度 变化率大。集束射流具有较高的聚合度,而且这种较高的聚合度能够在较长的距离内一直保持。 如图5 -54和图5-55所示,集束射流在距离喷头端部Lom和1. 2 m处集束射流仍有特别高的 聚合度,而传统超声速射流已比较发散。
普通超声速射流
5.6
电炉炼钢冶炼过程物理热与化学热的利用
225 •
图5-52集束射流与普通超声速射流的比较
轴向距喷头出口距离/m
图5-53射流轴向中心流速分布
(中心射流空气压力0. 7 MPa,保护气体流量80 m3∕h)
12010080604020 TS・E/預變及r
10080604020
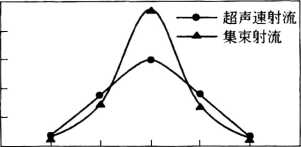
0.2 Ol 0 -0.1 -0.2 -0.3
径向距射流中心的距离/m
图5-54 射流径向流速分布(% = L0m)
0
0.3 0.2 0.1 0 -0.1 -0.2 -0.3
径向距射流中心的距离/m
图5-55射流径向流速分布(% = 1.2 m)
集束射流具有如下的特点:
(1)在超过喷嘴直径70倍的喷吹距离内都可以保持其原有的速率、直径及气体的浓度和喷 吹冲击力;
(2)普通超声速氧枪S 254 mm处的冲击力与集束射流1.37 mm处的冲击力相当,对熔池的 冲击深度要高两倍以上,气流的扩展和衰减要小,减少熔池喷溅喷头粘钢;
(3)比普通超声速喷吹带入的环境空气量要少10%以上,NO,排放减少;
(4)射流扩散和衰减的速度也显著降低。
(5)冲击液体熔池的深度比普通射流冲击深度深约80%。水模型试验也表明,集束射流进 入熔池的深度比传统喷吹深80%以上。
(6)集束射流核心区长度、射流扩散和衰减及其压力可以控制。
(7)熔池均混时间与底吹混合时间相近。
(8)喷溅大大减少。
B集束射流吹氧主要功能
集束射流吹氧主要用于切割炉料,以防止架桥;直接吹入熔池,与熔池中的铁及其他元素反 应,产生热量,加速废钢熔化;进行熔池搅拌,使钢水温度均匀;参与炉气中的可燃气的二次燃烧; 与熔池中的碳反应,生成大量Co造泡沫渣,屏蔽电弧,减小辐射,减少热量损失油口快脱碳速度; 降低电耗,缩短冶炼时间。
a加快废钢熔化
在全废钢冶炼时,高速的集束氧气射流能够切割电炉内已经红热的大块废钢,可以防止炉料 搭桥。随着炉内废钢的不断熔化,熔池逐渐形成,在熔池中吹入氧气,氧气与钢液中的元素发生 氧化反应,释放出反应热,促进废钢的熔化。
• 226 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
b搅拌钢液,均匀钢液温度
电炉炉壳直径的增大使炉内温度不均匀性更加突出,熔池形成以后,位于三相电极的中心区 和电极圆周围的钢液温度高,其他区域钢液温度低。高速的集束氧气射流吹入钢液,使钢液沿着 一定方向运动,加快了不同温度钢液之间的传热速度。因此,减小了钢水温度的不均匀性,一定 程度上抑制了钢液大沸腾现象。
C二次燃烧
电炉炼钢过程中,熔池中CO不能被氧化成CO2,炉内会产生一定量的COo二次燃烧使CO 进一步氧化成CO2 ,所产生热能得到回收从而减少了电耗,较大地提高热效率,能量可节省40 ~ 80 kW∙h∕to
二次燃烧吹氧方法有两种:在渣层上方吹氧进行二次燃烧和将氧吹进渣层使CO在进入炉 子净空间前即产生二次燃烧。
d全程泡沫渣埋弧冶炼
为了造泡沫渣,一般安装与集束氧枪相同数量的炭枪。氧枪和炭枪共同组成了炭氧喷吹模 块系统。利用模块化技术结合PLC计量控制喷粉量及实现炉中多点喷炭。喷人熔池内的炭和 氧在熔渣中反应生成大量的C0,使炉渣形成很厚的泡沫状,把炉内电弧埋在熔渣下面,减少了电 弧辐射放热和刺耳的噪声,同时有利于炉壁耐火材料的长期使用。良好的泡沫渣使钢液升温快, 节约能源。
e钢水脱碳及升温
在氧化期脱碳时,高速的集束射流在炉内多个反应区域进行脱碳。集束射流条件下,平均脱 碳速度每分钟可达0.06%在钢水温度、渣况合适时,最大脱碳速度每分钟可达0. 10% ~0. 12% o 脱碳时,激烈的碳氧反应放出大量热,使钢液温度提高很快。
C集束氧枪结构
根据集朿射流氧枪的工作原理可知,它是在传统氧枪的主氧外环处加两圈保护气体(环氧 和环燃气),隔绝外界气流的影响,从而保护主氧。
如图5 -56所示,整套系统由主氧喷吹系统、主氧保护系统、水冷系统三部分组成。主氧喷 吹系统位于集束射流氧枪的中心位置;主氧保护系统位于主氧喷吹系统的外层,设有环氧和环燃 气喷口;水冷系统位于氧枪的最外层,在氧枪一端设有进水口和出水口;枪身由无缝钢管做成的 四层套管组成。尾部结构应方便输氧管、进水、出水软管同氧枪的连接,保证四层套管之间密封 及冷却水道的间隙通畅,以及便于吊装氧枪。
氧气.
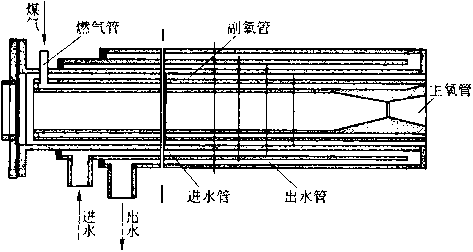
图5-56集束射流氧枪示意图
.. ——-...5.6电炉炼钢冶炼过程物理热与化学热的利用∙227∙
喷头常用紫铜材质,可用锻造紫铜经机加工或用铸造方法制成。主氧管采用冷轧无缝钢管, 环氧管采用热轧无缝钢管。进水管和出水管采用铸造钢管。喷头的端底及喷孔部分材质为含铜 量大于99. 9%的无氧纯铜。挡水板采用铸造青(黄)铜或由铜板锻造而成。上部氧气喷管可采 用铸铜、铜管、轧制不锈钢管等材质。
根据不同的设计理念,不同生产厂家集束氧枪所体现出的形式各有不同。目前国内外主要 的炉壁集束氧枪包括:PraXair生产的Cojet ʌʌir Liquid生产的PyreJetxTechint生产的KT injection, PTI生产的Jetbox、北京科大国泰公司生产的USTB集束氧枪,如图5 -57所示。
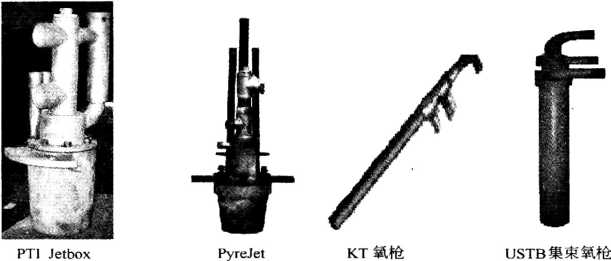
图5-57国内外主要氧枪图
PTI公司生产的Jetbox是把集束氧枪和喷炭粉枪平行嵌套在用水冷却的铜箱内。集束氧枪 布置在喷炭孔的左上方,这种平行布置更有利于泡沫渣的快速形成并防止喷炭孔堵塞。在平行 方向上,氧流产生的柏努利效应对炭粉进行引流,并确保将炭流导入渣钢界面。PTlJetboX技术 通过把喷炭点移至炉渣下面,从而把除尘系统造成的炭损失和渣面燃烧掉的炭粉降到最低,即炭 粉被喷到了最需要的地方。集束氧枪和炭枪的冷却由水冷铜箱提供。PTl设计的环氧烧嘴包括 超声速喷嘴和环氧喷嘴。超声速烧嘴以Ma =2的声速向熔池供氧,环氧以最大8m3/min的速度 (标态)对超声速射流进行保护,保证超声速射流紧凑、连贯和有效地进入熔池,同时提供二次燃 烧用氧。JetbOX安装在炉壁耐火砖的上方,相对炉子中心轴有一定的下倾角,既保证喷射距离最 短,又最大限度减少了喷溅,同时由于水冷箱的冷却作用,使得箱子下面的耐火材料侵蚀速度减 慢。PTI设计的EBT枪仅用于冷区的预热和熔化,为将其安装在Jetbox中,EBT区不设炭枪。
PTI Jetbox系统被设计成为能够:(1)熔化前期,向炉内输出超过4. 5 MW/t的化学能以熔化 废钢;(2)熔化中期,在还存在半熔态废钢的情况下,切换到大流量、低流速的氧气以快速熔化废 钢;(3)在炉内废钢基本熔清后,吹入超声速氧气直到冶炼完成。
JetboX技术开发了单一氧枪控制线路技术,获得专利的烧嘴通过使用一个旁通阀分流适量 的环绕氧气,分流的环绕氧气流量是根据每个钢厂情况量身定做并根据电炉的操作状态而调节 的。淮钢70 t交流电炉使用了 PTI Jetbox系统。
Air Liquid生产的PyreJet多功能炉壁氧枪,具有熔化和切割废钢的能力,以及其他附加的功 能。它包括的炭粉喷吹和超声速氧气射流,可以帮助泡沫渣生成及熔池精炼。铜质的水冷燃烧 室可以控制火焰的形状,同时还可以保证氧气和燃气的开孔不被飞溅的钢水及钢渣堵住。燃烧 室内部配有一个超声速烧嘴,在必要时可快速方便地从燃烧室上脱开并取出。在PyreJet多功能 炉壁氧枪上还同时配有可更换的炭粉喷吹管,其出口靠近中轴线,这样的布置有助于炭粉在中心 超声速氧流带动下冲入渣层从而深入熔池内部进行有效的脱碳及帮助保护渣的生成。利用
• 228 ∙ 5电炉冶炼过程物料平衡与能量平衡-- PyreJet多功能炉壁氧枪技术,终点碳的含量可降低到O. 02%。PyreJet多功能炉壁氧枪在炼钢生 产中具有烧嘴模式和氧枪模式。根据冶炼的需要,两种模式可以自由切换。江阴兴澄IoOt直流 电炉安装了 PyreJet多功能炉壁氧枪。
TeChint技术公司生产的KT喷吹系统可以提高输入电炉的热能和化学能的利用效率。KT 氧枪安装在熔池的渣线处。冶炼前期,KT氧枪像烧嘴一样工作,冶炼后期,向熔池内喷入超声速 氧气射流。KT喷炭枪也安装在渣线处,炭被喷入渣中降低耐火材料的磨损,改善造泡沫渣和提 高电弧能的传输。KT多功能烧嘴可以用在最初的废钢熔化和其后的后燃烧。天管150 t交流电 炉应用KT氧枪。
美国PraXair生产的Cojet具有输入化学能和向熔池吹超声速氧气射流的能力。炭粉喷吹系 统能够有效与氧气系统配合造泡沫渣,对提高冶炼节奏和节约炼钢成本有显著作用。上海宝山 钢铁公司150 t直流电炉应用美国Praxair生产的Cojeto
北京科技大学研发的USTB集束射流氧枪分为多种结构,包括:单层环氧保护中心氧气射流 和环燃料保护主氧,还有在中心氧气射流周围环低速喷射燃料和氧气的多功能多模式氧枪。 USTB集束喷吹系统能够根据冶炼条件在尽量降低炼钢成本基础上达到安装氧枪的目的。USTB 集束喷吹系统还在与氧枪平行的位置安装了炭枪,尽量使氧气能够把炭粉引流到熔池内,提高炭 粉利用率。根据冶炼原料的不同,氧枪在冶炼过程中有多种模式,可以快速输入化学能熔化废 钢,也可提供高速的氧气射流切割废钢,冶炼后期能够快速脱碳。河南安阳钢铁公司IOOt烟道 竖炉电炉应用北京科技大学的USTB集束喷吹系统。
D集束射流氧枪在电炉上的应用
目前,集束射流技术已在世界范围内普遍应用,使用效果良好。表5 -51列举了典型集束射 流技术在国内大型电炉的应用情况。
表5-51大型电炉的氧枪设备参数及主要技术经济指标
|
参数名称 |
Cqjet |
PyreJet |
KT injection system |
Jetbox |
USTB |
|
氧枪设备供应商 |
Praxair |
Air Liqude |
Techint |
PTI |
北京科技大学 |
|
使用单位 |
宝钢股份公司 |
江阴兴澄特种 钢铁有限公司 |
天津钢管集团 有限公司 |
淮钢集团 钢铁总厂 |
安阳钢铁公司 |
|
炉型 |
直流(双壳) |
直流 |
交流 |
交流 |
交流 |
|
公称容量/t |
150 |
100 |
150 |
70 |
100 |
|
氧枪投产时间 |
2004 -11-15 |
2∞1 -10 |
2001 -07 |
2∞2-04 |
2006 - 04 - 08 |
|
设备供应商 |
Clecim |
Demag |
SMS-Demag |
Danieli |
Fuchs |
|
底电极形式 |
水冷钢棒式 |
水冷钢棒式 | |||
|
变压器容量/MV∙A |
33 ×3 |
90 |
100 |
60 ±20 |
72 |
|
炉壳直径/mm |
7300 |
6600 |
7000 |
5800 |
6077 |
|
石墨电极直径/mm |
711 |
711 |
610 |
550 |
610 |
|
F壁供氧能力 (标态)∕r√∙hT |
10000 |
80∞ |
>9500 |
6000 |
12000 |
|
马赫数 |
2 |
2 |
2.1 |
2 |
2 |
|
供氧模块数量(组) |
4 |
3 套 PyreJet 2 套 PyrOx |
3 |
3 |
4 |
...................-...5.6电炉炼钢冶炼过程物理热与化学热的利用∙229∙
续表5-51
|
参数名称 |
Cojet |
PyreJet |
KT injection system |
Jetbox |
USTB |
|
铁水兑入量/% |
33(常规) |
40~50 |
35 ~40 |
20 |
20 |
|
冶炼周期/min |
51 |
44 |
45 |
42~50 |
41 |
|
吨钢电耗∕kW∙h∙t-∣ |
236.2 |
177 |
275 |
265 |
167. 87 |
|
出钢量/t |
150 |
100 |
150 |
80/90 |
100 |
|
电极消耗/kg“T |
0.74 |
0.67 |
1.2 |
1.4 |
0. 809 |
|
吨钢氧气消耗 (标态)∕m3∙t- |
42.2 |
56 |
35 |
39 |
45.47 |
|
最高日产炉数/炉 |
29 |
29 |
28 |
28 |
28 |
|
留钢量/t |
15 ~20 |
15 |
15~20 |
15 ~20 |
25 |
|
燃料消耗(标态) ∕m3.t-' |
1∙5(天然气) |
1∙25(天然气) |
2(天然气) |
1.3 |
0 |
|
钢铁料消耗/kg∙tt |
1140 |
1073. 6 |
1154 |
1136 |
1134 |
|
炭粉消耗/kg∙L1 |
5 ~20 |
5 ~20 |
5 ~20 |
5 |
5. 837 |
5.6.3电炉炼钢冶炼过程的二次燃烧
电炉炼钢过程中,产生的大量含有较高C0(含量达到30% ~40% ,最高达到60% )和一定量 %和C出的废气所携带的能量占炼钢总输入能量的11%左右,有的高达20% ,造成大量能源浪 费。利用熔池上方的氧枪向炉气中吹氧,使C0在炉内燃烧生成CO2,将化学能转变成热能,促 进废钢熔化或熔池升温就是二次燃烧(简称PC)技术。
随着强化用氧技术的发展,在以废钢为原料的电炉输入能量中,以前电能占70% ,化学能 只占30%。当前强化用氧使化学能已经达到60% ,从而节省了电能。然而强化用氧同时也 会增加辅助材料和耐火材料的损耗,因此碳氧二次燃烧技术引起了广泛关注。利用好二次燃 烧,不仅能充分利用化学能,而且使电炉烟气温度得以降低,减少有害气体生成,有利于除尘 和环境保护。
5. 6. 3. 1 二次燃烧基本原理
根据理论计算,在添加碳时,由于C-CO反应可为废钢熔化提供12. 5 MJ/kg碳的热量。若气 相中发生CO-CO2反应,则可提供20. 7 MJ/kg碳的热量,因此,添加碳时必须与二次燃烧技术相 结合效果较好。
在电炉冶炼过程中,炉气能量的损失有两种形式:
(1)高温炉气带走的物理显热;
(2)炉气可燃成分带走的化学能。
废气中的物理显热很难被熔池吸收,一般作为废钢预热的热源或其他热源而利用。而可燃 气体所携带的化学潜热若能使其在炉内通过化学反应释放出来就可以为熔池所吸收。实践表 明,二次燃烧技术可显著提高生产率,缩短冶炼周期和节约电能。
众所周知,炉膛中发生的燃烧反应为:
2C + O2=2CO ΔGθ = - 223400 - 175. 3 T J/mol
2C0 + O2=2CO2 ΔGθ = - 564800 + 173. 647, J/mol
• 230 ∙ 5电炉冶炼过程物料平衡与能量平衡
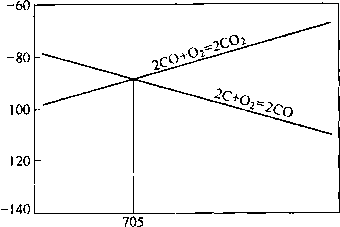
图5-58 CO和CO2稳定性的比较
从上式可以看出,炉气中的Co气体携带有 大量的潜热,其放热值为碳不完全燃烧放热值的 2. 5倍左右。若被利用起来则二次燃烧的热量 将以扩散传热和辐射传热的方式向炉料和熔池 传递。理论上在炼钢温度下两个反应都能正向 进行,但共同处于电炉内同一气氛下,两反应又 相互影响,如图5 -58所示。
由热力学计算得出在705七以下,CO2比CO 稳定,但在705七时二次燃烧生成Co2的反应不 能够顺利进行。
根据冶金物理化学的理论可知,二次燃烧反
应如要有利地进行必须具有良好的热力学条件和动力学条件。根据热力学反应式,可以计算出
一氧化碳与氧气反应生成二氧化碳在不同温度下的平衡常数,计算结果列于表5 - 52o
表5-52二次燃烧反应的平衡常数
|
温度/K |
1000 |
1500 |
2000 |
2500 |
3000 |
|
平衡常数 |
1.64 XlO10 |
2.10 XIO5 |
703.00 |
23.60 |
2.46 |
CO的燃烧反应具有支链反应特征,只有当存在H2O的情况下才能快速反应,反应机理:
链的产生:H2O+CO—>H2 + CO2
H2 + O2——>20H
链的继续:OH + CO ―-CO2 + H
链的支化:H+ O2—›0H + 0
0 + H2——»0H + H
继链: H +器壁—>1/2 H2O
CO+ 0 ——I-CO2
CO的反应速率可表示为:
-ɪ = 1-8 × ɪθ'3 "co? •鬼∙∕¾25o •肃;exp(-警^
式中TcoZo2 ∕co2 /h2o--分别为CO、O2、C()2和H2O的摩尔分数;
7—绝对温度,K ;
P...绝对压力,atm ;
|---时间,s;
R---气体常数,L 986kcal/( kg ∙ mol ∙ K);
R]---另一种形式的气体常数,82. 06atm ∙ cm3∕(g ∙ moɪ ∙ K) o
由以上看出,温度升高不利于二次燃烧反应的进行,有利于二次燃烧反应进行的热力学条件 是充足的氧气供应、低的炉气温度和一定量的水蒸气。出0浓度的最佳值为7% ~ 9%。电弧炉 内水来自原材料、氧燃烧嘴的燃烧产物及电极喷淋。
废钢熔化期,炉内温度低,有二次燃烧的炉气中CO含量明显小于无二次燃烧的炉气中Co 含量,表明CO得到较充分的燃烧;随着炉内温度逐步提高,炉气中Co含量也相应增加;在精炼 期,两者的CO含量已无区别,这时二次燃烧已不能进行。二次燃烧用氧均来自熔池上方,流速 较低,熔池形成以后也不会产生强烈的搅拌效果,因此整个冶炼期内,二次燃烧反应主要集中在
...5.6电炉炼钢冶炼过程物理热与化学热的利用∙231∙
烟气中及渣一气界面。也就是说,反应释放的热量首先由烟气吸收,再向废钢、渣层或钢液传热。 但是,应该注意到,烟气在炉内停留时间很短,因此,反应热不可能被完全有效地利用。
从动力学的角度来说,废钢熔化期,废钢温度较低,表面积大,有利于热量传输,即二次燃烧 热的利用率较高;精炼期,一方面,二次燃烧反应受到抑制;另一方面,熔池温度较高,传热面积较 小,也不利于热量传输,二次燃烧反应热利用率下降。
为了反映二次燃烧反应进行的程度,常用二次燃烧率PCR来表示,并考虑到%的燃烧,二
次燃烧率PCR定义为:
PCR
% CO2 + % H2O
% CO + % CO2 + % H2O
X 100%
式中 PCR——二次燃烧率,% ;
%CO2,%CO——分别为燃烧产物中CO2和CO的体积分数;
% H2O——燃烧产物中H2O的体积分数。
评价二次燃烧反应热量的有效利用程度的指标称为二次燃烧的热效率(HrE),用下式表示:
HTE = * X 100% EPC
式中AE—采用二次燃烧后电能的实际节约量,kW∙h/t;
EPC——二次燃烧反应放出能量的理论值,kW∙h/t。
综上所述,要充分发挥二次燃烧技术的效果,除了要达到较高的二次燃烧率外,还要有较高 的热效率。要提高炉气的二次燃烧率和得到较高的热效率,二次燃烧必须在泡沫渣中进行。
5. 6. 3. 2 二次燃烧效果
供氧方式不同,二次燃烧效果也有差异。现以Air Liquide公司开发的ALARC-PC技术在电 炉炼钢中取得的实际效果来做说明。对电参数的有利影响及炉中可燃气体二次燃烧产生化学热 的直接作用,可明显改善电炉的技术经济指标:
(1)缩短冶炼时间。实测得,采用二次燃烧消耗1 m3氧气可缩短冶炼时间0. 43 -0. 50 mino 德、意、法等国应用二次燃烧的电炉可缩短从通电到出钢时间的8% ~15%0
(2)降低单位电耗。测得用于二次燃烧1 m3 O2可节电5.8kW∙h/t。德国BCW公司的大量 试验得到,一般用于二次燃烧的氧量为16. 8 r∏3/t,该厂实际节电62 kW∙h∕t;若能将冶炼过程中 来自吹氧和泡沫渣中产生的CO完全燃烧成CO2,可节电80 kW∙h∕to美国Nucor公司在一座60 t 电炉上实测得到每炉冶炼时间从58 min降为54 min,电耗从380 ~ 400 kW∙h∕t降为332 kW-h/to 据报道,电炉采用二次燃烧后,因减轻对除尘系统的负荷,可节电10 kW∙h/to
(3)提高生产率。电炉使用二次燃烧后改善了电特性,且产生大量的化学热,又由于二次燃 烧可减少CO向环境放散,这样在炼钢原料中较大量地加入DRI、HBl和Fe3C等也不会增加CO 的放散量,大大有助于提高生产率。CaSCade公司应用二次燃烧后,使粗钢产量从0.54 Mt/a上升 到 0. 66 Mt∕ao
(4)减轻炉子的热负荷。对炉子热损失测定表明,只要合理使用二次燃烧技术,从水冷炉 壁、烟道进出口冷却水温度测知,其影响几乎可以忽略;只有水冷炉壁的热损失有所增加,最大可 达21. 96 X IO6 J∕to但由于冶炼时间缩短,产量增加,实际热损失从増.32 X IO6 J/t降到72. 72 X IO6 J∕t0
(5)对其他指标的影响。从采用二次燃烧技术后的大量生产实践统计得到,只要正确应用 二次燃烧技术,除氧和碳的用量有不同程度的增加外,其他指标均可得到改善。美国NUCOr公司 测定,二次燃烧形成的泡沫渣对电极的屏蔽作用使单位电极消耗下降;普遍关注的因受炉气中氧
• 232 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
势的变化而影响较大的铁损问题,也经实测得出,渣中(FeO)达到低水平,并不造成铁损增大。
德国BSW公司应用ALARC-PC技术,合理调节并尽可能增大氧耗,使输入电功率降低7% , 生产率提高7% ,结果见表5 -53。
表5 -53 ALARC-PC技术对消耗指标和生产率的影响
|
________项 目________ |
无 ALARC-PC |
用 ALARC-PC |
|
电耗 ∕kw∙h∙r∣ |
372.0 |
347.0 |
|
总氧耗/m3 ∙ L |
35.6 |
45.6 |
|
碳耗∕kg∙t~ |
12.6 |
11.8 |
|
送电时间/min |
40.5 |
36.8 |
|
出钢到出钢时间/min |
51.5 |
47.8 |
(6)环境的积极效果。在电炉冶炼过程中,PCR最高可达80%,废气中Co含量从20% ~ 30%降到5% ~10% ;C()2从10% ~20 %增加到30% ~35% ,且大大减少了 NO,有害气体向环境 的放散,有利于环境的改善。
5. 6. 3. 3 二次燃烧应用
A 国内外应用
Nucor钢厂于1993年夏开始在2座60 t电炉上应用二次燃烧技术。二次燃烧是通过在熔池 上方吹氧实现的。NUCor钢厂首先用已有的氧燃烧嘴对二次燃烧进行了尝试,但效果没有预期 中的好。分析其原因,主要是缺少追加的氧和炉内烧嘴的位置相对较高。
第2阶段的试验使用了自耗的手动二次燃烧氧枪。从炉门插入炉内,这次试验测量了尾气 CO和CC>2含量并依此决定。2的吹入量。02从紧贴钢水的渣层吹入,并且在加入每篮料后尽可 能快地将氧枪插入炉内。一直持续到精炼。
NUCor钢厂通过应用二次燃烧技术,电能消耗降低了 40 kW∙h∕t,出钢—出钢时间也缩短了 4 mino
GoodfeIIoW公司开发了电炉过程优化专家系统(EFSoP)。控制系统实时分析尾气各组分的 浓度,并根据热化学平衡计算和能量平衡计算来确定氧气吹入量,从而达到控制电炉的燃烧环 境、优化冶炼过程的目的。
从尾气分析系统分析出尾气中CO,CO2 ,H2、O2的浓度并将数据传到控制系统有10 ~ 15 s的 时间延迟,造成了控制系统的反应总是滞后于炉内气体分布。因此,开发了一个神经网络来预测 尾气浓度并用分析系统的分析值进行校正。所开发的神经网络可以预测未来30 ~ 120 S的尾气 浓度。实际操作表明,神经网络的预测精度达到85% ~90%以上。控制系统应用神经网络预测 结果,更准确地控制了氧气操作。
Goodfellow公司在1座150 t电炉上进行了试验,这座电炉在炉墙上安装有3个烧嘴,试验中, 将烧嘴安置在渣线以上约1 m的位置,通过将燃烧比从3: 1提高到8: 1,得到了节电15 kW∙h∕ t,通 电时间缩短166 S的效果。
国内二次燃烧技术也在迅速发展。如江苏淮钢有限公司与美国PraXair公司合作,引进电炉 二次燃烧技术。该技术的特点:二次燃烧枪复合在原电炉主氧枪内(MoRE型)与主氧枪同步进 出,枪头区域的高浓度CO能及时、有效地与二次燃烧枪喷吹的氧气反应。同时,热量被废钢或 熔池吸收,提高了生产率。
当前,二次燃烧技术的发展趋势是在不同时间控制空气和氧气的喷吹。首先尽可能喷射
-----------------------5.6电炉炼钢冶炼过程物理热与化学热的利用∙233∙
空气,然后仅在大量产生CO时喷入纯氧。应用结果表明,该技术的燃烧效率很高,熔化过程 更加安全、稳定。采用该技术的第一套设备已在卢森堡PrOfnarbed公司的迪弗丹日厂投入 使用。
B淮钢PraXair二次燃烧系统
淮钢电弧炉实施的二次燃烧技术是淮钢和美国PraXair公司合作完成的。
淮钢PraXair二次燃烧系统包括:二次燃烧(PC)枪、氧气流量控制器、炉气分析仪等。控制方 式可以是闭环,也可以是开环。闭环控制是根据炉气分析系统测得的炉气变化(主要指CO含 量)来控制二次燃烧吹氧量,通常在调试或工艺变更时采用,目的是搜集和分析数据,确定二次 燃烧吹氧曲线的模型;开环控制是根据冶炼模型来设定二次燃烧供氧的控制方式。
二次燃烧系统示意图如图5 -59所示。
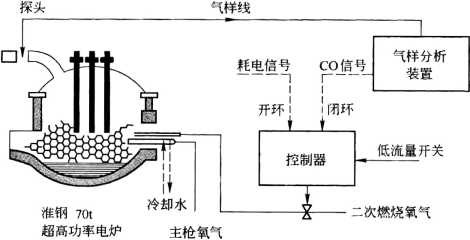
图5-59二次燃烧系统示意图
二次燃烧枪:采用"复合式"二次燃烧枪,即将二次燃烧枪复合在原电炉主氧枪内 (MORE型),利用主枪驱动机构,实现和主枪同步进出。这样省去了二次燃烧枪机构,简化 设备,节省投资,还满足工艺要求。CO生成物在电炉内分布不均匀,但大多数CO生成物集 中在喷氧、喷炭区附近,将二次燃烧用氧集中地喷吹在富CO区,就能最大限度地提高燃烧 热效率。由于二次燃烧氧枪和主氧枪一起使用,枪头区域高浓度Co就能及时、有效地被二 次燃烧枪喷吹的氧气捕捉并烧掉,放出的热量被废钢或熔池吸收;在炉内相对低的部位进 行二次燃烧反应,能够最大限度地提高热效率,也能允许在整个熔炼期进行二次燃烧操作, 延长二次燃烧使用时间。
炉气分析仪:炉气分析系统能够从炉气中取气样并连续分析其中的C0、CO2、。2含量,炉气 分析系统包括一个探头,一条送样线和一个气样处理分析柜。气样探头安装在除尘弯管接缝处 附近。分析仪主要用于调试时测定CO的生成模型,以便建立二次燃烧枪的用氧曲线。
氧气流量控制器:氧气流量控制开关和PLC控制板调节二次燃烧枪氧气流量。当二次燃烧 枪插入炉内时,氧气会自动打开,并可根据Co读数调节氧气流量。调试时测量炉气中的Co含 量以确定最佳的吹氧曲线,并编入二次燃烧枪的PLC控制器中,在以后的操作中会自动使用这 种吹入曲线。根据70tUHP FAF炉气分析结果编人的基准吹氧数据为250 m3/ h、700 m3/ h和 900 m3/h。二次燃烧枪阀架氧气进口压力为0.8 ~ 1.0 MPa,最大流量为1500 !√/h,二次燃烧枪 出口压力为0. 3 ~0. 4 MPao
淮钢二次燃烧系统的工艺流程如图5 -60所示。
• 234 ∙ 5电炉冶炼过程物料平衡与能量平衡
来自VPSA氧气输送管道
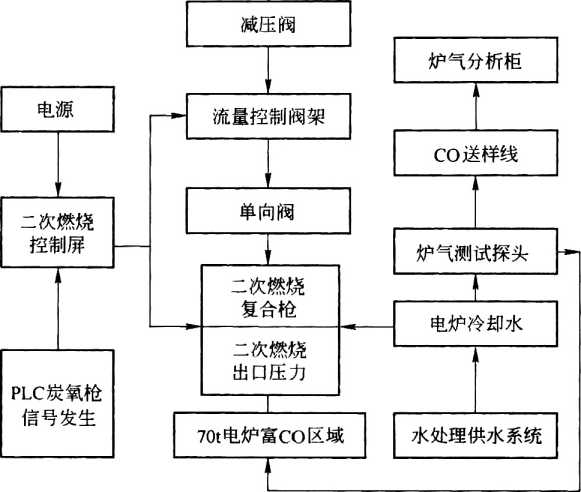
图5-60工艺流程示意图
淮钢针对冶炼20MnSi使用二次燃烧技术的效果进行了数据统计和数据分析,如表5 -54 所示。
表5-54二次燃烧效果统计表
|
项 目 |
二次燃烧枪(有二次燃烧) |
MORE枪(无二次燃烧) |
差 值 |
|
取样炉数/炉 |
19 |
26 | |
|
人炉废钢/t |
71.21 |
64. 80 |
+ 6.61 |
|
热装铁水人 |
13. 88 |
12. 53 |
+ 1. 15 |
|
出钢量/t |
80. 38 |
71.83 |
+ 8. 55 |
|
吨钢电耗/kW∙h∙t" |
322. 94 |
350. 88 |
-27.94 |
|
主氧枪氧耗/n? |
1440. 42 |
1499. 12 |
-58. 70 |
|
烧嘴氧耗/O? |
1069. 11 |
733. 80 |
+ 335.31 |
|
二次燃烧用氧/m3 |
445. 16 |
0 |
+ 445. 16 |
|
总氧耗Ai? |
2954. 68 |
2232. 92 |
+ 721.76 |
|
吨钢氧耗∕rn3∙t-i |
37.09 |
31.26 |
+ 5. 83 |
|
其中二次燃烧吨钢氧耗/n? ∙t" |
5. 59 |
0 | |
|
通电时间/min |
38. 84 |
37.24 |
+ 1.60 |
|
出钢到出钢时间/min |
61.26 |
62. 28 |
-1.02 |
同时,对炉气中CO、CO2含量进行了分析,对二次燃烧前后燃烧沉降室和布袋入口处的烟气 温度的变化情况进行了监测,如表5 -55所示。
.........................5.6电炉炼钢冶炼过程物理热与化学热的利用• 235 •
表5 -55烟气温度变化表
|
项目 |
使用二次燃烧 |
未使用二次燃烧 |
差值 | ||
|
沉降室温度 (平均值)/七 |
熔化期 |
520 |
熔化期 |
535 |
-15 |
|
氧化精炼期 |
617 |
氧化精炼期 |
608 |
+ 9 | |
|
布袋入口处温度 (平均值)/t |
熔化期 |
86 |
熔化期 |
88 |
-2 |
|
氧化精炼期 |
91 |
氧化精炼期 |
95 |
-4 | |
运行结果显示,70 t超高功率电弧炉在采用二次燃烧技术后:
(1)降低了冶炼电耗,生产实测表明:与未进行二次燃烧的炉次相比,电耗降低了约28 kW∙h/t。
(2)明显地提高了生产率。电炉同等出钢量的出钢到出钢时间可以缩短约7. 5 min。
(3)可加大高碳炉料的入炉量。采用电炉二次燃烧技术可使炉料中的碳变成经济的燃料, 可加大铁水和生铁的装入,使高碳炉料成为经济能源,并降低生产成本。
(4)降低了废气中Co气体的排放,改善了炉气对环境的污染程度。炉内CO的排出量可减 少至原来的1/4,也表明了采用二次燃烧能大大降低除尘系统的热负荷,这给优化炉后除尘设备 运行和废气温度控制带来了方便。
5. 6.4电炉炼钢冶炼过程的底吹工艺
在电炉炼钢大量用氧后,钢液氧化性提高,金属收得率降低,导致钢包精炼所用脱氧剂用量 的增加。为促进电炉炼钢过程中碳的脱氧反应,抑制钢液氧化和促进氧化铁还原有必要开发熔 池均匀搅拌技术。此外,一方面电弧的作用使渣局部过热,耐火材料侵蚀严重;另一方面由于热 分布不均匀导致熔化不均匀。为了促进熔池内还原金属和去除杂质的化学反应,要求增大反应 界面积,而增大反应面积的有效措施就是开发熔池搅拌技术。
在传统电炉冶炼方法的基础上,为了使钢水温度及成分均匀,瑞典ASEA公司曾开发了电磁 搅拌技术,但这种搅拌的搅拌力不强,金属还原不好,电弧传热不均,因此以均匀高强度搅拌为目 标的电炉底吹技术得到快速发展。
电炉底吹搅拌技术始于20世纪80年代。首先是由美国碳化物公司的林德分公司和德国蒂 森钢铁公司在长寿命不堵塞底吹装置的基础上发展起来。
电炉底吹技术在世界范围内得到了广泛的应用,随着我国冶金行业技术水平的提高,我国的一 些钢厂,如韶关钢铁公司、广州珠江钢铁有限责任公司、南京钢铁集团有限公司、抚顺钢厂、张家港 润忠钢铁有限公司、淮阴钢铁集团公司等均先后从国外引进了装备底吹系统的超高功率电炉。
5. 6. 4.1 底吹搅拌机理
电炉底吹气体搅拌改变了熔池内部和钢液间的传热、传质速率,从而影响到与此有关的炼钢 反应。从转炉和炉外精炼的实践中可知,向熔池深处吹入气体可轻易地获得比机械法和电磁法 要大得多的搅拌效果。在一定熔池深度下,熔池比搅拌能与底吹气量成正比,即:
f = 28∙5f*g(1+T⅞)
式中E——比搅拌能,w/t;
Q--底吹气体流量,m3/min;
W——熔池深度,m;
T-熔池温度,K ;
W一钢液重量,to
• 236 • 5电炉冶炼过程物料平衡与能量平衡
因此,通过调节底吹气体流量可很好的控制熔池搅拌强度。向电炉中以0. 06 m3∕( min∙t)的 供气强度底吹鏡气时,其比搅拌能可达375 ~ 400W/t。而向钢液中插管吹氧(深为35 Cm),碳含 量从0. 4%降到0. 1%时,其比搅拌能只有70 W/t,在其他不吹气体期间电弧的比搅拌能则仅有 1 ~3 W∕to由此可见,电炉底吹气体后可大大改善炉内的搅拌状况。
熔池混合情况与熔池搅拌强弱有关。中西恭二等较早地提出了熔池混均时间(S)与比搅拌 能的经验关系式:
T = 800e-°4
由于该式对于熔池情况偏差较大。对此,日本寺田修等从50 t底吹电炉的实验结果中得出了电 炉内熔池混均时间T(S)与比搅拌能g的关系式:
τ = 434g-°∙35 该式为研究电炉内的熔池搅拌提供了基础。
实验表明钢水上凸高度A/√m)与搅拌动力叭W)间的关系式为:
Δ⅛ = 9. 364 X 10 Y Ir-0.66
搅拌动力Wf可用下式定为:
W = 6. 18ρ∏n(l +0. 6868H)
可知,当钢液面高度"一定时,气体流量Q越大,则钢水上升高度AA也越大。
5. 6. 4. 2 底吹效果
底吹搅拌工艺的效果有:
(1)碳氧反应接近平衡。图5-61为有底吹与无底吹条件下钢液中碳氧关系的比较结果。 由图5-61可以看出,底吹气体搅拌的熔池中硃氧值更接近反应平衡曲线。从而使渣中Feo含 量下降4%左右,在吹氧精炼末期达到24. 5%。
(2)提高脱磷能力。底吹气体强化了钢液混合,加快了钢液中磷向渣传递的速度,从而有利于脱 磷,特別是冶炼对磷要求高的钢种,底吹搅拌下脱磷效果十分显著。一般情况,[P]可达0. 010%以下。
(3)提高脱硫能力。底吹气体强化了钢液混合,加快了钢液中磷向渣传递的速度,同时又降 低了渣中FeO含量,提高了硫的分配系数,从而有利于脱硫。图5 - 62表明,底吹搅拌下脱硫效 果十分显著。
0.J2
0.10
080604 0.0.0. %/嘛溢观
0.02
底吹搅拌电炉
无搅拌电炉
20
O
O.
^w^w
0.010
[%C]×[%0]=0.0025
0.05 0.10 0.15
溶解碳/%
】0 30 50 70
图5-61不同搅拌条件下电炉 熔池中碳氧关系的比较
图5-62不同搅拌条件下的电炉 钢液脱硫效果的比较 I-不吹气;2 ~5-吹气
........................5.6电炉炼钢冶烁过程物理热与化学热的利用♦ 237∙
(4)提高金属收得率。底吹降低了渣中(Feo)含量,减少了钢液中[Cr]、[Mn]的氧化,铁、 锌、辂损失较少,可分别使钢液中锦和硅的收得率提高8.8%和2. 9% , FeSi消耗降低 0. 726 kg/t钢。冶炼不锈钢时可分别使倍和钛的综合收得率提高4% ,并且还可减少低碳倍铁消 耗80%以上,从而节省大量合金料。同时,还原时间和电极高温时间缩短,防止了金属再度氧 化。日本星崎制钢的底吹效果,渣中倍损失减少2. 51 kg/t,⅜8损失减少1.5 kg/t。
(5)代替含氮合金。底吹氮气对某些钢可起到增[N]作用,在电弧炉冶炼碳氮强化钢 (NO. 02% ~0. 04%)中,经 10~15 min 底吹 N?,钢中氮含量由 QOO9% ~0. 010%增到 0. 023% ~ 0. 037% o正好达到规定成分。
(6)提高了废钢熔化速度。电弧炉底吹气体加强了熔池搅拌、提高了传热速度、加快废钢 熔化。计算表明,对于长度大于80 Cm的成捆轻废钢如不用底吹气体搅拌,在70 min内很难熔 化,但经底吹搅拌0. 06 m3∕(min ■ t),在33 min内就熔化了。
(7)加速合金熔化和混匀。有关实验表明,在静态钢液中加入鸽和铝金合,3Omin后,钢中鸽、铝 浓度为混匀后的浓度的1/2 ~2/3;而在底吹气体搅拌下,4 ~6min就可达到均匀浓度。在冶炼不锈钢 时,对出钢前炉中取样分析的结果表明,采用底吹工艺的[Cr]含量的双氧差平均值为0.06% ,而采用无 底吹工艺为0.133%。由此可看出,底吹工艺钢液的成分均匀性和稳定性明显提高。电炉钢液成分的
快速混匀,消除了含难熔金属和高合金比的合金钢因取样无代表性而产生废品的现象。
(8)减少石灰消耗。图5 -63示出氧化结束 [P]与石灰加入量的关系。由图5-63可以看出, 底吹搅拌有减少石灰用量的倾向。
(9)节能降耗、提高生产率。底吹使电炉熔池 均匀搅拌,废钢均匀熔化,避免了熔池表面的过热现 象,因而热辐射损失较少。钢液温度均匀,消除了冷 点,因而也减少了能量消耗。均•混合的熔池可造 成较好的动力学条件,提高了传热、传质的速度,促 进了化学反应的进行以及合金元素的均匀分布,可 实现快速出钢。底吹作用使渣中(Cr2O3)降低,消 除了渣的硬化现象,确保渣具有良好的流动性,也为 快速出钢准备了条件。因此,在电炉中采用底吹工 艺可大大降低电耗,提高生产率。
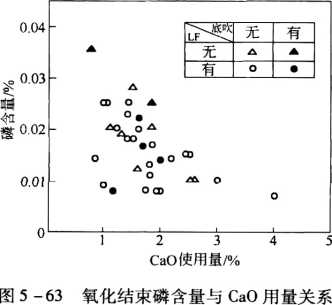
电能消耗ZkW。h∙tT
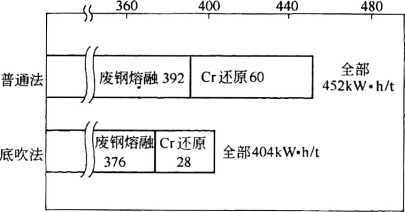
图5-64底吹法与普通法电耗的比较
意大利Beltrame制钢140 tEBT电炉底 吹的效果,电能降低了 27kW∙h/t。日本京滨 制钢用底吹法与普通法冶炼SUS3M不锈钢, 其电耗比较如图5-64所示。
5. 6.4. 3 底吹工艺设备
电炉底吹炼钢技术的基本目的与作 用就是将气体从炉底吹入熔池中搅拌钢 液,提高电炉的冶炼能力。电炉底吹系统 主要由炉底供气元件、底吹气源、气体输 送管道、底吹气体控制装置等组成。
在特殊的条件下,要求底吹设备具有较宽的气体流量调节范围。上限可以充分搅拌熔池,以 均匀钢液的成分和温度,加快化学反应;下限可以维持最小供气量,使其压力大于钢液静压力,井
• 238 ∙ 5电炉冶炼过程物料平衡与能量平衡----------------------------- 应具有在意外情况下防止炉底穿漏的安全设施。
A供气元件种类和结构
电炉底吹搅拌装置有喷嘴式(双层套管式、单管式)及透气塞式(DPP型、MHP型、VRS型和 TLS型)。电炉底部供气元件的选择一般与底吹气体种类有关。电炉底吹氧气等氧化性气体时 一般采用双层套管喷嘴,内管吹氧化性气体,外管吹保护气体(日本山阳特钢公司就采用此种喷 嘴)。底吹惰性气体时大多采用细金属管多孔塞供气元件(意大利Beltrame厂、日本京滨厂等)。 底吹天然气时采用单管式供气元件(墨西哥DeaceroDo当然还可以选用其他结构喷嘴、供气 砖,如环缝式、缝砖式、直孔型透气砖等。
目前国外普遍采用的电炉底枪,是转炉顶底复吹的定向多孔型底部供气元件(简称DPP元 件)。图5 -65所示为电炉所用的Redex DPP系统。
图5-66所示为Redex定向多孔喷枪。该供气元件将多根ψl ~2mm的不锈钢管埋入MgO-C质 耐火材料内。将DPP元件镶嵌在电炉底部,用底部座砖紧密压紧,在DPP元件与座砖之间用可塑料捣 打填实。这种可塑料在高温侧由火焰牢固烧结,低温侧则保持原始颗粒状态,因此更换修理十分方便。
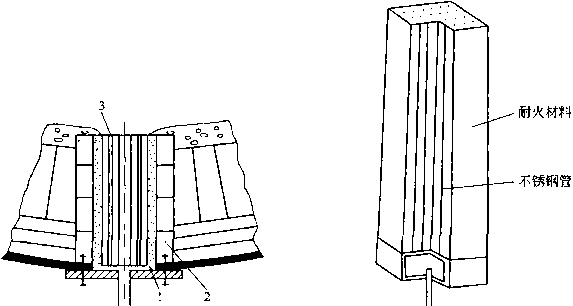
图5 - 65 Redex电炉DPP系统
I—特殊捣打料;2一矩形支撑砖;3-不锈钢管
图5-66 DPP定向多孔塞
美国Veitscher公司开发的MHP型透气塞如图5 -67和图5 -68所示,其结构与DPP型近似。
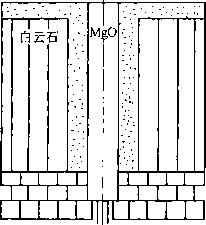
图5-67接触式MHP透气塞
:MgP捣打料.:.
ɔlo*
UIOODIΣI
图5-68非接触式MHP透气塞
--.....................5.6电炉炼钢冶炼过程物理热与化学热的利用・239-
图5 -69为美国VeitSCher公司研制的VRS型透气塞。图5 -70为美国Liquide公司研制的 TLS型透气塞。
日本东京钢铁公司与川崎耐火材料公司联合开发的EF - KOA系统,结合了接触型搅拌系 统搅拌能力强和非接触型搅拌系统使用寿命长的优点,如图5 -71所示。
楣昌久对喷枪的研究结果表明,耐火伴内埋不锈钢管孔径为61. 5mm比较适合底吹操 作,其表观摩擦系数为A =0.027,在常用气体压力为3 ~ 6 Pa的范围内,其单管平均流量 (L/min,标态)为:
Q = 11.93p0 725
式中P..气体人口压力,Pa。
不锈钢管通过压力箱与供气系统相连接。供气系统与砖体分开,两部分可独立工作。在气 体入口端、中部位置及出口端分别设有热电偶,炉底设温度显示装置,以显示各部分温度、气体流 动状态及供气系统破坏情况,适时更换底枪。
B供气元件在炉底的布置
电炉类型和尺寸不同,其底吹装置和在炉底的布置也不同。意大利Beltrame厂是在三个低 温区中的两个区各布置一个DPP装置,如图5 -72所示。
图5-71 EF-KoA系统结构
I-透气砖捣打料;2-MgO捣打料;3一砖套;
4-MgO塞;5-密封成形件
图 5 - 72 Beltrame 厂 140 t 电炉中 DPP安装位置
• 240 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
墨西哥DeaCerO厂在偏心底出钢电炉炉底中心和出钢口附近各装一个喷嘴。
日本东京钢铁公司冈山厂在电极圆上的三个冷区各装一个喷嘴。
美国阿姆科高级材料公司巴特勒厂在电极圆外侧、电极之间装了 3个DPP装置。
特别典型的是美国Union Carbide公司和SIater钢铁公司采用3个底吹元件,将它布置在电 极间的炉膛直径60%的圆周上,如图5 -73所示。
实验表明,这样布置有加强低温区的钢液循环、大大提高废钢熔化速度、对电极操作和电弧 干扰小等优点。图5 - 74示出了几种不同炉型电炉的炉底供气元件的布置方案。
图5-73炉底烧嘴布置示意图
对于底部供气系统的布置,Zhang X D等水模型实验表明,总气体流量不变的条件下,电炉底 部三个喷嘴成正三角分布于电极圆上,比中央设置一个喷嘴具有较短的成分及温度均匀时间,得 到较好的传热传质条件。
C使用寿命
底吹装置的使用寿命取决于喷嘴的安装位置、透气砖类型以及不同炉子的操作和控制情况。 意大利BeItrame厂的电炉底吹使用MgO-C质细金属管多孔塞供气元件,寿命达400炉,与炉壁寿 命同步。墨西哥Deacero厂使用MgO-C质单管喷嘴,试用初期的侵蚀速度0. 5 mm/炉,正常使用 后已降到0.2 mm/炉,每星期用喷补料修补一次,每个炉段只更换一个喷嘴。日本东京钢公司冈 山厂140 t底吹电炉冶炼1587炉后,每个EF-KOA透气塞上方耐火材料的磨损量为51 ~ 102 mm, 因此不需要专门修理,只要用天然镁砂进行常规的炉底热修补和冷修补或喷补就可以了。
D喷吹气体
电炉底部喷吹气体的种类可采用Ar、N2、天然气、Co2、CO、C)2和空气等。Ar气是惰性气体, 不与金属发生反应,搅拌能力强是理想的底吹气体,但成本较高。M成本低,搅拌效果好,但底
-........................5.6电炉炼钢冶炼过程物理热与化学热的利用• 241 • 吹Μ会引起钢液增[N],可采用后期吹Ar等其他气体将其降低而获得合格产品。日本东京钢 公司冈山厂在电炉冶炼中,采用连续吹氧操作,熔池中产生大量Co,故能有效地使钢液脱[N], 因而该厂采用底吹02。底吹。2时,必须同时配备保护气体,防止供气元件严重烧损。底吹C° 时,要注意管路与控制元件和设备的密封问题。经实验和生产证明,在电炉中底吹天然气时,钢 液无增氢现象,同时对电极起到减少氧化的保护作用,是一种比较理想的气源。墨西哥DeaCerO Γ45 t偏心底出钢电炉采用底吹天然气,钢液无增氢现象,还为熔池提供了辅助能源。
我国韶钢、珠钢分别引进了 90 t ConsteeI电炉和150 t烟道竖炉电炉,均带有底吹气装置,采 用氮氣切换操作,前期吹氮,后期吹氨。北科大首先在实验室内进行了钢液脱氮及吸氮的动力学 研究,发现碳氧反应的氧、硫对钢液表面活性作用消失,氧含量大于0∙ 02%时底吹氮基本不吸 氮,从而开发了全程底吹氮技术,并与韶钢、珠钢合作实现了工业条件下全程底吹氮。考虑到电 炉熔池浅、吹氧强度大、生成的C。搅拌作用强,加上底吹气增加炉底维护难度,韶钢、珠钢取消 了底吹装置,已成功运行了多年。
5.6.5 电炉炼钢冶炼过程的泡沫渣工艺
泡沫渣工艺是20世纪70年代末提出的。早期电炉炼钢采用富氧法,使电耗明显降低,但由 此导致金属收得率降低以及炉渣量增加。熔清后钢液含碳低,炉渣稀薄,电弧加热效率低,钢液 升温困难。为消除这些不利因素,在氧化期,应向熔池中钢液喷吹炭粉,以还原回收渣中的FeO, 提高金属收得率和降低渣量。
现代电炉炼钢为缩短冶炼时间,提高电炉生产率,采用了较高的二次电压,进行长电弧冶炼 操作,增加有功功率的输入,提高炉料熔化速率。但电弧强大的热流向炉壁辐射.增加了炉壁的 热负荷,使耐火材料的熔损和热量的损失增加。为了使电弧的热量尽可能多地进入钢水,需要采 .用泡沫渣技术。
泡沫渣技术适用于大容量超高功率电炉,在电弧较长的直流电炉上使用效果更为突出。泡 沫渣可使电弧对熔池的传热效率从30%提高到60% (一般情况下,全炉热效率能提高5%以 上);电炉冶炼时间缩短10% ~14% ;冶炼电耗降低约22%;并能提高电炉炉龄,减少炉衬材料消 耗。电炉冶炼过程中电极消耗的50% ~70%是由电极表面氧化造成的。而采用泡沫渣操作可 使电极埋于渣中,减少了电极的直接氧化,又有利于提高二次电压、降低二次电流、使电能消耗减 少,电极消耗也相应减少2kg∕t以上,也使噪声减少,噪声污染得到控制。
5. 6. 5. 1 泡沫渣形成机理
泡沫渣是气体分散在熔渣中形成的。当熔渣的温度、碱度、成分、表面张力、黏度、等条件适 宜时,气体的作用使熔渣发泡形成泡沫渣。所谓泡沫渣是指在不增大渣量的前提下,使炉渣呈泡 沫状,厚度增加,即熔渣中存在大量的微小气泡,而且气泡的总体积大于液渣的体积,液渣成为渣 中小气泡的薄膜而将各个气泡隔开,气泡自由移动困难而滞留在熔渣中,这种渣气系统称为泡沫 渣。电弧炉泡沫渣的形成是在冶炼过程中,增加炉料的含碳量和利用吹氧管向熔池吹氧以诱发 和控制炉渣的泡沫化。熔池中的碳直接和氧反应生成CO,使熔渣起泡。喷入渣中悬浮的固体碳 粒,提高了熔渣的黏度及气泡表面液膜的强度和弹性,使气泡液膜难以破裂,从而提高了泡沫的 稳定性。炉渣发泡后,电极热端与金属液之间高温弧区不易散热,弧区电离条件得到改善,故气 体的导电率增加。在同样的电压情况下,电弧长度增加,同时泡沫渣成为电极弧光的屏蔽,对保 护电极、提高炉内热效率等起重要作用。气体泡沫使渣层厚度达到电弧长度的2.5 ~ 3. O倍,这 使电弧完全屏蔽在渣内,从而减少电弧向炉顶和炉壁的辐射,最终延长电炉炉体寿命,并能提高 电炉的热效率。
• 242 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
5. 6. 5. 2 泡沫渣的作用
泡沫渣极大地增大了渣一钢的接触界面,加速氧的传递和渣一钢间的物化反应,大大缩短 了一炉钢的冶炼时间。在电炉中泡沫渣厚度一般要求是弧柱长度的2. 5倍以上,电炉造泡沫渣 的主要作用为:
(1)可以采用长弧操作,使电弧稳定和屏蔽电弧,减少弧光对炉衬的热辐射。传统的电炉供 电是采用大电流、低电压的短弧操作,以减少电弧对炉衬的热辐射,减轻炉衬的热负荷,提高炉衬 的使用寿命。但是短弧操作功率因数低(CoSP=O.6 ~0.7),电耗大,大电流对电极材料要求高, 或要求电极断面尺寸大,所以电极消耗也大。为了加速炉料的熔化和升温,缩短冶炼时间,向炉 内输入的电功率不断提高,实行所谓高功率、超高功率供电。如仍用短弧操作,则电流极大,使得 电极材料无法满足要求,所以高电压长弧操作势在必行。但是长弧操作会使电弧不稳及弧光对 炉衬热辐射严重,而泡沫渣能屏蔽电弧,减少了对炉衬的热辐射;泡沫渣减轻了长弧操作时电弧 的不稳定性,直流电炉采用恒电流控制时,由于电弧电压波动很小,电极几乎不动。
(2)长弧泡沫渣操作可以增加电炉输入功率、提高功率因数和热效率。有关资料和试验指 出,容量为60 t、配以60 MV-A变压器的电炉,功率因数可由0. 63增至0. 88,如不造泡沫渣时炉 壁热负荷将增加1倍以上。造泡沫渣后热负荷几乎不增加;泡沫渣埋弧可使电弧对熔池的热效 率从30% ~40%提高到60% ~70% ,使用泡沫渣使炉壁热负荷大大降低,可节约补炉镁砂50% 以上和提高炉衬寿命20余炉。
(3)降低电耗、缩短冶炼时间、提高生产率。由于埋弧操作加速了钢水升温,缩短了冶炼 时间,降低电耗。国内某些厂普通电炉造泡沫渣后。It钢节电20~70kW∙h,缩短冶炼时间 30 min/炉,提高生产率15%左右。由于吹氧脱碳及其氧化反应产生大量热能,加入泡沫渣对 电弧起屏蔽作用,加上吹氧搅拌迅速均匀钢水温度等方面的原因,吨钢电耗明显降低。据日 本大同特钢知多厂70 t电炉实测,冶炼各期电弧加热效率η如下:熔化期加热T7 =80%熔化平 静钢液面加热η =40%喷炭埋弧加热"=70%可见,采用埋弧喷炭造泡沫渣的方式,将比传统 操作热效率提高很多,将使熔体升温速度快,冶炼时间缩短。同时,由于炉渣大量发泡,使钢 渣界面扩大,有利于冶金反应的进行,也使冶炼时间缩短。再加上电炉功率因数的提高,使吨 钢电耗得以下降。
(4)降低耐火材料消耗。由于泡沫渣屏蔽了电弧,减少了弧光对炉衬的辐射,使炉衬的热负 荷降低。同时,导电的炉渣形成了一个分流回路,输入炉内的电能不再是全部由电弧转换为热 能,而是有一部分依靠炉渣的电阻转换。这样在同样的输入功率下,就减少了电弧功率,这也有 利于减少炉衬的热负荷,降低耐火材料消耗。使用泡沫渣时,电极消耗与电流的平方成正比,显 然采用低电流大电压的长弧泡沫渣冶炼,可以大幅度降低电极消耗。另外,泡沫渣使处于高温状 态的电极端部埋于渣中,减少了电极端部的直接氧化损失。
(5)泡沫渣具有较高的反应能力,有利于炉内的物理化学反应进行,特别有利于脱磷、脱硫。 泡沫渣操作要求更大的脱碳量和脱碳速度,因而有较好的去气效果,尤其是可以降低钢中的氮含 量。由于泡沫渣埋弧使电弧区氮的分压显著降低,钢水吸氮量大大降低。泡沫渣单渣法冶炼,成 品钢的含氮量仅为无泡沫渣操作的三分之一。由于铺底石灰提前加入及炉渣泡沫化程度高,流 动性好且不断吹氧搅拌钢液炉渣,大大增加了钢渣接触面积,有利于氧化渣脱磷反应进行。冶炼 实践证明,只有少数炉次熔清时分析磷在0.030%以上,一般来说磷都能小于0.020 %。由于炉 渣的发泡使渣钢界面积扩大,改善了反应的动力学条件,有利于脱硫、脱磷反应的进行,尤其有利 于脱磷。脱磷反应是界面反应,泡沫渣使得这种反应得以不断进行。另夕卜,工业上一般选用 TFeo为20%, (CaO/SiO2)为2的炉渣作为泡沫渣的基本要求,这种渣本身对脱磷就很有利。同
..5.6电炉烁钢冶炼过程物理热与化学热的利用• 243 • 时,电炉可以一边吹氧一边流渣,可及时将含磷量高的炉渣排出炉外,这也是有利于脱磷的。此 外,在进行泡沫渣冶炼时,一般熔池的脱碳量和脱碳速度较高,有利于脱[氢]。因有泡沫渣屏 蔽,电弧区氮的分压显著降低。因此,采用泡沫渣冶炼的成品钢中,氮含量只有常规工艺的1/3O
5. 6. 5. 3 影响爆渣发泡的因素
从理论上分析,影响熔渣泡沫化的因素主要有两个方面,即熔渣本身的物性和气源条件。影 响气泡存在和消失的炉渣物理性质对炉渣泡沫化有影响。炉渣中气泡的出现必然要为形成气液 界面作功,所形成的气液表面能取决于气泡表面积的增加量和表面张力的乘积。可见,炉渣的表 面张力对炉渣发泡性能有影响。从能量的角度出发,可以定性地认为,随着炉渣表面张力的降 低,在炉渣中形成气泡所消耗的能量减少,所以有利于炉渣的发泡。而当炉渣呈泡沫状态时,存 在于渣中的气泡被膜状的渣液所分隔,这种状态的出现和消失就是炉渣的发泡和消泡。其主要 影响因素如下所述:
(1)吹气量和气体种类。在不使熔渣泡沫破裂或喷溅的条件下,适当增加气体流量,能使泡 沫高度增加。CaO∕SiO2 =0.43,FeO =30%的熔渣,随吹入的氧气量增加,泡沫渣的发泡高度呈 线性增加,但吹气量增加到一定程度后,发泡指数不变。在其他碱度和FeO时也将有同样的 结果。
(2)炉渣碱度。大量研究指出,碱度在2.0附近,其发泡高度最高,碱度离2.0越远,其发泡高 度越低。这主要与碱度为2.0附近渣中析出大量2CaO∙SiC>2(缩写为C2S)固体颗粒和CaO固体颗 粒,从而提高熔渣的黏度有关。低碱度时加入CaO,熔渣表面张力增加而黏度降低。碱度高于2.0, 加入CaO,则使C2S转变为C3S,因而渣中固体颗粒数量减少。但碱度小于1时,碱度增加,泡沫寿 命降低。碱度对Cao-Si02-图203熔渣也有类似的影响。发泡高度最高点碱度为1.6 ~2.0。
(3)熔渣组成成分。CaO/SiO2 =1∙22时,随熔渣中FeO的增加,泡沫寿命逐渐下降。碱度 为2. 0附近时,FeO对发泡高度影响较小。碱度离2. 0越远(靠近1. 0或3. 0),含FeO为20% ~ 25%熔渣比含Feo为40%左右熔渣的发泡高度要高。因碱度低于1.5时,随Feo的增加,熔渣 的表面张力增加,黏度降低,故发泡高度和泡沫寿命下降。生产中一般选用(Feo) =20%、 (CaO)Z(SiO2) =2的炉渣作为泡沫渣的基本要求。
(4)熔池温度。随着熔池温度升高,炉渣的黏度下降,渣中气泡的稳定性随之降低,即泡沫 的寿命缩短。有关研究指出,温度增加100霓,泡沫的寿命将缩短1.4倍。显然,炉渣成分及进气 量一定时,较低的熔池温度,炉渣的泡沫化程度相对较高,温度升高熔渣黏度降低,通常使泡沫渣 寿命下降。
(5)其他添加剂。凡是影响Cao-SiO2-FeO系熔渣表面张力和黏度的因素都会影响其发泡 性能。例如,加入CaF2既降低炉渣黏度,又降低炉渣表面张力。有关研究表明,在碱度(Ca0)/ (SiO2) =1.8时,加入5%CaF2有利于提高炉渣的发泡性,继续增加CaF2含量对炉渣发泡不利。 可见在CaFz含量小于5%时,表面张力起主要作用;CaF2含量大于5%时,黏度起主要作用。又 如加入MgO使熔渣黏度增加,使熔渣泡沫渣保持时间延长。
5. 6. 5.4 泡沫渣工艺操作
泡沫渣操作工艺主要有以下几种:
(1)渣面上加焦炭粉法。吹氧的同时,不断向炉内抛入焦粉,利用碳氧反应,使炉渣发泡。 此法操作简便,但使用效果差,劳动强度大。
(2)配料加焦法。配料时加入5 ~15 kg/t焦粉及适量铁皮、石灰石,熔氧结合,富氧操作,泡 沫渣高压长弧升温,降碳至要求含量。这种方法能得到一定厚度的泡沫渣,但该法泡沫渣作用时 间短,渣中(Feo)含量不易控制,终点碳控制不准;渣钢中氧含量高,合金收得率不稳定。当终点
• 244 ∙ 5电炉冶炼过程物料平衡与能量平衡----------------------------- 碳控制较准时,可用于冶炼碳含量较高钢种。
(3)氧末喷炭法。配料不加炭,熔氧合一,富氧操作。因控碳不准,一般含量偏低,再喷炭(焦)粉 增碳,同时生成泡沫渣。这种方法主要用于钢中增碳,故喷炭速度较大,但泡沫化作用时间太短。
(4)配料加焦,氧末喷炭法。此法是在(2)、(3)法结合的基础上,调整喷粉罐参数。适当 延长喷炭时间,使喷入的炭粉既能增碳又能延长泡沫渣的作用时间,整个熔氧期基本处于泡沫渣 下冶炼。该法适用于各种功率水平和不同吨位的电炉冶炼中低碳钢。利用"富氧、喷碳、长弧” 三位一体联合操作,以得到最佳效果。由于在吹氧助熔时,配料中未熔焦粒有部分随炉渣流出浪 费。对于大电炉来说这种浪费就很严重。
(5)熔氧期全程喷炭法。这种方法在熔池形成并有适量钢水时,吹入氧气并喷入焦粉。钢 水在泡沫渣下去磷、降碳、升温,直到达到要求。该法在熔氧前期喷炭的主要目的有:1)造泡沫 渣,形成泡沫渣长弧冶炼工艺。在向钢水不断增碳的同时使钢水的降碳和升温接近同步进行。 2)喷炭在完全燃烧时放热,有利于升温。熔氧后期喷炭则主要是调整钢水碳含量至终点碳要求 和在泡沫渣下快速升温。
大吨位电炉宜采用熔氧期全程喷炭法。50t以上的大型电炉一般机械化、自动化程度较高, 并有管道输送粉料系统。如宝钢二期引进的电炉就具备了喷炭粉设备和富氧操作条件。因此, 宜采用"富氧、喷炭、长弧”三位一体联合操作,以达到冶炼各含碳量钢种目的。
各泡沫渣工艺对比见表5 -56。
表5-56 泡沫渣工艺对比
|
工艺方法名称 |
____用途 |
____优点 |
________缺点________ |
|
渣面加炭粉 |
操作简便不需任何设备, 使用人工加入 |
1.随意性大,操作不易规范化; 2.氧末终点碳低时,钢水增碳难,且 钢中含氧高,合金收得率低,还原脱氧、 脱硫变难; 3.碳氧在渣面反应,渣层薄不能发挥 长弧优点; 4.渣中含(Feo)高还原少,铁损增大 | |
|
配料加焦法 |
用于冶炼高碳钢 |
可得到厚层泡沫渣,熔清 碳适当。电耗、电极消耗降 低,炉衬寿命延长 |
1.泡沫渣持续时间短,只在熔氧前期 效果好,熔氧后期部分焦粒随渣子流出 造成焦的损失、且渣层变薄; 2.渣中(Feo)含量不好控制。造成终 点碳不好控制,当碳低时很难用焦粒增碳; 3.渣及钢液中[0]过高,还原困难, 合金收得率不准 |
|
氧末喷炭法 |
通常用于对钢水增碳,不 用生铁 |
能对钢水增碳,同时有泡 沫渣的全部优点 |
泡沫只在氧末期使用,不能充分发挥 其优点,泡沫渣时间短________ |
|
配料加焦法与氧末 喷炭法 |
适用于有管道送粉设备 的电炉厂,适用各种功率电 炉不同钢种的冶炼 |
充分发挥泡沫渣长弧埋 弧优点,能克服上述三法的 缺点__________ |
焦粒随流渣溢出,故50 t以上电炉不 宜采用 |
|
熔氧期全程喷炭法 |
适用于机械自动化程度 高的大型电弧炉(50 I以 上),且有管道输送粉料系 统的厂采用 |
充分发挥富氧、喷碳、长 弧三位一体联合操作最佳 优点冶炼各种钢种 | |
|
配料加增碳造渣剂 |
适用于无管道送粉设备 的电炉厂,适用各种功率电 炉及不同钢种冶炼 |
充分发挥泡沫渣长弧埋 弧优点,能克服其他工艺的 缺点,熔氧期泡沫法保持时 间长 |
5.6电炉炼钢冶炼过程物理热与化学热的利用• 245 •
5.6.6电炉炼钢氧枪设计
5. 6. 6.1电炉氧枪设计
电炉用氧是强化电炉冶炼的重要手段,具有搅动钢液、切割废钢、提高废钢熔化速度、改善渣 钢动力学条件、改善泡沫渣操作、缩短冶炼时间等作用。根据喷吹气体的不同,电炉氧枪分为燃 氧喷枪和纯氧喷枪两类。燃氧喷枪需要在吹入氧气的同时混合燃料喷吹,与纯氧喷枪相比虽然 发热量大,但是成本较高。目前部分电炉冶炼都采用热装铁水工艺,因此纯氧喷枪的设计是非常 重要的。随着超高功率电炉的逐步推广,超声速射流氧枪成为电炉冶炼的必需设备。
目前,超声速水冷氧枪采用的喷嘴为拉瓦尔型,这种形状能将氧气的压力能转化为动能,得 到稳定的超声速氧气射流。拉瓦尔喷嘴是由收缩段、喉口和扩张段三部分组成,三段长度的不同 导致最后喷出射流速度的不同,如图5-75所示。
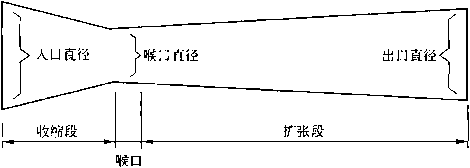
图5-75拉瓦尔喷嘴简图
拉瓦尔管必须满足以下条件才能获得超声速射流:
(1)流经喷嘴的气体是经过压缩的气体,这样才能实现气体密度随压力变化引起速度上升。
(2)喉口处的临界压力必须大于喷嘴出口的临界压力,并且后者与前者的比值要小 于 0. 5238。
A氧枪喷头参数的确定
单纯喷吹氧气的电炉氧枪有炉门枪、炉壁枪、EBT氧枪等,虽然它们的安装位置不同,功能也 有所差异,但是其喷头的设计是一致的。
氧枪喷头作为电炉氧枪最重要的部件,其具体尺寸受多个因素影响:
(1)供氧量。单位时间的供氧量决定于供氧强度和炉容量,而供氧强度则与铁水成分、炉容 比和炉容量有关。供氧量的精确值只有通过物料平衡才能求得,它与吨钢耗氧量、出钢量和吹氧 时间的关系可用下式表示:
出氧-吨钢耗氧量X出钢量
- 吹氧时间
(2)喷头马赫数。喷头马赫数决定了喷头出口氧气射流的速度。马赫数过大则喷溅大,渣 料消耗和铁损增大;马赫数过小则搅拌能力弱,氧利用率低。选择合适的马赫数对于增大氧枪对 熔池的冲击能力和冲击深度有重要作用,目前国内推荐的马赫数为:电炉炉壁枪在1.9 ~2.1之 间,炉门枪在1.4 ~ 1.8之间。
(3)理论设计氧压。理论设计氧压是指喷嘴进口处的氧压,它是氧枪喷嘴喉口和出口直径 的重要参数。一般使用氧压范围为0.78 ~1. 18 MPa。理论设计氧压是实际生产中氧压范围的最 低值,实际生产氧压往往稍高于这个压力范围。
(4)喉口氧流量公式和长度。在标准状态下,氧气实际流量的计算公式如下:
• 246 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
Q = 1.782Cd^=
式中Q—标态下的实际氧流量,rn3/s;
Cd——喷孔流量系数,取值在0. 90 ~0.96o
4喉---喉口截面面积,ɪɪɪ2 ;
PO--理论设计氧压,Pa;
TO--氧气滞止温度,K,一般取值在298 K左右;
喉口长度取值一般在5 ~50 mm之间。
(5)收缩段与扩张段尺寸。收缩段的长度一般为(0.8 ~1.5)d喉,收缩段的半锥角一般在 18。~23。。扩张段的扩张角一般取8ο ~ 10。,半锥角为4。~5。。
扩张段的长度可以由以下公式求得:
L = (d岀-d喉)∕(2tanα)
(6)有效冲击面积。实验证明,电炉氧枪与熔池表面成一定角度有利于电炉生产。设枪位 为/氧枪与熔池表面所成角度e,氧气射流与熔池接触处的射流直径为d,则:
…26唸门M出产胃广
有效冲击面积由下述公式给出:
S = ∙πd2/(4sin20)
B氧枪水冷参数的确定
由于电炉炉门枪、炉壁枪、EBT氧枪的功能和安装位置的不同,其枪体部分设计有所不同。
电炉炉门枪具有消除电炉冶炼冷区,实现炉料同步熔化,降低冶炼电耗,缩短冶炼时间等作 用。在冶炼过程中,炉门枪需伸入电炉内喷吹,因此,炉门枪枪体设计时必须进行水冷计算。
以下面数据为例,说明枪体冷却设计参数的计算过程:
(1)冷却水耗量及相关参数的选择。假设耗水量为15t/h,冷却水进水温度为16七,最大 温差为15七。
最大升温时冷却水带走的热量可由以下公式计算出:
Ok,w —犷WCP,wA'max
式中Qk,w..冷却水带走的热量,kJ/h;
Ww——冷却水耗量,15 X1O3 kg/h;
cp,w——水的热容,4. 1868 kj∕(kg∙t);
A%ax——冷却水最大温差,15七。
代入数据得:
Qk.w = 15 X 1000 X4. 1868 × 15 =9.42 × IO5 kj/h
假设枪体受热长度为1. 2 m,直径为110 mm,则冷却水带走的平均热负荷:
g= 9.42 X 105∕(3. 14 × 1.2 ×0. 11)
=2. 27' × IO6 kj∕(h ∙ m2)
=0. 63 × IO6 W∕m2 > 0.5 X IO6 W/n?(设计要求值)
故此冷却水耗量满足氧枪热负荷要求。
(2)氧枪内冷却水对流传热。水流对流传热公式:
QConV - ɑeonv ( ^el ~ ^w)尸tot
5. 6电炉炼钢冶炼过程物理热与化学热的利用• 247 ■
式中Q<x≡——对流传热热流,kJ/h;
αconv——对流传热系数,H∕(h∙m2∙K);
Zel—-氧枪外管内壁平均温度,七;
%——氧枪内冷却水平均温度,七;
F ∣0l...氧枪总受热面积,m? o
其中:
«w = %,w + At∕2(%,w为进水温度,At温差) =16 + 15/2 = 23. 5七
Ftot = 3. 14 ×0. 11 × 1.2 +3. 14 × [(0. 11/2)2 - (0. 057/2)2] = 0. 42143 m2 同心套管环缝内的湍流对流传热系数为:
4°nWp* X %L(Pr) 一°・33(人/〃)°* = 0.023∕Re°∙2
式中PW——冷却水的密度,kg/m3;
%——冷却水的流速,m/s;
“——水的黏度,Pa∙s,% = 23. 5七时,“=0.8x10 n pa.s.
-——按内壁温度求出的水的黏度,取Q =60七,mw=0.54×10-3 Pa-s;
Aw——水导热系数四/^加。七),% =23.5七时,人=2.219h/(11•111。七);
Pr--普朗特数:
n c μ 4. 1868 X 0. 8 X IO- X 3600
Pr= = -------^------- = 5∙434
P pvlvγld 1 OOOvw (0. 199 -0. 178) 1000 × 5. 8 × 0. 021 ,a3
Re = ----- = ----------------;------ = --------------∑---- = 152 X 10'
“ 0. 8 X 10 ^3 0. 8 × 10 ^3
则:
%» X 0・ 8 X 10 -3 0 33 /Q, 54 X IO-3X014 = 0.023
1000 X 5. 8 X 2.219 ' SxlO-丿 - (152 × IO3)0-2
αconv = 62. 86 X IO3 kj∕(h ∙ m2 ∙ cC )
9. 42 × IO5 = (iel -23.5) × 0. 42143 × 62. 86 X IO3 则Q =58. 1七,与假设的%] =60七相差不大,满足设计要求。
(3)氧枪外管的传导导热(kj/h):
QCOnV
2k 入 mb(% JCel)厶 an,h μ(磔/%1)
式中ʌtub——钢管导热系数,163. 285 kj/(h∙m∙七);
⅛n,h--氧枪传热长度根据图纸提供,按13. 2 m计;
咽——氧枪外管外半径,m;
倉—氧枪外管外壁平均温度,K ;
rel—氧枪外管内半径,m;
如——氧枪外管内壁平均温度,七。
代入数值得:
9. 42 X IO5
2 X 3. 14(,貰-58.9) × 2 × 163. 285 ln(110/101)/2
得到喟= 98. 11七,即为钢管外壁最高温度。
• 248 ∙ 5电炉冶炼过程物料平衡与能量平衡
该温度不致于烧损氧枪管壁。
C喷头设计举例
设计步骤如下:
(1)计算供氧量。利用物料平衡计算吨钢耗氧量,电炉中各耗氧成分如表5-57所示,表中 碳含量由废钢、生铁、铁水等炉料中碳含量及电极消耗综合计算得出。
表5-57耗氧成分表
|
成分 |
C(包含电极损耗) |
Si |
Mn |
P |
S |
|
含量/% |
1.4 |
0.6 |
0.8 |
0. 08 |
0.01 |
设电炉公称容量为80 t时,炉渣量为80×10% =8t
铁损耗氧量:8 X 15% X 16/72 = 0. 27 t
[C]→ [CO]耗氧量:80×1.4% X80% × 16/12 = 1. 19 t
[C]→ [CO?]耗氧量:80×1.4% X20% X32/12 = 0. 60 t
[Si]→ [Si。?]耗氧量:80 ×0.6% X32/28 = 0. 549 t
[Mn]→ [MnO]耗氧量:8O×O.8% × 16/55 = 0. 186 t
[P] — [P2O5]耗氧量:80x0∙08% X 80/62 = 0. 083 t
[S]→ [SO?]耗氧量:80×0.01% ×32/32 = 0. 008 t
总耗氧量(标态)=0. 27 + 1. 19 +0. 60 +0. 549 +0. 186 +0. 083 +0. 008 =2. 886 t=2020 m3
实际耗氧量(标态)=2020/0. 9/99. 5% = 2256 m3
实际吨钢耗氧量(标态)=2256/80 =28. 2 m3∕t
设吹炼时间为45 min,则当装入量为80 t时,氧气流量(标态)为:
二 2 = 50. 13 m3∕min = 3000 m3∕h
45
(2)确定马赫数。选取马赫数为2.0。
(3)确定氧压。根据等靖流表,查得马赫数为2.0时,p/po=0.1278,则:
Po = 0. 101325/0. 1278 = 0. 79 MPa
(4)计算喉口直径。假设该电炉布置一只氧枪,则:
Q = L782Cd^^
即:
4喉 X 0. 79 X IO6
50. 13 = 1. 782 × 0. 92 宀-------------
经计算可得到喉口直径为:
d喉=29. 2 mm
取 d喉=30 mm
(5)确定喉口长度。喉口长度取Iomm。
(6)计算出口直径。查等嫡流表,在马赫数为2.0时,4出/4喉=1.688,则:
4 出=1. 688 X Fd脑/4 = 11. 28 mm2
d出=2 x,4 出 ∕τr = 37. 9 mm
取 d出=38 mm
(7)计算收缩段长度:
5. 6电炉炼钢冶炼过程物理热与化学热的利用• 249 •
厶收=1. 2 × d喉=35. 04 mm
取 乙收=35 mm
(8)计算扩张段长度。取半锥角为5。,则:
厶=(d出 一</喉)∕2tanα
=(37. 9 - 29.2)/(2 X tan5o) = 49.7 mm
取 L = 50 mm
(9)计算结果。通过以上计算得到的氧枪喷头设计参数如表5-58所示。
表5-58 喷头设计参数
|
______炉产量/t______ |
80 |
_____马赫数_____ |
2.0 |
|
氧气流量(标态)/rn3∙h" |
3000 |
______氧压/MPa______ |
0. 79 |
|
喷头喉口直径/mm |
30 |
喉口长度/mm |
10 |
|
出口直径/mm |
38 |
收缩段长度/mm |
35 |
|
扩张段长度/mm |
50 |
5. 6. 6. 2 电炉燃氧枪设计
采用燃氧枪技术,不仅解决了电炉的冷区问题,而且提高了电炉的供能强度,强化冶炼,缩短 冶炼时间。
A油氧烧嘴的设计计算 a油氧烧嘴的设计
油氧烧嘴结构设计需考虑的因素: (1)应有利于燃料油雾化;(2)供应足够的氧 气以使燃油充分燃烧;(3)利用高压气流切 割炉料可加速熔化,采用高压干燥压缩空气 作为雾化介质,有保温降低燃油黏度改善燃 油流动性的作用。在构造上设有旋风叶片, 雾化空气产生旋转效应,产生喇叭状油膜利
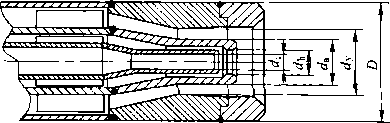
图5-76喷枪喉口图
于气流混合雾化。供氧作为助燃介质也有雾化及对炉料切割增加助熔效果,因此氧喷嘴设计成 拉瓦尔型喷口,见图5 -76o
油氧喷嘴各个尺寸计算依据:
(1)燃油烧嘴喉口直径计算。根据孔口出流计算公式:
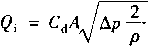
有:
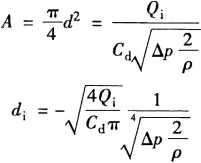
式中
Q、——燃料油的流量,m3/s;
Cd—孔口的流量系数;
• 250 ∙ 5电炉治炼过程物料平衡与能量平衡一--
4——孔口的流出断面面积,m2 ;
4--喉口直径,m;
P——柴油密度,kg/m3;
AP..喉口前后压差,Pa。
(2)雾化喷嘴喉口直径确定。对于高压雾化烧嘴,雾化介质通常是0.2 ~1 MPa压力的压缩空 气或蒸汽,用压缩空气的时候,每公斤燃料油的空气消耗量为0∙ 4 ~0. 6 kg,即压缩空气的流量为:
QH = (O∙4~0.6)α
按照上述孔口出流公式,可以确定雾化喷嘴喉口直径。
(3)氧喷嘴喉口直径确定。氧喷嘴喉口直径的计算步骤为:
D氧气的质量流量(kg/s):
Q i
60
2)在工作压力P及工作温度7情况下,氧气工作状态的密度(kg/m3):
3)计算喉口临界面积(ri?):
PI
2. 14√^Γ
4)计算喉口临界直径(m):
di
上述式中p...氧气密度,p = 1.429 kg/m3 ;
C--炉子平均钢产量,t;
V—供氧强度(标态),m3∕(t∙min);
R--气体常数,26. 52o
b油氧烧嘴设计举例
广钢ALD520S直流60 t电炉采用油氧助熔技术,主要设计参数为:设计油量5 kg/t ;烧嘴热 效率70% ;评估烧嘴作用的参数为代替值,即每1 m3(标态)供氧所节省的电耗,由下式计算:
(代替值kW∙h/m3(>2) X (电能效率)=5. 6x(烧嘴效率)
其中:
效率=产品钢所吸收能量/输入能量
5. 6为使用柴油为燃料时,每1 m3(标态)氧气所产生的热量,kW∙h/tn3
Q- = Q— -6(9HY + 吟
当枪位与氧气流量满足H =0.05Q-41.4时,电能效率为80% ,烧嘴效率为70% ,则:
(代替值)X (0. 80) = (5.6) X (0. 70)
得代替值=4. 9 kW∙h/m3 ,即油氧烧嘴每燃烧1 m3(标态)的氧气可节省4.9kW∙h的电能。
油管直径:
&油=18. 8(B∕p1w1)0'5
式中B——油的流量,kg/h;
Pl——油的密度,kg/t!?;
叫---油在管内的流速,m/s;取1. 9m/s。
代入数据,得:
-----------------------5.6电炉炼钢冶炼过程物理热与化学热的利用-251-
d油=18. 8(295/840 X 1. 9)0. 5 = 8. 08 mm
取 d 二 8. 0 rτuno
雾化剂(压缩气)的供气管径:
d 供=18.8(Fk∕w2)0∙5
式中VK——压缩气流量,m3/h,取90~150m3/h(标态);
W2——压缩气的流速,取值范围为15 ~4.5 m∕s,取45 m∕so
代入数据,得:
d供=18. 8(9O∕45)o∙5 = 26.5 mm
取 d供=25 mm。
压缩气拉瓦尔喷口的出口断面:
A3 = VK/3600 wɜ
式中VK——压缩气在拉瓦尔管内的流量(标态),m3/h;
W3——■压缩气的喷出速度,m/s,取值范围为300 ~ 400 m/s,取300 m∕so
代入数据,得:
A3 = 150 /3600 X 300 = 138. 3 mm
由此得拉瓦尔喷口直径:
d = 2(Λ3∕tt)0'5 = 13. 3 mm
柴油理论燃烧供氧量为2.3m3(O2)∕kg(油),
由 Q⅛nax =350 dm3∕h×0. 84 kg∕dm3 =294 kg/h,得氧气流量:
V氧=2. 3 X 294 = 680 m3∕h(标态)
则氧气管内径:
d氧=18. 8 (V氧/"2氧)° 5
=18. 8( 680 ∕3OO)o∙5
=28. 3 mm
取规格管内径d氧=32 mmo
B燃气一氧烧嘴设计举例
设计一个Q =3 MW氧燃烧嘴。设定天然气一氧烧嘴的使用时间为30 min,天然气一氧烧嘴 的热效率由废钢吸收的热量、烟气热量损失及炉壁炉盖散热等因素确定,通常取50%。天然 气一氧烧嘴各参数的计算如下:
(1)单位时间内所需的燃气流量9燃:
q 燃=Q/K
式中 %——天然气发热值,为33197 ~35789 kj/n?,取33494. 4 kj∕m3
代入已知条件,得g燃=0. 0896 nP/s(标态)。
(2)单位时间内所需的氧气流量g氧:
q氧=q燃 X Qk X 21 %
式中Qk——空气量,空气系数为1. 05时,燃气所需空气量为9. 5 m3/ r∏3(标态);
代入已知条件,得<?氧=0. 1788 m3/s(标态)。
(3)氧气喷口直径d氧。氧气流量、压力与喷口截面积的关系式为:
q氧=2.9173x104川2氧/外/2
式中PI——氧气喷口处压力(绝对压力),设为0∙3 MPa;
• 252 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
Tl--氧气温度,取室温298 K;
S氧--氧气喷口截面积;
"...流量系数,取0.9。
代入已知条件,得S氧=3.92x10-4 m2。将氧气喷口设计为3个孔,则:
d氧=1. 0 X 10 -2 m
故氧气喷口选用ψl4 mm×2mm的紫铜管。
(4)天然气喷口直径d燃。天然气流量、压力与喷口截面积关系式为:
g燃=N燃(2 xlO'gAp/p) "2
式中g燃—天然气流量(标态),m3/s;
S燃——天然气喷口截面积,m2;
AP——喷出前后的压差,取9. 81 X 10 - MPa;
P——天然气的密度,可以取0. 7 kg∕m3 ;
g...重力加速度,9. 81 m2/so
代入已知条件,得S燃=6. 0 X 10 -4 m2。天然气喷口与氧气喷口设计成内套式结构,并都为 三孔式,则天然气喷口直径:
d燃=[S燃/(3xτr∕4) +⅛]lz2=1.6×10-2m
(5)烧嘴内氧气导管直径0氧。由气体状态方程,可以推导出氧气导管截面积的计算公式为
4氧=(POq氧Tl )∕(p"o2o)
式中4氧——氧气导管截面积,m2;
Po——标准状态下的氧气压力,通常为0. 1 MPa;
⅞——标准状态下氧气的温度,通常取273 K;
w0——氧气安全流速,取50 m∕so
代入已知条件,可得4氧=L3 XlO 一3 ln2。则氧气导管直径:
。氧=(4氧∕ττ∕4)"2 =3. 19 X 10一2 m
故氧气导管选用φ42 mm X 5 mm的不锈钢管。 ^
(6)天然气导管直径0燃。
按不可压缩流体流动公式,天然气流量和流速的关系式为:
9燃=H4燃W燃
式中"..流量系数,近似取1;
4燃—天然气导管截面积,m?;
切燃——天然气安全流速,取25 m∕so
代入已知条件,得4燃=3. 58 X 10 - rn2。天然气导管设计为内套上述直径42 mm的氧气导 管,则:
4燃=E/4(O窿-%)
代入已知条件可得天然气导管直径0燃=4. 25 X 10 -2 m,故天然气导管选取巾57 mm X 3. 5 mm的不锈钢管。
C煤氧烧嘴设计举例
以内燃式煤氧烧嘴设计为例,如图5 -77所示。喉口直径为4,枪体直径为*,
5. 6电炉炼钢冶炼过程物理热与化学热的利用• 253 ■
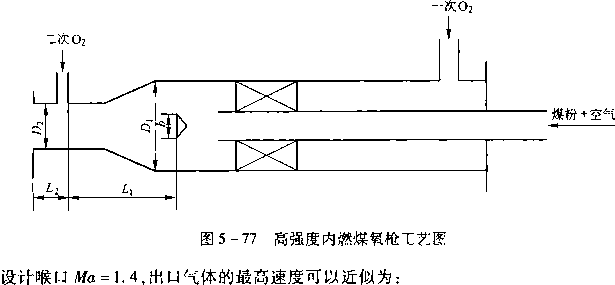
火焰在1800七以下时,完全燃烧1 kg煤粉,在常压下产生气体为2. 12 n?(标态)。假设将一 次燃烧区看成是封闭体系,燃烧1 kg煤粉,将使枪内产生4. 8 MPa高压,如都转化为动能,其对外 做功为 F = 2.12×106 J∕kg0
高温下产生的火焰速度可以估计为:
1
k × W = -mυ2
2
式中k--能量转换系数,取0∙ 8;
0...热膨胀速度,m/s ;
W——气体对外做功;
m..每分钟喷煤量,取600 g∕min0
代入已知条件得。=187 m/s,则:
察=0. 36
一次燃烧区长度4及管径3:
一次燃烧区的体积是由一次燃烧区长度厶及管径,决定的。所渭一次燃烧区长度就是指 以钝体底边到二次氧的引入处这一段距离。管径。1考虑到制造及工业应用选定一个固定值。 因此一次燃烧区的体积由厶决定。一次燃烧区长度理论上是由煤粉在燃烧室内完全燃烧成CO 的时间决定的。
煤粉完全燃烧生成CO的时间,在全氧燃烧的情况下由下式来决定:
_ pK7m 2
‘b -而而Ο
式中P..煤粉密度,g/mɪn;
R——煤粉燃烧气体常数,Pa∙cm3/(mol∙K);
Tm--边界层平均温度,K;
φ..机理因子;
D——在温度Tm时氧的扩散系数,cm2/s;
P——氧气压力,Pa;
x0..颗粒直径,mmo
■ 254 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
厶的长度在充分保证火焰稳定燃烧的情况下,根据火焰燃烧的具体情况,可以调整其长度。
二次燃烧区的长度以:二次燃烧区是一次燃烧区产物的能量加速,二次燃烧区的长度G是 以二次氧的入口处到出口这一段的距离。二次燃烧区的长度,设计上考虑由于二次燃烧区主要 是气相反应,因此二次燃烧区的长度较短,一般不超过80 mmo
旋流强度6:旋转射流是指流体在离开喷口前被强迫作旋转运动;当这种流体从喷嘴喷出 后,除了具备一般射流的轴向运动外,还具有一定分布的切向和径向速度分量。射流旋转运动的 结果是使煤粉和氧气混合均匀,强化了燃烧。旋流对煤氧均匀混合是起决定作用的。旋流强度 愈大,煤粉和氧气混合程度愈高;反之亦然。旋流强度过高,煤粉燃烧不稳定,会产生脱火现象。
根据实验证明,S取0. 594 -0. 42较合适。
钝体尺寸:中心回流区的区域大小是保证煤粉稳定燃烧的重要条件之一。区域大小是由钝 体与来流垂直底边的直径b的大小与燃烧室的管径2之比决定的。随着钝体",的增大,中心 回流区的长度先是随着6/Q的增大,达到一最大值后又逐渐变小。这一最大值就是所需的理想 回流区长度,即6/,=0. 55时,设计的回流区最长,设计的煤氧枪回流区长度为100 mmo
5. 6. 6. 3 氧枪冷热态实验
A冷态验证
冷态验证方法可以用来测量氧枪喷头流股的总压和静压、氧气流量、超声速核心段等氧枪特性。
a静压的测定
静压是指维持气体质点运动时动平衡的力。对一个气体质点而言,静压是维持动平衡的力, 所以在该质点的各个方面上作用的静压力,其大小是相等的。
静压的测量必须在气流不受扰动的情况下进行,就是说,测量点的气体流动特性不应 该有所变化。这就要求静压的测量设备要经过特殊设计,以达到测量时对测量气流造成的 影响尽量小。
一种常用静压测量装置如图5 -78所示。
由于超声速流中普通静压探针会产生激波,所以普通的静压探针是不适用于测量超声速流 的静压的。 ^
b总压的测定
根据总压的定义,在气流中的物体,其驻点任何方向的压力都与总压相等。因此从理论上 讲,只需在测压装置上开一个孔就可以通过此孔测得总压值。
实验中常用总压探头(总压管)测定总压值,总压探头种类很多,其中皮托管和普兰脱管应 用较为广泛。皮托管简图如图5-79所示。
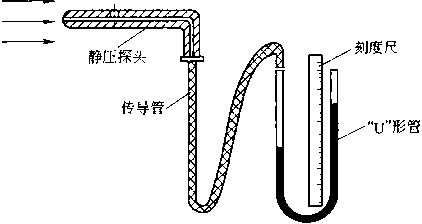
图5-78静压测量计示意图
图5-79皮托管示意图
..5.6电炉炼钢冶炼过程物理热与化学热的利用• 255 •
C流量的测定
在一定工作压力下,各种喷头的流量由喉口面积所决定。但实际上由于流量计的读数是某 特定压力下流量的刻度,当压力变化时,流量计显示的读数就可能产生误差。另一方面,喷头设 计和加工方面的问题,会产生流股在喷头内收缩现象,即真实的喉口面积要小于加工的喉口面 积。为了测定喷头在不同压力下的真实流量,我们首先通过实验室标准压力为1.0 MPa的流量 计测出喷头的流量,然后利用空气流量公式算出喷头真实喉口面积:
G = O. 367 X 3600 x 4 * x Po∕p°∕Tp
式中0.367——空气流量系数;
PO——标准状况下的空气密度,kg/n?;
A*——喷头真实喉口面积,cm2;
PO--设计压力(绝对),MPa;
TO——空气温度(绝对),K。
然后反算出不同压力下不同类型喷头的实际流量,来讨论喷头不同压力下的流量大小及与 炉前流量读数的差异。
d超声速核心段长度
从喷头喷射出的超声速流股,由于与周围气体相互混合而减速,随着流股向前运动,到达一 定距离后,流股轴线上某点的马赫数(Ma)等于1即为声速,则此点之前称为流股的超声速核心 段,此点之后的流股为亚声速,如图5 - 80所示。
图5-80高压流股示意图
超声速核心段长度是决定喷枪高度的基础,还直接影响到流股作用到熔池上的冲击强度。
e流股刚性角
所谓流股刚性角就是指流股中心压力的峰值连线与喷头几何中心线所成角度。只要测出离 喷头不同距离上流股中心压力的峰值便可以有几何方法得出流股刚性角度来,流股刚性角也是 判定喷头优劣的指标之一。刚性角角度变化可以表明氧气流股自喷头喷出后向几何中心线扩张 或收缩情况,流股刚性好,角度变化小,可以保证作用在熔池上的流股具有一定强度或不致于合 为一股。
f实验设备介绍
欧洲、美国和日本从20世纪50年代起开展氧枪喷头射流的冷态实验研究,取得许多有重要 应用价值的成果。我国于70年代初在北京钢铁学院(北京科技大学)成立喷枪实验室,这是我 国第一套氧枪喷头测试系统。
北京科技大学实验测定设备简图如图5-81所示。
测定时外界空气被空压机吸入、压缩、经干燥器干燥,进入储气罐,然后通过控制阀门进入缓 冲罐,最后通过导管进入喷头,形成高压流股喷出。流股冲击到感压排管上便可在压力表或水银 压力计上反映出该喷头在不同工作压力下,不同距离截面上的压力分布情况。感压排管架上有
• 256 ∙ 5电炉冶炼过程物料平衡与能量平衡--------
摇动手柄,可控制排管做前后、左右、上下三度空间自由移动。
除北京科技大学外,20世纪80年代以后北京大学、中国科学院等教育科研单位也建立 了喷枪测试系统。这些测试系统采用计算机处理实验数据,具有测量速度快、精度高、操作 简单等特点。
图5-81喷头流股特性测定设备示意图
I-空气机控制柜;2-空压机;3-干燥器;4-储气罐;5-压力表;6-阀门;7-流量表; 8-缓冲罐;9一压差式流量计;10一压力表;Il -水银压力计;12—照相光源; 13一减压排管:14-测试喷头:15一流股阴影照相屏幕
B热态实验 ^
a热态试验装置
热态试验目的是:在冷态试验的基础上,取不同压力值,通过观察和比较氧枪的火焰特征,了 解氧枪的射流特性,以便进行工业试验。
主要实验仪器:氧枪及附属设备、实验室智能控制系统、氧气罐、空气压缩机、输水管、燃烧 炉、热电偶等。试验装置示意图如图5-82所示。
图5-82热态试验装置示意图
1一流量计;2一压力表;3-氧枪:4—热电偶;5-燃烧炉
燃烧炉可进行气体、液体、固体的燃烧实验,其上配有窥视孔、热电偶测温装置、冷却水装置、 除尘装置,如图5-83所示。
b热态实验的计算机控制和测量
计算机控制系统和主要试验装置如图5 -84和图5 -85所示。
........................5.6电炉炼钢冶炼过程物理热与化学热的利用∙ 257∙
图5-83燃烧炉简图
(图中箭头表示冷却水进出方向,炉壁填充物为耐火材料)
图5-84计算机控制系统
图5-85主要试验装置
通过计算机控制系统的控制流程界面,可以分别对氧气和燃气的流量进行设定以及实时监 控,根据不同要求来调节二者的流量和压力,从而满足试验的要求。
仪表柜内的显示仪表可实时显示空气、氧气的瞬吋流量和累计流量、管道压力、燃烧炉内温 度的变化,计算机也同步显示各个参数的变化。
C数值模拟
计算流体力学(CFD)是应用计算机和流体力学的知识对流体在特定条件下的流动特 性进行模拟和描述的一门科学。任何流体运动的规律都是由以下3个定律为基础的:质量 守恒定律、动量守恒定律、能量守恒定律,冶金过程的流体运动也是如此。这些基本定律可 以由数学方程组来描述,如欧拉方程、N-S方程等。数值模拟软件就是基于这些基本原理 工作的。
20世纪70年代初出现的大型通用有限元分析程序具有使用方便、计算结果可靠、效率高的 优点,逐渐成为工程技术人员和科研人员强有力的分析工具。大型通用有限元分析软件强大的 分析功能为解决钢铁冶金、轧钢模拟分析中所涉及的诸如热、结构、流体等问题提供了强有力的 工具。著名的大型通用有限元分析软件有FLUENT、CFX、MSC/NASTRAN、ABAQUS、COSMOS、 MARC、LS-DYNA3D、ANSYS等,它们在解决具体问题时,各有特色。
在上述商用软件中,FLUENT内建了多种流体模型并具有强大的后处理功能,能够对模拟结 果进行分析和数据处理,应用起来非常方便。FLUENT配合GAMBrr使用,使得许多原本复杂的
• 258 ∙ 5电炉冶炼过程物料平衡与能量平衡----------------------------- 冶金流体过程易于模拟和分析。
使用FLUENT和GAMBIT进行数值模拟的过程为:先用GAMBIT建立几何形状及生成网格, 再由FLUENT求解和分析最终结果。其使用过程如下:
GAMBIT的一般使用过程:画出模型几何图T划分网格T设置边界类型T导出网格 文件。
FLUENT的一般使用过程:导入网格文件一检查网格文件T设置图形尺寸T•定义求解 模型T定义模型材料T定义边界条件T设置求解条件-初始化T开始计算一分析计算 结果。 •
数值模拟在模拟电炉生产和检测电炉氧枪性能方面有较广的应用,利用数值模拟软件, 不仅可以用来模拟出某一特定氧枪的射流超声速段长度、最高速度、最大马赫数,也可以将多 个氧枪或者同一氧枪的不同型号进行模拟,将模拟结果横向对比,以选取适合生产的最佳氧 枪参数。
集束氧枪与普通超声速氧枪相比具有喷吹速度高、超声速核心长度大等优势。利用 CFX软件可以模拟普通超声速氧枪与集束氧枪在相同条件下的速度流场图,得到图5 -86 和图5 -87o
速度∕m∙s-∣

5.851e+002
5.062e+002
3.286e+002
2.000e+002
8.000e+00l
6.000e+∞l
3.000e+001
0.000e+000

IoOd
90d
80d
70d
60d
50√
40d
30d
20d
IOd

图5-86普通超声速氧枪速度流场
速度∕m∙s-∣

5.851e+002
5.062e+002
3.286e+002
2.000e÷002
8.000e+001
6.000e+00l
3.000e÷001
0.000e+000
图5-87集束射流氧枪速度流场
在FLUENT软件中的模拟结果如图5 -88所示。其中,上图为普通超声速氧枪,下图为集束 氧枪。
5. 6电炉炼钢冶炼过程物理热与化学热的利用• 259 •
图5 - 88 FLUENT软件懐拟速度场图
上述模拟结果表明,集束氧枪与普通超声速氧枪相比,最大速度高出约79 m/s;核心长度高 出O. 5倍。
5. 6.7电炉炼钢的用氧自动化
近30年,世界电炉炼钢得到迅速发展。原因是电炉炼钢采用了许多新技术,使其技术经济 指标得到了根本性的改善。现代电炉炼钢工艺的基本指导思想是高效、节能、低消耗。其中,氧 气的应用在电炉中占有非常重要的地位。
电炉是一个剧烈化学反应的半密封容器,其中氧气的通入是整个反应的核心,几乎所 有的反应都与氧气的状况密不可分。电炉内情况复杂,变化比较多,影响因素比较复杂,这 就要求有比较准确的氧气输入控制,进而控制电炉内的化学反应,从而实现整个电炉的正 常运行。
现阶段国内主要的钢厂都实现了强化供氧系统的自动化,我们这里简单介绍下国内几个有 代表性的电炉供氧控制系统。
5. 6. 7. 1 石横特钢65 t Consteel电炉供氧系统
石横特钢65 t Consteel(连续加料熔炼)电炉是从意大利得兴公司引进的,于2000年9月动 工建设,2002年1月次试车成功,同年11月份开始铁水热装生产。
Consteel电炉炼钢工艺采用了连续加料、废钢预热、连续熔炼、水冷炉壁和炉盖、电极喷 淋、导电横臂、炉门炭氧枪、供电曲线自动控制、EBT偏心底出钢等当代先进的电炉冶炼 技术。
该电炉供氧系统由德国巴登钢铁公司提供,其电炉供氧操作系统主界面如图5 -89 所示。
图5-90为详细控制界面总图,由它进入各个分项控制界面。
对供氧状况的直接控制,是通过PLC对气体阀组的控制实现的,如图5 -91所示,它表示出 每个气体阀所处的状态。
• 260 ∙ 5电炉冶炼过程物料平衡与能量平衡
l"、4庐‘"r:W炉,
ONm3
Hn 概麹j≡w≡τ;
|MM 他齡蘭"
碳枪 Carb]et2
*«*2
ι<y^w,'胃
*0少飘经
S^ttVLB
集東槍VLB
集宋松VLB
冷却水3
冷 UrJKI
TopArc
破枪Cart)Ml
.hifco**
图5 - 89 石横特钢65 I Consteel电炉控制系统主界面
∣'!JNm8Λ
出*It
|
Q BS≡ |
三:』:⑥ |
,3,:Kt …二 |
≡β⅛l∙≡ | ||
|
gj;l, . ' ..' ■ , .—..;' |
0 kWħ ■BH |
RH **≡ 0 kWh DkWh S≡jMfijfig≡≡≡S≡fi≡jS≡≡≡M |
G Nn^ USB |
Nm3 0 Md !■■■ |
y ;紙W Himjjggjjjgjjjijjjjjjjji |
|
KM** |
痕备 |
VLBβ⅜ |
出供记录 |
vo≡* |
D |
|
VLB≡Λ |
念事敷 |
TopArcMW |
AK |
「一 一•……凍 | |
|
I R6 |
、田咏 |
总殖势 |
W支 FC.〔 |
EnQheh | |
|
开軸条件 |
觀摄电・仪ToPAe■程府 |
4 ∕∙'ι ∙ I";;:1""・.;,;•: K ∙' ɪʌ- |
F ^ ∙ ~ . " ⅛.∙ . √ |
p*∙w0cdεutt | |
|
*m解算 |
.-- TopAre >β: | ||||
|
一— |
PiDMt | ||||
|
HM供用 | |||||
|
鬱礴歸碎^覆單 |
F⅛就丁笳金矿" |
W^∙θiw |
E^E∙f∙y 空rc,%f"“:.;:力 %'f*∕rG"*f工摩?志;5定电严 | ||

图5-90分相控制总界面
r 3
5.6电炉炼钢冶炼过程物理热与化学热的利用∙261∙
唉e?,,4门5、
B^wtt^a,GM0H
#n
飜滁
縱嬲#^,
8触00
秘綱鱷端、
∙t⅛>ntrol
華X∙R Vlfiv
McSk
Iojwctors '.-View'
Xftjectors t Rack.
图5-91
Nm3∕tv
∙W⅛
Mm3
≡
tfl^W.tO,F4>.
釣mH:
Krror
Menu
气体阀组控制界
为了实现自动化控制,需要对电炉供氧过程进行分析和总结,如图5-92所示。它将电炉炼
过程的供氧分为不同时间段,并对每一段内的气体喷吹量进行设置。
∂∕23∕2∞2;
戸卡
,⅛⅛⅛S⅛⅛fe;
WW
*w蘇専今叫
*2卄长好
V‰b
‰>- •人八一
FlQW
殲规*就
VLB
Oxygon ^ec
|
L繊 |
⅛⅛Sr⅛⅛J i√i¾^ |
1 • * I | |
|
100 | |||
|
户E^^v»r?F rC^ψi4i∙^? %,“Jr; |
≡^ |
Zh 々 w⅛√4 ; J【3…/ ≠^5 |
聲 |
|
40 |
,— e ,γ ^-^
⅛⅛¾
ion
Wev
” ■「,gm^\ m小小7丿詳
150
159
220
2:芝8一▼』P-『l:
UOO 125
ax—≈^. _2r^^x^ κ∙H丄;
1500
•九~J . .
6—
139
O:二∙uW*
■■^广介"、■" Xr 。,/∙>rv - *
2 ": T 廿廿-*→3 J ♦ j ~ 4 ~ y ~ 二 〜
120
46";
150
''rLJprT》i .户Ar~ F
200
250
rʃ^ɪɪ^"
≡ ' 155
160
ftaκ⅜
Inje^tore 蓋就⅛戴二「
VLB 雹m更速
⅛1∞⅛Λ∙≠Λ.
tr∞d'.
图5-92分段气体流量设置界面
实际生产中,数据记录非常重要,它为以后的生产总结提供依据,图5 -93所示为气体喷吹 记录C
• 262 ∙ 5电炉冶炼过程物料平衡与能量平;
保證缴弥
VLB
v‰a
VkB
VZaB 4 (EBT
令吧?
凉腿
⅞⅛'∙∕7¾
Yf努、N球"'=Aj
⅛⅛z⅛⅛⅛
名1關
563-
1.260
吁饭⅛縫•
国騎;山:ɪ' ⅛⅛√⅛⅛4⅛
j ∙ZF<∕∙*∙]
%';%
IMH
Cbntrcd
J⅛⅛τ⅜χ
vi,w
:;•>--••• ••二…- -W, - .
碗嗨^籌顯
F^7缓L"券就暁
sec
Gas
Q 條:$/:>
尸尸而庙;添渝性『"伶
ITy
05己
做秒然傢
*.,严必
S速*做.縫
Tr∙nd
7⅛⅝⅛¼⅛
≡βlι> ʃ
Gas
UMh
图5-93气体喷吹记录界面
5. 6.7. 2衡阳钢管集团90 t电炉供氧系统
衡阳钢铁公司90 t电炉采用莫尔公司控制系统。莫尔系统是一个集成的电炉控制系统,主
界面如图5-94所示。
DANIEL!
DANARC Overview
MOD 1
CARB
PAGeSELSCTiPM
»RBON^eT 1, 二 I L••.: ••,二”∙∙τ…:,「〃・:£♦ ctr ' .oxrsε⅛√Eτ; r ,,q ,?,,♦•: ∙,∣J~ " ,/:,. L:,」.∙,,*T∙r∙ a
OXYGON-JETS;
心、'&.»<、••・・•{”,•,"・£”•
..'.Jt∕∙^ ∙f."“ ・/."」[••,二-L " '•",:
◎ Xvgbmuet 獣
t^^
PSVUe
Cq⅛^j*h 汕 <m
, 3六",
5必始
MOO 2
MOD 3
MOD 4
W做融津3MHm脚融靠
H砲辘開
CARB 2
CARB 3
1个7、・U° ' ,;':, ,:,••*:LQ∙i∙U4∙*
COMMOH PARTS
Cpm>*m«tt»
MANUAL
|
Ke豈 |
NmWjj |
• >♦ 必:―∕*-*∙∙^;. • . .» . J,—t T■ ∙ *f∙ ∙,/ > ∕*∙J∙ -,■•/,[ ■ |
|
FUw ImG |
⅛nWħ |
Q |
|
,pE*iir∙ ••工 |
'E,∙W |
京6… |
|
Cθ∏<uv∣ptloπ |
NM [ |
,6 |
|
U%⅛6.∙ ttm« |
IiMtt-:"' |
q.6,m〃j 釘 盗
•.痴微Tag% REfUr∙ Ctf0w*g M4*9*m"i*
N储'•…Ih・♦,:;‘“,. S♦?.▲• J
HMam
N3Aι
NhB
'COAL INJECTION 1
Fw
lC⅛RB0N^T3
'O>-YGeW√ET37⅝ .
》4)rf“V ”:《露•:;,・•‘>」“,">«.,• 々«“Y • ∙i^ff',3"τ∕*⅛∙.亍,".;*4^^,'^^?*:.,,中必.“.,・,、.,級:?3〃・4 J,;“;4・
• ∙ ∙∙. .•
M0DULE3 "
{”,;*:*'
,:•山F^t'x:ι∙.{,、:、♦.?$ ;^^'d
M0DUL≡4
Tb^r^ff
•:w
嬲心所加
Cwmoi M 碗 承犷:也*%溺切卜
OHoW
0 Flow TRG
0;0 ^ Pr∙tiur∙
63 C<mumρtfαn β V* W *κ
州 gCRijlJ3
旧
Fbw TRG Pτ∙>Burw CoAtumpfIon ggdm∙ ∙∙ 4 ' ∙∙
MANUAL
&y^ >^γ^j'^t
荷SMw<
RttM嘱 €0
MANUAL
04i^^
CofwrtM EW∙
MANUAL
N“h Nna他
Nmarn
NZ/h;
&w
mln
CURR CoALIWECFoN 2
0'的Mr ' KflΛ∏iħ
如>睜"*ElW 須醒或項O^^;师,g加优”《n
ALARMS SUMMARY
齡綢、P
QitfH"'
|
° Fkrttf |
.∙Q~^W ∙*4•忌学,fɪ .NmiWh.: ,•。。 |
WFF-Y, ∙ l ⅛∙ a; FuW |
|
Q∖ħ^ |
HmSh G |
6∕⅛wTRG |
|
Ro二 PiiM=OUHl .'•:•:'.' |
bar: ' 0-0; |
•卷Q ; p,∙tw ⅛⅛ |
|
42 Consumption |
• ■ A**# ♦ ”φ∙R,f,',"”•「,,., Nm3 W;; • .∙ ∙ ∙. t/ ∙ < f ∙ ∙ ∙ »I., * ⅞∙ ,∙∙ )*,ift ∣∙Λ ∙l * > r,?. |
% Con^umptton |
|
,匚4,u经#.碗.一 |
•.备,「; y「' |
8 U⅞∂β∙ Mm* |
0 Flo* UFtoWT喲 1 Pr*tγur∙
^∙, ∣f! ∣∙ ^' ^.',... 期 Cansumptfoft
S Us^*<im⅜
• , . . I,;"""6"川/"∙
Nm3%
NfrtW居丁 :••::「
OX>⅛笫小
*
∣.%馋
Nm3m
屮""
;『/“.、""。4〃”. "*.J,ι∙.3 -JAU∙ U? ・、:&,〃 ・ 一 J ; <• “,「.,7
-^ I ɪ • • 一.♦■ • ,♦__.・•・• • 二 二. .♦、 • - - - •
; CURR COAL INJECTION 3
SAMPLE
STBPO FoRawi / STEP 0
""吁T、
Ftw
XMnin
DECARB
Inaction 桃t.E ;M”
D≡CARBURAT!PN
Dur⅛oπ t⅛∙ . /
"V*j∕¾?"用沙;伐 f,7 ”G";
EXIT
?"w厶〃〃 "*AM
揃R遍避";4膜闻,阳"窟迪::
SXUTDowN
m号"仕
图5-94 衡阳90 t电炉控制系统主界面
......5.6电炉炼钢冶炼过程物理热与化学热的利用∙263∙
这一界面列出莫尔系统设备的主要参数,可以对参数进行修改,如图5 -95所示。
DANIELI
:/ ⅛3ANARC Process and Thresholds ;
ar*.l.∙ J*a∙*β∙*∙-・ *J
严广郊3,—

•,k'.、7*r“4 7∙5 .中沿∙tf 亡E河”
11/25/200.5 !
2:50:09 PM
• j.. •丄•,< ••« < ■« ‘‘、'.~∙Q. •• •• ・• <•—
∙1^ . ∙∙ t / • ∙ ∙,∙ ' S ■ »*«•*•,*∙*4∕∕-'f*f⅜∙-∙∙ .* «'•« ∙∣√tr∙∙<* I ••.. •*• . •» **m »*•» ∙ ∙ A,,.
RAGeSeL≡σnoN
,為二 #・,,」• .y,^ .,-•*•
,♦-,・・•♦-'—

4
丁 "∙ ∙∙"*^∙^f

MODULES-COMMON FUEL …"' ALARM
Nk4ut∙< fa⅛∙ SI,fβW pF∙SBU7∙ Mq<IuU∙ fu∙l inUr tow4βw ”・”ur・ M«—, hι∙l Met IazwumpsaCur. M∙d3., M, inl>t WghJMgIt t∙mα∙∏mxr∙
..•・「•• ...... • ・•••■ m—∙~¼∙ mwMM
MODULE 1
Oxy<∙ι‰)∙t 3t UuttM ∣>r∙5wr∙ C*⅜cnJM Ul outlet pr∙s¾ur< O∙yg∙nJ*c ⅛xyg∙n OutlS pent* C>aΦ4nJ∙t oxvβ∙n outlet pr・$ W Mo<M∙ Oxya∙πJ∙t eWng war∙r t∙mχr*tu∙∙ MkκhX∙ CA<f>0fUM 8o∙Eg wιt∙r MmP∙r∣tu∙∙
♦ 4、∙ I * •♦.♦,•• ∙ .•»;/・,•• "” »••;
MODULE 2
O⅞V0C*U∙t ftM∣ OUftofpMtW*
CM>onJM fu∙, 0Mti∙t 时“ 3ur.
QXWnJM oxyg∙n Omt pressure CwhonJs oxyβ∙n .Ws pr.“ur∙ MBM<∙ Ovy∙∙nJφt e^Knq w<M∙r t*mp*ratur∙ MQdtfH Cm⅛W gMk>0 *#•,t∙2∙rarur∙
糧圈胸丽1<眉
MESSAGES SUMMARY

二囲 EAFQAN DATA MANAGEMENT !
MODULES - COMMON OΓ∕GEN
▲、S^^,♦,….》^
S≡B
|
1.5 |
bar |
Mod"I∙f。《>9。C lπi∙ttow pr*ιsur∙ | |
|
1。 |
b⅜r |
'Modu)∙⅞ oxyg∙n int∙t low-low ρr∙>stιr∙ |
ALARM 「 11.0
β,0
5
A^.. ~r ~ ' *•*«*• 師
/'∙^<" -L-
^*~*∙ /g — 亠・',• -2* j ~」士= *∙
ALARM
|
LL |
0.5 |
W |
|
LL |
0.S |
H |
|
LL |
H | |
|
LL |
• ∙*1 ∙^. ∙^∙,r ♦"「 1.0 |
H |
|
H |
« ∙ . ∖ ; 40 |
HHf |
|
H |
HH | |
|
.∙*∙' •♦•• ∙ |
• ,*.・>.»« ι∙lA f. | |
|
r "W 1 > ■ |
'*∙* > ∙ …","・・,—,,.,…∙E ∙ *∙ »• ALARM | |
|
LL |
2.0 |
H |
|
LLf |
2.0 |
H |
|
LL |
16Q |
H |
|
LL |
16Q |
H |
|
H |
40 |
HH |
|
H |
* ∙ ∙ f∙ I ,― 40 |
HH |
fcC
痴痴” OXygen lni∙t k>∙4o∙ c∙mp∙racue
Modυl∙∙ o⅝γg∙n tni∙f high Algh t∙mp∙rMur∙
2
?・«^«~, 也,∙∙∙*γ- ∙ I =■••-,:・ r∙,*•・”- ∙∙,∙-"∙,J~∙ A '.∙∙∙. ». ∙to ∙ . * ∙⅜∙. * •*•・—♦ , ∙M ∙ Q ,• J a ■• C°∕∙i∙L∙*∙∙
CARBON DlSPENSER 1
• ZO bar Dhgnxr ιmr∣għdow (tmp<y)
2.0 >ar DB^∙m∙t ∙∙lghf high (WU4)
160 bar M*in pt•«suf∙
16.0 bar: CoMUn⅜ pr∙sβur∙
45 'C *p∙n∖" ∙o,hmg ρr.uur.
46 "C CHtp∙m∙ι r∙VUtinβ pr∙t⅛MF∙
,tr^ ,:••♦・ ∙ ∙ ∙ ' ∙ , •, , , ■ ∙∙ ∙ »- ∙∙ UM ∙ ∙ •# ∙ “' "♦ * ∙-' ‘・、'~, ♦
Trend mf»cu»r Trandqfaetor
LL H
3S
1.5
HH
Jy“「J ? ,,•“•• .γi ∙ ∙ ∙.. ∙ ∙∙ -* j∙ « ∙ ∙r∙,∙ r*.f∙*ιM*∙f, ∙∙ t ∙' ,∙ 屮/々i —
CARBON DISPENSER 2
2.0 bM ; DhP亦“ “仲< low (∙nψM
2.0 b∙r Dlw八“,w∙l∣∣H high mU∙Q)
16 0 bM M碗 ρ,∙3wr∙
-•► ∙∙7" ••
ISQbN C^tJ H∏∙ pr∙SMit∙
45 ,C < Dhp∙∏f^r wαrkinfi ρr∙∙wr∙
46 'C D½p∙m∙r r∙fll∏ng pt∙⅞⅜ur∙
Trend m factor Tr∙nd q factor
淪 02:41:49 PM ≡AF la⅛e car-<nσ^r Uivrnter warnb⅞
-⅛>∙. ■■■— —I ■■■ ■ ■ ■■■■—■—■■ — — ■■■• ■■・• ■■— ∙ι ■ ■ — &■ . ■ ■ —I ・■ i∙" ■=・■ ■ ■" ■・■ I l・・l ・—I 一 ■ ■
痴os o2“蘭而函不⅜⅞mχ 1 碗P gEMm~
•,',*::: ∙-uq*S' *r <<
图5-95参数界面
• ∙ ∙ ∙ V" .- ∙, f , r ∙
" 田“ %4"∙"-.∙
■•,”“1 ∙∙f4< *∙IfF∙i.∙ .∙ ∙.7∙∙V'~ -''八
,ALARM
一二'窕耳沁I
•二?福
30 K観 女0M'i U2
17 b"
0 2 Hr a
駕O
If ^^2^nrT>fJ^;b^
0,
LL 3 β L 40 ⅜√
H? * 1.5 HH
• - —:、”■二,•[・ r : ∙*3
"b«:
~-Fτ4y (
y∙M∙
Skutdoiw
¼m∙
阀站界面是为了检查所有系统和检测器信号,保证供氧系统的正常工作,如图5 -96所示。
FEUf我 WMW
G* Em
OXYGEfRET
,W
Nrnim
MOD 2
MOD 3
MOD 4
Oxygen Crb
Nmarn
CARB 1
CARS 2
CARB ɔ
COMFRtsseD A根 -4 胸L L
.' I 丿?“— ’"τ.∙
∙m4^∙^"4∙ΛM>∙<.∙n7Jn Mr.屮~,J#■!/"»,〃} '♦• ':「; ∙,',
NrrROGEH ,∙ √∙.∣
,,…91r.卄“.,J, I— ~., A.■,:;: • ,[: •• ,/〕「•',, •・
iH5TΛUM≡NTAkAin ,二' i⅛E -一A
99L
FUCU GAS
竜心
Nm3∕h
Module 1 Ramps
11725/2005
2:58^1
CURR
STOP
STOP
CARB0N-JET
CURR
LAh
Futl
NmMI
C 喇BoI mo4e
SErPOlWTS
MANUAL
D0"…
Nm9断
ITOP
4,宀亠.■ -■
AUTOfMANUAL
T"∙
MODULE STATUS
們 ∣√"∙
COMPRtSSED AtR
• ∙
V*^∙ .—< -‰∙ — m,— J—4∙^-
呑孑言帀:.
.∙ .,c~p..一CFJ—.,.
NmVh
NmM
TRG
Nm3A⅞
∣8M,
IweTRUM€WTAL 力凰 » PSl ;~“
Γ*‰∙⅜∙∙∙∙ ∙a∙~*∙j∙- 1,宀注.^∙^∙S∙^" *t • •
QXY林州
NmJm
*},密⅞
I ,,
NmM
PURGEAiR
EHABLE
ALARMS SUMMARY
MESSAGES SUMMARY
产H,
Zh
Mm姉
W^m≡^≡Oc5^^
*〕•
«i»
;*%R 缶 KXr ≡ .^ ^
VJtT W
・“,♦•/,! I ∙,r ∙
,W ;〃~・-•♦ m∙ •♦«,・•";J 口4∙.∙tj∙
”’竺【+、.EQlrf池,3*吧:遮'""*L避城
∙lΛFft'W
EXrr
SHUTDOWN
图5-96阀站界面
• 264 ∙ 5电炉冶炼过程物料平衡与能量平衡---
操作者可以检查所有莫尔系统的过程值,管理者可以对其进行修改,如图5 -97所示。
M而福丽 DANARC Setpoints °
直E.匀’封腫」⅛d:
DANIEU
:.......mo6uues
MODULE 1
Oxygen Jet
Carbon JOt
Coai system
MODULE 2
W(MI C*yj∙κ.
FtMi 'G*⅛β∙n CM»««
θ!×ygen Jet
Carbon Jet
Coai system
MODULE 3
P∙M∙I
PwH
OnγQ∙n
C⅛rt>⅛n
Oxygen Jet
CarbonJet
F3 Q*g∙n Fu∙l Oxygen,
Coal system CM⅛on
MODULE 4
QxxWt ::黑
150 O 4
7W: 'mai 'w?
ISO, O- (ɪ
STEPS ENA8Llf4G, GampLEfBEC処耳 sτειao
'W'
O Nm3∕h
O NmMi 泌;,'NWWt
Kgfniin
痴 《W「 TW t200 IBM '
4<0 MO. TOo
* 叵 Xp∣j¾Hi⅛⅜f回后 TEP O
O D Or O Ntn3ttι ⅛ WWWI
O Hm»h O Mrt^
J [s;yPLE叵CARg ΓSTFP O
βoo' too; 1200 ιβα>
2∞'…痴,'oʃ- c>
β⅛o 渔; g *«o
0; iæ 0 20,
^β';
KgAMn
-'ð'' Nm3⅛ 0 Nm3A> 6 Nn^h -O Nm3lh
K^Me
|2 .EAFQAN DATA M⅛NAGEM^Ti∣
,Q^gjKi⅛w 赢⅞⅞⅞¾T⅝M ⅛⅝⅞⅞ι⅝wun⅛⅝w⅝∙W⅜ 倫¾制辘髭翔毎⅞⅞⅞丽®⅞⅞⅞H⅜⅞盜逐⅞⅛
图5-97过程值控制界面
5. 6. 7. 3 安阳钢铁公司IoOt烟道竖炉电炉供氧系统
1999年11月安阳钢铁股份有限公司第一炼轧厂(以下简称第一炼轧厂)从德国FUCHS公 司引进的100 t烟道竖炉电炉投产。为了使新建100 t烟道竖炉电炉的生产率能够适应第一炼轧 厂连铸与中板轧机生产的节奏要求,进一步提高企业的经济效益,第一炼轧厂与北京科技大学合 作,进行了 K)Ot电炉高效化生产工艺及综合控制理论的研究,提出了现代电炉冶炼周期及电耗 综合控制理论,研究了加铁水对冶炼周期、电耗、冶金质量的影响,确定了目前安钢条件下,10Ot 电炉的最佳铁水比;制定了合理供氧制度及供电曲线开发了改性生铁应用于电炉技术,并对缩短 100 t烟道竖炉电炉冶炼周期的相关技术进行了探讨,实现了电炉高效化生产。在高效化生产的 同时,对IOot烟道竖炉电炉流程生产高洁净度钢液进行了研究。
在控制系统中,包括各模块的控制界面、实时曲线显示、历史曲线查询、各种报表显示和打 印、历史数据浏览与查询等功能。该控制系统能够对各种大量生产数据进行存储、提取,可以进 行各用氧模块的控制等。系统的主控界面如图5 -98 ~图5 - 100所示。
5. 6.7.4天津钢管集团150 t超高功率电炉供氧系统
天津钢管公司150 t超高功率电炉于1993年前投产。全套设备和技术由曼内斯曼-德马克 公司引进主要生产优质石油套管。
现阶段天津钢管集团150 t超高功率电炉采用热装铁水及配加直接还原铁工艺,保证 产品质量,其电炉自动化控制系统由SMS公司引进,能对整个电炉运行状况进行监控,主界 面如图5 - 101所示。
.............----------5.6电炉炼钢冶炼过程物理热与化学热的利用∙265∙
图5-98系统主控界面
学3号亀枪

3号鋭枪
JTB#»«MM# 2006/5/5 ^ 10:28:37 •
4号级
:主■雨I ■程■面I噴章系统I半自动设置
J自动■■ I历史曲-J 历史数据I
图5-99氧枪参数界面
• 266 • 5
电炉冶炼过程物料平,
与能量平衡

奪 mg2 —5,*
5,理

菊怡而可FT结束彳而J斗
遏荷]*Ri公而
开始晒间三五両间WFm3) W檻公斤』


r,'Λ
主■面卜渡程■面 喷给素紙率自动设置
自动被・ 历史曲级 匕 历史数据 领"汜聚」 週 出

「,“,,,
上冷皱 ∞≡
/∕⅛W∕,⅛
图5-IOO供氧分时段设置界面
1⅛Λ鼻
鏡f
域您:
立金
:?加 EF
型讎<'
4⅛MM
【細
EAF OVERVIEW
产建 5*3hg ,ENMOasFW 剝 N Me 5⅛*m
《額安■m•晶第W㈱ t⅜i.⅛∏ζf!
⅛wc½a5Λ^f
PLAIKMM
N<cn∏∙i MJFCnON
电 AMpa⅛
伽r4
{θ*0^.1IrI*m ImS. s∙w Fwm,
物 JrtXm
RCSSlM
RMmCIUGR≡S
KlLH "浦机
HirtfARtoat □ 1(X31 IliMlKX
I~~N∙
,ft⅛⅛ ‘稣綢献陶孤
WM•")%■
图5 - 101天管150 t超高功率电炉控制系统主界面
其电炉采用四只炉壁集束射流氧枪和自耗式炉门枪,炉壁枪由KT公司提供,炉门枪为巴登 公司出品。
供氧系统界面如图5-102所示,显示了供氧系统的管道和阀组状态,以便于控制。
.................5. 6电炉炼钢冶炼过程物理热与化学热的利用• 267■
1 me (JM.<3WW∙^
巧笳Fp因:■v喇V…
艾什塞
用32m筝用*
⑦ U⅛GM
田 Uf^£.
M ⅝KW
F CM^ SyMTO
'玄 H e F Py ^*⅛w⅛ 7∙⅛m⅛, Cm .
SWfMKl
*√Y丐
UWCft
AD
g'
αx>
OtfJ
OD
Chwyetf
3 Q
。8
*磨
WOC
t® G
08
a‰⅜MMMk
Qg
IEJ
a*
Ud
⅛ΛΛ<t.÷
乃N
∙>⅜
'•洋*HeI
2, UMCff
Mnm»rm
∙>W ⅛55
图5-102供氧系统主界面
‘徴价
•假
^λ^
为了实现电炉冶炼自动化控制,供氧系统对电炉供氧进行优化,将供氧状态分段进行控制, 图5 - 103为供氧系统分段控制设置界面。系统能按照设置自动控制喷吹。
II -:
^gfIttatMtl mm SΠMt HrMMMMt ,6
^^^^ ^^^^^^^^^^^^ £
MMM. n; <*M;
"tW∏7 (U 46 ??PI# J
Running
6 g,
圻"
依P
|
∣Mφ Mumber |
i f |
SteF? I |
s* I |
Scep,耳 |
X01 |
M6 , |
H I |
叫® I |
3 I |
M∙ I |
|
MtfMYL 匚二一 —‘ “—A —-—・ f 涵林IE—尹"_ |
一 .19 |
*■•*•• ∙*∙***jf∙,***•;♦ [.y,*^r44■ ∙.∙, |
"Tf • . — ‘♦.,”,夕 |
0 19 | ||||||
|
届硬OMfi |
⅛i 3C ® 0O |
C⅛ OC Ottfl0; |
"OOOtMB • W^Λ* ∙∙ -*^∙∙r^⅜. * *∙*Mr^^∙*∙∙Λ |
Q: æ 0Q≡ "∙4MM,fO^,R —・• ,f |
QiCC CoOol ~∕*∙⅜4w∙a,・♦, MMrw∙∙wΛ^ι |
Lw '5 WtB ■ 5 ■*•"•・1~,t»1**・.- ■■4^, 5 |
O1OO ææ. |
困汉)产加 |
4> k¾ ¾⅝,C ∣ | |
|
俾 H'i∙Tl'∙"'∙—丄「■二—r WmwrytW SfcCCWAWO? MMUrWg |
**∙""1∙ ♦»•“•#,•••、.∙"∙2∙ f ≡φ >.∙P5WMiEK∙e∙∙ Tii" ⑶磷 ,1"…,"》«■• ■♦*• ,“•■,;■・„,•, 1≡W . |
…⅛'≡Γ F,・e.,・S*S・,p,,,”•••♦*•*■ rf∕ 贸S bVMV∙Ma.*4*∙∕*M*≠f*∣,. *∙^***∙∙,∙∙^ 曲:国I |
*I^w*F"∙∙∙~riW'~.zi ” 400.00 / "■巾劣广《.—■.—W,―仪 350恥 |
⅛εc孔… W力二 元而… |
j—^^^^^f MN ∙M^vl"*>⅜∙∙∙∙ ∙∙M^∣r. .-,^∙'< * 330∞ |
80Dm I f>κU"*MW j—”5i.“ 250.06 ! w.内“・■内・・”•■...... T ≡X : |
iɔoeoo ••• • ■・•♦♦,,。…•《,—・》»"・~ ” ~z 心伊力 8……"■ .・一,.…「 :50® |
?元值 —,y τ^if 7^Zthf^ moo .,“・,"”f r ,**t∙ ∙ y∙4,~∙itr∙∙d 2&歯 |
IW⅛『 Y忘… ^^t- ^Λ^> 'h.*∙t^ti. ^∕UfJ^^ |
'L I |
|
MlWmWW≡m'*∙m屮”w厂 Tr•二 ‘,■:,?[ PrvnayOZ SfcWMWtar 02 ;S3 SKX≡UL /__ UsM 卄 SICCMMW 02 |
jl∙^*kn^∣r∙** ”,《•<• T 2Q0iC i f>r> •—”y •♦, 4玄00~: AT a^√ ^*v、τb∙∙ ■» . M 逸使: —-4 -i・…••・ J 倒面 ^―∙^→"*i∙*J 卜7 "二 ,一" y |
∣H∙,∙z t∙''∙,<L.y md∙ ≡∞ «, ,4«・“ <• •■““**•« ∙,f/*•••、 MfOC n^*∙∙∙∙⅜>^∙∙∙ —■* ■ * ".—■ ■・1, ♦ .f∙j< 为把 »pJi∙ •.… •• *4 融OG 2«X |
X,M 2 i"∙∙∙r*∙∙∙ ∙ ∙*∙β*∙∙*f ■ ■ 砌加 )”“M・・・4.1. .%1∣* .∣A∙G SKS ‰iΛ^ΛfΛ^^^^^^^ 此屮… ‘期,J ⅛30 "…■一 I ∙**b*∙ ∙^*^ ms .æ 卜"•…√2' ',一 |
冠加口 ≠*⅜∙ ∣*⅜≠^∙∣∙ **→^ % ♦ .;7 3aq ' ⅛c⅛'^ *∙ I Y∙・• -** • • • ~] ≡∕J0 ^^^W • ,• F ♦ — J F ♦ ∙,∙y ∙∙fa⅝ *| •*•• ■■•■ ;¾jθ∑s A .. .≠<∙< ~∙ ♦.- ∙ *∙⅜r∙«■ ♦・■・ C ≡^J H — -• L ♦ • j“ \ |
f s∙∙∙∙%f《.♦•”_»•” ■"( MB 1% A < •» j E,f I∙∙∙*." 3X00 JCOOO …SBoo ∙ ∙ ■ ∙. - —■ .∙ ∙ •••■ r .3) VR汚. 1碇齿• |
∣^∙^∙ ∙ ∙⅛A^^r «* **∙Λ^f 25C'® ^e/»>» "r∙MT *∙*w^ **• - 7 ≡0G ■浜一 »・J W^. .. ∙ f~∙-. ..“ Btao ',∙*~∙ •-*-•—* ・'.*• * 二 JX R≡*∙→*M<W<*W^ ξfiCiX 五吋: 一而而 |
23Q(jQ A—2R A .∙∙M. • . — •」 2⅞0.00 •**** ∙ 37 / . ■( 卜一. — ~- I "5 " .50 OC >Λ-r∙∙-^≡**~^***∙^^m-tɪeæ —.,••廿,f |
加漫 ;d 9" 一 ∙ j *∙Λr¼. r 強戸 ——⅜⅛⅜.i⅛R≡ 1∙J∙>⅜^ i∙∙.∙ •・ 宀.2~∙,・.y 3)C饯 「“G ・—4k<6 ∙.r∙βJ^ mαι ⅛⅝⅛<⅝ ∙∙ r.⅜⅜<Wf G. l≡φ w. - ∙∙. *∙ -∙ ∙* ■*»••» ∙ I 期货, 5凉: |
。・.”.♦•:—'l".^^¼,∙,ι"ia∙ 尊第 “f 54^^ •“— ≡c⅛ …∙ 5"∙∙. " —F "而而 _—~ ■・■• ~τ>∙∙r 8* r - ^^-^ ” )不通 户-・—*a γ 映图: |
IrE・”,........... 『期淵] T為衝 < ♦4 —-^∣∙g「. IFU∙*∙F 7 J,・ ° Bl) I <,SGD I :犯QM 2 |
|
I 3施 |
√⅛.r>j |
差 |
Wfft | |||||||
|
∙M> <W 3 A^r^M^,* 干—标 fzr^m∣f!^* 胃 I ■ mr .8τ∙ CW OHoe ∣∕∙ • .;•»,' " ∙-∙∙f ' j・ j«*l«4^M*"・7 7,""3"."6・9& 《•绚曲* 匕械O 廿,” |
;仰W I |
w o# I 慕 产-^-—一小Y |
制4 X h∣BM⅛MI∣∣⅛M "田 X |
O*Λ^ I X |
R^BWMMMW⅛∙^a∙∙~. • |
G⅛<⅜* J ”—:——”■! W«*■■» ”⅛ 1X ―•■■— ■< . |
tr⅜M J X WyJ X |
RM* i X ■■—■—*「•,… |
■1.■■■_^宀•: S■ 15 I・■,•=“.,〃 |
F∙∙ι∙w⅝∙∙.-• |
|
CAHHOW tJWCl" |
! ⅜> y, |
. |
y.∙∙...,;-“,,‘」,,,<3 破減 |
風視泌
七WuIW沁强y
图5-103分段控制设置界面
• 268 ∙ 5电炉冶炼过程物料平衡与能量平衡
附录5.1电炉物料平衡与能量平衡计算用参数及变量
附表5-1物料表
|
________序号________ |
_______符号_______ |
_______含义________ |
|
1 |
A |
_______废钢________ |
|
2 |
B |
铁水_______ |
|
3 |
D |
石灰________ |
|
4 |
E |
________电极________ |
|
5 |
F |
_______炭粉________ |
|
6 |
H |
_______炉顶________ |
|
7 |
炉衬 | |
|
8 |
ST |
_______钢水________ |
附表5-2物料输入变量表
|
序号 |
_______符号_______ |
________含义________ |
|
1 |
Rati |
i种含铁原料的配比_________ |
|
2 |
___________________QiA |
废钢中i元素的百分含量 |
|
3 |
GTj |
i种含铁原料的总量 |
|
4 |
GSC |
生成每吨钢水所需要的废钢量,kg |
|
5 |
GlR |
生成每吨钢水所需要的铁水量,kg |
附表5-3物料输出变置表
|
序号 |
符号 |
______________含义______________ |
|
1 |
LS |
钢水中剩余的)元素量,kg____________________ |
|
2 |
由废钢生成的钢液中i元素百分含量___________ | |
|
3 |
CSTA |
由废钢所生成的钢水量,kg__________________ |
|
4 |
_____________GjA |
由废钢中的元素氧化生成的)物质量,kg___________ |
|
5 |
GceSA |
由废钢中的硫和Cao反应生成的CaS量,kg__________ |
|
6 |
GCaOGA |
由废钢中的硫和CaO反应消耗的Cao量,kg |
|
7 |
CFeOA |
由废钢中的铁氧化生成FeO进入渣中的量,kg________ |
|
8 |
^Fe2O3A |
由废钢中的铁氧化生成Fe2O3进入渣中的量,kg |
|
9 |
COFeA |
废钢中烧损的铁量,k区____________________ |
|
10 |
___________OiA |
由废钢生成的钢液中i元素的氧化量,kg___________ |
|
11 |
CSA |
由废钢生成的钢液中硫的脱除量,kg_____________ |
|
12 |
OEgIA |
由废钢生成的钢液中总共去除的元素量,kg_________ |
|
13 |
GlA |
由废钢生成的钢水量,kg___________________ |
|
14 |
废钢生成钢水炉气中j物质的量,kg______________ | |
|
15 |
CgtoiA |
废钢生成钢水炉气的总量,kg________________ |
...............-....附录5.1电炉物料平衡与能量平衡计算用参数及变量- 269∙
续附表5-3
|
序号 |
符号 |
含义 |
|
16 |
CsqA |
废钢生成钢水渣中)物质的含量,kg_____________ |
|
17 |
GSUQIA |
废钢生成钢水总共产生的渣量,kg |
|
18 |
GgFe2O3A |
废钢生成钢水产生的烟尘量,kg_______________ |
|
19 |
CjF |
炉气中的j物质生成量,kg____________________ |
|
20 |
^H2OF |
炭粉带入的水量,kg_______________________ |
|
21 |
GVOLF |
炭粉带入的挥发分量,kg___________________ |
|
22 |
C/F |
炭粉带入的J物质量,kg ,______________ |
|
23 |
Csl/ F |
因加入炭粉而生成的炉渣中j物质量,kg___________ |
|
24 |
GSLIOlF |
因加入炭粉而生成的总炉渣量,kg______________ |
|
25 |
GLjF |
因炭粉而加入的石灰中带入的)物质量,kg__________ |
|
26 |
Glo2F |
因炭粉而加入的石灰中生成的氧气量,kg__________ |
|
27 |
^N2F |
因炭粉而带入的M量,kg |
|
28 |
GjF |
因加入炭粉而生成的炉气中j物质量,kg___________ |
|
29 |
GgVOLF |
因加入炭粉而生成的炉气中挥发分量,kg__________ |
|
30 |
GgWIF |
因加入炭粉而生成的总炉气量,kg______________ |
|
31 |
GT |
炉衬带入的)物质量,kg_____________________ |
|
32 |
GSLJT |
因炉衬消耗而形成的渣中∕物质量,kg____________ |
|
33 |
GSLtoil |
因炉衬消耗而形成的炉渣总量,kg |
|
34 |
cgtoll |
因炉衬消耗而形成的炉气总量,kg______________ |
|
35 |
GST |
生成的钢水量,kg |
|
36 |
q |
每吨含铁原料生成钢水产生的炉气总量,kg_________ |
|
37 |
CgFqO3 |
每吨含铁原料生成钢水产生的烟尘总量,kg |
|
38 |
G |
每吨含铁原料生成钢水产生的炉气总量,kg_________ |
|
39 |
GSL |
每吨含铁原料生成钢水产生的炉渣总量,kg_________ |
|
40 |
CSTS |
生成每吨钢水产生的炉气总量,kg______________ |
|
41 |
cSTgFe2O3 |
生成每吨钢水产生的烟尘总量,kg |
|
42 |
CSTSL |
生成每吨钢水产生的炉渣总量,kg______________ |
附表5-4工艺变■表
|
序号 |
符号 |
_______________含义_______________ |
|
1 |
IA |
铁的烧损率,%________________________ |
|
2 |
BUC |
碳的二次燃烧率____________________ |
|
3 |
^ (θ)clA |
碳氧化生成CO耗氧量,kg___________________ |
|
4 |
(O)C2A |
碳氧化生成C。2耗氧量,kg |
|
5 |
(0)iA_________ |
i元素氧化耗氧量,kg |
|
6 |
(。)FeOA |
铁进人渣中生成FeO耗氧量,kg_________________ |
• 270 ∙ 5电炉冶炼过程物料平衡与能量平衡
续附表5-4
|
序号 |
符号 |
含义 |
|
7 |
(°)Fe2SlA |
铁进入渣中生成Fe2O3耗氧量,kg |
|
8 |
(0)呵达 |
铁被氧化成Fe2 Oj生成烟尘耗氧量,kg |
|
9 |
(O)WA — |
总耗氧量,kg |
|
10 |
(O)SA |
废钢中S还原Cao供氧,kg____________________ |
|
11 |
(O)SD |
石灰中5还原CaO供氧,kg____________________ |
|
12 |
厶WA |
由废钢冶炼成钢水所需加入的石灰量,kg__________ |
|
13 |
(% SD) |
石灰中S的百分含量___________________ |
|
14 |
GHEeA |
由废钢生成钢水需要加入的石灰量,kg___________ |
|
15 |
CLkA |
由废钢生成钢水需加入的石灰中4物质量,kg________ |
|
16 |
GLCaOGA |
废钢生成钢水加入的石灰与S反应消耗的Cao量,kg |
|
17 |
Apuo |
氧气的纯度,%_________________________ |
|
18 |
凡Xg |
所需氧量中由氧气提供的百分率,%____________ |
|
19 |
GOXA |
废钢生成钢水需要的氧中由氧气提供的氧量,kg_______ |
|
20 |
CairA |
废钢生成钢水需要的氧中由空气提供的氧量,kg |
|
21 |
CojF___________ |
生成,•物质消耗的炭粉,kg____________________ |
|
22 |
(OLF |
炭粉生成/物质消耗的氧气量,kg |
|
23 |
GimeF |
因加入炭粉需要调整碱度而加入的石灰量,kg________ |
|
24 |
G<>xioIF |
因加入炭粉而需要的总氧气量,kg |
|
25 |
GlimeI |
因炉衬消耗调整碱度需加入的石灰量,kg__________ |
|
26 |
CoX |
每吨含铁原料消耗的氧气总量,kg______________ |
|
27 |
Gair |
每吨含铁原料卷吸的空气总量,kg______________ |
|
28 |
Giime |
每吨含铁原料生成钢水需加入的石灰总量,kg________ |
|
29 |
GSTOX |
生成每吨钢水消耗的氧气总量,kg______________ |
|
30 |
GSTair |
生成每吨钢水卷吸的空气总量,kg______________ |
|
31 |
Csnime |
生成每吨钢水需要加入的石灰总量,kg___________ |
|
32 |
CRE |
每吨含铁原料冶炼成钢水需消耗的电极量,kg________ |
|
33 |
GRF |
每吨含铁原料冶炼成钢水需消耗的炭粉量,kg________ |
附表5-5能量输入参数表
|
序号 |
____符号 |
含义 _ |
|
1 |
QCoA |
每吨废钢中碳元素氧化生成C0放出热量,kW∙h_______ |
|
2 |
QCo2a |
每吨废钢中碳元素氧化生成Co2放出热量,kW∙h |
|
3 |
QsiO2A |
每吨废钢中硅元素氧化生成SiOz放出热量,kW∙h |
|
4 |
QMnoA |
每吨废钢中稿元素氧化生成MnO放出热量,kW∙h |
|
5 |
9 P2O5 A |
豆吨废钢中磷元素氧化生成P2O5放出热量,kW∙h |
|
6 |
QFeOA |
每吨废钢中铁元素氧化生成Feo放出热量,kW∙h______ |
..-........附录5.1电炉物料平衡与能量平衡计算用参数及变量• 271 • 续附表5-5
|
序号 |
符号 |
含义________________ |
|
7 |
^Fe2O3A |
每吨废钢中铁元素氧化生成Fe2O3放出热量*W∙h________ |
|
8 |
QA |
每吨废钢中元素氧化后放出的总热量.kW∙h |
|
9 |
QPHB |
每吨铁水带入的物理热,kW∙h |
|
10 |
TmeltB |
铁水的熔点," _______________________ |
|
Il |
CSB |
生铁块的比热容,kj/(kg∙t)_______________________ |
|
12 |
CLB |
铁水的比热容,kJ/(kg∙P)_________________________ |
|
13 |
TlR |
铁水的温度,tC_____________________________ |
|
14 |
QB |
每吨铁水氧化后放出的总热量,kW∙h_______________ |
|
15 |
Qlnl |
生成1 I钢水物料放出的物理热及化学热,kW∙h__________ |
|
16 |
021 |
生成1 I钢水产生的Si02成渣后放出的热量,kW∙h |
|
17 |
Qln22 |
生成1 t钢水产生的P2O5成渣后放出的热量,kW∙h |
|
18 |
% |
生成1」钢水需要输入的电能,kW∙h_________________ |
附表5-6能量工艺参数表
|
序号 |
符号 |
含义________________ |
|
1 |
QeoF |
每吨炭粉中碳元素氧化生成CO放出热量,kw∙h |
|
2 |
Qc°2F |
每吨炭粉中碳元素氧化生成CO2放出热量,kW∙h |
|
3 |
QF |
每吨炭粉氧化放出的总热量,kW∙h . |
|
4 |
QCoE |
每吨电极中碳元素氧化生成Co放出热量.kW∙h_________ |
|
5 |
^CO2E |
每吨电极中碳元素氧化生成CO2放出热量,kW∙h |
|
6 |
QE________ |
每吨电极氧化放出的总热量,kW∙h |
|
7 |
QWI |
炉壁冷却水带走热量,kW∙h____________________ |
|
8 |
Qw2 |
炉盖冷却水带走热量,kW∙h |
|
9 |
£ |
冷却水工作时间,min |
|
10 |
VWl |
炉壁冷却水流量,m3/h________________________ |
|
11 |
%2 |
炉盖冷却水流量,m3/h __________________ |
|
10 |
CWAT |
水的比热容,kJ/(kg∙P) |
|
U |
ToUtW |
冷却水出水温度,七 |
|
12 |
TinW |
冷却水进水温度,七 |
|
13 |
QOIHI3 |
生成1 1钢水石灰烧减吸收的热量,kW∙h______________ |
|
14 |
QOUll 4 |
生成1 I钢水水分挥发吸收的热量,kW∙h______________ |
附表5-7能量输出参数表
|
序号 |
符号 |
_______________含义_______________ |
|
1 |
QoUtIl |
生成11钢水金属脱碳消耗的热量,kw∙h______________ |
|
2 |
QoUtI 2 |
生成It钢水金属脱硫消耗的热量,kw∙h_____________ |
|
3 |
生成的炉气比热容,kj/(kg∙ t) |
• 272 ∙ 5电炉冶炼过程物料平衡与能量平衡
续附表5-7
|
序号 |
符号 |
含义_______________ |
|
4 |
CgFqS |
生成的烟尘比热容,H/(kg∙七)___________________ |
|
5 |
QPHST |
It钢水带走的物理热,kW∙h_____________________ |
|
6 |
生成It钢水炉气带走的物理热,kW∙h_______________ | |
|
7 |
Qg-S |
生成1 t钢水烟尘带走的热量,kW∙h_________________ |
|
8 |
^meltST |
钢水的熔点,七__________________________ |
|
9 |
CSST |
固态钢的比热容,kJ/(kg∙P)_______________________ |
|
10 |
"mST |
钢的凝固潜热,kJ/kg____________________________ |
|
11 |
CLST |
液态钢水的比热容,U/(kg∙P)___________________ |
|
12 |
CSL |
生成的炉渣比热容,kj/(kg∙七)_____________________ |
|
13 |
“SL |
炉渣的凝固潜热,H/kg________________________ |
|
14 |
产生的炉气温度,p_______________________ | |
|
15 |
Cl |
产生的炉渣温度,P________________________ |
|
16 |
%«2。3 |
产生的烟尘温度,/_______________________ |
|
17 |
Q肝叩3 |
烟尘带走的物理热,kW∙h |
附录5. 2电炉废钢熔化实验
废钢是电炉炼钢的主要原料,废钢熔化的速度关系到电炉冶炼时间和冶炼效率。电炉氧枪 作为电炉热量的主要来源之一,对废钢熔化速度的影响至关重要。通过废钢熔化实验不仅可以 对优化电炉炼钢工艺有帮助,而且可以反映出电炉氧枪的性能优劣。
附5. 2.1油氧火焰废钢熔化实验
采用高强度内燃式油氧枪进行此实验。将一直径为40 mm,长度等于L的棒体,水平放置于 实验炉内,油氧枪正对棒体的端面,火焰完全覆盖端面。由于实际电炉内废钢之间是并列的,因 此在棒体与实验炉壁之间填充铁屑。这样,棒体的端面将同时受到火焰对流及辐射传热的控制, 而在棒体的侧面可不考虑对流及辐射的影响。实验前将炉温升至IoOO七左右。油氧枪功率为 40 ~ 150 kW,火焰出口最高温度为2450 ~ 2550K ,火焰焰心长度为600 ~ 1000 mʃn,火焰中 CO2∕CO =0.25 ~8.0,火焰出口速度为 500 ~ 1000 m/s。
油氧枪的功率、火焰的氧化性及火焰出口速度通过调节氧气流量、载气流量和油量控制。在 棒体轴向不同位置安装热电偶,测量棒体表面温度及棒体内轴向的温度分布。表面热流是通过 表面温度/棒体内温度等测量数据计算以及表面热流计测量得到的。
通过本实验可得到棒体轴向热流密度的变化以及棒体长度随熔化时间的变化等规律。这些 规律检验了油氧枪的熔化废钢能力,对降低电炉生产成本,缩短冶炼周期有重要的指导作用。
附5. 2. 2冰块模拟熔化实验
实验采用1: 10比例制作电炉模型,在模型内安装三相电极供热,用冰块模拟废钢。模拟电 极供热量与实际电炉炼钢时电极供热量在总热量中的比例相同。在吹氧管中吹入热气体,用于 模拟炼钢时吹入氧气所产生的反应热。
....---------------------------------------参考文献.273 •
实验中加入尺寸不同的冰块23 kg,温度为-22七。电极通电后形成熔池,同时吹入热气体, 记录冰块的熔化时间。调整喷吹气体流量和喷枪喷吹角度,测定不同操作参数下冰块的熔化时 间。其结果是喷吹气体流量增加能明显缩短熔化时间。例如,当Q=7.61 m3/h时熔化时间为每 炉72 min,比Q=O时(104 min炉)每炉缩短32 min0在喷吹角度为20。~ 30。范围内,喷吹角度变 化对熔化时间的影响不明显。通过喷吹气体流量与熔化时间的关系可以得出,当平均吹氧量为 30 m3∕t(钢)时,每吨钢可节约电能36 kW∙ho
在熔化实验中测定了不同吹氧参数下80 Cm X60 cm×20 cm扁平冰块的熔化时间。其结果 表明,喷吹气体流量对传热系数的影响最大,而喷枪喷吹角度对传热系数的影响很小。
附5. 2. 3回转炉废钢熔化实验
国外学者P. V. Barr等人做过回转炉废钢熔化实验,这个实验主要基于以下假设进行: (1)气体温度恒定。
(2)熔池温度恒定。
(3)熔池深度恒定,且其值相对于炉子长度固定不变。
附图5 - 1为回转炉废钢熔化流程简图。
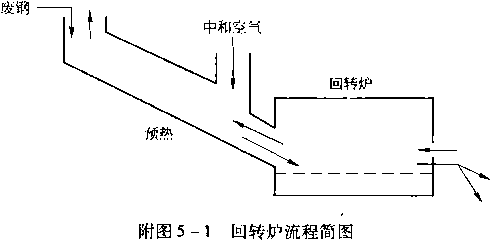
实验主要测量和分析了回转炉熔炼过程中热量的传输情况,根据测得的数据做出热量传输 随火焰温度、炉体旋转速度、炉体直径等的变化图像;并且在假设条件下,对比了废钢在进行预热 操作和不进行预热操作两种情况下氧气以及燃气的使用量。
实验证明,在废钢预热的情况下,废钢熔化速度较快,回转炉的热量消耗较小。
参考文献
[1]李峰.电弧炉炼钢高效化研究及能量利用评价[D].北京:北京科技大学,2006 : 2447.
[2]王定武.电弧炉热装铁水技术的应用和发展[J].中国冶金,1998,2:21-23.
[3]王竞东.电弧炉铁水热装工艺的进展[J].特殊钢,2002,23(2),33-34.
[4]杨婷,孙继青.世界直接还原铁市场现状及前景[J].冶金信息导刊,2006,4 , 68
[5]韦亮,张飞虎.关于电炉铁水热装技术应用探讨[J].钢铁技术,2007,1: 14-16.
[6]殷宝言.电弧炉热装部分铁水炼钢工艺[J].钢铁研究,1999,2(107),28-32.
[7]董利兵.南钢超高功率电弧炉热装铁水的生产实践[J].江苏冶金,1999,5,19-20.
[8]徐建华.沙钢润忠90 t竖式电弧炉热装铁水技术改造[J].钢铁,2001,36( 11) ,16-17.
[9]朱荣,王新江,等.安钢IOOt竖式电弧炉高热装铁水比的工艺实践[J].特殊钢,2008 , 29(1),40 42.
[10]李学军.电炉炼钢用氧枪[J].山东冶金,2002,12: 18.
• 274 ∙ 5电炉冶炼过程物料平衡与能量平衡一--
[11]王惠.金属材料冶炼T.艺学[M].北京:冶金工业出版社,1994:55-56-
[12]杨文远.近代电弧炉炼钢用氧技术[A].第9届全国炼钢学术会议论文集[C], 1996.
[13]朱荣,仇永全,等.电炉多功能炉门枪的应用及实践[J].
[14]尹涛.新型碳氧枪在80 t电炉的应用及改进[J] •浙江冶金•
[15]池桂兴,等编•工业炉节能技术[M].北京:冶金工业出版社,1994.
[16] David Koncsics, Pravin, Mathur, et al. Results of oxygen injection in the EAF with Praxair coherent jet in-jectors[ A] . Electric Furnace Conference Proceeding[ C]. 1997 : 305-313.
[17]黄琪•特钢20t电弧炉炉门水冷碳氧枪应用的技术实践[J]∙冶金动力∙
[18]朱荣.[D].博士论文.
[19]钢铁厂工业炉设计参考资料(上册)[M].北京:冶金工业出版社,1979
[20] Concsics D, Mathur P C , Engle D . Results of oxygen injection in the EAF with Praxair coherent jet injector: a novel technology[ A]. Proceedings Electric furnace Conference[ C]. Iron and Steel Society t Warrendale, Pa, 1997
[21] Gavaghan B P. MacSteel Gains Efficiencies With Praxair Coherent Jet [ J ] . I&SM , 1997, October, 78-79.
[22] Sarma B, Matliur P C, Selines R J, et al. Fundamental aspects of coherent gas jets[ A]. Process Technology Conference Proceedings [ C ] , 1998 : 657-671.
[23] Lyons M, Bermel C. Operationalresults of coherent Jet at Birmmingham Steel-Seatle Steel Division [ A ]. Proceedings of Electric Furnace Conferencef C]. Iron and Steel Society t Warendale, Pa, 1999.
[24]孙宽,宋春英•电炉煤氧喷吹工艺的优化[J]∙工业加热,1994,(5): 46 47.
[25]朱荣•电炉炼钢炉壁碳氧喷吹系统的开发及应用[J]∙特殊钢,24(5).
[26] Jones JAT. New Steel Melting Technologies, CO POSt-CombUStiOn[ J]. I&SM, 1996, 23(8): 51; 23(9): 7.
[27] Christopher Farmer,Val Shver,等.电炉 JETBOX 技术的发展[J].钢铁.2007 ,42( 1) :31-34.
[28]陈学莹,等∙ P∏ JETBOX系统在杭钢电炉上的应用[JJ.浙江冶金,2006,11 (4) :26-28.
[29] Qian Gang, Li Wenshu,等.ACI PyreJet technology :a key step in JYXC strategy towards world class specialty steel production [ J ]. ISS TeCh. , 2003,4 : 27-30.
[3 0]徐国庆,徐晓红,钱冈|J∙兴澄钢铁公司Ioot直流EBT电弧炉高效生产实践[J].特殊钢,2004,25(3): 50-51.
[31]孙彦辉,温德松,姜桂连,李士琦,等.电弧炉炼钢综合节能技术工业试验[J]∙钢铁,2006,44 (4):26.
[32] Voswinckel, Nordmeyer, Hr. Deppner, Meierling. CONARC 2000-the most flexible way of steel[ J]. Metallurgical Equipment, 2000,122(4) :16-18.
[33] Michael G Grant. Principles and stragy of EAF post-combustion [ A ]. Electric Furnace Conference Proceed-ing[C], 2000: 15-28.
[34] Gregory Gitman. EAF thermal enhancement with the use of gaseous and solid fuels [ A ]. Electric Furnace Conference Proceeding[ C], 1995 : 185-198.
[35]徐德红,于平,杨文远,王明林•大型电弧炉提高用氧量的研究[J].钢铁,2002, 37(6)9-11.
[36]谷立功,张露,周国平.天津钢管公司150 t超高功率电弧炉炼钢工艺技术的进展[J]∙特殊钢, 2003, 24 (4 ) 45-56.
[37]宋嘉鹏,姜桂连∙15Ot超高功率电弧炉生产高质量钢的工艺技术[J].炼钢,2000, 16(10) : 18-19.
[3 8]刘阳春,王栋.淮钢70t电弧炉PnJETBoX系统的应用[J].特殊钢,2003, 24(3): 50-51.
[39] AndrZej Mendrek, Huta Zawiercie. New technology for oxygen introduction in the electric arc furnace[ A]. Steelmaking Conference Proceedings[ C] , 2005 : 187-196.
.................--------------------------------------参考文献.275 •
[40] Val Shver, Mark Cohn, Mac Coburn. An improved method of applying chemical energy into the EAF[ A]. Electric Furnace Conierence Proceedingf C] , 2002 : 917-926.
[41]唐武峰,崔鹏高,武守防•安钢IOOt电弧炉物料平衡及炉料结构的优化[J] •河南冶金,2004, 12 (5) : 35-37.
[42]朱荣,刘艳敏,仇永全•电弧炉炼钢用氧模块化控制理论及工业应用[J].钢铁,2003, 38 (10): 16-18.
[43] Andreas A Linniger, et al. Dyn EAF-a dynamic modeling t∞l for integrated electric steelmaking [ J ]. Iron and Steel Engineer, 1995, 72(3) : 43 -52.
[44] Frank A Vonesh Jr, et aɪ. Post-combustion for the electric arc furnace[ J]. Iron and Steel Engineer, 1995 , 72(6) : 30-32.
[45]袁章福.电弧炉炼钢的二次燃烧技术[J〕•炼钢,1997,4 : 57-58.
[46]茅洪祥•二次燃烧技术在电弧炉炼钢过程中的应用[J]∙钢铁,1998,33(7) :62 44.
[47] Matter P. Oxygen injection for effective post-combustion in the EAF[ J]. I&SM, 1994, (5) : 53.
[48] Evenson E. EAF post-combustion and fume system optimizatɪon[ J]. Steel Times Inteniational, 1996, (7): 44.
[49] Gregory D S. Results of ALARC-PC post-combustion CASCADE Steel Rolling Mills Inc [ A ]. Electric Furnace Conference Proceedingf C ] , 1995 : 211.
[50]李亮,姜周华,王文忠.电弧炉炼钢电极控制和二次燃烧的现状与发展[J].特殊钢,21(2) :21-22.
[51 ] Koumentas N G, et al. Effects of post combustion validated by steel mill demonstration[ A]. 55th Electric Furnace Conference Proceedings( Vol. 55) [ C] , Iron & Steel Society, Chicago, 1997 : 373.
[5 2]贺庆,郭征∙电弧炉炼钢强化用氧技术的进展[J] ∙钢铁研究学报,2004, 16(5) :3 4.
[53]陈延东,蔡冬林•淮钢PraXair电弧炉二次燃烧技术[J] •特殊钢,22(6) 152-53.
[54]韩建淮.二次燃烧技术在70 t超高功率电弧炉上的应用[J] •钢铁,37(2) J1-12.
[55]姜茂发,李连福.电弧炉底吹搅拌技术开发的现状[J]∙钢铁研究,1994,9(5) :46.
[56]赵小浚.国外电弧炉底吹技术的发展[J]∙钢管,1995,(5) :12.
[5 7]曹亚林.国产透气砖在超高功率电弧炉上的应用[J].上海金属,2003,25(1):41.
[58]电弧炉炼钢P172.
[59]徐建华•底吹炼钢技术在竖式电弧炉上的运用[J].江苏冶金,1999,(3):25.
[60]李士琦,等编著•现代电弧炉炼钢[M]∙北京:原子能出版社,1995:173.
[61]徐成章•国际冶金动态,1991,(9):17.
[62]日本钢铁协会•最近电弧炉炼钢新技术,第三版[M]. 1993.
[63] 寺田修,等.NKK 技报,1990,130:24.
[64] Fagionato A, et al. I&SM, 1990, (6) : 19.
[65] Zhang X D, Fruehan R J. Electric Furnace Conference Proceedings, 1991 : 383.
[66]沈才芳,孙社成,陈建斌.电弧炉炼钢工艺与设备(第2版).北京:冶金工业出版社,2008
[67]赵红,任贵信.泡沫渣冶炼新工艺节电效果显著[J].天津冶金,1994, (1).
[68]费文杰•电弧炉炼钢富氧喷炭工艺的发展与应用[J]∙特殊钢,1987, (3): 24-32.
[69 ] Fettweis WH, et al. Engineering blueprint for upgrading of an EAF shop by implementing EBT technology and clean steel practice[ A] . Electric Furnace Conference Proceedings[ C] , 1984, 42 : 347-358.
[70]肖连华•电弧炉泡沫渣埋弧冶炼的实践与探讨[J].炼钢,2000, 16(5): 49-50.
[71] Ito K. Fruehan R J. Slag, foaming in electric furnace steelmaking[ J]. Iron & Steel Maker, 1989, 16(8 ): 55-60.
[72]姜周华,马哲元,丙树森,等•直流电弧炉长弧泡沫渣技术[J].宝钢技术,1996, (4).
[73]柯树华.电弧炉熔氧期泡沫渣的作用及其控制参数和工艺方法的选择[J].广西冶金,1991,(4) :12-19.
• 276 ∙ 5电炉冶炼过程物料平衡与能量平衡-----------------------------
[74]电弧炉的泡沫渣冶炼技术及应用[J]∙山西冶金,2001, (4): 32.
[75]肖连华,戴栋,崔宝民,等.唐钢电弧炉泡沫渣埋弧冶炼的实践与探讨[J]∙2001, (2): 13-14.
[76]郭双莲.氧枪设备获得超音速氧气流的原理[J]. 一重技术,2007,1.
[77]袁章福,潘贻芳,编著•炼钢氧枪技术[M].北京:冶金工业出版社,2007.
[78] Mark Lee, Grant Caffery, Neil Molloy. Metallurgical performance of the Water-COOIed lance at the BHP Sydney Steel Mill [J] . Scandinavian Journal of Metallurgy, 2001 , 30 : 220-224.
[79]赖柳祥∙ DC60 t电炉上氧燃烧嘴的设计及实践[J].冶金丛刊,2002,8.
[80]李翼祺,等主编•流体力学基础[M]∙北京:科学出版社,1983: 96-98.
[81]王瑞金,等.Fluent技术基础与应用实例[M].北京:清华大学出版社,2007 : 2.
[82]李晓强,等•集束氧枪实验研究及其工业应用[J].工业加热,2005,3.
[83]张贵.电炉集束氧枪的数值模拟.2003.
6与电炉冶炼配套的炉外精炼技术
6.1与电炉冶炼配套的炉外精炼技术概述
6.1.1与电炉炼钢相匹配的主要炉外精炼方法
世界上主要工业国家的钢铁企业整体优化水平提高很快,很多电炉钢厂已经实现百分之百 炉外精炼。各国钢铁企业的实践表明,炉外精炼的方法正在向组合化、多功能精炼站方向发展, 与电炉相匹配的精炼方法已形成一些较为常用的组合与多功能精炼模式,主要有以下四大类:
(1)以钢包吹氨为核心,加上与喂线、喷粉、化学加热、合金成分微调等一种或多种技术相复 合的精炼站。
(2)以LF为核心并与上述技术及真空处理等一种或几种技术相复合的精炼站。
(3)以真空处理(VD、RH)装置为核心,与上述技术中之一种或多种技术复合的精炼站。
(4)以AOD为主体,包括VOD的生产不锈钢和超低碳钢的精炼站。
值得指出的是,目前LF精炼方法已在组合化、多功能精炼站设备配置中占据了主导地位, 尤其在一些设备装备大型化、自动化,对工序稳定要求很高的钢铁企业,LF几乎成了必不可少的 精炼方法之一。据不完全统计国内各大钢铁企业中,LF设备的数量占全部炉外精炼设备的85% 以上,国外的钢铁企业的情况大体和国内企业相当。
6.1.2以电炉为初炼炉的不同种类钢种精炼工艺路线的选择
根据产品类型、质量、工艺和市场的要求,以电炉为初炼炉不同钢种的炉外精炼工艺路线选 择,也初步地形成了一定的模式:
(1)生产不锈钢板、带、棒材的钢厂,一般采用AoD精炼方式,有的附有LF或VoD/VAD 装置。
(2)生产合金钢为主的钢铁企业一般配以LF + VD为核心的多功能复合精炼装置。
(3)生产普碳钢和低合金钢为主的钢铁企业,一般配以LF为核心的精炼站。
(4) 一座超高功率电炉,配置LF + RH精炼站和一台板坯连铸机。
国内主要电炉炼钢企业典型产品的精炼工艺路线选择如表6-1所示。
表6-1国内主要电炉炼钢企业典型产品的精炼工艺路线选择
|
企业 |
电炉容量 |
炉外精炼方式 |
连铸 |
典型产品 |
|
舞钢 |
交流90 I |
LF +VD |
板坯连铸 |
管线钢、低合金钢、压力容器届~~ |
|
天管 |
交流150 t 交流IOOt |
LF +VD LF + VD/VOD |
圆坯连铸 圆坯连铸 |
合金钢、不锈钢、油井管、高压容 器管、管线钢___________ |
|
安钢 |
竖式IOOt |
LF |
板坯连铸 |
一普碳钢、优质碳素钢、合金钢、中 厚板_____________ |
|
胡钢 |
Consteel 90 t |
LF + VD/V0D |
板坯连铸 |
优质碳素钢、合金钢______ |
|
宝钢股份 |
双壳直流150 t |
LF +VD |
方坯、圆坯连铸 |
优质碳素钢、合金钢、油井管、高 压容器管、线材 |
• 278 ∙ 6与电炉冶炼配套的炉外精炼技术
续表6-1
|
企业 |
电炉容量 |
炉外精炼方式 |
连铸 |
典型产品 |
|
宝钢一钢公司 |
2 ×100t |
LF +VOD |
板坯连铸 |
奥氏体、铁素体、马氏体及双相不 锈钢板材,超低碳含氮不锈板 |
|
宝钢浦钢公司 |
直流2 X 100 I |
LF+ VD |
板坯连铸 一 |
优质碳素钢、合金钢、中厚板 |
|
宝钢五钢公司 |
交流60t 直流IOOt |
LF + VOD + AOD LF +VD |
方坯连铸 |
优质碳素钢、低合金钢、轴承钢、 易切钢、齿轮钢、超高强度钢、中高 合金钢、高温合金、精密合金 |
|
珠钢 |
直流2 X 15Ot |
2×LF |
薄板坯连铸 |
低碳高强度钢系列、高强耐候钢 系列、高强汽车板系列、管线钢系列 |
|
淮钢 |
交流70t |
LF |
方坯连铸 |
齿轮钢、弹簧钢、轴承钢、船用锚 链钢、合金管坯钢、非调质钢、易切 削钢 |
|
兴澄特钢 |
直流IOOt |
LF+ VD |
大方坯连铸 |
齿轮钢、轴承钢、不锈钢 |
6.1.3主要几种精炼方式与电炉的节奏匹配
炉外精炼与电炉节奏匹配的关键是解决精炼周期和电炉冶炼周期的动态衔接问题,总的原 则是要求精炼时间不大于电炉冶炼时间。
超高功率电炉冶炼由于设备和原料条件(如废钢和铁水配比)的差异,以及出钢时钢液的脱 氧程度和下渣量的不同,其冶炼周期在35 ~ 70 min之间。由于LF精炼前钢水的温度、脱氧程 度、成分的差异,其精炼周期在30 ~70 min之间,个别情况精炼周期会更长。为此有些钢铁企业 的LF具有两个精炼工位,可以交替精炼两包钢水。VD由于不能加热,其精炼周期在30 min以 内,要求钢液面与钢包上沿之间有较大的净空间和60 ~ IOOK的温降储备,目前一般采用与LF 配合精炼的方式,以便有较大的缓冲余地。VOD的精炼周期在70 min左右,要求钢液面与钢包 上沿之间有800 ~1200 mm的净空间。RH的精炼周期在38 min左右。 .
总体来看,精炼周期因产品方案、工艺路线和电炉出钢钢水情况不同而长短不一。电炉出钢 脱氧不良、温度低、下渣严重、成分偏差大需要的精炼时间相对较长;对钢液夹杂含量、气体含量 要求高,低硫、低碳等钢种的精炼时间相对较长。
另外,从电炉一精炼一连铸流程中钢包的转运方式同样影响节奏匹配。比如有的电炉和精 炼在同一个跨,钢包从电炉到精炼是由钢包车输送;有的电炉和精炼在两个跨,钢包从电炉到精 炼由钢包车输送过跨,天车吊运至精炼钢包车,然后再输送到精炼工位。不同的钢包转运方式过 程时间有5 ~ IOmin的差异,钢包转运时间应该纳入精炼周期一并考虑。表6 -2为电炉、精炼和 连铸的周期与相关因素的关系。
表6-2电炉、精炼和连铸的周期与相关因素的关系
|
相关因素 |
电炉冶炼周期 |
LF精炼周期 |
VD精炼周期 |
VoD精炼周期 |
RH精炼周期 |
连铸浇铸周期 |
|
铁水配比 | ||||||
|
废钢质量 | ||||||
|
三品方案 |
. | |||||
|
工艺路线 | ||||||
|
设备状况 |
• J |
• __ | ||||
|
铸坯断面 | ||||||
|
操作水平 |
-------------6.2 钢包精炼炉(LF) • 279 •
根据表6-2的相关关系确定电炉冶炼周期和精炼周期,按照精炼周期≤连铸浇铸周期W电 炉冶炼周期的原则进行精炼与电炉的节奏匹配,可以保证工序的稳定顺行。
6.2钢包精炼炉(LF)
6. 2.1钢包精炼炉出现和发展的必然性
二次(钢包)精炼在20世纪70年代由日本开发 成功,但当时电炉容量小,倾动炉体出钢,冶炼周期 长,钢包精炼是离线的。由于冶炼周期长,很难满足 连铸节奏要求。80年代初,日本在底出钢的基础上 开发出了钢包炉(LadIe FUrnaCe),如图6 - 1所示,把 电炉中的还原操作移到钢包中进行。经过实践的验 证,因LF的投资小,并且能够显著提高短流程生产 工艺路线的生产效率和工序保障能力,近年来LF得 到迅速的发展。
在传统的电炉炼钢过程中,电炉炼钢的工艺分 为熔化、氧化、还原三个阶段,能够实现对钢液的加 热、脱磷、脱硫、脱硅、脱碳、去除夹杂物和合金化等
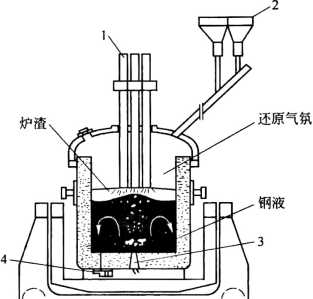
图6 - 1钢包精炼炉
1-电极;2-料仓;3-底吹装置;4-滑动水口
功能,在炉外精炼技术出现之前的一个很长的时间段内,特殊钢大多数是在电炉内冶炼完成的, 电炉炼钢也被认为是具有较强精炼能力的一种炼钢方法。但是,这种把所有冶金任务都集中于 一个炉子内的操作方法,也带来了致命的缺点,主要有以下几个方面:
(1)冶炼周期长,生产效率低;
(2)电能、电极、耐火材料、渣料消耗高,生产成本居高不下;
(3)脱磷、脱硫效率均不很高;
(4)钢液中的氢、氧、氮均无法达到洁净钢的产品要求,特别是钢液增氢、增氮较为明显;
(5)钢液在出钢过程中会造成二次氧化;
(6)出钢时,钢和渣的混冲,钢液卷入大颗粒夹杂物的总量增加。
在电炉之后配备钢包精炼炉(LF),钢水经LF精炼后,通过钢水温度补偿、造渣、吹氫、脱氧、 脱硫、去气去夹杂、合金化、喂丝等操作过程,很好地解决了上述6个方面的问题。
基于上述分析可以看出,钢包精炼炉生产技术的研究开发和推广应用有着厚重的行业背景 和广阔的发展空间,现代钢包精炼炉技术的迅猛发展是现代炼钢发展的必然趋势。
6.2.2钢包精炼炉的技术特点和核心功能
钢包精炼炉的技术特点主要体现在以下几个方面:
(1)炉外精炼,在不同程度上完成脱氧、脱硫、去除气体、夹杂,调整温度和成分等冶金任务。
(2)创造了最佳的冶金反应动力学条件,大幅度提高初炼炉(电炉或转炉)的产能。
(3)避免了精炼好的钢水的二次污染。
(4)具有形式多样且独立可控的精炼手段,如渣洗、搅拌、加热、合金化、喂线等。
(5)发挥炼钢与连铸工序之间良好的缓冲作用,提高了系统的稳定性和工序保障能力。
钢包精炼炉的核心功能有:搅拌、加热、钢包喂线、渣精炼。
• 280 ∙ 6与电炉冶炼配套的炉外精炼技术------------------------------
6. 2. 2. 1 攪拌
钢包精炼炉的搅拌指从钢包底部吹入氣气来搅动钢液,达到以下几个方面的效果:
(1)利用氣气泡气洗钢水,能使钢中的氢、氮含量降低,并能使钢中的氧含量进一步下降。
(2)利用氫气的搅拌作用,清除夹渣和夹杂,均匀温度和成分,减少偏析,提高脱氧剂和金属 材料的收得率。
(3)利用氨气的保护作用,可进一步避免或减少钢液的二次氧化。
(4)创造良好的冶金反应动力学条件,如应用吹氣搅拌增大传质系数,扩大冶金反应界 面积。
以下从搅拌的原理、影响因素、搅拌过程钢液的运动、对混匀和反应速度的影响等几个方面 来讨论钢包精炼炉的搅拌问题。
A钢包吹氫精炼原理
氣气是一种惰性气体,吹入钢液内的氣气既不参与化学反应,也不溶解,纯氫内含氢、氮、 氧等量很少,可以认为吹入钢液内的氣气泡对于溶解在钢液内的气体来说就像一个小的真空 室,在这个小气泡内其他气体的分压力几乎等于零。根据西华特定律,在一定温度下,气体的 溶解度与该气体在气相中分压力的平方根成正比。钢中的气体将不断地向氨气泡内扩散(特 别是钢液中的氢在高温下扩散很快),气泡内的分压力增大。但是气泡在上浮过程中受热膨 胀,因而氮气和氢气的分压力仍然保持在较低的水平,继续吸收氢和氮,最后随氣气泡逸出钢 液而被去除。
如果钢液未完全脱氧,钢液中有相当数量的溶解氧时,那么吹氣还可以脱除钢中一部分溶解 氧,起到脱氧的作用。
如果加入石灰、萤石混合物(Cao-CaF2 )等活性渣,同时以高速吹入氣气加剧渣钢反应,可以 取得明显的脱硫效果。
未吹氨前,钢包上、中、下部的钢水成分和温度是有差别的。氫气泡在上浮过程中推动钢液 上下运动,搅拌钢液,促使其成分和温度均匀。钢液的搅拌还促进了夹杂物的上浮排除,同时又 加速了脱气过程的进行。
钢包底吹氣条件下钢液中夹杂物的去除主要依靠气泡的浮选作用,即夹杂物与气泡碰撞并 黏附在气泡壁上,然后随气泡上浮而被去除。将一个夹杂物颗粒与气泡碰撞的概率定义为碰撞 概率Pc,夹杂物颗粒与气泡碰撞后黏附于气泡上的概率定义为黏附概率P 、,黏附于气泡上的夹 杂物重新脱离气泡的概率为Pd。夹杂物颗粒被气泡捕获的总概率P为:
P = PCPA(I-PD) (6-1)
水模研究结果表明,当固体颗粒与液体的接触角8 >90。时,几乎所有到达气泡表面的固体 颗粒都能被气泡捕获,而且与接触角的大小无关。钢液中常见的脱氧产物AI2O3和Si02与钢液 的接触角分别为144。和115。,因此,像AI2O3和Si。2这样的夹杂物很容易黏附在气泡上,其过程 属于自发过程。它们的去除效率仅取决于夹杂物与气泡的碰撞概率Pc。
钢包弱搅拌和适当延长低强度吹氨时间,更有利于去除钢中夹杂物颗粒;对于大钢包,可以 使用双透气砖甚至多透气砖,以达到低搅拌功率和短时间精炼的目的。
底吹氣去除钢中夹杂物的效率主要取决于氫气泡和夹杂物的尺寸以及吹入钢液的气体量。 大颗粒夹杂物比小颗粒夹杂物更容易被气泡捕获而去除。小直径的气泡捕获夹杂物颗粒的概率 比大直径气泡高。增加底吹透气砖的面积和透气砖数量(或在有限的吹氣时间内成倍地增加吹 入钢液的气泡数量)可以降低透气砖出口处氣气表观流速,从而减小透气砖出口处氨气泡的脱 离尺寸。
6.2钢包精炼炉(LF) - 281 •
生产实践证明,脱氧良好的钢液经钢包吹氣精炼后,可去除钢中的氢15% ~40%,氧30% ~ 50% ,夹杂物总量可减少50% ,尤其是大颗粒夹杂更有明显降低;而钢中的氮含量虽然也降低, 但不是特别稳定。钢包吹筑能够减少因中心疏松与偏析、皮下气泡、夹杂等缺陷造成的废品,同 时又提高了钢的密度及金属收得率等。
有资料介绍,去氮和去氢所需的吹氨量是相当大的。用多孔透气砖在较短的时间内吹入如 此要求的氨气量是有困难的,但是如果抽真空与吹氫相结合,就可以收到十分显著的效果。这是 因为吹氫量与系统总压力成正比,则抽真空可使系统总压力降低,吹氣量显著减少。
B 影响钢包吹氮效果的主要因素
影响钢包吹氣效果的主要因素包括:
(1)氣气耗量。从理论计算和生产实践得知,当吹氣量(标态)低于0.33 m3/t(钢)时,氣气 在钢包中只起搅拌作用,而脱氧、去气效率低且不够稳定,并对改善夹杂物的污染作用也不大。 根据不同目的考虑耗氣量,一般在0.2-0. 43 rh3/t(标态)。
(2)吹氣压力。吹氣压力越大,气泡上升越快。但吹氣压力过大,氣气流涉及范围就越来越 小,甚至形成连续气泡柱,而且容易造成钢包液面剧烈翻滚,钢液大量裸露与空气接触造成二次 氧化和降温,钢渣相混,被击碎乳化的炉渣卷入钢水深处,使夹杂物含量增加。所以最大压力以 不冲破渣层露出液面为限。压力过小,搅拌能力弱,吹氣时间延长,甚至造成透气传堵塞。理想 的吹氣压力是使氣气流遍布整个钢包,氣气泡在钢液内呈均匀分布。如能人为地造成氣气流在 钢包中压力分布不均,使气泡流在包中呈涡流式的回旋,不仅可增加反应的接触面积,延长氨气 流上升的路程和时间,更主要在中心造成了一个负压,使钢液中的有害气体及夹杂物能够自动流 向気气流的中心,并被卷升到渣面上,这无疑会改善精炼效果。必须指出,一般吹氣压力是指钢 包吹氨时的实际操作表压,它不代表钢包中压力,但它应能克服各种压力损失及熔池静压力。通 常,氫气气源压力应稳定在0.5 ~ 0.8 MPa。其实氣气的精炼作用是由钢包内氨气流本身的流 量、压力决定的,这中间还存在温度因素的作用,因为氫气处于低温,从管道通过透气砖进入包 中,温度剧增上百倍,这时氨气的压力和体积均发生很大的变化,极易造成猛烈的沸腾与飞溅。 这将加大对耐火材料的冲刷、钢液温度的下降、钢液的二次氧化等。因此,还要注意开吹压力不 宜过大,以防造成很大的沸腾和飞溅。压力小一些,氨气经过透气砖形成的氫气泡小一些,增加 气泡与钢液接触面积,有利于精炼。由此也可以认为,为了提高氨气精炼钢液效果,加大氫气压 力不如在保持一定的低压氣气水平下,尽量加大氣气流量,如增加透气砖个数、加大透气砖截面 积等更行之有效。一般要根据钢包内的钢液量、透气砖孔洞大小或塞头孔径大小和気气输送的 距离等因素,来确定开吹的初始压力。然后再根据钢包液面翻滚程度来调整,以控制渣面有波动 起伏、小翻滚或偶露钢液为宜。
(3)流量和吹氣时间。在系统不漏气的情况下,氨气流量是指进入钢包中的氣气量,它与透 气砖的透气度、截面积等有关。因此,氣气流量既表示进入钢包中的氮气消耗量,又反映了透气 砖的工作性能。在一定的压力下,如增加透气砖个数和尺寸,氫气流量就大,钢液吹氣处理的时 间可缩短,精炼效果反而增加。根据不同的冶金目的,可采用不同的氨气流量:
D吹氫清洗和喂丝。均匀温度与成分,同时促进脱氧产物上浮,80 ~ 130 L7min。
2)调整成分、化渣。促进钢包加入物的熔化,300 ~ 450L∕min。
3)氣气搅拌。加强渣-钢反应,在钢包中脱硫,450 ~900 L/min。
吹氣时间通常为5 ~ 12 min ,主要与钢包容量和钢种有关。吹氣时间不宜太长,否则温降过 大,对耐火材料冲刷严重。但一般不得低于3 min,若吹氣时间不够,碳-氧反应未能充分进行, 非金属夹杂物和气体不能有效排除,吹氫效果不显著。
• 282 ∙ 6与电炉冶炼配套的炉外精炼技术--
(4)氣气泡大小。在吹氫装置正常的情况下,当気气流量、压力一定时,氨气泡越细小、均匀 及在钢液中上升的路程和滞留的时间越长,它与钢液接触的面积越大,吹氣精炼效果也就越好。 氣气泡是氨气通过多孔透气砖获得的,透气砖内的气孔越大,原始氨气泡就越大,因此希望透气 砖的孔隙要适当细小。据资料介绍,孔隙直径在0. 1 ~0. 26 mm范围时为最佳,如孔隙再减小,透 气性变差、阻力变大。在实际生产中往往出现透气砖组合系统漏气现象,这时氫气有可能不通过 透气砖而由缝隙直接进入钢中。在这种情况下,钢包里的钢液就要冒大气泡,后果是精炼作用下 降,而得不到预期的脱氧、去气、去除夹杂物等效果。因此,应及时检修或完善组合系统的密封问 题。除此之外,氣气泡的大小还与吹氣的原始压力有关。在装置不漏气的情况下,一般是吹氣的 原始压力越高,氨气泡的直径越大。在操作过程中,为了获得细小、均匀的鏡气泡,吹氣的压力一 定要控制。
C搅拌过程中钢液的运动
很多研究者对气体搅拌钢包内钢液的运动进行了研究,试图建立相应的模型,以定量描述钢 包内钢液运动的规律。萧泽强等人提出的全浮力模型(PlUme MOdeI),是至今最接近实际的模 型。钢包底部中心位置吹气时,包内钢液的运动可用图6-2描述。根据钢包内钢液的循环流动 情况,喷吹钢包内大致可划分为以下几个主要流动区域:
(1)喷口附近的启动区。位于喷嘴上方的气液两相流区,是气泡推动钢液循环的启动区。 在喷口处气体的原始动量可忽略不计。当气体流量较小时(小于10 L/s),气泡在喷口直接形成, 以较稳定的频率(10个/s)脱离喷口而上浮。当气体流量较大时(约IOOlyS),在喷口前形成较 大的气泡或气袋。实验观察指出,这些体积较大的气泡或气袋,在流体力学上是不稳定的。在金 属中,必定在喷口上方不远处破裂而形成大片气泡。Sano等人测量了氮气喷入水银中气泡上升 时的尺寸分布,指出气泡在喷口上方12 Cm范围内,形成。
在喷口附近形成的气泡很快变成大小不等的蘑菇状气泡以一定的速度上浮,同时带动了该 区钢液的向上流动。该区的气相分率是不大的。在该区内尺寸不同的气泡大致按直线方向上 浮。大气泡产生的紊流将小气泡推向一侧,且上浮过程中气泡体积不断增大。这样,流股尺寸不 断加大,气泡的作用向外缘扩大,所以该区呈上大下小的喇叭形。每一个气泡根据浮力的大小有 个力作用于钢液上,使得该区的钢液随气泡而向上流动,从而推动了整个钢包内钢液的运动。
(2)顶部水平流区。气液流股上升至顶面以后,气体溢出而钢液在重力的作用下形成水平 流,向四周散开。成放射形流向四周的钢液与钢包中顶面的浮渣形成互不相溶的两相液层,渣层 与钢液层之间以一定的相对速度滑动。由于渣钢界面的不断更新,所有渣钢间的冶金反应得到 加速。该区流向四周的钢液,在钢包高度方向的速度是不同的,与渣相接触的表面层钢液速度最
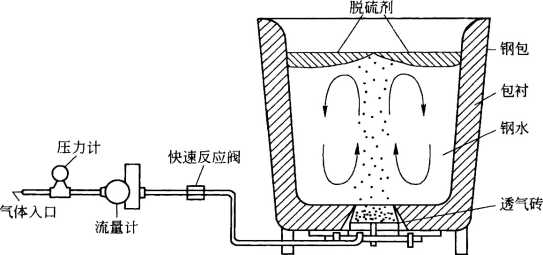
图6-2钢包中心位置吹气时包内钢液的运动状况
6.2钢包精炼炉(LF) • 283 •
大,向下径向速度逐渐减小,熔池能量密度减小。
(3)钢包侧壁和下部的金属液流向气液区的回流区。水平径向流动的钢液在钢包壁附近, 转向下方流动。由于钢液是向四周散开,且在向下流动过程中又不断受到轴向气液两相流区的 力的作用,所以该区的厚度与钢包半径相比是相当小的。在包壁不远处,向下流速达到最大值 后,随钢包半径的减小而急剧减少。沿钢包壁返回到钢包下部的钢液以及钢包中下部在气液两 相流区附近的钢液,在气液两相的流区抽引力的作用下,由四周向中心的运动,并再进入气液流 的循环。
D搅拌对混匀的影响
严格的混匀是指成分或温度在精炼炉熔池内处处相同,但这几乎是做不到的。一般说来,成 分均匀时,温度也一定是均匀的,可以通过测量成分的均匀度来确定混匀时间。混匀时间T是另 一个较常用的描述搅拌特征的指标。它是这样定义的:在被搅拌的熔体中,从加入示踪剂到它的 熔体中均匀分布所需的时间。如设C为某一特定的测量点所测得的示踪剂浓度,按测量点与示 踪剂加入点相对位置的不同,当示踪剂加入后,C增大或减小。设COO为完全混合后示踪剂的浓 度,则当C/C00 =1时,应达到了完全的混合。实测发现:当C接近COO时,变化相当缓慢,为保证 所测混匀时间的精确,规定0. 95 < C/COo < 1. 05为完成混合,即允许有±5%以内的不均匀性。 允许的浓度偏差范围是人为的,所以也有将允许的偏差范围标混匀时间的符号下,如上述偏差记 作T5。
可以设想,熔体被搅拌得愈剧烈,混匀时间就愈短。由于大多数冶金反应速率的限制性环节 都是传质,所以混匀时间将与冶金反应的速率会有一定的联系。如果能把描述搅拌程度的比搅 拌功率与混匀时间定量地联系起来,那么就可以比较明确地分析搅拌与冶金反应之间的关系,不 同研究人员得到的研究结果之间有很大差别,这主要是因为钢液的混匀除了受搅拌功率的影响 之外,还受熔池直径、透气元件个数等因素的影响。
中西恭二总结了不同搅拌方法的混匀时间,提出了统计规律,即:
t=800E-°∙4 (6 -2)
如图6 -3所示,式6 -2是一个喷嘴条件下结果。多个喷嘴时,根据水模型实验,T与喷嘴个 数N的1/3次方成正比:
7=800e一04Ν1/3 (6 -3)
IOOOr---------------------------------------------
O O O
O O 5 5 1
卷叵宅如啊刊呎
~L∙4
o 50t
• 50t
200t

吹Ar钢包 ASEA-SKF RH
65kg水模拟
IOI_____I I Illllll______I 1 1 LIIlIl______I Itl
1 2 5 7 10 20 5070100 200 500
熔池中的能量密度K/W・l1
图6-3搅拌能与完全混合时间的关系
由式6 -2可知,随着搅拌能E的增加,混匀时间τ缩短,加快了熔池中的传质过程。可以推 论,所有以传质为限制性环节的冶金反应,都可能借增加搅拌能的措施而得到改善。式6-2中
• 284 ∙ 6与电炉冶炼配套的炉外精炼技术----一■------------------------
的系数会因为不同计算方法和实验条件的改变而有所变化。
可以看出,一般在1 ~2 min内钢液即可混匀,而对于20 min以上的精炼时间来说,混匀时间 所占的精炼时间是很短的一段。
6. 2. 2. 2 加热
A加热原理
目前钢包精炼炉的加热方式主要是电弧加热。在钢包盖上有3个电极孔、添加合金孔、废气 排放孔、取样和测温孔。电极由专用的三相变压器供电。整套供电系统、控制系统、检测和保护 系统,以及燃弧的方式,与一般的电炉相同,所不同的是配用的变压器单位容量(平均每吨被精 炼钢液的变压器容量)较小,二次电压分级别较少,电极直径较细,电流密度大,对电极的质量要 求高。
电弧加热的加热时间应尽量缩短,以减少钢液二次吸气的时间。应该在耐火材料允许的情 况下,使精炼具有最大的升温速度。目前钢包精炼炉的加热速度在3 ~5霓/min之间,加热速度 随着时间的增加而逐渐增加。
在每次加热过程中,钢液的升温速度不是恒定的,开始时由于钢包包壁吸热快,钢液升温速 度比较小。提高加热前期的升温速度,不能依靠增大变压器的输出功率来达到,这是因为包壁的 烧损系数RE(MW ∙ V/m2)与电弧功率Ph存在以下关系:
RE=Ph 4厶2 (6-4)
式中 Ph--相的电弧功率,MW;
Uh——该相的电弧电压,V;
0-—电弧与炉壁间的距离,m。
有学者认为,Re的安全值大约为450 MW ∙ V/m2,超过该值,包衬将急剧损坏。通常用埋弧 电极加热使钢包炉耐火材料的熔损减至最小。为提高加热前期的升温速度,应该加强钢包炉的 烘烤、提高烘烤温度以保证初炼炉在正常的温度范围内出钢、减少钢液在运输途中的降温等。这 些措施对于提高加热前期钢液的升温速度是有效的,也是经济的。
加热功率可用下列经验公式来估算,然后用钢包炉的热平衡计算与实测的钢液升温速度来 校验:
W' = Cm ∙ Δf+S% ∙ Ws+A% ∙ Wa (6 -5)
式中 配--精炼It钢液,理论上所需补偿的能量,kW • h/t;
Cm--每1 t钢液升温1七所需要的能量,kW ∙ h∕(t ∙ tC);
4——钢液的温升,按精炼工艺的要求确定,一般为50 ~80七;
S%——渣量,造渣材料的用量与钢液总量的百分比,通常为1.5%;
Ws——熔化10 kg渣料和过热到钢液温度所需的能量,一般K =5. 8 kW ∙ h/( 1% ∙ t);
4% ——合金料的加入量占钢液总量的百分比,通常为1%;
WA——熔化10 kg合金料和过热到钢液温度所需的能量,一般取冲a =7 kW ∙ h∕(l% ∙ t)0 尽管目前有加热手段的炉外精炼装置大多采用电弧加热,但是电弧距钢包炉内衬的距离太 近、包衬寿命短,常压下电弧加热时促进钢液吸气等,都是电弧加热法难以彻底解决的问题。
B钢包精炼炉的能量平衡
研究钢包精炼炉的能量平衡,可以弄清楚钢包精炼炉有用的能耗、损失的能耗和钢包精炼炉 的热效率,这对于钢包精炼炉的温度控制和优质、低耗地完成精炼任务至关重要。
钢包精炼炉的能量平衡可以利用能量守恒定律计算。被考察的能量平衡的范围,即所研究 体系的边界,通常只包括钢包炉的主体,因电弧功率不能直接测量,所以应将炉用变压器及短网
.....................................------------6.2钢包精炼炉(LF) • 285 •
的电阻损失包括在内。这样体系的边界具体规定为钢包炉炉体和炉盖的外壳,炉气烟道的测温、 测流量点至炉体的一段,以及供电回路。时间的边界,对于间歇式生产的炼钢炉都以出钢至出钢 为一周期。但是考虑到钢包炉还具备保持炉温的功能,若仍以出钢至出钢为一考察周期,就难以 合理地确定有用能和热效率。为此,应考虑钢包炉的加热期。以钢包炉加热期的热效率作为钢 包炉的热效率,就可以使钢包炉的热效率不随操作工艺的变化而波动,从而使所测的热效率具有 较好的可比性。
从开始加热的时刻Tc到加热结束的时刻Tm这一段加热期内,进入体系的能量应等于体系 内能的变化和离开体系的能量。即:
LPWdT + E %& = Um-UC + £ %(τ∏> -TC)+ 3戶R(Tm- TC) (6 - 6)
式中PW..由电网输人钢包炉的有功功率,kW
qi——每1 kg,物质的热效应,J/kg,吸热反应为负值;
Ai—-加热期燃料的用量,kg,或参加反应的i组元的消耗量,kg;
Um - Uc——加热期始末体系内能的变化,J;
%—— 单位时间内j所带走的热量J可以是冷却水、烟气、烟尘或炉体表面的散热损失, J /min ;
/——加热期平均工作电流,A;
R——钢包炉供电回路一相的电阻,0。
a进入体系的能量
进入体系的能量包括:
(1)电能。用电加热的各种炉外精炼加热法,在加热期内,进入体系的能量主要是电能。其 数可由设在炉用变压器高压侧的电能表直接测量,然后将kW ∙ h换算成J。
(2)燃料燃烧放热。若加热期内还应用燃烧燃料加热,则燃料燃烧发热也进入体系。本项 热量的大小为:
Qi = 2 qQ (6-7)
当燃料有数种时,每种按其热值和用量分别计算,然后累加。现有的电加热炉外精炼方法, 都不能使用燃料燃烧加热。
(3)化学反应的热效应。在加热期内若体系内有化学反应发生,则反应热应也进入体系的 能量。计算式同式6-7,符号的意义同式6-6,当反应为吸热反应时,取%为负值,实际上是体 系支出的热量。按定义吸热反应吸收的热量算作有用热。现行精炼工艺中加热期所进行的化学 反应热效应占总热量的比例极小。
b体系内能的变化
加热期的始末,体系内各部分蓄热会发生变化,由于加热期是体系温度的升高,所以各部分 的蓄热是增加。在热平衡计算中,蓄热的增加算作是热量的支出,体系内能的变化就是各部分蓄 热增加量之和:
^U = Um-Uc =Ust+ ^81 + U2u +Ud + t∕gd (6-8)
式中,A/为体系内某一部分的内能;下标st、Sl、zu、d、gd分别代表钢液、炉渣、炉衬、炉盖、烟气测 量点到炉体这一段管道。
(1)钢液内能的变化。钢液与体系的其他部分一样,可以用式6-9计算内能的变化:
SUi=mici(Tm -TJi (6-9)
式中 m-..体系i部分的质量,kg;
• 286 ∙ 6与电炉冶炼配套的炉外精炼技术
C1...i的单位热容量,J/(kg ∙ K);
(Tm-TC *——i在加热始末的温差,K。
钢液内能的增加所需要的热量称为有用热。
(2)炉渣内能的变化。炉渣内能的变化a。,也可以用式6-9计算。
(3)炉体耐火材料的蓄热。在炉体的不同部分所用的耐火材料各不相同,升温期始末的温 度也不一样,为使这一部分吸收的热量,计算更准确一些,可按材质、温升相同的部分测算其质 量,然后按式6-9计算该部分的内能变化。
C体系的热损失
体系热平衡式6-6右侧的第三和第四项是体系在加热期的热损失,它是体系支出的能量。
(1)冷却水带走的能量。当冷却水系统由i条水路组成,且进、出水温差(7μ- Ti)又不相 等时,应分别计算再累加。因电极把持器、水冷软电缆已在体系边界之外,所以这两部分冷却水 带走的热量不能计入。计算式为:
QW=GiEGiCvl(Tcll-Tj) i (6-10)
式中 QW..单位时间内冷却水带走的热量,J/min,即式6-6中的j = w;
Gi——第i条冷却水回路中冷却水的流量,kg∕min;
cw---水的热容量,J/(kg ∙ K);
(TCh- Ti) i--第i条水路的进、出水温差,K。
(2)烟气和烟尘带走的能量。计算式为:
QG = CGCG(TG- ?<>)+ CdU cdu( TdU-To) (6 -11)
式中QG——单位时间内烟气和烟尘带走的热量』/血11,即式6-6中的j = G;
C——热容量,J/(kg ∙ K),下标G代表烟气,du代表烟尘;
C..流量或排出速率,kg∕ min,下标同上;
7--排出体系时的温度,K,下标同上;
T。--热平衡时所取的基准温度,通常取298 K,或车间温度,K。
(3)炉体表面的散热损失。由于炉体各部位表面热流不相等,所以应分步计算,然后累加。 计算式为:
Clt = 1/60 ɪ Ai9i (6 - 12)
式中QLT——单位时间炉体表面的散热损失j/n1山,即式6-6中的j = LT;
Ai--炉体表面第i部分的面积,m2 ;
qi--炉体i部分表面热流,J/(m2 ∙ h)o
表面热流可用热流计直接测量,也可用计算的方法,计算式为
qi^4. 88^[(Γb∕100)4-(To∕100)4] +αd(Tb-To) (6-13)
式中%..炉体,部位表面热流,J/(m? ∙ h);
8..炉体表面黑度;
Tb——/部位炉体外表面温度,K ;
αd——i部位炉体外表面对大气的对流给热系数,kj/(m2 . h •七)
当无风时Vd可按下式计算:
αd =A(Tb-To)025 (6-14)
式中4——系数,散热面向上时,4 =2. 8;垂直时,4 =2. 2;向下时,4 = 1.5。
当有风时Vd与风速W1有如下关系:
————--...............6.2钢包精炼炉(LF) • 287 •
wl <5 m/s: αd =5. 3 +3. 6 W (6 - 15)
w1 >5 m∕s≈αd =6. 47W0-73 (6-16)
(4)供电回路的有功损耗。供电回路的有功能损耗可通过短路试验求得的回路电阻计算而 得,也可分别计算炉用变压器损耗的电量和短网损耗的电量。变压器损耗的电量可由实测的工 作电流和变压器铭牌上给出的参数计算,短网损耗的电量可由测定变压器二次侧出面板处到电 极把持器的电压降而近似求得。
为完成以上热平衡计算,由实测的参数进行计算后,可按式6-17求得钢包炉在加热期的热 效率。因为在当前的电弧加热的钢包炉(LF、VAD、SKF)中,在加热期间不用燃料,钢中元素氧化 量也很少,因此这两项的发热均可不计,所以有:
〃 =Ai/JPWdTXI00% (6-17)
式中A么t——钢液在加热始末的体系内能变化,J;
PW——由电网输入钢包炉的有功功率,kW;
⅛r..钢包炉直径,m。
对实测的炉号所做热效率计算表,热效率的平均值为35% ,波动范围为± 10% o
6. 2. 2. 3 钢包精炼炉的喂线技术
钢包精炼炉的喂线技术就是通过喂线处理,在一定速度条件下将合金芯线、铝线射入钢液,并通过 氨气搅拌的动力学作用,有效地达到脱氧、脱硫、去除夹杂及改变夹杂物形态等目的的处理方法。
A喂线技术的冶金效果
以块状形式把铁合金加入到钢包中微调成分,其收得率低,成分控制准确度差,容易出现钢 水成分不合格的废品。而以包芯线的形式微调合金成分,收得率高,再现性强,能把钢水成分控 制在很窄的范围内。
用铝脱氧生产铝镇静钢时,会产生高熔点的AI2O3簇状或角状夹杂,轧制形成带状夹杂,使 钢的横向性能降低,呈各向异性。这种Al2O3夹杂在钢水浇铸温度下为固态颗粒,连铸时容易堵 塞水口。对其用钙进行处理,则会改变结构形态,使其呈球状化,使钢各向同性。同时,这种球状 化夹杂在钢水浇铸温度下为液态,不致堵塞水口。
喂包芯线钢包处理,不仅对铝镇静钢可以取得较好的冶金效果,而且对低碳硅脱氧钢的氧的 活度调节也是非常有效的。生产实践表明,对于A42( 1010)钢,最终硅含量为0.2%,要求氧的 活度为0.0015% ~0. 002%。出钢时原钢水氧的活度为0.035%。根据回收率,出钢时加入钢水 量0.3%的硅,氧的活度降至0.0075%,然后用钙进行脱氧,每It喂入(:383.51^(含30%02,相 当每It喂入钙0. 45 kg),便获得所要求的氧的活度0.0015%,在这种氧活度下,脱硫率可达 70%。所形成的夹杂物成分(”/% )为:SiO245,CaO 30, Al2O3 20,MgO 5,符合钙斜长石塑性化合 物,在钢水浇铸温度下为液态,连铸时可避免堵塞水口。对于A37( 1006)钢,最终硅含量为 0. 1 % ,要求氧的活度为0.01% ~0.02%。出钢时原钢水氧的活度通常在0.06%以上。根据回 收率,出钢时加入钢水量0. 16%的硅,氧的活度降至0.018% ,然后每1 t喂入0. 25 kg的钙(采用 含钙93%和含鎳5%的无硅包芯线),即可达到所要求的氧的活度约为0.011%o喂线处理后所 形成的夹杂物,与前述A42钢种喂钙处理属同一类型,钢水连铸时也不致堵塞水口。
通过喂线,可生产出化学成分范围很窄、用途重要的钢种,并能保证不同炉号的钢材力学性 能的均一性。通过喂钙处理,钢中夹杂物能达到很高的球化率,使钢的冷热加工性能改善,薄板 和带钢的表面质量提高,高速切削钢的力学性能增强,无缝钢管的氢裂现象减少。通过喂硼处 理,可增加钢的淬透性。
• 288 ∙ 6与电炉冶炼配套的炉外精炼技术
B变性剂及其变性作用
钢中的非金属夹杂物的数量、大小、形状和分布,以及它本身的物理化学性质与钢的差异,对 钢的性质产生种种恶劣影响,也影响连铸机的正常运行。
用喷射冶金的方法向钢液送入某些固体熔剂,如硅钙、稀土合金等,改变存在于钢液中的非 金属夹杂物的性质,达到消除或减小它们对钢性质的不利影响,以及改善钢液的可浇性,保证连 铸工艺操作顺利进行。
众多的研究表明,钢中的氧化物、硫化物的性状和数量对钢的力学性能和物理化学性能产生 很大的影响,而钢液的氧与硫含量,脱氧剂的种类,以及脱氧脱硫工艺因素都将使最终残存在钢 中的氧化物、硫化物发生变化。研究还表明,铝脱氧产物的数量和形状是使连铸中间包水口堵塞 的主要原因。因此,通过选择合适的变性剂,有效地控制钢中的氧硫含量,以及氧化物硫化物的 组成,既可以减少非金属夹杂物的含量,还可以改变它们的性质和形状,从而保证连铸机正常运 转,同时改善钢的性能。
实际应用的非金属夹杂物的变性剂,一般应具有如下条件:与氧、硫、氮有较强的相互作用能 力;在钢液中有一定的溶解度,在炼钢温度下蒸气压不大;操作简便易行,收得率高,成本低。钛、 错、碱土金属(主要是钙合金和含钙的化合物)和稀土金属等都可作为变性剂。生产中大量使用 的是硅钙合金和稀土合金。 ^
a稀土元素的变性作用
稀土元素是很强的脱硫剂。钢液初始的氧硫含量决定了稀土元素加入后所能生成的产物, 如表6 -3所示。
表6-3用稀土元素脱氧脱硫的产物与钢中原始氧硫含量的关系
|
脱氧脱硫产物 |
稀土氧化物 |
稀土氧硫化物 |
稀土硫化物 |
|
初始[S]∕[0] |
<10 |
10-100 |
>100 |
在实际生产中,稀土合金最常用于控制硫化物的形态。热力学计算表明,当钢中[Mn]/[S] >2时,虽然脱氧良好,锦与硫的含量也正常,仍然会生成MnS夹杂物。热轧时会在轧制方向形 成带状夹杂物,并极大地降低钢的横向力学性能,如延展性,增加产生裂纹倾向。硫化偏也使钢 对氢裂纹的敏感性增加。因此,应该消除钢中的MnS夹杂物。研究指出,加入适量的稀土合金 在钢的凝固过程中生成稀土氧硫化物,如Re2O2S,它们为细小而分散的球状夹杂物,在热加工时 不会变形,消除了硫化锦的有害作用。为了充分控制硫化物的形态,K. Sambongi等研究指出钢 中稀土元素与硫的含量之比[Re]/[S]应该大于3。另一方面,由于稀土夹杂物的密度大约为5 ~6 g/cm3,接近于铁不易上浮。此外,稀土夹杂物熔点高,在炼钢温度下呈固态,很可能在中间 包的水口处被吸附凝聚使之堵塞。因此,使用稀土合金的量应该适当,避免在钢锭底部倒锥偏析 严重以及使连铸操作产生故障。
b钙的变性作用
铝脱氧的钢中存在的氧化铝夹杂物多数熔点很高,在连铸温度下呈现固态,很容易在中间包 水口被吸附聚集引起堵塞。钢中成簇的AI2O3在轧铸过程会被分散,沿轧制方向连续分布,造成 严重的缺陷。如果控制铝脱氧产物在炼钢连铸温度下呈现液态,可以大量上浮,不仅可以消除水 口堵塞保证连铸顺利进行,而且有利于改善钢的质量。
从Cao-AI2O3二元相图可以看出,在可能形成的5种钙铝化合物中12Ca0 • 7川203( &2 A7 )的 熔点接近1415七,密度为2.83 MCm3,在连铸中间包中易于排除。据此,向铝脱氧的钢液加入钙并 适当控制加入量,就能够改变铝氧化物夹杂的性状,因而改善钢液的浇铸性能和钢的质量。
6.2钢包精烁炉(LF) - 289 •
钙的沸点约为1491%:,根据Schumann的研究,钙蒸气压PCa与温度的关系为:
⅛Pca=4∙55 -8026/T 16°°七时,pca =°・ 187 MPa (6-18)
在炼钢温度下钙很难溶解在铁液内。但在含有其他元素,如硅、碳、铝等条件下,钙在铁中的 溶解度大大提高。因此,为了对铝氧化物进行变性处理,加入的是硅钙及其他钙的合金。
钙是很强的脱氧剂,加入钢液后很快转为蒸气,在上浮过程中脱氧,发生如下反应:
Ca(g)+ [0] =(CaO) lgpca[θ] =34680∕T+10. 035 (6 -19)
在160OtC时的脱氧常数IgKC,= -10. 46o当钢液含钙[Ca] = 8. 25 x 10 "%时,则钢液的氧 含量[O] =1.16 X 10 "%,脱氧效果很好,而且可改变钢液内AI2O3的性状。对于变通的铝镇静 钢,由热力学看,加入的钙很容易形成CaO • 2Al2O3型夹杂物,随着CaO不断增加而改变为CaO • AI2O3 ,最后形成富CaO的低熔点的铝酸钙夹杂物。
钙也是很强的脱硫剂,生成CaS。根据反应自由能变化,钙加入钢液后首先降低钢的氧含量 到某一浓度以后,再与硫反应。这一平衡的氧硫浓度可由下式求出:
Ca(g)+ [S] = (CaS) (B)
∆cθa-s= -136380+40. 94 T (6-20)
Ca(g) + [0] = (CaO) {s)
ΔGca.0 = - 158660 +45. 91Γ (6-21)
如果钢液的硫含量比较高,钙有可能同时与氧硫发生作用。所生成的反应产物中(Ca0、Cao • 2A12O3 ,12CaO ∙ 2AI2O3),铝和硫的含量取决于钢液的硫和铝的含量。由1550工时不同反应产 物的生成条件可看出,当钢液的硫和铝含量比较高时只能生成熔点较高的CaO ∙ 2AI2O3,只有当 铝和硫含量都低于12Cao • 2Al2O3平衡线时才会有完全液态的夹杂物出现。需要指出,如果 CaS不是以纯物质存在,而是在MnS中产生时,则CaS的活度降低,CaS-MnS夹杂物也可能在铝 硫含量低的条件下产生。
在喷射冶金中常用于处理钢液的材料是Ca-Si合金,它的含钙熔剂、Mg-CaO、CaCz以及上述 各种材料的混合物也用于不同要求和不同条件的钢水处理。
6. 2. 2.4 渣精炼
渣精炼是钢包精炼炉重要的核心功能,以下从精炼渣的组成、理化性能、精炼功能几个方面 来讨论。
A精炼渣的组成
一般精炼渣由 CaO、A12()3、CaF2、SiO2、 Mgo组合而成,其他还有Na2 C03. CaF2等。 精炼渣主要有 CaO-AI2。3 系、CaO-AI2O3-Sio2 系(图6 -4)、Cao-SiO2-CaF2系等。目前常用 的合成渣系主要是CaO-Al2O3碱性渣系,化学 成分大致为:CaO50% ~ 55% , Al2O340% ~ 45% λSiO2≤5% .C≤0. 10% λFeO <l%o 由此 可知,CaO-Al2O3合成渣中,CaO含量很高。 CaO是合成渣中用于达到冶金反应目的的主 要化合物,其他化合物多是为了调整成分、降 低熔点而加入的。从CaO-Al2O3-SiO2相图 (图6-4)来看,Al203含量为42% ~48%时
SiO2
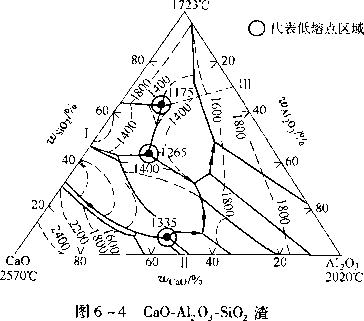
• 290 ∙ 6与电炉冶炼配套的炉外精炼技术------------------------------ 熔点最低。这种熔渣的黏度随着温度的改变而改变,但变化较小。当温度为1600 ~ 1700七时, 黏度约为0. 16 -0. 32 Pa ∙ s;当温度低于1550霓时仍保持良好的流动性。这种熔渣与钢液间的 界面张力较大,容易携带夹杂物分离上浮。但当渣中SiO2和FeO含量增加时,将会降低熔渣的 脱硫能力。然而Si02是一种很好的液化剂,如不超过5% ,对脱硫的影响不大。
对于精炼渣洗工艺,根据使用的目的不同,选用的固体合成渣系也不同:为了脱氧、脱硫多选 用 Cao-CaF2 碱性渣系,成分为 CaO 45% ~55% ,CaF210% ~20% ^Al2O3 5% ~ 15% 和 SiO?。~ 5% ;如果不需脱硫,只需去除氧化物夹杂,合成渣可以有较多的Al2O3和SiC)2;对于有特殊要求 的还可以选取用特殊的合成渣系,如CaO-SiO2中性渣等。
B精炼渣的理化性能
a碱度
各种渣碱度B的定义如下: 用于石灰-黏土渣:
β = (≈CaO +xMgO -χAl2O3 )×¾O2 (6-22)
用于石灰-氧化铝渣:
β = (χCaθ +^MgO -2xSiO2 )∕*ai2o3 (6-23)
用于自熔性渣系:
B = (W(Cao) +0. 7w( MgO) )/(0. 94w (SiO2) +0. 18w( Al2O3)) (6-24)
除用碱度表示合成渣的成分特点外,还可用游离氧化钙w( CaO) tl%来表示能参与冶金反应 钙的数量,其计算式如下:
w( CaO) u% = w (CaO) % +1.4u>(MgO)% - 1. 86w( SiO2) % -0. 55w( A12O3)% (6 - 25) b熔点
在钢包精炼炉内用合成渣精炼钢水时,渣的熔点应当低于被渣洗钢液的熔点。合成渣的熔 点,可根据渣的成分利用相应的相图来确定。
在Cao-AI203渣系中,当Ak03含量为48% ~56%和CaO含量为52% ~44%时,其熔点最 低(1450~1500七)。这种渣当存在少量Si。2和MgO时,其熔点还会进一步下降。SiO2含量对 CaO-AI203系熔点的影响不如MgO明显。该渣系不同成分合成渣的熔点见表6 -4。当 W(CaO)Zw(Al2O3) =1.0-1. 15时,渣的精炼能力最好。
表6 -4 不同成分的CaO-Al2O3渣系合成渣的熔点
|
成分w/% |
熔点/t | |||
|
CaO |
川203 |
SiO2 |
MgO | |
|
46 |
47.5 |
6.5 |
1345 | |
|
48.5 |
41.5 |
5 |
5 |
1295 |
|
49 |
39.5 |
6.5 |
5 |
1315 |
|
4.5 |
43.7 |
6.8 |
5 |
1335 |
|
50 |
50 |
1395 | ||
|
52 |
41.2 |
6.8 |
1335 | |
|
56~57 |
43 ~44 |
1525 ~1535 | ||
当CaO-Al2O3-SiO2三元渣系中加入6% ~ 12%的MgO时,就可以使其熔点降到1500七甚至 更低一些。加入CaF2、Na3AlF6、Na20、&0等,也能降低熔点。
6.2钢包精炼炉(LF) • 291 •
CaO-SiO2-Al2O3-MgO渣系具有较强的脱氧、脱硫和吸附夹杂的能力。当黏度一定时,这种 渣的熔点随渣中CaO + MgO总量的增加而提高(见表6-5)o
表6 -5 不同成分的CaO-SiO2-AJ2O3-MgO系合成渣的熔点
|
成分w/% |
熔点/P | |||||
|
CaO |
MgO |
CaO + MgO |
SiO2 |
AI2O3 |
CaF2 | |
|
58 |
10 |
68.0 |
20 |
TF |
TF |
1617 |
|
55.3 |
9.5 |
65.8 |
19.0 |
9.5 |
6.7 |
1540 |
|
52.7 |
9. 1 |
61.8 |
18.2 |
13.7 |
6.4 |
1465 |
|
50.4 |
8.7 |
59. 1 |
17.4 |
17.4 |
6. 1 |
1448 |
c流动性
用作渣洗的合成渣,要求有较好的流动性。在相同的温度和混冲条件下,提高合成渣的流动 性,可以减小乳化渣滴的平均直径,从而增大渣钢接触界面。
在炼钢温度下,不同成分的CaO-Al2O3渣的黏度如表6 - 6所示。有研究认为,温度为1490 ~1650tC,CaO含量为54% ~ 56% ,w( CaO)∕w( Al2O3) = 1. 2时,该合成渣的黏度最小。加入不 超过10%的CaF2和MgO,也能降低渣的黏度。对于大部分合成渣,在炼钢温度下,其黏度小于 0. 2 Pa ∙ so
表6-6不同成分的CaO-Al2O3渣的黏度
|
成分w/% |
______ 不同温度下的黏度/Pa ∙ s | |||||||
|
SiO2 |
Al2O3 |
CaO |
1500七 |
1550cC |
1600cC |
1650cC |
1700霓 |
1750工 |
|
40 |
60 |
0. 11 |
0. 08 |
0.07 | ||||
|
50 |
50 |
0. 57 |
0. 35 |
0. 23 |
0. 16 |
0. 12 |
0. 11 | |
|
54 |
46 |
0.60 |
0.40 |
0.27 |
0. 20 |
0. 15 |
0. 12 | |
|
10 |
30 |
60 |
0. 22 |
0. 13 |
0. IO |
0. 08 |
0.07 | |
|
10 |
40 |
50 |
0. 50 |
0. 33 |
0. 23 |
0. 17 |
0. 15 |
0. 12 |
|
10 |
50 |
40 |
0. 52 |
0. 34 |
0. 23 |
0. 17 |
0. 14 | |
|
20 |
30 |
50 |
0.24 |
0. 18 |
0. 14 |
0. 12 | ||
|
20 |
40 |
40 |
0. 63 |
0.40 |
0.27 |
0.20 |
0. 15 | |
|
30 |
30 |
40 |
0. 92 |
0.61 |
0.44 |
0. 38 |
0.24 |
0. 19 |
对于 CaO-MgO-Sio2-AI2O3 渣系(SiO2 20% ~25% ,Al2O3 5% ~ 11% , w ( CaO )∕w ( SiO2 )= 2. 4-2.5),在1600七时,黏度与CaO + MgO总量之间有着明显的对应关系。当CaO + MgO含量 为63% ~65%和MgO含量为4% ~8%时,渣的黏度最小(0.05 ~0. 06 Pa ∙ s)o随着Mgo含量的 增加,渣的黏度急剧上升,当Mgo含量为25%时,黏度达0.7Pa ∙ so
对于炉外精炼,推荐采用下述成分的渣:CaO 50% ~55%,MgO6% ~10% ,SiO2 15% -20% , Al2O3 8% ~15% ,CaF2 5.0%o其中Sio2、加2。3 PaF2三组元的总量控制在35% ~40%之间。
d表面张力
表面张力也是影响渣洗效果的一个较为重要的参数。在渣洗过程中,虽然直接起作用的是 钢-渣之间的界面张力和渣与夹杂之间的界面张力(如钢-渣间的界面张力决定了乳化渣滴的 直径和渣滴上浮的速度,而渣与夹杂间的界面张力的大小影响着悬浮于钢液中的渣滴吸附和同 化非金属夹杂的能力),但是界面张力的大小是与每一相的表面张力直接有关的。
• 292 ∙ 6与电炉冶炼配套的炉外精炼技术------------
渣中常见氧化物的表面张力见表6 -7。
表6-7渣中常见氧化物的表面张力
|
氧化物 |
CaO |
MgO |
FeO |
MnO |
SiO2 |
AI2O3 |
CaF2 |
|
表面张力/N∙m-] |
0. 52 |
0. 53 |
0. 59 |
0. 59 |
0.40 |
0. 72 |
0.405 |
通常的熔渣都是由两种以上氧化物所组成,其表面张力可按式6-26估算:
σs = σ∣x∣ + σ2X2 +...... (6 - 26)
式中%--熔渣的表面张力;
σ1 ,σ2...组兀1和2的表面张力;
/ ,,2——组元1和2的摩尔分数。
熔渣的表面张力受温度的影响,随着温度升高,表面张力减小,在炼钢温度下,一般为1.1 ~ 1.5 N∕m0此外,还受到成分的影响。在合成渣的组成中,Si02和Mgo会降低渣的表面张力。当 MgO含量不超过3%时,这种影响不很明显。在CaO(56%)-Al2O3 (44% )渣中含有9%的MgO 时,表面张力由原来的0. 600 -0. 6245 N/m降低到0. 520 -0. 550 N∕mo SiO2对表面张力的影响 就更为明显。例如,在上述组成的CaO-Al2O3渣中,当Si02含量为3%时,0∙ =0.575 ~0.585 N/ m;当 SiO2 含量为 9% 时,<τ= 0.440 ~0.484 N/m。
熔渣与钢液之间的界面张力可按式6 -27求得:
σm-s=σal-σacosθ (6-27)
式中σm-s——熔渣与钢液之间的界面张力,N/m;
b∏>,%——分别代表钢液和熔渣的表面张力,N/m;
cos0——钢渣之间的润湿角的余弦。
选用的合成渣系要求。m一要小。bm一取决于温度和钢、渣的成分。如40CrNiMoA钢与含 CaO 56% . Al2O3 44%的合成渣之间的界面张力,在1500七时为0.92 N/m,而在1600七时为 0. 60 N∕mo在相同温度下(如1560七),不同钢种与上述组成的合成渣之间*„一值分别为: GCrl5,1.05 N/m;30CrMnSiA,0.74 N/m;40CrNiMoA,0.61 N∕mo 除炼钢炉渣中常见的氧化物如 FeO^Fe2O3 ^MnO等会降低0„,一值外,其他一些氧化物如Na20、L0等也会降低渣钢间的界面 张力。
c。Se值由实验测定,其数值取决于钢和渣的成分与温度,并且温度的影响强于成分。例如, 30CrMnSiA 钢与 CaO(56% ) -AI2O3 (44% )渣的 CoSe 的差别,一般不超过 5%。
e还原性
要求渣洗完成的精炼任务决定了渣洗所用的熔渣都是高碱度(8 >2)、低Feo含量的还原性 渣,一般 W(Feo)Wo.4% ~0.8%。
渣精炼的作用:组成合理、理化性能优越的精炼渣可以吸附夹杂、有利于气体的排除、脱硫、 脱氧、脱氢、脱氮、防止钢液吸气二次氧化和保温等,具体原理将在相关章节中讨论。
6. 2. 2. 5 脱氧
脱氧技术是在钢包精炼炉中实施的重要的冶金操作,脱氧目标是:分离除去钢水中悬浮着的 脱氧生成物和溶解在钢液中的游离氧。钢包精炼炉的脱氧有脱氧合金脱氧和合成渣脱氧两种 方式。
A脱氧合金脱氧
使用铝和硅一类的与氧亲和力强的元素进行脱氧。
---6.2钢包精炼炉(LF) • 293 •
16∞七下氧及脱氧元素的平衡浓度如图6 -5所示。含有[Si]和[A1]的钢水中的[0]含 量,比与[C]平衡时的[0]含量低,添加硅和铝等脱氧剂时,可以控制凝固时的[C] + [0] =CO 反应。
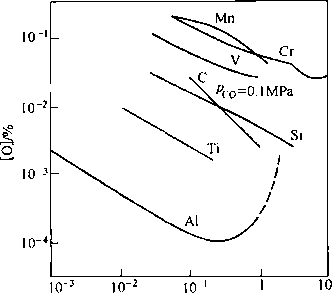
[M]∕%
图6 -5 1873K下钢水中合金元素的脱氧平衡
B合成渣脱氧
由于熔渣中的FeO含量远低于钢液中氧平衡的数值,即w[0]% >αFe。Z。,因而钢液中的 [0]经过钢-渣界面向熔渣滴内扩散,而不断降低,直到矶0] % =aFe</o的平衡状态。
当还原性的合成渣与未脱氧(或脱氧不充分)的钢液接触时,钢中溶解的氧能通过扩散进入 渣中,从而使钢液脱氧。
渣洗时,合成渣在钢液中乳化,使钢渣界面成千倍地增大,同时强烈地搅拌,都使扩散过程显 著地加速。
根据氧在钢液与熔渣间的质量平衡关系,即钢液中排出的氧量等于进入熔渣的氧量,可得: 100(w[0]⅞, - w[ 0] % ) = [w( FeO)% -W(Feo)* ] × 16 x M/72
式中w[0]⅞ ,w(FeO)⅛——分别为钢液中的氧及熔渣中的FeO的初始质量分数,% ;
M——渣量,% (钢液质量的百分数) w ( Feθ ) = ul[θ]% / (ʃpeθ^o ) 解以上方程,可得出脱氧所需的合成渣量:
M=(Mo 腸-»[0]%) x7200x/FeOLo/|16(w[O]% -fFe0 w (FeO) ^tL0) j (6-28) 式中 AeO——渣中Feo的活度系数;
Lo——氧在钢液与熔渣中的分配系数,lgd(%) = ( -6320/T) +0.734(当(Feo)采用质 量1%溶液标准态时)。
合成渣脱氧过程速率的限制环节是钢液中[0]的扩散:
-du∣[。] %/市=戶0 x4x(m∕[0]% — αpeQ L0 )∕K (6 — 29)
式中 -(MC)]%/市——钢液中氧含量的变化速率;
β0——氧在钢液中的传质系数;
4——渣钢界面积;
U-钢液的体积。
aFeO可用"[0]%的函数式表示:
• 294 - 6与电炉冶炼配套的炉外精炼技术------------------------------- aFe0= lw(FeO)⅛ +(w[0]⅛ - w[ 0] % ) ×7200∕16Λ∕∣ XyFeO 将其代入式6-29,分离变量后,积分得:
lg(w[ 0] % - b∕a)∕(w[ 0]% -b∕α)=曲/2. 3 (6 -30)
其中:
α =3o(4∕V)[l +(72OoyFeOd ∕16M)b]
= Fo(AW)/FeoZo W(Feo)/ + (7200 w[0]⅛∕16Λ∕)
由式6-30可计算脱氧t秒后,钢液中的氧含量;也可由欲将钢液中的氧降到要求的水平, 求出所需要的时间。
由上述分析可知,降低熔渣的OFeO及增大渣量,可提高合成渣的脱氧速率。
6.2.3钢包精炼炉生产工艺过程实践
6. 2. 3.1 脱硫
脱硫是钢包精炼炉的重要任务之一。如果操作得当,一般可以去除[S]50% ~80%。 在渣洗过程中,脱硫反应可写成:
[S] +(CaO) = (CaS) + [0] (6-31)
钢包精炼渣中,脱硫产物(包括脱氧产物)与钢水之间硫的分配系数区="(S)%A4S]% , 可计算得到式6-32:
IgZS = IgCS +⅛∕s - ɪg aAi2O3 (6 - 32)
式中CS——熔渣的硫容量,它是熔渣中"(S)%与脱硫反应中氧分压和硫分压平衡的关系式, 即Cs =。( S) % (pt√PS2 ) "2能表示出容纳或吸收硫的能力;
/s..钢水中硫的活度系数;
«Al2O3——脱硫产物(包括脱氧产物)中加203活度。
渣的成分对硫的分配系数有很大的影响。表6-8为在石灰-氧化铝渣中,游离氧化钙含量 对硫分配系数的影响。有研究指出,当W(FeO)Wo.5%和W(CaO)为25% ~40%时,硫的分配系 数最高(120 ~ 150)。随着w( FeO)的增加,硫的分配系数大幅度降低。
表6-8 ⅛ CaO-Al2O3渣中,不同W(CaO)"对应的厶值
|
________________渣成分—% |
w(CaO)u∕% |
丄S | |||
|
CaO |
Al2O3 |
MgO |
SiO2 | ||
|
56.00 |
44.00 |
31.80 |
180 | ||
|
55.45 |
43. 50 |
0. 99 |
32. 84 |
204 | |
|
52. 83 |
41.51 |
5. 62 |
37. 93 |
223 | |
|
50.00 |
39. 28 |
10. 72 |
43.40 |
210 | |
|
54. 37 |
42.72 |
2.91 |
25.47 |
162 | |
|
52. 83 |
41.51 |
5. 66 |
19.43 |
133 | |
|
51.37 |
40. 37 |
8. 26 |
13.77 |
70 | |
|
50.00 |
39. 28 |
10. 72 |
8. 50 |
52 | |
在钢包中用成渣精炼钢液时,渣中W(Sic)2 +可2。3)对厶S有明显的影响(见表6-9)可见, 当 W (SiO2 +Al2O3) =30% ~34% ,w(FeO) <0.5% ,w(Mg0) < 12% 时,可达到较高 ZS 值。
6.2钢包精烁炉(LF) • 295 •
表6-9不同的W(SiOz+αɪz03)总量对厶值的影响
|
其他组元 |
分类 |
w (SiO2 + Al2O3)/% | |||
|
<28(26.5) |
28-29.9(29) |
30-32(31) |
>32(34. 03) | ||
|
w(MgO)≤12%(10. 78%) |
^⅛-厶(包中) |
15 (80.6) |
16 (86.6) |
17 (107.3) |
8 (120.0) |
|
w(MgO) >12% (17.0%) |
炉数 厶(包中) |
32 (61.2) |
37 (68.4) |
13 (73.8) |
6 (65.7) |
|
w(FeO)≤0.5%(0. 38%) |
~^⅞-厶(包中) |
7 (74) |
12 (82) |
7 (122) |
4 (100) |
|
-⅛^ 人(包中) |
4 (54) |
5 (65) |
6 (91) |
2 (94) | |
注:括号内数字系平均值。
对铝脱氧钢水,脱硫反应为:
3( CaO) +2[A1] +3[S] =[ Al2O3] +3(CaS) (6-33)
随着钢中铝含量的增高,硫的分配系数厶增大。这是因为钢中只有强脱氧物质如铝及钙存 在时,才能保证钢水的充分脱氧,而只有钢水充分脱氧时,才能保证合成渣脱硫的充分进行。加 铝量的多少对厶S的影响极大。例如,当V(CaO) =40%时,*[A1] =0.01% ,w(S)∕w(S) =10;当 w[ Al] =O. 05% 时,w( S)∕w[ S] /60。当 w( CaO) = 50% 时,ιu[ Al] =O. 01%,w( S)∕u>[ S] ⅛60 ; 当w[Al] =0.05%时,w(S)/w[S] =600o这个结果表明,渣成分的不同,用不同的铝量可以使脱 硫有很大的差别。为了达到钢液充分脱硫,需要残余铝量在0. 02%以上。
图6 -6示出了熔渣碱度和(FeO)含量对硫分 配比的影响。
应尽量减少初炼炉下渣量,因渣中的FeO能明 显降低脱硫率C可采用挡渣出钢,或先出渣再出 钢,或采用偏心炉底出钢技术。用脱氧剂(如硅 铁、硅⅛S合金、硅铝铁合金)进行钢水沉淀脱氧,用 脱硫精炼渣进行出钢过程炉渣改质和渣洗脱硫。 若电炉终渣没有进人钢包,脱硫剂对钢水有很强的 脱硫作用。若下渣不可避免,这部分高氧化性炉渣 与先期渣洗脱硫和脱氧的产物融合后,成为钢包顶 渣。钢包顶渣与脱硫后的钢水持续接触,会降低钢 水的酸溶铝含量,使顶渣中"(AI2O3)发生改变,渣
600
500
400
》300
200
100
-OO \ \
-O \
一.嚼
\
A
。CaO∕SiO2≥8
o 5<CaO∕SiO2<8
• CaOZSiO2 <5
° 0.5 1.0 1.5 2.0 2.5 3.0
w(FeO)∕%
图6-6熔渣碱度和FeC)对硫的分配比的影响
碱度明显降低,造成出钢渣洗过程达到的平衡状态发生改变,使渣-钢之间硫的分配系数大幅度 下降,这将导致已经进入渣相的硫重新向钢水释放。因此,必须在后续精炼(如LF)工位进行变 渣操作,迅速降低渣中氧化铁含量,提高炉渣碱度,重新提高顶渣与钢水之间硫的分配系数。
如果要求",[S] <0.01%,为了取得最好的脱硫效果,包衬不应使用黏土砖,应使用白云石碱 性包衬。
从动力学考虑炉渣的流动性对实际所能达到的硫的分配系数有影响,如向碱度为3.4 ~3. 6 的炉渣中加入13% ~15%的CaFz,可将厶值提高到180~200o在常用的合成渣中,CaF2仅作 为降低熔点的成分加入渣内,而AI2O3SO2等成分除了可以降低熔点外,可使熔渣保持与钢中 上浮夹杂物相似的成分,减小夹杂物与渣之间的界面张力,使之更易于上浮。而采用较高的温度 能保证硫在渣中能较快地传质。
• 296 ∙ 6与电炉冶炼配套的炉外精炼技术------------------------------
加强精炼时的搅拌(如钢包吹氣),可以加快脱硫、脱氧速度,将合成渣吹入钢液加快快脱硫 反应主要是合成渣与钢液瞬间接触的结果。
脱硫时合成渣的用量及时间的计算式与前述的脱氧的相同,可得到:
M = (w[S]¾ -w[S]%) X 100∕[w(S)% -w(S)⅛, ] (6-34)
式中"(S)%——熔渣内硫的质量分数,%,可由熔渣的硫容量求出;
"(S)M..合成渣最初硫的质量分数,%。
6. 2. 3. 2碳含量控制
在钢包精炼炉操作中,碳含量的控制至关重要,影响碳含量控制的因素很多,主要有钢液脱 氧情况、温度、电极、耐火材料、合金、造渣脱氧剂、吹氨几个方面。在精炼低碳钢、高碳钢的时候 如果不考虑这几个方面的影响,碳含量的偏差是很大的,有时甚至会造成成分出格。
在钢液脱氧不好时,钢液中溶解的游离态的氧会持续和碳发生反应,促使钢液碳含量的降 低,此时控碳的基准点不好把握;另外,钢液脱氧不好,渣中的氧化铁含量很高,加入增碳剂之后, 碳和氧化铁急剧反应,精炼渣迅速泡沫化,增碳剂和钢液接触的几率变小,碳的收得率很难把握。
碳的溶解要带走大量的热,在钢液温度较低的时候,碳的溶解速度变慢,取样分析的偏差很 大。在大量加入增碳剂的时候,这一点表现得更为突出。
精炼过程中,由于吹氣和加热,电极被钢液和精炼渣冲刷部分熔入钢液,高温的电弧和电流 的剧烈波动会导致少量的电极剥落,在碳含量控制时要考虑电极的增碳。
在调渣的时候,如果含碳的脱氧剂加入量比较大,吹氣强度过大,脱氧剂中的碳会直接和钢液接 触。逐步扩散到钢液中,造成碳含量的上升。另外,精炼用合金中含有的碳,也应该充分重视。
钢包精炼炉用耐火材料也是钢液增碳的来源之一。高温钢液直接和耐火材料接触,钢液对 耐火材料的侵蚀会造成钢液增碳。
安阳钢铁集团有多座钢包精炼炉,经过技术人员对大量收集数据的分析,和长期生产实践的 验证,由于脱氧程度和温度的不同,加入增碳剂的收得率的波动范围在30% ~ 85%之间,脱氧程 度越高温度越高,收得率越高;在正常精炼的情况下电极、耐火材料、造渣脱氧剂等因素会造成 0.02% ~0.04%碳的升高。
6. 2. 3. 3 温度控制
精炼过程中温度控制主要受钢包预热、渣层厚度、合金加入、吹氣搅拌等几个方面的影响。 充分考虑这些因素的影响,钢包精炼炉的控制精度可以达到与目标温度的偏差在5七之内。
以100 t钢包为例,预热温度600七和980七的钢包,钢水温降在精炼初期相差50 ~ 60七。精 炼前15 min的温度下降得很快,这是钢包衬的蓄热量大于电弧供给热的结果。
渣层越厚保温效果越好,钢水的温降越少。有资料表明,当渣层厚度小于50 mm时钢水的温 降相当明显,当厚度大于50 mm时,渣层厚度对钢水的温降影响不大。渣表面的温度5 min之内 降到900^以下,20 min之后温度下降的温度明显变慢。
合金加入钢液后,经过3个阶段:升温到熔点、合金熔化、溶于钢液。在钢液温度1570七的 时候,每增加1%元素含量,加入合金的量对钢液温度的影响如表6-10所示。
表6-10 每增加1%元素含量,加入合金的量对钢液温度的影响(tC)
|
钢液温度/p |
硅铁(45) |
硅铁(75) |
毓铁(75) |
硅信(20、70) |
机铁(40) |
铝铁 |
辂铁(60) |
|
1570 |
+ 0.5 |
+ 16.5 |
-13.2 |
-6.7 |
-9. 1 |
-15.3 | |
|
1620 |
+ 8. 8 |
-10 |
-0.6 |
-12. 1 |
-12.5 |
对于40 t钢包,吹氨搅拌(300 ~ 450 L∕min)使钢液降温为0. 0085七/min;对于60 t钢包,吹 氫搅拌(300 ~450 I√min)使钢液降温为0.0065 七/min;对于80 t钢包,吹氣搅拌(300 ~450 Iy
----------------------------------------------——6.2 钢包精炼炉(LF) • 297 •
min)使钢液降温为0.004。七/min;对于100 t钢包,吹気搅拌(300 ~450 L/mln)使钢液降温为 0. 0028 t∕mino由此可见,氫气搅拌不是引起钢液温降的主要原因,搅拌消除了钢液的温度分 层,增加了钢液向包壁传热的效率,当吹氨强度大时,钢液面裸漏,散热增加。
为了提高LF精炼的电弧加热效率,与电炉一 样,为减少电弧的辐射热损失,缩短电弧长度是有 效的。为此,要确保渣层厚度,采用埋弧操作的方 法。渣层厚度、渣组成对加热特性的影响如图 6-7所示。为改善提高效率,必须选择流动性好的 低熔点渣组成。
6. 2. 3.4 喂线操作
A喂线设备
喂线设备由1台线卷装载机、1台辐式喂线 机、1根或多根导管及其操作控制系统等组成。
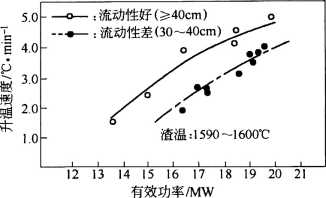
图6-7供电量和升温速度的关系
喂线机有单线机、双线机Te线机等类型。其布置形式有水平的、垂直的、倾斜的3种。根据
工艺需要、钢包大小及操作平台的具体情况,可选用一台或几台喂线机,分别或同时喂入一种或
几种不同品种的线。
线卷装载机主要是承载外来的线卷,并将卷筒上的线开卷供给辑式喂线机。一般是由卷筒、装 载机托架、机械拉紧装置及电磁制动器等组成。当开卷时,电子机械制动器分配给线适当的张力, 进行灵敏的调节。在每次喂线处理操作后由辑式喂线机的力矩,把线反抽回来,线卷装置机的液压 动力电机反向机械装置能自动地调节,保持线上的拉紧张力,便于与辐式喂线机联动使用。
辐式喂线机是喂线设备的主体,是一种箱式整体组装件。其内一般有6 ~8个拉矫输送辐, 上辑3~4个,底辑3~4个。采用直流电机无级调速。设有电子控制设备,可控制喂线转速、向 前和向后运行,并能预设线的长度可编程序控制和线的终点指示。线卷筒上的制动由控制盘操 作。标准喂线机备有接口,可以连接到计算机。
导管是一根具有恰当的曲率半径钢管,一端接在辑式喂线机的输出口,另一端支在钢包上口 距钢水面一定距离的架上,将从辑式喂线机输送出来的线正确地导入钢包内,伸至靠近钢包底部 的钢水中,使包芯线或实芯线熔化而达到冶金目的。
B包芯线
钢包处理所使用的线有金属实心线和包芯线两种。铝一般为实心线,其他合金元素及添加 粉剂则为包芯线,都是以成卷的形式供使用。目前工业上应用的包芯线的种类和规格很多,见表 6-llo通常包入的元素有:钙、硅钙、碳、硫、钛、铜、硼、铅、硫牆、铝、钱、硅、秘、馅、铝、餘等。
表6-11我国生产的部分芯线品种与规格
|
芯线种类 |
芯线截面 |
规格/mm |
外壳厚度/ mm |
化学成分,切/% |
重量/g ∙ m^, |
合金充填率/% | |
|
Ca-Si |
圆 |
φ6 |
0.2 |
Ca-Si 50 |
Fe 50 |
68.3 |
48.0 |
|
Ca-Si |
矩形 |
12 ×6 |
0.2 |
Ca-Si 55 |
Fe 45 |
172 |
56.0 |
|
Fe-B |
矩形 |
16×7 |
0.3 |
B 18.47 |
577. 1 |
80. 1 | |
|
Fe-Ti |
矩形 |
16x7 |
0.3 |
Ti 38. 64 |
506.7 |
74.3 | |
|
Ca-Al |
圆 |
φ4. 8 |
0.2 |
Ca 36. 8 |
Al 16. 5 |
56.8 | |
|
Al |
圆 |
¢9.5 |
Al 99. 07 |
190 | |||
|
Mg-Ca |
圆 |
φlθ |
0.3 |
Mg 10 |
Ca 40 |
246 |
52.8 |
• 298 ∙ 6与电炉冶炼配套的炉外精炼技术--.....
包芯线主要参数的选用,需要考虑的是其横断面、包皮厚度、包入的粉料量及喂入的速度。
包芯线一般为矩形断面,尺寸大小不等。断面小的用于小钢包,断面大的用于大钢包。包皮 一般为0.2 ~ 0.4 mm厚的低碳带钢。包皮厚度的选用需根据喂入钢包内钢水的深度和喂入速度 确定。喂入速度取决于包入材料的种类及其需要喂入的数量(例如每1 t钢水喂入钙量的速度不 宜超过0. 1 kg∕(t 。 min))。喂入合金元素及添加剂的数量需根据钢种所要求微调的兀素数量、 钢包中钢水重量以及元素的回收率来确定。
包芯线的质量直接影响其使用效果,因此,对包芯线的表面和内部质量都有一定要求。
(1)表观质量要求:
1)铁皮接缝的咬合程度。若铁皮接缝咬合不牢固,将使芯线在弯卷打包或开卷矫直使用时 产生粉剂泄漏,或在贮运过程中被空气氧化。
2)外壳表面无缺陷。包覆铁皮在生产或贮运中易被擦伤或锈蚀,导致芯料被氧化。
3)断面尺寸均匀程度。芯线断面尺寸误差过大将使喂线机工作中的负载变化过大,喂送速 度不均匀,影响添加效果。
(2)内部质量要求:
D质量误差。单位长度的包芯线的质量相差过大,将使处理过程无法准确控制实际加入 量。用作包覆的铁皮的厚度和宽度,在生产芯线时,芯料装入速度的均匀程度以及粉料的粒度变 化,都将影响质量误差。一般要求质量误差小于4. 5%。
2)填充率。单位长度包芯线内芯料的质量与单位包芯线的总质量之比用来表示包芯线的填充 率。它是包芯线质量的主要指标之一。通常要求较高的填充率。它表明外壳铁皮薄、芯料多,可以减 少芯线的使用量。填充率大小受包芯线的规格、外壳的材质和厚薄、芯料的成分等因素影响。
3)压缩密度。包芯线单位容积内添加芯料的质量用来表示包芯线的压缩密度。压缩密度 过大,将使生产包芯线时难以控制其外部尺寸。反之,在使用包芯线时,因内部疏松芯料易脱落 浮在钢液面上,结果降低了其使用效果。
4)化学成分。包芯线的种类由其芯料决定。芯料化学成分准确稳定是获得预定冶金效果 的保证。
C工艺操作要点
采用钢包喂线处理生产低氧、低硫及成分范围要求较窄的钢种时,需注意下列操作要点:
(1)钢包需采用碱性内衬,使用前钢包内衬温度需烘烤至IIOO七以上。
(2)电炉初炼钢水应采用挡渣钢包扒渣或无渣出钢操作,以去除钢水中的氧化渣。钢水中 FeO + MnO含量必须很低。
(3)大部分铁合金主要在出钢过程中以块状形式加入钢包中,并用硅铁、⅜S铁及铝进行 脱氧。
(4)出钢时,往钢包中每1 t钢水加入6 ~ 12 kg的合成渣脱硫,并用此渣作为顶渣保护钢水。
(5)从出钢一开始就向钢包吹氫搅拌钢水,应缓慢均匀地搅拌持续Iomin左右,以便充分脱 硫。吹氣的强度,要保证不要把钢水上面的顶渣吹开,以防止钢水与大气接触产生再氧化。转炉 也应如此。
(6)对于只经钢包炉(LF)精炼的钢水,喂线操作可在钢包炉精炼后,于钢包炉工位上进行。 需经真空处理的钢水,喂线操作则在真空处理后,于真空工位上大气状态下进行。不需经钢包炉 精炼和真空处理的钢水,喂线操作可在钢包中最终加铝脱氧后10 min左右进行,以便提高回收 率,准确地控制成分。
(7)喂线速度的控制需根据钢包中钢水的容量、线的断面规格以及钢种所需微调合金的数
量和回收率等决定。
6.2钢包精炼炉(LF) • 299 •
(8)喂线的终点控制,可采用可编程序控制器设定线的喂入长度,在设定线的长度喂完后, 便自动停止。
(9)在喂线完成后,继续吹氫缓慢搅拌3 min左右,良好地保护钢水,防止它与空气、耐火材 料或其他粉料发生再氧化。取样分析最终成分后即可运去浇铸。
表6 -12列举了不同容量钢包的喂线工艺参数。芯线种类为Si-Ca合金线、Si-Ca-Ba合金 线,线径Nlmm,单位消耗为1. 3 kg∕to
表6-12不同容量钢包的喂线工艺参数
|
钢包容量/t |
______喂线速度/m ∙ ______ |
处理时间/min |
|
25 ~30 |
1.2-1.5 |
4-6 |
|
40 |
1.6~1.8 |
5 ~6 |
|
80 |
2. 0-2.3 |
6~7 |
|
150 |
2. 8 -3.0 |
10 |
|
300 |
双线 2∙8~3.0 |
10 |
6. 2. 3. 5 精炼节奏控制
精炼节奏控制往往是目前生产中被忽略的问题,在精炼炉生产过程实践中,精炼节奏控制的 重要性越来越突现。精炼工序介于电炉和连铸之间,起到承上启下的作用。一炉钢的浇铸周期 一般来说就是一炉钢的精炼周期,但精炼工位滞留的钢水有多有少,并且每一炉的情况都有差别 所需要的精炼时间有长有短,需要对精炼节奏进行调整。
在滞留钢水较多的时候,精炼节奏需要加快,不仅要保证连铸连浇,还要保证在等待位的钢 水温度补偿,尽量在短时间内完成精炼任务,腾出时间给等待位的钢水进行交替升温,确保不因 长时间的等待结冷钢。
钢水多时,要提前对即将进入精炼位的钢水进行评估,一般要提前两炉评估,对即将进入精炼 位的钢水从下渣量、温度、初始成分、钢水量、包况、氧化程度等方面进行评价,估算出所需要的精炼 时间,会得出这样的结果:由于电炉工序控制的波动,有的钢水在一炉钢的浇铸周期根本就完不成 精炼任务,有的钢水在一炉钢的浇铸周期内完成精炼任务时间很富余,如果拿出十几炉钢水来考察 总的精炼时间和总的浇铸时间又是平衡的。在这种情况下,就需要对精炼节奏进行控制,有张有 弛,确保精炼工序的承上启下的作用,进一步释放电炉的产能,保证连铸工序的稳定性。
6. 2. 3. 6 钢液的变化
研究精炼钢液的变化,就是要考虑钢液在精炼过程中温度、成分、夹杂、气体含量是不断变化 的,随着精炼过程的进行,变化方向不一定和人们期望的一致,有时甚至是相反的,需要我们根据 精炼的任务去统筹考虑。
下面我们随着精炼进程的进行来定性分析:
温度的变化:前期呈略微下降的趋势,后来慢慢上升,每当加入渣料和合金料的时候,有一个 向下波动又向上攀升的过程,其波动的幅度和加入合金、渣料的结构和批量有关,待到温度、成分 合适之后,温度变化的曲线是围绕目标温度波动幅度越来越小的曲线。
碳的变化:碳始终是上升的趋势,加入含碳的合金和用增碳剂增碳的时候,碳有一个大幅度 的跃升。在目前钢包精炼炉生产条件下碳几乎始终是缓慢上升的,这个趋势是不可抑制的,但上 升的快慢在一定程度上是可控的。
• 300 ∙ 6与电炉冶炼配套的炉外精炼技术------------------------------
硅的变化:硅与氧的亲和力很强,因此硅的变化是大的。前期在钢液氧化性比较强的时候, 硅会被氧化,随着钢液氧化性变弱趋于稳定,加入合金后跃升到目标值附近,如果出现倒包和长 时间送电升温的情况,由于钢液的裸露和还原气氛的破坏,钢液被二次氧化,硅有向下波动的趋 势,幅度的大小和钢液二次氧化的程度有关。
锦的变化:猛的变化比较平稳,在初渣氧化性较强的时候注意后期的回歸。
硫、磷的变化:由于初炼炉下渣和某些合金带入少量的磷,随着温度的升高和氧化性的减弱, 钢液中的磷有一个缓慢上升的过程,后来趋于稳定。但在下渣过多和氧化性过强的情况下会有 大幅度的回磷现象。
气体、夹杂和氧化性的变化:随着精炼进程钢液的氧化性逐步的减弱,钢液中的固态夹杂物 和气体通过细小気气泡的吸附作用逐渐减少。如果遇到大量加入合金、增碳剂、长时间的钢液裸 露、高温等情况,钢液中的气体和夹杂物含量会再次增加。
既然精炼过程中钢液的方方面面都是在变化的,而且一刻也不会停止,我们必须以普遍联系的 观点去统筹。例如:在吹氨搅拌的时候想到脱硫、去气去夹杂、传质、传热、钢液的运动、氨气泡的大 小、对温度控制的影响、对反应速度的影响等;在加入合金和增碳剂的时候想到对钢液的温度、夹杂 含量、硫磷含量、脱氧程度的影响等。总之,把精炼工序的众多的工艺和操作要点融会贯通、全面统 筹、为我所用是一个理想的目标。当然,这需要长时间的实践和深厚的理论功底才能完成。
6.2.4钢包精炼炉生产常见问题探讨
在精炼炉生产实践中会遇到一些问题,如钢包粘冷钢、高温钢、过氧化、高碳钢、低碳钢、钢水 结壳、无気气等。这些问题处理不好将会对整个生产线造成恶劣的影响,对生产线的协调稳定造 成致命的打击,为此我们针对这些问题做一些探讨。
钢包粘冷钢:出钢温度过低或钢水等待时间过长得不到有效的温度补偿,钢包就会粘冷钢。 冷钢先从散热较快的冷区开始形成,如包底圆周边缘,耳轴往下的包壁四周。当钢包粘冷钢时, 升温速度明显变慢,温度升上来之后,降温也很快。如果钢包大量粘冷钢,连铸断浇几乎是不可 避免的。但如果少量粘冷钢还是有可能挽救的,此时送电档位和氣气搅拌强度要合理配合,如送 电档位高而氣气小,则热量的传递不好,钢包上部钢渣液面温度高而底部温度低,易造成渣线穿 钢。熔化钢包冷钢的正确方法是:送电档位和氣气搅拌强度配合好,造好埋弧渣减少电弧对渣线 的冲击,每次送电的时间不要太长,勤测温,如果温度过高及时停电,不断搅拌使热量向冷区传 递,等温度下来时再送电升温,在每次测温的时候计算升温速度,如果升温速度低说明冷钢没有 化完,如果升温速度恢复正常则说明冷钢已经化完,可以正常精炼了。
高温钢:如果钢水温度过高会加剧耐火材料侵蚀、钢液的吸气和夹杂物污染程度。精炼工序 对高温钢的操作应遵循以下要点:首先降温,不用送电,如果钢液成分和钢液重量准确,可以小批量分 批加入合金把成分调至成分下限,靠合金熔化升温来降低钢液温度。成分调至下限时如果温度还高, 可以小批量分批加入小颗粒造渣料并持续搅拌以降低钢液温度。经过这样处理的钢液气体和夹杂含 量是很高的,在钢液温度降到合理范围内时,应该花大力气来去除钢液中的气体和夹杂物。
过氧化:过氧化的钢水渣中的氧化铁含量和钢液中的游离氧含量都很高。脱氧的要点是用 沉淀脱氧的方法先脱钢液中的游离氧,然后倒出渣子重新造渣,避免氧化物污染钢液,然后综合 脱氧,把钢液中的氧控制到合理的范围内。具体来说,首先加入硅铝钙極合金、铝块和少量电石 进行综合脱氧,如果渣子外溢就停止加入电石,改用铝矶土和石灰,并补加硅铝钙铁合金、铝块尽量造 稀渣。其次,待硅铝钙根合金、铝块熔化完全后钢包开出倒渣,尽量倒干净重新造新渣。第三,重新造 渣后取样分析,并加入电石扩散脱氧,等分析结果出来后加入少量硅铝钙钗合金、铝块脱氧,然后按照
6.2钢包精炼炉(LF) • 301 •
偏的下限加入保铁,持续加入电石调渣直到精炼渣变黄白为止。过氧化的钢液经过脱氧,钢液中的氧 化物夹杂很多,精炼工序的弱搅拌时间应适当延长,喂线处理也应该相应加强。
高碳钢:高碳钢的精炼有以下几个难点:(1)对影响增碳剂收得率的因素,如钢液脱氧程度、 精炼渣的黏度厚度、氣气搅拌对混匀的影响等把握不好。(2)大量增碳时由于吹氣操作配合不 当,钢液的传质和混匀不良,取样没有代表性。(3)大量增碳造成钢液温度补偿跟不上增碳剂的 熔化,钢液的传质变慢。(4)钢液中固体夹杂物很多没有引起足够重视。以上4个特点造成碳 不是高就是低、温度上不来连铸断浇或者钢液流动性不好、连铸套眼停浇等事故的发生。在生产 实践中,高碳钢精炼要按照以下几个要点操作:(1)在钢液氧化性较强的时候不要急于增碳,先 集中精力脱去大部分的氧,对钢液进行初步合金化,待钢液氧化性不强的时候,取样分析,然后再 增碳。(2)在碳含量距离目标碳较大时不要急于造渣脱硫,以免渣量过大,增碳困难,应造小渣 量并且流动性好的还原渣。(3)增碳前加大氣气流量,把增碳剂集中加入,强搅拌2 ~3 min,然 后把氢气流量调制300 ~450 17min,送电升温促进增碳剂的熔化。(4)因为增碳剂的收得率不 稳定,增碳量较大时一般应采取两步法,即分两次增碳,一次增至成分下限附近,一次进行微调。 (5)待到钢液充分混匀温度升到钢种液相线以上50七的时候再取样分析,保证取样的代表性。
低碳钢:低碳钢(目标碳在0. 10%以下)的难点在于碳偏高甚至出格。在精炼的过程中,电 极冲刷、耐火材料侵蚀、电石、合金的加入都是增碳的因素,抑制这些增碳的因素是要做的工作。 具体来看,精炼低碳钢时应该造好渣层较厚的埋弧渣,温度不能太高,氣气搅拌以钢液面不大面 积翻腾为原则,尽量缩短精炼时间,脱氧任务重时以不含碳的脱氧合金脱氧为主,电石加入以小 批量撒入为主。
钢水结壳:钢水液面结壳处置不当会导致电极折断事故。在生产实践中可以采用下列方法 处理:(1)倒入部分温度较高的初渣(指没有经过精炼的渣子),加入少量电石,因为初渣中氧化 铁的含量较高加入电石后迅速形成泡沫渣,此时小心送电液面结壳可以迅速化开。(2)在周边 结壳较厚而电极起弧区结壳较薄时也可缓慢小心送电,待电极起弧后往起弧区撒入电石,这样泡 沫渣迅速扩散到整个液面,渣壳很快就会化开了。
无気气:包底温度过低,结冷钢后就会出现无氫气的现象。可以采取以下两个办法处理: (1)用瓶装氫气顶吹,瓶装氣气的压力可以达到1.3 ~ 1.5 MPa,远远高于管道気气的压力,如果 包底结的冷钢不是太厚就可以顶开。(2)如果顶不开,只有尽快倒包处理。
6. 2.5钢包精炼炉设备
6. 2. 5.1 设备参数
典型的100 t钢包精炼炉主要设备参数
|
公称容量 |
IoOt | |
|
最小容量 |
75 t | |
|
最大容量 |
125 t | |
|
钢包 |
上部外沿直径 |
3400 mm |
|
高度 |
4000 mm | |
|
最小自由空间 |
900 mɪn | |
|
炉盖 |
高 |
1447 -1712 mm |
|
提升高度(液压) |
300 mm | |
|
提升速度 |
500 mm∕ S | |
|
电极 |
直径 |
456 mm |
• 302 ∙ 6与电炉冶炼配套的炉外精炼技术
|
极心圆直径 提升行程 |
500 mm 3000 mm |
|
电极节圆 |
750 mm |
|
电极移动 |
电气-液压 |
|
电极调节速度 自动模式 |
大约 75 ~ 100 mm/s |
|
手动模式 |
大约 75 ~ 100 mm/s |
|
电极夹持装置 |
液压释放的盘簧负载 |
|
变压器一次侧电压/频率 |
33 kV/50 Hz |
|
额定功率 |
18 MV ∙ A |
|
二次侧电压 |
180 ~300 V |
|
电压调档方式 |
有载 |
6. 2. 5. 2 设备系统技术参数和功能描述 冷却水系统技术参数:
|
总消耗 |
285 m3∕h |
|
额定水消耗 |
280 m3∕h |
|
事故水消耗 |
82 m3∕h |
|
压降 |
0. 35 MPa |
|
入口/出口温升 |
10七 |
冷却水系统功能:冷却水带走冶炼过程中产生的大量的热,以保证设备的正常运行。钢包炉 的各水回路需要连续检测,如万一流量太低或出口处温升太高,都会给设备造成危害,甚至造成 严重事故。
温度测量用于显示,假如任何一点温度超过某一限制值,在MMI上将出现一个报警信号。如 果水温超过极限值,炉子断路器将自动跳闸。依据温度,在PLC系统内调整报警和跳闸值。流量测 量装置监视水流量。如果一个配有极限开关的流量监视器的值低于极限值,炉子断路器将断开。
液压系统技术参数:
系统操作压力 12 ~ 14 MPa
电极夹持装置操作压力 24 MPa
液压系统功能:炉门移动、炉盖提升、电极移动、电极夹紧和T+ S枪的倾动。
测温和取样枪功能:倾斜测温和取样枪,借助于滑动机构,把温度和取样测量装置插入熔池, 用于测量钢液温度和提取钢液标准试样。
炉盖移动功能:在钢包加热过程中,水冷炉盖盖住钢包,隔绝外部空气,防止钢液二次氧化, 保证良好的还原气氛。当钢包移出或移进钢包炉时,炉盖必须提升。
炉门、空气幕功能:通过钢包盖上的炉门可以观察钢液和渣况,并可进行还原和合金微调等操作。 在炉门上有一个空气幕,当炉门打开时工作,防止外部空气的进人,为精炼提供良好的还原气氛。
电极系统功能:对钢包精炼炉来说,电弧是主要的能量来源。电弧是由三根电极产生,电极 通过大电流系统与炉子变压器连接,电弧产生在竖直可调的电极和钢水之间。通过调节电极来 调节弧长以及电流。每根电极由在电极立柱上的导电横臂支持,立柱内的液压缸保证电极的升 降。电极立柱由电极门架导向支持,导电横臂通过大电流电缆与变压器室墙上的大电流系统连接,大 电流系统连接变压器二次侧。电极夹持器使电极与导电横臂连接,保证电流能从导电横臂上传送到电 极上。电极夹持器组合在电极臂上,夹持力(由盘簧产生)约为400 kN,使电极通过接触垫与电极臂相 连一夹持圆环及垫圈被电极臂水冷。释放夹持器是通过液压缸反作用于盘簧来实现的,这样就可以使
----6.2钢包精炼炉(LF) • 303 • 电极从夹紧环上释放下来。电极夹持装置需要比液压泵传输来的压力更高的液压压力,为此在液压装 置中增加一个高压阀产生压力用于电极夹持装置,增加液压系统的操作压力。
氣气搅拌功能:通过在钢包底部吹入惰性气体,可以使钢液的化学成分和热量均匀化。万一 底吹氣搅拌不能工作,事故氣枪可以用来紧急操作。从在天车起吊位起吊钢包时开始,钢包吹氣 搅拌在钢包炉处理过程中全程进行,一直到钢包吊走前很短时间才结束。氣气阀门的开关和事 故氫枪的移动由PLC控制。
6. 2.6钢包精炼炉耐火材料
6. 2. 6.1 耐火材料工作条件及炉衬损毁因素
钢包精炼炉耐火材料工作条件如下:
(1)精炼温度高达1700七且加热时间长,如与电炉配合的40 t LF(V)每炉加热时间约13 ~ 26 min,热点部位温度更高;
(2)熔渣侵蚀严重,以碱性渣为主,碱度波动于2 ~3. 5之间;
(3)底部吹氫搅拌,氣气流量50 Iymin,钢水上下激烈翻腾,对渣线内衬冲刷最为严重;
(4)部分时间处于较强的还原气氛下操作,冶炼时加入炭粉、铝粉、硅粉等还原剂;
(5)真空下精炼时间长,平均每炉超过30 min,在极限真空度下(67 ~ 200 Pa)还需保护 15 min;
(6)间歇操作,热震频繁。
钢包精炼炉耐火材料损毁因素如下:
(1)化学反应与熔蚀;
(2)高温真空LF(V)下的挥发作用;
(3)熔渣的侵蚀;
(4)热冲击和机械冲刷。
6. 2. 6. 2 钢包各部位用耐火材料
A钢包各部位耐火材料的使用寿命
由于近年来LF已是国内外炉外精炼法采用最多的装置,所用耐火材料的基本趋势是钢包 材质的碱性化和不定形化。为了更合理使用耐火材料,最好采用综合砌筑钢包。典型的LF钢包 内衬结构为:包底和下部包壁用纯白云石砖,渣线部位用轻烧白云石砖(适用于无渣精炼,如初 炼炉为底出钢电炉等)、镁砖或镁炭砖。渣线以上采用纯白云石砖。包盖一般采用高纯刚玉浇 筑料。一些国家的LF钢包用耐火材料如表6-12所示。国内常见的LF(V)各部位的耐火材料 及其使用寿命如表6-13所示。
表6-12国外LF精炼钢包用耐火材料
|
国另IJ |
容量/t |
______________内衬结构 |
寿命/次 | ||
|
包底 |
包壁 |
_____渣线 | |||
|
德国 |
110 |
炭结合白云石砖 |
炭结合白云石砖 |
镁炭砖(C 10% ~I2%) |
45 ~50 |
|
60 |
直接结合白云石砖 |
炭结合白云石砖 |
炭结合镁砖 |
50-55 | |
|
美国 |
70 |
炭结合白云石砖 |
炭结合白云石传 |
炭结合白云石砖 |
45 ~60 |
|
70% Al2 O3 砖 |
炭结合高铝砖(8O%AhO3) |
镁炭砖(10%C) |
65 | ||
|
日本 |
80% Al2O3 砖 |
80% Al2O3 ⅛ |
镁炭砖或镁倍砖 |
60 | |
|
镁炭砖 |
镁炭砖 |
镁炭砖 |
110 | ||
• 304 ∙ 6与电炉冶炼配套的炉外精炼技术
续表6-12
|
国另U |
容^A |
内衬结构 |
寿命/次 | ||
|
包底 |
____包壁____ |
渣线 | |||
|
日本 |
80 |
镁炭砖 |
镁炭砖 |
110 | |
|
瑞典 |
60 |
炭结合白云石砖 |
炭结合白云石砖 |
炭结合白云石砖 |
45 |
|
丹麦 |
120 |
炭结合白云石砖 |
炭结合白云石传 |
炭结合白云石砖 |
30~35 |
表6-13 LF(V)各部位的耐火材料及其使用寿命
|
部位 |
材质 |
寿命 |
|
加热盖 |
二级高铝浇筑或砌筑 |
500次 |
|
渣线 |
Mg-C或Mg-Cr砌筑 |
20~50 次 |
|
侧壁 |
一级高铝或Mg-Cr砌筑 |
20-55 次 |
|
底部 |
一级高铝砌筑 |
20 ~50 次 |
B钢包各部位耐火材料的选用
精炼钢包耐火材料的选择不但影响炉子的使用寿命,而且会影响钢的质量。不同容量LF 炉耐火材料的选用及使用情况见表6 -14o
表6-14不同容量LF炉耐火材料的选用及使用情况
|
位置 |
参数 |
____________________厂 家_________________ | |||||
|
A |
B |
C |
D |
E |
F | ||
|
钢包容量/t |
120 |
70 |
25 |
60 |
40. 70 |
50 | |
|
渣线 |
材质 |
MgO-C |
MgO-C |
MgO-Al2O3-C |
MgO-C |
MgO-C |
MgO-C |
|
厚度/mm |
230 |
180 |
150 |
130 |
114 |
130 | |
|
寿命/炉 |
35 -40 |
70 |
40 |
40 |
60 ~ 100 |
35 | |
|
包底 |
材质 |
MgO-C |
MgO-C |
MgO-C |
MgO-C |
MgO-C |
MgO-C |
|
厚度/mm |
230 |
180 |
150 |
130 |
130 | ||
|
寿命/炉 |
35 -40 |
40 |
40 |
40 |
35 | ||
|
迎钢面 |
材质 |
MgO-C |
MgO-C |
MgO-Al2O3-C |
MgO-Al2O3-C |
不烧成高铝砖 |
MgO-C |
|
厚度/mm |
230 |
180 |
150 |
130 |
114 |
130 | |
|
寿^/炉 |
35 ~40 |
70 |
40 |
40 |
60-100 |
35 | |
|
一般包壁 |
材质 |
不烧成高铝砖 |
MgO-C |
MgO-Al2O3-C |
MgO-Al2O3-C |
氧化倍 |
氧化错 |
|
厚度/mm |
230 |
180 |
150 |
130 |
130 | ||
|
寿^/炉 |
35 ~40 |
70 |
40 |
40 |
35 | ||
|
衬垫 |
材质 |
不烧成高铝砖 |
氧化错 |
MgO-Al2O3-C |
MgO-Al2O3-C |
氧化错 |
氧化错 |
|
厚度/mm |
180 |
180 |
114 ~130 |
180 |
150-180 | ||
|
寿^/炉 |
70 |
70 |
40 |
40 |
35 | ||
|
处理时间/min |
50~60 |
40~50 |
40 |
30~40 |
35 ~50 | ||
|
消耗量/kg∙ L |
6.0 |
3.9 |
5.5 |
4.4 | |||
6.2钢包精炼炉(LF) • 305 •
选择钢包精炼炉耐火材料的依据如下:
(1)炉渣碱度。LF-般都在碱性炉渣下操作,因此应当选择碱性耐火材料。如镁质、镁白 云石质、镁炭质、镁铝等。
(2)精炼温度。精炼炉中渣、钢的温度要比普通钢包中高得多,离电极较近的部位温度可达 2000 K以上。因此,要选择高质量的耐火材料,也就是要求高的抗高温蠕变性能。在精炼过程 中应尽量加快精炼速度,减轻耐火材料的负担。LF 一般为间歇性操作,温度波动范围较大,所以 要求耐火材料具有好的耐急冷急热性。
(3)精炼的钢种。精炼处理的钢种大部分需要脱硫,包衬一般选用碱性耐火材料,但是有一 些钢种需要防止点状夹杂物的产生,就不应使用碱性耐火材料。例如,精炼轴承钢时,包衬往往 使用高铝砖,而仅在渣线部分使用镁钙质类碱性砖;对低碳钢、IF钢、铝镇静钢,选用铝镁尖晶石 浇筑料或高铝砖;冶炼锦和氧含量较高的钢种,宜用镁铝炭砖或镁炭砖。
(4)搅拌。由于搅拌作用,会形成对炉衬的冲刷,因此要求耐火材料具有好的高温强度。
(5)稳定性。真空处理时,一些耐火材料在真空作用下会被钢水中的碳还原,引起耐火材料 的损坏,还会引起钢水增碳。因此,进入真空室的LF钢包的耐火材料应当在高温和真空下具有 良好的稳定性。
(6)成本。因为LF的使用特性要求,所以对耐火材料的要求更严格。表6-14给出了一些 LF衬体不同部位使用的耐火材料。从这些数据可见,所有部位都达到35炉以上。可以说,耐火 材料的选择是合适的。
一个不容忽视的问题是:要获得长的耐火材料使用寿命,仅靠耐火材料的选择是不够的,必 须充分注意耐火材料的使用。否则,即使选好的耐火材料也不可能获得长的使用寿命。例如,使 用高碱性耐火材料,如MgO-C材料,如果炉渣碱度一直很低,就会造成耐火材料的严重侵蚀,其 表现就是渣中的MgO含量很高。
C渣线用耐火材料
LF(V)渣线区处于高碱度炉渣、高应力条件下,损毁十分严重。因此,选用耐侵蚀、抗热震的 优质镁炭砖或镁緒萌较多。 !
为了进一步提高砖的耐用性,应对砖的砌筑方法及砖型加以改进。镁炭砖一般为横向弧形 砖,在包口处用铁皮包挡,为防止金属加入物因膨胀引起向上推移,在钢包上部设有固定压砖为 拱形砖。砌筑时,砖与铁皮紧压,空隙处用高铝浇筑料充填,使之牢固连接为一体,以此改善热应 力,并起隔热作用,防止包口砖温度过热,提高镁炭砖使用寿命。渣线用镁炭砖性能见表6 - 15。
表6-15镁炭砖理化性能
|
____使用部位 |
包口 |
______ 渣线 | ||||
|
牌号CRD |
M1572 |
M1062 |
N1312 |
M1512G |
N212G | |
|
化学组成功/% |
MgO |
80 |
79 |
86 |
83 |
72 |
|
C |
14 |
9 |
13 |
15 |
19 | |
|
体积密度/g |
• cm ^3 |
2. 80 |
2.91 |
3. 05 |
2. 98 |
2. 88 |
|
显气孔率/% |
5. 1 |
5.5 |
3.2 |
3.6 |
3.7 | |
|
耐压强度/MPa |
40.2 |
44.4 |
63.7 |
53.9 |
42.2 | |
|
高温抗折强度/MPa |
9.3 |
11.8 |
16.2 |
16.2 |
16.7 | |
|
_______特点_______ |
抗氧化 |
抗氧化 |
耐侵蚀抗FeO |
耐侵蚀抗FeO |
耐剥落 | |
■ 306 ∙ 6与电炉冶炼配套的炉外精炼技术-------------------------------
原上钢五厂40 t LF炉先后用于渣线部位的砖有两种:(1)电熔再结合镁信砖。采用高纯原 料合成的镁倍砂,经高压成形、高温烧成。砖的高温性能好,直接结合程度高,具有高强度和抗热 震性。(2)镁炭砖。选用高纯原料、鳞片石墨,含有金属抗氧剂、树脂结合的镁炭传。
上海浦东钢铁公司电炉厂100 t LF/VD精炼炉渣线用MgO-C砖,其理化性能为:
w(MgO)才76%
W(C)三 14%
显气孔率2.0% -3.0%
体积密度 2. 95 -2. 98 g∕cm3
常温耐压强度45. 0~47.5 MPa
常温抗折强度20 ~ 21 MPa
高温(1400七)抗折强度14~15 MPa
D炉壁用耐火材料
LF炉壁一般使用高铝砖。应用初期使用不烧高铝砖,在高铝料中加入少量蜡石原料,采用 磷酸盐结合,带有残存膨胀性。随着使用条件进一步恶化,熔损速度加快,在高铝配料中添加 2% ~ 10%的炭素材料,但仍存在砖缝开裂的熔损现象。经添加适量镁砂后,由于加热时形成尖 晶石的膨胀,避免了开裂。在镁砂配料中,添加10%左右的碳和适量的预合成镁铝尖晶石,可进 一步提高砖的抗侵蚀性。
洛耐院、苏嘉公司、上钢五厂共同开发的40 t LF(V)精炼炉用Mgo-Cac)(不烧)砖,其主要原 料采用山东镁矿白云石砂及无机盐类结合。其理化性能为:
w(MgO)81. 85%
w(CaO)9. 01%
显气孔率9. 09%
体积密度2. 95 g∕cm5
常温耐压强度74. 6 MPa
常温抗折强度10. 86 MPa
E炉盖用耐火材料
LF精炼炉盖的浇筑料要求如下:
(1)浇筑料应有良好的高温性能,以满足LF精炼炉操作中的高温作业和喷溅炉渣引起 的侵蚀;
(2)浇筑料的抗热震性和耐剥落性能好,以适应LF精炼操作中的温度变化及间歇作业;
(3)有较高的初期强度和良好的施工性能。
洛耐院等研制开发的炉盖浇筑料,选用电熔刚玉和阳泉特级矶土为主要原料,纯铝酸钙水泥 (4% ~8%)作结合剂,加入8% ~ 12%的二氧化硅和氧化铝超微粉及少量添加物。
F包底与透气砖用耐火材料
大型LF炉包底用浇筑大砖,如日本ASahigIaSS公司开发的Al2O3-MgO-SiO2系浇筑大砖,抗 渗透性良好。
LF炉包底用高钙质干式捣打料,如奥地利Veitsch镁砂公司开、发的LF炉包底,用了含 CaOl6%高钙质干式捣打料。
LF炉包底座砖用浇筑料,如日本开发的含Cr2O3的低水泥高铝浇筑料。
LF炉用直通狭缝型透气砖,如国产刚玉质的和馅刚玉透气砖。
6.2钢包精炼炉(LF) • 307 •
G精炼炉保温用耐火材料
在精炼炉顶加保温盖,如福州第二钢厂250 t钢包,使用保温盖(含AI2O362%的高铝隔热材 料)降低了散热损失,减少了钢水的温降;攀枝花钢铁公司160 t钢包盖使用含倍纤维组合块。
精炼炉内衬加隔热层,其材料主要有体积密度约为L9Jcm3的耐火浇筑料和高铝耐火纤 维毯等。施工时在钢包壳上先砌片砖,然后浇灌耐火浇筑料或贴铺,最后砌筑或浇灌钢包工 作衬。
攀钢160 t钢包内衬使用了耐火纤维隔热瓦。耐火纤维隔热瓦由耐火纤维、无机填料与无机 结合剂制成。
6. 2.7钢包精炼炉存在的问题和发展趋势
钢包精炼炉生产技术的发展和相关技术的完善,对钢铁生产流程的整体优化及钢铁产品质 量的影响十分显著。但在钢包精炼炉的加热效率、耐火材料的质量、防止二次污染、提高精炼速 度等问题,还需要进一步研究。
加热效率问题。目前,精炼工序在滞留钢水较多的时候,不能短时间对钢水进行有效的温度 补偿,造成钢包严重结冷钢、连铸断浇等问题比较突出。目前的加热方法的加热速度不大,为 3 ~5七/min。远远不能适应生产的需要。加热效率问题是钢包精炼炉存在的一个难题,有待研 究解决。
耐火材料问题。钢包精炼炉的耐火材料使用寿命较低,钢包寿命在50 ~80次,渣线部位在 30 ~40次,一个钢包的使用周期中需要更换渣线一次。钢包在出钢、精炼、浇铸的过程中工作层 的温度变化很快,渣线部位更甚,工作层的侵蚀程度不一,需要经常修补更换,修补后的钢包使钢 液的污染加剧,穿包的几率大幅度增加。
二次污染问题。随着精炼时间的增加,耐火材料侵蚀加剧,钢液的二次污染不可避免,这也 是急需研究解决的问题。
精炼速度问题。随着初炼炉、连铸产能的释放,炼钢生产流程的效率大大提高,生产节奏加 快后,精炼速度的"瓶颈”日益突现,温度和成分都合适的钢水出现浇铸套眼、铸坯在轧制过程中 出现夹杂和断丝、钢材性能检验不合格的现象时有发生,这些现象和精炼时间过短有着密切的 关系。
围绕钢包精炼炉出现的一系列问题,未来钢包精炼炉的发展趋势为:
(1)寻求更加有效的加热方式或现有加热方式的改良,以及精炼等待工位的有效的钢 水保温措施的研究和探讨。
(2)针对耐火材料寿命低和二次污染问题,展开钢包综合砌筑的改良和耐火材料抗热震性 能的研究。
(3)提高精炼效率,开展钢包净空高度、吹氣方式和强度、升温速度与容积传质速度、物化反 应速度、精炼周期之间关系的探讨和研究。
未来钢包精炼炉的生产技术将重点在以下几个方面取得进展:
(1)温度控制、吹氨控制、前后工序的生产信息、等待工位钢水监控(温度、吹氣流量)等因 素在自动控制系统中逐步强化。
(2)温度补偿方式的多元化、吹氣方式多元化、钢包耐火材料理化性能提高和综合砌筑的 配合。
(3)不同精炼钢种和各种精炼手段、参数的配合更加集约化。
• 308 ∙ 6与电炉冶炼配套的炉外精炼技术
6.3 VD/VOD/RH精炼方法功能描述
VD精炼方法功能描述:早期真空精炼设备的使用目的就是使钢水脱气。最早的真空脱气 设备即为现在人们称为VD (Vacuum DegaSSing)的炉外精炼设备(见图6 -8)。这种早期真空脱 气设备主要由钢包、真空室、真空系统组成,基本功能就是抽真空使钢水脱气。因为没有加热功 能,一般和LF配合使用,出钢时要使钢水过热,过热温度根据炉容量的不同而不同。较大的炉子 过热温度可以小些;较小的炉子过热温度要大一些。现在看来,这种钢水处理设备是比较简单 的,但是它却带来了一个炼钢技术的新时代,是人们掌握清洁钢生产技术的开始。通过VD精 炼,钢中的气体、氧的含量都降低了很多,夹杂物的评级也都明显降低。
VOD精炼方法功能描述:V0D法最早是联邦德国Edel-Stahlwerk Witten和Standard Messo公 司于1967年研制的。如图6-9所示,这种处理方法具有吹氧脱碳、升温、吹氣搅拌、真空脱气、 造渣、合金化等冶金手段。适用于不锈钢、工业纯铁 ,精密合金、高温合金、结构钢的冶炼,尤其是 超低碳不锈钢和精密合金的冶炼。
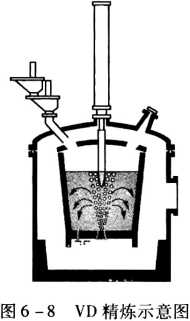
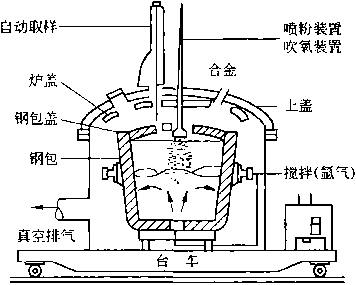
图6-9 VoD精炼示意图
RH精炼方法功能描述:RH是1957年由联邦德国RheinStahl公司和HeraeUS公司共同设计 的精炼设备,又称真空循环脱气法。如图6-10所示,钢液脱气是在砌有耐火材料内衬的真空室 内进行。脱气时,将浸入管(上升管、下降管)插入钢水中。当真空室抽真空后,钢液从两根管子 内上升到压差高度。根据气力提升泵的原理,从上升管下部约1/3处向钢液吹入気等驱动气体, 使上升管的钢液内产生大量气泡核,钢液中的气体就会向氣气泡扩散,同时气泡在高温与低压的 作用下,迅速膨胀,使其密度下降。于是钢液溅成极细微粒呈喷泉状以约5m∕s的速度喷入真空 室,钢液得到脱气。脱气后,由于钢液密度相对较大,而沿下降管流回钢包。即钢液实现了钢水 从钢包到上升管到真空室,再经下降管到钢包的连续循环处理过程。
RH是国际上出众的对钢液进行连续真空处理的方法,目前在各国钢厂得到广泛的应用,世 界各国钢厂共有100余台RH真空精炼处理装置在运转。RH法发明最初主要目的是去除大型、 高级铸锻件和优质轧材用钢中的氢和非金属夹杂物。半个世纪以来,由于对该技术的不断探索 和开发以及RH设备的不断完善,它的功能也逐渐在扩展,目前已用于钢水的脱碳、脱氧、成分控 制、吹氧升温、超低碳冶炼、脱硫磷和改变夹杂物形态等方面。可以说,RH已经由单纯的脱氢装 置发展成为多功能的炉外精炼装置。
6.4低硫钢的生产• 309 •

©

Pd/翹知W
13332.0
8000.2
5333.8
2666.4
1333.2
799.8
533.2
266.6


进气口压力为266.6Pa时的 进气量 Q=378.8Pa∙m3∕h
25030 6020 1000 750
抽气能力Arp. h-|

口真空仪表
氫气
脱气槽《
产∖旋风 U除尘器
真空泵
,25030m3/h 放散阀
——i=r6020m3∕h
断面力一4

力 浇铸L 钢包

浇铸钢包

Γ-——真空泵
三小三3三
——钢水—
IOOOm3Zh
真空泵 750m3∕h 钢包
d
图6-IQ RHM意图
α—RH脱气原理"一RH压力控制形式;c、d—RH开发试验装置
6.4低硫钢的生产
硫在绝大多数钢中都是有害元素(除易切削钢外)。较低硫含量的钢种,如输油气管、海上 采油平台用钢、厚船板、航空用钢等要求高的冲击韧性、均匀的力学性能,硅钢要求良好的磁性, 薄板钢要求良好的深冲性能,故对于这些钢的含硫量要求低于0. 005%。对高压容器等超低硫 钢种,其含硫量要求为0.0005% -0. 0010% o目前,生产超低硫钢的工艺主要有炉渣精炼法和喷 粉法两大类。这两种工艺都可以把钢中硫降到0.0020%或更低。喷射冶金法具有一定的优势, 但喷粉法设备占地面积大,投资成本较高,大多数钢厂目前已形成了以LF精炼为主要手段的生 产低硫钢工艺。
在LF内可以创造极为优越的脱硫热力学和动力学条件,适合于生产低硫、超低硫钢,主要 体现在以下四个方面:(1)高碱度还原渣,渣量可增大;(2)电弧加热,炉渣温度高,可补偿由于 精炼导致的温降;(3)可以较强烈搅拌钢水;(4)过程稳定,易于控制。
我国本钢炼钢厂利用LF-IR炉开发了深脱硫生产技术,LF-IR炉是一座双工位处理站,即LF (钢包炉)工位和IR工位(喷粉精炼)。该技术严格控制精炼前各工艺环节的操作,控制精炼前 [S] <0.015%;在精炼过程中,采用LF炉大渣量、大气量底吹氨搅拌、造还原渣及IR喷吹硅钙 粉相结合进行深脱硫。在严格控制各工艺环节的前提下,在精炼工序采用这种方法可达到将钢
• 310 ∙ 6与电炉冶炼配套的炉外精炼技术--------------------------------•
中硫含量控制在0.0010%以下的极低硫效果。
6. 4.1 LF-IR精炼方法生产低硫钢关键技术要点
6.4.1.1 造还原渣脱硫
造还原渣脱硫要点包括:
(1)造渣前要完成对钢水的脱氧,控制[Al]s⅛0. 03%。
(2)造渣材料(预熔型、埋弧型精炼渣和活性石灰)的加入量按每炉1400 ~ 2000 kg控制(钢 水量100 t),其中预熔型精炼渣和活性石灰的加入量应根据钢包顶渣的流动性做适当调整。
(3)供电造渣阶段,前期采用低档电压起弧,起弧稳定后采用高档电压升温化渣,后期采用 适中电压进行调温,完成炉渣精炼。
(4)供电3 ~5 min炉渣基本熔化后开始加入铝屑、电石等扩散脱氧剂。扩散脱氧剂要小批 量连续加入,直到炉渣颜色转为黄白色或浅绿色,若需深脱硫则炉渣颜色应为白色并持续保持。
(5)在不供电期间要加强底吹氣气搅拌,尤其是在炉渣颜色转为黄白色以后,以利于钢、渣 充分接触,加快脱硫速度。
(6)在LF炉造渣处理过程中,要盖严炉盖及炉盖上的开口,以保持较高的还原性气氛并减 少钢水增氮。
6. 4. 1.2 造渣+喷粉法深脱硫
先在LF造还原渣,调整好炉渣流动性,使炉渣颜色转变为黄白色;然后完成除硅以外其他 元素的合金化,将钢水温度调整到1590七左右;当[S] W0. 005%时进行喷吹硅钙粉处理,喷粉量 控制在200 kg以上。
6. 4. 1. 3 造渣法深脱硫
深脱硫时,造渣材料加入量增加,按2000 ~ 2500 kg控制;根据炉气和炉渣颜色及时添加扩散 脱氧剂,处理后期注意保持炉盖密封防止二次氧化;加石灰前要注意观察炉渣的流动性,若流动 性不好应改加预熔渣或补加萤石化渣,保证炉渣具有良好的流动性;抓住供电化渣后、加入合金 及还原渣形成后的时机进行强吹氣搅拌,尤其要保证还原渣造好的强吹氣搅拌时间,以达到理想 的深脱硫效果。
LF在生产过程中将炉渣的主要成分控制在如下范围:(CaO) 50% ~55% .(Al2O3) >25%、 (SiO2) <10%、(MgO) <10%、(MnO+ FeO) < 1. 5% ,LF炉渣料加入量控制在钢水量的15%左 右。还原渣下强吹氫搅拌时间不少于IOmin。将LF的前期和中期温度控制在1600七左右。
在实际生产中,LF炉处理前期控制[Al],=内控上限+0.01% ,LF炉处理后期控制[Al],= 0. 03%左右。
6. 4. 1.4 喷吹硅钙粉的脱硫技术要点
A直接脱硫
在1600七时,由于Ca的蒸气压力为L 8 X 105 Pa,因此在CaSi粉喷入钢水中时,Si溶入钢液 中,而Ca以气态形式与硫反应,反应为:
Ca(g) + [S] = CaS(s) AG = -569767 + 168. OT J∕mol (6-35)
IgKS= 29757. 5∕7,-8.77
当7 = 1873 K时,Ks = 1. 30 X IO?,若取厶~ι ,则反应平衡时,[% S] ≈7. 7 × 10 "8 o可见采用 喷吹CaSi粉脱硫,反应平衡时[%S]值非常低,说明CaSi粉有很强的脱硫能力。在实际喷吹过 程中,由于Ca易于气化烧损,其收得率约为10% ~15%o因此在采用喷吹CaSi粉脱硫时,考虑
-...................................-------6.4低硫钢的生产∙3I1∙
到Ca的收得率、喷粉温降、喷粉增氮等因素,当[S] WO. 005%时进行喷吹CaSi粉处理,控制喷粉 量不超过200 kg。喷粉前应先造好还原渣,否则Ca的收得率更低,影响喷粉脱硫效果。
B强搅拌脱硫
喷吹CaSi粉时,在助吹氮气和钙蒸气的共同作用下会对钢水和炉渣产生强烈的搅拌作用, 使钢、渣进行充分的接触,大大改善了炉渣脱硫的动力学条件,加快炉渣脱硫的速度。因此,喷吹 CaSi粉时,不仅具有直接的脱硫作用,另一个重要作用是加快了炉渣脱硫的进程。
6. 4. 1. 5 采用LF-IR方法生产低硫钢的精炼效果
在精炼工序采用造渣+喷粉法生产极低硫钢的生产数据如表6 - 16所示,表明LF-IR工艺 具备生产[S] WIo ppm极低硫钢的能力。
表6-16极低硫钢生产数据
|
序号 |
钢种 |
过程[S]变化/% |
喷吹 CaSiZkg | |||
|
出钢 |
精炼前 |
精炼后 |
成品 | |||
|
1 |
Q235B |
0.015 |
0.0140 |
0. 0013 |
0. 0020 |
2∞ |
|
2 |
SS400 |
0.010 |
0. 0080 |
0.0004 |
0.0∞8 |
400 |
|
3 |
45H |
0.010 |
0. 0070 |
0.∞10 |
0.∞10 |
5∞ |
|
4 |
45 |
0.015 |
0. 0110 |
0.0004 |
0.∞10 |
200 |
|
5 |
X70 |
0.005 |
0.0070 |
0. ∞20 |
0.0010 |
600 |
|
6 |
X70 |
0. 0030 |
0.0005 |
0.∞15 |
400 | |
|
7 |
X70 |
0. 0090 |
0.0006 |
0.∞10 |
300 | |
|
8 |
X70 |
0.007 |
0.0060 |
0.0004 |
0.0∞5 |
100 |
|
平均值 |
0.010 |
0. 0076 |
0. 0008 |
0.∞13 |
311 | |
6.4.2其他低硫钢生产技术和极低硫化新技术的探索
6.4. 2. 1真空下顶喷粉
从真空室上部垂直插入的拉瓦尔水冷喷枪喷入脱硫剂,脱硫剂喷入钢水中并分散,有效促进 了脱硫反应。脱硫剂消耗量为5 kg∕t时,[S]在0. 0005%以下;消耗量为8 kg/t时,[S]在 0.000132% 以下。喷吹主要使用三种脱硫剂:CaO、Cao-IOMgo-27CaF2、CaO-18Al2O3-l8CaF2c,
6.4. 2. 2 真空下还原顶渣强搅拌
把钢包置入大型真空室内,向其钢包内的钢水喷入CaO-CaF2粉进行强搅拌,在单位消耗量 为6 kg/t时得到80%以上的脱硫率。选择适当成分的顶渣,可以达到95%的脱硫率。
6. 4. 2.3 RH喷粉脱硫方法
钢液真空循环精炼法RH,自20世纪80年代以来主要发展了以下几种喷粉脱硫方法:RH-PB(IJ)法、RH-PB(OB)法、RH-PTB法等。它们的主要区别在于脱硫粉剂在钢液和RH装置中吹 入的部位不同,获得不同的精炼脱硫效果。国内外采用的喷粉脱硫剂主要有:石灰(CaO)、石灰 (CaO)/萤石(CaFz)、石灰(Cao)/萤石(CaFz) + CaSi,Mg,Ca^CaC2等。经过RH喷粉脱硫处理 [S]可以达到0.0005%以下。
6. 4. 2. 4 极低硫化的新技术探索
目前作为极低硫化的工艺,气体或喷粉技术已被广泛地应用,除此以外的其他脱硫技术仍在 继续开发中。这里介绍一下有关极低硫化工艺新技术探索情况。
• 312 ∙ 6与电炉冶炼配套的炉外精炼技术
有人利用2. 5 tCaO炉衬真空感应炉熔化碳素钢,利用钢液中的硫和CaO炉衬发生反应进行 脱硫试验,结果获得的钢液中[S]达到了 0.0004%,浸润到炉衬的深度为10~15 mmo实验室条 件下,钢液中[S]更低。在日本有过相关报道,但还处于试验阶段。另外据报道,目前有人用电 磁搅拌和等离子等办法深脱硫,在试验状态下,5 min处理后可将钢液中[S]降低到0.0002%。
总的来看,极低硫化的新技术探索围绕极力改善脱硫的热力学和动力学条件展开,只不过采 用的实现方法和途径不同,例如真空、强搅拌、电磁搅拌、等离子等。随着时间的推移更多的方法 会更多地应用于极低硫化的新技术探索中。
6.4. 2. 5 脱硫精炼极限的讨论
脱硫的基本反应是渣金反应。为了极低硫化,使用硫容高的脱硫剂;为了提高脱硫速度,脱 硫剂以粉体形式喷吹到钢液中、进一步强化钢液和渣的搅拌、提高反应温度等被认为是有效的。 根据这些想法,诸多的脱硫工艺被考虑、被实施。如果从其基本的反应形态来推测,在能确保钢 液的温度条件下持续更新脱硫渣,极低硫化([S] ≈0. OOo1% )是可能的,确保这一点的技术现在 也在不断进步中。
脱硫精炼极限是在大批量生产下的极低硫化,必须在时间制约和成本制约下进行,这与小批 量试验的观点是不同的。因此,在大批量生产条件下的极低硫化,必须考虑作为产品的极低硫化 需要是什么水平,而不是单纯的追求极低硫化的水平。
作为现在的产品要求来看,要求超过目前低硫的水平,还不如说希望要求能够廉价地、高效 率的实现极低硫化生产。因此,作为冶炼工艺,将现状的低硫水平考虑廉价地、短时间地生产出 来的方法是重要的。一方面重视成本意识,一方面又考虑今后钢液的极低硫化的要求。方法之 一是由单一反应方针变成复合反应方针,由单纯的脱硫工序,成为同时脱氧和降低夹杂物的工 序。另外,如果在真空中进行脱硫,就可防止空气氧化,可防止吸氮,进一步也可防止氢气(来自 含在脱硫剂中的水分)增加。这样一来,极低硫、极低氮、极低氢成为一个统筹的整体,达到低成 本高效率的目标。值得一提的是,德国某公司不经铁水预处理,采用VD进行钢液真空脱氧,再 进行LF精炼,可使脱硫率达到97%。
从以上分析来看,考虑今后大批量生产工艺中的脱硫精炼极限时,要在以下三个方面深入 研究:
(1)通过低成本达到极低硫化的精炼技术研究,应当以产品开发为龙头。
(2)达到极低硫化目的需要耗费多长时间,脱硫处理的单位成本是多少?
(3)极低硫化处理的同时附带的其他有利反应效果如何?
在大批量生产工艺中的具有成本意识的新技术开发、新技术导入是十分必要的,同时不仅仅 关注由于极低硫化处理带来产品性能迅速提高的效果,而且从冶炼工艺出发,应高度重视产品系 列开发的研究。
6.5低碳钢的生产
低碳钢通常是指碳含量低于0. 05%的钢,其典型的钢种有WH70、WDB620、SPHC、低碳贝氏 体钢、管线钢等低碳合金高强、高韧钢种。超低碳钢通常指碳含量低于0. 01 %的钢,其典型的代 表钢种是IF钢,它是衡量一个国家汽车钢板生产水平的一个标志。现在开发的超低碳钢有超低 碳高强度IF钢、热镀锌IF钢和超低碳电工钢等几大类。低碳钢通常有以下优点:(1)优良的深 冲性能和电磁性能;(2)无时效性;(3)极好的加工成形性;(4)高的应变力;(5)良好的焊接 性能。
随着中国经济的迅速发展,低碳钢需求量增量很大,近年来国内低碳钢生产已取得很大的发
--6.5低碳钢的生产.313.
展,宝钢、鞍钢、武钢、舞钢等钢铁企业已经形成了比较成熟的低碳钢生产技术。目前超低碳钢生 产的典型流程是初炼炉+ RH和初炼炉+ LF + VDo
6. 5.1通过RH生产低碳钢
国内鞍钢于2001年底进行了 IF钢的冶炼试验,2002年立项研究,在试生产中逐步摸索出 快速提高RH真空度、增大驱动气体流量等深脱碳的方法,逐步形成了 RH脱碳生产低碳钢 技术。
6. 5. 1. 1 影响RH脱碳因素的分析
A脱碳反应热平衡
脱碳反应热力学平衡公式为[C] +[0] =COo超低碳钢水以无限稀溶液为标准态,1873 K 时,可整理出下式:
P[c]Pfo] =0∙ 0024Pco (6-36)
当PCo降至110Pa时,能得到[C] ≈0. 01%的平衡浓度。但RH处理终点碳浓度高于此值, 说明脱碳受动力学条件限制,增大脱碳反应速率成为关键问题。
B脱碳速度常数及环流速度
据文献介绍,脱碳反应速度常数AC可用下式表示:
屁=(Q/Wr)Pa/( Q+p X OfC) (6 - 37)
式中 Q—钢水环流速度,kg/s;
W一钢包内钢水量,kg;
P...钢水密度,kg/nr?;
a--脱碳反应容量系数,m3/s。
由上式可知,增大环流量可提高反应速率。据Kuwabara的研究,环流速度Q可用下式表示:
0=7"4∕3ci∕371n(po">) (6-38)
式中 v...常数,取T7 =7. 44 X IO3;
D--RH浸渍管内径,m;
G——驱动瀛气流量,m3/s;
T—钢水温度,K ;
Po--吹入氣气处的静压,Pa;
P..真空室内压力,Pa。
由上式可知,增大浸渍管内径、驱动氣气流量和提高真空度等可增大环流速度。
C内部脱碳
根据Kuwabara内部脱碳模型,日本学者樋口善彦推导出真空室内部脱碳(钢液内部碳氧反 应)的碳浓度公式:
CV=(P+Pco)/(KOV) (6-39)
式中PCO--C0气泡生成压力,Pa;
K——C与O反应的平衡常数,Pa% ;
OV--真空室内钢液氧浓度,%。
由上式可知,提高真空室的真空度及把氧浓度高的钢液快速输送到反应区,有利于脱碳。可 以充分利用中期脱碳速度快的特点,实现深脱碳。
6. 5. 1. 2 RH精炼脱碳工艺和效果
RH精炼脱碳可采取的工艺措施有:
• 314 ∙ 6与电炉冶炼配套的炉外精炼技术------------------------------
(1)清除真空室内的冷钢和残渣。在RH处理IF钢之前,先处理一炉低碳钢,熔化掉真空 室内的冷钢和残渣,同时测试真空度及真空室内耐火材料温度。
(2)快速提高真空度。采用手动和自动控制相结合的方法来快速提高真空度,使真空度达 到200 Pa以下的时间缩短到4 ~8 min,加快脱碳初期的反应速率,强化RH初期脱碳效果。
(3)增大反应界面。最大驱动气体流量由90m3/h提高到120m3/h,再提高到140m3/h,增 大环流速度,把高浓度[C]、[ 0]快速输送到反应区,同时大量微小鏡气泡增大了 [ C]与[O]反应 界面,提高了反应速率。应充分利用中期脱碳速度快的特点,达到RH深脱碳的目的。
某厂采取上述措施后,RH脱碳可取得良好的效果,既加快了内部脱碳,又强化了表面脱碳。 处理结束时,碳含量最低为0. 0016% ,最高为0. 0050% ,月平均为0. 0026%。
6. 5. 1. 3宝钢RH生产低碳钢技术要点
■宝钢RH生产低碳钢也有了较为成熟的技术,主要技术要点如下,请读者对比分析借鉴:
(I)IF钢脱碳的热力学条件。IF钢脱碳的热力学条件主要指真空度、RH处理前的碳、RH 处理前的温度和游离氧、脱碳终点的温度和游离氧等。RH处理前的碳过高,在规定的时间内无 法达到极低碳的要求。真空度主要取决于设备状态,要求极限真空度达到133 Pa以下;当要求 终点碳含量为O. OOl %左右,其密度必须达到67 Pa以下。合适的RH处理前温度和游离氧是极 低碳钢处理的关键指标之一。过高的开始温度会使RH被迫加入冷却剂,恶化局部脱碳反应条 件,降低脱碳速率,并造成增碳;过高的开始游离氧将无法使用MFB吹氧加速脱碳,也会造成脱 碳终点游离氧含量过高。
(2)提高环流气体流量。环流气体是RH钢液循环的动力源,环流气体量的大小直接影响 钢液循环状态和脱碳等冶金反应。在较大的环流氨气流量下,由于湍流作用,在上升管内瞬间产 生大量气泡核,钢液中的气体逐渐向氣气泡内扩散,气泡在高温、低压作用下,体积成百倍地增 加,以致钢液像喷泉似的向真空室上空喷去,将钢液喷成雨滴状,使脱气表面积大大增加,从而加 快脱碳速率。在后期加大环流气体量,加强了后期钢液的搅拌,抑制传质系数降低,从而抑制了 后期脱碳速率降低。
(3)脱碳前期MFB吹氧强制脱碳。在真空脱碳反应中,当钢水中碳含量高([C]/[0] > 0. 66)时,氧的传质决定脱碳速度,这时经MFB氧枪吹氧,可以有效提高表观脱碳常数,加快脱碳 速度,缩短处理时间。另外,在MFB吹氧期间,同时增大环流气体流量,通过高速氧气流冲击钢 水表面,钢水飞散成为大量小液滴,更加增大了脱气表面积,加快了脱碳速率。通过生产实践,合 适的工艺参数为:初炼炉脱碳目标0.025% ~0.045% ,钢包T[O] >0.05% ,钢包温度1600 ~ 1640七(钢包温度根据钢包状态和生产情况补正)。
(4)处理前期快速减压。缩短从大气压至高真空的时间能够提高脱碳速率。当碳氧积小于 Co气泡形成的临界值时,反应区没有脱碳反应发生。高速排气可保持真空室超低碳区域内化学 反应的驱动力,降低气泡形成压力,抑制脱碳速率降低,快速减压是改善脱碳反应速率的关键环 节之一。在实际生产中,采用预真空的方法,在RH处理前先将真空系统压力降至10 kPa左右, 然后进行RH处理。
6. 5.2 通过LF+VD生产低碳钢
舞钢利用LF和VD开发了"真空自然氧脱碳”工艺(实质上是真空钢液碳脱氧),从而实现 了低碳钢的生产。
真空自然氧脱碳原理与真空碳脱氧原理是一致的。真空下[0]与[C]的反应能力随真空度 的提高而提高。由于电炉采取强化供氧方式冶炼,可使钢水中总氧含量超过0. 1000%。利用舞
-------------------------------------------6.5低碳钢的生产∙315∙
钢现有的VD真空设备,在钢水未经硅、铝等还原之前,在真空的条件下能够使[C]降到大气压 下吹氧所不能达到的成品[C] WO. 06%的目标。
此外,经真空自然氧脱碳工艺处理后的钢水,还具有以下优点:
(1)脱碳产物为Co气体,可排出钢液而不产生夹杂物污染钢水;
(2) Co气泡本身有去除气体和黏附夹杂的作用;
(3) CO气泡的逸出对钢液会产生比吹氣搅拌更深度、更强烈的搅拌作用;
(4)钢液中的残氧通过与碳反应而有所降低,从而节约脱氧剂用量。
6. 5. 2. 1 对电炉的要求
显然,在初炼过程中,保证钢液中有一定的氧含量,对保证真空自然氧脱碳的冶炼效果是有 利的。同时,为了提高冶炼速度,扩大生产规模,对电炉操作提出如下要求:
(1)降低炉料的配碳量,减少生铁配入量,同时,须减少炉料中的易氧化元素,如毓钢、渣钢 等不允许加入,返回废钢不宜配入过多;
(2)提高钢液温度,以增大钢液中氧的溶解度;
(3)加大供氧强度,增加供氧量,保证氧压在1 MPa以上;
(4)出钢条件:钢包温度大于1600七,出钢[C] <0. 08 % ,在钢包中加入电解露,其加入量 按钢种内控下限-0. 20%控制。此外,禁止加入任何脱氧剂及渣料。
6. 5. 2.2 VD 操作
根据实践,把从开抽到破坏真空时间限定在一定时间内,真空度须达到150~250 Pa,开抽温 度要控制在1570 ~ 1600tC ,真空过程温降为2.2÷0. 2七/min,氨气流量(标态)控制在2 m3∕h 左右。经此条件处理后,钢水碳含量可确保低于0.01%,从而可保证成品[C]近0.06%。事实 上,在[C]三0. 02%以前,钢液中碳氧反应脱碳速度很快,用VD生产[C] ≤0. 03%的低碳钢较合 适。在抽真空操作中,进泵速度要均匀平衡,防止钢水剧烈沸腾引起溢渣,真空度达到26. 7 kPa 左右和399.9 Pa左右时,出现两次真空度上升缓慢或停滞现象,说明此时CO反应剧烈,产生 Co较多。
6. 5. 2.3 LF精炼操作
能否在50 ~60 min内完成该钢种精炼,对LF过程所要求的全部冶金任务,对顺利实现多炉 连浇起着决定性的作用。而20 min内完成变渣,40 min内完成脱硫,则更是精炼操作的重中之 重。因此,为加快生产节奏对精炼工艺做了如下改进:
(I)对原辅材料的要求。真空残氧脱碳后,钢液中仍含有大量的氧,需要进行充分的沉淀脱 氧和扩散脱氧。但为减少钢液的进碳量,在进行脱氧操作时,应注意选择使用合适的脱氧剂,如 铝线、铝粉等。对于硅铁粉,要求其碳含量必须较小,且应适当降低其使用量。对于碳含量高的 扩散脱氧剂(如电石),则禁止使用。
(2)钢水的快速脱氧。对于IoOt炉子,真空后喂入铝线约275 ~ 310 kg∕炉,Fe-Si块100 ~ 200 kg/炉,Ca-Si块100 ~ 150 kg∕炉。通过强制性强脱氧剂沉淀脱氧,钢水中氧含量实际上已 降至比较低的水平,基本上不需再补铝线已可保证成品T[A1]O. 030%,并为快速脱硫创造了 条件。
(3)合金化。根据规定出钢量,提前计算所需合金的用量,并准备到位。除Ti、B等易氧化 元素外,其他合金在真空结束时于精炼位一次性加入。现以冶炼WH70为例,假定出钢量为115 t, 需加入电解钵1700 kg,停板450 kg,铜板500 kg,还有铝铁、飢铁和铜铁均在精炼座包后加入。取 第一个精炼样时渣变白,即以上元素被充分还原后,再微调至内控中限,以减少LF控制成分所 需时间。钛铁和硼在吊包前5 min加入。
• 316 ∙ 6与电炉冶炼配套的炉外精炼技术------------------------------
(4)造渣、变渣。自然氧脱碳后,炉渣中(Fe0)、(Mno)等含量很高,变渣十分困难,渣碱度 和流动性不易控制。从生产组织需要出发,需要在17 ~20 min内将炉渣变白。因此要按以下方 法造渣:石灰加入量为1800 ~ 2000 kg /炉,用强扩散脱氧剂变渣,并加强吹氨搅拌,达到快速变 渣的目的。扩散脱氧剂有:金属铝粉、Fe-Si粉和Ca-Si块。
利用真空自然氧脱碳工艺相继开发了 WH70、X70、WDB620等低碳合金高强高韧钢种,成品 [C ]平均为 0. 04% ,成品[O] W0. 002%。
6. 5.3 低碳钢生产中防止钢水增碳技术
经RH或VD脱碳处理的低碳钢水,一旦脱氧后,就极易增碳。在不少场合增碳是导致钢水 成分出格、成品降级的主要原因。在导致钢水增碳的诸多因素中,炼钢辅助材料和耐火材料中含 有过量的碳是重要原因。国内钢铁企业(如宝钢)在这两方面开展了较深入的研究:
(1)高碱度中间包覆盖剂。所开发的高碱度中间包覆盖剂(R >4)具有含碳量极低的特点。 在相同试验条件下,与常规覆盖剂(R <2,含有较高的碳)对比试验结果指出,减少中间包覆盖剂 中碳含量有利于减少钢水增碳。
(2)低碳高黏度保护渣。降低保护渣中碳含量(特别是游离碳含量)是避免超低碳钢水增 碳的直接、有效方法。此外,适当提高保护渣黏度,可降低渣耗、增加液渣层厚度,液层中碳向钢 液面扩散速度将降低。因此,提高保护渣黏度对防止增碳是有利的。低碳高黏度改进型保护渣 和原用型保护渣对比试验结果表明,采用低碳保护渣有效地降低了浇铸过程中的增碳量。
(3)无碳钢包耐火材料。钢包耐火材料对钢水增碳的影响是相当巨大的。试验表明,所开 发的钢包无碳包底浇筑料和钢包无碳渣线浇筑料不对钢水造成增碳。
(4)防止真空室内冷钢增碳。由于RH处理钢种的[C]含量从0.001%的极低碳钢到 0. 8450%的硬线钢,钢水飞溅黏附在器壁上冷钢的碳含量相比IF钢的碳含量非常高,在IF钢的 RH处理中,特别是处理后期冷钢造成增碳是一个不可忽视的因素。所以RH处理极低碳钢应使 用无冷钢的全新真空室,或者使用专用真空室处理IF钢。VD处理时,则要考虑钢包上沿黏结冷 钢污染钢液导致增碳的情况。
(5)防止合金增碳。应当考虑到所添加合金的碳含量,尽可能选用含碳量极低的合金,比如 金属电解猛等。为了避免添加合金时对真空度造成影响,合金添加应在脱氧后进行。合金称量 给料器、料罐、溜槽内积存的炭粉以及其他合金粉末一旦滑落也会造成增碳。因此,要对合金称 量加料系统进行定期清理。
(6)避免取样污染。RH处理过程采用新型取样器,解决常规取样器对于超低碳钢碳成分 代表性比较差的问题。
6.6精炼工艺与产品质量
精炼工序运用搅拌、加热、喷射冶金、渣精炼、真空、脱氧、成分精确控制等技术手段,显著降 低钢液中夹杂和气体含量,实现了钢液的洁净化,并满足了一些产品的特殊要求,使产品质量水 平大幅度提高。
6.6.1钢液中夹杂物对产品质量的影响
提高金属制品质量的重要性已日益引起人们的重视。钢中非金属夹杂物的存在,尤其是临 界尺寸以上夹杂物的存在,对金属制品质量有着极为重要的影响。
6.6精炼工艺与产品质量• 317 •
6.6.1.1钢中夹杂物对性能的影响
影响钢制品性能的因素是多方面的,往往涉及到炼钢、轧钢、热处理等多道工序。但有一点 是肯定的,钢中非金属夹杂物的存在是影响钢制品的重要因素,有时甚至是决定性因素。非金属 夹杂物对钢性能的影响程度与夹杂物本身的性质,更确切地说,与其相对于周围金属基体性质的 差值有密切关系。这里所说的性质差值主要包括:(1)各种温度下弹性模量的差值;(2)各种温 度下形变能力的差值。其原因在于当钢基体热加工时,由于夹杂物与基体热压缩和宽展量不同, 必然影响到夹杂物与基体间的连接情况,从而导致夹杂物周围应力集中。
夹杂物与基体的相对塑性:(1) FeO、MnO、(Fe,Mn)O在室温时容易变形,随着温度的升高 变形率值逐渐降低。(2)風203和铝酸钙在整个温度范围内都是不变形的。(3)尖晶石型氧化 物在通常钢的热变形温度范围内不变形,但大于1250七时,稍有变形。(4)硅酸盐在室温下本 是不变形的,但在800 ~ 1300七温度范围内依其组成不同,可以变成塑性良好的物质,钢的热加 工温度刚好处于上述温度范围内。这说明在一定温度范围内调整夹杂物成分,有可能减少这类 夹杂物对钢制品危害的程度。(5) MnS夹杂在IO(X)七以下有很好的塑性,超过IOOo(以后,随 着温度的上升,塑性逐渐减少。因此,通过轧制改变硫化物的形态、改善钢材各向异性是有利的。
热膨胀系数差值的影响:由于基体中夹杂物热膨胀系数的不同,可在夹杂物影响区引起复杂 的应力场。例如铝酸盐、風203、硅酸盐在钢的冷却过程中比基体膨胀系数小,夹杂物周围的基体 很容易遭受拉应力。相反,MnS夹杂由于它的热膨胀系数比钢大,冷却时在MnS周围便可能形 成空洞。
夹杂物对疲劳性能的影响:非金属夹杂物会大大降低材料的疲劳寿命。夹杂物尺寸越大,疲 劳裂纹越容易在材料中最大夹杂物周围区域形成。当然,疲劳强度是一个统计概念,大型夹杂物 存在虽然使形成疲劳裂纹几率最大,但它在材料中的个数少。因此从统计学观点看,大量出现疲 劳区的仍是含有中等尺寸夹杂物的材料。
6. 6. 1. 2 钢中夹杂物对质量的影响
衡量夹杂物对钢质量的危害应从多方面进行综合评定,即夹杂物的含量、颗粒大小和分布以 及夹杂物的类型、物理性质及其在加工过程中的形变能力。
夹杂物的含量:钢的洁净度就是指H、O、N、S、P含量的多少,差不多每种炼钢新工艺的出 现,都集中力量研究如何减少这些元素的含量。
夹杂物的尺寸:除夹杂物的含量外,夹杂物的尺寸也是决定钢的洁净度的重要因素。因为对 钢材某些性能而言,只有那些尺寸大于"临界值"的夹杂物才有重要的影响,凡是只存在尺寸小 于临界值的夹杂物的钢,就可以认为是洁净钢。不同的产品用途对夹杂物大小的要求也是不 同的。
夹杂物的分布:夹杂物在钢中不是均匀分布的,它的分布状况与冶炼浇注条件有关;而且,这 种分布不均匀状态从铸锭(铸坯)到最终产品都始终是存在的。就成品材而言,如板材、滚珠轴 承钢、重轨用钢等,最害怕存在于钢表层的夹杂物,因为它直接损害工件的疲劳寿命和其他性能, 对汽车薄板来说直接影响表面涂层。存在于钢材深部的细微夹杂物影响则比较小。所以,国外 有些厂家规定皮下簇状的Al2O3的个数,一般商业用钢不允许超过1.5个/cm3,汽车深部用钢为 1. 0个/cm3 ,食品用钢为0 9个/cm3 ,汽车表皮用钢为零。而且越靠近工件表面,要求夹杂物临 界尺寸越小。
夹杂物的聚集状态:铝镇静钢液内氧化产生的簇状AI2O3,特别是浇注过程产生的,被保留 在钢坯中的机会大得多,这种聚积状态的可203,如集中分布于钢坯尾部,严重的可造成钢坯分 层而引起的超声波探伤不合。
• 318 ∙ 6与电炉冶炼配套的炉外精烁技术------------------------------
夹杂物的物理性质和变形能力:金属材料中分散相的几何因素,即夹杂物的性质,与钢基体 的性质有关。因此,夹杂物的物理特性参数(弹性模量、热膨胀系数)以及形变能力对产品形成 缺陷都是十分重要的。
6. 6.2精炼提高钢液洁净度的技术手段
6. 6. 2. 1 钢液的脱氧
精炼最常用的是复合脱氧,指用两种或两种以上的合金分别或共同加入钢中进行脱氧。复 合脱氧达到的效果是:(1)通过生成化合物或利用炉渣的稀释作用,有利于降低脱氧产物的热力 学活度,从而增强了脱氧剂的脱氧效果。(2)生成的低熔点氧化物便于从钢液内部析出或者在 轧制温度下仍能变形。常用的复合脱氧为Mn-Si脱氧、Si-Ca-Ba-Al和Si-Mn-Al脱氧。
在脱氧的同时如果采用适宜的合成渣,不但可防止耐火材料和大气通过渣层向金属内渗透 氧,且能增加硅和铝的脱氧能力,与此同时,脱氧产物的性质也发生变化。例如用铝脱氧,如能造 流动性良好、低(即2。3)的碱性渣,与铝同时进行脱氧,可以大大地提高脱氧效果。
为降低钢水的自由氧含量,炉渣的脱氧同样非常重要。如果炉渣中(FeO+ MnO)含量过高, 钢水就会被炉渣二次氧化,同样达不到良好的脱氧效果。因此,炉渣中(FeO+MnO) Wl%对洁 净钢的冶炼就是非常必要的。采用Al+ SiC进行联合脱氧,并加大使用量,能保证炉渣良好的脱 氧,避免了炉渣对钢水的二次氧化。
6. 6. 2. 2 去除夹杂物
钢中夹杂物的去除主要可分为四个步骤:(1)夹杂物的生成;(2)将夹杂物运输到钢渣界面;(3) 将夹杂物从钢水中分离到钢渣界面;(4)夹杂物从钢渣界面溶解到钢渣中从钢中彻底去除。
LF采用的氨气搅拌技术大大改进了夹杂物的去除动力学条件。它一方面在钢液内部形成 流动速度梯度,提高颗粒的碰撞几率,加快颗粒的聚合长大速度;另一方面,指向上方的流速分量 将籁粒更快地运送到钢渣界面并进人到熔渣,从而加快了夹杂物的上浮、吸附速度,增加搅拌强 度对夹杂物的去除是关键。
夹杂物上浮至渣钢界面以后,下一个环节是有效地吸附夹杂物。精炼工序通过合理优化熔 渣理化性能、合理控制搅拌功率,可以起到延长夹杂物在钢渣界面的停留时间和提高夹杂物吸附 效果的作用。
钢水虽然经过了充分的夹杂物去除操作,但是钢中(铝镇静钢)还是会存在相当数量的 Al2O3o为解决此问题,目前普遍采用的是钙处理工艺。如前所述,钙处理主要是通过向钢液高 速射入硅钙线来完成,将Al2O3变为低熔点的CaO-Al2O3o这种含CaO高的液态铝酸盐夹杂物 (ZICaO-Ako3)大部分浮出钢液,少部分未漂浮走的夹杂颗粒,也是比较小的呈球状颗粒,对钢制 品性能的危害程度小了很多。
6. 6. 2. 3 真空处理
虽然通过搅拌、渣精炼、喷射冶金可以去除大部分夹杂物,并使夹杂物的危害减少到最低,但 对特别细小的夹杂物的去除仍然显得能力有限。如欲获得进一步的夹杂物去除效果,解决钢中 气体[H]、[N]含量高的问题,真空处理是一个非常有效的手段。
脱氢是真空处理过程的重要任务,VD则是有效的手段之一。在生产过程中,将真空度控制 在一定条件下,辅以电磁搅拌和吹氣搅拌,通过钢水温度和真空保持时间的调整,以保证钢水的 [H]满足钢种的要求,真空度控制在66. 7 Pa以下,搅拌儘气量为50 ~ 100 Iymin,真空脱气时间 控制在10 ~ 30 min。真空处理时间越长,终点[H]越低。真空脱气前期[H]下降很快,2Omin后 脱氢速度急剧下降,25 ~ 30 min后脱氢基本停止。真空保持时间20、25、30 min后钢中平均氢含
- 6.6精炼工艺与产品质量∙319∙
量分别为。000223%、0. 0∞190%、0. 000187%。
另外,通过真空处理可以生产低碳钢、圧钢,钢液的洁净度得到了进一步的降低,在其他章 节已经论述,这里不再赘述。
6.6.3通过精炼处理后钢液的质量水平
目前,国内外先进流程生产的洁净钢(IF深冲汽车板和管线钢等)中有害元素[C、S、P、N、H、 TO]之和可控制在0. 0100%以下,一些冶金学家还提出了超洁净钢的概念,并将超洁净钢界定 为杂质[C、S、P、N、H、TO]之和在0.0040%以下。2006年钢中各杂质元素单体控制水平为: [C] :4 X IO-4% ; [S] :0.6 X 10^4% ; [P] :3 X 10^4% ; [ N] :6 × 10^4% ; [ H] :0. 5 × 10^4% ; T[O] :2 Xi。"%。
宝钢在洁净钢单项生产技术开发的基础上,较为妥善地解决了各工序间的配合关系、杂质元 素相关制约关系、净化后钢水再污染等问题。IF钢洁净度达到[C] ≤0.0016%, [N] W 0. 0015% ,T[0] W0. 0019% ;管线钢洁净度可达到[S] wθ. 0009% , [P] ≤0. 0050% ,T[ 0] W 0. 0016% , [ N] ≤0. 0030% ,[H] ≤0. ∞015% ;达到了国际同类产品的先进水平。
武钢的深脱碳、深脱硫、钙处理及控制氮、氧的洁净钢冶炼工艺,使钢中有害元素总量指标达 到国际先进水平,生产出以IF钢为代表的超低碳、低氮、低全氧的冷轧深冲薄板,及以X60.X70 为代表的具有良好冲击韧性、冷弯性能和抗腐蚀、抗裂纹性的高级管线钢,彩电系列用钢、制币 钢、精密轴瓦用钢、冷轧电磁钢等。目前,武钢三个炼钢厂的铁水预脱硫比均达到70%以上,硫 含量可达0.0020%以下,脱硫率达90%以上。钢的碳含量最低为0.0009%、氮含量最低为 0.0012%、氧含量最低为0.0010%。该厂的产品已供货一汽、二汽等多家汽车公司。
攀钢的SP52钢性能达到510 MPa强度级别,用于冲压东风汽车零部件。2003年6月12日,鞍钢第 一炼钢厂精炼后的钢水有害元素[S、P、N、H、TO]之和达到0.006396%,是目前国内最好水平。
欧美和日本的先进钢厂正致力于建立以转炉为中心的大规模生产洁净钢的生产流程,其IF 钢的生产比例达到了 50% ~70%,[S] (0.003%的超低硫钢生产比例达到了 20% ~30%o国内 外一些先进钢厂的洁净钢生产水平参见表6-17o
表6-17国内外一些先进钢厂的洁净钢生产水平(%)
|
厂家 |
[C] |
[P] |
[N] |
[H] |
T[O] |
合计 |
钢种 |
工艺 | |
|
日本神 户制钢 |
0. 0003 |
0. ∞20 |
0. 0∞2~ 0. 0∞3 |
0.0006 〜 0. 0009 |
0.00010 |
0. OoO2 ~ 0. 0∞5 |
41(34) |
250马氏体 时效钢 |
真空感 应炉 |
|
日本新日铁 |
10(3) |
0. ∞25 |
0. 0003 |
0.0014 |
0.00010 |
0. Ooo5 |
58(52) |
深冲钢 |
LD-OB + RH |
|
德国蒂森 |
20 |
0.∞15 |
0. 0∞5 |
0.0015 |
0. 00007 |
0.∞10 |
65.7 |
深冲钢 |
LD +真 空脱气 |
|
韩国浦项 |
0. 0005 ~ 0.0008 |
80(未 计[C]) |
轴承钢 |
BOF+ LF + RH | |||||
|
中国宝钢 |
≤15 |
0.0015 |
0. 0∞5 ~ 0. OOlO |
0.0011 |
≤0. OOOlO |
wθ. 0008 ~ 0.0015 |
67(55) |
IF钢、管 线钢 |
BOF+ LF + RH |
|
中国武钢 |
9 |
0.0040 |
0. 0∞34 |
0.0012 |
0.00010 |
0.0010 |
81.4 |
IF钢、管 线钢 |
BOF + LF + RH |
|
中国攀钢 |
0.0018 |
0. ∞24 |
0.∞12 |
0. 0∞20 |
0.∞18 |
74(未计[C]) |
深冲钢 |
BOF + LF + RH | |
|
中国鞍钢 |
0. ∞20 |
0.0005 |
0.0020 |
0. 000096 |
0.0018 |
63. 96(未 计©) |
管线钢 |
BOF + LF + VD |
注:()内为最低值。
• 320 ∙ 6与电炉冶炼配套的炉外精炼技术
参考文献
[1]廖健诚.金属学[M].北京:冶金工业出版社,1994: 341.
[2]宋文林.电弧炉炼钢[M].北京:冶金工业出版社,1995: 308.
[3]徐增启•炉外精炼[M]∙北京:冶金工业出版社,1998: 177.
[4]宋满堂.中国钢铁年会论文集[C].北京:冶金工业出版社,2005 : 6142.
[5]赵沛,成国光,沈甦.炉外精炼及铁水预处理实用技术手册[M].北京:冶金工业出版社,2004.
[6]莱斯利W C,著.钢的物理冶金学[M].余宗森,谢善骁,译•北京:冶金工业出版社,1998.
[7]安阳钢铁集团公司三炼钢译.钢包精炼炉操作手册[R]∙ 1999.
[8][日]梶冈博幸,著.炉外精炼:向多品种、高质量钢的挑战[M].李宏,译•北京:冶金工业出版 社,2002.
[9]梁连科,等著•冶金热力学及动力学[M]沈阳:东北工学院出版社,1990.
[10]郑沛然.炼钢学[M].北京:冶金工业出版社,1994.
[11]桑原达朗.炉外精炼技术译文集[C] •攀钢信息中心,1992:65-78.
[12]知水,王平,侯树庭.特殊钢炉外精炼[M].北京:原子能出版社,1996: 102.
[13]奥斯特F.钢冶金学[M].北京:冶金工业出版社,1996: 96.
[14]成国光,陆钢,宋波,等.超低硫钢精炼工艺的研究[A]∙国家重大基础研究项目--新一代钢铁 材料重大基础研究论文集(下)[C], 2000 : 299-302.
[15]张鉴.炉外精炼的理论与实践[M].北京:冶金工业出版社,1999.
[16]关勇,贾洪明,等.鞍钢超低硫钢LF炉处理技术分析[J].钢铁,2004, 9.
[17]宋满堂,王会中•本钢极低硫钢生产实践[A]∙中国钢铁年会论文集[C],北京:冶金工业出版 社,2005.
[18]金辉,等.RH-TB精炼处理超低碳钢的研究[J].鞍钢技术,2005, (5).
[19]王俊凯.极低碳LF钢RH处理方法[J].钢铁,2006,(增刊):12.
7典型钢种的电炉和精炼工艺路线与技术
7.1轴承钢
轴承是各种机械的重要零部件,随着机械制造业的发展壮大,对轴承的需求日益增大,年增 幅在20%以上,故对轴承钢的需求年增幅在22%以上。这个钢种是棒材中增幅大而快的品种, 价格上扬是稳步的,很少出现大升大降。一般来说棒材品种中规格φ30 ~120 mm之间货源足, ¢10 ~25 mm之间和6130 ~ 200 mm之间货源少,价格不时地走高。中规格价格比较稳定,大升大 降较少,主要原因有以下几点: '
(1)需求增加。我国机电产品出口每年递增30%以上,对轴承也有25%以上的增幅。同时 我国各型汽车每年增加65万~70万辆,每辆汽车上都有20余对轴承,所以轴承钢是随汽车、轮 船、工程机械等同步增长,每年都有18%以上的增幅。
(2)成本上扬。轴承钢含有较高的辂元素,均属倍钢系列。我国是缺馅的国家,我国每年进 口倍精矿130万~ 150万t,占我国消费总量的45%左右。馅精矿价格稳中上扬已成定局,同时 多用废钢炼成,我国市场重废每吨为2330元左右,而且仍呈上扬势头,同时电价也处于不断提高 之中。所有这些使辂钢系列钢产品价格没有退路,增加了上扬空间。
(3)进出口的影响。我国每年有上千万只各型轴承出口,大连钢厂和宝钢上海五钢每年有 10万t左右小规格轴承钢出口,而且逐年增加,但这个品种的进口量很小,市场占有率在1. 5% 以内,对国内市场形不成压力,国内产品上扬的机遇增多。
(4)竞争力度小。轴承钢市场上虽有竞争,但不激烈,大规格¢12Omm以上,货少供不应 求,形不成竞争,中规格630 -120 mm之间货源较多,生产厂家较多,市场上存在竞争,促使价格 平稳运行。
综上所述,轴承钢在我国的发展前景很好,需求量不断提高,价格也呈现出不断上扬的趋势。 但是也应该清醒地看到,价格上涨带来的利润很大部分要消耗在钢铁料、合金、燃料动力以及劳 动力成本的增加上;国内现有兴澄特钢、上海宝钢特钢、东北特钢、大冶特钢、莱芜特钢、川投特 钢、淮阴特钢等众多大型特殊钢企业参与竞争,随着这些企业的改扩建以及许多新建特钢厂的上 马,在相当长的一段时期内,特钢产品将维持供大于求的状态;另外,特钢企业与国际市场的接触 将会越来越紧密、特钢用户生产的机械零部件对钢材质量、性能和服务的要求将会越来越高,经 常会出现部分产品产生问题、继而影响全部产品的销售使用和企业名誉,因此特钢企业面临着越 来越大的产品异议、赔偿损失风险,按国际法则这种风险随时可能会在短时间内击垮一个欣欣向 荣的企业。
因此,特钢企业一方面要努力生产低成本的产品,另一方面更要努力稳定和改善钢的冶金质 量,即钢材要有良好的洁净度和表面质量、精确稳定的化学成分以及优良稳定的力学性能,一句 话就是要做到产品零缺陷交货。
生产零缺陷的特钢产品,在特钢企业内钢液冶炼与浇注工序起着关键作用,必须在配料、氧 化初炼、还原精炼、成分温度控制、去除夹杂、真空脱气、连铸保护浇注、铸坯高低倍质量控制等过 程做到操作准确、稳定才能保证铸坯无缺陷,为企业产品零缺陷交货奠定基础。为实现上述目
• 322 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------------------- 标,需要一线操作员工具备扎实的理论基础、丰富的实践经验和娴熟的操作技能,编写本节的目 的就是为提高特钢企业冶炼和连铸员工在这方面的理论技能水平做一点尝试和工作。
7.1.1轴承钢的种类及应用
7. 1.1. 1 轴承钢的种类
轴承钢是主要用来制造滚动轴承的零件,如滚珠、滚柱和轴承套圈等。它们在工作时承受着 高的集中交变载荷,由于滚珠与轴承套圈之间的接触面积小,在高速转动的同时还有滑动,会产 生很大的摩擦。因此,滚动轴承钢应具有高的硬度、耐磨性和疲劳强度,对钢的金相组织、化学成 分要求是十分严格的,否则会显著缩短轴承的使用寿命。
轴承钢按化学成分分类主要有:高碳辂不锈轴承钢,主要钢号有9Crl8、9Crl8Mo;渗碳轴承 钢,主要钢号有G20CrMo、G20CrNiMoA、20Cr2Ni4A ;倍轴承钢,主要钢号有GCrl5、GCrl5SiMn ;高 温轴承用钢,主要钢号有C!4Mo4V、WI8Cr4V、Crl4Mo4;无倍轴承钢,主要钢号有GSiMnMoVRE、 SAE1070Mo表7-1为这些代表钢种的主要化学成分。
表7-1各类轴承钢的主要化学成分(%)
|
钢种 |
C |
Si |
Mn |
Cr |
Mo |
V |
P |
S |
备注 |
|
9Crl8Mo |
0. 95-1. 10 |
≤0. 80 |
≤0. 80 |
17.0-19.0 |
0.40~0.70 |
≤0. 030 |
≤0. 030 | ||
|
G20CrNiMoA |
0. 19 ~0. 23 |
0. 15 ~0. 35 |
0. 60 -0. 90 |
0. 35 -0. 65 |
0. 15-0. 25 |
≤0. 030 |
≤0. 030 |
NiO. 40-0.70 | |
|
GCrl 5 |
0. 95 ~ 1.05 |
0. 15~0. 35 |
0. 20 -0. 40 |
1.30-1.65 |
≤0. 027 |
≤0. 020 | |||
|
GCrl5SiMn |
0. 95 ~ 1. 05 |
0.40-0. 65 |
0. 90 〜1. 20 |
1. 30 ~ 1.65 |
≤0. 027 |
≤0. 020 | |||
|
W18Cr4V |
0. 70 ~0. 80 |
≤0. 40 |
W0∙40 |
3. 80-4.40 |
≤0. 30 |
1.00-1.40 |
≤0.030 |
≤0. 030 |
W17.5~19.0 |
|
GSiMnMoVRE |
0. 95-1. 10 |
0.40~0. 65 |
0. 75 ~ 1.05 |
0.20-0.40 |
0. 20-0. 30 |
≤0. 030 |
≤0. 030 |
REO. 10 | |
|
SAE1070M |
0.90-1.03 |
0. 15~0. 30 |
0. 90 ~ 1. 20 |
W0. 035 |
≤0. 035 |
GCrl5轴承钢是广泛应用的专用钢中质量要求最为苛刻的钢种,该钢种是19世纪末发明 的,100年来,成分基本没有变化,而其疲劳寿命却成倍提高,被誉为“钢中之王"。
另外轴承钢按交货状态分类主要有热轧材和退火材两种;按轧材规格可分为线材(约 ¢15 mm)、小型材(¢10 ~30 mm)、中型材(630 ~ 130 mm)和大型材(¢130 mm以上);按钢的冶金 洁净度可分为高品质(夹杂物尺寸小于20 μ<m)、中品质(夹杂物尺寸小于50 μum)、低品质(夹杂 物尺寸小于100 Jlm)几种;国内外许多著名轴承制造公司也有各自特色的轴承钢标准,比如 SKF、FAG、NSK、C&U 等种类。
7.1. 1.2 轴承钢的用途
轴承钢是主要用来制造滚动轴承的零件,滚动轴承广泛应用在柴油机、拖拉机、机床、汽车以 及其他各种机械中。滚动轴承由内套、外套、滚动体和保持器等四个部分组成,见图7-1。滚动 体又有滚珠、滚柱、滚锥、滚针等之分。轴承钢用来制造轴承内外套圈和滚动体,滚动体通常用线 材、小型材制造,内外套圈通常用中型材、大型材制造,而保持器常用铜板、低碳钢钢板冲制而成。
除以上所述主要用途外,轴承钢还广泛用来制造各类工具和耐磨零件,如柴油机上的油泵柱 塞副、喷油嘴,磨床上的主轴、精密滚珠、丝杠,机床上的靠模、套筒,冷轧掘、冷冲模,丝锥,搓丝 板,卡规,块规以及自动机床上的弹簧夹头等。
7. 1轴承钢・323 ∙

圆稚滚广轴
圆柱液F轴
向心球轴承
图7 - 1滚动轴承常见零件示意图
7.1.2轴承钢合金元素组成及性能要求
7. 1. 2. 1 轴承钢合金元素组成及各自作用
常见轴承钢主要合金元素由C、Si、Mn、Cr、Mo等组成,其他需要考虑的微量元素有Cu、P、S、 Al、Ca、O、N、H、Ti等,这里以GCrl5为例介绍合金元素在钢中的作用。
轴承钢中含碳量为0.95% ~ 1.05%,其目的是使滚动轴承在淬火和低温回火热处理后形成 隐晶马氏体及细小均匀分布的碳化物,保证钢有高的硬度、强度(接触疲劳强度)及耐磨性。决 定钢硬度的主要因素是马氏体中的含碳量,只有含碳量足够高时,才能保证马氏体的高硬度,此 夕卜,碳还要形成一部分高硬度的碳化物,进一步提高钢的硬度和耐磨性。
轴承钢含碳量过高会增加碳化物分布的不均匀性,加热和热处理操作不当容易产生碳化物 网状、带状及液析等高倍缺陷,从而使力学性能降低、脆性增加。
常用的轴承钢以倍为主要合金元素,倍可以提高淬透性,含L 5% Cr时,厚度25mm以下的 零件在油中可以淬透;GCrl5在球化退火后,辂主要存在于合金渗碳体(Fe,Cr)3C中,在淬火加 热时它较难溶入奥氏体,形成细小碳化物,增加钢的韧性。在正常的热处理条件下,(Fe,C!%C 是细小的,并均匀地分布在隐晶马氏体基体上,这样的组织形态,其耐磨性最好;絡还可以提高钢 低温回火时的稳定性,用同样的温度和保温时间进行回火后,含信的高碳钢比不含倍的高碳钢有 较高的硬度、强度和耐磨性;辂还可以提高钢的耐蚀性。
轴承钢中辂的含量不能太多,如若信含量大于L 65% ,则将增加淬火后残余奥氏体的数量, 降低硬度及尺寸和组织稳定性,增加碳化物的不均匀性,降低钢的韧性和疲劳强度。因此,倍含 量一般控制在1.65%以下。
制造大型轴承时,可进一步加入硅和锦,目的也是进一步提高钢的淬透性,强化基体,锦可以 和钢中的硫生成稳定的塑性硫化物MnS,硫化物常能包围氧化物。渗碳轴承钢属于低碳钢或低 碳合金钢,钢中加入鎳、铝可使心部具有良好的韧性,可承受强烈的冲击载荷。鎳含量高容易使
• 324 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------------------- 钢产生带状组织和白点缺陷,用在增加钢的淬透性方面比倍强,所以已经发展了高淬透性的含侶 高碳錯轴承钢。高温轴承钢要加飢、鸨、铝等合金,以提高钢的高温持久性能和抗回火稳定性。
轴承钢中的微量元素Cu、P、S、Al、Ca、O、N、H、Ti在钢中一般都起有害作用。铜的熔点 (1083七)低,在钢热加工时容易产生晶界熔化现象,使钢的塑性降低而开裂;磷高会使晶粒长大 和脆性增加,钢开裂倾向增大;硫高必使硫化物夹杂增多;铝高在浇注过程中发生二次氧化易形 成脆性和点状不变形夹杂物;钙在钢中汽化、氧化会形成点状夹杂物,如果细小弥散(小于10 μm)对钢 质量有益,但如果与其他氧化物聚集长大形成大颗粒夹杂物.就会对轴承钢的接触疲劳强度构成不利 影响;氢使钢材产生白点,是不允许存在的严重缺陷;氧、氮、钛在钢中会形成氧化物、氮化物等硬脆夹 杂物,以具有棱角的点状形态沿热加工方向呈断续的链状分布,破坏金属基体的连续性。需要说明的 是,塑性硫化物(MnS)包裹脆性夹杂物,会减轻脆性夹杂物的危害性。
7. 1. 2. 2 轴承钢的性能要求
滚动轴承在工作时,内套紧装在轴上,它和轴一起转动,外套装在轴承座上是不动的。轴转 动时,内套和滚珠发生转动和滚动,它们所承受的载荷作周期性变化。这些载荷主要有拉伸、压 缩、弯曲、剪切等复杂应力。当进入载荷区时,载荷迅速从零增加到极大值,而后又从极大值减少 到零(图7-2)。因此,滚珠(或滚柱)和内套均承受着点(或线)接触的周期性高压交变载荷,应 力交变次数每分钟可达数万次甚至更高,存在着很大的局部应力集中,接触应力可达1500 ~ 5000 MPa。在这种载荷条件下,滚珠(或滚柱)表面常易产生接触疲劳破坏,甚至可发生表层金 属的龟裂和剥落现象。其次,在工作时,滚珠和内、外套三者之间不仅存在着滚动,而且也有部分 滑动,所以产生滚动摩擦和滑动摩擦,使材料常因磨损而损坏。此外,轴承在工作时,必须涂抹润 滑油,它会引起磨蚀现象以致加速零件的破坏。综上所述,一般用途的滚动轴承零件,为了适应 其工作条件的要求,应具备下列的性能:
(1)高而均匀的硬度,一般硬度应在HRC62~64之间;
(2)高的耐磨性;
(3)高的强度(包括接触疲劳强度);
(4)适当的韧性;
(5) 一定的抗蚀性;
(6)较好的尺寸稳定性,以便在使用保管过程中,能保持一定的精度,减少轴承的磨损;
(7)长的寿命,一般用轴承疲劳试验机检验,在额定载荷下转数要在100万次以上;
(8)良好的工艺性能,如冷热加工成形性能、切削加工性能、磨削性能、热处理性能等,以便 适应大批量、高效率、高质量生产的需要。
载荷最大值
图7-2单列向心滚动轴承及其承载情况
................---------------------------------------7.1 轴承钢 .325,
7.1.3轴承钢常见缺陷、危害、产生原因及防范措施
对轴承钢的化学成分、高低倍组织、表面质量有极高的要求,常见缺陷主要是高低倍缺陷。 高倍缺陷主要有非金属夹杂物和碳化物不均等,低倍缺陷主要有缩孔、疏松、白点、裂纹和偏 析等。
7. 1. 3.1非金属夹杂物的危害、产生原因及防范措施
A非金属夹杂物概述及危害
包括轴承钢在内,钢中常见的非金属夹杂物主要有硫化物、氧化物、硅酸盐以及点状夹杂物, 图7 -3为这几种非金属夹杂物在IOO倍显微镜下的形貌示意图。夹杂物高倍检验一般切取轧 材纵向截面试样进行,各类夹杂物评级一般按夹杂物宽度、长度及数量综合确定。硫化物的成分 主要是(Mn,Fe)S或MnS,属于塑性可变形夹杂物,对轴承的滚动接触疲劳性能无明显影响。氧 化物常见成分为A12()3、CaO、SiO2以及一些结晶器保护渣成分,沿加工方向成聚集的、不连续的 紊乱分布的粒状夹杂物;硅酸盐类夹杂物由于目前普遍用铝脱氧(炉渣中Si02含量降低)已经很 少出现,属于不规则分散分布的不变形夹杂物;点状夹杂物主要由Mg0、A%03、CaO等氧化物组 成,属于脆性不变形夹杂物。
图7-3常见夹杂物高倍显微形貌示意图
对于轴承钢来说,B、DS类夹杂物危害较大,如果夹杂物尺寸大到一定程度,就会大大降低轴 承的制造精度和运行寿命,甚至产生恶劣的生产和应用事故。EAF-LF—VD—CCm流程铝脱氧 轴承钢常见B、DS类夹杂物形态和化学组成见图7 -4和表7 -2。
• 326 ∙ 7典型钢种的电炉和精炼工艺路线与技术
图7-4轴承钢常见非金属夹杂物形态示意图
表7-2轴承钢非金属夹杂物成分组成
|
夹杂物类型 |
ʌɪz。3 |
SiO2 |
Na2 0 + K2O |
MgO |
CaO |
TiO2 |
ZrO2 |
|
DS类颗粒状 |
42. 50 ~ 78. 5 54. 17 |
0.20~4. 19 -- |
0~0∙61 0.20 |
0. 15 ~24.65 6.51 |
1.26 ~50. 21 28.31 |
0~9. 47 3. 98 |
0~3. 56 1.56 |
|
B类条带状 |
32. 57 ~75.45 |
0. 34 ~ 8. 25 |
0~3. 83 |
0. 24 ~ 23. 81 |
18.64~49∙ 33 |
0. 28 ~ 3.65 ~2^0 |
0 〜10. 36 2. 06 |
|
48.68 |
3. 82 |
1.05 |
4/73 |
-33^45 | |||
|
B类群簇状 |
67. 75 ~98.24 ~81.69 |
0.06~0.72 0. 34 |
0~0. 38 0. 15 |
0.45 ~2.69 L08 |
0. 85 ~ 12. 36 |
2. 98 ~ 13. 77 ~∏3 |
0~0. 61 0. 14 |
B非金属夹杂物的产生原因
钢中夹杂物的来源有二:一是钢在冶炼和凝固过程中发生一系列物理化学反应产生的夹杂 物,称为内生夹杂物,主要有脱氧产物、钢液遇大气二次氧化以及凝固时硫化物和氮化物的析出 等;二是钢在冶炼和浇铸过程中,由于钢包、中间包耐火材料和炉渣以及连铸结晶器保护渣的混 入而造成的夹杂物,称为外来夹杂物。
电炉出钢后加入的合金及脱氧剂在钢液中要生成AI2O3、SiO2、Mn0、CaO等氧化物,在LF精 炼和VD抽真空过程中还会将精炼渣中的AI2O3、Sio2、Cao等非金属夹杂物卷入钢液中。SiO2 能与MnO和CaO等氧化物生成低熔点的液态化合物,聚合及从钢液中上浮排除容易;强脱氧元 素Al、Ti和Ca生成的脱氧产物熔点高,在钢液中呈固态,聚集和从钢液中上浮比较困难。
在出钢和精炼过程中,脱氧剂使用最多的是铝,会生成大量絮状4203小颗粒夹杂,由于吹 氫气泡尺寸较大(10 ~ 20 mm) ,30 ~40 μm以下的小颗粒非金属夹杂物不易依附气泡上浮除去而 滞留在钢液中,这也是大型非金属夹杂物普遍含有Al2O3的重要原因。
连铸过程中由于钢液面波动及包衬侵蚀等原因,会有各种颗粒大小不同的非金属夹杂物进 入中间包钢液中,对于这些非金属夹杂物能否从钢液中除去,可假设中间包钢液静止,应用斯托 克斯公式进行估算。
由球形质点的上浮力与斯托克斯公式球形质点上浮受到的阻力相等可以得出球形质点的上 浮速度公式:
(7-1)
式中"--斯托克斯上浮速度;
7.1轴承钢∙ 327 ∙
g..重力加速度;
D——球形质点直径;
Pm--钢液密度,7. O g/cm3 ;
PS——非金属夹杂物密度,3. 5 UCm3 ;
η——钢液黏度,0.003 Pa ∙ so
非金属夹杂物从中间包底上浮到钢渣界面需要时间为:
t = L/V
(7-2)
式中L——中间包钢水深度,0.75m。
选取不同直径的非金属夹杂物计算上浮速度"和上浮时间t,计算结果见表7 -3。
表7-3非金属夹杂物上浮速度与上浮时间
|
夹杂物直径/1Xm |
上浮速度〃cm ∙ min~, |
上浮时间,/min |
|
300 |
343. 35 |
0. 22 |
|
150 |
85.84 |
0. 87 |
|
1∞ |
38. 15 |
1.97 |
|
50 |
9.54 |
7. 86 |
|
20 |
1.53 |
49.02 |
由表7 -3可知,大于50 JjLm的非金属夹杂物上浮时间很短,均小于钢水停留时间(9 min), 应该能够全部上浮至钢渣界面。但钢液非金属夹杂物含量和级别从精炼之后,到中间包、连铸坯 逐步增加,与钢水的二次氧化和中间包内流场复杂有关系,也与非稳态浇铸(指开浇、换钢包连 浇或拉速突然变化的浇铸状态)产生中间包内水口附近钢液涡旋及结晶器液面波动导致的非金 属夹杂物卷吸有关。
从上面的非金属夹杂物行为分析和表7-2中的数据可以得出以下非金属夹杂物的成因:
(1)三种类型的非金属夹杂物都含有加203、SiO2、CaO、Mgo等常见的氧化物,说明每种非 金属夹杂物的成因都不是单一的,但是大型非金属夹杂物的产生一般都是先形成一个某种氧化 物的核心,之后钢液中的其他氧化物逐渐向此核心会聚长大而成。
(2)三种类型的非金属夹杂物含有Al2O3与CaO的量都多,钢液、结晶器保护渣、中间包保 护渣及钢包精炼渣中都含有这两种物质和SiO2 ,但出现的非金属夹杂物中含有SiO2的量却很 少,这与Si02容易凝聚成大分子团、生成液态硅酸盐而快速从钢液中上浮有关。
(3)颗粒状非金属夹杂物含有较多的MgO,而MgO主要来源于钢包和中间包内衬,一般钢 包内衬由于侵蚀剥落的MgO在钢包及中间包内有充分的时间上浮,不会形成大颗粒非金属夹杂 物。所以颗粒状非金属夹杂物含有的MgO最可能来源于中间包内衬,剥落的大颗粒MgO-般 也能上浮,细小的MgO及靠近水口部位的较大MgO颗粒则会随钢流向下流动,同时与钢液中的 Al2O3、CaO等细小氧化物聚集,靠近浸入式水口内壁时就会吸附堆积(见图7 -2),长大到一定 程度或吸附力小于钢液的冲刷力,颗粒就会冲入结晶器钢液中,如果来不及上浮,就会形成颗粒 状或条带状非金属夹杂物;未吸附到水口内壁的MgO及聚集Al2O3、CaO等氧化物形成的非金属 夹杂物,一般形成颗粒状非金属夹杂物。
(4)条带状非金属夹杂物含有较多的CaO,ZrO2^Na2O和勺0,这些氧化物主要来源于结晶 器保护渣和浸入式水口侵蚀剥落的成分,主要原因可能是拉速突然变化时导致结晶器钢液面产
• 328 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------------------- 生波动,将保护渣卷入钢中来不及上浮而形成条带状非金属夹杂物。条带状分布与加工方向 有关。
(5)群簇状非金属夹杂物呈现出许多非金属夹杂物颗粒在上浮过程中没有聚集到一起的特 征,而且含有较多的風203和TiO2。AI2O3和TiO2 一般是由精炼过程中加入的脱氧剂及合金在 钢液中发生氧化形成的,这些絮状细小非金属夹杂物一边聚集长大、一边上浮,如果上浮的时间 和条件不够,就容易形成群簇状非金属夹杂物。
C非金属夹杂物的防范措施
为防止大型非金属夹杂物的产生,主要做好冶炼和浇注的精操作,如选用纯净的炉料、保持 良好的炉衬;在电炉氧化期有一定的脱碳速度及钢液的充分沸腾,使钢液中的杂质上浮到渣中; 在精炼还原期,选择合理的脱氧制度,降低钢中的含氧量,将不稳定氧化物(Fe0、Mno)中的氧置 换出来;精炼末期钢包要有合理的紀气软吹镇静时间,以使夹杂物上浮;钢包、中间包以及浇铸水 口要使用高质量的耐火材料。
在电炉操作方面,要保证一定量的终点碳,使出钢前钢水的自由氧含量在0.01% ~0.03% 之间,然后在出钢过程中随钢流加入脱氧剂,使到达LF工位前的钢液氧含量控制在0.002% ~ 0.005%之间,这样可以降低精炼操作负担,减少脱氧剂的用量,从而降低钢液中的脱氧产物 含量。
精炼过程要控制好氫气搅拌强度,采取先大后小的原则,促进精炼炉的脱氧反应,使精炼钢 液的氧含量降低到0. 0015%以下,再通过VD真空处理和软吹氨,降低钢液的氧含量到0. ∞10% 以下,并促进钢液中非金属夹杂物最大程度的上浮;在保证脱氧效果的前提下,脱氧剂用量越少 越好,精炼过程铝含量控制在一定范围内;精炼过程要造碱度、黏度适宜的精炼渣,并使渣中的不 稳定氧化物(FeO、Mno)含量降低到0.3%以下,其目的就是减少渣对钢液的供氧,并使精炼渣有 良好的吸附钢液中氧化物的能力。
连铸是防控大型非金属夹杂物出现的关键工序,精炼钢液无论多么纯净,如果连铸操作不 好,也会提高大型非金属夹杂物出现的几率。为此,连铸工序应做好保护浇铸、防止钢液二次氧 化;拉速及中间包和结晶器钢液面保持稳定,防止炉渣和结晶器保护渣卷入钢液中;采用合理结 晶器电磁搅拌参数。
7. 1. 3. 2 其他缺陷的危害、产生原因及防范措施
A碳化物分布不均的危害、产生原因及防范措施
钢液在结晶器内冷却结晶,最先凝固的是靠近铜壁的钢液,形成很薄一层细小等轴的细晶粒 壳(其后由于温度回升晶粒还要长大);随后形成粗大的树枝柱状晶粒,先长出主轴,然后在侧面 长出二次轴、三次轴等,最好填满轴间空隙;在铸坯中心部位,形成粗大的等轴晶区。在这种条件 下,结晶先后不同,化学成分、杂质含量也不一样。先结晶的部分是熔点较高及金属较纯的部分, 最后结晶部分熔点较低、杂质含量较多。这种成分不均匀性叫做偏析。
在树枝晶间及最后凝固的等轴晶区含有较高的磷、硫杂质及熔点较低碳化物。图7-5是轴 承钢的碳化物网状、带状和液析的高倍组织形貌图,其中网状是取横向试样,带状和液析是取纵 向试样。
a网状碳化物的危害、产生原因及防范措施
危害:轴承钢属于过共析钢,轧制或锻造热加工后,在钢材冷却过程中由于碳在奥氏体中溶 解度降低,沿奥氏体晶界析出的网络状的过剩碳化物称为网状碳化物。网状碳化物使钢变脆,降 低钢的韧性。
7. 1轴承钢∙ 329 ∙
图7 - 5轴承钢几种常见碳化物偏析高倍形貌图
产生原因:网状碳化物的形成,与热加工工艺制度和铸坯中原始碳化物偏析程度有密切关 系。停轧(停锻)温度过高及随后的冷却速度缓慢,使钢材中碳化物网络的连续性和粗大程度显 著增加。铸坯原始碳化物偏析程度大,热加T前未经充分高温扩散退火使之均匀化,也会提高网 状碳化物严重程度。由于钢中碳的偏析,各部分析出网状的条件也不一样,偏析重的地方,网状 析出的机会就多,此外合金元素与碳结合力强者,网状也容易形成。
防范措施:尽量降低钢的偏析程度;加快奥氏体在4cm ~ Aci之间的冷却速度;采用较低的终 加工温度,可降低网状碳化物;对已经形成的网状碳化物可采用正火来消除,球化退火也能部分 降低网状碳化物;控制钢中碳及碳化物形成元素含量低些。
b带状和液析碳化物的危害、产生原因及防范措施
液析和带状碳化物的分布基本是一致的,只是碳的浓度不同,一在液相结晶$-在固相析出, 所以有液析碳化物出现的地方,几乎都有带状碳化物出现,但出现带状碳化物的地方不一定都出 现液析碳化物,液析碳化物经高温扩散退火,能以带状碳化物形式出现。液析和带状碳化物的区 别可以从外形、大小、颜色加以区别,液析碳化物块较大,大小不等;带状碳化物颗粒小,比较均 匀,基本呈球形或近似球形;当液析碳化物颗粒很小和带状区分不开时,可归入带状碳化物中。
产生原因:连铸凝固过程中形成的结晶偏析,在热加工时延伸成碳化物的富集带,称为带状 碳化物。浇铸温度过高的大规格铸坯,凝固过程缓慢、偏析发展,初次偏析所造成的晶间偏析,将 导致带状组织的形成和带状碳化物的析出。铸坯最后凝固的区域富集合金元素及硫、磷等杂质, 是凝固后非金属夹杂物和碳化物最为聚集的区域,在以后的热加工过程中若均匀化作用不充分, 将形成钢材中严重的带状碳化物,且多出现于铸坯中部,经热加工沿加工方向分布。
轴承钢连铸坯在钢液浇铸温度过高、液相穴深度增大时,由于选分结晶导致严重枝晶偏析, 以及倍元素降低碳在奥氏体中最大固溶度,使铁碳相图中S、E点左移。这些综合结果,使最后 凝固那部分钢液碳浓度可达到共晶浓度,产生亚稳态莱氏体共晶,其中的碳化物在热加工时沿轧 向分布,这种碳化物偏析称为液析碳化物。其形状在铸坯中呈块状或共晶骨骼状,经加工后破碎 成链状或条状,沿加工方向分布,多在铸坯中部出现。链状碳化物液析,多出现于变形量大,低温 轧制的中小规格钢材中;条状碳化物液析,多出现于钢的变形量较小,高温轧制的大规格钢材中。
危害:液析碳化物有如夹杂物的影响,同时降低淬火组织中的碳和合金元素的固溶浓度,带 状碳化物也降低淬火组织中的碳和合金元素的固溶浓度,同时使钢性能不均,严重时钢的疲劳强 度降低较多。
防范措施:一切降低偏析的措施都可能消除和降低液析碳化物,但带状碳化物只可能降低不
• 330 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------------------- 可能消除,适当的电磁搅拌参数、浇铸温度和较快的结晶,可降低偏析。钢中存在液析,可用高温 扩散退火来消除,带状碳化物经高温扩散退火后可降低,但不能完全消除。
B缩孔、疏松和偏析的危害、产生原因及防范措施
钢的缩孔、疏松和偏析等低倍缺陷通常在轧材酸浸横向试样、肉眼或放大几倍进行观察,也 可在铸坯上进行。图7-6为几种常见低倍缺陷形貌图。
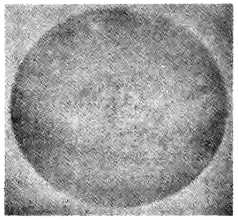
中心疏松
方形偏析
点状偏析
图7-6轧材几种常见低倍缺陷形貌图
a缩孔的危害、产生原因及防范措施
危害:在试样的轴心区域呈不规则的皱折缝隙或空洞,在其上或周围常伴有疏松、夹杂或夹 渣见图7-6。硫印结果表明,残余缩孔周围硫含量较高,在高倍下观察有大量的氧化物、硫化物 和硅酸盐夹杂物。在化学成分上,碳、硫、磷比基体明显增高。残余缩孔对力学性能有明显影响, 它显著降低钢的塑性与韧性指标,严重时使钢的组织完全破坏。
产生原因:缩孔是在铸坯凝固末期,发达柱状晶生长相互搭桥,使得钢液在凝固时得不到及 时补缩而产生的,当铸坯轧制变形比较小时不能焊合就变成轧材的缩孔。浇铸钢液温度过高、浇 铸速度过快、钢液气体含量高以及碳、倍、鍛、硅元素含量高都会增加钢的凝固收缩,促进缩孔的 形成,因此轴承钢在浇铸条件不好的情况下非常容易产生缩孔。
防范措施:采用合适的浇铸温度和拉坯速度;保证足够的铸坯切头、切尾率;连铸选用合适的 二冷喷水量、结晶器和末端电磁搅拌参数,拉矫机采用合适的轻压下量。
b 一般疏松的危害、产生原因及防范措施
在试样的横截面上,一般疏松表现为组织不致密,呈分散的圆形或椭圆形的暗黑色小点,也 有的呈不规则或圆形小空隙,见图7 -6。小暗点型疏松处碳、磷、硫比基体高,高碳倍轴承钢比 低碳钢更容易产生这种缺陷。小空隙型疏松是由非金属夹杂物引起的,常出现在低碳的碳素结 构钢、合金结构钢中。
.......................................---7.1 轴承钢,331,
危害:一般疏松一般来说对力学性能影响不大,但严重时明显降低横向性能中的塑性和韧性 指标,空隙型疏松更是如此。
产生原因:钢液凝固时,各结晶核心以树枝状晶的形式长大,由于树枝晶的相互交错,把未凝 的钢液隔成若干小的部分,在隔开的各部分液体的结晶收缩独立进行,在得不到钢液补充的情况 下,就不可避免地出现空隙,这些空隙又被大量的低熔点物质所填充,经酸浸后呈现出暗黑色的 小点成为一般疏松。钢液凝固时,如果钢液中含有大量的非金属夹杂物未能上浮而存在于钢中, 酸浸时夹杂物脱落留下的空隙,成为空隙型的一般疏松。
防范措施:降低钢中的非金属夹杂物和气体含量;控制好浇铸温度和拉坯速度;连铸选用合 适的结晶器和末端电磁搅拌参数。
c中心疏松的危害、产生原因及防范措施
在横向低倍试样的轴心区域组织不致密,呈集中分布的暗黑色小点和空隙。它与一般疏松 的主要区别是只存在于试样的轴心区域,而不是分散在整个截面上,见图7-6o
危害:中心疏松的碳、硫、磷比基体含量高,夹杂物也偏多。就钢种而言,高碳钢比低碳钢严 重,因此轴承钢这方面缺陷不容忽视。中心疏松轻微时对力学性能影响不明显,严重时明显降低 横向性能的塑性和韧性指标。
产生原因:钢液凝固时体积收缩,在轴心部位引起组织疏松;以及因最后凝固使气体和非金 属夹杂物聚集,酸浸后呈现暗黑小点和空隙,成为中心疏松。
防范措施:降低钢中的非金属夹杂物和气体含量;控制好浇铸温度和拉坯速度;连铸选用合 适的结晶器和末端电磁搅拌参数;保证足够的铸坯切头、切尾率。
d方形偏析的危害、产生原因及防范措施
在横向低倍试样上,由暗点和孔隙围成的与原铸坯横截面相似的深色框带,一般呈方形,即 为方形偏析,见图7-6。方形偏析的框带上碳、硫、磷比基体含量高,非金属夹杂物也偏多。绝 大多数钢种都出现此种偏析,合金钢比碳素钢出现几率高。
危害:方形偏析不严重时,对力学性能和使用寿命均无大的影响,严重时明显降低钢的塑性 和韧性指标。使用时,一旦框带暴露在零件的表面上,会造成物理与化学性能的降低。轴承钢制 造的套圈、辐子规格较小,框带容易暴露,所以要对方形偏析严格控制。
产生原因:钢液凝固过程中,由于选分结晶的影响,在柱状晶与粗大等轴晶交界处,造成了成 分偏析以及夹杂物和气体的析聚,酸浸后在横向低倍试样上呈现出深色的框带。钢液浇铸温度 高、铸坯规格大,会增加方形偏析的严重程度。
防范措施:提高钢液洁净度,减少钢中的气体和夹杂物;控制好浇铸温度和拉坯速度;连铸选 用合适的电磁搅拌参数和二冷喷水量。
e点状偏析的危害、产生原因及防范措施
在横向低倍试样上,点状偏析呈分散的、不同形状和不同大小的暗黑色斑点,有的伴有气泡 存在,见图7 - 6。斑点分布在整个断面上时称为一般点状偏析,分布在边缘时称边缘点状偏析。
危害:点状偏析上的碳、硫、磷比基体含量明显增高,严重的点状偏析比正常基体也偏多,级 别也高,含倍、铝的合金钢最容易产生点状偏析。点状偏析对纵向力学性能的各项指标没有明显 影响,但对横向性能中的塑性和韧性指标有降低,尤其表现在断面收缩率上。由于点状处富集着 低熔点物质,钢的过热和过烧往往从这里开始,在成品制件上,点状偏析会增加制件的表面缺陷。
产生原因:钢液凝固过程中,气体过饱和析出未能及时上浮,并为低熔点物质所填充,凝固后 形成点状偏析;浇铸温度过高和拉速过快,钢液凝固时间长,促使气体和低熔点物质在树枝晶间 的析聚,为形成点状偏析创造了条件。
• 332 ∙ 7典型钢种的电炉和精炼工艺路线与技术--------------------------
防范措施:提高钢液洁净度,减少钢中的气体和夹杂物;控制好浇铸温度和拉坯速度;降低提 高钢黏度的合金元素含量以降低钢液的黏度;连铸选用合适的电磁搅拌参数。
f白点的危害、产生原因及防范措施
白点是钢材在冷却过程中产生的一种内部缺陷,在钢材横向低倍试样上,呈放射状或任意方 向分布的锯齿形的细小裂纹;在纵向低倍试样上也呈锯齿形裂纹,有的与轧制方向相平行,有的 成一定角度或相互垂直;白点在纵向断口试样上呈椭圆形的银白色亮点,见图7 -7。含合金元 素钢比碳钢白点敏感性大,碱性炉钢比酸性炉钢白点敏感性大,含辂、鎳、铝的合金钢以及含碳 1%的轴承钢白点敏感性大,铁素体、奥氏体和莱氏体钢不会有白点。
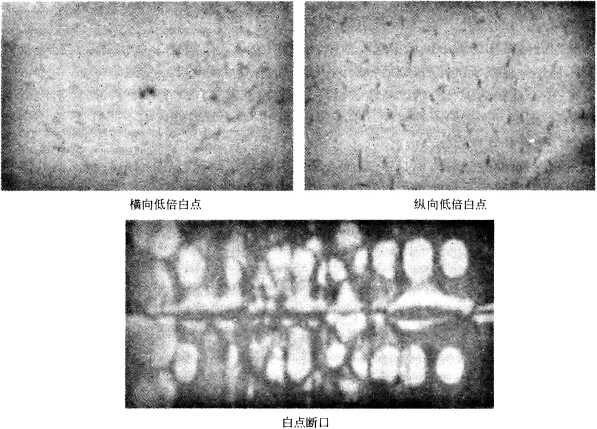
图7-7轧材白点低倍及纵向断口形貌图
危害:白点对力学性能有很大影响,尤其表现在白点与拉冲试样轴线方向相垂直时,将强烈 降低塑性、韧性和强度指标。白点破坏了钢的连续性,在钢中起内部缺口的作用,不仅在淬火时 易使制件破裂,而且在负荷下白点裂口的尖端有高度的应力集中,有突然产生破坏的危险。因 此,白点是一种不允许有的缺陷。
产生原因:钢中氢和应力共同作用的结果,其中氢是主要因素。钢液中含有的氢,在浇铸过 程没有排除,以过饱和状态存在于固溶体中。铸坯轧制前加热到高温,氢在钢中的溶解度较大, 随着温度的降低,氢的溶解度也在下降。在热加工后冷却过程中,奥氏体向铁素体转变,部分氢 从固溶体中析出未能扩散出去而进入到钢的显微孔隙中时,氢原子发生氢分子的聚集后体积突 然增大,增加了对周围金属的压力并降低其塑性。一旦氢的压力和钢中的内应力叠加起来足以 超过钢的强度时,于是产生脆断,形成白点。
防范措施:减少钢中的氢含量,原材料及整个冶炼、浇铸系统要很好干燥和烘烤;电炉冶炼加 强沸腾去气操作;保证高的真空处理真空度和一定的高真空保持时间;对铸坯和轧材进行缓冷和
7.1轴承钢∙ 333 ∙
退火处理,扩散出钢中的氢;提高热加工压缩比和压下量以焊合白点。
C裂纹的产生原因及防范措施
轧材低倍横截面检验常见的内部裂纹有轴心晶间裂纹和中间裂纹,见图7-8。
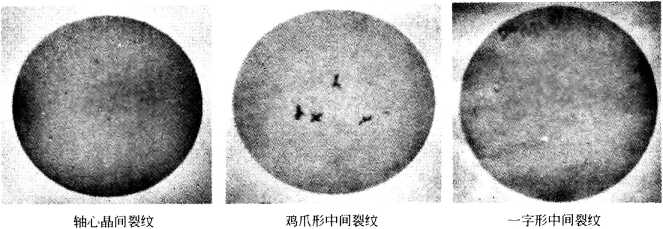
图7-8轧材低倍内部裂纹形貌图
a轴心晶间裂纹的危害、产生原因及防范措施
在试样的轴心区域,表现为沿枝晶间发展的放射状裂纹,严重时呈蜘蛛网状。在高倍下观 察,裂纹处常有非金属夹杂物存在。高錯钢、高倍鎳不锈钢、耐热钢和合金化程度较高的低碳钢, 发生轴心晶间裂纹的概率大,轴承钢一般不发生此缺陷。
危害:轴心晶间裂纹对纵向力学性能的影响不大明显,对横向性能中的塑性与韧性指标有降 低。当缺陷严重时,各项指标都有显著降低。此缺陷不同程度的破坏了钢的连续性,严重时造成 分层,是一种不允许有的缺陷。
产生原因:
(1)铸坯的凝固收缩以及由此而引起的内应力是产生晶间裂纹的主要原因。低碳钢凝固 时,结晶温度范围窄,最后凝固部分出现枝晶间补缩不足及低熔点物质沿晶界析聚,使晶界的结 合力大大削弱,成为薄弱环节;在铸坯凝固后的冷却过程中体积继续收缩,同时产生径向张应力, 这种张应力沿薄弱的晶界不断增大,当超过钢本身的强度时,发生开裂形成晶间裂纹。铸坯规格 越大,柱状晶越发达及氢含量越高,晶间裂纹越易形成和发展。
(2)与化学成分有关。铸坯凝固时,由于树枝状晶轴间化学成分不同,因而于不同的时间到 达临界转变点,使之产生内应力,在较大内应力的作用下,可能形成晶间裂纹。当钢中气体含量 较高时更有利于裂纹的发展。因为气体含量增高,使等轴晶区显著缩小,柱状晶区增大,所以裂 纹发展就长。
(3)铸坯凝固的末期,夹杂物及低熔点物质、合金元素被推移到轴心区域,并沿晶界析出,酸 浸后引起脱落形成断续裂纹。
防范措施:加强冶炼操作,减少钢中的氢和夹杂物含量;钢中加入一定量的钛使晶粒细化、防 止粗大柱状晶的发展;铸坯和轧材进行及时的缓冷和退火,以减少钢的内应力;连铸选用合适的 电磁搅拌参数和二冷水量;热加工时采用大压下量,促使晶间裂纹焊合。
b中间裂纹的危害、产生原因及防范措施
在横向低倍试样的中部呈不同形状和宽度的裂缝,若是由热加工引起的,常呈鸡爪形;若是 由热加工后冷却形成的,常呈一字形。
危害:中间裂纹使钢的连续性完全破坏,是不允许有的缺陷。
产生原因:加热温度低,变形抗力大;加热不均匀或心部未加热透,造成内外温差大,导致变
• 334 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------------------- 形不一致;热加工时变形量过大,变形不合理,使钢的塑性不能承受变形的压力;有冶金缺陷存 在,如严重的碳化物偏析、粗大柱状晶等;热加工后冷却速度过快,组织应力与热应力叠加导致 裂纹。
防范措施:根据不同钢种确定合理的加热制度,确保轧锻件内外温度均匀一致;有合理的变 形制度和缓冷制度;防止铸坯柱状晶强烈发展。
7.1.4轴承钢的冶炼与连铸
当前轴承钢的冶炼已由过去的单纯使用平炉或电炉分三期冶炼的模式进步为熔化期和氧化 期在初炼炉内完成、还原期在精炼炉内完成的高效模式,通常初炼炉由超高功率电炉担当、精炼 炉由LF/VD担当;轴承钢的浇注也由自动化水平高的连铸取代了模铸方式。
7.1.4. 1 轴承钢的电炉冶炼
轴承钢的电炉冶炼主要涉及配料构成、供电制度、熔化炉料、氧化脱碳、脱磷、去夹杂、升温以 及预调合金等内容,这些内容在本书其他章节和相关文献中阐述比较清楚,这里主要介绍一些冶 炼物化反应理论计算与实践操作方面的内容,供读者参考。
A电炉氧化脱磷石灰及用氧量消耗计算
轴承钢电炉冶炼配料通常由50%的铁水和50%的废钢构成,一般铁水和废钢磷含量分别为 0. 085%和0. 025% ,这样100 t炉料中含磷量为55 kg;石灰中CaO含量按85%计算,根据脱磷反 应分子理论公式计算脱出钢中磷到0. 005%所需石灰和氧量。
2[P] + 5( FeO) + 4( CaO) == (4 CaO ∙ P2O5) +5[Fe]
石灰理论用量为: 22小馬9 = 206 kg
同理可计算理论需氧量为: ⅛^ = 62.5kg
实际冶炼过程中一般每炉IOOt钢石灰消耗量在500Okg左右,有效利用率不到5%,可见电 炉冶炼应用石灰不仅体现在脱磷上,更重要作用在于形成泡沫渣,起到埋弧、防止炉衬受到过强 弧光辐射、降低电和电极消耗等作用。
B电炉氧化脱碳用氧量消耗计算
轴承钢电炉冶炼吹氧脱碳对于均匀钢液成分和温度、去除钢中有害气体和夹杂物含量起着 非常重要的作用。设铁水和废钢含碳量分别为4. 5%和0.5%,这样Ioot炉料中含碳量为 2500 kg;根据电炉气氛氧化碳氧反应分子理论公式计算脱出钢中碳到0. 35%所需氧量。
[C] + [ O ] = CO
理论需氧量为: 16 * (2普-35°) = 2867 kg
另外炉料中还含有0. 4%的硅,同理计算需氧量为457 kgo
将上面三项理论计算需氧量折算为体积数为:62. 5 :2鏡+457 =2376 n?(标态)
实际冶炼过程中一般每炉WO t钢需要消耗氧气5000 m3 (标态),可见氧气有效利用率不到 50%。这么多的氧气吹入炉内对搅拌熔池、均匀钢液成分和温度有很好作用,但另一方面也可以 看出,如果控制不当,很容易将钢液中的碳氧化到极低水平,严重时会导致钢液中氧过饱和引起 钢液过氧化,对炉外精炼脱氧带来很大负担。
C轴承钢电炉冶炼电耗计算
电炉冶炼轴承钢,10Ot炉料需要升温到1600七出钢,理论需要热量为IIOooO MJ,5 t渣料升
7.1轴承钢∙ 335 ∙
温到1550七理论需要热量为9300 MJ,碳氧反应氧化炉料中2150 kg碳和400 kg硅放出化学热为 42000 MJ,50 tl 100七的铁水带入的物理热为32000 MJ,因此尚需输入热量为:
110000 + 9300 - 42000 - 32000 = 26700 MJ
26700 MJ的热量折算成电能为7417 kW ∙ h,实际冶炼过程中一般每炉100 t钢消耗电量为 1500OkW ∙ h,比理论值多了一倍还多,这些多余的热量大多消耗在炉气挥发、炉体冷却等 方面了。
7. 1. 4. 2轴承钢的炉外精炼
炉外精炼包括LF和VD两个过程,其作用主要是脱氧、脱硫、去气以及调整温度和成分等。 对轴承钢来说,去除钢中的非金属夹杂物是一项非常重要的工作,下面仅从钢液温度控制、精炼 造渣和氣气流量控制几方面介绍轴承钢精炼。
A精炼钢水温度的控制
钢液的浇铸温度是连铸的重要参数,过高的浇铸温度易发生漏钢事故或造成鼓肚、内裂 及中心偏析等缺陷;过低的浇铸温度使中间包的水口极易堵塞而造成连铸过程中断。所以准 确判定过程钢液温降情况、确定精炼结束温度非常重要,精炼至连铸过程的温降包括以下 几项:
(1) LF精炼结束至VD工位温降。LF精炼结束钢液温度最高,钢液面炉渣较薄且流动性较 好,温降速度很大,所以要尽快将钢包转移至VD工位。
(2) VD抽真空温降。抽真空过程中氨气流量越大、真空度越高,搅拌越强,温降速度越大, 一般总真空处理时间30 min温降要达到40 ~ 60七。
(3) VD破空后软吹葡温降。VD破空后钢液面要加入一层保温覆盖剂,此过程温降速度 很小。
(4)从钢包到中间包浇铸温降。浇铸过程钢液要流经长水口,温降较大,一般在25 ~35七/ min左右。
轴承钢要求中间包浇铸过热度为20 ~ 30tt 0结合上面所述情况,一般精炼结束时钢液温度 应控制在1550K左右。
B精炼炉渣简介
轴承钢精炼一般采用CaO-SiO2-Al2O3-MgO四元渣系进行,此渣系控制好会有良好的流动性 和钢渣界面张力,有利于吸附钢中的非金属夹杂物,通常轴承钢精炼渣成分在表7 -4所示范 围内。
表7-4轴承钢精炼终渣成分(%)
|
SiO2 |
CaO |
MgO |
Al2O3 |
FeO + MnO |
|
7-15 |
46-55 |
6~13 |
20-35 |
0.3 -0. 6 |
图7 -9为Cao-Sio2-Al2O3-MgO渣系中Al2O3组员固定为15%、20%、25%、30%四个水平 做出的Cao-Sio2-MgO三元相图一四元渣系等温截面图,根据此图可以査出轴承钢渣系熔点一般 在 1450 ~1550cC 之间。
精炼渣成分在冶炼进行过程中要发生动态变化,会对炉渣碱度、熔点、黏度以及炉渣结构等 物化性能产生影响,因此精炼过程要注意这方面的变化,合理调整炉渣,使炉渣物化性能处于合 理范围内。
• 336 ∙ 7典型钢种的电炉和精炼工艺路线与技术
(SiO2) 0
莫来石
80
15%AI2O3
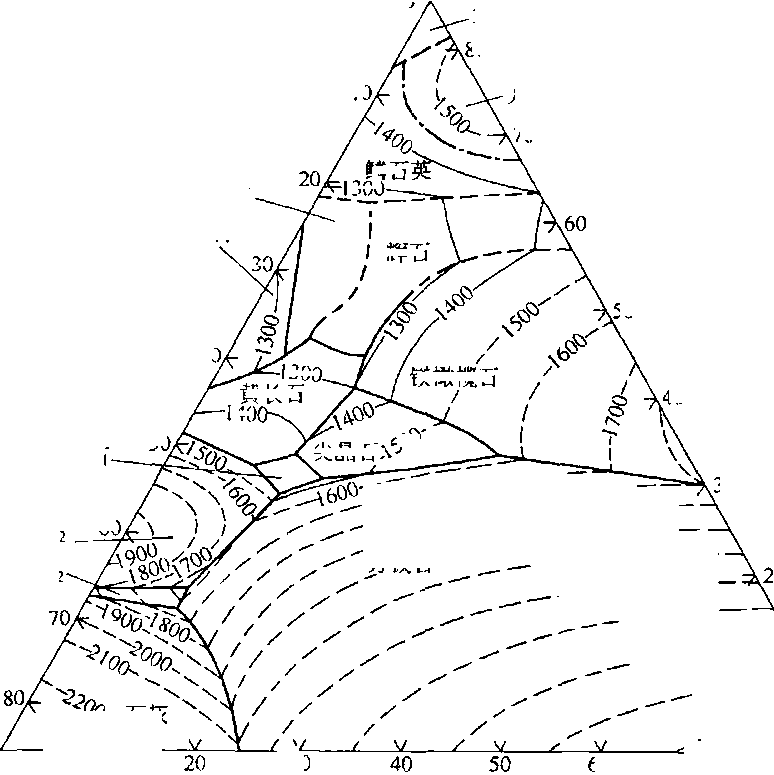
钙长石 假硅灰石
^ 40
镁硅钙石 50
2CaO∙SiO2 60
3CaO∙SiO2
&石灰 、
IO
方石英
70
3()
1300
黄长石
140
講石
T -
I辉石
尖晶石
50
弓
'j-δ ^5^
镁橄榄石
二一一二二
ʌ 1 ■ •-
方镁石一
40
-^- •— -—----
30
0
(CaO)
10
镁硅钙石 2CaO∙SiO2
3CaO∙SiG>2~
70
80 O-(CaO)
900—7--
——2000---
1 一 一2100
--- —"^"
一一2200—
一/300一
—2400- — 一
2500-一 -2600-
60
70

—%
(SiO2) 0 80
80 (MgO)
60A
/800A /
?/例、石灰
10
4()
30
20
钙长石
/300
/300
莫来石
20%Al2O3
70
鳞石英 堇青石 60
辉石
镁橄榄石
/尖晶石
一一一--
50
40
30
___—■.
-—----..
—--
__— ----
20
方镁石/
—2300—1
10
40
50
τυMgt)∕%
一 240G一一一
4500一一
7 /60, °
70 80
(MgO)
7.1轴承钢∙ 337 ∙
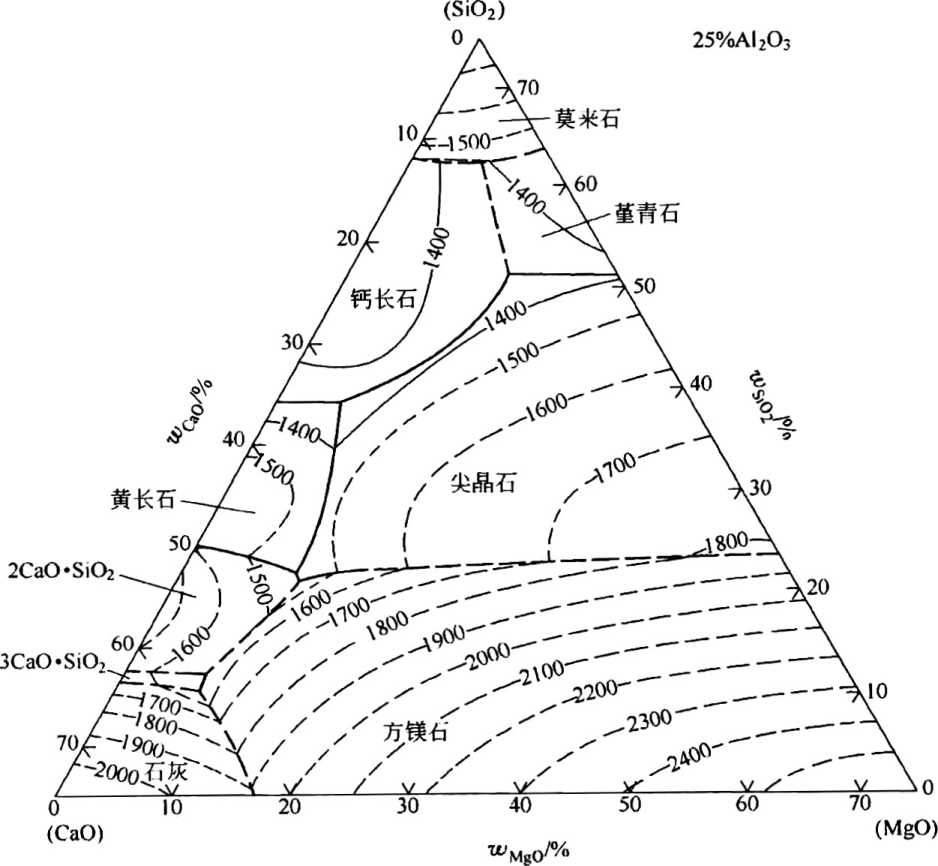
(SiO2)
0 70
30%Al2O3
2CaO∙SiO2
3CaO∙SiO2∞
70
1600-
莫来石
--15()()一
革青石
140()
20
50
SC
40
/尖晶石 /
一二一一二
⅛
%
IW
30
J600* / "0。
云发一叱7
方镁石/
230L
/ V
V
0
(CaO)
10
20
30
40
60
WM8。/%
70 (MgO)
图7 - 9 CaO-SiO2-Al2O3-MgO四元渣系等温截面图
• 338 ∙ 7典型钢种的电炉和精炼工艺路线与技术
比如轴承钢冶炼电炉终点碳在0∙ 35%左右,但由于一些不可控制因素使终点碳降到了 0.05%以下,钢液中氧含量过饱和产生了过氧化现象,根据1600CC的碳氧积可以计算出钢液中 的氧含量要增加0. 08% ,按IOOt钢液计算,用铝脱除这些氧会生成170 kg AI2O3进入到炉渣中, 假设正常渣量为1.8 t,则钢中的Al2O3含量会上升8. 6% ,如果不对炉渣进行调整,就会使炉渣 熔点和黏度降低、渣层变得稀薄,炉渣吸附非金属夹杂物能力下降,同时钢液容易在氨气搅拌条 件下发生二次氧化。
以上所述也是轴承钢电炉冶炼为什么需要控制终点碳的原因之一,类似情况还有石灰和合 成渣成分波动、炉衬侵蚀严重等都会引起炉渣物理化学性能的变化。
C精炼过程氢气流量控制
精炼过程吹氣对于钢液成分和温度调整、脱硫以及去除钢中夹杂物和气体起着重要的作用, 只有吹氣参数,主要是流量控制得当才能很好的完成精炼任务,吹氣流量大小通常用搅拌功率来 衡量,吹鏡搅拌功率(w/t)计算公式如下:
'n(1+L4⅛) + (1^⅛)l
式中 Q——氨气流量,L/min;
ML...钢液重量,t;
TC—钢液绝对温度,K ;
T0——Ar进口温度,K;
"—包括渣厚的钢液深度,cm;
P2—钢液面上绝对压力,kPa。
一般精炼过程搅拌功率大小要求如下:
加热升温
加合金后,测温取样前的混匀
脱硫及钢渣反应
脱氧及去夹杂物,弱搅拌
IOO W/t
150~ 200 WZt
150 W/t
30 ~ 50 W/t
VD真空过程由于p2值很低,同样的氨气流量会产生数倍于常压下的搅拌功率。根据上述 原理及生产实际情况,精炼过程氨气流量按图7 -10曲线进行控制比较合理。
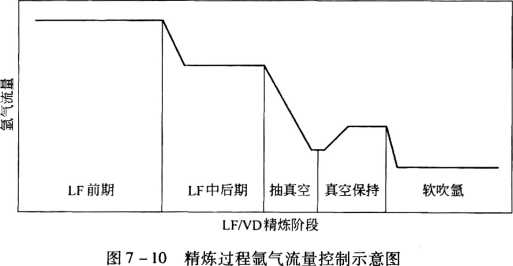
采用这样的氣气流量控制,可以对钢液进行强化吹氣搅拌,促进精炼炉的脱氧反应,降低精 炼钢液氧含量。再通过VD真空处理和软吹氣,使钢液氧含量进一步降低,并促进钢液中非金属 夹杂物最大程度的上浮。
7.1轴承钢∙ 339 ∙
7. 1.4. 3轴承钢的连铸
A轴承钢连铸的中间包冶金行为
由7. 1. 3. 2节所述的球形质点上浮速度公式和表7 -3可知,大于50 μ<m的非金属夹杂物上 浮时间小于钢水停留时间,应该能够全部上浮至钢渣界面。但钢液非金属夹杂物含量和级别从 精炼之后,到中间包、连铸坯逐步增加,这与中间包内耐火材料的侵蚀、钢水的二次氧化和中间包 内流场复杂有关系,也与非稳态浇铸(指开浇、换钢包连浇或拉速突然变化的浇铸状态)产生中 间包内水口附近钢液涡旋及结晶器液面波动导致的非金属夹杂物卷吸有关。因此,为提高轴承 钢洁净度水平,应在降低钢中非金属夹杂物含量、连铸做好保护浇铸、保证中间包和结晶器钢液 面稳定性、提高耐火材料质量等方面采取措施,如保证合适的软吹氣时间、增大中间包容量以及 维持适当低的拉速等。
B轴承钢连铸的电磁搅拌
轴承钢是高碳钢,在连铸结晶过程中会析出大量的碳化物,碳化物的结晶温度与钢母体成分 不同,如果不采取一定的措施,在铸坯内会产生严重的各种碳化物偏析,对轴承钢的力学性能带 来不利影响。碳化物偏析可以通过热加工或热处理工艺减轻或消除,但更重要的措施是在连铸 结晶过程中对铸坯施加电磁搅拌,通过电磁搅拌快速消除钢液显热、均匀铸坯内温度和成分,使 碳化物不产生严重聚集偏析,获得较好的铸坯组织。一般来说,轴承钢采用的电磁搅拌强度要比 其他中低碳钢大得多。
C轴承钢连铸的结晶器导热分析
结晶器内钢液面上保护渣形成液渣层和粉渣层以及中间的烧结层三层结构,钢液注入结晶 器内要产生收缩,在结晶器铜壁和初生坯壳间产生气隙,于是弯月面处液渣流入其间形成渣膜。 靠近结晶器铜壁和初生坯壳侧的渣膜分别呈固态和液态,固态渣膜主要起控制和稳定传热的作 用,液态渣膜主要起润滑作用。轴承钢凝固收缩率较大,随着铸坯不断向下拉动、不断收缩,气隙 要不断增大,这就要求结晶器要有与之配合的倒锥度,使坯壳与结晶器壁接触良好,圧壳稳定均 匀生长,保证生产安全和铸坯表面质量。
结晶器内坯壳生长的理想状况是渣膜厚度在结晶器四周均匀一致,坯壳和结晶器间总气隙 体积小且分布均匀,尤其是弯月面以下100 mm不产生较大收缩气隙。这种条件下坯壳各部位散 热均匀,坯壳生长厚度大致相同,且出结晶器时坯壳厚度相对较大,这样通常就不会出现严重表 面缺陷。结晶器内坯壳生长和渣膜厚度分布情况不易测量,可以利用在相同连铸参数下,结晶器 内宏观吨钢散热量波动情况进行评估。结晶器吨钢散热量计算公式如下:
h = QcXT/(UG)
式中h-..结晶器内吨钢散热量,MJ/t;
Q..结晶器冷却水流量,kg/s;
C--结晶器内平均水温下的水热容,MJ/( kg •七);
AT一进出结晶器冷却水温差,七;
V...拉坯速度,m/s;
G..铸坯单位长度重量,t/m。
一般来说,结晶器内弯月面处如果渣膜能减弱初生坯壳的散热速度,就会相应减少气隙,坯 壳与结晶器接触良好、渣膜厚度分布均匀,反而会使铸坯在结晶器内散出相对多一些的热量,有 利于铸坯表面质量。这种情况用在相同的结晶器冷却水量、相同的拉速等条件下,结晶器吨钢散 热量(水温差)越大越好。
• 340 ∙ 7典型钢种的电炉和精炼工艺路线与技术--------------------------
7.2弹簧钢
弹簧广泛用于飞机、铁道车辆、汽车和拖拉机等运输工具和其他工业产品上,有板弹簧、圆柱 弹簧、涡卷弹簧、碟形弹簧、片弹簧、异形弹簧、组合弹簧、橡胶弹簧和空气弹簧等。弹簧钢是指由 于其在淬火和回火状态下的弹性而专门用于制造弹簧和弹性原件的钢。
弹簧工作在周期性的弯曲、扭转等交变力条件下,经受拉、压、冲击、疲劳腐蚀等多种作用,有 时还要承受极高的短时突加载荷。鉴于弹簧的工作条件比较恶劣,因此对弹簧钢的要求十分严 格,必须具有良好的力学性能、抗疲劳性能、抗弹减性、工艺性能(包括淬透性、热处理工艺性能、 不易过热、组织和晶粒均匀细小、回火稳定性高、不易脱碳、石墨化和氧化等)以及良好的加工性 能等。
7.2.1弹簧钢的分类及应用
弹簧钢按化学成分大致可分为三类,即碳素弹簧钢、通用合金弹簧钢和特殊用途高合金弹 簧钢。
碳素弹簧钢(碳含量一般在0.5% ~0. 8%)主要用于性能要求不高、工作应力较低、工作条 件不很恶劣的小型弹簧,如普通发动机阀门弹簧、密封弹簧、弹簧挡环等或各种普通汽车用螺旋 弹簧等。
通用合金弹簧钢(除碳外,还含有一些合金元素,最常用的合金元素是硅、倫、倍、机)主要用 来制造工作应力高、工作条件苛刻的重要弹簧,如航空和汽车工业制造发动机阀簧,锅炉安全阀 弹簧,铁道车辆、汽车、拖拉机等的板簧、螺旋弹簧及各种重型机械的减震器,汽轮机汽封弹簧、调 节阀簧,冷凝器支撑弹簧,高压水泵碟形弹簧等。
特殊用途弹簧钢(除碳元素外,还含有硅、籬、倍、机合金元素及铝、保、鸨、硼等)主要用于工 作环境温度高、含有腐蚀介质,制造形状复杂、表面要求高的弹簧。如连铸机用弹簧、仪表垫圈、 挡圈等。
上述三种弹簧钢中,通用合金弹簧钢具有性能优良、适应性强、价格适宜等优点,因此用途 广、用量大,是最常用、最重要的弹簧材料。
弹簧钢按生产方法可分为热轧(锻)钢材和冷拉(轧)钢材,也可按钢材交货状态分类等。’
7.2.2 弹簧钢的合金元素组成及性能要求
由于弹簧工作条件的恶劣,对弹簧钢的性能要求十分严格,不但要求要有高的淬透性,保证 弹簧截面获得均匀的显微组织、良好的力学性能(包括疲劳性能),而且要求较小的脱碳倾向和 较高的耐高温、低温、耐蚀、防锈性能。为了满足对弹簧钢的性能要求,研究合金元素在弹簧钢的 作用是十分必要的。
7. 2. 2. 1碳的作用
碳是主要的强化元素,对弹簧钢的性能起着至关重要的作用。碳溶解在弹簧钢的基体中形 成间隙固溶体,起固溶强化的作用,它析出时形成碳化物起析出强化作用。合金元素含量相同 (均为0. 5% )时,碳对淬火回火钢的强化效果大约为硅的5倍、倍的9倍、籥的18倍,所以为保 证弹簧钢具有足够的强度、硬度、弹性和抗疲劳性能,钢中必须含有相当高的碳含量,这就是合金 弹簧钢的碳含量一般都比合金结构钢高的原因。
碳的强化效果固然很好,但当其含量大于0.5%时,材料的塑、韧性指标均开始下降,尤其是 韧性指标,当碳含量大于0. 4%时它便明显下降,所以合金弹簧钢的碳含量一般在0. 5%左右。
7.2弹簧钢∙ 341 ∙
7. 2. 2. 2硅的作用
加硅对合金弹簧钢的主要目的是提高钢的弹性、强度和回火稳定性,含量多在1%以上,甚 至可达3%。硅提高弹减抗力的能力最强,它具有强烈的固溶强化能力,而且能抑制渗碳体在回 火过程中的晶核形成和长大,改变渗碳体的形状和间距。但当硅含量达到一定值(2. 2%左右) 后,将使钢的4c3温度升高,其淬火组织也容易不均匀;且使韧性下降,碳的活度增加,钢的轧制 抗力增大,促进钢在轧制和热处理过程中的脱碳和石墨化倾向,同时冶炼困难,易形成夹杂物。 因此,高硅含量弹簧钢的使用仍需慎重。
7. 2. 2. 3 镂、辂的作用
械、倍是仅次于硅在弹簧钢中常用的合金元素。
锦可提高淬透性,提供充分的抗弹减性和强化铁素体。另外,在连续冷却转变曲线中由于毓 使铁素体转变起始线向右边移动,便于热加工成形操作。猛的含量应为0.50% ~ 1.50%,猛含 量必须大于0. 5% ,以便淬火时弹簧钢芯部充分进行马氏体转变,但是,当毓含量超过1. 5%时, 韧性恶化。
馅提高了钢的淬透性,同时有抑制脱碳的作用。当辂含量低于0. 10%时,作用不足,而馅含 量超过1. 5%时,钢的回火组织不均匀,不利于抗弹减性。由于倍大部分是溶于渗碳体中,没有 固溶强化的效果,因此锋对改善抗弹减性不起作用。但适当的倍与硅、帆等配合,不仅可得到抗 弹减性高的钢种,而且可降低碳的活度,改善钢的脱碳倾向。由于倍对钢的其他性能如提高淬透 性,阻止SiKr钢球化退火时的石墨化倾向等有良好的作用,因此是合金弹簧钢中常用的元素。
7. 2. 2.4 飢、匏的作用
机、胃主要是细化钢的晶粒,提高钢的强度和韧性及回火稳定性,产生二次硬化效应。飢、貿 均为强碳化物形成元素,在钢中有析出强化和固溶强化的作用。只加机可产生沉淀强化和细化 晶粒两种效果,而只加足不产生沉淀强化的效果。试验证明,单独的帆碳化物短时间内很难溶解 于奥氏体中,在900七时,完全溶解飢碳化物需Iomin,而V-Nb处理的钢只需Imin。晶粒细化和 细小的碳化物、氮化物析出都可提高位错运动阻力,从而提高弹簧钢的强度、韧性和抗弹减性。 因此,机、紀复合加入的效果最佳。
从合金元素的作用来看,适度降低碳含量可以改善合金弹簧钢的塑性,但同时也降低了合金 弹簧钢的强度。为了得到综合力学性能较好的弹簧钢,可在降碳的同时提高緑含量,保持硅、馅、 飢的含量。
7.2.3弹簧钢常见缺陷、产生原因及防范措施
为保证各项性能,除合理选择钢种外,弹簧钢必须具有良好的内在质量(冶金质量,包括高 的洁净度和均匀性)和表面质量(严格控制表面缺陷和脱碳)、精确的外形和尺寸:
(1)冶炼成分及夹杂、气体的影响。碳和合金是强化材料的基本元素,在保证弹簧力学性能 的前提下,碳及合金配比处于下限,可降低硬度及脆性,增加塑韧性,从而提高材料的冷变形能 力。同吋钢中簇状分布的TiN和长条形的硫化物,虽不超标但影响到其横弯性能,对材料的冷塑 变能力有较大的影响,只有加强冶炼工艺的控制,才能降低这些因素对材料性能的影响。
(2)碳偏析。轴心碳偏析是较常见的冶金缺陷,主要是金属的凝固结晶特点引起的,浇铸及 冷却不当会加重偏析的严重性。较大的区域内碳偏析,对盘条脆性影响最大,在拉拔和绕簧时极 易产生断裂;小区域内碳偏析虽降低了材料的均匀性及塑韧性,但不构成断裂失效。一方面,采 用合理的电磁搅拌工艺和控制浇铸温度和冷却速度能有效改善铸坯碳偏析;另一方面,采用合适 的加热制度促进铸坯内碳的扩散。
• 342 ∙ 7典型钢种的电炉和精炼工艺路线与技术--------------------------
(3)显微组织及内应力的影响。从材料的冷变形能力角度,细片状或球状珠光体是最良好 的塑变组织。较高的索氏体比例,可保证良好的冷加工变形塑性。另外,呈网状分布的铁素体会 降低盘条晶界的强度和韧性,塑变时易发生加工硬化导致脆性增大、断裂敏感性提高。钢材生产 过程受热应力、组织应力和轧制应力的交替影响,内应力大,如未采取适当的缓冷措施及回火处 理,易达到材料的断裂极限。因此,应进行钢材缓冷或再回火处理使内应力降低,以便于材料的 冷加工变形。
(4)脱碳。表面脱碳会引起表面硬度降低,再加工中形成表面疲劳裂纹源,对弹簧的疲劳寿 命有重要影响。局部小范围内脱碳应是局部加热不均匀造成的,加热的均匀性、坯料堆放位置、 烧嘴的燃烧方向应是产生脱碳的原因。同时,高硅弹簧钢脱碳敏感性强,生产中设备故障等原因 也易导致加热温度过高或时间过长而发生脱碳。
(5)表面质量。表面质量直接影响到弹簧成形性和疲劳寿命,是弹簧失效的一个重要原因。 表面质量问题主要分三类:1)明显的轧制缺陷、折叠和耳子缺陷以及部分划伤翘皮。主要是由 于轧钢设备陈旧、精整设施落后和孔型设计调整不到位引起的。另外,坯料表面修磨不当,产生 尖角棱子及凹坑划伤,经轧制后也形成折叠缺陷。2)表面裂纹。它在钢材表面呈纵向连续或断 续分布,主要是由于坯料残存的裂纹和皮下缺陷引起的,轧制应力及冷却不当也会产生表面裂 纹。3)表面划伤及翘皮。这与工装条件及操作不当有关,在打包、运输过程中也会产生擦伤。 一般根据缺陷的分布、形态、长度及深度等情况做半定性定量分析,生产中要在多个环节加以控 制,尤其要做好修磨和精整工作。
(6)尺寸公差。定尺和椭圆度问题显然是工艺波动造成的,应严格控制工艺参数。
7.2.4弹簧钢的冶炼与连铸
国外采用超低氧、超洁净的生产工艺生产弹簧钢,生产中广泛采用RH、LF—RH、ASEA-SKF、 VAD等精炼手段,可将钢中的氧降到较低水平。实践证明,当氧含量小于0.0015%时,可保证弹 簧钢2000 MPa的高强度。通过采用二火成材、钢坯修磨等措施可降低钢材中心偏析,提高表面 质量。
日本大同知多厂:VOtEAF—LF-RH—CC (弧形2流,37OmmX 480 mm∕立式4流圆坯,170 ~ 350 mm)—初轧开坯。
新日铁室兰厂:TBM-180tBOF-RH—CC(35O mm ×560 mm)—初轧开坯。
日本住友小仓:KR—70BoF-70tVAD∕RH-CC(410 mm × 560 mm) o
7. 2. 4.1 冶炼
在冶炼和精炼过程中,要求严格控制夹杂物的组成、成分偏析、气体含量和残余元素含量,并 通过渣处理,使脆性夹杂物转变为可变性的塑性夹杂物。
A超低氧生产工艺技术
因为洁净弹簧钢的氧最终以氧化物夹杂的形式存在,降低有害的富Al2O3 ,SiO2等氧化物夹 杂可显著地提高钢的疲劳性能,所以必须将钢中氧含量降低到很低的水平。关键技术如下:
(1)初炼炉。初炼炉严格控制终点碳含量,降低钢水氧势;实现初炼炉无渣出钢,防止氧化 渣对钢水的污染,减轻精炼脱氧负担。
(2) LF精炼工艺。出钢过程随钢流采用硅铁和铝脱氧,添加合成渣预精炼,入LF后及时喂 铝线预脱氧,向渣面加硅铁粉、碳化硅、电石、铝粒等进行扩散脱氧,碱性炉渣精炼,控制最佳炉渣 成分、渣量、白渣保持时间等。
(3) VD真空处理。确保深真空(WlOOPa)处理时间在15 min以上,控制最佳吹気流量,在
7.3齿轮钢∙ 343 ∙
最佳热力学和动力学条件下,实现钢中氧含量进一步降低。
(4) RH真空处理。借助大容量喷射泵保持真空泵真空度小于13. 3Pa(0. ImmHg),并将小 流量鏡气引入钢水,使钢水快速脱氧。当钢水中碳氧反应达到平衡时,加入铝脱氧,以促进脱氧 产物的上浮分离和去除,保持脱氧状态稳定。
(5)增加吹気透气砖数量、中间包设陶瓷过滤器和良好的保护浇铸技术,使钢中大颗粒夹杂 物有效去除。
B 夹杂物形态控制技术
目前,越来越多的钢厂利用其精炼合成渣来控制夹杂物的组成、形态和分布(变性处理),消 除不变形和有害夹杂物。当钢水用铝脱氧时,脱氧产物主要是固态的AI2O3,用钙处理的方法使 其转变成铝酸钙的变性处理已在工业生产中广泛应用。但钙处理后仍属脆性夹杂物,对材料疲 劳寿命有害。
因此对要求非常严格的气门用弹簧钢而言,夹杂物变性处理的关键是使用铝含量尽量低的 硅铁脱氧,然后用低碱度渣在钢包炉中精炼,使钢中夹杂物组成控制在低熔点且有良好变形性的 组成范围内,并通过长时间的吹氨或电磁搅拌使液态夹杂物上浮。
7. 2.4. 2 连铸
弹簧钢中碳含量较高,碳、磷和硫等杂质元素容易引起较严重的偏析,铸坯凝固收缩率高,容 易造成很大的中心缩孔,甚至中心通孔。此外,浇铸时水口堵塞现象比较严重,所以弹簧钢是比 较难连铸的钢种。
弹簧钢连铸需要采取的措施包括:
(1)改善中心偏析和缩孔。在工艺上采取低过热度浇铸,选择合适、稳定的拉速,二冷采用 弱冷以及采用多级电磁搅拌技术和轻压下技术,提高连铸坯的等轴晶率,减轻或消除铸坯中心偏 析和缩孔。
(2)避免水口堵塞。由于采用低过热度,必须保证钢水具有很高的洁净度,否则会因钢水流 动性差、夹杂物不易上浮,造成水口堵塞或铸坯表面缺陷。因此,需要强化精炼工艺,提高钢水洁 净度;同时,采用全保护浇铸,防止钢水二次氧化,降低水口堵塞概率。
(3)减少皮下夹杂物。通过改善浸入式水口的长度、浸入深度,减少结晶器内钢液对保护渣 的卷人;减少保护渣渣线位耐火材料的侵蚀,调整保护渣成分(适当减少氟含量,增加Li20含 量)。
(4)需加强中间包烘烤管理,避免塌料。
7.2. 5 小结
当今弹簧钢的发展趋势是向经济性和高性能化方向发展。为此,在冶炼技术、热处理工艺和 化学成分等方面均需要采用新技术。一方面要充分发挥现有弹簧钢的潜力,如改进生产工艺、采 用新技术对成分进行某些调整等,进一步提高其性能,扩大应用范围,如针对发动机用高性能气 门弹簧提出超洁净弹簧钢要求;另一方面是进行新钢种的研究开发,除应重视耐疲劳性能、抗弹 性减退性和淬透性外,还应重视耐蚀性,这两个因素乃是当今弹簧钢钢种研究开发的主题。
7.3齿轮钢
7.3.1齿轮钢的分类及应用
齿轮钢属于低合金高强度钢,是合金结构钢中的重要一类,主要用来制造汽车中的重要传动
• 344 ∙ 7典型钢种的电炉和精炼工艺路线与技术------------------------- 零件—齿轮,如变速箱齿轮,前、后桥齿轮以及发动机中的齿轮等。它不仅影响车辆寿命、能耗等 技术经济指标,而且对于满足安全、环保及舒适要求也很重要。
一般来说,齿轮钢按照热处理方法可分为调质齿轮钢和表面硬化齿轮钢(渗碳、高频淬火、 氮化等)。调质齿轮钢和高频淬火齿轮钢均采用碳素钢和合金结构钢;渗碳淬火齿轮钢为低碳 合金结构钢,如含Cr、Mo、AI和V等合金元素钢。
7.3.2齿轮钢的合金元素组成及性能要求
7. 3. 2.1 齿轮钢的合金元素组成
齿轮钢的品种繁多,世界各国都根据使用性能要求和本国的资源条件,建立各自的齿轮用钢 系列,如表7-5所示。从表中可以看出,美国以Cr-Ni-Mo系为主,日本以Cr-Mo钢系为主,德国 以Cr-Mn系为主。
表7-5各国典型的渗碳齿轮钢
|
国家 |
钢号 |
______________________化学成分/%______________________ | ||||||||
|
C |
Si |
Mn |
P |
S |
Ni |
Cr |
Mo | |||
|
美国 |
4118H |
0.17 -0.23 |
0. 20-0. 35 |
0.60 ~ 1. ∞ |
<0.040 |
<0.(MO |
0. 30 ~Q 70 |
0.08 ~0.15 | ||
|
4320H |
0.16 -0.23 |
0.20 ~0.35 |
0.40~0.70 |
<0.040 |
<0.040 |
1.5~200 |
0.35 -0.65 |
0.20 -0.30 | ||
|
4620H |
0.17-0.24 |
0. 20 ~0.35 |
0.40-0.70 |
<0.010 |
<0.040 |
1.5~2 00 |
O.2O-O.3O | |||
|
4720H |
0.17 -0.23 |
0.20-0.35 |
0.45 -0.75 |
<0.040 |
<0.040 |
0.85-1.25 |
0.30-0.60 |
0.15 -0.25 | ||
|
4820H |
0.17 -0.24 |
0.20-0.35 |
0.45 ~0.75 |
<0.040 |
<0.040 |
3.20-3.80 |
0.20-0.30 | |||
|
8620H |
0.17-0.24 |
0.20-0.35 |
0.60-0.95 |
<0.040 |
<0.040 |
0.35-0.75 |
0.35-0.65 |
0.15-0.25 | ||
|
8720H |
0. 17-0.24 |
0.20-0.35 |
0.60 ~0.95 |
<0-(M0 |
<0.(M0 |
0.35 -0.75 |
0.35 ~0. 65 |
O.2O-O.3O | ||
|
8822H |
0. 19-0.25 |
0.20-0.35 |
0.70-1.05 |
<0.040 |
<0.(M0 |
0.35 ~0. 75 |
0.35 ~0.65 |
0.30 ~0. 40 | ||
|
9310H |
0.07-0.14 |
0.20 ~0.35 |
0.40 -0.70 |
<0.040 |
<0.040 |
2.95 ~3.55 |
1.00-1.45 |
0.08-0.15 | ||
|
日本 |
SC3H |
0.17-0.23 |
0.15-0.35 |
0.55-0.90 |
<0.030 |
<0.030 |
0.85-1.25 | |||
|
SCM22H |
0. 17 ~Q 23 |
0.15 -0.35 |
0. 55 ~0.90 |
<0.030 |
<0.030 |
0.85~1.25 |
0.15 ~0.35 | |||
|
SCM2⅜H |
0. 19-0.25 |
0.15~0∙35 |
0.55 ~0.90 |
<0.030 |
<0.030 |
0.85-1.25 |
0.35 -0.45 | |||
|
SNCM21H |
0. 17 ~0. 23 |
0. 15 ~Q 35 |
0.60-0.95 |
<0.030 |
<0.030 |
O.35~O∙75 |
0.35 -0.65 |
0.15 ~0∙ 30 | ||
|
SNCM23H |
0.17-0.23 |
0. 15 ~0. 35 |
0.40-0.70 |
<0.030 |
<0.030 |
L55 ~200 |
0.35 -0.65 |
0.15 -0,30 | ||
|
德国 |
16MnCr5 |
0. 14 ~Q 19 |
W0.12 |
1.00-1.40 |
O.O2O~O.O35 |
<0.035 |
0.80 - 1.20 | |||
|
2OMnCr5 |
0. 17 -0.22 |
≤0. 12 |
l.∞~1.50 |
0.020-0. 035 |
<0.035 |
l.∞~1.30 | ||||
|
25M∏C6 |
0.23 -0.28 |
WQ 12 |
0.60-0.80 |
O∙O2O~QO35 |
<0.035 |
0.80-1.00 | ||||
|
28MnCι5 |
0∙23~Q29 |
WO. 12 |
0.60-0.80 |
0.020-0.035 |
<0.035 |
0.80 ~ L 00 | ||||
|
ZF6 |
0. 13 ~0. 18 |
0.15-0.40 |
1.00-1.30 |
0.015 ~0.035 |
<0.030 |
0.80 ~ 1.10 |
B0.00】-0.003 | |||
|
ZF7 |
0. 13 -0. 18 |
0.15-0.40 |
1.00-1.30 |
0.015-0.035 |
<0.030 |
1.10-1.30 |
B0.001 〜0.003 | |||
而我国主要受前苏联的影响,齿轮钢主要以20CrMnTi为主,该钢种在冶炼时会产生TiN不 变形夹杂,它比基体硬,影响加工精度,在使用时会成为疲劳源而影响齿轮的疲劳寿命,故属淘汰 钢种。但是又由于该钢种的主要元素价格低廉,晶粒长大倾向小,加上大家对其工艺比较熟悉, 加上合适的代用钢种尚未真正确立,所以20CrMnTi在我国齿轮行业中的统治地位在近期仍难以
7.3齿轮钢∙ 345 ■
动摇。
7. 3. 2. 2 齿轮钢的性能要求
齿轮在工作时,齿根受弯曲应力作用,易产生疲劳断裂,齿轮受接触应力作用,易导致表面金 属剥落,因此要求钢质必须具有良好的抗疲劳强度。机加工后经淬火和回火处理,为保证齿间啮 合精度,又要求齿轮钢具有良好的淬透性和尺寸稳定性。为了达到齿轮的上述性能,用来制造齿 轮的原材料就需要有较高的质量。一般来说,衡量齿轮钢质量水平的主要有如下几个要求:洁净 度高;末端淬透性带宽度窄,离散度小;晶粒细小均匀。
A末端淬透性
末端淬透性是评价齿轮钢质量的重要指标,它的稳定性将会影响齿轮热处理后变形量的大 小。淬透性带宽度越大,离散度越大,越不利于齿轮的加工,会降低啮合精度。反之,降低淬透性 带宽度可提高齿轮的质量水平。淬透性和带宽的控制,主要取决于化学成分及其均匀性。
世界上第一个淬透性标准是美国在1947年制订的,随后日本、西德、英国等国家也相继建立 了淬透性标准。各国对于淬透性带的标准在逐步变窄。我国目前淬透性控制水平为HRC6~8, 国际水平为HRC4~6o我国的冶钢公司已经率先将20CrMnTiH钢种按淬透性带的上、中、下限 分为六个子钢号,以供选择。
淬透性值与钢材的化学成分有密切的关系,决定淬透性带范围的关键在于钢材化学成分波 动范围和成分的均匀性,尤其是那些对淬透性影响大的元素,如C、Cr、Mn。目前国际先进控制水 平其波动范围为 CW ±0.01%、CrW ±0. 03%、MnW ±0. 03%o
B洁净度
洁净度主要是指氧化物夹杂含量的降低和除硫外其他有害元素的降低。氧含量对于齿轮疲 劳寿命的影响很大。据日本对Cr、Cr-M0、Cr-Ni-M。渗碳合金钢种的氧含量与疲劳寿命之间关系 所做的对比试验,氧含量从0. 0025%降到0. 0011%时,接触疲劳强度可提高4倍。我国对引进 的SCM420H、20MnCr5等齿轮钢进行对比试验得出,真空脱气后的疲劳寿命可提高40%左右。 目前,我国特钢企业对氧含量的控制总体水平在0. 0020%左右,仍与国外先进水平有差距。
除氧含量外,夹杂物属性也是齿轮钢洁净度的一个重要因素。所谓夹杂物属性是指夹杂物 的类型、数量、尺寸、形状分布状态等。当夹杂物少、尺寸小、弥散分布,则夹杂物危害性小;反之, 则夹杂物危害性大。大颗粒的脆性点状不变形夹杂、成串分布的Al2O3对钢疲劳寿命最有害。 而铝又是齿轮钢最常用的终脱氧剂,因此,如何减少AI2O3夹杂的量是影响钢材质量的关键环 节。现行工艺中,通常用钙处理技术对可203进行变性来减少加2。3的量,实践表明,这种方法 是经济可行的。
C晶粒度
晶粒尺寸的大小是衡量齿轮钢质量的主要指标。细小均匀的奥氏体晶粒度对稳定钢材的末 端淬透性,减少齿轮热处理后的变形量,提高渗碳钢的脆断张力具有重要意义。如果晶粒尺寸过 大,会使渗碳层浓度相对提高,于是脆性增加,弯曲强度降低,容易使齿面剥落。通过加入一定量 的细化晶粒元素如铝、貿等可使晶粒细化,向钢中加入铝以形成弥散状氮化铝粒子,起到阻止晶 界迁移的作用;加入能形成的碳化物在1200七左右才大量溶解到奥氏体中,因此,在加热的不同 阶段都能起到阻止奥氏体晶粒长大的作用,而随后的锻、轧和热处理工艺对晶粒度也有不同程度 的影响。
此外,齿轮一般经机加工(包括冷、热加工性和易切削性)成形,为保证表面光洁度,要求齿
轮钢具有良好的切削性能。
• 346 ∙ 7典型钢种的电炉和精炼工艺路线与技术
7.3.3齿轮钢常见缺陷、产生原因及防范措施
齿轮钢铸坯的常见缺陷有中间裂纹、角部裂纹、缩孔等缺陷。
中间裂纹产生的原因,主要是由于在二冷段铸坯表面温度回升过高形成的,也可能与生产设 备有关,如二冷段的足辐对弧不好。防止措施主要有:(1)低过热度浇铸;(2)适当降低拉速; (3)合理的二次冷却制度,避免铸坯表面温度回升过快。
角部裂纹主要是由于铸坯在结晶器内、外冷却强度不当或冷却不均匀,造成连铸坯角部承受 的应力超过钢的强度而产生的。解决措施有:(1)根据钢种确定结晶器合适的水量及合理的二 次冷却制度;(2)定期检查清理二冷喷嘴,避免喷嘴堵塞造成冷却不均匀。
缩孔主要是铸坯中心凝固末端的凝固收缩得不到补充或外部的补偿而产生的。防止措施主 要有:(1)采用低过热度浇铸;(2)采用凝固末端电磁搅拌技术;(3)采用轻压下技术。
铸坯上还有一种不容易被发现却很致命的缺陷——白点。CrMnTi系列、CrMo系列,CrNiMo 系列都是容易产生白点的齿轮钢品种,而且随着碳含量的增加,这种缺陷越明显。白点产生的原 因,目前还没有统一的意见。但都肯定它和钢中过量的氢有关。防止措施主要有:(1)炼钢的原 辅料使用前尽量烘烤,以保证水分不超标;(2)进行真空处理;(3)连铸坯尤其是雨季必须进行 缓冷。
7.3.4齿轮钢的冶炼与连铸
7. 3. 2节中已经对齿轮钢的质量要求做了明确的阐述,齿轮钢生产工艺方案及改进措施都 是围绕这几个指标进行的。下面主要介绍齿轮钢炼钢方面的技术要求。
7. 3.4. 1 齿轮钢的冶炼
我国目前生产齿轮钢初炼炉主要采用电炉和转炉两种,电炉必须采用偏心炉底出钢,转炉则 采用挡渣出钢,从而确保氧化渣尽量少进入LF精炼炉。
LF采用强脱氧剂铝进行深脱氧,并保证钢中有一定的残铝量(AL:0. 03% ~0.05%);白渣 精炼,采用易于吸收氧化物夹杂的炉渣成分,并控制渣中(Feo+ MnO) <l%o采用氫气搅拌,控 制合适的氨气流量,促进夹杂物充分上浮;对夹杂物进行变性处理。
上述的工艺要求主要是针对钢材的洁净度这一指标的。而另一指标窄淬透性控制则主要是 通过成分的精确控制和均匀性来实现,这一过程主要在精炼过程中完成:首先运用数理统计和计 算机控制技术,确定最佳化学成分控制目标,从而实现窄淬透性带控制。主要应注意以下几点: (1)钢液脱氧良好;(2)白渣精炼;(3)准确的钢水重量;(4)准确的合金成分;(5)过程的取样成 分要具有代表性。冶钢成功地建立了齿轮钢淬透带控制模型,并成功应用于生产。
7. 3. 4. 2 齿轮钢的连铸
对于连铸齿轮钢来说,避免二次氧化、减轻偏析,提高铸坯成分的均匀性、保证铸坯的表面和 内部质量是连铸工序的重点,为此采用以下一些措施:
(1)采用保护浇铸,钢包采用长水口,中间包为浸入式水口,并采用氣封装置。
(2)采用合理的保护渣,除能起到进一步吸收夹杂物的作用外,还应保证铸坯具有良好的 质量。
(3)采用低过热度浇铸。中间包过热度控制在20 ~ 35七,改善缩孔、疏松等缺陷。
(4)根据中间包的过热度,合理选择拉速,尽可能低拉速浇铸。
(5)二冷采用弱冷,并结合结晶器电磁搅拌和末端电磁搅拌技术,提高铸坯的等轴晶率,改 善铸坯的偏析,从而提高铸坯成分的均匀性。
........................ :-----------------7.4 硬线钢• 347 •
7.3.5小结
目前,我国生产的齿轮钢实物质量仍与国际先进水平有差距,但进步很快,重点特钢企业生 产齿轮钢的质量水平已和国外差距缩小。其中Cr系、Cr-M。系齿轮钢在国内的应用已经非常广 泛,大多用于轻型、中型商用车的变速器齿轮和后桥齿轮,钢号如SCr420H、SCM42°H、SCM822H 等。轿车工业的迅速发展为Mn-Cr系列齿轮钢的开发注入了活力,Mn-Cr系列齿轮钢已经成为 国内主要的轿车齿轮用钢,桑塔纳、捷达、富康轿车多采用Mn-Cr系列齿轮钢。随着国内大吨位 重型商用车的生产,推动了 Mn-Cr-B系,Cr-Mo系,Ni-Cr-Mo系齿轮钢的发展。高洁净度、窄淬透 性、易切削性依然是齿轮钢今后研究的主要方向。
7.4硬线钢
7.4.1硬线钢的分类及应用
硬线钢是指轧制线材碳含量大于0∙ 45%的优质中高碳钢,变形抗力与硬线相当的低合金 钢、合金钢,某些专用线材也可归为硬线类。高碳钢是指碳含量大于0.60 %的钢,对于高碳钢的 生产应从炼钢的全过程来控制,以满足高线和钢丝的要求,主要是要求铁水的洁净度高,铁水中 的磷、硫含量要低,铁水要有较高的物理热和化学热。
硬线经拉拔、捻制等工艺可加工成多种有重要用途的金属制品,主要有各种用途的钢丝绳 (石油钻井、矿井、起重机、航空等使用);高强度低松弛预应力钢丝、钢绞线(用于建筑、路桥等预 应力混凝土制品);钢帘线(轮胎子午线);各种高碳及合金钢丝(琴用钢丝、弹簧钢丝、伞骨、针布 及高压胶管等用钢丝)。其中预应力钢绞线、钢丝被广泛应用于交通、能源、工业和民用建筑、水 利等方面。在交通领域中,钢绞线主要应用在桥梁、岩土锚固、城市高架、高速公路、轨道交通线、 机场建筑结构及跑道、大管桩、栈桥、高耐荷地面等,公路交通目前是预应力钢材的主要应用领 域;在能源建设领域中,钢绞线主要应用在水坝及地下厂房的加固、船闸、涵洞、岩土锚固、核电站 的安全壳、厂房、海上石油钻井平台及煤炭开采的锚杆等;在建筑领域中,钢绞线主要应用在高层 建筑、混凝土结构、钢结构、地基工程及重载提升方面;在水利设施中,预应力产品主要应用于大 型水管、渡槽、涵洞、水坝加固、预制桩等。
随着连铸技术在国内的迅速发展,连铸钢种也在迅速扩展,连铸硬线钢向优质、多功能、高技 术含量和高附加值方向发展,如高质量的钢帘线、电力和电气化铁路用高耐蚀锌一铝合金镀层钢 绞线、高精度预张拉力钢丝绳、高应力气门簧用钢丝等都是以高碳钢坯(C >0.60%)为原料,经 高速线材轧机轧制、热处理后拉拔而成的。
7.4.2硬线钢的合金元素组成及性能要求
硬线钢应用领域极其广泛,一般要求硬线钢有高的强韧性匹配,即保证足够的抗拉强度和面 缩率要求。硬线钢盘条要经过冷拉、合股等工■序,按硬线用途要求,盘条必须满足良好的表面质 量、通条成分波动小、同截面成分偏析小、夹杂物含量低、尺寸小、晶粒度适中和高的索氏体比例 等要求。
7. 4. 2. 1 硬线钢中合金元素对组织性能的影响
硬线钢中主要合金元素为C、mn、g/3及微量V、1^等,成分接近共析钢成分。其轧制控 冷后的线材组织以珠光体为主。钢中各主要元素对组织性能的影响如下。
碳:碳是决定高碳钢线材轧制冷却后组织性能的主要元素。碳对控冷后高碳钢显微组织的
• 348 ∙ 7典型钢种的电炉和精炼工艺路线与技术-----..
影响是,在亚共析钢范围内,随含碳量增加,铁素体相对量减少,珠光体量增加。达到共析成分 时,全部为珠光体。在过共析钢范围内,随含碳量增加,先共析渗碳体量增加,珠光体相对量减 少。在亚共析范围内,随含碳量增加,珠光体相对量增加,抗拉强度不断提高。超过共析含碳量 后,抗拉强度提高缓慢,以致于最后抗拉强度随含碳量增加而降低。这是由于先共析渗碳体量增 多,并沿原奥氏体晶界析出,形成网状,使钢的脆性增大,容易发生早期断裂,从而降低抗拉强度。
露:镐在高碳钢中的含量一般为0. 25% -0. 80% ,钢中的锦除一部分形成夹杂物外,其余部 分溶于铁素体和渗碳体中,对高碳钢的力学性能有良好影响,可提高高碳钢经热轧冷却后的硬度 和强度。在傾含量不高时(<0.80%),锦可以稍微提高或不降低钢的面缩率和冲击韧性,在高 碳钢^S含量范围内,每增加0. l%Mn,大致可使热轧后钢的抗拉强度增加7. 8~12.7 MPa,屈服点 提高约7.8 ~9. 8 MPa,而伸长率约减少0. 4% o
硅:硅是钢中有益元素,它作为脱氧元素而加入钢中,除形成非金属夹杂物外,硅溶于铁素体 中。在高碳钢中每增加0. 1%的硅,可使热轧钢的抗拉强度提高约7. 8 ~8. 8 MPa,屈服点提高约 3. 9 ~ 4. 9 MPa,伸长率下降约0.5%,钢的面缩率和冲击韧性下降不明显;当硅含量超过 0. 8% ~ 1.0%时,会引起面缩率下降,特别是冲击韧性显著降低。
硫:硫是有害元素,它的最大危害是引起热脆。硫通过形成硫化物夹杂而对高碳钢线材的力 学性能发生影响。增加钢中的含硫量,使硫化物夹杂的含量增高,钢的塑性和韧性降低,且钢的 力学性能的方向性增大,热加工性能变坏。
磷:磷也是有害杂质元素。虽然磷能使钢的强度提高,但使范性、韧性降低,特别是使钢的脆 性转变温度升高,即提高了钢的冷脆性。
氧:钢中含氧量增加,高碳钢线材的塑性、韧性降低。在钢的抗拉强度较高时,也使钢的疲劳 强度降低。此外,氧化物夹杂使钢的耐腐蚀性、耐磨性降低,使冷冲压性、锻造加工性以及切削加 工性变坏。
氮:氮会引起高碳钢的淬火时效和形变时效,使钢的强度、硬度升高,但塑性、韧性降低,特别 是在形变时效情况下,塑性和韧性的降低比较显著。
氢:氢在钢中是有害元素,表现在两个方面:一是溶人钢中使钢的塑性和韧性降低,引起所谓 氢脆;二是当氢从钢中析出时造成内部裂纹性质的缺陷,白点是这类缺陷中最突出的一种,造成 硬线轧后塑性降低的原因是成品中氢含量较高。
7. 4. 2. 2 成分控制要求
要求钢中磷、硫含量尽可能低,最好不大于0.015%。碳含量是影响强度、性能均一性和盘 条异常组织的主要元素,碳过低则强度不足,过高则对控冷不利,易形成网状渗碳体,使拉拔性能 变坏。馅、镂均可增加钢的淬透性,少量添加可改善晶界碳化物析出分布,使索氏体比例提高,改 善拉拔性能,但倍、锦都是易偏析的元素,加人过多,将使盘条中心马氏体严重。
各种元素成分控制范围应尽可能窄,不同炉次的盘条化学成分的波动和同一炉次不同盘卷, 甚至同一卷盘条前后不同部位的化学成分的波动,会造成拉拔后的钢丝强度和冲击韧性指标波 动太大,强度差值可达100 MPa以上。
7.4. 2. 3 气体含量要求
钢中氮、氢、氧均不同程度影响盘条时效性能和面缩率,应尽可能低。实践表明,[N] W 0. 0060%、[ 0] <0. 0020%、[ H] V0. 0002% ,又寸性能影响不大。
7. 4. 2. 4 低倍组织
横截面酸浸低倍组织不得有肉眼可见的缩孔、气孔、分层、裂纹、夹杂、翻皮和白点。一般疏 松、中心疏松、中心偏析等各不大于1.5级,总级别不大于4级。
7.4硬线钢∙ 349 ∙
7. 4. 2. 5表面质量
铸坯表面要求无裂纹、结疤等表面缺陷,盘条尺寸按B级以上控制。盘条表面光滑,不得有 目视可见的裂纹、结疤、耳子、折叠及夹杂,个别细小划痕、压痕、发纹、麻点深度不得超过 0. 1 mmo
7. 4. 2. 6 非金属夹杂物
非金属夹杂物使变形金属连续性受破坏,拉拔时夹杂处首先形成裂纹源,最后导致断裂。另 外,用于制造弹簧时,非金属夹杂物是损坏、失效的最主要原因。实践表明,显微夹杂中危害最大 的主要是B类夹杂物和D类夹杂物,夹杂物尺寸不大于20 2m时,对拉拔性能和绞线断口无明 显影响,一般情况下都要求钢中总[0] ≤0. 0030% o
7. 4. 2. 7 表面脱碳
盘条一边总脱碳层(铁素体+过渡层)的深度分为两组:一组不大于1%0;二组不大于 1. 5% O(0表示盘条公称直径)。
7.4. 2. 8 显微组织要求
按硬线用途要求,用于制造钢绞线盘条一般要求索氏体比例不小于85% ,最好不小于90% , 且不出现异常组织。用于制造弹簧钢时,组织为大量片状珠光体+少量铁素体的混合体。
7. 4.3硬线钢的常见缺陷、产生原因及防范措施
随着工业化和现代化的发展,市场对钢材品种结构和质量水平提出了新的要求,即要求钢材 优质、多功能、高技术含量和高附加值。国内硬线钢常见的质量问题是强度偏低、性能不均、易脆 断、表面质量差、耐腐蚀性差。钢丝在拉拔过程中脆断的问题,是影响硬线生产的主要问题。
7.4. 3.1 拉拔断裂
硬线钢拉拔时常见断口有三种:平直状脆性断口(图7 -1Ia)、斜劈状断口(图7 -1Ib)、杯 锥状断口(图7-llc)。常见断口形貌见图7-11。
图7-11硬线钢拉拔常见断口形貌
A平直状脆性断口
平直状脆性断口一般发生盘条放线和拉拔的前几道,断口无径缩。断口平直,无明显的塑性 变形,为典型的脆性断裂。此种断丝的产生原因有:表面结疤、擦伤等缺陷以及表面增碳、皮下大 型夹杂物。
表面缺陷引起的脆性断裂,在电镜下观察断口形貌,能看到放射条纹呈"人"字形,"人”字形 的尖部指向试样边缘,说明断裂起源于此,即断裂是从表面开始,如图7-1Ia所示。
扫描电镜下观察,对应裂源处的侧面上一般能发现明显的斜向表面损伤,损伤处有多条平行
• 350 ∙ 7典型钢种的电炉和精炼工艺路线与技术
于断面的裂纹(图7 -12a),过损伤处取纵断面制样后在金相显微镜下观察,裂纹成某一角度于 表面向心部扩展,表面层有明显的冷变形纤维流线组织形态(图7 - 12b),这种情况下的断裂往 往与表面损伤息息相关,这种表面损伤是由于常温局部变形造成的,是运输和装卸过程中的操作 不当导致的结果。局部变形产生加工硬化,塑性变形能力下降而脆性增大。形状不再圆滑使盘 条在受力时产生较大的应力集中,而这种高应力由于盘条的脆性增加不能通过塑性变形得到释 放,导致裂纹萌生扩展,最后产生脆断。
⅛
图7-12平直状断口表面损伤及组织 "一表面损伤;6-表面裂纹和冷变形组织
表面增碳和大型夹杂物影响的脆性断裂,一般在断口横截面上能观察到明显的增碳或夹杂 物。夹杂物尺寸在50 μιm以上。
B斜劈状断口
斜劈状断口多产生于中间及接近成品道次。产生原因为:(1)主要是由于拉拔产生的轴向力与拉 丝模中心线不对中引起盘条四周受力不均,将磷化膜刮掉,轻者形成裂纹,重者使拉丝模磨损老化造成 模孔失圆,造成劈裂。(2)盘条表面局部渗碳,拉拔时未断丝,但钢丝表面形成龟裂,捻制时劈开。
因拉拔不对中或润滑不良造成的断口见图7-13。一般在断口对应裂源的侧面能发现平行 排列的鱼鳞状裂纹,切取过裂源的纵向金相试样进行观察,裂源一侧表面有多条裂纹与表面成某 一角度或垂直表面向心部延伸(图7-13α),裂缝内没有夹杂物和氧化铁,裂缝两侧也没有异常 组织。试样的另外一侧表面有一薄层与基体结合良好的涂层(图7-136)。能谱分析时,涂层成 分中含有P、O、Zn等(图7-13c),可说明为拉拔前的磷化层。而裂源一侧没有此涂层。此种断 裂的原因可确定与拉拔时润滑不良密切相关。
因表面局部增碳形成的断裂,可观察到表面渗碳造成的成品丝龟裂,电镜下龟裂处高倍组织 表层为块状碳化物+珠光体,内部为网状渗碳体,具有明显表面增碳特征,一般认为是由于结晶 器液面不稳定造成结晶器卷渣导致钢坯表面增碳。
C杯锥状断口
杯锥状断口 一般是由于心部存在大范围的网状渗碳体和中心缺陷,电镜下观察时,断裂面呈 倒圆锥形从试样边缘向心部凹陷,试样没有明显的塑性变形,可判断这种断口的裂源位于心部, 于锥尖切取纵断面在扫描电镜下,可观察到离锥尖很近并处于试样的对应部位的地方有多条不 规则裂纹(图7 - 14a),放大后观察时可知裂纹是由原始的孔洞缺陷扩展而成(图7 - 14b)。若
....7.4硬线钢• 351 •
取横截面观察,可发现多个孔洞缺陷(图7 - 14c)。
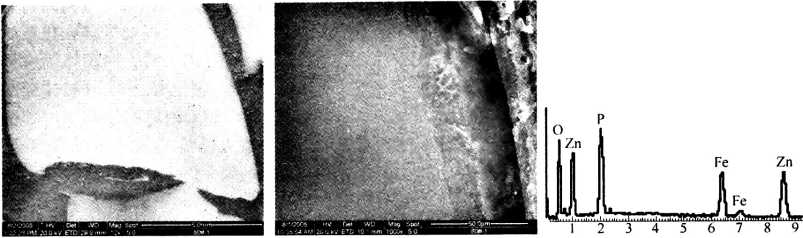
*
图7-13润滑不良造成的断口电镜图
"—断口纵断面;6—断口边部涂层;<-涂层的能谱特征
ft
图7-14杯锥状断口电镜下形貌 a一纵断面;6—纵断面裂缝;<—横断面缩孔
中心存在大面积(一般尺寸范围在150 μm以上)网状渗碳体时,电镜下网状区域的边缘会 有明显变形。可知在钢丝受拔丝模压应力向心部变形渗透时遇到网碳组织,连续性受破坏,在拉 拔应力作用下,网碳区域的边缘首先滑移形成纤维孔洞,变形无法深入,随着拉拔变形量增加,裂 纹扩展造成断丝。这时的中心裂纹处浸蚀后一般没有异常组织和夹杂物。
杯锥状断口与连铸工艺有关。断口不规则形状的孔洞缺陷,正是原始铸坯上的中心缩孔在热轧 过程中由于受力的不均匀而形成的。这种不规则形状的孔洞在拉拔过程中产生较大的应力集中,导致 裂纹扩展而断裂。而钢坯中的缩孔是钢液在凝固时发生体积集中收缩,而最后结晶的中心部分的体积 收缩得不到补充而产生的。它的产生与连铸过程中钢水的过热度和拉坯速度密切相关。
铸坯中心偏析、中心缩孔是造成尖状断裂的根源,而中心偏析是造成马氏体、网状渗碳体的 根源。当微区碳偏析,碳含量达0.9%时,运用现代控冷手段是无法消除网状渗碳体的。倍、锦 中心偏析一般分别为边部含量的3. 5倍和2倍,这种情况下,要彻底消除中心马氏体很困难。实 践表明,采取结晶器电磁搅拌和末端电磁搅拌,配合低过热度浇铸、恒速浇铸、合理的比水量,可 消除中心网状渗碳体,但无法完全消除马氏体。只要使纵向马氏体不连续,横向尺寸控制在 10 μm以下,就能减轻断丝的发生。
7. 4. 3. 2延迟断裂
延迟断裂是一种由氢造成的晶界脆化,即受静载荷的材料经过一定时间后产生脆性断裂的
• 352 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------------------- 现象,由延迟破坏而得名,属沿晶断裂。高强度钢的延迟断裂敏感性问题,是从对桥梁、建筑结 构、汽车等的残酷破坏的研究中认识到的。为了避免这个问题,国外曾对用于桥梁等方面的高强 度螺栓进行了强度限制。预应力管桩钢丝是经冷拔加淬火回火工艺生产出来的热处理强化型低 合金钢,其成品的组织一般为回火马氏体+贝氏体回火组织或回火马氏体+回火屈氏体+少量 铁素体组织等。自然环境中钢的延迟破坏主要发生在回火马氏体中,其特点是:(1)在抗拉强度 不低于1200 MPa的强度水平下其敏感性增大。(2)在低温回火时,350七附近温度范围内其敏 感性最大。(3)原始奥氏体晶界的破坏是主要的断裂原因。这些特点说明,在原始奥氏体晶界, 350七时形成晶界碳化物,成为位错的障碍,同时,磷、硫的偏析,氢的聚集,使晶界的凝聚力下降, 形成晶间断裂臼。
高强度硬线的延迟断裂一般发生在管桩钢丝的静态存放时,避免延迟断裂,一方面在硬线盘 条成分选择上,适当增加延迟断裂敏感性小的硅、锌等元素含量,一方面控制深加工时回火温度 不能太低。
7. 4. 3. 3 疲劳断裂
用于生产碳素弹簧钢丝和钢丝绳等的硬线钢产品,容易产生疲劳断裂问题,钢丝的抗疲劳性 能取决于成分、洁净度、组织、应力状态、表面质量、镀层等许多方面。
这些钢在生产中一般采用无铝脱氧剂,以避免钢中生成纯Al2O3夹杂,并要求其他各类夹杂 在0.5级左右。加工工艺对钢丝疲劳性能的影响表现在总的压缩率上。对于高碳钢盘条,压缩 率与疲劳强度关系为,随着压缩率的增大,疲劳强度增高,当疲劳强度达到最大值,继续增大变形 量疲劳强度下降。另外,表面缺陷会强烈降低钢丝的疲劳极限,是疲劳裂纹源产生和发展的主要 原因。拉拔时的沟痕和锈蚀严重降低钢丝的疲劳极限。在总变形量确定的情况下,每道次的变 形量比较小时对钢丝的疲劳性能有利。采用小的模具角度,小的道次变形量,长的定径带长度, 能提高钢丝的疲劳性能。
在生产高强度钢丝时应选用较高的含碳鼠,降低总变形量,增加拉拔道次,减少道次变形量; 加强钢丝的表面保护,防止拉拔和运送过程中对钢丝表面造成划伤锈蚀等缺陷;同时消除钢丝中 心和表面损伤,防止应变时效等。
7.4.4硬线钢的冶炼与连铸
电炉流程生产硬线钢,一般选择的工艺流程为:EAF—LF/VD(RH)一连铸。生产高级线材 的冶金工艺根据连铸机类型可分为两大类:一类是以德国、美国为代表的国家普遍采用断面为 130 ~ 140 mm的小方坯,另一类是以日本、英国、韩国为代表的国家倾向使用断面超过300 mm的 大方坯。从生产成本考虑,小方坯有明显优势。为进一步减少方坯的内部缺陷,各生产厂家在连 铸过程中采取了低过热度浇铸、电磁搅拌、轻压下、强制冷却等一系列工艺措施,并取得了不同程 度的进步。
7. 4.4.1电炉生产硬线钢氮含量控制
氮在钢中的危害主要表现在:Fe4N导致钢材的时效性,降低钢的冷加工性能,造成焊接热影 响区脆化。此外,氮会造成连铸坯开裂。对于高碳钢盘条,经拉丝、合股制成高强度钢丝、预应力 钢丝、钢绞线、钢丝绳等,如果氮高会出现时效明显、合股扭丝易断裂问题。
电炉流程生产硬线钢,要严格控制钢中氮含量及钢中总氧含量,在入炉料结构中,最好配入 30%以上热装铁水,以确保终点碳含量控制在钢种成分中限要求的2/3以上,在铁水供应紧张或 无条件的情况下,应当适当多配加生铁块或其他含碳原材料。
控制电炉炼钢流程的氮含量,一是要控制电炉炼钢流程的氮含量,二是要减少炉外精炼过程
----7.4硬线钢,353 • 钢液增氮量。为了保证电炉流程生产低氮钢,且冶炼和精炼周期能满足连铸节奏要求,必须控制 钢液脱氮及吸氮速度,这对电炉炼钢流程更为重要。
A 电炉冶炼脱氮
现代电炉炼钢采用留钢留渣及加铁水操作,吹炼开始时炉内已经有一定体积的金属熔池,也 就是说从吹炼开始就存在着吸氮的可能,所以为了减少钢液从大气中吸氮,及早造泡沫渣避免钢 液面裸露,特别是冲击凹坑处的钢液面裸露,是有效的措施,这一点在熔清后电炉吹炼后期尤为 重要,泡沫渣渣层厚度应高于电弧冲击凹坑深度。因为吹炼后期钢液中碳含量低,C0气泡携带 脱氮能力低,这时如果造不好泡沫渣,可能会使后期钢液增氮量大于CO气泡携带脱氮量,表现 为出钢时钢液中的氮含量比熔清时钢液中氮含量高。为了防止电炉冶炼过程中电弧区的增氮, 造好泡沫渣避免钢液裸露是有效措施,特别是熔清后,应保证渣中MgO含量在7% ~9% ,既是为 了造黏度合适的渣,同时也是防止炉渣对炉衬的侵蚀。
电炉加部分铁水操作,除铁水含氮量较低外,铁水中有较高的碳含量,大约在4. 2%左右,电 炉冶炼期间,在吹氧脱碳时,氧流冲击区氧含量很高,碳氧反应激烈,反应区温度可达2600七左 右,这时[O]、[S]阻碍钢液脱氮的影响消失,故尽管[0]、[S]高,在碳氧反应区仍存在脱氮的 可能。另外,由于碳氧反应生成大量的CO气泡,对于钢液中的氮来说是一个小真空室,钢液中 的氮会通过扩散进入气泡,随着气泡上浮而溢出到大气中,从而完成脱氮的过程。
B控制精炼增氮
LF精炼操作不当往往会造成钢液增氮,控制好LF精炼方式,可以保证增氮量小于 0.0005%o普遍认为LF增氮的主要原因是钢液与大气的接触、电弧区气体电离以及原材料带 人氮。
精炼期的还原性气氛,在有碳存在的条件下,熔渣溶解氮的能力增加。相比较下,气相的氮 位比钢液的氮位要高得多,使得氮从气相进入钢液机会增多。吹氣搅拌时较大功率的搅拌,如果 使钢液面翻滚裸露,脱氧、脱硫钢液会严重增氮,故LF精炼操作前期增氮量较大。在精炼渣温度 低于钢液温度的条件下,钢液几乎不吸氮,精炼渣能很好防止吸氮,所以保持合理的渣量,并在精 炼过程中保持渣很好的覆盖对于控制钢液增氮很重要。精炼渣与钢液的温度接近,即LF加热 时,钢液吸氮严重。温度升高,钢液吸氮的速率常数增大,氮在渣中的传质系数增大。所以尽可 能减少渣的高温停留时间对于减少钢液吸氮是很有益的,在LF过程中采用大功率加热并且配 合埋弧渣,缩短高温渣存在的时间,有利于防止钢液吸氮。
总之,LF过程钢液为脱氧、脱硫良好的钢液,容易裸露增氮。控制吹氣搅拌强度及造好埋弧 渣,保证钢液面不翻滚裸露是减少LF过程钢液增氮的关键。
C控制连铸过程增氮
在浇铸初期特别是换包时钢液增氮情况严重,这是因为浇铸初期中间包基本为空包,包壁上 吸附的大量氮气会卷入钢液,同时钢液不能被中间包覆盖剂良好覆盖且钢液容易翻滚,中间包内 脱氧良好极易增氮的钢液裸露于大气中,吸氮速度很大。在多炉连浇过程中,更换钢包、中间包 覆盖不好等均会造成钢液增氮。因此采用中间包全程保护浇铸十分重要。采用中间包氫封,氣 气可由中间包底透气砖以小气泡方式吹入空包或钢液,通过钢液层时清洗钢液,带出其中的夹杂 物。氫气泡自钢液表面析出后,聚集在用盖子密封的中间包内上部空间保护钢液,减轻钢液的吸 氮,是降低钢中氮含量、生产洁净钢的重要措施之一。
7. 4. 4. 2 硬线钢中夹杂物控制
夹杂物对力学性能的影响主要是降低其塑性、韧性和疲劳极限,造成钢材性能上的方向性, 使其热加工性和冷加工性变坏。高碳钢中的夹杂物包括复相硅酸盐夹杂、硫化物及由它们相互
■ 354 ∙ 7典型钢种的电炉和精炼工艺路线与技术--------------------
形成的复合夹杂物,小尺寸外来夹杂物多以形核中心的形式存在于复合夹杂物内。
A高碳钢中常见夹杂物形貌及能谱特征
高碳钢中常见夹杂物有:单纯的用2。3夹杂,可2。3、Sio2、CaO、MgO与硫化物的复合夹杂,闵2Ο3 与硫化物的复合夹杂,Al2O3 >SiO2、MnO的复合夹杂等。其在电镜下的形貌如图7-15所示。
*
d
图7-15高碳钢中常见夹杂物形貌
a—Al2O3;δ-Al2O3 ,SiO2 ,CaO,MgO与硫化物的复合夹杂物; C-Al2O3与硫化物的复合夹杂物;d-Al?。:, ,SiO2 ,MnO的复合夹杂物
钢中内生夹杂物一般尺寸较小,而由耐火材料和合金中的杂质带人的外来夹杂物一般是硬 质夹杂物,而且尺寸较大,在拉拔、捻股过程中,容易诱发钢丝的断线。可见,降低外来夹杂也是 极为重要的。对外来夹杂物进行能谱分析发现,不同来源的夹杂物具有不同的能谱特征,主要差 别是保护渣卷入时,有明显的Na峰,而炉渣和耐火材料无此峰;耐火材料带入的夹杂物Al峰较 高,这是区别于其他夹杂物的特征元素;炉渣卷入时,保留了原始炉渣Ca峰较高的特征,但也有 明显的Al峰。外来夹杂物的能谱特征对区分钢中大型夹杂物的来源有帮助,可以有针对性地来 采取措施,进一步降低外来夹杂物。
B高碳硬线钢中夹杂物控制
a精炼渣系的选择
精炼渣系一般选用Cac)-AI2O3-Sio2三元低熔点渣系。精炼渣的功能首先是脱硫、脱氧,去
7.4硬线钢∙ 355 ∙
除钢中夹杂物;其次是保护包衬,提高热效率,防止钢液吸气。对金属制品用材,如中高碳硬线 钢、轴承钢、弹簧钢等,不仅要降低钢中夹杂物总量,更要注意控制氧化铝及含铝复合夹杂物的粒 度及其在铸坯中的分布,以保证钢材的拉拔性能、绞线性能及疲劳性能。目前中高碳精炼渣有高 碱度(CaO/Si02 > 3 )和低碱度(CaO/SiO2 W2)两类,高碱度渣具有硫容量大、精炼的钢含氧低的 优点,但易生成铝酸钙型球状夹杂物。另外,由于高碱度渣流动性不好,为提高流动性需提高萤 石的加入量,加大了炉衬侵蚀带入的外来夹杂物。低碱度渣易于吸收钢中夹杂物,使得钢中 夹杂物数量减少,其形态和性质也能得到有效的控制,特别对消除钢中点状夹杂物十分有利, 而且由于碱度低,炉渣的流动性好,能促进冶金反应速度,同时硫化物夹杂的数量能控制在满 意的范围内。但采用低碱度渣系(碱度控制在1 ~2之间),要求配有铁水预脱硫,以减轻LF 的脱硫压力。
b脱氧方式的选择
高碳钢中内生夹杂物来自脱氧产物和冷却及凝固过程的沉淀析出。外来夹杂物主要来源是 钢的二次氧化、卷渣和内衬侵蚀。从拉拔时夹杂物的破裂角度考虑,有必要对耐火材料和添加的 铁合金加以选择。在冶炼过程中,为了得到塑性区的Mno-AI203s02的夹杂物,应该采用Si-Mn 脱氧,而不能加铝或含铝较高的合金进行脱氧。
c系统控制夹杂物含量
高碳钢夹杂物控制是一个系统工程,应该着眼于整个冶炼及浇铸过程,全程采取有效措施, 包括加强过程管理,提高拉碳合格率,避免钢水过氧化;完善挡渣工艺,抑制或消除出钢过程下 渣;根据不同的钢种采取相应的合适的精炼渣系;针对不同精炼目的,应用不同的吹氣流量,优化 吹敏工艺参数;优化中间包内部流场,加强中间包包体维护,改进中间包水口材质,延长水口使用 寿命,减少换水口的次数等措施,达到有效去除夹杂物,提高钢水进入结晶器前的洁净度,从而降 低铸坯整体的夹杂物含量水平的目的。
7.4. 4. 3 硬线钢铸坯质量控制
高碳硬线钢的中心缺陷是影响其产品质量的重要因素。严重的中心缺陷会影响盘条的拉拔 性能,使其盘条产品在拉拔量不大的情况下便产生断丝现象。中心缺陷包括铸坯心部元素偏析、 中心疏松和缩孔。
A铸坯心部元素偏析
连铸坯宏观偏析主要表现为溶质元素在铸坯中心分布的不均匀性,即中心偏析。中心偏析 是连铸坯中最常见的宏观缺陷,由于它不能通过后续的轧制或退火处理来消除,因而对材料的力 学性能和加工性能产生有害的影响。对含碳量大于0. 45%的高碳钢种,当过热度大于15七,且 拉速较高时,容易产生十分严重的碳硫中心偏析,铸坯轧后冷却时产生马氏体和贝氏体的转变产 物,对氢脆裂纹非常敏感,同时中心偏析区粗大的沉淀物(如MnS、Nb(C,N)),加速了中心裂纹 的扩展。
连铸坯中心偏析的影响因素有:
(1)浇铸温度的影响。发达的柱状晶会引起连铸坯的中心偏析,而浇铸温度的高低又是影 响柱状晶生长的重要因素。过热度是决定等轴晶区的一个重要参数,过热度越低,则断面上产生 的等轴晶区就越大,从而偏析所占面积就越小。
(2)拉速的影响。对于断面和成分确定的铸坯来说,若增大拉速会使液相穴延伸,从而增加 了搭桥和形成小钢锭结构的几率,也使鼓肚的几率增大。
(3)二冷强度的影响。二冷不当,会造成凝固坯壳太薄,铸坯表面温度过高(>1100七)。 铸坯在高温下强度很低,在液心钢水静压力作用下,坯壳会发生蠕变从而产生鼓肚,尤其是接近
• 356 ∙ 7典型钢种的电炉和精炼工艺路线与技术-----------------------...
液相穴末端,残余母液的凝固潜热骤然放出,会使铸坯表面温度升高,而形成鼓肚,导致成分富集 钢液流动,造成严重的中心偏析。二冷强度又不宜过大,否则,断面上温度梯度过大,会促进柱状 晶的生长。
等轴晶率和鼓肚量是影响中心偏析的两个主要因素。凡是对这两个因素有影响的任何因 素,都会影响铸坯质量。如碳含量,報子间距、刚性及对中精度,铸坯断面大小、铸坯形状等因素, 都会引起等轴晶率和鼓肚量的变化,必然会导致对铸坯质量的影响。
元素偏析是影响中高碳钢连铸坯质量的重要问题,中心偏析是连铸小方坯的代表性缺陷。 以平衡分配系数K来评价:K = I无偏析;K>l正偏析;K<l负偏析;I-K值越大,说明元素偏 析越严重。
由溶质元素偏析倾向可知(见表7-6),钢中的碳是易偏析元素,当碳偏析较高时,易形成脆 性的网状渗碳体,从而导致拉拔性能恶化。
表7-6常见元素K值表
|
元素 |
C |
Si |
Mn |
Cr |
P |
S |
O |
|
K |
0. 13 |
0. 66 |
0. 84 |
0. 95 |
0. 13 |
0.02 |
0. 02 |
|
1 -K |
0. 87 |
0. 34 |
0. 16 |
0.05 |
0. 87 |
0. 98 |
0. 98 |
B 中心疏松和缩孔
钢液在结晶器内开始凝固时,由于条件的差异,柱状晶的生长出现不均衡现象,铸坯纵断面 中心产生"晶桥”,将钢液隔开,桥下部分凝固最晚。当此部分残余液体凝固收缩时,得不到其他 液体的补充,会在枝晶间形成许多分散的小缩孔或在心部形成封闭的缩孔,从而形成连铸坯的中 心缩孔或疏松,并伴随着严重的中心偏析和夹杂物的富集。这些心部缺陷在轧制过程中如果不 能焊合,就会成为力学性能试验及深加工(拉拔)过程中的断裂源,随着拉拔、变形,最终导致 断裂。
高碳钢方坯在凝固末端铸坯中心部分的温度下降非常快,而其表面温度下降较慢。由于表 面与中心冷却速度的差异,引起了断面上的热收缩,导致铸坯中心孔洞的形成,引起富集溶质钢 液的流动,形成中心偏析。
C高碳钢连铸方坯宏观偏析的控制方法
连铸小方坯生产的高碳钢品种,正在由以往生产建筑用钢(n级钢筋)为主转向生产伽螺、 硬线、弹簧、轴类、预应力钢绞线、轮胎钢丝(钢帘线)等更高级用途的品种。研究表明,采用低过 热度浇铸技术、电磁搅拌技术、轻压下技术和凝固末端强冷技术,减少易偏析元素含量,特别是钢 中硫元素的含量等,对改善高碳钢铸坯的中心疏松、缩孔和偏析有明显的效果。
a低过热度浇铸技术
高碳钢(C=(I 60% -0. 85% )过热度超过25七,柱状晶发达,形成穿晶结构,产生中心偏析; 过热度小于15七,中心等轴晶区扩大,中心偏析减轻。当等轴晶率达到35% ~40%以上才能基 本消除中心偏析。但通常的连铸工艺要将钢水温度降低到液相线附近,会造成水口堵塞,钢包和 中间包严重结壳.也不利于中间包内夹杂物的去除。20世纪90年代初,比利时冶金研究中心 (CRM)开发出一种称为空心喷出式新型水口,可实现低过热度浇铸,当中间包过热度为15七时, 结晶器内钢水过热度为0 ~ 7七,使高碳钢(C = 0. 8% )铸坯中心偏析基本消除,凝固组织得到 细化。
目前世界上连铸技术较为发达的国家提出采用"0”过热度浇铸技术。国内钢厂也在努力降
..................................7.5石油管用钢. 357 .
低过热度,一般硬线钢生产厂均将过热度定在20七左右或小于20七(根据钢种而定)。
b采用电磁搅拌技术
采用电磁搅拌技术,在铸坯内产生电磁力,可以对铸坯内部的液体搅拌,这样可折断正在长 大的柱状晶前梢,增加等轴晶核;另一方面,增加钢液流动,提高了固液相间的热传递,有利于降 低过热度,减少凝固前沿的温度梯度,抑制了柱状晶的定向增大,因而促进了等轴晶的生成。结 晶器电磁搅拌(M-EMS)是通过钢液的强制对流使枝晶末端折断或熔断,成为等轴晶核。二冷区 搅拌(S-EMS)的作用是使两相区内柱状晶破碎,有利于减轻"晶桥"现象,促进等轴晶凝固组织 的形成。液相穴末端搅拌(F-EMS)有利于减轻“晶桥"现象之外,还能减轻方坯中等轴晶滑移引 起的"V"形偏析,高碳钢采用M+S + F三段搅拌,能使中心偏析和疏松得到显著改善。但电磁 搅拌的效果会因采用不同的搅拌系统、搅拌方式而有一定的差别。
C机械轻压下(MSR)技术和热轻压下(TSR)技术
采用轻压下技术可补偿铸坯最后凝固时的收缩,避免中心偏析和中心疏松的发生。在连铸 方坯中随压缩总量的增加碳偏析减小,但应注意最佳的压缩量,以减少裂纹的形成。
d凝固末端强冷技术
采用凝固末端喷水强冷却的方法,可加快铸坯表面的温降速度,使表面温降大于铸坯中心的 温降,在表面产生一个压缩力,来消除中心缩孔的产生,减轻中心偏析。
7.4.5 小结
随着工业化和现代化的发展,市场对优质硬线钢的需求日益增加,特别是高质量的预应力钢 丝、钢绞线、钢帘线等高附加值产品的用量不断增大。电炉流程冶炼硬线钢,首先应该根据钢种 应用要求及质量要求,选择适宜的合金化方式及工艺流程;严格控制钢中氮含量及夹杂物含量, 特别是夹杂物类型和尺寸;确保连铸坯凝固质量,应用电磁搅拌等技术,减少铸坯内部疏松、缩 孔、偏析等缺陷。确保硬线钢盘条具有高精度尺寸、稳定的化学成分、纯净的钢质、良好的力学性 能以及金相组织。
7.5石油管用钢
石油、天然气是交通、航空、冶金、化工等工业的重要原料和燃料,是与人们生活紧密相关的 能源物资之一,对国民经济的发展起着举足轻重的作用。我国石油工业的建设和发展迅速,每年 钻探成千上万口油气井,敷设大量油气管线,需要消耗大批石油管材。据统计,每钻井进尺1 m 需消耗油井管55 ~62 kg,其中套管38 ~42 kg,占68. 74% ~ 69. 10% ;油管14.5 ~ 16.5kg,占 23. 40% -26.61% ;钻杆 2. 5 ~ 3. 0 kg,占 4% -4. 84% ;钻铤 0.5 kg,占 0. 81%。“ 十一五”期间, 我国平均每年钻井进尺量将达3800万m,每年油井管消耗量为209万~236万Q
7.5.1石油管的分类及作业环境
7. 5. 1.1 石油管的分类
石油管包括油井管和油气输送管两大类。
油井管(Oil Country Tubular GOodS ,0CTG),由专用螺纹连接成数千米的管柱,用于石油、天 然气的钻、采。油井管的成本占油井开发成本的20% ~30%。
油气输送管,简称管线管,由螺纹连接或焊接成管线,用于石油、天然气高效长距离输送。管 线管成本占管线工程成本的30% ~35%o
• 358 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------
A油井管的种类
油井管包括钻具用管、套管和油管,它们在油井中的位置见图7- 16o
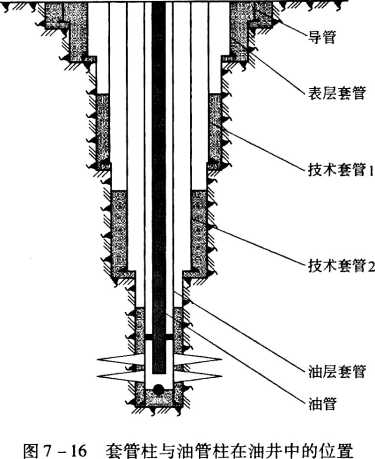
a钻具用管
在钻井过程中,钻具中的方钻杆、钻杆、加重钻杆、钻铤、钻头从上至下由专用螺纹连接成钻柱。钻 柱是带动钻头从地面钻进到井底的核心钻孔工具,可以重复使用。它的主要作用:(1)起、下钻头;(2) 施加钻压;(3)传递动丿J;(4)输送钻井液;(5)进行特殊作业,如挤水泥、处理井下事故等。
方钻杆:有四方型和六方型两种。它的作用是把地面上的动力通过转盘传递给钻柱。
钻杆:是钻井的主要工具,连接在方钻杆下端,起到传递动力和输送泥浆的作用。
钻铤:钻铤连接在钻柱的下部与钻头相连,给钻头破碎岩石时施加压力,并在打直井时起导 向作用,使井身不致歪斜。
加重钻杆:是钻杆和钻铤之间的过渡钻具,主要作用是改善钻杆与钻铤相连接的受力环境, 也起着为钻头加压的作用。
方钻杆、钻杆、加重钻杆、钻铤合计用量约占油井管的5%,其中钻杆使用量最多。
b套管
套管是支撑油、气井井壁的钢管。套管是一次性使用的管材,下井时,套管之间由套管管体 和接箍的专用螺纹连接组成套管柱。一口井,按井的深度和地质情况,一般要用好几层套管柱, 因而得名"套管"。
套管按使用情况可分为导管、表层套管、技术套管和油层套管,如图7-16所示。
导管:主要用于海洋、沙漠的油井中,用以隔开海水或砂子,保证钻井顺利进行。
表层套管:主要用于第一次开钻,钻开地表松软地层到基岩,封隔这部分地层不致坍塌。下 井深度取决于松软地层的深度,一般为80 ~150 mo
技术套管:用于复杂地层的钻井中,当遇到坍塌层,油、气、水层、漏失层、盐膏层等复杂部位 时,都需要下技术套管进行封固,否则钻井就无法进行。有时遇到复杂地层深度达数千米,需要 下好几层技术套管,其力学性能和密封性能要求都很高。
...7.5石油管用钢∙359∙
油层套管:钻井到目的层(含油、气层位),需用油层套管将油气层及上部裸露地层全部封 住,油管固定于其中。油层套管下井最深,其力学性能和密封性能要求最高。
套管的合计用量约占油井管的70% ,其中技术套管使用量最多。
C油管
油气井打好固井之后,在油层套管中设置由专用螺纹连接成的油管柱,油管可以重复使用。 其主要作用是:构成井下油气层与地面的通道,控制原油和天然气的流动;当井下压力不够时,通 过油管柱向井内注水;在稠油热采过程中,用隔热油管柱向井下输入蒸汽;到了打井后期或为了 提高油气井产量时,通过油管柱对油气层输入酸化和压裂的介质或固化物。
油管按管端形式分为不加厚式、外加厚式和整体接头三种。其下井深度基本上与油层套管 相同,力学性能和密封性能要求也与油层套管相应。
油管的合计用量约占油井管的20%左右。
B 管线管的种类
管道输送是石油、天然气最经济、高效、安全、环保的运输方式,适合于定点、量大的单向输送 (见图7-17)。管道输送具有以下特点:(1)运输量大;(2)能耗小、运费低;(3)便于管理,易 实现全面自动化,劳动生产率高;(4)管线大部埋于地下,受地形地物限制小,能缩短运输距离; (5)安全密闭,.基本上不受恶劣气候的影响,能长期稳定、安全运行。
管线管主要按以下几种方式分类:
(1)按照输送介质状态分类:流体(原油、成品油等)管线管和气体(天然气等)管线管。
(2)按使用部位分类:主输送管线管、支线输送管线管、城市管网管线管。
(3)按制管工艺分类:无缝管(S)和焊管。焊管又分为直缝高频焊管(ERW)、直缝埋弧焊管 (LSAW)、螺旋埋弧焊管(SSAW)。
图7-17油气输送管线
7. 5. 1.2 石油管的作业环境
A油井管的作业环境
a钻柱
钻柱作业时,除承受拉、压、弯、扭载荷外,还要承受强烈的振动(包括纵振、扭振、横振)o同 时,钻柱内壁受高压、高速钻井液的冲刷和腐蚀,外壁受套管或井壁的摩擦。下钻作业中的猛提
• 360 ∙ 7典型钢种的电炉和精炼工艺路线与技术---------------------------
猛刹,产生较大的冲击载荷,容易使钻柱瞬时超载。此外,腐蚀介质、温度、井下压力等也都是不 可忽视的工作环境。
b套管柱
套管柱在油气田开发过程中要经受长期考验。在下井及固井过程,套管柱承受外挤力、内压 力和轴向拉伸力三种载荷。采用射孔方法完井的套管柱,还要承受射孔弹的大能量高温瞬时冲 击载荷。在长期的油气开采过程,除承受地层外挤力外,还可能经受长期高压注水,多次压裂酸 化和多种腐蚀介质的作用。
c油管柱
采油过程中,油管柱所承受的载荷随着上、下冲程发生变化,下冲程高于上冲程。因此,油管 柱主要承受轴向拉一拉交变载荷。此外,根据油气井的情况不同,油管柱还承受不同程度的弯曲 应力。腐蚀介质也是油管柱的重要工作环境。
B管线管的作业环境
管线管是承担石油天然气长距离输送的管状压力容器,主要承受输送介质(原油、成品油、 天然气等)的内压,同时承受由于温差造成的热应力、地层移动造成的弯曲应力以及制造、安装 过程中产生的残余应力等。管内压力有波动时,将承受交变载荷。当输送介质中有腐蚀成分或 外腐蚀层受到破坏时,还存在腐蚀问题。
7. 5.2石油管的合金元素组成及性能要求
由于石油管不属于一般的冶金产品,而是在无缝管、棒材或板材的基础上,经过深加工(压 力加工、焊接、机加工、热处理、表面处理等)的特殊冶金产品,实际上已经属于机械产品范畴。 为满足使用要求,除对化学成分、冶金质量、力学性能、残余应力等有严格要求外,对制成品的外 径、内径、壁厚、椭圆度、直度及螺纹参数、密封性能和结构完整性都有严格的要求。
由于螺纹扣型属机械加工范畴,尽管十分重要,但与炼钢过程关系不大,以下讨论将不再 涉及。
7. 5. 2.1 API标准和非API标准石油管
目前世界上大多数国家的石油管都采用美国石油学会(APl)标准,例如钻杆管体采用API SPEC 5D,钻杆接头、钻柱转换接头、方钻杆、钻铤等采用API SPEC 7,套管和油管采用API SPEC 5CT,管线管采用API SPEC 5L等。近年来,国际标准化组织(ISO)正在把API标准转化为ISO标 准,在转化过程中还采纳了其他国家的石油管标准和石油公司的企业标准,使石油管的标准更趋 完善。例如1999年6月公布的ISO/CD 11961把API SPEC 5D和API SPEC 7中的有关内容合 并,成为一部完整的钻杆标准。1996年发布的ISO3183标准对管线管技术条件的规定比API SPEC 5L更加明确,更为适用。2004年发布的ISoIl960标准等效于API SPEC 5CT(第八版)。
考虑到使用习惯和叙述方便,以下仍主要以APl标准为基础进行论述。
A APl标准石油管 ,
钻杆:《钻杆规范APlSPEC 5D》标准中包括第1和第3两组钻杆。第1组为E-75钢级钻杆; 第3组为X95、G105、S135钢级钻杆。
套管和油管:《套管和油管规范API SPEC 5CT》标准中包括四组产品。第1组为所有H、J、K 和N钢级,即H40、J55、K55、N80-1和N80-Q钢级的套管和油管;第2组为所有C、L、M和T钢 级,即 M65、L80-l、L80-9Cr、L80-13Cr、C90-l、C90-2、C95、T95-1 和 T95-2 的套管和油管;第 3 组为 所有P钢级,即PllO钢级的套管和油管;第4组为所有Q钢级,即Q125-l、Q125-2、Q125-3、Q125-4的套管。
-------...-..................7.5石油管用钢.361,
除L80-9Cr、L80-13Cr、C90-l、C90-2、T95-1和T95-2的套管和油管限定使用无缝管外,其余钢 级可以使用无缝管或电焊(电阻焊或电感应焊)工艺生产的直缝焊管(EW)。
管线管:《管线管规范API SPEC 5L》标准中包括两类产品:
PSLl 管线管由 A25- I、A25-n、A、B、X42、X46、X52、X56、X60、X65 和 X70 钢级供货;PSL2 管线管由 B、X42、X46、X52、X56、X60、X65、X70 和 X80 钢级供货。
除A25-I、A25-II只允许使用无缝管和电阻焊、激光焊以及连续炉焊(限定规格外径不大于 141.3 mm)工艺生产的焊管外,其余钢级可以使用无缝管或焊管(电阻焊、激光焊、连续炉焊、直 缝埋弧焊、熔化极气体保护电弧焊、熔化极气体保护电弧和埋弧复合焊、双缝埋弧焊、双缝熔化极 气体保护电弧焊、双缝熔化极气体保护电弧和埋弧复合焊以及螺旋缝埋弧焊等工艺生产)。
尽管API的标准化工作不断发展和进步,但它毕竟是用户和制造厂商的妥协产物。迄今为 止,大多数用户订购石油管时,还要附加一些补充条件。制造厂为满足用户的这些特殊要求,又 研究和开发了非API标准的石油管。
B 非APl标准石油管
由于石油资源的分布很不均匀,埋藏深度各异,随着对能源需求量的增加,一些深井、超深 井、定向井、大位移水平井、高压油气井、稠油热采油井以及含硫化氢和二氧化碳等腐蚀性气体的 油气井在不断增多,使油井管的作业环境更加苛刻、更加复杂,对油井管的选材也提出了越来越 高的要求。
同时,由于油气资源已逐渐分布在环境恶劣的偏远地区,对寒冷地区用和含酸性介质(硫化 氢、二氧化碳等)输送管线提出了特殊要求,而且输送天然气的管线与输油管线技术条件也存在 差异,原有的APl标准管线管已不能满足要求。
为此开发了适合于不同条件下使用的非API标准石油管。目前,已见报道的非API标准石 油管主要有以下几种:
(】)钻杆:
1)超高强度钻杆,适用于超深油气井;
2)高韧性钻杆,适用于超深井以及大位移水平井等复杂油气井;
3)限制屈服强度钻杆,适用于深井、定向油气井,可明显减少钻杆内螺纹接头纵向应力腐蚀 开裂失效;
4)强酸性环境用钻杆,适用于强酸性环境油气田;
5)高抗扭接头钻杆,适用于超深井以及大位移水平井等复杂油气井;
6)智能钻杆,是体现光、机、电、数字整体化的高新技术,可实现边远地区的多学科高度办 作,使勘探和生产更安全,实现效益最大化。
(2)套管和油管:
D超高强度高韧性油套管,适用于超深油气井;
2)低温高韧性油套管,适用于低温寒冷地区油气井;
3)高抗挤毁油井管,适用于深度在3000 m以上的油气井、海洋油气井中,特别适合于含盐 膏层、盐岩层、断层发育活跃带等复杂地质条件下的油气田;
4)抗硫化氢腐蚀油井管,适用于含硫的油气田中;
5)同时抗硫化氢和高抗挤毁油井管,适用于含硫的超深油气井中;
6)抗二氧化碳腐蚀油井管,适用于含二氧化碳腐蚀性气体的油气井中;
7)抗二氧化碳+硫化氢腐蚀油井管,适用于二氧化碳和硫化氢腐蚀性气体并存的油气 井中;
• 362 ∙ 7典型钢种的电炉和精炼工艺路线与技术---------------------------
8)抗二氧化碳+硫化氢+氯离子腐蚀油井管,适用于二氧化碳和硫化氢腐蚀性气体以及氯 离子并存的油气井中;
9)稠油热采油井管,适合于向油井中注入约320七水蒸气进行稠油开采的油田。
(3)管线管:
1)耐高压超高强度输气管线管,适用于要提高输送压力的输气管线中;
2)耐低温高韧性管线管,适用于高寒地区或途经冻土带的油气输送管线;
3)高抗变形管线管,适用于地质条件复杂地区的管线中;
4)抗二氧化碳+硫化氢腐蚀输气管线管,适用于含硫和二氧化碳的油气输送管线。
7. 5. 2. 2 主要合金元素组成及性能要求
根据石油管的工作环境和所需性能,石油管主要由中、低碳合金钢生产,常用合金元素有碳、 硅、猛、馅、鎳、铝、铀、钛、祝、硼、铝、氮、铜等。
石油管的性能要求主要包括:钢的化学成分、几何尺寸精度和外形、内外表面质量、力学性 能、工艺性能、金相组织、机加工性能、使用性能和其他特殊要求。以下主要介绍与炼钢有直接关 系的性能要求。
A化学成分
a钻杆
《钻杆规范API SPEC 5D》标准中关于钻杆化学成分的规定见表7 -7。
表7-7钻杆化学成分(%)
|
组别 |
钢级 |
P |
S |
|
最大_________ |
最大 | ||
|
1 |
E-75 |
0. 030 |
0. 030 |
|
3 |
X-95 | ||
|
G-105 | |||
|
S-135 |
b套管和油管
《套管和油管规范API SPEC 5CT》标准中关于套管和油管化学成分的规定见表7 -8。
表7-8套管和油管化学成分(%)
|
组另IJ |
钢级 |
类型 |
C |
Mn |
Mo |
Cr |
Ni |
Cu |
P |
S |
Si | ||||
|
最小 |
最大 |
最小 |
最大 |
最小 |
最大 |
最小 |
最大 |
最大 |
最大 |
最大 |
最大 |
最大 | |||
|
1 |
H40 |
0. 030 |
0. 030 | ||||||||||||
|
J55 |
0. 030 |
0. 030 | |||||||||||||
|
K55 |
0. 030 |
0. 030 | |||||||||||||
|
N80 |
1 |
0. 030 |
0. 030 | ||||||||||||
|
N80 |
Q |
0.030 |
0.030 | ||||||||||||
|
2 |
M65 |
0.030 |
0. 030 | ||||||||||||
|
L80 |
1 |
0. 43 φ |
1.90 |
0. 25 |
0. 35 |
0. 030 |
1O. 030 |
0.45 | |||||||
|
L80 |
9Cr . |
0. 15 |
0. 30 |
0.60 |
0.90 |
1. 10 |
8.00 |
10.0 |
0. 50 |
0. 25 |
0. 020 |
0.010 |
1.00 | ||
7.5石油管用钢• 363 •
续表7-8
|
组别 |
钢级 |
类型 |
C |
Mn |
Mo |
Cr |
Ni |
Cu |
P |
S |
Si | ||||
|
最小 |
最大 |
最小 |
最大 |
最小 |
最大 |
最小 |
最大 |
最大 |
最大 |
最大 |
最大 |
最大 | |||
|
2 |
L80 |
13Cr |
0. 15 |
0. 22 |
0.25 |
LoO |
12.0 |
14.0 |
0. 50 |
0.25 |
0.020 |
0.010 |
1.00 | ||
|
C90 |
1 |
0. 35 |
1.20 |
0. 25 ② |
0. 85 |
1.50 |
0. 99 |
0. 020 |
0.010 | ||||||
|
C90 |
2 |
0.50 |
1.90 |
NL |
NL |
0.99 |
0. 030 |
0.010 | |||||||
|
C95 |
0.45 ③ |
1.90 |
0. 030 |
0.030 |
0. 040 | ||||||||||
|
T95 |
1 |
0. 35 |
1.20 |
0. 25 ④ |
0. 85 |
0.40 |
-1.50 |
0.99 |
0.020 |
0.010 | |||||
|
T95 |
2 |
0. 50 |
1.90 |
0.99 |
0. 030 |
0.010 | |||||||||
|
3 |
PllO |
⑤ |
0.030⑤ |
0.030⑤ | |||||||||||
|
4 |
Ql 25 |
] |
0. 35 |
1.35 |
0. 85 |
1.50 |
0. 99 |
0. 020 |
0.010 | ||||||
|
Q125 |
2 |
0. 35 |
LoO |
NL⑥ |
NL⑥ |
0. 99 |
0.020 |
0.020 | |||||||
|
Ql 25 |
3 |
0. 50 |
1.90 |
NL⑥ |
NL⑥ |
0.99 |
0.030 |
0.010 | |||||||
|
Ql 25 |
4 |
0. 50 |
1.90 |
NL⑥ |
NL⑥ |
0.99 |
0.030 |
0. 020 | |||||||
① 若产品采用油淬•则L80钢级的碳含量上限可增加到0. 50% ;
②若壁厚小于17.78mm,则C90钢级1类的铝含量无下限规定;
③若产品采用油淬,则C95钢级的碳含量上限可增加到0. 55% ;
④若壁厚小于17. 78mm,则T95钢级1类的钥含量无下限可减少到0. 15% ;
⑤对于Puo钢级的电焊管,磷含量最大值应为0. 020% ,硫含量最大值应为0. 010% ;
⑥NL为不限制,但所指元素含量在产品分析时应报告。
C管线管
《管线管规范API SPEC 5L》标准中关于油气输送管化学成分的规定见表7 -9。
表7-9油气输送管化学成分(%)
|
钢级 |
C |
Mn |
P |
S |
Ti |
其他 | |
|
最大① |
最大① |
最大 |
最小 |
最大 |
最大 |
PSLl无缝钢管
|
A25-1 |
0.21 |
0.60 |
0. 030 |
0. 030 | |||
|
A25-∏ |
0.21 |
0.60 |
0.045 |
0. 080 |
0. 030 | ||
|
A |
0. 22 |
0.90 |
0. 030 |
0. 030 | |||
|
B |
0. 28 |
1.20 |
0. 030 |
0. 030 |
0.04 |
②,③,④ | |
|
X42 |
0. 28 |
1.30 |
0. 030 |
0. 030 |
0.04 |
③,④ | |
|
X46,X52,X56 |
0. 28 |
1.40 |
0. 030 |
0. 030 |
0.04 |
③,④ | |
|
X60⑥ |
0. 28 |
1.40 |
0. 030 |
0.030 |
0.04 |
③,④ | |
|
X65 ⑥,X70 ⑥ |
0. 28 |
1.40 |
0. 030 |
0. 030 |
0.06 _ |
③,④ |
PSLl焊接钢管
|
A25- I |
0.21 |
0.60 |
0. 030 |
0.030 | |||
|
A25-∏ |
0.21 |
0.60 |
0. 045 |
0. 080 |
0. 030 | ||
|
A |
0. 22 |
0. 90 |
0. 030 |
0. 030 |
• 364 ∙ 7典型钢种的电炉和精炼工艺路线与技术
续表7-9
|
钢级 |
C |
Mn |
P |
S |
Ti |
其他 | |
|
最大① |
最大① |
最大 |
最小 |
最大 |
最大 | ||
|
B |
0.26 |
1.20 |
0. 030 |
0. 030 |
0.04 |
②,③,④ | |
|
X42 |
0.26 |
1.30 |
0. 030 |
0. 030 |
0.04 |
③,④ | |
|
X46,X52,X56 |
0. 26 |
1.40 |
0. 030 |
0. 030 |
0.04 |
③,④ | |
|
X60® |
0. 26 |
1.40 |
0. 030 |
0. 030 |
0.04 |
③,④ | |
|
X65⑥ |
0. 26 |
1.45 |
0. 030 |
0. 030 |
0.06 |
③,④ | |
|
X70⑥ |
0. 26 |
1.65 |
0.030 |
0.030 |
0.06 |
③,④ | |
|
PSL2无缝钢管 | |||||||
|
B |
0.24 |
1.20 |
0. 025 |
0.015 |
0.04 |
④,⑤ | |
|
X42 |
0.24 |
1.30 |
0.025 |
0.015 |
0.04 |
③,④ | |
|
X46,X52,X56,X60⑥ |
024 |
L40 |
0.025 |
0.015 |
0.04 |
③,④ | |
|
X65 ⑥,X70 ⑥,X80 ⑥ |
0.24 |
1.40 |
0. 025 |
0.015 |
0.06 |
③,④ | |
|
__________PSE2焊接钢管______________________________ | |||||||
|
B |
0. 22 |
1.20 |
0.025 |
0.015 |
0.04 |
④,⑤ | |
|
X42 |
0. 22 |
1.30 |
0.025 |
0.015 |
0.04 |
③,④ | |
|
X46,X52,X56 |
0. 22 |
1.40 |
0.025 |
0.015 |
0.04 |
③,④ | |
|
X60® |
0. 22 |
1.40 |
0.025 |
0.015 |
0.04 |
③,④ | |
|
X65® |
0. 22 |
1.45 |
0. 025 |
0.015 |
0.06 |
③,④ | |
|
X70⑥ |
0. 22 |
1.65 |
0. 025 |
0.015 |
0.06 |
③,④ | |
|
X80⑥ |
0. 22 |
1.85 |
0.025 |
0.015 |
0.06 |
③,④ | |
① 碳含量比标准规定的最大值每降低0. 0」% ,则允许住含量比标准规定的最大值提高0. 05% ,对于 X42 ~ X52钢 级,镂最大含量不超过1. 50% ;对高于X52低于X70的钢级,锺最大含量不超过1.65% ;对X70以上钢级,毓最大含量不 超过2. 00%。
②除非供需双方协商有其他要求,實和飢的总含量不超过0.03%o
③由制造厂选择,添加铜、飢两种元素之一或它们的组合。
④铜、铀、钛总含量不超过0. 15% o
⑤除非供需双方协商有其他要求,铜和飢的总含量不超过0. 06%。
⑥在满足注④和表中磷、硫要求时,经供需双方协商可提供其他化学成分。
此外,为了保证焊接性能,还对PSI2钢管的碳当量(CE)规定如下: 当碳含量不大于0∙ 12%时:
厂 厂 Si Mn Cu Ni Cr MoVUnC
Ce=C + 30 + 20 +20 +60 +20 + 15 +i0+5B^25%
当碳含量大于0∙ 12%时:
CE=C+* +
Cr + Mo + V
5
N+ Cu
≤0. 43%
对于X80钢级的钢管、规定壁厚大于20. 3 mm的所有钢级的无缝管及订购方订购的高碳当 量的钢管,其碳当量应由供需双方商定。
d其他
在中国石油行业标准《套管国外订货技术条件》(SY/T 5990-94)和《钻杆国外订货技术条 件》(SY/T 5987-94)中规定,油井管应报出铅、锡、碑、锌和緒含量,供参考。
--7.5 石油管用钢 .365 *
B力学性能 a钻杆 《钻杆规范API SPEC 5D》标准中关于钻杆力学性能的规定见表7 -10。
表7-10钻杆理化性能
|
组别 |
钢级 |
屈服强度/MPa |
抗拉强度/MPa |
伸长率/% |
夏比冲击功/J | ||
|
最小 |
最大 |
最小 |
平均值 |
单个值 | |||
|
1 |
E-75 |
517 |
724 |
689 |
① |
54②⑷③) |
47②(30③) |
|
3 |
X-95 |
655 |
862 |
724 | |||
|
G-105 |
724 |
931 |
793 | ||||
|
S-135 |
931 |
1138 |
J(XX) | ||||
①最小伸长率=1944 X (正卜式中,4为试样横截面积,mn? ;U为规定的抗拉强度,MPao
②试验温度21 ±2. 8^ ;试样横截面积10 mm × 10 mmo
③试验温度-IO ±2. 8t ;试样横截面积10 mm X 10 mmo
b套管和油管
《套管和油管规范API SPEC 5CT》标准中关于套管和油管力学性能的规定见表7 - 11。
表7 -11套管和油管理化性能
|
组别 |
钢级 |
类型 |
载荷下的总 伸长率/% |
屈服强度/MPa |
抗拉强 度/MPa |
硬度①(最大) |
规定壁厚/ mm |
允许硬度 变化HRC | ||
|
最小 |
最大 |
HRC |
HBW | |||||||
|
I |
H40 |
0.5 |
276 |
552 |
414 | |||||
|
J55 |
0.5 |
379 |
552 |
517 | ||||||
|
K55 |
0.5 |
379 |
552 |
655 | ||||||
|
N80 |
1 |
0.5 |
552 |
758 |
689 | |||||
|
N80 |
Q |
0.5 |
552 |
758 |
689 | |||||
|
2 |
M65 |
0.5 |
448 |
586 |
586 |
22 |
235 | |||
|
L80 |
1 |
0.5 |
552 |
655 |
655 |
23 |
241 | |||
|
L80 |
9Cr |
0.5 |
552 |
655 |
655 |
23 |
241 | |||
|
L80 |
13Cr |
0.5 |
552 |
655 |
655 |
23 |
241 | |||
|
C90 |
1、2 |
0.5 |
621 |
724 |
689 |
25.4 |
255 |
≤12. 70 |
3.0 | |
|
C90 |
1、2 |
0.5 |
621 |
724 |
689 |
25.4 |
255 |
12.71 ~19.04 |
4.0 | |
|
C90 |
1、2 |
0.5 |
621 |
724 |
689 |
25.4 |
255 |
19. 05 ~25. 39 |
5.0 | |
|
C90 |
1、2 |
0.5 |
621 |
724 |
689 |
25.4 |
255 |
>25.40 |
6.0 | |
|
C95 |
0.5 |
655 |
758 |
724 | ||||||
|
T95 |
1、2 |
0.5 |
655 |
758 |
724 |
25.4 |
255 |
≤12. 70 |
3.0 | |
|
T95 |
1、2 |
0.5 |
655 |
758 |
724 |
25.4 |
255 |
12.71 -19.04 |
4.0 | |
|
T95 |
1、2 |
0.5 |
655 |
758 |
724 |
25.4 |
255 |
19. 05 ~25. 39 |
5.0 | |
|
T95 |
1、2 |
0.5 |
655 |
758 |
724 |
25.4 |
255 |
≥25.40 |
6.0 | |
|
3 |
PllO |
0.6 |
758 |
965 |
862 | |||||
• 366 ∙ 7典型钢种的电炉和精炼工艺路线与技术
续表7-11
|
组别 |
钢级 |
类型 |
载荷下的总 伸长率/% |
L屈服强度/MPa |
抗拉强 度/MPa |
硬度①(最大) |
规定壁厚/ mm |
允许硬度 变化HRC | ||
|
最小 |
最大 |
HRC |
HBW | |||||||
|
4 |
Q125 |
所有 |
0. 65 |
862 |
1034 |
931 |
≤12. 70 |
3.0 | ||
|
Q125 |
所有 |
0.65 |
862 |
1034 |
931 |
12.71 ~19.04 |
4.0 | |||
|
Q125 |
所有 |
0. 65 |
862 |
1034 |
931 |
N19.05 |
5.0 | |||
①若有争议,应采用试验室的洛氏硬度作为仲裁方法C)
c管线管
《管线管规范API SPEC 5L》标准中关于油气输送管力学性能的规定见表7 - 12o
表7-12油气输送管理化性能
|
钢级 - |
屈服强度/MPa |
抗拉强度/MPa |
伸长率 | ||
|
最小 |
最大② |
最小 |
最大③ |
最小 | |
|
PSLl | |||||
|
A25 |
172 |
310 |
- ①—— | ||
|
A |
207 |
331 |
① —- | ||
|
B |
241 |
414 |
① — | ||
|
X42 |
290 |
414 | |||
|
X46 |
317 |
434 |
① — | ||
|
X52 |
359 |
455 |
L ① | ||
|
X56 |
386 |
490 |
① — | ||
|
X60 |
414 |
517 |
① — | ||
|
X65 |
448 |
531 |
① — | ||
|
X70 |
483 |
565 | |||
|
PSL2 | |||||
|
B④ |
241 |
448 |
414 |
758 |
① - |
|
X42 |
290 |
496 |
414 |
758 | |
|
X46 |
317 |
524 |
434 |
758 | |
|
X52 |
359 |
531 |
455 |
758 |
Φ |
|
X56 |
386 |
544 |
490 |
758 |
Φ~ — |
|
X60 |
414 |
565 |
517 |
758 |
Φ |
|
X65 |
448 |
600 |
531 |
758 |
-Φ |
|
X70 |
483 |
621 |
565 |
758 |
Φ — |
|
X80 |
• 552 |
690⑤ |
621 |
827 | |
①标距长度为50. 8 mm试样的最小伸长率按下式计算:
最小伸长率= 1944 X

式中,4为试样横截面积,mH?;U为规定的抗拉强度MPa。
②中间钢级的屈服强度.按表列相邻高钢级选取。
③所有中间钢级最大抗拉强度均为758 MPao
④B级管由于规格限制做纵向拉伸试样时,最大屈服强度选取496 MPao ⑤壁厚大于25 mm时,最大屈服强度应由供需双方协商选定。
-7.5石油管用钢• 367 •
C抗挤毁性能
在钻井或采油过程中,当外压达到某一临界压力时,油井管管壁径向某个方向发生较大的位 移,从而造成油井管发生严重变形,这种现象被称为挤毁。
《钻杆规范API SPEC 5D》和《套管和油管规范API SPEC 5CT》标准中没有规定抗挤强度,但 在API Bul 5C2《套管、油管和钻杆使用性能通报》中列出了各钢级各种规范的油井管的最低抗挤 强度的要求作为油田管柱设计的依据。这些抗挤强度是由API Bul 5C3《套管、油管、钻杆和输送 管性能的计算公式公报》中有关公式计算所得,如套管的抗挤强度是根据套管钢级及其直径与 壁厚的比值(D/S),分别用四个公式计算得出,见表7 - 13。
表7-13常用钢级套管的抗挤强度计算公式
|
钢级 |
适用的Q/S | |||
|
屈服挤毁公式① |
塑性挤毁公式② |
过度挤毁公式③ |
弹性挤毁公式④ | |
|
N80 |
≤13. 38 |
13. 38 ~22.47 |
22.47 ~31.02 |
N31.02 |
|
T95 |
≤12. 85 |
12. 85-21.33 |
21.33 ~28. 36 |
N28. 36 |
|
PllO |
≤12.44 |
12.44-20.41 |
20.41 ~26. 22 |
≥26. 22 |
|
Q125 |
W12. 11 |
12. 11 ~19. 63 |
19.63 - 24.46 |
\24. 46 |
|
V150 |
W11.67 |
11.67 ~ 18. 57 |
18. 58 ~22. 11 |
>22. 11 |
① Yγp=2Fp[(0∕S) -l]∕(0∕S)2
② Pp = Yp[4∕(O∕S) -B] -C
③ PT = %[尸/(0/S) -G]
④ PE =46. 95 X IO6[(D∕S) - 1 ]2∕(D∕S)
式中,Yp为最小屈服强度。4、B、C、F、G的值在APl Bul 5C3中有规定C
抗挤强度对油井管很重要,因为选用抗挤强度高的油井管,则可相应减薄管柱壁厚,减轻管 柱重量。而油田需要的油井管抗挤强度大多超出APl标准要求,因此,许多高抗挤强度的油井管 被开发出来,这些抗挤强度一般比APl标准规定值高出20% ~30% ,还有的高出40%以上,这些 高抗挤强度的油井管都是非API标准规范产品。
D抗腐蚀性能
《钻杆规范API SPEC 5D》标准中没有规定钻杆的抗腐蚀性能,《套管和油管规范API SPEC 5CT》标准中规定了 C90和T95的套管和油管应具有抗硫化物应力开裂的水平;L80-9Cr和L80-13Cr的套管和油管应具有抗酸性腐蚀的性能。
a抗硫化物应力腐蚀性能
金属材料在拉应力和特定环境介质共同作用下所产生的脆性开裂,称为应力腐蚀开裂 (Stress Corrosion Cracking,SCC) o SCC只有在同时满足材料、介质、应力三大要素的特定条件下 才会发生。如环境介质主要是硫化物在起作用,则所发生的应力腐蚀开裂就是硫化物应力腐蚀 开裂(SUlPhide Stress Corrosion Cracking, SSCC 或 SSC) o
《套管和油管规范API SPEC 5CT》标准中规定了 C90和T95的套管和油管应具有抗硫化物 应力开裂(SSC)的水平。即按照ANSI-NACe TM0177-96中的一种方法检验产品满足或超过最小 硫化物应力开裂(SSC)门槛值。
抗硫化物应力腐蚀检验:如按照ANSI-NACe TM0177-96中的A方法——静态拉伸方法检 验,即在温度24 ±3七下,试样置于5%NaQ+0.5%冰醋酸的硫化氢饱和溶液内,试验溶液的PH 值为2. 6 ~2. 8,持续浸泡720 h,如果施加该钢级最小屈服强度的80%以上的恒定载荷,试样不
• 368 ∙ 7典型钢种的电炉和精炼工艺路线与技术
发生破坏,即为合格。
为持续满足油田的需要,在《套管和油管规范API SPEC 5CT》标准的基础上,各钢级、不同等 级的非APl标准抗硫化物应力腐蚀性能油井管被开发出来,试验时所施加的恒定载荷达到了试 验钢管最小屈服强度的85%或90%。
b抗氢致开裂性能
石油管在含硫化氢的油气腐蚀环境中,腐蚀所产生的氢进入到金属基体内部产生裂纹的现 象称为氢致开裂(HydrOgen Induced CrackingfHIC) o
HlC与SSC最大的区别在于,前者不需要外加应力就可以产生;后者则必须有拉应力的作 用。另外,SSC在不同钢级的石油管中均可发生,开裂方向垂直于应力方向,所需硫化氢浓度可 以很小;而HIC主要在低、中强度石油管中发生,裂纹方向平行于轧制方向,所需硫化氢浓度相 对较大。
迄今为止,《钻杆规范API SPEC 5D》、《套管和油管规范API SPEC 5CT》以及《管线管规范 API SPEC 5L》标准中还未对抗氢致开裂性能做出规定。
通常根据 NACE TM0284—96 规定的方法,采用 BP( British Petroleum)和 NACE( National Association of CoiTOSiOn)溶液(见表7 - 14),测试抗HIC性能。
|
表7 -14 BP和NACE试验条件 | ||
|
项目 |
BP试验 |
NACE试验 |
|
溶液 |
人工海水(ASTM DH41-52) |
5% NaCl溶液 |
|
硫化氢浓度 |
2∙3~3.2mI∕L |
2.5 ~3.4ml∕L |
|
硫化氢流速 |
10 mL∕min/L |
10 ml√min/L |
|
PH值 |
5. 2 ±0.2 |
3.0~3. 8 |
|
PH值控制 |
HCl |
HCl |
|
比液量 |
4. 5 mL∕cm3 |
4. 5 mL∕cm3 |
|
应力 |
___________½___________ |
_________½__________ |
|
试验时间 |
96 h |
96 h |
|
试验温度 |
25±2P |
25 士2工 |
抗HIC性能用以下参数评定:
裂纹长度率 CLR(Crack Length Rotio) =^× 100%
式中a..裂纹群长度,mm;
W-—-试样宽度,mm。
裂纹厚度率 CTR( Crack Thickness Rotio) = ^^ X 100%
式中6——裂纹群宽度,mm。
裂纹敏感率 CSR( Crack Sensitivity Rotio) = ^^^ X 100%
式中T..试样厚度,mm。
CLR、CTR、CSR越大,HIC敏感性越大。
国际标准《石油天然气工业用输送钢管交货技术条件第3部分:C级钢管》(ISO 3183-3— 1999)中,对适用于海洋、低温以及酸性环境下的油气输送管的抗HIC性能规定如下:
7.5石油管用钢• 369 •
裂纹敏感率CSR≤2% ;裂纹长度率CLR≤15% ;裂纹厚度率CTR≤5%。
C 抗CO2和C「腐蚀性能
CO2溶解于水生成H2CO3 ,金属在H2CO3溶液中发生电化学腐蚀:
Fe2+ + HCO3-——-Fe(HCO3)2
Fe(HCO3)2 —>Fe CO3 + H2CO3
反应生成的FeCO3在金属表面形成膜,当该膜疏松分布或由于冲刷作用导致膜的局部损坏 时,将使金属表面遭受持续不断的局部腐蚀。上述金属腐蚀被称为CO2腐蚀,而这种腐蚀因Q-的存在而被加速;在特定条件下,也因H2S的存在被加速。
为解决在C02和Q-同时存在环境中石油管的腐蚀问题,《套管和油管规范API SPEC 5CT) 标准中提出了专门的品种:L80-9Cr和L80-13Cr。
石油管抗CO2和Cl-腐蚀检测通常是按JB/T 7901—1999(中国机械行业标准)、SY/ T5273—2000(中国石油行业标准)和Q/CNP&CY464—2000(中国石油天然气集团公司四川石油 管理局企业标准)规定的方法,在高温静态腐蚀环境条件下测试腐蚀速率。试验条件为:在含 NaQ和Ca(¾的脱氧蒸僧水溶液中,当温度恒定为1()0七后,通入CO2腐蚀气体(或同时通入 CO2和HzS腐蚀气体),并用N2增至一定压力后进行试验,试验时间72 ho
为适应油、气井钻井深度的增加和使用环境的变化,非API标准的更高强度和抗CO2和Cl-腐蚀性能的石油管正在被开发出来:如22% ~29%Cr的石油管和低级、标准、超级双相不锈钢系 列石油管以及線基合金,此外出于成本考虑的HP13Cr、UHPI3Cr以及1% ~3%Cr经济型油井管 也已经在油田投入使用。
E 断裂韧性
固体材料在外部载荷或其他因素的单独或联合作用下,使材料本身连续性受到破坏,从而发生局 部开裂或分裂成几部分的现象,称为断裂。油气输送管线主要失效形式之一是断裂。随着输送压力的 不断提高和寒冷地区管线的增加,提高管线管的断裂韧性,防止断裂事故发生的要求越来越高。
对管线管的断裂韧性指标一般从三个方面提出要求:
(1)韧脆转变温度。韧脆转变温度(FraCtUreAPPearanCeTranSitiOnTemPeratUre,FATT )可分 为三种:一种以落锤撕裂试验(DroP- Weight Tear Test ,DWTΓ)为依据,用其剪切面积为80%或 85 %所对应温度为转变温度,这种方法应用的最多,且剪切面积多取80%。另一种以夏比试验 为依据,第三种以爆破试验为依据。
无论对输气管线还是输油管线,都按规定提出FATr要求,以避免脆性断裂。通常取FATT 值减IOtC ,作为设计管线可能产生脆性断裂的最低温度。
(2)起裂韧性指标。钢管中的缺陷长度(或当量裂纹长度)2。由于疲劳裂纹扩展、腐蚀裂纹 扩展等诸多原因,会逐渐增长,当2ɑ增长至临界裂纹长度2α<.时,则发生"质变",由稳定裂纹增 长变成失稳扩展。以上。代表钢管中缺陷或当量缺陷长度的一半,分为临界裂纹长度的一半。
%的数值与钢管的冲击韧性有关,冲击韧性越高,4值越大,所以冲击韧性也是材料对缺陷 的"容忍程度"或"容忍能力”的一个指标。
人们希望在管线整个服役期限内(或管线整个寿命期内)2。达不到2%,这样管线就不会发 生失稳扩展,而稳定扩展只要达不到失稳扩展则是无害的,而且稳定扩展也是必定会产生的。管 线工作条件的不同,稳定扩展的速度也是不一样的,故起裂韧性指标也不相同。
(3)失稳扩展的止裂。人们想尽办法使管线不发生起裂,但有时起裂是难以完全避免的,因 此希望即使发生起裂,由稳定扩展转变为失稳扩展时,失稳扩展必须得到止裂。
• 370 ∙ 7典型钢种的电炉和精炼工艺路线与技术--------------------------
夏比冲击试验CVN(夏比冲击功)的测定是传统的评价材料韧性的试验方法,CVN虽然不是 严格的断裂力学参数,但由于它测量简单,有大量数据积累,因此在防止管线脆性和延性裂纹扩 展的评价上得到广泛应用,人们也一直在试图确定CVN值与管线止裂能力的关系。目前,一 些研究者根据各自的试验研究与理论分析结果,已经提出了几种止裂临界值判定模型应用于 实际。
由于提出了明确的FATr要求以及冶金工业的技术进步,除早期发生过脆性断裂扩展事故 外,近几十年所发生的失稳扩展均系延性扩展。因此,近二十余年关于管道断裂的研究工作也主 要集中在延性断裂的止裂上。特别是随着现代高强度高韧性管线管的采用,对止裂韧性的要求 依然是研究的热点。
《管线管规范API SPEC 5L》标准中仅要求对PSL2管线管做夏比V形冲击试验,试验温度为 OtCo
对于所有钢级,全尺寸横向试样吸收功为27J;全尺寸纵向试样吸收功为41J。
对于X80钢级:(1)全尺寸横向试样吸收功为68 J;全尺寸纵向试样吸收功为IOI J。(2)夏 比冲击试验:单炉剪切面积才40%;所有炉平均剪切面积>70%。(3)落锤撕裂试验(当外径N 508 mm):单炉剪切面积N40% ;所有炉平均剪切面积2 60%。
已经报道有高强度高韧性的油气输送管被开发应用,美国建成的夏延输气管道是美国首条 X80天然气管道,也是世界上最长的X80输气管线。更高强度的XlOo和X120级管线钢也已开 发出来,并顺利建成了一些试验段。
F抗疲劳断裂性能
构件在交变载荷作用下发生损伤乃至断裂的过程称为疲劳;而腐蚀疲劳则是在交变载荷和 腐蚀的联合作用下产生的破坏过程。钻柱失效的80%属疲劳和腐蚀疲劳。
随着超深井钻井、更长位移的大位移井以及含有腐蚀性介质井的增多,对钻杆的抗疲劳和腐 蚀疲劳性能提出了更高的要求。
7.5.3石油管用钢的常见缺陷、产生原因及防范措施
石油管用钢是指生产石油管用坯料,主要指连铸圆坯。典型短流程EAF→LF→VD→CC生 产的连铸圆坯质量缺陷可分为外观质量缺陷和低倍组织缺陷。
7. 5. 3. 1 外观质量和低倍组织要求
对连铸圆坯外观质量和低倍组织要求如下:
(1)表面质量。表面不得有肉眼可见的重接、渣孔、夹渣、针孔、裂纹等缺陷,允许有深度不 超过1. 5 mm的机械划痕、划伤、凹坑和凹沟存在。当圆坯表面存在上述缺陷时应修磨,修磨深度 不超过公称直径的4% ,长深比不小于8 ,宽深比不小于6 ,修磨处应圆滑过渡。同一截面周边上 修磨深度达公称直径4%的区域不超过一处。
(2)外形尺寸。圆坯外观尺寸要求也高于其他产品,例如,圆坯长度偏差要求0~ 50 mm;圆 坯弯曲度不大于3 mm/m等。
(3)低倍组织。圆坯端面不允许有肉眼可见的缩孔,铸坯低倍缺陷(包括皮下裂纹、中部裂 纹、心部裂纹、疏松、偏析等)评级一般不大于一级。
7. 5. 3. 2 表面质量的常见缺陷、产生原因及防范措施
A表面裂纹
连铸圆坯表面裂纹分为纵裂纹和横裂纹。表面纵裂纹是铸坯表面沿轴向形成的裂纹;表面 横裂纹是铸坯表面与轴向垂直形成的裂纹。
7.5石油管用钢• 371 •
连铸圆坯表面裂纹最常见的是表面纵裂纹 (见图7 -18),一般认为连铸圆坯表面纵裂纹 的产生原因主要是由于铸坯凝固初期坯壳厚度 不均匀所致,其形成于钢水在结晶器的凝固过 程,扩展于随后的冷却过程。
当连铸圆坯表面裂纹比较细小时,可通过 修磨清理掉。但如果连铸圆坯表面裂纹比较严 重时,则会造成铸坯报废。
消除连铸圆坯表面纵裂纹的防范措施有:
(1)选择与生产铸坯钢种、规格相匹配的 铸机弧形半径,采用连续多点矫直技术。
(2)合理控制钢水化学成分磷、硫、氧、氮、
图7-18连铸圆坯表面纵裂纹
铝、铜、铅、锡、碑、锌、秘的含量,减少钢中非金属夹杂物数量。如钢中磷不大于0∙015%,硫不大于 0.015% ,可大大降低铸坯纵裂发生率;钢中铜不大于0.20/ ,可以减少星状裂纹发生率;Mn/S >40, 有可能消除星状裂纹。
(3)严格控制开浇温度。要确保低过热度浇钢,而且要确保钢包钢水温度均匀,减少钢包钢 水温降。如钢包、中间包必须烘烤,钢包、中间包包衬要绝热,钢包、中间包钢水要加覆盖剂保 温等。
(4)结晶器浸入式水口插入深度要合适,必须与结晶器对中,结晶器足辐段与二冷室导向辑 要准确对中弧度。
(5)中间包内钢水热流密度分布要均匀。严格按照中间包钢水过热度调整拉坯速度,拉坯 速度尽可能恒定。
(6)按钢种和规格选用合适的结晶器保护渣,并保证保护渣能连续均匀地流入结晶器与铸 坯的间隙中。
(7)确保结晶器振动平稳,采用"高振频,小振幅”的结晶器振动工艺。
(8)保证结晶器液面稳定,采用结晶器液面自动控制系统,使液面波动控制在±5 mm以内。 实践表明,相对于手动控制,液面自动控制的纵裂发生率降低0. 1% ;横裂发生率降低0. 6%。
(9)保证合理的结晶器内壁镀层均匀,表面平滑。选用连续变化(如抛物线形)的多锥度结 晶器。保证结晶器水缝均匀,确保连铸坯传热均匀。
(10)采用热顶结晶器,即通过镶入导热性差的材料,降低结晶器弯月面处的导热性,延缓坯 壳的收缩,减轻铸坯表面凹陷,从而减少铸坯纵裂发生率。此办法对包晶钢种最为有效。
(11)采用结晶器电磁搅拌技术,提高浇铸温度适应性,均匀凝固组织。
(12)选择合适的结晶器冷却制度和二次冷却制度,保证铸坯冷却均匀。对于合金钢,结晶 器冷却为弱冷,二次冷却宜采用气雾冷却方式。
(13)保证合适的铸坯矫直温度,要避免在钢种的脆性温度区间(700 ~900()矫直。
(14)对合金元素含量高的钢种,要采取铸坯下线缓冷的工艺,避免低温裂纹的产生。
B表面夹渣和凹坑
铸坯表面夹渣是指铸坯表面或皮下镶嵌的大颗粒渣子;而铸坯表面凹坑是指铸坯表面局部 凹陷(见图7 - 19),有些凹坑是因表面夹渣的渣子脱落而形成。铸坯表面夹渣的产生原因主要 是因为结晶器保护渣熔点过高所致。
• 372 ∙ 7典型钢种的电炉和精炼工艺路线与技术

铸坯表面夹渣和凹坑一般可通过修磨清理 掉,不会造成铸坯或深加工后的产品报废。
消除连铸圆坯表面夹渣和凹坑的防范措施有:
(1)按钢种和规格选用合适的结晶器保护 渣。结晶器保护渣要易于吸附钢水中Al2O3夹 杂物,且性能稳定后,维持合适的保护渣液渣层 厚度(7 ~12 mm),同时注意季节变化对结晶器 保护渣使用质量的影响。
(2)确保耐火材料抗侵蚀性良好,没有大块 脱落现象。特别是钢包长水口、中间包浸入式水
图7-19 铸坯表面凹坑
口、中间包塞棒、中间包挡渣墙的质量必须确保。
(3)保证全过程保护浇铸良好,特别是钢
包长水口密封要良好,吹氫保护正常。减少因二次氧化形成的夹杂物进入结晶器保护渣,造成结 晶器保护渣熔点升高,形成铸坯表面夹渣。
(4)严格按照中间包钢水过热度调整拉坯速度,拉坯速度尽可能恒定,减少"卷渣”现象。
(5)中间包浸入式水口插入深度要合适,不能过浅,否则易发生"卷渣"现象。
(6)检查二冷区段支撑辑是否粘有冷钢,注意及时清理瓶上的氧化铁鳞。
(7)保证结晶器液面稳定,采用结晶器液面自动控制系统,使液面波动控制在±5 mm以内。 研究表明,液面波动±20 mm时,皮下夹渣深度小于2 mmo液面波动±40 mm时,皮下夹渣深度 小于4mm。液面波动大于40 mm时,皮下夹渣深度小于7 mm。实践表明,相对于手动控制,液面 自动控制的夹渣发生率可降低0. 4% o
(8)采用“高振频,小振幅”的结晶器振动工艺。
(9)采用低过热度浇钢工艺,特别是开浇第一炉的钢水过热度要低且均匀,可以采取镇静降 温的办法来保证低过热度开浇,以保证结晶器内液面的稳定。
(10)提高钢水洁净度,减少钢中加2。3含量。
C表面气孔和皮下气泡
铸坯表面气孔(见图7-20)是指在铸坯表面暴露存在的垂直铸坯轴向的圆形小孔,气孔常 与铸坯表面凹沟(见图7-21.)伴生;皮下气泡则是没有暴露的存在于铸坯表皮下的气孔,皮下气 泡常与皮下裂纹伴生。铸坯表面气孔和皮下气泡产生的原因主要是由于钢中氧或氢含量过高所 致,在潮湿季节发生铸压表面气孔和皮下气泡则主要是由于钢中氢含量过高所致。该缺陷不易 清理,常造成铸坯或深加工后的产品报废。


图7-20铸坯表面气孔
图7-21铸坯表面凹沟
7.5石油管用钢• 373 •
消除连铸圆坯表面气孔和皮下气泡的防范措施有:
(1)控制出钢钢水过氧化现象,电炉要尽量控制熔清氧含量不小于0,08% ,要保证钢水脱 氧良好。
(2)保证钢水有足够的真空脱气时间,严格执行真空脱气处理的工艺规定。
(3)注意跟踪原辅材料的湿度变化,保证原辅材料保持干燥,特别是炉外精炼期间加入的合 金、渣料等,有条件最好烘烤。如果没有原辅材料烘烤条件,应根据空气湿度变化,用真空处理的 方法弥补,尤其在生产大规格铸坯时。
(4)保证中间包覆盖剂、结晶器保护渣水分小于0. 5%。
(5)保证全过程保护浇铸良好,特别是钢包长水口密封要良好,吹氫保护正常d减少钢水二 次氧化。
(6)严格控制开浇温度,要确保低过热度浇钢,特别是开浇第一炉的钢水过热度要低,可以 采取镇静降温的办法来保证低过热度开浇,减少吸气的可能。
D表面重接、切伤和划伤
铸坯表面重接(见图7 -22)缺陷是指由于钢 水浇铸中断(即拉矫机突然停止)而在弯月面处产 生凝壳,且不易与再浇的钢水相融,在铸坯表面产 生环绕铸坯的接痕,也称为"双浇"。切伤缺陷是 指由于连铸切割系统异常切割,而在铸坯表面留 下的切割痕迹。划伤缺陷是指外来坚硬异物黏附 在输送辐子上或输送根子不转,而引起的铸坯表 面的机械损伤。
铸坯表面重接和切伤多是偶然发生的,而铸 坯表面划伤只要出现就是连续、大量发生,且上述 缺陷都与设备异常有关。
图7-22铸坯表面重接
对连铸坯表面轻微的划伤一般可通过修磨清理掉,不会造成铸坯或深加工后的产品报废。 但连铸坯表面重接、切伤一般会造成铸坯报废。
为避免连铸坯表面重接、切伤和划伤等缺陷,必须经常巡视检查在线铸坯表面质量,发现问 题及时处理,避免缺陷连续、大量发生。
7. 5. 3. 3 外形尺寸超标的产生原因及防范措施
连铸圆坯的外形尺寸包括铸坯的直径偏差、长度偏差、椭圆度、弯曲度、端面切斜度等。
圆铸坯直径偏差主要与结晶器尺寸变化有关;铸坯长度偏差主要与切割控制系统的精度有 关;铸坯椭圆度主要受拉矫机压力的影响;铸坯弯曲度主要与铸坯全程冷却的均匀性以及钢种凝 固、冷却特性有关;铸坯端面切斜度主要与切割介质和控制稳定性有关。
铸坯的外形尺寸超标的产生原因相对简单,主要受设备精度和冷却工艺影响。因此,要在提 高设备精度和控制铸坯冷却工艺上采取防范措施,才能避免铸坯的外形尺寸超标。
7. 5.3.4 低倍组织的常见缺陷、产生原因及防范措施
铸坯正确的低倍凝固组织是指等轴晶和柱状晶的比例,等轴晶越多越好。而且铸坯内部裂 纹、疏松、缩孔、偏析等缺陷必须严格控制,否则会造成铸坯轧管后产品的缺陷。
A铸坯中心偏析
铸坯中心偏析是指在铸坯轴心附近发生的溶质元素浓度的偏析。铸坯中心偏析的产生原因 是由于铸坯凝固过程中的体积收缩引起横截面液心浓化液相的流动而造成的。
• 374 ■ 7典型钢种的电炉和精炼工艺路线与技术
防范铸坯中心偏析的措施有:
(1)使用钢包吹氣搅拌均匀钢水化学成分,尽可能降低钢中易偏析元素的含量,例如控制磷 不大于0.015% ,硫不大于0.010%。
(2)严格控制开浇温度,确保低过热度浇钢,中间包内钢水过热度控制在20 ~30七为宜,减 小柱状晶区宽度,增大等轴晶比例。
(3)合理确定铸坯拉速与冷却强度的关系,尽可能快速冷却。
(4)采用电磁搅拌技术,消除柱状晶的"搭桥”,增大中心等轴晶比例,减少中心偏析。
(5)保证结晶器浸入式水口必须与结晶器对中。
B铸坯,中心疏松与缩孔
将铸坯沿轴线剖开,就会发现中心附近有细小的孔隙,这些小孔隙就是中心疏松。中心疏松 严重时会形成更大的孔隙,即中心缩孔(见图7-23)。铸坯中心疏松与缩孔的产生原因主要是 铸坯凝固末期钢水不能及时补充凝固收缩所致。
防范铸坯中心疏松与缩孔的措施有:
(1)严格控制开浇温度,确保低过热度浇钢,严禁高温浇钢,中间包内钢水过热度控制在 20-30tC 为宜。
(2)严格按照中间包钢水过热度调整拉坯速度,并保持恒定。
(3)选择弱冷却制度,保证铸坯二次冷却均匀,最好用气雾冷却方式。
(4)采用电磁搅拌技术,消除柱状晶的“搭桥”,增大中心等轴晶比例。
(5)适时降低浇铸末期的拉坯速度,减少尾坯缩孔。
C铸坯的内部裂纹
铸坯内部裂纹是指各种应力(包括热应力、机械应力、相变应力)作用在脆弱的凝固界面上 产生的裂纹。根据内部裂纹出现的部位分为皮下裂纹、中部裂纹和心部裂纹,(如图7-24所示)。
内部裂纹的产生原因主要是铸坯冷却不当所致。
防范铸坯内部裂纹的措施有:
(1)严格控制开浇温度,确保低过热度浇钢,严禁高温浇钢,中间包内钢水过热度控制在 20 ~ 30七为宜。
(2)根据钢种选择合理的冷却制度,防止铸坯内部产生较大的热应力。
(3)保证铸坯匀速冷却,避免较大的铸坯表面“温度回升”现象。一般铸坯"回温"应小 于100七。
..........:..--------------------------7.5石油管用钢.375.
(4)保证中间包与结晶器对中,结晶器与二冷室导向辐弧度要对中。
(5)严格按照中间包钢水过热度调整拉坯速度,并保持恒定。
(6)调整好各铸流各架拉矫机的压力,避免过大。
(7)确保电磁搅拌器搅拌参数合适,以获得均匀的凝固组织,等轴晶区比例应在40%以上。
(8)采用连续多点矫直技术,并选择合适的铸机弧形半径。
7. 5.4 石油管用钢的冶炼与连铸
7. 5.4. 1油井管用钢的冶炼与连铸工艺要点
以抗CO2 ,H2S以及Q -的腐蚀和应力腐蚀的油井用钢为例,说明油井管用钢的冶炼与连铸 操作步骤和要点。
随着井深的增加,压力也增大,而且很多井中含有CO2^H2S以及CU。为此,除要求油井管 钢强度高以外,还要考虑其抗CO2 ^H2S以及Cl-的腐蚀和应力腐蚀。
13倍系的马氏体不锈钢油井管钢(APl-13Cr)是适于在湿润CO2环境下使用的油井管钢代 表产品。但在高温、高CO2分压和高Q-含量的腐蚀性严重的油气井中,13Cr油井管钢的耐 CO2腐蚀性已难以适应。还有,初期在CO2环境下由于水的注入而产生H2S油气井,或者初期 出S多的油气井也在开发,这时,由小S引发的腐蚀裂(SSC)也成为问题,从而API-13Cr钢管还 需具有耐SSC性。
人们采用了向油井管内和井中放入缓释剂的方法,但效果不好,而且不适用于海上的油井和 气井;另一种方法是在油井管上覆盖保护膜,但也不能完全防止。
为此,上述油气井逐步采用了 22 Cr系双相不锈钢或合金含量更高的钢种。22 Cr系双相不 锈钢虽然具有较好的耐蚀性,但需对油井管进行冷拉才能保持必要的强度,致使生产成本大幅提 高。为此,开发出了耐蚀性比API-13Cr油井管钢好且生产成本又可以比双相不锈钢大幅下降的 油井管钢——HP13Cr(0. 025%C + 13%Cr + 5%Ni +2%Mo)o
A化学成分的特点和作用
碳:是最廉价的提高钢强度元素。为确保油井管钢得到马氏体必需的强度;碳必须添加 0. 001%以上;但碳含量超过0. 05%时,对于调整强度而进行的"淬火+回火”处理就不合适。因 此,碳含量范围应限制在0.001% ~0. 05% o
硅:不仅是脱氧剂,也能提高钢的强度。但是超过1.0%,就使马氏体不锈钢的韧性下降;另 外,硅含量越低,耐SCC性就越高,所以将硅含量限制在1.0%以下。
猛:对碳含量小于0. 03%的钢种,様元素能提高钢的强度并脱氧,为了得到实用的强度,锦 含量至少在0∙3%以上,但超过2.0%,会对韧性产生不利影响。因此,猛含量限定范围为 0.3% ~2.0% o
倍:是确保不锈钢耐蚀性的主要合金元素,从耐蚀性的角度考虑必须添加11%以上,但超过 15%就难以得到完全的马氏体组织。因此,规定倍含量范围为11.0% ~15.0%。
裸:可以提高钢的耐蚀性和韧性,但在3. 0%以下和碳在0. 001% ~ 0. 05%时,会混杂着δ铁 素体,得不到完全马氏体组织,因而损害韧性的下限含量为在3. 0%。此外,鎳超过6. 0%就会损 害马氏体组织的稳定性,而且也考虑到经济性,限定保的成分范围为3. 0% ~6.0%o
氮:对耐蚀性和耐SCC性有显著提高作用,但其含量在0. 01%以下效果不好,超过0. 2%以 上又生成非金属夹杂物,显著降低韧性。因此,氮的添加范围规定为0.01% ~0.2%o
铝:有提高耐蚀性和耐SCC性的效果,还能有效地提高强度、韧性。但铝含量不到0.05%,
• 376 ∙ 7典型钢种的电炉和精炼工艺路线与技术--------------------------
这种效果难以发挥;另一方面,超过2.0%又不经济。因此,铝含量范围限制在0.05% ~2.°%。
铜:有形成硫化物而固定硫的作用;可以细化晶粒,还是制止磷向晶界偏析、有效提高耐蚀性 和耐SCC性的元素。紀超过0.20% ,就因生成大型夹杂物而使韧性下降。因此,貿的添加量应 限制在0.2%以下的范围内;另外,貿含量在0.01%以上才有效。
飢:可以细化晶粒,提高强度,主要是回火强度,但含量过高会使韧性降低。一般铀的添加量 为 0. 05% -0. 10%。
磷:是使耐蚀性和耐SCC性下降的元素,希望尽可能降低其含量;过低的磷含量又会增加处 理成本。添加钛、能、错和摑,可以消除磷的不良影响。因此,磷含量的上限规定为0.015%。
硫:和磷一样,都是使耐蚀性和耐SCC性下降的元素,希望尽可能降低其含量;要得到超低 硫钢,也需要增加成本费用。因此,规定硫含量的上限为0.005%。
B冶炼与连铸工艺要点
生产HP13Cr钢的冶炼连铸工艺有多种,以下介绍典型短流程工艺:EAFTLF(扒渣)τ VOD∕VD→CC生产HPl3Cr钢的冶炼连铸工艺要点。 .
a原辅料
使用“ HP13Cr返回废钢+ DRI +脱磷铁水+高碳辂铁合金+模铁合金”的配料方案,其中的 合金按总量的90%配人,保证钢水磷含量不大于0. 015% ,铜含量不大于0. 10% ,五害元素铅、 锡、睇、綻分别0.0100% ,5Φ 0.014% ,总量不大于0. 0300% ;钢包使用不含碳的耐火材料;使用不 含碳的钢包和中间包覆盖剂;采用专用结晶器保护渣。
b电炉冶炼
确定合理的供电制度,确保重型炉料快速均匀熔化。采用炉底吹氮搅拌,确保熔池温度、成 分快速均匀。熔池温度达到1570七后,吹氧脱碳,至碳含量不大于0.60%;用硅铁粉造还原炉 渣,还原炉渣中的倍,并加入强还原剂铝、脱硫剂以及合金,进行进一步还原、预脱硫和合金化钢; 调整温度达到1650tC,出钢。出钢过程中保证渣、钢良好的混冲。
c LF炉精炼
将钢水成分微调至钢种内控要求,成分内控目标见表7-15o
表7-15 LF炉精炼结束时钢水成分的内控要求(%)
|
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Mo |
|
0. 50 -0. 70 |
≤0. 30 |
0.40-0.60 |
≤0.015 |
≤0.005 |
12.5-13.5 |
2.5 ~3. 5 |
[.90-2.00 |
继续进行还原操作,吹氫搅拌,脱氧、脱硫、均匀成分。调整好炉渣的流动性,扒除还原渣,保 证渣厚不超过50 mm,钢包自由空间900 ~ 1200 mmo
d VOD/VD 精炼
进行真空下吹氧脱碳,控制好终点碳;VOD精炼结束后调整鎳;加铝、硅铁、石灰等造还原 渣,并进行粗合金化。进行VD真空处理并粗调合金V、Nb、Cr,继续还原炉渣,脱硫;确保VD处 理的真空度在66.7 MPa以下并保持足够的时间;VD处理结束后吹入氮气(或喂入氮化倍线)调 整氮含量。用铝线还原钢水,喂入CaSi线使夹杂物变性。保证钢水合适的吹氣弱搅拌时间和镇 静时间;控制好精炼结束温度。
e连铸
做好保护浇铸,钢包长水口吹氣保护;使用中间包挡墙、挡坝,延长钢水在中间包的时间,合 理控制中间包钢水液位。中间包钢水过热度控制在25 ~35七,杜绝高过热度浇钢。保证连铸机
...................7.5石油管用钢∙377∙ 的结晶器振动、液位控制以及结晶器电磁搅拌工作正常;保证结晶器和二次冷却良好,并采用弱 冷却制度。采用加铁粉方式切割铸坯。保证铸坯在650 ~750七下线入缓冷坑缓冷并保温,铸坯 温度不高于250七方可移出缓冷坑。
f其他
钢包在使用前必须清除包内残渣、残钢,以免增碳。钢包透气砖透气良好。钢包预热温度不 低于800七;选用钢包包龄适中的钢包。
7. 5. 4. 2 管线钢的冶炼与连铸工艺要点
由于管线钢的使用条件日益恶化,对管线钢的质量要求更加苛刻,要求钢的成分和组织达到 "超高纯、超均质、超细化"。
A化学成分及组织的特点和作用
碳:管线钢多采用低碳钢,尤其是高级别管线钢,如X80管线钢的碳含量仅为0. 06%。对于 低温条件下使用的管线钢,当钢中碳含量超过0. 04%时,继续增加碳含量将导致管线钢抗HIC 能力下降,使裂纹率突然增加;当碳含量超过0.05%时,将导致偏和磷的偏析加剧。当钢中碳含 量小于0. 04%时,可防止HIC(见图7 -25)。对于寒冷状态下含硫环境中的管线钢,如果碳含量 降低到0.01%以下,热影响区的晶界将脆化,并引起热影响区发生HIC和韧性的降低。因此,综 合考虑管线钢抗HIC性能、野外可焊性和晶界脆化,最佳碳含量应控制在0. 01% -0. 05%之间。
硫:硫是管线钢中影响抗HlC和抗SSC能力的主要元素。法国G. M. PreSSOUyre等的研究 表明,当钢中硫大于0.005%时,随着钢中硫含量的增加,HIC的敏感性显著增加。当钢中硫含量 小于0.002%时,HIC的敏感性明显降低,甚至可以忽略此时的HICo然而,由于硫易与毓结合生 成MnS夹杂物,当MnS夹杂变成粒状夹杂物,随着钢强度的增加,单纯降低硫含量不能防止 HICo硫还影响管线钢的低温冲击韧性,由图7-26可见,降低硫含量可显著提高冲击韧性。
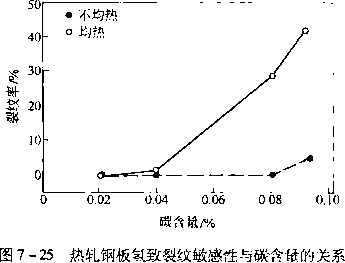
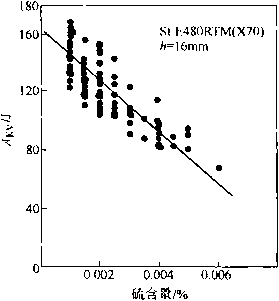
图7-26横向冲击韧性与硫含量的关系(-2(TC)
氧:钢中氧含量过高,氧化物夹杂物以及宏观夹杂增加,严重影响管线钢的洁净度。钢中氧 化物夹杂是管线钢产生HIC和SSC的根源之一,危害钢的各种性能,尤其是当夹杂物直径大于 50 Nm后,严重恶化钢的各种性能。为了防止钢中出现直径大于50 μm的氧化物夹杂,减少氧化 物夹杂数量,一般控制钢中氧含量小于0. 0015% 0
氢:管线钢中的氢含量越高,HIC产生的几率越大,腐蚀率越高,平均裂纹长度率增加越 显著。
• 378 ∙ 7典型钢种的电炉和精炼工艺路线与技术---------------------------
磷:由于磷在管线钢中是一种易偏析元素,在偏析区其淬硬性约为碳的2倍。由2倍磷含量 与碳当量(2[P] +Ceq)对管线钢硬度的影响可知,随着2[P] +Ceq的增加,碳含量为0. 12% ~ 0.22%的管线钢的硬度呈线性增加;而碳含量为0. 12% ~0.22%的管线钢,当2[P] +C,q大于 0. 6%时,管线钢硬度的增加趋势明显减缓(见图7-27)。
磷还会恶化焊接性能,对于严格要求焊接性能的管线钢,应将磷限制在0∙ 04%以下。磷能 显著降低钢的低温冲击韧性,提高钢的韧脆转变温度,使钢管发生冷脆。而且低温环境用高级管 线钢,当磷含量大于0.015%时,磷的偏析也会急剧增加。
籥:由于高级管线钢要求较低的碳含量,因此通常靠提高盆含量来保证其强度。锌还可以推 迟铁素体T珠光体的转变,并降低贝氏体的转变温度,有利于形成细晶粒组织。但⅛S含量过高会 对管线钢的焊接性能造成不利影响。当毓含量超过1.5%时,管线钢铸坯会发生毓的偏析,且随 着碳含量的增加,这种偏析更显著。
对于X40 ~ X70钢级,厚度为16~25 mm的管线钢,鎰影响其HIC性能。主要分为三种情况 (见图7 -28) : (1)碳含量为0.05% -0.15%的热轧管线钢,当镒含量超过L 0%时,HIC敏感性 会突然增加。这是由于偏析区形成了硬“带”组织的缘故。(2)对于QT(淬火+回火)管线钢, 当猛含量达到1.6%时,舖含量对钢的抗HIC能力没有明显影响。(3)在偏析区,碳含量低于 0.02%时,由于硬度降到低于HV300,此时即使钢中诺含量超过2. 0% ,仍具有良好的抗HIC 能力。
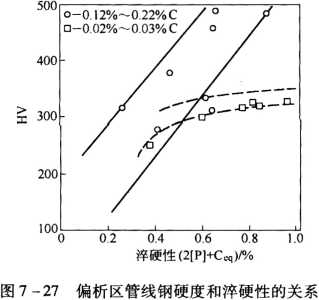
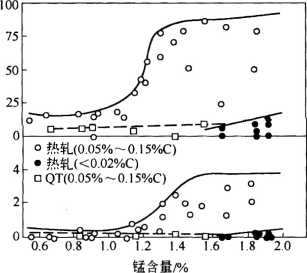
图7-28住含量对抗氢致裂纹能力的影响
铜:加入适量的铜,可以显著改善管线钢的抗HIC的能力。随着铜含量的增加,可以更有效 地防止氢原子渗入钢中,平均裂纹长度率明显减少。当铜含量超过0. 2%时,能在钢的表面形成 致密保护层,HlC会显著降低,钢板的平均腐蚀率明显下降,平均裂纹长度率几乎接近于零。
但是,对于耐C02腐蚀的管线钢,添加铜会增加腐蚀速度。当钢中不添加辂时,添加0.5% 的铜,会使腐蚀速度提高2倍。而添加0. 5%的倍以后,含铜小于0. 2%时,腐蚀速度基本不受影 响;当铜含量达到0. 5%时,腐蚀速度明显加快。
夹杂物:在大多数情况下,HIC都起源于夹杂物,钢中的塑性夹杂物和脆性夹杂物是产生 HlC的主要根源。分析表明。HlC端口表面有延伸的MnS和A^。3点链状夹杂,而SSC的形成 与HIC的形成密切相关。因此,为了提高抗HIC和抗SSC能力,必须尽量减少钢中夹杂物,精确 控制夹杂物的形态。
钙处理可以很好地控制钢中夹杂物的形态,从而改善管线钢的抗HIC和抗SSC能力。当钢
7.5石油管用钢• 379 •
中硫含量为0.002% ~0.005%时,随着[Ca]/[S]的增加,钢的HIC敏感性下降。但是,当[Ca]/ [S]达到一定值时,形成CaS夹杂物,HlC敏感性会显著增加。因此,对于低硫钢来说,[Ca]/[S] 应控制在一个极其狭窄的范围内,否则,钢的抗HIC能力明显减弱。而对于硫低于0. 002%的超 低硫钢,即便形成了 CaS夹杂物,由于其含量相对较少,[Ca]/[S]可以控制在一个更广的范 围内。
貿:理想的抗SSC的显微组织通常是具有细小原始奥氏体晶粒和均匀分布碳化物颗粒。采 用能微合金化技术以利用Nb(C,N)碳氮化物阻碍晶粒长大,可以在奥氏体化时形成细晶粒组 织。这是飢在获得最佳抗SSC性能方面最重要的特性。此外,为了获得超细晶粒组织还特别开 发了新的热处理工艺,如轧后加速冷却和感应加热。在这些新工艺中,铜起到重要的细化晶粒作 用,此外,还发现含铜钢在高温下奥氏体化其二次析出强化作用可以有效提高后续的回火软化 抗力。
金相组织:按金相组织形态,管线钢可分为铁素体—珠光体钢、少珠光体钢、针状铁素体钢和 超低碳贝氏体钢四种。
铁素体-珠光体钢(Ferrite-Pearlite,FP),基本成分为C、Mn,有时加少量Nb、V,-般碳含量 为0. 10% ~0. 25%,锌含量为1.30% ~ 1.70%;轧制工艺采用热轧及正火。X52及以下各钢级 均采用此种工艺。
少珠光体钢,通常将珠光体控制在15%以下,从化学成分上分有Mn-Nb钢、Mn-V钢和Mn-V-Nb钢三种。碳含量一般控制在0.1%以下;轧制工艺采用控轧,以上又称为"微合金控轧钢”。 钢级中X56、X60、X65、X70钢可采用这种钢。
针状铁素体钢(ACCiCUlarFerrite),主要化学成分为C、Mn、Nb、Mo,采用控轧工艺。这种钢 相对于前者包辛格效应小且减少偏析,多用于X65、X70钢级,根据报道国外有少量X80钢试制 时也采用这种钢,其缺点为由于加用,而铝的价格较贵,故成本偏高。
超低碳贝氏体钢(UItra Low Carbon Bainite),主要化学成分为Mn、Nb、Mo、B、Ti,通常碳含量 小于0.03%,采用控轧、控冷工艺。这是最新一代产品,其特点为不仅强度高,而且冲击韧性高、 可焊性好、FATr值低,从发展看,将来X70、X80均会应用这种钢。
当然,对于某一种钢级而言,只要能满足管材的力学性能即可,而不必限制必须采用何种工 艺、何种组织。
其他:为了减少管线钢的焊缝灰斑,保证焊缝的冲击韧性,要求母材的硫含量越低越好,最好 [5]w0.005%,同时控制[8]近0.35%,[1m11]/[+]>5。对耐CO2腐蚀的管线钢,主要是控制: [C] =0.04%,[S] =0.002%,[P] =0.010% ,低 Mn,适度添力口[ Ni] (0.22%)和[Cu] =0. 22% ; 钙处理:Ca/S\l. 5,夹杂物WL 5级,带状组织WL 5级;裂纹敏感率(CSR) ≤1. 5% ,裂纹长度率 (CLR) W15,裂纹厚度率(CTR) ≤5%。
B冶炼与连铸工艺要点
管线钢的冶炼连铸工艺有多种,以下介绍典型短流程工艺:EAFTLFTVDTCC生产抗硫化 氢腐蚀厚壁管线钢(Nb + Ni+Cu+Ti+Mo + B系)的冶炼与连铸工艺要点。
a原辅料
采用"优质废钢+铁水+ DRI"的配料方案;使用高活性度冶金石灰铺底;使用低碳、低磷合 金,确保渣料及合金干燥。钢包使用不含碳的耐火材料;使用不含碳的钢包和中间包覆盖剂;采 用包晶钢专用结晶器保护渣。
b电炉冶炼
早加石灰造渣,提前脱磷;结合吹氧和喷吹炭粉,造好泡沫渣。出钢按[C] W0. 02%, [P]近
• 380 ∙ 7典型钢种的电炉和精炼工艺路线与技术一一■---------------------- 0.010%控制;电炉出钢温度"1630tC;出钢前加足石灰,避免"回磷"。出钢过程中加入强还原 剂铝、脱硫剂以及合金,对钢水进行预还原、预脱硫和粗合金化钢;确保出钢口状态良好,保证出 钢不带渣。
c LF/VD精炼
采用复合还原剂强化脱氧;严禁使用高碳合金或渣剂而导致增碳;化学成分Mn、Ni、Cu、V、 Nb按照成品目标值调整;硫含量按照[S]近0. 002%控制。确保VD处理的真空度在66. 7 MPa 以下并保持足够的时间。钢水脱氧良好后用铝定氮,并控制好溶解铝含量,保证[A1]/[N] >2。 然后使用钛铁线调整钛含量;使用硼铁线调整硼含量;喂人CaSi线使夹杂物变性,保证CVSN 1. 5。喂CaSi线后保证钢水合适的吹錮弱搅拌时间和镇静时间;控制好精炼结束温度。
d连铸
做好保护浇铸,钢包长水口吹氣保护;使用中间包挡墙、挡坝,延长钢水在中间包内的停留时 间,合理控制中间包钢水液位;使用低碳型中间包覆盖剂。控制中间包低过热度和恒拉坯速度浇 钢;保证连铸机的结晶器振动、液位控制以及电磁搅拌工作正常;保证结晶器和二次冷却良好,并 采用弱冷却制度;确保铸坯开始矫直时表面温度不低于900七o
7.6不锈钢
7.6.1不锈钢的应用及分类
通常耐大气、蒸汽和水等弱腐蚀介质腐蚀的钢称为不锈钢;能耐酸、碱、盐强腐蚀介质腐蚀的 钢称为耐酸钢,习惯上仍将它们统称为不锈钢。不锈钢是一个非常重要的钢类,有板、管、丝、带、 棒、环以及多种异型钢材等许多品种,广泛用于石油化工、航空航天、原子能、海洋开发、轻工纺 织、工民建筑、食品工业、化肥工业以及人们的日常生活中。
按金相组织和化学成分不锈钢主要可分为铁素体、奥氏体、马氏体和奥氏体—铁素体4类:
(1)铁素体不锈钢。铁素体不锈钢含CrI2% ~30% ,C <0. 1% ,如OCrI3、CrI7、Cr25、Cr28 等,有些钢种还含有 M0、Ti 等元素,如 Cr25Ti、CrI7Ti、Crl7Mo2Ti、Cr25Mo3Ti、0Crl8Mo2Ti 等。铁 素体不锈钢加热时不发生相变,呈单相铁素体组织,因此不能通过热处理手段来改变其力学性 能。这类钢热导率较大,热膨胀系数较小,抗氧化性强,冷加工性能好,耐腐蚀性随钢中馅含量的 增加而增强,但强度较差(因含碳低),主要用于制造耐大气、蒸汽、水及氧化性酸和有机酸腐蚀 的零件和耐热部件。
(2)奥氏体不锈钢。奥氏体不锈钢除含Crl7% ~20%、Cao. 1%夕卜,还含有扩大奥氏体区 元素Ni9% ~ 11%,在高温和室温下具有稳定的单相奥氏体组织。这类钢以著名的18-8型線辂 钢为代表,并包括在18-8型保馅钢基础上进一步发展的操铭钢以及加入M。、CU等合金元素的 奥氏体棟倍钢,如 0Crl8Ni9x lCrl8Ni9Ti, 2Crl8Ni9 和 Crl8Ni体Mo2Ti、CrI8NilOCu3Ti、 Crl8Nil8Mo2Cu2Ti 等。
奥氏体组织的钢无磁性,具有较高的韧性和塑性,硬度小,加工性能好,但强度较低,不能通 过相变使之强化,只能通过冷加工使之强化,因此保倍奥氏体不锈钢具有很高的耐腐蚀性,除可 耐氧化性酸介质腐蚀外,还能耐硫酸、磷酸及甲酚、醋酸、尿素等的腐蚀。当其碳含量低于 0.03%或含钛、褪时,可显著提高其耐晶间腐蚀的性能。此外,奥氏体不锈钢还有很好的焊接性、 冷热加工性、抗磁性和热强性。
工业生产中常使用扩大奥氏体区元素Mn、N来部分代替贵重元素Ni以降低奥氏体不锈钢 的成本。
---7.6不锈钢.381 •
(3)马氏体不锈钢。马氏体不锈钢包括碳含量为0∙05% ~0.45%的各类Crl3型不锈钢。 由于在钢中加入较多的扩大T相区元素碳,钢加热至淬火温度后冷却可使奥氏体转变为淬火马 氏体组织:含碳量大于0. 1%时,高温下均为单相奥氏体组织,淬火后为马氏体;含碳量小于 0. 1%的OCrI3及Crl7Ni2在高温下为γ + δ复相,淬火后为马氏体和少量铁素体组织,习惯上也 把它们归属于马氏体不锈钢。
根据化学成分的差异,可分为马氏体馅钢和马氏体鎳馅钢两类。马氏体馅钢除含有馅外,还 含有一定量的碳。含倍量决定钢的耐蚀性;碳含量越高,钢的强度、硬度和耐磨性也越高。这类 钢主要用于制造对强度、硬度要求高而对耐蚀性能要求不太高的零件、部件以及工具、刀具等。 典型的钢号有2 ~4Crl3 ,9Crl8等。
马氏体操辂钢含碳量较低(<0. 10%),并含有鎳,有些牌号还含有M。、CU等元素。Crl7Ni2 为最常用的低鎳信马氏体不锈钢。这类钢在具有高强度的同时,强度与韧性的配合及耐蚀性、焊 接性等均优于马氏体倍钢,综合力学性能较高,广泛用于航空、导弹工程、原子能和工具工业。
(4)奥氏体-铁素体双相不锈钢。奥氏体-铁素体双相不锈钢具有奥氏体和铁素体双相组 织,与一般纯奥氏体不锈钢相比,Cr-Ni双相不锈钢的成分特点是钢中含有较高的辂量和较低的 保量,成分范围一般为:Crl7% ~28%,Ni3% ~ 10% , MoO ~ 6% ,有良好的耐蚀性(特别是耐点 蚀、应力腐蚀等局部腐蚀)、耐酸性和高的强度。
表7 -16为一些不锈钢牌号、成分、金相组织及与美国AISI、日本JIS标准钢号的对照。
7.6.2不锈钢的冶炼工艺路线
不锈钢的工业生产是从1920年开始的。随着工业的发展,对不锈钢的产量、品种以及质量 提出了更高的要求。为了满足这些要求,60年代以后,世界上不锈钢的生产方法,从以电炉单炼 为主逐渐发展为以炉外精炼方法为主。到目前为止,世界各国不锈钢厂所采用的冶炼方法根据 其技术发展的水平和各自的生产条件而多种多样,大体上可分为直接冶炼法、双联法(也称炉外 精炼法)以及三步炼钢法三大类。
直接冶炼法是仅用电炉或转炉冶炼不锈钢,目前已很少使用。
双联炼钢法(也称为炉外精炼法)是指初炼炉一炉外精炼炉冶炼工艺。根据工厂的原料及 其他条件,初炼炉既可选电炉也可以选转炉。炉外精炼炉中有代表性的是:AoD、VOD、RH-OB、 CLU、ASEA-SKF 等。目前双联法主要有 EF-AOD、EF-VOD、EF-CLU、EF—ASEA-SKF、BOF (LD 或复吹 LD)-RH-OB、BOF—VOD、BOF—AOD 等。
双联法是在20世纪60年代末70年代初产生和发展起来的,以适应不锈钢需求量的急剧增 长和不锈钢返回料供应不足,降低不锈钢冶炼成本,满足宇航、化工、原子能工业对不锈钢品种质 量的严格要求。炉外精炼法的发展,使电炉和转炉日益变成了一个熔化器,同时也使不锈钢的生 产品种和质量进入了更高阶段。
采用炉外精炼技术生产不锈钢,有显著的技术经济效果,表现在:
(1)生产率大大提高。采用EF—AOD或EF—VOD(ELO—VAC)双联法,电炉生产率可提 高 50% ~ 100% o
(2)使脱碳保倍过程更加合理化。在真空或稀释气体条件下更有利于碳的优先氧化去除, 与电炉返回吹氧法相比,可以采用更高的配辂、配碳量,并可在较低温度下脱碳保倍。因此,采用 炉外精炼技术,选择原材料的自由度大,可用高碳倍铁,而不必用昂贵的低碳和微碳辂铁。这样 大大简化了不锈钢生产工艺,同时还降低了成本。
表7-16几种主要不锈钢化学成分、金相组织及与AISI、JIS标准对照
|
中国 '(GB/YB) |
美国 (AISI) |
日本 (Jis) |
______________________ 化学成分/% |
金相组织 | |||||||||
|
C |
Si |
Mn |
Cr |
Ni |
S |
P |
Mo |
V |
Ti | ||||
|
OCrl 3 |
410S |
<0. 08 |
≤0.60 |
≤0.08 |
12.0 ~ 14. 0 |
≤0.030 |
WO. 035 |
半铁素体 | |||||
|
Crl4S |
416 |
W0. 15 |
≤0.60 |
≤0.08 |
13.0-15.0 |
0.20~0∙40 |
≤0.035 |
<0.60 |
半铁素体 | ||||
|
ICrl 7 |
430 |
SUS430 |
≤0.12 |
≤1.00 |
≤0. 08 |
16.0-18.0 |
<0. 030 |
≤0.035 |
铁素体 | ||||
|
0Crl7Ti |
W0. 08 |
WO. 80 |
≤0. 08 |
16.0-18.0 |
≤0. 030 |
≤0.035 |
5×C% -0. 08 |
铁素体 | |||||
|
lCr25Ti |
446 |
≤0.12 |
<1.00 |
≤0. 08 |
24.0 -27.0 |
<0.030 |
<0.035 |
5 ×C% -0. 08 |
铁素体 | ||||
|
!Crl7Mo2Ti |
<0.10 |
≤0.80 |
≤0. 08 |
16.0-18.0 |
<0.030 |
<0.035 |
1.60-1.90 |
>7×C% |
铁素体 | ||||
|
1Cγ13 |
403 |
SUS 403 |
Wθ∙ 15 |
WO. 60 |
WO. 08 |
12.0 ~ 14. 0 |
<0.030 |
<0. 035 |
半铁素体 | ||||
|
2Crl3 |
420 |
SUS 420J1 |
D∙ 16~0.24 |
≤0.60 |
≤0. 08 |
12. 0 ~ 14. 0 |
≤0.030 |
≤0.035 |
马氏体 | ||||
|
3Crl3 |
420 ~ |
SUS 420J2 |
D. 25 -0. 34 |
≤0.60 |
≤0. 08 |
12.0-14.0 |
WO. 030 |
WO. 035 |
马氏体 | ||||
|
4Crl3 |
0. 35 ~0.45 |
≤0. 60 |
≤0. 08 |
12. 0 ~ 14. 0 |
WO. 030 |
≤0. 035 |
马氏体 | ||||||
|
lCrl7Ni2 |
431 |
SUS 431 |
D. 11 -0. 17 |
WO. 80 |
≤0. 08 |
16.0-18.0 |
1.5 ~2.5 |
≤0.030 |
≤0.035 |
马氏体 | |||
|
9Crl8 |
SUS 440 |
0. 90-1.00 |
≤0. 80 |
≤0. 08 |
17.0-19.0 |
≤0. 030 |
≤0. 035 |
马氏体 | |||||
|
9Crl8MoV |
440B |
SUS 440 B |
0. 85 ~0.95 |
≤0. 80 |
≤0.08 |
17.0-19.0 |
WO. 030 |
≤0. 035 |
1.00-1. 10 |
0. 07-0. 12 |
马氏体 | ||
|
lCrl8Mn8Ni5 |
202 |
SUS 202 |
≤0. 10 |
≤1.00 |
7. 5 ~ 10. 0 |
17.0-19.0 |
4.0~6.0 |
<0. 030 |
<0.035 |
N<0.15 -0. 25 |
奥氏体 | ||
|
OCrl 8Ni9 |
304 |
SUS 304 |
≤0.06 |
≤1.00 |
≤2.00 |
17.0 ~ 19. 0 |
8.0-11.0 |
≤0.030 |
≤0.035 |
奥氏体 | |||
|
lCrl8Ni9 |
302 |
SUS 302 |
≤0. 12 |
≤1.00 |
≤2,00 |
17.0-19.0 |
8.0~11.0 |
≤0. 030 |
WO. 035 |
奥氏体 | |||
|
!Crl8Ni9Ti |
321 |
SUS 321 |
≤0. 12 |
Wl.00 |
W2.00 |
17.0 ~ 19. 0 |
8.0~11.0 |
≤0.030 |
≤0.035 |
5 ×C% -0.08 |
奥氏体 | ||
・ 382 ・ 7 nsφ¾⅛iHMl^^¼
--7.6 不锈钢.383 •
(3)不锈钢的质量显著提高。炉外精炼法可以冶炼电炉单炼法不能冶炼的超低碳([C] < 0.03%)和极低碳([C] WO.O15%)不锈钢,超纯不锈钢([C] + [N] WO. 015%),同时钢的纯洁 度也明显改善。
三步炼钢法是指初炼炉—脱碳转炉一真空精炼炉冶炼工艺。根据工厂的原料及其他条件, 初炼炉既可选电炉也可以选转炉;脱碳转炉的型式有复吹转炉LD、MRP-L转炉和K -0BM转 炉。初炼炉中的钢水进入脱碳转炉快速脱碳并避免信的氧化,再进入真空精炼炉进一步精炼并 调整成分。三步炼钢法综合了 EF-AOD和EF—VOD的优点,但因设备增多而使操作复杂,管 理难度增大。
目前不锈钢的生产以双联炼钢法为主,其中主要是AOD法与VOD法。AOD法设备比较简 单,投资比VoD法少,能处理高碳钢水,辂的总收得率高,生产成本最低,过程比较容易实现计算 机控制,因而AOD法发展迅速,世界上的不锈钢大部分是以AOD法生产。
VoD法的特点是向处在真空脱气罐内钢包中的不锈钢水,进行顶吹氧和底吹氫搅拌精炼, 因而可以冶炼超低碳、氮含量的超纯铁素体不锈钢,虽然设备比较复杂,投资也比AOD法大,但 日益受到重视。
7.6.3不锈钢的冶炼
7. 6. 3.1 不锈钢冶炼的物理化学分析
A脱碳保緒
倍和碳是影响不锈钢耐腐蚀性能的主要元素。要在大气中耐腐蚀,钢中的馅必须在12%以 上,而且含量越高,不锈钢的耐腐蚀性能越好。碳恶化不锈钢的耐腐蚀性能,除少数马氏体不锈 钢外,低碳不锈钢要求含碳量小于0.08%,超低碳不锈钢要求含碳量小于0.03%。含碳量低,还 可以使不锈钢具有良好的冷热加工性和可焊性,因此冶炼不锈钢时最大限度地使高馅钢液脱碳 是首先要完成的任务。但是,当熔池中同时存在饴和碳时,存在着锦和碳的竞争氧化问题。
碳和倍氧化的热力学条件为:
[C] + [0]==(C0) ACI = -2500-10. 75T
2[Cr] +3[0]=(Cr2O3) ΔG2 = -361280 + 179. 37T
当ACl=AC2即T = 1615七时,向高倍钢液吹氧时, 碳和倍将同时氧化;当AGl >ΔG2即T< 1615七时,倍同 氧的亲和力大于碳,先氧化倍;当ΔG1 < ΔG2即r > 1615七时,碳同氧的亲和力大于辂,先氧化碳。因此,在 正常冶炼温度下,脱碳的同时是无法保密的,高辂钢液中 倍比碳优先氧化。只有当温度大于1615七时,才能在脱 碳的同时保证倍的回收率达到一定数值;
在饱和氧的熔池中倍、碳和温度的关系见图7-29。
从图7 -29可以看出,对于Cr = 18%的不锈钢,若使 碳降至0. 12%以下,熔池温度可达到1825七,炉衬将很快 毁坏,这就是单炼法冶炼的主要困难。
馅和碳竞争氧化的反应式可以写为:
"[C] + ( CrmOn )=m[ Cr] + ra(CO)
因此必须控制热力学条件,使反应向右进行,则其综 合效果为降碳保馅,否则就是脱倍保碳。
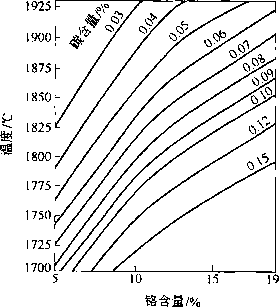
图7-29饱和氧的熔池中倍、 碳和温度的关系
• 384 ∙ 7典型钢种的电炉和精炼工艺路线与技术...-----------------------
进一"步分析指出:
[c] =y±( Cr% 尸∙ PCO
由上式可以看出,提高熔池温度从而增大KI或者降低PCo均可以达到脱碳保倍的目的。由 于提高熔池温度将大大增加耐火材料消耗,同时对冶炼和连铸不利,因此人们主要关注降低 PCO :一是在真空下精炼,以VOD法为代表;二是向钢液中吹入Ar、舟等惰性气体稀释炉气中的 C0,这就是AOD法。VOD法和AOD法不仅可以用廉价的原材料大量生产低碳和超低碳不锈 钢,而且可以使倍的回收率达到相当高的程度,同时还可以脱氢、脱氧、脱硫,去除夹杂物,从而提 高钢的纯净度。
B脱磷保絡
在采用AOD法和VOD法以后,可以使用廉价的高碳密铁、不锈钢返回料和普通废钢生产不 锈钢以降低不锈钢的冶炼成本。高碳倍铁中的磷含量达到0. 07%以上,因累积效应不锈钢返回 料和普通废钢中的磷含量也越来越高。因此,如果配料中的磷含量高,则冶炼不锈钢时脱磷就是 必须要完成的另一任务。然而对于高倍钢液吹氧冶炼时钢液中存在碳、辂、磷的竞争氧化,而钢 铁冶炼常用的CaO基渣系脱磷能力较弱,因此磷高成为冶炼不锈钢的很大障碍,要在防止倍氧 化损失的前提下进行氧化脱磷,难度很大。
钢水中磷的氧化反应式为:
2/5[P] + [O]=1∕5P2O5 AC° = -7842.5 +6. 50ΓJ
不锈钢中磷氧化的同时,存在着以下的倍-氧平衡关系:
2∕3[Cr] + [O]===l∕3Cr2O3 ΔGθ = -16041. 1 +7.077,J
当用CaO渣系脱磷时,脱磷反应可写成:
3∕5CaO(s) +2∕5[P] + [ O]=l∕5(3CaO ∙ P2O5) ACe= 一 15749. 5+6. 58T J
当用Bao渣系脱磷时,脱磷反应可写成:
3∕5BaO(s) +2∕5[P] + [O]=l∕5(3BaO ∙ P2O5) ΔGθ = -18409.0+6. 96TJ
图7 -30为上述各个反应的AGe -T图。
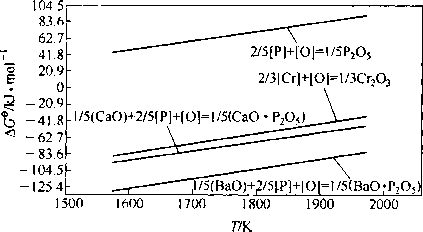
图7-30含馅钢液脱磷原理图(脱磷反应ACe-7图)
由图7-30可见,单纯用氧来氧化[P]生成(P2O5)的AG°总是比[Cr]氧化生成(¾O3的 AC。大,即总是[Cr]被氧化,而不是[P]被氧化。但是如果加入强碱土金属的氧化物,则脱磷反 应的自由能变量的负值就要比[Cr]氧化反应的自由能变量的负值大,从而使脱磷成为可能。但 是当温度大于150OK后,碳将比磷优先氧化。
从图7-30还可以看出,加入BaO时[P]氧化的AG。要比加入CaO时的ACe小,说明BaO
-7.6不锈钢∙ 385 ∙
是比CaO更好的脱磷剂。
由上述分析可知,高倍钢液中,磷同氧的亲和力比辂小,故从高倍钢液中除磷很困难,而且冶 炼时加入的造渣材料和吹氧结束后要加入的大量的铁合金还要增磷,因此配料时应尽量使炉料 中的磷含量低一些,一般应不大于& 020% ,或比钢种规格要求低0.01%以上。如果炉料中的磷 含量高,则可考虑使用BaO作为脱磷剂。
7. 6. 3. 2 电炉单炼法工艺
根据炉料组成、氧气供应和所炼钢种的含碳量,在电炉中冶炼不锈钢可以用不氧化法(装入 法)、氧化法和返回吹氧法生产。
A不氧化法冶炼工艺特点
炉料由软铁、本钢神返回钢或类似成分的返回钢组成。钢中主要合金元素(Cr、Ni)按中下 限配入炉料中。
不氧化法冶炼不锈钢的关键是防止钢液增碳。因此,在熔化期应尽早形成流动性良好的炉 渣(装料前炉底铺垫适当数量的石灰和萤石),以便覆盖钢液,防止电极增碳,同时要采取措施, 防止电极折断落入炉内。
为了提高格的回收率,应做好渣中倍的还原操作。炉料全熔后,先插铝和加CaSi使钢液预 脱氧,之后加FeSi粉还原炉渣。预还原后扒除大部分渣,重新造新渣,继续加FeSi粉使钢液进一 步脱氧,还原后期还可加一部分铝粉。
该法的优点是化学成分容易控制。但因无氧化期,故不能脱碳去磷,所以对原材料要求极 严。返回钢必须清洁无锈,硫、磷、碳含量要低,因受碳含量的限制,配入比例不能太大,需要使用 大量软铁,成本很高。
B氧化法冶炼工艺特点
炉料由碳素返回钢、生铁和不易氧化的合金(Ni、Mo)等组成。为了迅速提温,以利脱碳,吹 氧前钢液配硅至约0.6%。可以用矿石或氧气氧化。
该法工艺过程是:当氧化期[P] ≤0. 01%和钢液温度高于1550七时,要扒除约90%的炉渣, 重新造薄渣,再继续吹氧脱碳。用高压(>L0MPa)大供氧强度吹氧。终点[C]控制在约0.01% 为宜,最高不大于0.015%。
吹氧停止后,按1.0% ~1.2%配加FeSi。插铝(4 ~6 kg∕t)进行沉淀脱氧,并迅速加入烤红 的低碳(<0.03%)信铁,利用钢液过热化倍,同时冷却熔池,防止炉衬受高温作用损坏。
避免冶炼过程特别是还原期增碳是冶炼低碳不锈钢的关键。因此,快速化辂是缩短还原期 和减少还原期增碳的主要措施。避免立即送电化倍,以防钢液从电极吸碳。FeCr部分熔化且有 薄渣覆盖时方可送电化飾。FeCr全熔后,渣变为蓝绿色或淡绿色时扒渣70% ~90%,加金属锦 及3% ~4%的渣料,可以吹氧化渣。为了防止电极增碳,可用较高的电压送电,待渣形成后,插 铝沉淀脱氧(2 kg∕t),其后分别加入FeSi粉、CaSi粉及铝粉还原炉渣。保持白渣30 ~ 50 min, (FeO) WO. 5%时插铝(2 kg∕t)终脱氧,出钢温度控制在1600 ~ 162OK为宜。
该法的优点是,钢液经过氧化高温沸腾,有良好的去气去夹杂条件,适合于生产气体敏感性强 和检查发纹的钢种。其缺点是,不能利用返回钢,必须使用高成本的低碳(<0.03%)倍铁;另外,由 于还原期加入大量FeCr,不但化倍时间长,容易增碳,而且增加了劳动强度和恶化了劳动条件。
C返回吹氧法冶炼工艺特点
炉料主要由本钢种返回钢或类似成分的返回钢、高硅钢及低磷钢组成。配料时碳可以高出 钢种规格0.2% ~0.4% ;倍一般配至8% ~ 12% ;線、铝因不氧化,可按中限配人;一般配硅量在 O. 80% ~ 1. 00%或按炉料中Cr/Si = 10左右配加。
• 386 ∙ 7典型钢种的电炉和精炼工艺路线与技术--------------------------
低温吹氧助熔必引起倍的氧化,故吹氧助熔不能过早,在铁料熔化70% ~ 80%后方可吹氧 助熔。炉料中配人一定硅量,装料时炉底上垫2%的石灰,可以提高熔化期炉渣碱度,同时也可 抑制倍的氧化。
炉料全熔后,当熔池温度高于1600七吹氧脱碳。高温和快速升温是"去碳保倍"的重要条 件。在熔池允许的范围内,提高供氧强度,可提高脱碳速度,缩短吹氧时间,减少倍的烧损,降低 氧耗量,提高炉龄。
吹氧停止后,熔池温度高达1800七以上,此时可将微碳FeCr从炉顶一次倒入,以利用过热钢 液快速熔化FeCr,同时吹氧化倍。FeCr加入后,降低了熔池温度,从而保护了炉衬。吹氧化倍时 可随时加入适量的FeSi粉进行预还原。FeSi粉总用量为8 ~ 10kg∕t。预还原后可除渣90%,再 造薄层新渣。造薄渣同时加低碳FeMn强制脱氧,渣面加Al粉、CaSi粉还原。FeCr熔化后,即可 停止吹氧。
上述的返回吹氧法,炉料的配倍量为8% ~12% ,在还原期还需补加10%钢液量的价格昂贵 的微碳辂铁或金属倍,因而使不锈钢的成本大大增加。
7. 6. 3. 3 电炉双联法精炼不锈钢的工艺
近二十多年来不锈钢的冶炼工艺有很大发展,重点在于提高质量,扩大品种,降低成本。a 氧脱碳(AOD)法和真空脱碳(VoD)法均属于双联工艺。目前这两种工艺有了广泛的应用,尤其 是AoD法,世界有75%以上的不锈钢是用这种方法冶炼的。
A 电炉一VOD法冶炼不锈钢
不锈钢的真空吹氧精炼法(VaCUUm Oxygen DeCarbUriZation, VOD ),为德国魏登特殊钢厂 (Edel-Stahl Week Witten)和标准迈索公司(Standard MeSSo)于1967年共同研制成功的,故有时又 称魏登法(Wetten)。
电炉一VOD法冶炼不锈钢是根据真空下脱碳的原理,在真空室内向钢液顶吹氧和底吹氨搅 拌精炼,可大致分为两个步骤:一是先在电炉中熔化炉料和初炼(初步脱碳、脱硅和脱硫),调整 好除碳、硅以外的所有成分,使钢水含碳量和温度等达到VOD炉精炼的要求;二是将初炼后的钢 液出钢至钢包内,并将钢包移入VoD炉的真空室(罐)中保持。当真空室(罐)中抽气达到一定 真空度后,从上方用水冷氧枪向包内钢液吹氧脱碳,同时由包底透气砖吹入気气搅拌钢液,冶炼 出符合要求的不锈钢。
其工艺流程如图7-31所示。
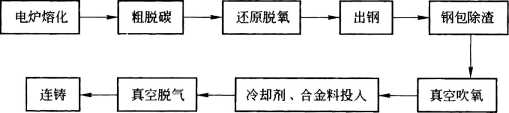
图7 - 31电炉一VOD双联法冶炼不锈钢的工艺流程
就世界范围看,VOD法的发展没有AOD快,这主要是由于AOD法原料适应性较强,投资和 操作费用较低廉。但近些年来,随着超低碳、氮含量的超纯铁素体不锈钢的需要和发展,VOD法 作为生产超纯不锈钢的精炼手段,正日益受到广大冶金工作者的重视。
a电炉的工艺控制
原料配比
冶炼不锈钢时为了追求尽可能低的原料总成本和工艺加工成本,选择原料必须尽可能多地
7.6 不锈钢∙ 387 ∙
利用不锈钢废钢、普通废钢、高碳馅铁和其他铁合金。
考虑到有利于钢液温度升高、脱磷和尽可能提高倍的回收率,保证钢液的氧化沸腾去气,电 炉炉料可以采用高配碳,不论是利用普通废钢还是不锈钢返回料,均可以配入生铁+高碳FeCr 合金使电炉吹氧脱碳前的熔池含碳量为0∙ 8% ~ 2.0%,并一次性将所需的锦、保全部配入且考 虑部分烧损余量,尽可能使[P] ≤0. 025%。
电炉采用高配碳的理由是:
(1) AoD及VOD技术容易实现脱碳保錯,碳不再作为一种精炼的负担,而是一种发热元素。 因此,可使用廉价的高碳Fe-Cr合金作原料来替代昂贵的低碳、微碳锦铁,可以使用生铁和废钢, 从而降低原材料成本。
(2)碳具有增大磷的活度系数和保护錯氧化的双重作用,可以抑制熔化、脱磷及脱硅过程的 倍损。因此,高配碳有利于氧化脱磷,同时降低熔化和氧化过程中辂的烧损。
(3)高配碳可使熔池形成提前(因高碳合金组元的存在,尤其采用炼钢生铁的情况下),有 利于提高电效率,缩短熔化过程;还可使吹氧开始温度降低,因而可比传统工艺提前吹氧,充分利 用碳的氧化热,以碳代电,可以节电。
(4)采用高配碳,有可能将泡沫渣技术应用于不锈钢熔炼,有利于节电。
在熔化及氧化初期,由于熔池温度较低,从热力学角度看,硅与氧的亲和力大于碳、倍与氧的 亲和力,硅优先于碳、辂氧化,放出大量热量,使钢液迅速升温,利于"去碳保辂",降低锋的烧损。 但是配硅量过高,钢水中的硅大部分被氧化成SiO2进入炉渣,将延缓碳的氧化,降低炉渣碱度, 使渣量增大,大大降低炉渣的脱磷能力,反而增加了倍的损失,并严重侵蚀炉衬。因此,炉料中的 硅含量应低一些,可在0. 5%左右。
炉渣
虽然热力学计算表明,对高信钢水,使用CaO渣系脱磷比较困难,但若钢液碳含量较高时, 磷的活度增高,给氧化脱磷创造有利条件,仍可取得较好的脱磷效果,加上CaO价格低廉,资源 丰富,因此如果钢水中磷含量较低,可仍然采用Cac)渣系。
如果钢水中磷含量很高,可采用Bao或CaO-BaO渣系。研究表明,BaO渣系适用于不锈钢 弱氧化脱磷。用Bao替代脱磷剂中CaO,可使磷酸盐容量提高。用纯的铁基脱磷剂成本高,可用 CaO-BaO渣系,再加少量NaO增加脱磷效果。
高碱度炉渣可降低SiO2和Al2O3的活度,有利于氧化格的还原,故炉渣碱度应保持在1. 8 以上。
温度对不锈钢的氧化脱磷具有显著影响,随着温度的提高,脱磷效果明显下降,不锈钢氧化 脱磷的适宜温度为140OtiC左右。在1500七以上,渣中碳可以还原脱磷渣中的氧化倍。
氧化脱碳
装料完毕后开始通电熔化。为缩短炼钢时间和防止贵重金属的大量氧化,应尽可能快速熔 化和提前造渣。为此,可充分利用超高功率电炉大容量、高二次电压的变压器,制定出合理的配 电制度以加速熔化。另外,为加速熔化和迅速升温,熔化后期可少量吹氧助熔。
含碳量很高的钢水在VOD炉中的真空环境下脱碳时会发生喷溅而使金属收得率降低,而且 会造成包衬寿命短促,因此必须在电炉内进行预脱碳,使电炉出钢碳不致过高。炉料熔清后,等 温度达到1580七即可开始吹氧初步脱碳,此时因碳含量高,辂的烧损不大,一般约为1% ~3%o 为避免馅元素的大量氧化,出钢碳不能过低,可在电炉内脱碳至0.3% ~0.6%出钢。电炉出钢 温度为1680 ~ 1700七。
高温下吹氧("155OtC)有利于碳氧化,相应减少吹氧期的倍氧化。对吹氧脱碳冶炼不锈钢
• 388 ■ 7典型钢种的电炉和精`炼工艺路线与技术---------------------一-
的工艺,迅速升温,减少在低温区的停留是脱碳保倍的关键。因此,应提早吹氧,供氧速度必须足 够高,如此可提高氧的利用率,提高脱碳速度,充分利用碳氧化放出的热能,控制工艺过程,降低 吹炼过程錯的损失。
对于无外热源的VOD炉,控制入炉钢水硅含量是必要的。硅含量太低不利于升温,太高则 容易造成SiO2量过高,还原渣碱度低,降低馅的回收率,同时钢液升温过高,容易损坏耐火材料, 因此入罐钢水控制硅含量不高于0. 30%。
出钢还原
炉料熔清及吹氧脱碳后,大量馅变成氧化物转移到炉渣中去,若不回收,将造成浪费。另 夕卜,倍的氧化产物进入炉渣将对炉渣的工艺性能产生极为不利的影响。已知氧化倍在碱性渣 和酸性渣中的溶解度均不大,一般不超过10%。因此,冶炼过程只要有少量的[Cr]氧化,炉渣 中就容易析出固态的氧化馅,使炉渣黏度大大增加,并且很难稀释,使还原反应的动力学条件 变差,因此必须在除渣前用还原剂将炉渣里的氧化倍还原。可选用的还原剂有硅铁、铝、碳化 硅、碳化钙和碳。
还原剂可以随炉料一同加入电炉,或部分或全部在出渣出钢时加入钢包。最有利的还原条 件是在良好的搅拌条件下,还原剂均匀地分布于整个炉渣,这样可保证还原剂完全消耗在氧化倍 的还原上。例如,吹氧结束后,立即在炉内插铝并加入硅倍合金脱氧合金化,回收渣中的倍,同时 造渣脱硫,但不需造白渣精炼。待渣中大部分辂还原后,立即出钢,并在包中除渣。
b VOD炉的工艺控制
除渣后的钢包放入VOD真空室(罐)内,合上真空盖,开动真空泵抽真空,同时包底吹氣搅 拌。当达到一定真空度(一般为5332 ~7998 Pa)时即开始吹氧脱碳。根据废气分析结果和用氧 浓差电池连续测量废气的氧分压来控制精炼过程。
在终点碳附近停止吹氧。为了促进脱碳、脱氧及使成分、温度均匀化,在吹氧完毕后,还 要继续吹氫搅拌,以利用残余碳来脱氧,最后再用脱氧剂脱氧,用氨气搅拌使钢水进行真空碳 脱氧。
真空吹氧脱碳
真空度的影响实验结果表明,吹氧过程中真空度对终点碳的影响不大,终点碳主要决定于 真空碳脱氧时的分压Pco。吹氧时真空度主要影响脱碳速度,真空度低脱碳速度慢,吹氧时间 长,馅的氧化增加。
开吹温度及初始钢水碳含量提高初始钢水温度是加快脱碳的一个重要手段。脱碳是放热 反应,可以适当提高初始钢水碳含量,以提高VOD冶炼过程温度。根据相关文献的实验结果,初 炼钢水温度为1570 ~ 1590七、碳含量为0. 30% ~ 0. 60%为宜。
氧枪高度降低氧枪高度脱碳速度会明显增大,因为降低氧枪高度后会使钢液面的凹坑面 积增大,当然采用此项措施时应当与防止喷溅结合起来考虑。有文献采用马赫数为2. 5的氧枪, 氧枪高度控制在950 -1100 mm,氧气利用率可达40%。
供氧强度VOD吹氧脱碳过程可分为两个阶段,即大于临界碳含量的粗真空氧脱碳过程 和高真空度下低碳区的碳脱氧过程。碳的氧化模式为:直接氧化[C] + [0] = (C0),间接氧 化M,O,+y[C] =/[M] +y(CO)。在高碳区,碳的直接氧化和间接氧化是同时发生的,脱碳 速度不变,与供氧量成正比。此时反应的限制性环节是供氧强度,提高供氧强度将加快脱碳 反应速度。
当钢液含碳量低于某临界量后,脱碳速度降低,此时在低碳区脱碳的限制性环节为钢中碳在 熔池中的传质,不取决于供氧,如果继续供氧或提高供氧强度都将造成珞的大量氧化,温度上升,
7.6不锈钢• 389 •
有可能造成高温穿包事故。
供就强度VOD精炼过程中,高碳区为吹氧脱碳过程,供氣强度不变。但是在低碳区真空 碳脱氧阶段,应提高供気量,可以增加传质系数,而且在低碳区,由于馅的氧化,在钢水表面形成 了一层块状的富絡渣,分析指出钢中馅的氧化在1-5% ~2.5%之间,阻碍了钢液内循环,恶化了 间接氧化的动力学条件。增大吹氣量就能把这层氧化物吹开,并使它们卷入钢中,增加钢渣接触 面积。
真空碳脱氧及犠的还原
终点碳控制技术高絡钢水在吹氧脱碳时,钢中的碳有一个临界值。当将碳脱至临界值后, 如继续吹氧,脱碳速度将显著降低,同时馅的氧化加剧。因此,吹氧终点碳的控制,是整个VoD 法精炼工艺的核心。
据热力学计算,用氧气氧化1%碳和1%倍,分别使钢液升温118k和113七,两者大致相当。 但不锈钢中含絡量远高于含碳量,因此倍对钢液温度的影响也远大于碳的影响。要求的吹氧终 点碳愈低,络损愈大,钢液温度也愈高。在VOD法冶炼一般低碳和超低碳不锈钢时,通常希望将 终点碳控制在0.04% ~0. 10% ,经过真空碳脱氧后,使成品钢中的碳在0.01% ~0.05%,甚至更 低。如吹氧控制不当,造成钢液过氧化后,因倍损加大,钢液温度将随着过吹氧量的增加迅速升 高,停氧温度就可能达到1800七,缩短耐火材料的使用寿命。特别是在真空中不便于频繁取样, 而且吹炼时间短,因此吹氧终点碳的控制,显得非常重要。
控制吹氧终点碳的方法有:氧浓差电池连续测量废气中氧分压、测量吹氧期间真空度的 变化、使用红外线分析仪测定废气中Co和O2的含量来控制VoD停氧时间、气相定碳法等。 例如吹氧终点可以根据氧电势值进行判断:当其值从10 - Pa突然上升到IO4 Pa,立即停止吹 氧,同时提高真空度到133 ~533 Pa,利用高真空下钢中氧和碳继续反应,这样既可发挥真空 碳脱氧的作用,使[0]从0.05%降到0.02%左右,又可使[C]从0.03% ~ 0.04%降到 0.015% 左右。 ,
真空碳脱氧 在终点碳附近停止吹氧,继续用氨气搅拌促使钢中[C ]和[0 ]反应快速进行。 碳的脱氧产物是C0,在真空下碳的脱氧能力很强,如图7 -32所示。真空碳脱氧既可进一步降 低碳含量,又可使钢液氧含量下降,为下一步倍的还 原打下了基础。
还原和最终精炼由于动力学因素的影响,以 及不锈钢中含有较高的倍,降低了碳的活度,碳的实 际脱氧能力并不像理论计算的那样强。因此,最终辂 的还原和钢的脱氧还要利用还原剂以及钢液中残余 铝控制,即脱碳结束后要向真空室加入CaO、CaF等 造渣材料和硅铁、铝等还原剂,还原渣中的Cr2O3,并 脱氧和脱硫。在脱氧脱硫过程中要加强氣气搅拌。 有文献报道将[Al ]控制在0.03% ~ 0.05%,可以保 证钢中[0] W0. 0050%。
炉渣碱度 VoD后期渣的碱度对脱氧、脱硫以 及倍的回收率都有较大的影响,合适的碱度应在2 ~ 3。炉渣碱度低,渣中Cr2O3的含量将急剧增加。
VOD炉衬寿命
VOD钢包是在高温和气体搅拌条件下间歇操作
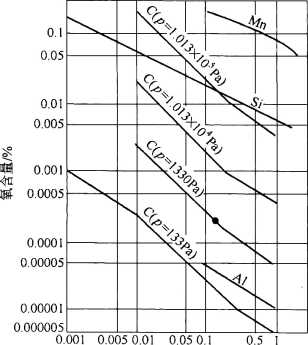
图 7-32
碳含量/%
• 390 ∙ 7典型钢种的电炉和精炼工艺路线与技术-------------------------- 的,其炉衬经受钢水冲刷、渣蚀以及高温结构剥落等,使用条件恶劣,所以其损毁速率远远大于其 他精炼炉,特别是在渣线部位和吹気区附近。因此,提高VOD钢包用耐火材料的使用寿命对降 低成本而言是非常重要的。
根据VOD钢包的工艺特点和侵蚀特征,选择VOD钢包内衬耐火材料主要应具备以下条件: 高温下对精炼炉渣有较强的抗侵蚀性能;在间歇操作条件下具有较强的抗剥落性能。目前VoD 精炼钢包所用的耐火材料主要为镁借砖和镁白云石砖。
VOD钢包用耐火材料的使用寿命还受许多操作参数的影响。例如炉体的烘烤与维护、炉渣 的控制、吹氧操作的控制、火焰喷补等。
B 电炉—AOD法冶炼不锈钢
氣氧脱碳法(Argon-Oxygen Decarburization, AOD ),是由电炉或转炉供应初炼钢液,之后在 AoD炉内进行脱碳精炼。AOD法冶炼不锈钢的过程大致分为三个时期,即熔化期、氧化期和还 原精炼期。熔化在电炉中进行,氧化和精炼在AOD中进行。
AOD法于1968年诞生在美国联合碳化物公司,现已发展为世界上精炼不锈钢的最主要方 法,它具有如下优点:
(1)可用100%的废不锈钢或廉价的高碳倍铁及普碳钢来配料,无需使用微碳信铁或金属 倍,降低了原料成本,经济效益显著;
(2)采用EAF—AOD双联法工艺生产不锈钢时,电炉中只进行熔化和升温,电炉生产率可 提高 10% ~15%o
(3)与其他的不锈钢炉外精炼法相比,AOD法设备简单,基建投资少,在国外约相当于VOD 法的1/3;
(4)过程控制比较简单。与VoD法相比较,AOD法可在大气下造渣、取样、测温,操作比较 方便;与电炉返回吹氧法比较,AOD法更易于冶炼超低碳不锈钢,且可稳定地实现过程的自动 控制。
AOD炉的结构与氧气转炉相似,只是在炉子底部稍上的位置,炉体背面135。范围内安装有 一支或几支气体喷嘴,供Ar(N2)和02的混合气体或気气。
a电炉操作工艺
在电炉中装入废钢、铁合金(高碳倍铁、高碳線铁、电解鎳、NiO等)和造渣材料(石灰等)等 炉料进行熔化。与VOD炉相比,AOD炉对配碳量的要求同样很宽松,一般电炉配料熔清碳可高 达1.0% ~3.0%,因此可使用廉价的高碳倍铁作原料来降低冶炼成本。应保证初炼钢液中倍、 鎳、铝等元素含量为规格的中下限。
一般要求钢液含硅量不超过0. 25% ,允许波动在0. 2% -0. 4%范围,以减少对AOD炉炉衬 的侵蚀,提高AOD炉炉衬寿命,缩短处理时间,防止升温过高。
为了防止AOD炉吹炼时间过长,电炉出钢钢液含碳量较低为宜,但在实际操作中,为了保证 电炉内倍元素尽量少烧损,电炉出钢钢液中含碳量经常高于推荐值。初步冶炼至[C] =1% ~ 2% ,然后加入还原剂还原,出钢温度大约在1550 ~ 1600七左右。
电炉出钢温度对18-8型不锈钢为1600 ~ 1650七,应不低于1550七。出钢扒渣称重后倒入 AOD炉中,开始吹炼。开始吹炼钢液温度最好为1525七左右,一般控制在1480 ~ 1560七。
b AoD炉精炼工艺
在AOD炉中主要进行脱碳、还原精炼及成分调整操作。
出钢至钢包并移到AOD炉,首先进行AOD氧化脱碳操作。吹炼前期主要是脱碳,这一时期 约需50 ~60 min,称为脱碳期。
..---------7. 6 不锈钢 • 391 -
脱碳期最重要的是要控制好O2和稀释气体αr(或N2 )的混合比,一般可分为3个阶段:
第一阶段采用Ar:02=1:3,吹至[C] =0.25%左右;
第二阶段采用Ar:02=1:2,吹至[C] =0.1%左右;
第三阶段采用Ar: O? =2: 1 (或3: 1),吹至[C] W0. 03% 0
最后用纯氨吹炼几分钟,使溶解在钢水中的氧继续脱碳,同时还可减少还原剂Fe-Si的 用量。
每阶段吹炼完了均取样分析和测温。当吹至终点时扒除部分炉渣,然后加入FeSi、SiCr、 SiMn、AI及石灰组成的还原渣料,同时吹氨搅拌进行还原6 ~8 min,然后扒渣40% ~60%,调整 成分、温度后出钢。还原渣碱度控制在1.5左右。如有脱硫任务,则应扒除含大量Si02的低碱 度渣,再加石灰、FeSi和萤石造碱度2. 2-3. 6的高碱度渣脱硫,同时吹氣搅拌,使硫降至0. 010% 以下。
为了控制出钢温度并有利于保护炉衬,第二、三阶段添加清洁的本钢种的废钢冷却钢水,温 度控制在1715~1750七。
在AOD精炼不锈钢吹氧结束后,钢液中的馅或多或少有所氧化,而渣中的氧化辂含量也相 当高,其量大约为2%。因此在氧化脱碳结束后,为了还原渣中的倍和稀释吹炼后十分黏稠的富 倍渣,可加入FeSi、SiCr、AI等和石灰造渣剂,并用氣气强烈搅拌。由于渣钢间反应剧烈,可以极 大提高馅、锦的回收率。AOD炉的婚回收率可达到99% ,価回收率可达90%以上。
脱硫率高是AOD炉的优点之一。在还原期一般采用单渣法,还原期由于有碱性还原渣、高 温和强搅拌的条件,极易将钢中的硫脱到0.01%的水平。只有在钢中硫特别高或者要求钢中硫 含量降至0. 005%以下时才使用双渣法。调整成分、温度合适即可出钢。
具体脱硫反应可表示为:
3[Si] +2Cr2O3(s)==3SiO2(s) +4[Cr]
2[A1] + “。3 (S)----Al?。3 (S) + 2 [ Cr ]
表7 - 17为150 tAOD炉精炼过程的记录。
表7-17 15OtAOD炉精炼过程
|
时间 / min |
操作内容 |
温度/工 |
O2∕Aγ( N2) |
. 气体流量/".hr | |
|
O2 |
Ar 或 N2 | ||||
|
0 |
加入初炼钢水(无渣)150 t C 1.62% ,Mn 0.54% ,Si 0.18% ,S 0.028% ,Cr 17.0% , Ai 6. 80% 加白云石229Okg |
1564 | |||
|
4 |
第一阶段吹炼开始 调整成分,加高碳FeCr2320 kg,FeMnl640 kg,保团 块 2840 kg |
3/1 |
5100 |
1700( N2) | |
|
24 |
第一阶段吹炼结束______________ | ||||
|
25 |
第二阶段吹炼开始 |
1/1 |
3400 |
3400( N2) | |
|
44 |
第二阶段吹炼结束 C0. 50% |
1686 | |||
|
48 |
第三阶段吹炼开始 |
1/3 |
1700 |
5100( Ar) | |
|
63 |
第三阶段吹炼结束______________ |
1708 | |||
• 392 ∙ 7典型钢种的电炉和精炼工艺路线与技术
续表7-17
|
时间 ∕min |
操作内容 |
温度/" |
O2∕Aγ(N2) |
气体流量/m3 ∙ h-i | |
|
°2 |
Ar或M | ||||
|
70 |
加还原混合料并搅拌 FeCrSi3820 kg,石灰 1830 kg,萤石 195 kg 取样分析:CO- 032% . Mnl. 25% , SiO. 35% , N0.03% , S0. 015% ,Crl8. 25% ,Ni8. 39% |
2500(Ar) | |||
|
78 |
扒渣,并做最后成分调整 力口 FeSi458 kg,石墨 32 kg______________________ | ||||
|
104 |
出钢 钢包中钢水温度_______________ |
1600 1540 | |||
7. 6. 3. 4 电炉三步法冶炼不锈钢简介
三步炼钢法是20世纪80年代开发出来的不锈钢冶炼新工艺。三步法的基本工艺流程是初 炼炉+脱碳转炉+真空吹氧精炼炉。第一步的初炼炉只起熔化初炼作用,根据工厂的原料及其 他条件,初炼炉可以选电炉或者选转炉,负责向脱碳转炉等精炼炉提供初炼钢水。第二步的脱碳 转炉的型式有普通的复吹转炉LD、AOD、曼内斯曼—德马克公司开发的MRP-L转炉和奥钢联开 发的K-OBM转炉。脱碳转炉的功能主要是快速脱碳并避免倍的氧化,具有同样功能的冶炼设备 常用的还有K-OBM-S、K-BOP、MRP、CLU、KCB-S等。第三步的真空吹氧精炼炉主要采用VOD, 个别厂采用RH-OB或RH-KTB,目的是将钢水在真空下进一步精炼并调整成分完成最终成分的 微调和洁净度的控制。
三步炼钢法的主要优点是:脱碳转炉炉衬寿命高(900 ~ 1100炉次),产品范围广,质量好 (O、N、H低),有利于同连铸机匹配(提高连铸炉数),可用来生产超低碳和超低氮的不锈钢。
表7 - 18为部分采用三步炼钢法冶炼不锈钢工厂的统计。
表7-18三步炼钢法冶炼不锈钢的工厂
|
厂名 |
脱碳转 炉型式 |
工艺路线 |
产品设计 |
产量 /万 t ∙ a'1 |
竣工日期 |
|
韩国浦项 |
K-OBM |
1 X 85tEAF + 1 X 90tK-0BM -S + VOD + CC |
不锈钢板坯 |
45 |
1996年8月 |
|
南非伊斯柯 |
K-OBM |
EAF + 1 X 125 tK - OBM - S + VoD (双 出)+CC |
不锈钢板坯 |
50 |
1995年5月 |
|
日本川崎 |
K-OBM |
H/MDep + 1 X 160tKMS-S + 1 X 160tK-OBM-S+ VOD(RH-KTB) |
不锈钢板坯 普通钢板坯 |
(60) |
1996年5月 |
|
比利时阿尔兹 |
MRP |
1 ×90tEAF + IOOtMRP-S +2 × IOOtVOD + CC |
不锈钢板坯 |
50 |
1988年4月 |
|
巴西阿谢西塔 |
MRP |
2 × 35tEAF + 1 X 75tMRP - S + VOD + CC |
不锈钢板坯 |
35 (10) |
1996年5月 |
|
日本日新 |
LD |
EAF +2 ×75tLD-OB + VOD + CC |
不锈钢板坯 |
48 (54) |
— |
|
日本新日铁八幡 |
LD |
EAF + 1 X 150tLD-OB (1 X 60tAOD) + VOD + CC |
不锈钢板坯 碳钢板坯 |
(20) |
— |
注:表中括号内数字为1996年产量。
7. 6.4不锈钢的浇铸
7.6 不锈钢• 393 •
过去不锈钢一直用模铸,因工艺陈旧,钢锭表面质量较差,成本较高。20世纪60年代以后, 不锈钢的连铸技术得到大发展。目前几乎所有的不锈钢种均可连铸,而模铸不锈钢已经很少。
7. 6. 4. 1 不锈钢模铸工艺特点
不锈钢液含有大量的辂,有些钢种还含有钛和铝等易氧化元素,不但钢液黏度大,流动性差, 而且在浇铸过程中极易被二次氧化,使钢锭产生低倍和表面缺陷。为了适应这一特点,不锈钢模 铸时采用的是高温快铸方法,如浇铸温度比低碳合金结构钢高10 ~ 15K ,浇铸速度则约快1倍。
在大气条件下浇铸不锈钢,即使控制好铸温铸速,也难以完全保证低倍和表面质量,因此国 内各厂多年来研究和推广使用了发热固体保护渣和液体保护渣浇铸。
发热固体渣由发热剂、氧化剂、助熔剂和基本渣料所组成。为保证浇铸时发热固体渣能尽快 形成液体覆盖住上升的钢液面,要求此种渣熔点低。发热固体保护渣浇铸前用吊挂方式加入或 浇铸时投入模内。开浇后在钢液作用下,自行点燃,自行熔化,在模内形成熔渣层和还原气氛,对 钢液起保护作用,吸附钢液中的非金属夹杂物。这种熔渣在钢液和模壁间形成很薄的一层保护 渣层,从而使钢锭表面质量大大改善。使用发热固体保护渣存在的主要问题是,成渣速度不易控 制,钢锭尾部质量较中上部差。
采用液体合成渣作为钢液面的保护剂,对改善钢锭表面和内部质量有着良好的效果。它可 使钢锭表面光洁平滑,显著改善了钢锭低倍和表面质量,从而取消了钢锭的剥皮工序,成材率约 提高10% ,同时钢中夹杂有所减少,顶锻和塔形合格率有所提高。不足之处是生产工艺和调配 复杂,需设化渣炉,成本较高。
液渣保护浇铸多用于下注法。先浇渣后铸钢,二者要密切配合迅速进行,要求出渣温度在 1720 ~ 1750cC ,全流浇渣,使钢锭模底部浇渣高度在150~200 mm,之后迅速浇钢,防止渣面结壳 影响钢锭表面质量或锭尾出现渣沟.浇钢要求快速,保证钢液面平稳均匀上升,无翻边。当渣面 升至帽口 1/2后,可适当减速,当钢锭浇高足够时,即停浇,拨开液渣加入发热剂、保温剂。
对不同金相组织的不锈钢,钢锭的冷却制度不同。奥氏体不锈钢凝固后,可立即脱模空冷, 防止碳化物聚集析出,同时软化钢锭,便于精整。马氏体不锈钢冷却时发生相变,易炸裂,钢锭凝 固后要红送退火。铁素体不锈钢,虽然冷却过程不发生相变,但晶粒粗大,热塑性较低,为防止开 裂一般先坑冷后退火。
7. 6. 4. 2 不锈钢的连铸及相关技术
目前绝大部分的不锈钢已由连铸生产。不锈钢连铸同普碳钢的连铸一样,可以大大提高金 属的收得率,成材率,同时还可大大改善钢坯表面质量,甚至可以生产不经修磨的直接送往轧制 的钢坯,仅此一项就可提高金属收得率1% ~4% ,使连铸金属收得率平均达94% ,经济效益十分 可观。
为了保证不锈钢连铸坯的表面质量和内部质量,生产无缺陷连铸坯,工艺上必须采取如下相 关技术:
(1)采用炉外精炼和吹気技术,提高钢水的洁净度,精确控制钢水温度,降低钢中气体、夹杂 含量,改善夹杂物形态,例如,要求钢水中:[H]0. 0002% ~0.0003%,[0] w0.0050%,[N] ≤ 0.0150% ~0.020% ,[S] ≤0.005% ,钢水过热度约 45 ~ 50七。
(2)采用保护浇铸技术。不锈钢液含有大量易氧化元素(Cr、Ti、AI等),敞开浇铸势必造成 钢液的二次氧化和吸气,恶化钢液质量,使铸坯表面产生针孔和结疤等缺陷。所以从钢包至中间 包、中间包至结晶器的注流均应用水口保护浇铸、甚至水口采取氨气密封技术,结晶器内钢液面
• 394 ∙ 7典型钢种的电炉和精炼工艺路线与技术---------------------------
覆盖保护渣。
(3)采用电磁搅拌(EIeCtro Magnetic Stirring,EMS)技术,改善铸坯表面质量,抑制柱状晶的 发展,扩大和细化等轴晶带,减少或消除中心偏析、中心疏松和裂纹倾向。
(4)铸坯采用弱冷却以防止产生裂纹。
(5)采用结晶器液面自动控制装置以保证钢液面稳定。
7. 6. 4. 3 不锈钢连铸的主要工艺参数
A温度制度
液相线温度(七):
` 7⅛ =1536-65C+8Si+5Mn+30P+25S + 1.5Cr+4Ni
浇铸温度:
T注=7液+AT过
对不锈钢来说,提高过热度将扩大柱状晶区;降低过热度,等轴晶区扩大。过低的过热度会 产生水口堵塞一类的操作问题以及铸坯表面缺陷。
最大过热度的选取要根据浇铸钢种、铸坯断面、浇铸条件等因素来确定。浇铸含碳量低、断 面小,过热度取高值。浇铸碳、硅、毓含量高,浇铸断面大,过热度可低些。
对不锈钢各类铸坯所要求的中间包钢液过热度可参考如下数值:
板坯、大方坯 +15 ~20℃
小方坯 +20 ~ 30七
B拉坯速度和结晶器振动
拉坯速度和结晶器振动条件可参考表7-19中的参数并结合现场条件确定,原则上采用小 振幅高振频振动。
表7-19 拉坯速度和结晶器振动条件
|
板宽/ mm |
拉速/m ∙ min ^1 |
振幅/mm |
振频/次∙ min^1 |
负滑脱/% |
|
10∞ |
1 |
4 |
160 |
63 |
|
1300 |
0. 95 |
4 |
152 | |
|
1500 |
0. 90 |
4 |
144 |
C冷却制度
表7 -20为结晶器冷却水量的设定。
表7-20结晶器冷却水量的设定
|
位置 |
板坯宽度/mm |
冷却水量 | |
|
m3∕h |
L/min | ||
|
____结晶器窄面____ |
220 |
3667 | |
|
结晶器宽面 |
>1250 |
220 |
3667 |
|
<1250 |
180 |
3000 | |
超低碳铁素体钢的冷却水量为表7 -20的1. 2倍。
二冷段的喷水量和拉速有关,拉速快则喷水量加大;二冷段的各个阶段喷水量也不同,一般 在最后阶段要加大喷水量。此外,不同的钢种用水量也不同。
........---参考文献.395.
7.6.4.4不锈钢连铸中容易出现的问题
不锈钢连铸中容易出现一些问题,如中间包水口堵塞、结晶器液渣结壳、表面振痕、表面凹 陷、表面渗碳、表面夹渣、裂纹、气泡、夹杂物等缺陷,但都可以采取工艺措施加以减轻和消除。
例如奥氏体不锈钢物理性能的特点是热传导率小,热膨胀率大,因而连铸时容易产生钢坯表 面凹坑缺陷,常见的形式是横向凹坑。表面凹坑处坯壳很薄,是铸坯的薄弱环节,容易导致铸坯 表面的横裂纹,也可能从此渗钢,形成表面结疤,甚至发生漏钢事故。经研究知道,表面凹坑是不 均匀冷却引起的局部收缩造成的。因此,可通过降低结晶器冷却水的流速,进行结晶器的"弱冷 却”,使坯壳生长减慢、均匀;采用结晶器保护渣和保证渣膜高度的稳定性并配合其他优化条件, 如浇铸速度、液态渣的黏度(调整结晶器的摩擦力)、厚度和结晶器液面的稳定性等浇铸条件来 减小结晶器液面区的局部热流,防止坯壳的局部生长和收缩。
为了减少不锈钢连铸坯的裂纹缺陷,应该控制连铸工艺,例如对铁素体和马氏体不锈钢,在 中间包中钢液的过热度最好控制在20 ~40K,18-8型奥氏体钢液的过热度最好控制在40 ~ 80K ;同时要控制好拉速与钢液过热度之间的关系,不同的钢种采用不同的适当拉速。一般说, 高温强度低、凝固系数小的不锈钢钢种,拉坯速度要稍低些。
参考文献
[1]钢铁材料手册,第8卷,弹簧钢[M]∙北京:中国标准出版社,2004.
[2]项程云•合金结构钢[M]∙北京:冶金工业出版社,1999.
[3]高惠菊•提速铁路车辆用高性能优质合金弹簧钢的研究与开发[D].
[4]赵沛,成国光,沈甦•炉外精炼及铁水预处理实用技术手册[M].北京:冶金工业出版社,2004.
[5]张先鸣•弹簧钢高强度化的现状及发展趋势.现代零部件[J],2006, (7).
[6]陆树慈,王维量.齿轮用钢及其发展(一)[J].传动技术,1991,(1):44-47.
[7]殷瑞锌,那宝魁,江君照,等.钢的质量现代进展[M].北京:冶金工业出版社,1995:108.
[8]胡联舫,李怀明.汽车用齿轮钢的现状及发展[J]∙冶金标准化与质量,1996,(11-12):6-11.
[9]杨其革,杨培义,周有恒,等.关于渗碳齿轮钢现状与发展的几个问题[J]∙特殊钢,1993,14
(1) :30-32.
[10]孙珍宝,朱谱藩,林慧国,俞铁珊.合金钢手册[M].北京:冶金工业出版社,1984.
[11]李静宇,苏晓峰,赵贤平,等.SWRH82B盘条拉伸异常断口分析[J].物理测试,2007(3) :48-50.
[12]郭世宝,苏晓峰.提高胶管钢丝用72A拉拔性能研究[J]∙金属制品,2005(5): 28-30.
[13]陈雷,主编.连续铸钢[M].北京:冶金工业出版社,1996: 133.
[14]黄志潜,等.石油工业发展对油井管和管线管的要求与对策[J]∙石油专用管,1998,(4):1.
[15],张业圣,等.石油管市场前景展望[J]∙钢管,2007, (3):4.
[16]张汝忻,等.我国油井管需求量、生产能力及价格综合分析[J]∙钢管,2000,(1):1.
[17]李鹤林,等著•石油管工程[M].北京:石油工业出版社,1999.
[18]王仪康,等.高性能输送管线钢[J].焊管,2007,(I):".
[19]殷国茂,主编.中国钢管50年[M].成者B:四川出版集团四川科学技术出版社,2004: 139, 295.
[20]彭在美.石油天然气输送钢管是高新技术产品及其发展方向[J].管道技术与设备,2003,(6): 18.
[21]成海涛,编著.无缝管缺陷与预防[M].成都:四川出版集团四川科学技术出版社,2007: 357-359.
[22]董开文,等.不锈钢在我国石油工业中的应用及展望前景[J].焊管,2005,(3):L
[23]郭廷杰∙ JFE钢铁生产的油井用高强度高倍钢管[N].中国钢铁新闻网,2007 99-12.
[24]霍春勇,等.输送管线延性断裂与止裂的研究进展[J].石油专用管,2000,(4):1.
• 396 ∙ 7典型钢种的电炉和精炼工艺路线与技术
[25]李桂荣,等.管线钢冶炼工艺特点[J].特殊钢,2002,(10) :23.
[26]获林城章.西山纪念技术讲座,第126回,1998.
[27]黄开文.国外高级管线钢的研究与使用情况[J].焊管,2003,(3):1.
[28]美国石油协会.钻杆规范APISPEC5D(第5版)[S]∙ 2002.
[29]美国石油协会.套管和油管规范APISPEC 5CT(第8版)[S]∙ 2006.
[30]美国石油协会.管线管规范APISPEC5L(第43版)[S]. 2004.
[31]国际标准化组织.石油天然气工业输送钢管交货技术条件(ISO 3183—1 ~3:1996 ~ 1999) [S].
[32]国际标准化组织.石油天然气工业-钢制钻杆(ISO/CD 11961 :1996) [S].
[33]林企增,等.不锈钢生产技术的新进展[J].特殊钢,1999,20(5) :7-14.
[34]魏险峰.返回吹氧法冶炼不锈钢提高信元素回收率的途径[J].大连特殊钢,1997,(4) :4-7.
[35]韩全军,成国光.0CrI8Ni9不锈钢的冶炼工艺研究[J].宽厚板,2006,12(2) :8-11.
[36]陆世英,张延凯,杨长强,等.不锈钢[M].北京,原子能出版社,1995:398.
[37]叶斌,等.不锈钢母液的氧化脱磷[J].上海金属,2001,23(5):26-30.
[38]郭曙强,等.不锈钢高倍铁液的脱磷[J].特殊钢,2002,23(4) :25-27.
[39]贾世敬,译.电炉采用泡沫渣操作冶炼不锈钢[J].太钢译文,1999,(3):12-18.
[40]徐匡迪.不锈钢精炼[M].上海科学技术出版社,1985 :124,150.
[41] StanlySUn ,等.电炉冶炼不锈钢对倍的控制[J].世界钢铁,1999, (2) :42-46.
[42]周保仓,译.不锈钢冶炼中电炉渣的还原(摘译)[J].太钢译文,2000,(4)"3-17.
[43]张平,等.18-8(Ti)不锈钢精炼中一些问题的探讨[J].特钢技术,1999,(3):16
[44]赵沛.合金钢熔炼[M].北京:冶金工业出版社,1992.
[45]古晓明,等.VOD冶炼不锈钢工艺研究[J].特钢技术,1996,(2) :1-7.
[46]代继梅,等.VOD精炼不锈钢OCrI8Nil0Ti工艺对倍回收率的探讨[J].特钢技术,2000, (2): 20-23.
[47]曲英,主编.炼钢学原理[M].北京:冶金工业出版社,1995.
[48]吕世建一.浅析炉外精炼不锈钢ICrI8Ni9Ti硫的变化规律[J].特钢技术,1999(3) :7-10.
[49]张朝霞.VOD炉耐火材料的使用和侵蚀特征以及提高炉衬寿命的方法[J].太钢科技,2003, (3): 1-6.
[50]张鉴,主编.炉外精炼的理论与实践[M].北京,冶金工业出版社,1993.
[51]周书才.不锈钢小方坯连铸的生产实践[J].特钢技术,2000(2) :43 45.
[52]魏险峰.不锈钢连铸生产中常见的几个问题[J].大连特殊钢,1998(2) :9-12.
8电炉流程的清洁化生产和循环经济
电炉炼钢过程中由于氧化还原反应、设备冷却以及设备密闭性等原因,不可避免地产生一些 炉渣、废气、烟尘和废水,这些物质如果不进行适当处理,将给环境造成严重的影响。但是,与转 炉炼钢流程相比,电炉炼钢流程被发达国家视为一种铁资源回收再利用的技术,也是处理以废钢 为主的废旧物污染的环保技术,根据1997年美国对高炉一转炉流程钢厂和电炉流程钢厂的排放 物总排放量的对比可知(如图8-1所示),电炉流程钢厂的排放物排放量不到高炉(一转炉)流 程钢厂的40%。
高炉-转炉流程钢厂:总排放量592l .6kg/t
图8-1不同流程各类排放物总量的比例(美国1997年)
随着全球对环境保护要求的不断提高,国外发达国家对环境保护的要求日益苛刻,排放标准 日益严格,推动了钢厂开发应用各种环保技术。目前,发达国家对烟尘的治理已经完成,对污染 物SO2、NO,等的第二代治理技术已经处于商业化阶段,正致力于污染物CO2、二噁英的第三代 治理技术的开发与应用;在水处理方面,欧洲国家已经开始采用微生物技术代替化学处理技术。 在钢厂管理方面,要求强制推行ISO14000系列标准和其他质量体系。但是,在炉渣和尘泥的处 理方面,目前国内外水平差距不大,都还没有开发出综合利用率较高的技术。
我国近年来也陆续出台了一系列环保法律、法规和标准,其中不少与电炉钢厂排放物控制密 切相关。如表8-1所示,2000年以来,国家先后提出了"可持续发展”、“清洁生产"、“循环经 济”、"绿色制造"、"节能减排”等理念,2006年,更是出台了首部针对钢铁行业的清洁生产标准: HJ/T189—2006《中华人民共和国环境保护行业标准清洁生产标准钢铁工业》,明确提出了 钢铁生产各环节主要清洁生产量化指标。但是,总的来说,我国清洁生产和循环经济相关法律法 规还不够健全,钢铁工业环保技术水平与国外先进水平相比还有相当大的差距,目前的环保治理 理念还停留在"以治理'三废'为内容,以排放达标为目标,以综合治理为手段”阶段,内容上包括 烟尘治理、污水治理、废渣治理与利用、排放达标与厂区绿化等,相当于国外发达国家环保治理的 第一阶段。
|
• 398 • 8电炉流程的清洁化生产和循环经济----------------------------- 表8.]电炉钢厂相关主要环保法律法规标准目录____________ | ||
|
类另U |
序号 |
___________________名 称___________________ |
|
法律 |
1 |
中华人民共和国环境保护法__________ |
|
2 |
中华人民共和国环境影响评价法_________________________ | |
|
3 |
中华人民共和国水污染防治法__________________________ | |
|
4 |
中华人民共和国大气污染防治法_________________________ | |
|
5 |
中华人民共和国环境噪声污染防治法_______________________ | |
|
6 |
中华人民共和国固体废物污染环境防治法_____________________ | |
|
7 |
中华人民共和国放射性污染防治法________________________ | |
|
8 |
中华人民共和国清洁生产促进法_________________________ | |
|
9 |
中华人民共和国放射性污染防治法________________________ | |
|
行政法规 |
1 |
中华人民共和国水污染防治法实施细则______________________ |
|
2 |
建设项目环境保护管理条例___________________________ | |
|
3 |
排污费征收使用管理条例____________________________ | |
|
4 |
放射性同位素与射线装置放射安全和防护条例___________________ | |
|
相关标准 |
1 |
YB905I-98钢铁企业设计节能技术规定 |
|
2 |
GB/T18916. 2-2002取水定额第二部分钢铁工业 | |
|
3 |
GB/T12452-90企业水平衡与测试通则 | |
|
4 |
GB8978-1996污水综合排放标准 | |
|
5 |
GB13456-92钢铁工业水污染物排放标准 | |
|
6 |
GB16297-1996大气污染物综合排放标准 | |
|
7 |
GB/T16157-1996固定污染源排气中颗粒物测定与气态污染物采样方法_________ | |
|
8 |
HJ/T189-2006中华人民共和国环境保护行业标准清洁生产标准钢铁工业_______ | |
本章基于我国电炉炼钢技术水平现状,重点介绍电炉炼钢流程主要排放物的控制系统和典 型控制技术。
8.1炉气净化系统
8. Ll电炉烟气主要指标和净化要求
8. 1. 1.1 电炉烟气的来源
电炉炼钢主要利用废钢作为原料,在具有铁水条件的钢厂会兑入30% ~50%的铁水。废钢 料中含有大量的杂物,如废钢表面的油脂油污、塑料橡胶、泥沙等杂物。
电炉炼钢分为三个阶段:加料期、冶炼期、出钢期。电炉烟气的产生主要是在加料期和冶炼 期。在电炉加料期,废钢中的杂物遇到炉内的高温烟气燃烧,产生大量的烟气;在电炉的冶炼期, 大量的造渣物料加入到炉内,烧嘴、氧枪等辅助能源设备投入使用,大量吹氧进行脱碳,这些都产 生大量的烟气。
8. 1.1.2 电炉烟尘的性质
烟气成分:电炉烟气中主要含有CO2、C0、02 .N2 ,各成分的含量与所冶炼的钢种、工艺路线、
..........................-..8.1炉气净化系统• 399 •
配料种类、排烟方式有关,其变化的幅度很宽。电炉烟气中还存在极少量的NO*、SO,。表8-2 是电炉烟气成分及含量。
表8-2电炉烟气主要成分及含■
|
烟气成分 |
CO2 |
CO |
02 | |
|
含量/% |
13-19 |
1 -4 |
9-13 |
69~73 |
烟气含尘量:烟气中含尘量的多少及成分与炉料的品种、洁净度及所含杂质有关,也与冶炼 工艺和操作有关,一般大电炉每冶炼It钢产生12 ~ 18 kg粉尘。表8 -3是电炉生产典型碳钢的 粉尘成分。
表8-3电炉生产典型碳钢的粉尘成分(%)
|
成分 |
ZnO |
PbO |
Fe2O3 |
FeO |
Cr2O3 |
MnO |
NiO |
CaO |
SiO2 |
MgO |
AI2O3 |
Na2O |
|
范围 |
14~45 |
<5 |
20 -50 |
4-10 |
<1 |
<12 |
<1 |
2-30 |
2~9 |
<15 |
<13 |
<7 |
|
典型值 |
17 |
3 |
40 |
5.8 |
0.5 |
3 |
0.2 |
13 |
6.5 |
4 |
1 |
2 |
8. 1. 1. 3 电炉烟气排放标准
我国没有专门的电炉烟气排放标准,电炉烟气排放依据《大气污染物排放标准》执行, 见表8 -4o
表8-4大气污染物排放标准
|
序号 |
污染物 |
标准∕mg ∙ m"3 |
企业指标 ∕mg ∙ m^3 |
最高排放速率 ____ | |
|
排气筒高度/m |
速率/率∙ h-1 | ||||
|
1 |
二氧化硫 |
550 |
100 |
30 |
15 |
|
2 |
氮氧化物 |
240 |
80 |
30 |
4.4 |
|
3 |
粉尘 |
120 |
30 |
30 |
23 |
|
4 |
烟尘 |
80 |
30 |
30 |
23 |
|
5 |
一氧化碳 |
2500 |
800 |
30 |
290 |
8.1.2 电炉除尘系统基本设计
8. 1. 2.1电炉除尘系统工艺设计
电炉除尘系统工艺流程包括烟气的捕集、烟气的降温、烟气的净化、灰尘的输送及储存。电 炉除尘系统通常由电炉炉内排烟装置(移动活套或倾动活套)、屋顶罩、密闭罩(狗屋)、沉降室、 水冷烟道、管道、机力风冷器(喷雾除尘塔)、调节阀门、火花捕集器、除尘器、输灰设备、增压风机 组、主风机组、自动化控制系统等组成。根据电炉车间的布置、电炉的工艺不同、是否有废钢预热 系统可分成四类典型的除尘工艺流程。
(-)除尘活套—沉降室一水冷烟道一机力风冷器(自然冷却器)—混入二次烟气(屋顶罩、 密闭罩)—除尘器—排放(除尘灰储存、外运处理),这是一套传统的超高功率电炉的除尘工艺。 其特点是:电炉一次烟气与二次烟气在同一个系统中处理,除尘工艺简洁,设备简单,但由于无增 压风机,无法平衡一次烟气系统与二次烟气系统的阻力,除尘效果不太理想,且系统运行电耗高。 该除尘工艺流程如图8-2所示。
• 400 ∙ 8电炉流程的清洁化生产和循环经济
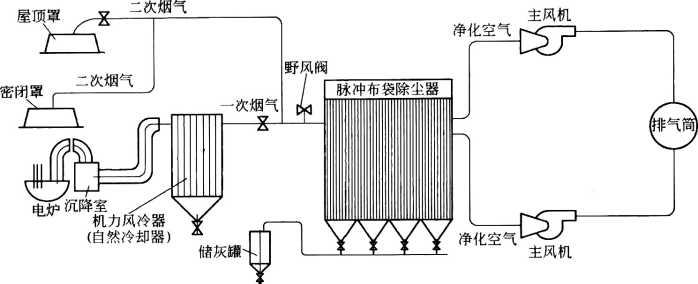
图8-2除尘工艺流程图I
(2)除尘活套一(废钢预热系统)—沉降室一水冷烟道一机力风冷器(自然冷却器)一增压 风机—混入二次烟气(屋顶罩、密闭罩)—除尘器—主风机机组一排放(除尘灰储存、外运处 理),这是一套典型现代超高功率电炉的除尘工艺。其特点是:电炉的一次烟气与二次烟气混合 在一个系统内,主要是大风量的一次高温烟气(800 ~ 1200霓)在水冷烟道、机力风冷器(或自然 冷却器)等降温设备冷却到250七后,与低温的二次烟气混合,以达到进入除尘器许可温度以下, 以节约大量用来降低一次烟气所消耗的能源(对比一次烟气和二次烟气相对独立的除尘系统); 一次烟气配置了增压风机,由于一次烟气线路长、设备多、弯头多,系统阻力大,如果有废钢预热 系统,由于废钢料透气性差,一次烟气阻力增加显著,这样一次烟气与二次烟气的阻力就会不匹 配,配置增压风机就是平衡这种阻力不匹配,使主风机发挥最大的能效,以达到理想的除尘效果。 该除尘工艺流程如图8-3所示。
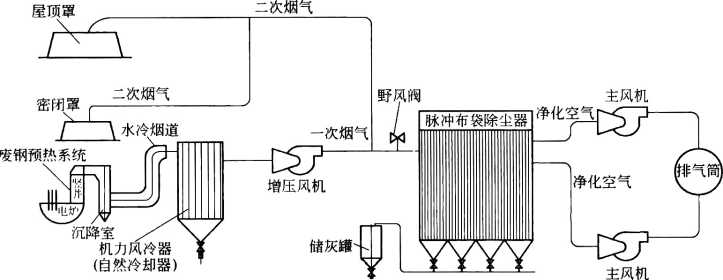
图8-3除尘工艺流程图口
(3)除尘活套一废钢预热系统—沉降室一喷雾除尘塔—增压风机一混入二次烟气(屋顶 罩、密闭罩)-除尘器—主风机机组一排放(除尘灰储存、外运处理)。这套工艺流程最大的特点 是:采用喷雾除尘塔,由于配置了废钢预热系统,利用一次高温烟气来预热废钢,由于废钢中含有 聚氯乙烯(PVC)料、橡胶、油污等物质,在高温燃烧时形成二嘿英,二嘰英是一种非常稳定的致癌 物质,对环境造成极大的污染,对人类的身心健康危害极大,现在唯一有效扼制二嘿英形成的办 法是把高温烟气用水浴急速冷却至300K以下,以避免二嘰英的再度合成。该除尘工艺流程如 图8 -4所示。
8.1炉气净化系统• 401 •
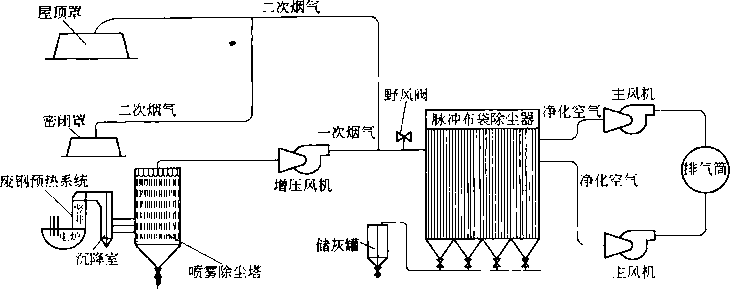
图8-4除尘工艺流程图In
(4)除尘活套一沉降室一余热锅炉一增压风机—混人二次烟气(屋顶罩、密闭罩)一除尘器 一主风机机组—排放(除尘灰储存、外运处理),这是电炉除尘系统工艺的新趋势。这套工艺流 程的特点是:为了充分利用电炉一次高温烟气中的热能,节约烟气降温设备所消耗的能源,利用 余热锅炉代替传统工艺中的水冷烟道、机力风冷器等烟气降温设备,通过余热锅炉的换热功能, 利用烟气中的热能把余热锅炉中的热水转化为蒸汽,同时把烟气的温度降到合理的数值。通过 其他设备对蒸汽进一步利用,可供VoD使用,也可用于取暖设备、制冷、发电等用途。该除尘工 艺流程如图8-5所示。
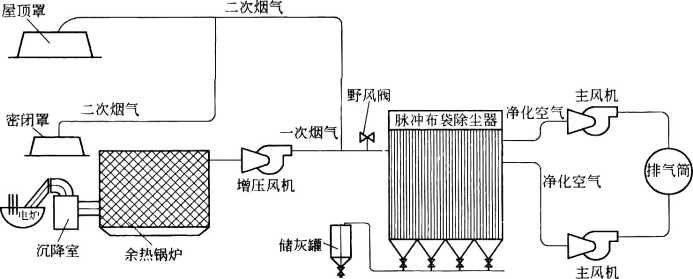
图8-5除尘工艺流程图IV
8. 1. 2. 2 电炉除尘系统设备
电炉炼钢除尘系统设计能力是以电炉的一次烟气量和二次烟气量作为设计依据的。
A 一次烟气量的确定
根据电炉的容量、冶炼周期、吹氧强度、脱碳速度、电炉原料等工艺资料进行电炉一次烟气量 的计算。按吹氧脱碳反应生成的炉气量和电炉各孔洞进入的空气量作为计算基础;同时应检验 烟气中含一氧化碳成分在小于爆炸极限下的最小排烟量,其计算公式如下。
烟气量计算:
V0 = (V1 +1. 1V2) -V3 匕=60GyC (22. 4/12)
(8-1)
(8-2)
• 402 ∙ 8电炉流程的清洁化生产和循环经济■------------------------------ 式中%——炉内最小排烟量(标态),>n3/h;
%--氧化脱碳所产生的一氧化碳量(标态),m3/h;.
G..电炉最大装入量,kg;
Vc--氧化期最大脱碳速度,%/min,它由电炉工艺决定,一般电炉取0. 065%/min;
彩—-电炉孔洞进风量,m3/h,可按进风速度1.5~3.5m∕s进行计算;
!--进入炉内的空气与一氧化碳燃烧反应后实际消耗的氧气量(标态),m3/h, % = !尸/2;
P..氧化碳在炉内的实际燃烧系数,%,在确定P值时需先算出理论空气燃烧系数
α,α =0.462 V2/%,再从表8-4查得ρ值。
表8-4 P与α的相互关系
|
G |
0.5 |
0.6 |
0.7 |
0.8 |
0.9 |
1 |
1. 1 |
1.2 |
1.3 |
1.4 |
1.5 |
1.6 |
|
P |
0.3 |
0. 39 |
0.46 |
0. 52 |
0. 58 |
0. 63 |
0. 67 |
0.71 |
0.74 |
0. 77 |
0.8 |
0. 82 |
|
G |
1.7 |
1.8 |
1.9 |
2 |
2. 1 |
2.2 |
2.3 |
2.4 |
2.5 |
2.6 |
2.7 |
2.8 |
|
P |
0.84 |
0. 86 |
0. 88 |
0. 89 |
0.9 |
0.91 |
0. 92 |
0. 925 |
0.93 |
0. 935 |
0.94 |
0. 945 |
烟气温度的计算:由于电炉的形式多样,所配备的辅助设备也千差万别,因此电炉的效率是 不同的。计算电炉烟气的温度,要采用热平衡法。
Q = Ql +02 +。3 +04 -05 -06 (8-3)
Q = Vct (8 -4)
式中Q一电炉烟气的物理热,kj/h;
01——电炉电能转化为热能,kj/h;
Q2--电炉输入辅助的化学能,kJ/h;
(?3--混入炉内空气所含的热能,kJ/h;
Q4——冶炼废钢成钢水所消耗的热能,kJ/h ;
Q5...炉体散热,kJ/h ;
Q6——电炉水冷件所带走的热能,kJ/h;
U..电炉的烟气量(标态),m3∕h;
C——炉顶出口烟气的定压平均容积比热容,U/( n? •七);
«——炉顶出口烟气温度,七。
B二次烟气量的确定
电炉一次排烟系统只能捕集电炉冶炼时从第四孔或第二孔排出的烟气,但不能捕集到电炉 在加料、出钢、兑铁水时所产生的烟气以及电炉冶炼时从电极孔、加料孔等不严密处逸于炉外的 烟气,这部分烟气必须依靠二次烟气系统进行捕集,常用的二次烟气系统有屋顶罩、密闭罩等 形式。
屋顶罩排烟量的计算:以电炉作为一个热源,并假设一个热源点作为起始点,利用电炉热烟 气气流向上扩散流动时,带动周围的空气不断渗入,混合后形成一个圆锥形上升气流群,上升气 流群顶部直径和上升气流的总量都随着上升高度的增加而增加(见图8 -6),直至屋顶抽风罩 口。所不同的是上升气流群顶部直径在罩口处的面积与车间横向气流干扰后的罩口实际面积的 区别,即对车间横向气流干扰程度的区别。
8.1炉气净化系统• 403 •
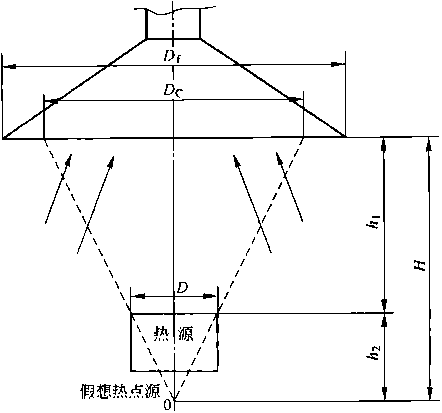
图8-6屋顶罩排烟示意图
DC-热射流截面积直径,m;"一自假想点源到排气罩罩口的距离,H =瓦+局m;M—物体表面至罩口的距离,m; 月-假想热点源距热表面的距离,坛=2D, m ;0-炉子直径,m
根据对已有屋顶罩的使用效果和设计经验,将屋顶罩排烟当作一个高悬罩的排烟,以高悬罩 的计算公式为基础,并进行局部的修改和调整。排烟量计算图中的热源为电炉,假想热源起始点
为0,高悬罩罩口的热射流截面积直径OC可计算如下:
OC =0- 434*8
热气流平均流速“ m/s)可用热源表面积与周围空气的温度表示:
Vf =0. 085
S1/3"炉/12

式中S..热源表面积,m2;
△T-热烟气的平均温度与周围空气的温差,P。
热气流上升角度ɑ:
Dc∕2
a = arctan ———
(8-5)
(8-6)
(8-7)
考虑到热气流上升角度a因烟气温度的波动及横向气流的影响等因素,可能引起上升角度 的偏斜,而设计要求热气流和车间横向气流在同一时间内同时到达罩口,所以热气流上升角度。 和罩口尺寸都应该加大,即:
Df = Dc +Λ1 (8 -9)
%=3600[%Sc +%(Sf-Sc)] (8-10)
"、瓶 (8一11)
式中A一—罩口直径,m; %---罩口排风量,m3∕h;
• 404 ∙ 8电炉流程的清洁化生产和循环经济-----------------------------
Sc——上升热气流在罩口处的横断面积,m2 ;
Sf---罩口面积,n)2 ;
%——罩口其余面积所需的空气流速,m/s;
■——罩口气体平均流速,m/s。
8. 1. 2. 3 电炉除尘系统控制技术
随着计算机的广泛应用及自动控制技术的发展,先进的除尘系统的控制可达到全自动控制。 从除尘系统工艺来区分,除尘控制系统包括除尘系统的启动控制、除尘效果的控制、烟气温度的 控制。
A除尘系统的启动控制
当所有的控制设备处于自动控制状态,所有的温度、压力检测值正常,符合除尘系统自动启 动条件,除尘系统便能集中自动启动。除尘系统一旦自动启动运行,控制系统便进行一系列的检 测、自动调节、报警运行;当系统某些检测参数超出自我调节的范围,又未人工干预处理,除尘系 统便启动保护措施—— 自动停机,以避免故障进一步扩大化。
B除尘效果的控制
除尘效果的控制主要是根据电炉处于不同的工况下,PLC对各控制挡板进行自动控制,控制 各除尘口的风量及压力。唯一要人工设定调整的数值是除尘器入口负压设定值,这个数值是根 据除尘器阻力大小来进行设定的。各除尘口的风量及压力调节由除尘口前面的挡板自动控制, 而除尘器入口的负压由风机挡板自动控制。
C烟气温度的控制
从炉内抽出一次高温烟气经水冷烟道冷却,由非水冷烟道进行空冷,再进入机力风冷器进行 冷却。机力风冷器根据其出口烟气温度高低决定机力风冷器的冷却强度,机力风冷器出口烟气 温度一般要求低于250 ~300七,然后一次烟气与屋顶罩的二次烟气进行混合,进一步对烟气进 行降温,最后烟气进入除尘器。在事故状态下,如进入除尘器的烟气温度高于设定值(除尘布袋 温度许可值),控制系统便开启事故混风阀,引入低温空气对烟气进一步降温,以满足进入除尘 器的烟气温度低于设定值。
8.1.3电炉除尘系统新技术
8. 1.3. 1 除尘风机电机变频技术的应用
随着国家对环境保护认识的提高,相应的环保法律法规越来越严。电炉炼钢企业为了生存, 对除尘系统一改再改,系统越做越大,势必导致吨钢除尘电耗越来越高。
传统的除尘系统中,大功率电机的转矩是通过液力耦合器传递给风机的,从而带动整个系统 的运行。液力耦合器在系统运行中实现两项功能:(1)实现软启动,减少对电机的冲击,以保护 电机;(2)调节风机的转速,节约能源,但受液力耦合器自身的结构限制,其传递效率只能达到 85% ~87% ,通过其进行调速节能的效果很有限。
近些年来新建或改进的电炉除尘系统,主风机或增压风机的调速控制绝大部分采用电机变 频技术。采用电机变频技术进行调速有三大优点:(1)其效率可达到98% ; (2)可调速范围宽; (3)调速动作响应快。其最大缺点是价格高,一次性投入大,一般为液力耦合器3 ~4倍的价格。 但由于电炉在不同的阶段所需的除尘风量差别大,电炉在加料期所需风量最大,但持续时间短; 在冶炼期所需风量较小,但持续时间长。在上述条件下,如使用电机变频调速技术,可节省大量
8.2炉渣处理系统• 405 •
的电能,5年左右时间便可收回使用变频技术所增加的投资。
8. 1. 3. 2 雾化喷淋除尘技术的应用
为了能源的综合利用,充分利用电炉一次烟气中的热能,降低电炉冶炼所消耗的电能,越来 越多的新建和已建的电炉装备了用电炉废气预热废钢的系统来回收能量。烟道竖炉电炉技术和 COnSteel工艺是两个已被证实的在实践中成功应用的废钢预热系统。
由于配置了废钢预热系统,利用一次高温烟气来预热废钢,由于废钢中含有聚氯乙烯(PVC) 塑料、橡胶、油污等物质,在高温燃烧时形成较多的芳香族有机卤毒素化合物,如聚氯二苯-P-二 嘿英和映喃(PCDD/F),二嘿英是一种非常稳定的致癌物质,对环境造成极大的污染,对人类的 身心健康危害极大。聚氯二苯-P-二嘰英和吠喃(PCDD/F)在700七环境下分解,但在环境温度 降低至300七以上又能重新合成,现在唯一有效地扼制二噁英再度合成的办法是把高温烟气用 水浴急速冷却至300七以下,在欧洲及日本,环境保护法对二嘰英的排放有严格的要求,在这些 国家有废钢预热系统的电炉必须在除尘系统中配置后燃烧室及喷雾除尘塔,以有效扼制二嘿英 形成。
8. 1. 3. 3 电炉高温烟气余热回收的应用
电炉除尘系统中炉内一次烟气的温度高达IoOO ~ 1200七,在传统的除尘系统工艺中,高温 烟气利用水冷道、空冷烟道、机力风冷器等降温设备,把高温烟气降到除尘器许可温度(一般为 120七),把大量的高温烟气降到120七,降温设备需消耗和浪费大量的能源。如何能回收利用大 量的高温烟气的热能,同时又节约降温设备所消耗的能源,这就是当前电炉炼钢行业正在研究的 技术--电炉高温烟气余热回收利用技术。这是"循环经济、节能减排"工作的重点,是当前国 内形势所趋。
在电炉高温烟气余热回收利用技术中,利用余热锅炉代替传统工艺中的水冷烟道、机力风冷 器等烟气降温设备。原理是通过余热锅炉的换热功能,利用烟气中的热能把余热锅炉中的热水 转化为蒸汽,同时使烟气的温度降到合理的数值。对蒸汽进一步利用,可供VOD使用,也可用于 取暖、制冷、发电等用途。由于电炉生产的间断性,决定了余热锅炉产生的蒸汽参数是变化的,要 持续稳定利用烟气余热所产生的蒸汽,必须在蒸汽利用系统中使用蓄热器,通过蓄热器的蓄放热 能的功能把参数变化的蒸汽转化为参数稳定的蒸汽,从而解决了不稳定的蒸汽对蒸汽利用设备 产生冲击的问题。在国内的大电炉中,已有2座电炉进行了烟气余热利用的改造。某钢40 t超 高功率电炉烟气余热回收系统,解决了 40 t VD炉蒸汽供应问题。
8.2炉渣处理系统
8.2.1炉渣主要指标和处理要求
炉渣是炼钢过程中排出的熔渣。电炉炉渣主要来源于:金属料中的铁、铝、硅、镂、磷、硫等元 素被氧化和反应后形成的化合物;炼钢过程加入的造渣剂:石灰、白云石等;金属料带入的泥沙等 杂物。电炉渣量为80 ~ 120 kg/t。
8. 2. 1.1电炉炉渣的性质
电炉炉渣又称为钢渣,它是一种多种矿物组成的固溶物,其性质与典型熔渣化学成分(见表 8-5)有密切的关系,其主要成分是游离态氧化钙(f-CaO)、MgO、硅酸三钙、硅酸二钙等,电炉渣 的性质如表8-6所示。
• 406 ■ 8电炉流程的清洁化生产和循环经济----------
表8-5电炉渣的化学成分(%)
|
SiO2 |
Al2O3 |
MgO |
CaO |
MnO |
FeO |
P2O5 |
|
15-18 |
5 -10 |
8 ~12 |
30 ~40 |
4~9 |
20~35 |
1-1.5 |
表8-6电炉渣的性质
|
密度/g • cm-3 |
3. 1 ~3. 6 |
|
易磨指数 |
0.7 |
|
抗压性/% |
20.4-30.8 |
8. 2. 1. 2 钢渣的危害
大量堆存的钢渣,不仅占用土地,而且扬起的灰尘污染空气。浸出的水渗入地下污染地下 水,对周围生态环境造成严重危害,已危及农业生产和人们的身心健康,形成社会一大公害。这 样不仅给企业环保带来了巨大压力,同时在资源上也是一种巨大的浪费,是钢铁企业所在地政府 要解决的首要的、老大难的课题。目前仅全国十大钢厂就堆放着近2亿多吨钢渣。
自然资源和再生资源是我国社会主义现代化建设的物质基础,也是可持续发展的基础。如 何合理利用废渣,提高钢铁工业废渣的利用率和附加值,降低对环境的污染已愈来愈引起人们的 关注。目前,国内外已经开发了一些针对电炉渣的处理和利用技术,但是,由于电炉渣成分和物 性远不如高炉渣的优越,国内外尚无法完全进行无公害处理和利用。
8.2.2炉渣处置与利用技术
电炉还原渣可用于制造钢渣白水泥,大部分超高功率电炉冶炼期产生的均为氧化渣。氧化 渣由于其稳定性较转炉钢渣好,现已应用在路基材料中或返回烧结利用。
8. 2. 2.1 炉渣处置工艺
炉渣处置工艺有:冷弃法、热闷法、热泼法、盘泼法、滚筒法、水淬法、风淬法、粒化轮法。
冷弃法:钢渣倒入渣罐,待其缓冷后直接运往渣场堆成渣山,以往我国多用此法。
热闷法:利用高温液态渣的显热,洒水产生物理力学作用和游离氧化钙的水解作用使渣 碎化。
热泼法:在炉渣高于可淬温度时,以有限的水向炉渣喷洒,使渣产生的温度应力大于渣本身 的极限应力,产生碎裂,游离氧化钙的水化作用使渣进一步裂解。
盘泼法:是将热熔渣倒在渣罐中,运至渣盘边,用吊车将罐中的渣均匀倒在渣盘中,待表面凝 固即喷淋大量水急冷,再倾翻到渣车中喷水冷却,最后翻入水池中冷却。
滚筒法:高温液态钢渣在高速旋转的滚筒内,以水作冷却介质急冷固化、破碎。
水淬法:高温液态渣在流出、下降过程中被压力水分割、击碎,再加上高温熔渣遇水急冷收 缩,产生应力集中而破裂,同时进行了热交换,使熔渣在水幕中粒化。具体又有盘泼水冷法、炉前 水冲法及倾翻罐—水池法等多种方法。
风淬法:其主要优点是可回收高温熔渣所含热量(约2100 ~ 2200 MJ/t)的41%,避免了熔渣 遇水爆炸的问题,并改善了操作环境。钢渣可风淬成3mm以下的坚硬球体,可直接用作灰浆的 细骨料。
粒化轮法:将液态钢渣落到高速旋转的粒化轮上,使熔渣破碎渣化,喷水冷却。
—8.2炉渣处理系统• 407 •
8. 2. 2. 2 炉渣利用技术
A烧结熔剂
钢渣经过处理后返回烧结、高炉、炼钢使用。钢渣经过破碎、磁选、筛分物理工序处理后,除 回收一部分金属铁外,使钢渣达到一定的粒度后,用作熔剂,利用钢渣中Ca、Mg、Mn的氧化物和 稀有元素等成分代替石灰造渣,能大量节约石灰石、萤石等造渣剂用量,缩短冶炼时间,提高炉 衬寿命,降低成本。
B建筑材料
a钢渣砖
钢渣砖是以粉状钢渣或水淬钢渣为主要原料,掺入部分高炉水渣或粉煤灰和激发剂(石灰、 石膏粉),加水搅拌,经轮碾、压制成形、蒸养而制成的建筑用砖。钢渣砖参考配比如表8 -7 所示。
表8-7钢渣砖参考配比
|
原材料配比/% |
抗压强度/MPa |
抗折强度/MPa |
钢渣砖标号 | ||||
|
钢渣 |
高炉水渣 |
粉煤灰 |
石灰 |
石膏 | |||
|
60 |
30 |
0 |
10 |
22.0 |
2. 25 |
75 | |
|
67 |
20 |
10 |
3 |
22.6 |
2. 50 |
100 | |
|
63 |
30 |
0 |
5 |
5 |
23.9 |
3.21 |
150 |
生产钢渣砖的主要设备有磁选机、球磨机、搅拌机、轮碾机、压砖机。设备的选用主要根据胸 厂的生产规模确定。钢渣砖可用于民用建筑中砌筑墙体、柱子、沟道等。
b钢渣矿渣水泥
钢渣含有大量C3S£2S等活性物质,具有很好的水硬性。将钢渣进行破碎、筛分、磁选、烘 干,利用改造后的球磨机进行粉磨、分选,生产出水泥和混凝土使用的高活性掺和料的磨细钢渣 粉,可代替10% ~40%的水泥。钢渣的最少掺入量(以质量计)不少于30%,钢渣和高炉矿渣的 总掺入量不少于60%。图8-7所示为钢渣矿渣水泥生产工艺流程。
钢渣一T 级破露]T磁选卜~天级破碎 I 磁选I-T料仓 H⅞渣预磨I
水渣T烘干 I 储库 I 计量配料I~~I计量配料 I 储库卜-熟料T破碎储库 T⅞⅞~]—T粉\!~一小泥库成品
石膏-T破碎 I 储库 H 计量配料I—
图8 - 7钢渣矿渣水泥生产工艺流程
C钢渣白水泥
钢渣白水泥是以电炉还原渣为主要原料,掺入适量经700 ~800K爆烧的石膏,经混合磨细 制成的一种新型胶凝材料。电炉还原渣在空气中缓慢冷却后能自行粉化成白色的粉末,具有碱 度高、渣色白、活性高的特点。
钢渣白水泥配合比是以水泥中SO3含量为8% ~ 10%来控制的。当SO3含量少于8%时,强 度不足400号;当SO3含量大于10%时,出现石膏膨胀现象,导致水泥不安定。
• 408 ∙ 8电炉流程的清洁化生产和循环经济--
钢渣白水泥的生产工艺按照流程大体可分为三个工序,即钢渣的分选(包括磁选)、石膏的 焼烧和粉碎、配料、粉磨和包装,如图8-8所示。
L_I r—. 外加剂
还原钢渣T⅞7∣~~T磁选M料仓k , __ ___ ____
T 配料 H 磨机卜T厢屋1~T包装出厂I
石膏 T⅜a烧∣~T 破碎卜T料仓P
图8-8钢渣白水泥的生产工艺
钢渣白水泥主要用作建筑物外墙装饰材料和用于生产彩色水磨石制品,还可生产人造大 理石。
C 道路工程
钢渣具有密度大、表面粗糙不易滑移、抗压强度高、抗腐蚀和耐久性好的特点,被广泛用于各 种路基材料、工程回填、修砌加固堤坝、填海工程等方面代替天然碎石。
钢渣具有一定活性,能板结成大块,适于沼泽地筑路。
钢渣疏水性好,是电的不良导体而不会干扰铁路系统电讯工作,所筑路床不生杂草,干净整 洁,不易被雨水冲刷而产生滑移,是铁路道渣的理想材料。
钢渣在路基上能否得到广泛使用,决定于钢渣是否符合道路工程的各项使用要求。钢渣在 路基垫层中应用,其粒度应控制在60 mm以下,自然堆放或稍加喷淋3个月以上其粒度基本符合 要求。钢渣中游离Cao随着钢渣龄期的增长而明显减少,3个月后基本稳定在小于5. 5%的水 平,其粉化率也不断下降,稳定性提高。
安徽省马鞍山市1987年建设的湖南路工程,使用了风淬钢渣混凝土试验路面。2003年1 月7日对路面钻芯取样后检测强度,与黄砂混凝土路面比较,结果如表8 -8所示。
表8 -8通车使用15年两种混凝土工程路面钻芯取样抗压强度对比表
|
混凝土种类 |
28天强度/MPa |
15年后强度/MPa | |
|
____抗压 |
抗折 |
____抗压____ | |
|
风淬钢渣混凝土路面 |
47. 86 |
6. 23 |
85. 26 |
|
黄砂混凝土路面 |
43. 54 |
5. 56 |
40. 10 |
D农肥和土壤改良
钢渣中的P、Si、Ca、Mg等是有利用价值的元素,其中P、Si虽不溶于水,但具有较好的可溶 性,可根据钢渣中有效元素含量作不同的利用。
含SiO2 > 15%的钢渣磨细至0. 246 πun(60目)以下,可作硅肥用于水稻生产,一般每亩施用 IOokg,增产10%左右。
钢渣中P2O5含量大于4% ,细磨后可作为低磷肥使用,相当于等量磷的效果,超过钙镁磷肥 的增产效果。
此外,CaO、MgO含量高的钢渣磨细后,可作为酸性土壤改良剂,并且利用了钢渣中的磷和各 种微量元素,用于农业生产中可增强农作物的抗病虫害的能力。
钢渣中微量重金属等以固溶体形式存在,不易被浸出,因此普遍认为钢渣是无毒的。但长期 相关性对地下水的污染及对生物毒理学的研究并不多,目前还缺少钢渣对环境影响的基础性定 量研究。因此,钢渣产品作为农用肥应慎重考虑,作为非农用土壤改良剂则另当别论了。
..------- 8.2炉渣处理系统.409 •
E 回收废钢
电炉钢渣中含有相当数量的铁,经破碎、磁选、筛分等分选技术可回收其中90%以上的废 钢。磁选出的渣钢一般含铁在55%以上,大部分含铁品位高的钢渣用作炼钢、炼铁原料。回收 方式有两种:钢渣机械破碎回收(如图8 -9所示)、钢渣自磨分选回收(如图8-10所示)。
< 20mm
>20mm I
钢渣E格筛^∣~~T双层振而I——广I磁选机∣~T破碎机H磁手机T'⅞零动筛I
1 r>300mm r > I OOmm I
T击I机I I磁.机H机I 规格渣
一U............l-渣钢
图8-9钢渣机械破碎回收渣钢工艺流程
钢渣T 格繭一I~-T磁选机I.....T振动筛∣~T自磨机卜一废钢
I~~-规格渣
渣钢—宼选机卜-「双层振动筛一"I
图8-10钢渣自磨分选工艺流程
粗破碎常用顎式破碎机,细破碎用圆锥式破碎机。磁选机和振动筛的使用,主要视加工条件 和要求而定。
钢渣自磨分选工艺是利用钢渣在旋转的自磨机内互相碰撞而破碎,粒度小于自磨机周边出 料孔径的钢渣自行漏出,未能磨小漏出的渣钢,达到一定量时卸出。其特点是工艺简单,而且自 磨机出来的渣钢含铁量高达80%以上,规格渣棱角少,更适合作级配渣用。
F提取稀有金属
用化学浸取的方法可以提取钢渣中的貿等稀有金属,发挥二次资源的利用价值。
8.2.3炉渣处理新技术
8. 2. 3. 1 钢渣用于废水处理
A重金属离子废水处理
钢渣由于SQ .Fe2O3 .Al2O3 ^P2O5和游离CaO、MgO等成分,可加工成与活性炭孔径相当的 颗粒,平均孔径约5. 3nm,密度大,在水中沉降速度快,固液分离处理周期短,具有一定的碱性和 吸附能力。目前的研究结果表明,含Ni2+ ʃr3 ÷、Cr6+的废水经钢渣处理后,Ni、Cr去除率达到 99% ,能达到排放要求。
另有报道称,含碑废水经钢渣处理后,碑的去除率可达到98%。
随着钢渣处理污水技术研究的深入,钢渣处理废水的范围也将不断扩大。
B污水处理药剂合成
无机高分子絮凝剂(IPF)是一种新型水处理药剂,有文献报道:可以使用钢渣提炼制得IPFo钢 渣因为富含铁元素,所以成为絮凝剂研究的重要材料。徐美娟等进行了采用钢渣做原料来制备絮 凝剂的研究。用这种自制絮凝剂处理厌氧好氧后棉浆黑液污水时,出水均能达到国家排放标准。
8. 2. 3. 2 在生态治理中的应用
A在人工湿地水处理系统中的应用
人工湿地是一种新型生态污水处理技术,具有投资和运行费用低(仅为传统二级污水处理
• 410 ∙ 8电炉流程的清洁化生产和循环经济----------------------------- 厂的1/10 ~ 1/2),抗冲击负荷,处理效果稳定,脱氮、除磷优势明显,出水水质好,芦苇可以利用 (作为造纸原料)等诸多优点。
国外学者通过研究不同类型的人工湿地基质得出结论,富含钙和铁铝质的基质净化污水中 磷素能力较强,硅质含量较高的基质净化能力较差。而钢渣的化学成分和性质恰恰能够满足磷 去除对湿地基质的要求。在湿地基质中添加钢渣,钢渣能够向土壤中溶出Ca2+ ,Fe3+ ,Al3 + S 其水合物和氧化物,而本身的磷释放量很低,从而为磷的沉淀和吸附创造了优越的条件。尤其是 钢渣中的铁铝氧化物可提高基质对磷的吸附能力并增大基质对磷的吸附容量,从而提高人工湿 地对磷的去除效率,因此钢渣是一种很好的净化磷的基质材料。但是不能用钢渣做单一的基质 材料,因为其碱性较大,不适合植物的生长,但可以作为人工湿地砂子基质或土壤基质的中间吸 附层。随着研究的不断深入,钢渣在水生态治理中将具有很好的应用前景。
B在海洋工程中的应用
钢渣在海洋工程方面的应用是一个比较新的领域,日本自20世纪90年代开始加强该领域 的理论和应用研究,并取得了一定的进展。
a人造岩块
向钢渣通入二氧化碳气体,它和钢渣中的氧化钙等结合,使钢渣碳酸化。二氧化碳气体沿钢 渣间的缝隙将钢渣结合在一起,孔隙比较均匀地分布在钢渣中,并制作成钢渣岩块,钢渣岩块在 海洋里作人工礁石。
钢渣岩块在海水中可以促进海洋植物的生长。图8 - 11所示是钢渣岩块、天然大理石块和 混凝土块在海洋中放置后海水植物生长情况的比较。钢渣比较适合植物的生长,这主要是因为 钢渣有气孔、表面粗糙度适当及化学稳定性好等。
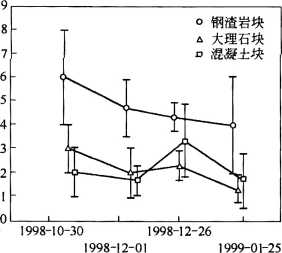
日期
图8-11钢渣岩块、大理石和混凝土块上的植物数量
b促进海水吸收温室气体
利用含有3CaO ∙ SiO2、2CaO ∙ SiO2 ^4CaO ∙ P2O5和Fe1O相的钢渣不仅能够向海水中提供 硅、磷和铁等矿物元素,而且能使海水中营养元素的浓度比更接近于海洋中浮游植物生长的最适 宜比例,促进浮游植物生长繁殖,达到了吸收二氧化碳减少温室气体的目的。
近些年综合利用钢渣的新技术还有:用电炉还原渣生产保温剂;四川乐山铸造厂用电炉还原 渣粉做铸造型砂;用钢渣粉与树脂缩合压成合成材料;马鞍山钢铁五厂采用国内首创的罐式热闷 处理工艺,充分利用钢渣余热,有效地对转炉钢渣进行粉化和稳定化处理,并使渣与钢分离完全。
■--8. 3 循环水系统.411 •
8.3循环水系统
8.3.1电炉循环水质和排放要求
电炉炼钢所需水资源其用途主要分两类:一类是循环冷却水,可以循环使用,用于对设备的 冷却;另一类是直接冷却水,用于对高温物料如电极、炉渣的直接喷淋冷却,不可以循环使用。通 常,电炉生产所需直接冷却水的用量很小,对电炉生产用水总体消耗影响很小,而且该部分用水 因冷却高温物料而直接蒸发变成水蒸气无法实现循环利用,因此这里对直接冷却水不做表述。
电炉循环冷却水是电炉生产所必需的,必须进行循环冷却的电炉设备有:电炉变压器、电炉 二次回路大电流系统、水冷电缆、电极横臂、水冷炉壁、炉壁氧枪、水冷烟道等,循环冷却水都是通 过管道连接到需冷却的设备内部对设备进行强制循环冷却的。
循环冷却水对设备进行强制冷却后,水温会升高,因此,循环水必须降温后方可循环使用。 循环冷却水系统可分成封闭式循环冷却水系统及敞开式循环冷却水系统两类,封闭式循环冷却 水系统的水完全在封闭的管道及换热设备之间运行,水质稳定消耗低,但是由于冷却水在吸热温 度升高后难以通过蒸发散热达到降低水温的目的,因此不适合用于电炉这种超高温度工作的设 备冷却。敞开式循环冷却水系统的水,在对设备冷却自身吸热温度升高后,可以通过在水池或者 冷却塔蒸发散热达到降低水温的目的,它带走大量的热量,适用于电炉这种超高温度工作的设备 冷却。电炉的循环冷却水系统通常都是敞开式循环冷却水系统。
换热设备的循环冷却水侧管壁的污垢热阻值和腐蚀率应按生产工艺要求确定,当工艺无要 求时,应符合下列规定:敞开式系统的污垢热阻值应为L 72 X 10-4 ~ 3. 44 X l。-n? ∙K/W;密 闭式系统的污垢热阻值应小于0. 86 X 10 -4 m2 ∙ K∕Wo
敞开式循环冷却水系统的水质标准应根据换热设备的结构形式、材质、工况条件、污垢热阻 值、腐蚀率以及所采用的水处理配方等因素综合确定,并应符合表8-9的规定。
表8-9循环冷却水的水质标准
|
项 目 |
__________要求和使用条件__________ |
允许值 |
|
悬浮物∕mg ∙ L-∣ |
根据生产工艺要求确定_________________ |
≤20 |
|
换热设备为板式、翅片管式、螺旋板式样__________ |
≤10 | |
|
PH值 |
根据药剂配方确定 . |
7.0 ~9.0 |
|
甲基橙碱度/mg∙L-1 |
根据药剂配方及工况条件确定 - |
________W500________ |
|
Ca2 + ∕mg ∙ |
根据药剂配方及工况条件确定 |
30 ~ 200 |
|
Fe2 + ∕mg . LT |
_________<015_________ | |
|
CI-∕mg ∙ L-I |
碳钢换热设备 |
WlOOO |
|
不锈钢换热设备 |
≤3∞ | |
|
SOj'/mg ∙ L-1 |
[SOT]与[Q-]之和_______________________ |
≤15∞ |
|
对系统中混凝土材质的要求按现行的GB50021-94《岩土 工程勘察规范》规定执行 | ||
|
硅酸∕mg ∙ L~l |
W175 | |
|
[Mg?+]与[SiO?]的乘积 |
≤15000 | |
|
游离氯∕mg ∙ L-∣ |
在回水总管处 |
0.5 ~ 1.0 |
|
石油类/mg∙LT |
<5 | |
|
炼油企业 |
<10 |
• 412 ∙ 8电炉流程的清洁化生产和循环经济----------------------------- 根据GB13456—92《钢铁工业水污染物排放标准》中的规定,电炉炼钢废水排放标准如 表8 - 10所示。
表8-10电炉炼钢废水排放标准
|
生产工艺 |
分级 |
排水量/a? •「 |
PH值 |
悬浮物/mg ∙LI | |
|
缺水区 |
丰水区 | ||||
|
电炉炼钢 |
一级 |
1.2 |
5.0 |
6~9 |
70 |
|
二级 |
150 | ||||
|
三级 |
400 | ||||
8. 3.2电炉炼钢循环水系统的组成
电炉循环冷却水系统(敞开式)包含水池、水泵、管道、冷却塔、过滤器等几部分。
循环水系统的水池起蓄水及降温的作用。循环冷却水的水池分两类:一类是天然冷却池;另 一类是喷水冷却池。天然冷却池依靠水的自然蒸发来散热达到降低水温的目的,若是用于电炉 循环水系统,则需非常大的面积方可达到所需的温降,这将占用非常大的土地面积,这在土地资 源日趋紧缺的当代是非常大的浪费,所以散热效率更高的喷水冷却池获得了广泛的应用。电炉 循环冷却水系统大都采用喷水冷却池。
冷却塔是喷水冷却池所必不可少的设备。冷却塔按通风方式可以分为自然通风冷却塔、机 械通风冷却塔、混合通风冷却塔三种;按水气在塔内的流动方向可分为逆流式和横流式两种。电 炉循环冷却水系统大都采用机械通风逆流式冷却塔,原因是机械通风逆流式冷却塔的散热效率 最高,非常适合冷却水带走的热量非常大的电炉设备循环冷却水降温。
通常情况下,由于循环冷却水的水质很好,很少有杂质,因此过滤器不会设置在主管道上,否 则会大幅增加压力损失,对水泵的工况极为不利;同时,因电炉循环冷却水长期使用也不会有大 量的污染物侵入,所以循环水通常都不设在线的过滤器。某些工厂在水质难以保证的情况下会 在循环冷却水系统上设置旁路过滤来净化水质,用户可以在水质变差的情况下不定期地开启旁 路过滤系统来净化水质。
8. 3.3循环冷却水的处理
8. 3. 3. 1 循环冷却水处理的目的
循环冷却水处理的目的是维持循环水的良好水质,保证设备的冷却。由于电炉是使用电能 输入熔化废钢,因此对于电炉变压器、电炉二次回路大电流系统、水冷电缆、电极横臂等设备必须 进行强制冷却,以带走强大电流在通电导体中所产生的热量;同时,电炉炉体必须能耐受高达 1600七以上的高温且能在该高温下长期工作,所以现代电炉炉体均采用水冷炉壁结构,包括水冷 烟道结构等都必须采用循环水来进行强制冷却。如果循环水质变差,引发上述设备冷却不良,轻 则缩短设备寿命,重则造成严重的事故。因此,维持循环水的良好水质至关重要。
8. 3. 3. 2 循环冷却水处理的控制目标
冷却水在系统中不断循环使用,由于水的温度升高,水流速度的变化,水的蒸发,各种无机离 子和有机物质的浓缩,冷却塔和冷水池在室外受到阳光照射、风吹雨淋、灰尘杂物的飘入,以及设 备结构和材料等多种因素的综合作用,会产生严重的沉积物附着、设备腐蚀和菌藻微生物的大量 滋生,以及由此形成的黏泥污垢堵塞管道等问题,威胁和破坏工厂长周期地安全生产,甚至造成
8.3循环水系统∙413.
重大经济损失,因此不能掉以轻心。其控制目标就是要解决这些问题,确保安全生产。
8. 3.4循环冷却水系统管道的处理
在循环冷却水系统投入使用前,必须进行循环冷却水系统管道的处理。
8. 3. 4. 1 循环冷却水系统管道的清洗
一个新的循环冷却水系统在开车之前,必须进行管道清洗。因为,设备和管道在安装过程 中,难免会有一些焊接碎屑、切削物、润滑油、建筑物碎片等遗留下来,这些杂物如不清扫、冲洗干 净,将会影响预膜处理,即使不采用预膜方案,这些碎屑杂质也会促进腐蚀,加速悬浮物的沉积。
已经投入生产的循环冷却水系统在使用较长一段时间后,当水质处理不够理想时,会使换热 器传热表面上沉积下列一种或几种物质,如碳酸盐、硅酸盐、硫酸盐、磷酸盐等硬垢以及金属氧化 的腐蚀产物,菌藻滋生的黏泥等。即使水质处理较好时,循环冷却水经过较长时间的运转后,浊 度也会大大地提高,这是因为循环水浊度受到补充水浊度和空气灰尘等因素的影响。当浊度大 到足以产生大量的沉积物,影响换热器传热效率时,就必须停产清洗,或者在浊度高到一定程度 时,采取不停车清洗的方法清洗。
一个好的清洗方案,对新系统来说可以提高预膜效果,减少腐蚀和结垢的产生;对于已投产 的老系统来说,可以保证长期安全生产,较低的操作费用,减少维修时间,节约能量,延长设备使 用寿命等,因此在水质处理过程中,必须给以足够的重视。
8. 3.4. 2 循环冷却水系统管道的清洗方法
目前,国内外关于清洗的方法有很多种,一般可以分为化学清洗和物理清洗两大类。物理清 洗是指利用物理机械方法将附着的沉积物除去,常用的有人工清洗、冲洗、空气搅动法、不停产的 机械清洗法。物理清洗通常只适用于去除垃圾杂物及沉积物,可以保证管道的清洁,但是不能有 效地去除油脂、铁锈等化学附着物,而这类附着物对需进行强制水冷的设备如水冷炉壁、水冷电 缆等设备的换热效率有着很大的影响,化学附着物若不能被有效清除则会严重影响这类设备的 寿命。
化学清洗是指利用酸、碱或有机螯合剂、分散剂等化学药剂,通过化学作用将附着的水垢、污 泥等沉积物溶解、清洗干净的方法。因此,在确定采用化学方法清洗时,首先需要了解沉积物的 化学组成,然后针对各种不同组成的污垢选择合适的化学药剂和清洗程序。例如,污垢组成主要 是碳酸盐、磷酸盐和金属氧化物时,用酸洗的效果较好;而污垢组成是硅酸盐时,则用酸洗就不如 用碱洗或酸碱交替清洗或在酸液中加入氟化氢钱的效果好。在确定清洗剂配方时,最好先做沉 积物溶解试验。化学清洗包含以下过程。
A酸洗
酸洗主要是针对那些易溶解于酸的硬垢和金属氧化腐蚀产物,对于硅酸盐垢、无水硫酸钙垢 等的作用则是有限的,而对悬浮固体、生物污泥和其他有机沉积物的作用更小。
作为酸洗用的酸主要是盐酸、硫酸和硝酸,其他也有采用磷酸、柠檬酸、氨基磺酸等。
盐酸用得最普遍,因为盐酸溶解腐蚀产物和水垢的速率比同样浓度的硫酸快,而且价格低、 易得。通常采用5% ~ 10%的盐酸,系统中如有不锈钢或铝设备时不宜采用盐酸酸洗。
硫酸在使用中没有强烈的刺激味,除清洗碳钢外,还可用于清洗不锈钢和铝、铜等设备,使用 浓度也是5% ~ 10%。
硝酸常用来清洗不锈钢和铝的设备,而且对不锈钢和铝有钝化作用,其使用浓度也是 5% ~ 10%。
除此以外,磷酸和氨基磺酸也可用来清洗不锈钢设备。
• 414 ∙ 8电炉流程的清洁化生产和循环经济-----------------------------
酸洗温度高,可加快清洗速率,但温度过高,给操作带来困难,通常温度控制在20 ~ 30七。
酸洗时,酸不仅溶解水垢,还会腐蚀钢铁本身,发生氢的去极化作用,反应中产生的H2会向 金属内部扩散,使被洗设备发生氢脆。另外,析出的氢气带出大量的酸性气体,使劳动条件恶化。 因此,酸洗时一定要投加缓蚀剂,以抑制酸对金属的腐蚀。进行不停产酸洗时,只要使整个冷却 水系统的PH值降到5左右即可。
酸洗后,如不能及时进行预膜处理,则酸洗后露出的新鲜金属表面很活泼,极易产生浮锈,影 响预膜效果。因此,一般在酸洗后,除需用0. 2%左右的NaNO2溶液中和外,还要用清水冲洗,再 进行钝化处理,目的是使洗净的金属表面保持干净,不产生浮锈。
B钝化
常用的钝化液为0.2%的NaNo2溶液。钝化方法是将洗净的设备浸泡在钝化液内4 h以上, 当然浸泡时间长一些,钝化效果更好些。经过这种钝化处理后的设备,放在水中1个月后,钝化 膜仍完好,未出现锈蚀。
C碱洗
新系统开车前,规定要先进行碱洗。常用的碱性化学药品如苛性钠(烧碱)、苏打、磷酸三 钠、水玻璃(硅酸钠)等能有效地清洗掉沾污在新系统上的油污等。如果再加入适量的表面活性 剂,更增强去污能力。
另外,碱洗也常与酸洗交替进行,以便清除那些较难除去的无水硫酸钙和硅酸盐等。水垢中 SiO2含量在80%以上时,可直接用15%左右的浓碱液溶解清洗。
碱洗也常用于酸洗后的中和,这样可使系统中的金属腐蚀减至最少。
一般来说,钢铁在碱液中不会被腐蚀,因此,碱洗一般不加缓蚀剂。但系统中如有铝和镀锌 设备时,则不宜用碱洗,因为这两种金属不仅溶于酸,也溶于碱。
D投加清洗剂
新系统开车前或系统停车检修后重新开车前,先将设备打扫干净,然后向水池和循环水系统 中灌入补充水,进行冲洗、排放,并控制PH值为5.5 ~6. 5,洗净后停止补水和排放,然后向水池 中投加清洗剂。
在清洗过程中,有时会出现大量泡沫,当泡沫大量产生时,按3 ~5 mg / L药量加入消泡剂, 即可消除泡沫。
当循环水系统长期运转后,生物黏泥严重,在决定停车清洗前,常先对整个系统进行一次清 洗剥离。经过反复的杀菌剥离和分散清洗,基本上可以洗去生物黏泥,但对硬垢和锈瘤的清洗效 果差,故系统经过清洗剥离后,仍需对某些换热器进行单台的机械清洗和酸洗才行。
工厂在生产过程中,虽然循环冷却水系统中一些换热器的传热效率已降低了很多,但为了避 免计划外的停车检修,常采用不停产清洗的办法,即在系统中加入大剂量的分散剥离剂,经过 24 h清洗后,对提高换热器的传热效率和延续生产周期能取得一定的效果。
清洗完后,一般都应将清洗水放掉,换上干净的清水,再进行下一步的操作,如预膜等。
清洗过程中,必须定时测定浊度的变化,以掌握清洗效果。浊度一般是先随着清洗时间的推 延而逐渐增高,到最大值后,浊度不再变化,即表示清洗完毕。清洗过程中,浊度变化幅度大,说 明清洗效果好。
E预膜
预膜的目的是为了提高缓蚀剂在系统中的成膜效果。常常在初期投加较高的药剂量,待成 膜后再降低药剂浓度,使其用量能维持修补保护膜就可以了。这种处理方法,就称为预膜处理。
8.3循环水系统• 415 •
预膜处理的目的是希望在金属表面上能很快地形成一层保护膜,提高缓蚀剂抑制腐蚀的效 果。实践证明,同样的缓蚀剂在一个系统中采用预膜处理和不采用预膜处理,其缓蚀效果相差 较大。
预膜的方法是在系统清洗过后,换入干净的冷却水,并关闭补水阀和排污阀,再投入一定剂 量的预膜剂,然后按预膜剂预膜的要求,使冷却水在系统中循环运行。系统在预膜时有些什么要 求随情况而异。
一般情况下,预膜时要求冷却水在循环运转时,随时都要注意调节控制冷却水的PH值在 6.0 ~6. 5的范围内,低了或高了都达不到预期的效果。同时还要求冷却水中的Ca2+含量达到 50 mg / L以上,如达不到需另加氯化钙等药剂以提高水中Ca2+的含量。当水温达不到50七时 (例如系统刚开车时),可以延长预膜时间。
预膜效果的检验,目前尚无准确、简便、快速的方法进行现场检验。一般是在生产系统进行 预膜时,采用旁路挂片进行检测,观察挂片上的成膜情况,使用的预膜剂不同,挂片上成膜的色彩 也不同。通常用肉眼观察,膜层均匀、颜色一致、无锈蚀即表示预膜良好。也有用配制的化学溶 液滴于挂片上进行检验的。
8. 3.5循环水系统的运行
系统经清洗、预膜后即转入正常运行,此时应严格按照设计和药剂的要求进行监控,使各项 操作指标在允许范围内波动,一旦发现异常值,应及时采取措施,以保证系统能长周期安全运转。
8. 3. 5. 1 水质控制
水质控制是保证电炉设备良好运行的关键,良好的水质可以保证设备得到良好循环冷却,反 之,设备的冷却效果会大打折扣,导致设备寿命变短,甚至会酿成重大的设备事故,特别是电炉炉 体设备若出现冷却不良引发冷却水漏入电炉内,极有可能发生剧烈的爆炸。循环水质需控制的 指标如下。
A浓缩倍数
确定循环冷却水最适宜的浓缩倍数,涉及到对各种因素的仔细分析。这些因素包括水源供 应情况,冷却塔的形式,操作条件,冷却水的温差、流速,换热器最高表面温度,补充水的化学组 成,水质稳定剂的种类、价格和供水费等。
浓缩倍数的控制是通过改变补充水量和排污水量来操作的,而浓缩倍数的监测是依靠测定 循环冷却水和补充水中某些离子的含量来实现的。
BPH值
PH值的意义包含了水的腐蚀性及结垢倾向性。PH值低于7时水质呈酸性,过强的酸性会 腐蚀设备;PH值高于7时水质呈碱性,过强的碱性会导致设备内壁结垢,影响冷却效果,严重者 会造成灾难性事故。因此,电炉循环水的水质要求维持一定的弱酸性。但是,随着浓缩倍数的增 加,水的PH值会逐渐增高而呈碱性,这是因为冷却水通过冷却塔时,CO2要逸出去。
在20世纪70年代末和80年代,在使用水处理技术时,往往还依赖于向系统中加酸,使PH 值在酸性条件下运行,以控制结垢的发生,但随着新型水处理剂特别是高效阻垢分散剂的应用, 系统已允许PH值可在碱性甚至自然值的条件下运行,通常以7 ~8为宜。此时系统的PH值不 需要控制,只需要监测记录,以备出现异常值时(如酸、碱或工艺介质等泄漏时)分析原因和采取 措施。
C浊度
浊度反映了水中悬浮物的质量。对电炉循环水的水质要求浊度越低越好。
• 416 ∙ 8电炉流程的清洁化生产和循环经济-------
除对补充水的浊度提出一定的要求外,对循环冷却水的浊度也应经常进行监测。浊度的变 化反映了循环冷却水的水质变化,当发现浊度有较大的变化时,应及时分析原因,采取措施。如 是菌藻繁殖引起的,则应加强杀菌灭藻措施;如是补充水浊度过高,则应加强补充水的前处理;如 是旁滤池失效,则应加强旁滤池的反冲洗和检修。
D碱度
大多数天然水或澄清处理后的清水中,总碱度由氢氧化物、碳酸盐和重碳酸盐组成,水的总 碱度"为:M碱度=OH- + HCO3- +C0;-。由于微量的强碱就会使溶液的PH值升高到10以 上,因此氢氧化物碱度实际存在范围是pH >10。由分析可知:当pH>10时,M碱度=OH- + HCO3- + CO;」;当 10 > pH >8. 3 时,M 碱度=HCO3^ + CO厂;当 8. 3 > pH > 4. 5 时,M 碱度 =HCO3- o
M碱度是操作控制中的一个重要指标,当浓缩倍数控制稳定,没有其他外界干扰时,由M碱 度的变化可以看出系统的结垢趋势。如M碱度比理论升高值低很多,说明系统结垢较严重,应 给以重视。一般每班都应取样分析。
E C∕+∖Mg2+离子
对循环冷却水中的Ca2+、Mg2+离子每班也应定时取样分析。如果浓缩倍数控制稳定,而 Ca2+、Mg2 +有较大幅度的下降,说明系统中有结垢发生,水处理剂阻垢效果不好;如运行中 Ca2+、Mg2 +波动很小,说明水处理剂的阻垢效果好。
F总铁离子
循环水总铁的变化反映了系统中腐蚀抑制的情况。如总铁离子不断上升,说明系统中有Fe 不断溶解,即腐蚀加重,应引起注意。但总铁变化不大,也不能说就没有腐蚀的危险,因为引起换 热管穿孔往往都是局部腐蚀或点蚀,而这些腐蚀引起Fe的溶解量并不是很大。因此,除作总铁 离子分析以监测系统中的腐蚀情况外,还应采取其他的监测手段以掌握缓蚀剂的缓蚀效果。
G其他离子
如可溶性Si(¾、总溶解固体(即电导率)、S0厂、铜、氨、油等也要根据需要,定期或不定期地 进行监测。
H水处理剂等药剂浓度
在清洗、预膜和正常运转的过程中,都有一个药剂加入量控制的问题。特别是在正常运转过 程中,采用不同复合水处理剂就有不同品种的药剂,这些药剂在运转过程中,有的会水解,如聚磷 酸盐;有的会消耗掉,如有机隣酸、聚丙烯酸、锌等;这些药剂还会随排污水排出循环水系统,因 此,要在运转过程中不断补充,并且要按配方的规定,严格控制一定的波动范围。
I污垢
循环冷却水系统经过一段时间运行后,如发现冷却效果不佳需分析原因或水质分析出现异 常值时,常需取换热器中的污垢进行化学分析,作为判断依据;另外当系统运行1 ~2年后,需进 行大修清洗时,也需取污垢样进行化学分析,以便总结、改进水处理的效果。因为通过分析系统 中积存的污垢的化学组成,可以反映出运转过程中水质处理方面存在的问题。
污垢组成主要包括以下几项:灼烧减量'SiO2、CaO、Mg0』6203h2。5等,根据它们在污垢中 所占的质量分数,可以帮助判断系统中哪种危害占主导地位。
如果冷却水系统中没有采用硅酸盐作缓蚀剂,则污垢组成中SiO2的含量主要是由尘砂混 入,这只要加强前处理,并采用旁流过滤,Si02的含量就可以控制得很低,当Si。2含量< 25mg∕L 时,可以不考虑形成硅酸垢的可能性。因此,在一般情况下SO2不是引起腐蚀和结垢的主要原
8.3循环水系统• 417 。
因,故可用SiO2与CaO和Fe2O3的质量比来判断结垢或腐蚀危害的程度,如表8 Tl所示。
表8-11 SiO2与CaO,Fe2O3的质量比和结垢或腐蚀危害程度的关系
|
____________比值____________ |
彳顷向 |
|
CaOZSiO2 <0.5 |
_________水结垢轻微,可忽略_________ |
|
CaOZSiO2 > 1 |
__________要注意结垢___________ |
|
CaOZSiO2 > 2 |
_________应改进阻垢方法_________ |
|
Fe2O3ZSiO2 < 2 |
________腐蚀影响很少,不予考虑________ |
|
Fe2O3ZSiO2 =2~5 |
要注意腐蚀 |
|
Fe2O3ZSiO2 > 5 |
应加强防腐措施 |
如果灼烧减量,特别是450七的灼烧减量大于20%时,应加强杀菌处理。
8. 3. 5. 2 循环水系统中微生物及其控制
A冷却水中常见的微生物
在循环冷却水中,水的温度和PH值的范围恰好适宜多种微生物的生长。同时,每升水中微 生物的数量和它们所需的营养源如有机物、碳酸盐、硝酸盐、磷酸盐、铁等,均因循环浓缩而增加。 再加上冷却塔、冷水池常年露置在外,阳光充足,因此给微生物的生长提供了良好的条件。这是 敞开式循环冷却水系统微生物增多的原因。
工业用水中发生并造成危害的微生物种类很多,循环冷却水中最常见并能造成危害的微生 物大致有三类,即细菌、真菌和藻类。
B微生物引起的危害
微生物引起的危害有:
(1)形成大量黏泥沉积物。黏泥又称软泥或污泥,是在冷却水系统中菌藻产生的黏质膜的 总称。一般是由藻类、真菌和细菌等聚集而成。当其附着在管壁、塔壁上愈集愈厚时,不仅影响 水侧的传热效果,还会因水管截面积变小,限制水的流量而影响冷却效果。
藻类在冷却塔上蔓延生长时还将堵塞填料孔隙和配水板上的小孔,使冷却水分布不均、水滴 变大,影响气、水传质效率,致使冷却塔达不到设计的要求。
黏泥还会形成氧的浓差电池,从而引起垢下腐蚀;同时黏泥又给厌氧性细菌,如硫酸盐还原 菌提供良好的滋生场所,这样相互感染,加深了黏泥给冷却水系统带来上述危害。
(2)加速金属设备的腐蚀。细菌聚集形成的菌落黏附在金属壁上,分泌出的黏液与水中的 悬浮物等杂质黏在一起形成黏泥团,在黏泥团的周围和黏泥团的下方形成氧的浓差电池,黏泥团 的下方因缺氧而成为活泼的阳极,铁不断被溶解引起严重的局部腐蚀。
微生物不仅本身分泌黏液构成沉积物,而且也黏住在正常情况下可以保持在水中的其他悬 浮杂质,从而增加了沉积物的形成,加速了垢下腐蚀。
有些细菌在代谢过程中生成的分泌物还会直接对金属构成腐蚀,如好氧性硫细菌、厌氧性硫 酸性还原菌、铁细菌等。
藻类大量繁殖时,会增加水中溶解氧的含量,有利于氧的去极化作用,腐蚀过程因而加速。
(3)破坏冷却塔中的木材。冷却塔中的木质填料长期浸泡在水中或连续受潮时,真菌很容 易寄生在上面并分泌出消化酶,将木材中的纤维素破坏掉,只留下起黏合作用的木质素,从而使 木材结构强度大大降低。
• 418 ∙ 8电炉流程的清洁化生产和循环经济
C微生物的控制
对微生物的控制手段有: ^
(1)防止日光照射。藻类生存和繁殖,需要日光照射进行光合作用,如能遮断阳光,就可防 止藻类的生长。这种方法不需任何管理费用,但对大型储水池和高大的凉水塔则无法应用。
(2)加强原水前处理、改善水质。对原水进行前处理时,加强混凝沉淀处理可在除去悬浮物 的同时除去部分浮游生物和细菌。常用的混凝剂有三氯化铁、硫酸亚铁和硫酸铝等,投加的药量 一般为20~30mg/L,可除去80% ~90%的悬浮物。如果在投加硫酸铝或硫酸亚铁的同时,再添 加一些聚合物如聚丙烯酰胺,则可提高除菌效果。
此外,也可采取曝气处理,以除去游离CO2和氧;或投加石灰进行处理,以中和游离0)2,提 高PH值。这些措施有利于铁、様除去,如能除去铁细菌赖以生长的铁,也就防止了铁细菌的发 生和繁殖。
(3)投加杀生剂和黏泥剥离剂。在循环水系统中,投加杀生剂和黏泥剥离剂是目前抑制微 生物的通行方法。
杀生剂以各种方式杀死微生物,如有的破坏维持生命的蛋白质基团;有的破坏营养物质到达 细胞的正常流动和废物的排出;有的阻止细菌正常的维持生命的酶反应,导致细胞迅速死亡,最 终使微生物被杀死。
投加黏泥剥离剂,目的是保持金属表面干净,减少黏泥引起的危害。
8. 3. 5. 3 杀生剂及其应用
根据杀生剂的化学性质,一般可分为氧化性和非氧化性两大类:
(1)氧化性杀生剂。氧化性杀生剂是指具有强烈的氧化性的一类药剂,通常是一种强氧化 剂。如卤素中的氯、漠和碘,还有氯的化合物、臭氧等。在工业生产中,常用的是氯、次氯酸盐和 二氧化氯等。
(2)非氧化性杀生剂。非氧化性杀生剂种类很多,如氯代酚类、季铁盐类、二硫竄基甲烷、丙 烯酸、大蒜素、α-甲胺基甲酸蔡酯、异窿嘎琳酮等,通常为了使杀生剂的控制范围更广泛些,常 将氧化性杀生剂与非氧化性杀生剂交替使用。
有一种观点认为循环冷却水系统中细菌总数不是主要问题,关键是要保持管壁、塔壁和水分 配板上的小孔干净,这样就可以防止垢下管道、小孔的堵塞,以及保持良好的传热效果,因此主张 在投加杀生剂的同时应投加适量的黏泥剥离剂复配使用。
黏泥剥离剂通常都是一些表面活性剂,因为表面活性剂具有亲水基团和疏水基团,它能改变 两相间的表面张力,增加水溶液的渗透性和润湿性,有利于杀菌剂发挥作用。同时,表面活性剂 还能使非水溶性粒状物质在水中呈均匀分散状态,这是因为疏水基团能吸附在黏泥颗粒上,而亲 水基团则伸在水中,使固体颗粒表面层形成亲水性吸附层.从而破坏固体颗粒间的内聚力,使这 些颗粒分散成微粒悬在水中,由此将附着在器壁上的黏泥剥离下来分散在水中。如季胺盐类杀 生剂除了能有效地杀生外,还是一种阳离子型表面活性剂,因此也是良好的黏泥剥离剂。
杀生剂的种类繁多,每种药剂又各有优缺点。目前尚没有用一种药剂就能控制冷却水系统 所有装置中微生物引起的危害,故常选择几种药剂配合使用,以取得较好的效果。
关于加药的方法,有连续加药、间歇加药,还有冲击性间歇加药。连续加药往往是收效不大, 而浪费却可观,甚至有时还会使某些微生物产生抗药性。间歇性加药如控制不当,也会出现浪费 而效果又不理想的情况。冲击性间歇加药较为可取,即周期性地一次加入过量的杀生剂,使循环 水中产生一个相对高的浓度,通常为20 ~40 mg∕L,以迅速有效地杀死微生物。
在敞开式循环冷却水系统中,一般细菌总数在10万~ 50万个/mL时就认为是生物学意义
参考文献• 419 •
上的清洁的系统;当细菌总数达到IOO万个/mL以上时,就需要采用杀生剂了。
选择杀生剂时,还应注意和阻垢剂、缓蚀剂相互适应,如配合不当则会失效。还要注意排放 的污水中残余药量对河流、湖海中水生动物的毒性问题。如丙烯酸在系统中很快反应完了,就不 存在排放毒性问题。在必要时也可建立氧化塘,让污水中的药剂经过自然降解后再排放,以减少 环境污染和对鱼类等的毒害。
8.3.5.4 循环冷却水系统的现场监测及事故处理
A循环冷却水系统的现场监测
现场监测主要是通过在系统中安装旁路挂片、小型换热器以及腐蚀测定仪等直接观察冷却 水系统的腐蚀和结垢情况、生物黏泥形成情况,从而判断采用的水处理方案是否正确,复合水处 理剂是否需要调整。
循环冷却水系统在正常运行中,当水处理不当或管理不完善时,常会引发不同的事故。事故 的发生是多种多样的,必须根据现场工艺生产条件进行初步判断,再加以各种分析手段和项目, 最终确定事故发生的原因,并作针对性的处理,使系统迅速恢复到正常运行状态。
B冷却水中断事故处理
电炉在工作时必须有足够的冷却水,否则会出现重大事故。冷却水泵站如果断电的话就会 出现冷却水供应中断的情况,这时,如果没有事故用水及时供应到电炉,后果将不堪设想。为了 应对这种情况,电炉的冷却水系统设有事故水塔及事故柴油水泵来保证事故状态下电炉冷却水 的供应。事故水塔的水由计算机来控制水位,可以保证任何时候都能够储存最大量的冷却水,这 些水在冷却水泵站水泵停止时可以即时向电炉供水,但是事故水塔的水量只能维持供应15 min, 不足以保证电炉的安全。事故柴油水泵在冷却水泵站水泵停止时会自动启动,柴油机启动后直 接驱动水泵向电炉供水。事故水供应系统是保证电炉安全的重要环节。
参考文献
[1]李佩泉,卢玉樵,于家芝.冶炼电炉除尘系统技术问题分析[J].中国环保产业,2002,(1 ~2).
[2]郎晓珍,杨毅宏.冶金环境保护及三废治理技术[M].沈阳:东北大学出版社,130.
[3]王永忠,宋七棣.电炉炼钢除尘[M].北京:冶金工业出版社,2004.
[4]李灿华,钟风万.钢渣治理与利用技术的进展[J].武钢技术,2006:2.
[5]董晓丹,王涛.钢渣在污水处理及生态治理中的应用[J].炼钢,2006:4.
[6]单志峰.国内外钢渣处理技术与综合利用技术的发展分析[J].工业安全与防尘,20002
[7]殷瑞锌.冶金流程工程学[M].北京:冶金工业出版社,2005:380.
9现代电炉炼钢的冶金质量控制
冶金质量控制包括:成分控制、洁净度控制和铸态组织控制。在前述章节中,结合典型钢种 的生产工艺,产品表面质量和内在缺陷、性能特征等,对钢的铸态组织控制做了较详细的讨论,本 章进一步讨论电炉钢的成分控制和洁净度控制问题。在讨论钢的成分控制时,重点介绍不同钢 种的成分要求及各组成分在钢中所起的作用,在讨论洁净度控制时,针对电炉炼钢的特点,重点 介绍不同金属杂质元素对钢组织性能的影响及控制原理和控制技术。此外,本章还简要地介绍 了各种质量检测方法,这些方法是冶金质量控制的重要措施之一。
9.1现代电炉炼钢的技术特点
与传统电炉炼钢相比,现代电炉炼钢具有能源、冶金过程、原料、产品、环境方面的特点,以下 介绍最重要的能源、原料、冶金过程方面的技术特点。
9.1.1能源特点
9. 1. 1.1 传统电炉
传统电炉炼钢过程的能量来源主要是电能和化学能。
A 电能
电炉炼钢是靠通电的电极和炉料间放电产生电弧,使电能在弧光中转变为热能,并借助辐射 和电弧的直接作用加热并熔化炉料和炉渣的。电炉炼钢的电弧加热具有如下特点:
(1)高温加热性好。电弧加热的温度可以高达3000七以上,超过了其他炼钢炉用一般燃料 燃烧加热时所能达到的最高温度。
(2)热效率高。由于电炉炼钢以使用冷炉料为主,熔化炉料时热量大部分是在被加热的炉 料包围中产生,高温废气带走的热损失小,所以热效率高于转炉炼钢法。
(3)能实现局部加热和快速加热。电弧加热属于点加热,而电炉熔池形状较平、浅,其目的 就是使电弧的局部、快速的加热能迅速传导至整个熔池。
(4)属于清洁能源。由于电弧加热本身不产生燃烧产物,可以清洁地加热,作业环境较好。
(5)控制简单、迅速,易于调节。电弧可以灵活调节,操作方便,能精确地控制被加热对象的 温度。
电弧加热的缺点是:
(1)电弧加热属于点加热,容易造成炉内温度分布不均匀。
(2)在电弧的作用下,炉气或水分会离解出大量氢原子和氮原子,而使钢水中气体含量 增高。
B化学能
炼钢过程中一些元素的化学反应和生成炉渣的反应属于放热反应。例如,进行助熔、脱磷及 脱碳操作时,需要向熔池中吹入氧气,钢铁料中的碳、硅、锌、磷、铁、馅等元素,会被氧化或成渣而 放出化学反应热,如表9-1所示。
9.1现代电炉炼钢的技术特点• 421 •
表9-1钢铁料中元素氧化放热
|
反应 |
元素氧化放热________________ | ||
|
kj/kmol |
kj/kg(元素) |
____元素____ | |
|
C + }02 = CO |
131365.0 |
10949. 1 |
C |
|
C + O2 = CO2 |
414481.7 |
34521. 0 |
C |
|
Si+O2 =SiO2 |
795023.6 |
28314.0 |
Si |
|
2 2P +^O2=P2O5 |
1172078.6 |
18922. 6 |
P |
|
Mn + -ɪ-O2 = MnO 2 2 |
384959. 0 |
7020. 3 |
• Mn |
|
Fe + ^-5 = FeO |
266635. 0 |
5021.2 |
Fe |
|
2Fe +^-O2 =Fe2O3 |
822156. 0 |
7340.7 |
Fe |
|
2Ca0 + SiO2 =2CaO ∙ SiO2 |
1246∞. 4 |
2071. 1 |
SiO2 |
|
4CaO + P2O5 =4CaO ∙ P2 O5 |
690414. 9 |
5020. 8 |
P2O5 |
化学能的突出特点是属于非外来热源,而是来自于内部的含能原料。但化学能不能像电能 那样灵活控制,这是它的主要不足。
C其他辅助物理能
这方面的能量来自多方面,如合金、渣料烘烤的物理热;注余钢水、余渣回炉;以及烟气余热、 油(或煤)-氧烧嘴预热废钢等。
传统电炉炼钢过程中的总能量来源中:电能约占80%以上;化学能约占10% ~ 15%;其他辅 助物理能所占比例很小。
9. 1. 1.2现代电炉
现代电炉炼钢使用的能源种类范围逐渐扩大。特别是各种废钢预热技术、热装铁水技术、超 声速氧枪强供氧技术、氧一燃烧嘴技术、二次燃烧技术等的应用,虽然仍然使用的是电能、化学能 和物理能,但各种能量所占比例却发生了很大变化,化学能和物理能所占的比例大大提高。
现代电炉炼钢过程中的总能量来源中:电能占50%以下;而化学能和物理能所占比例超过 了 50%。这就使得现代电炉炼钢的生产效率大大提高,能够实现与高效连铸机相匹配;同时,也 才能使电炉生产出和转炉一样的高质量钢水。
9.1.2原料特点
现代电炉炼钢用铁资源分为一次铁资源和二次铁资源。一次铁资源是来自自然界的铁矿 石,包括生铁块、直接还原铁(DRI,HBI)、铁水、碳化铁、脱碳粒铁、改性铁(复合金属料)等;二次 铁资源则是人类活动产生的废弃物--废钢铁。
一次铁资源中有害残余元素含量很少,是"新鲜"的铁资源,它的利用是"动脉”流程。但其 制备流程较长,投资大,能耗高。
二次铁资源是再生铁资源,它的利用是“静脉”流程。其制备流程较短,基建投资小,建设期 短,综合能耗低,工艺灵活。但二次铁资源中的有害残余元素会在循环使用中富集,影响产品的 性能和质量。
• 422 ∙ 9现代电炉炼钢的冶金质量控制--------------------------------
传统电炉炼钢采用的全废钢铁冶炼工艺,主要原料以废钢铁为主,另外配加10% ~15%的 生铁块。现代电炉炼钢使用的主要原料除废钢铁外,又增加了直接还原铁(DRI,HBI)、铁水、碳 化铁、脱碳粒铁、改性铁等。
9. 1. 2.1 废钢铁
废钢铁是指已报废的钢铁产品(含半成品)以及机器、设备、器械、结构件及生活用品等钢铁 部分。
A废钢铁来源
废钢铁来源可分为三种:一种是钢铁企业生产过程中产生的返回废钢铁,另一种是钢材加工 过程中产生的加工废钢铁,还有一种是报废钢铁制品产生的折旧废钢铁。上述三种来源构成了 丰富的废钢铁资源,如图9-1所示。
一 返回废钢铁
~I炼铁II沟铁,渣铁,铁水包底,铸铁机散碎铁I
—I炼钢I-I大、中包铸余,头、尾坯,渣钢,汤道,帽口,残钢,废育]
—I轧钢I~I切头、尾,切边,废品等I
—I铸造I—I帽口,废品I
-废钢铁的来巧
加工废钢铁
折旧废钢铁
—I机械加工I~I车屑,料头,残次品等I
T冲压加工I~I边角余料,残次品等]
—I建设工程I~I边角余料,料姦'
—I正常报废I—
—I过时报废^^∣—
事故报废
机械设备,运输工具, 机床,管道,车.船, 大型农机,仪器,建筑 结构件,动力设备.军 械设备等
—I废小农具I^I助、犁、精、具、耙.机耕挂具家]
I垃圾废钢I~I铁⅜⅜.炉具,日用器具、工具等~|
图9-1废钢铁来源构成
(1)返回废钢铁主要指来自钢厂内部,在钢材生产过程中产生的废品、切头、切尾、渣铁、渣 钢等。这类废钢铁没有混入其他元素,且形状较规则,几乎可以直接用于炼钢。
(2)加工废钢铁主要来自使用钢材的工厂,在加工产品的过程中产生的残次废品、边角余 料、车屑以及料头等。这类废钢铁大多没有混入其他元素,只要进行简单的处理(如打包、压 块),就可以用于炼钢。
(3)折旧废钢铁指各种报废的旧钢铁制品。这类废钢铁是最不干净的,不但混入了许多其 他元素和非金属杂质,而且形状和尺寸又多种多样,极不规则,必须经过认真的处理才能用于炼 钢。现在,各种废钢铁处理技术和设备的研制,主要是针对该类废钢铁。这种废钢铁在整个废钢 铁资源中所占比例最大,而且随着时间的推移还在继续增大。
9.1现代电炉炼钢的技术特点• 423 •
B理化特性
废钢铁的化学成分应该是明确的,如返回废钢铁和加工废钢铁,一般可以分为合金废钢铁和 碳素废钢铁。但对于折旧废钢铁,由于回收周期长,经历复杂,而且是分散回收,因此使得其化学 成分不明确,形状尺寸也各异。
C使用方法
废钢铁须经加工处理,待符合炼钢使用要求后,方可按照一定比例和层次要求布置在专用的 料篮内,一次或分几次加入电炉内;也可以通过输送设备连续加入电炉内。
D使用特点
废钢的使用特点为:
(1)废钢铁是人类活动产生的废弃物,属于二次铁资源,回收利用废钢铁符合"循环经济” 和"可持续发展”的要求;
(2)与使用一次铁资源相比,既节约资源和能源,又减少了环境污染;
(3)废钢铁价格相对便宜,但必须要进行加工处理后才能高效使用;
(4)废钢铁是有害残余元素的主要来源。
9. 1. 2. 2 铁水
铁水是以液态形式存在的铁和碳及其他一些元素的合金。
A 制造方法
使用天然铁矿石、烧结矿或球团矿作原料,用高炉或非高炉炼铁的方法在高温下炼制而成。 B理化特性
电炉使用铁水的化学成分如表9 -2所示,兑入电炉铁水温度应不低于1200七。
表9-2电炉钢厂使用的铁水成分
|
厂 |
家 |
__________________化学成分/%__________________ | ||||
|
C |
Si |
Mn |
P |
S | ||
|
4.4 |
0.60 |
0. 50 |
0.070 |
0.030 | ||
|
天管炼钢厂 |
4.25 |
0.46 |
0. 18 |
0. 065 |
0.040 | |
|
淮 |
钢 |
4.20 |
1.02 |
0. 54 |
0. 067 |
0. 033 |
C使用方法
当冷炉料加入电炉内后,采用某种方式将一定量的铁水兑入电炉内。
D使用特点
铁水的使用特点为:
(1)代替生铁块,有效地利用了铁水的物理热;
(2)改变了炉料的初始状态,即将部分固态炉料变为液态,这有利于早形成熔池,快速熔化 冷废钢;
(3)缩短了电弧加热时间以及有利于形成泡沫渣,降低了电极消耗和钢水中的氮含量;
(4)提高氧气利用效率,强化供氧的效果;
(5)提高了供电热效率,缩短了冶炼周期;
(6)可找到一个资源(废钢和铁水)和能源(电能)成本的最佳平衡点;
(7)属于一次铁资源,有害残余元素含量很少;
(8)当铁水兑入量增大后,应考虑改变电炉的熔池形状以及提高除尘系统的能力。
(9)如果硅、硫、磷含量高,会增加冶炼难度。
• 424 ∙ 9现代电炉炼钢的冶金质量控制
9. 1. 2. 3 生铁块
生铁块是铁和碳及其他一些元素的合金,是由铁水铸造而成的固体铁块。
A制造方法
使用天然铁矿石、烧结矿或球团矿作原料,用高炉或非高炉炼铁的方法在高温下炼制的铁水 铸造而成。
B理化特性
炼钢配料生铁块的化学成分如表9 -3所示。生铁块粒度为2 ~7 kg/块,堆密度为2.5 ~3.5 t∕m3o
表9-3炼钢用生铁块标准
|
铁种 |
炼钢用生铁 | ||||
|
铁号 |
牌号 |
炼04 |
炼08 |
炼10 | |
|
N号 |
L04 |
L08 |
LlO | ||
|
化学成^/% |
C |
N3.50 | |||
|
Si |
≤0.45 |
0. 45 -0. 85 |
0. 85 ~ 1. 25 | ||
|
Mn |
一组 |
≤0.40 | |||
|
]一二组 |
0.40-1.00 | ||||
|
三组 |
1.00~2.00 | ||||
|
P |
特级 |
≤0. 10 | |||
|
一级 |
0. 10~0. 15 | ||||
|
二级 |
0. 15 ~0. 25 | ||||
|
三级 |
0. 25 ~0.40 | ||||
|
S |
特类 |
≤0.02 | |||
|
一类 |
0. 02-0.03 | ||||
|
二类 |
0.03 ~0∙05 | ||||
|
三类 |
0. 05 ~0∙07 | ||||
C使用方法
一般情况下,生铁块是按炉料配碳要求,以一定比例与其他钢铁料搭配使用的,按照一定比 例和层次要求布置在专用的料篮内,随其他冷料一起加入电炉内。
D使用特点
生铁块的使用特点为:
(1)提高炉料配碳量,有利于造泡沫渣和沸腾脱气去夹杂;
(2)属于一次铁资源,有害残余元素含量很少;
(3)金属收得率高且稳定;
(4)如果硅、硫、磷含量高,会增加冶炼难度。
9. 1.2.4 直接还原铁(DRI, HBI)
直接还原铁(DireCtIy Reduced IrOn,DRI)是一种固态低温(低于炉料熔点温度)还原铁产品。
A制造方法
将铁矿石或精矿粉球团放入回转窑或竖炉内,在低于熔点的温度下用COaH2或焦炭还原铁 氧化物得到的金属铁产品。铁矿石在回转窑或竖炉内直接还原而得到的海绵状金属铁称为海绵
----------------------------------9.1现代电炉炼钢的技术特点.425∙
铁;精矿粉先造球,再直接还原而得到的球状产品称为金属化球团;而由海绵铁或金属化球团趁 热加压成形的产品称为热压块铁(HOt Briquetted Iron,HBI) o
B理化特性
典型生产方法生产的直接还原铁的化学成分如表9 -4所示。由于直接还原铁易于氧化,故 储存需要钝化处理或通氮气保护。
表9-4典型生产方法生产的直接还原铁的化学成分
|
____还原方法____ |
天然气 |
煤炭 | |||||
|
方式 |
竖炉MidreX |
竖炉HYL]∏ |
流化床Fior |
-"回转窑 SL/RN | |||
|
产品种类 __ |
DRl |
HBl |
DRJ |
HBI |
HBI |
'DRI | |
|
化学成分/% |
TFe |
90-94 |
90~94 |
90~92 |
90~92 |
93.01 |
90~92 |
|
MFe |
83 -89 |
83 -89 |
81 ~85 |
81 -85 |
85.00 |
84~88 | |
|
金属化率 |
92-95 |
92-95 |
90~92 |
90-92 |
91.4 |
90-96 | |
|
C |
1.0~2.5 |
0. 8-1.2 |
1.5 -3.0 |
1.2-2. 2 |
0.8 |
0. 08 -0. 18 | |
|
P |
0. 005 -0. 09 |
0. 005 -0. 09 |
0.02~0.05 |
0.02 ~0. 05 |
0.04 -0.06 | ||
|
S |
0.001 ~0.03 |
0. OOl -0. 03 |
0.002 -0.019 |
0.002 ~0.019 |
0.023 |
0.006 〜0.025 | |
|
脉石 |
2. 8~6.0 |
2. 8~6.0 |
3.9 | ||||
|
SiO2 |
1.5 ~2.5 |
1.5 -2.5 |
1.25 |
2.6 ~3. 6 | |||
|
Ag — |
0.4-1. 5 |
0.4~1.5 |
0.9~1.55 | ||||
|
CaO |
0.3 ~ 1.8 |
0.3-1. 8 |
0. 1 ~0. 3 | ||||
|
MgO |
0.5 -1.8 |
0.5 -1.8 |
0-0.01 | ||||
|
MnO |
0.06-0. 15 |
0.06-0. 15 | |||||
|
Ni,Cu,Cr |
痕迹 |
痕迹 |
痕迹 |
痕迹 |
痕迹 |
痕迹 | |
|
Mo, Sn |
痕迹 |
痕迹 |
痕迹 |
痕迹 |
痕迹 |
痕迹 | |
|
Pb, Zn |
痕迹 |
痕迹 |
痕迹 |
痕迹 |
痕迹 |
痕迹 | |
|
物理特性 |
粒度/mm |
30×50×10 |
6-13 |
11O×6O×3O |
4~25 | ||
|
体积密度/t ∙ in- |
1.6~1.9 |
2.4-2.8 |
1.6-1.9 |
2.4~2.6 |
1.6~2. 1 | ||
|
表观密度/t ∙ FT!" |
3.4~3.6 |
5. 5 -5. 5 |
2.8 ~3. 5 |
4. 8~5∙2 |
2.7~3.8 | ||
直接还原铁的钝化处理技术包括物理法和化学法两种,其中常用的是物理钝化处理技术:直接 还原铁热压块铁HBIo作为DRI钝化处理的一种产品,HBI比DRl密度高,尺寸为95 mm×56mm× 25 mm,密度为5. 8 "cn?,堆密度为3 t∕m3 ;气孔率为20% o直接还原铁热压块密度大,不易氧化 和破碎,故易于倒运和储存。
C使用方法
一般情况下,直接还原铁(DRI,HBI )都是按一定比例(10% ~50%)与其他钢铁料搭配共同 使用的,DRI可以在炉料熔清后通过料仓连续加入炉内;HBl可以随其他冷料通过料篮成批加入 炉内。
D使用特点
直接还原铁的使用特点为:
(1)直接还原铁(DRI,HBI)属于一次铁资源,有害残余元素含量很少。
• 426 ∙ 9现代电炉炼钢的冶金质量控制----
(2) DRl能连续加料,减少停电加料次数,有利于节电和提高生产效率。HBl不易氧化,存 储方便,加料方式较灵活。
(3)直接还原铁(DRI,HBI)含有一定量的氧化铁(取决于还原工艺)和脉石(取决于原矿), 故金属收得率较低,冶炼电耗和石灰消耗会增加,且对炉衬有一定侵蚀作用。
9. 1. 2. 5 碳化铁
碳化铁(Fe3C)是一种铁碳化合物。
A制造方法
使用氧化铁矿石(Fe2O3)与预热的工业气体(含co.CO2 ,CH4 ,H2和H2O蒸汽)发生反应, 即可生产出碳化铁(FesC)。
B ■理化特性
碳化铁的化学成分如表9 -5所示。碳化铁颗粒尺寸均匀,一般为0. 2 mm,质地坚硬,不易 破碎,很容易溶解于铁水或钢水中并产生溶解热。
表9-5碳化铁的化学成分(%)
|
成分 |
Fe3C |
Fe3C4 |
SiO2 + Al2O3 |
MFe |
TFe |
C |
O |
|
含量范围 |
88 -94 |
2~7 |
2-4 |
0.5-1 |
89 ~94 |
6~6.4 |
1.4~0,4 |
|
典型含量 |
92 |
2 |
2 |
1 |
90.8 |
6.2 |
1.0 |
C使用方法
碳化铁既可以成批散装按任意比例配加其他钢铁料装入料篮并加入炉内,也可以氨气、氮气 作载气喷入炉内,还可以作为增碳剂直接喷入钢包炉内。
D使用特点
碳化铁的使用方法为:
(1)提高炉料配碳量,有利于造泡沫渣和沸腾脱气;
(2)属于一次铁资源,有害残余元素含量很少;
(3)金属收得率高且稳定;
(4)加入方式灵活,储存方便;
(5)产生溶解热,降低能耗。
9. 1. 2. 6 脱碳粒铁
脱碳粒铁是一种经过脱碳和粒化处理过的生铁。
A制造方法
在高炉出铁时,经过高压水淬火,制取不同粒度的粒化生铁,然后将其装入回转窑,加热至一 定温度,向回转窑中通人一定量的混合气体,进行生铁脱碳,得到脱碳粒铁。
B理化特性
脱碳粒铁的典型化学成分如表9-6所示。一般脱碳粒铁的粒度为3 ~ 10 mm,耐压强度大 于980 N/粒,堆密度约为3.5~4t/m3o
表9-6典型脱碳粒铁的化学成分(%)
|
C |
Si |
S |
P |
SiO2 |
FeO |
Cu |
As |
Sn、Pb、Sb、Bi、Zn |
|
1.5 |
0.8 |
<0.04 |
<0.05 |
<1 |
<3 |
<0.01 |
<0.∞2 |
分别<0.001 |
9.1现代电炉炼钢的技术特点• 427 •
C使用方法
脱碳粒铁配加其他钢铁料随料篮加入炉内进行炼钢,推荐配加比例为25% ~40%。
D使用特点
脱碳粒铁的使用特点为:
(1)含碳量在0.2% ~3% ,可以根据需要选取;
(2)属于一次铁资源,有害残余元素含量很少;
(3)金属收得率高且稳定;
(4)抗氧化性强,可以实施热装;
(5)堆密度高,可用于调节料篮内炉料的堆密度。
9. 1. 2. 7 改性铁
改性铁也称为复合金属料,由高炉铁水和粒状铁氧化物混合而成,其配比为高炉铁水70% ~ 80% ,粒状铁氧化物20% ~ 30%。
A制造方法
在铁水铸铁时加入一定比例的优质球团矿和石灰(或用烧结矿),铁水凝固时将球团矿(或 烧结矿)黏结成块,制成改性铁。
B理化特性
其化学成分如表9 - 7所示,堆密度约为5 t∕m3 o
表9-7改性铁的化学成分(%)
|
TFe |
MFe |
Fe?(% |
FeO |
C |
Si |
P |
S |
Cu |
SiO2 |
CaO |
|
86 ~88 |
75.68 |
13 ~17 |
0. 1 ~2. ɪ |
3.6 |
0.56 |
0. 056 |
0. 026 |
0. 08 |
1. 5~1.8 |
0. 25 ~2. 55 |
C使用方法
改性铁配加生铁(或铁水)、废钢进行炼钢,可随料篮加入炉内,配加比例为8% ~ 10%。
D使用特点
改性铁的使用特点为:
(1)价格便宜,使用方便;
(2)变相使电炉直接使用了一定量的球团矿,这些球团矿因为没有经过高炉冶炼工序,因此 减少了高炉冶炼对环境的污染;
(3)属于一次铁资源,有害残余元素含量很少;
(4)堆密度高,可以调节炉料堆密度,改善炉料熔化特性;
(5)易于低温成渣,减少对炉衬耐火材料的侵蚀;
(6)由于含有一定量的氧化铁和Si02,金属收得率较低,冶炼电耗和石灰消耗会增加。
炼钢用铁素材料还有各种铁合金,详细情况可参考本手册第2章。
9.1.3冶炼过程特点
随着炉外精炼技术的发展,为了不断提高生产效率,电炉冶炼开始朝着“单元化操作”方向 发展。即将原来由单个电炉完成的冶炼任务,分为若干个功能单元而由几个冶炼炉分别来完成。
现代电炉冶炼已经从过去包括熔化、氧化、还原精炼、温度和成分控制以及质量控制的炼钢 设备,变成仅保留熔化、升温和必要的氧化精炼功能的熔化器,而把那些只需要较低电弧功率的 工艺操作转移到炉外精炼装置内进行,提高了大容量变压器的效率。
• 428 ∙ 9现代电炉炼钢的冶金质量控制--------------------------------
各种炉外精炼装置完全可以为初炼钢水提供各种精炼手段,对钢水进行成分、温度、非金属 夹杂物、气体含量等严格控制,以满足用户对钢材质量的严格要求。各种炉外精炼装置所具备的 手段与功能如表9-8所示。 ^
表9-8各种炉外精炼装置所具备的手段与功能
|
工艺 |
精炼手段 |
主要冶金功能 | |||||||||||
|
造渣 |
真空 |
搅拌 |
喷粉 |
加热 |
脱气 |
脱氧 |
去夹杂 |
控制夹杂形态 |
脱硫 |
合金化 |
调温 |
脱碳 | |
|
钢包吹n | |||||||||||||
|
CAB | |||||||||||||
|
DH |
. |
. | |||||||||||
|
RH |
. |
. | |||||||||||
|
LF | |||||||||||||
|
VD | |||||||||||||
|
ASKF-SKF |
. | ||||||||||||
|
VAD | |||||||||||||
|
CAS-OB |
. | ||||||||||||
|
VOD |
. |
. | |||||||||||
|
RH-OB |
. |
. |
. | ||||||||||
|
AOD |
. |
. |
. | ||||||||||
|
TN | |||||||||||||
|
SL |
. |
. | |||||||||||
|
WF | |||||||||||||
|
合成渣洗 |
. | ||||||||||||
注:■表示具备。
电炉应尽可能把控制磷、硫及其他有害元素的任务提前到对入炉炉料的质量控制,如废钢铁 加工处理技术、铁水的"三脱”技术、料篮内底铺石灰等;将脱磷和部分脱碳任务提前到熔化期进 行,而在熔化后的氧化精炼和升温期只进行碳的控制和考虑不适宜在加料期加入的较易氧化而 加入量又大的铁合金的熔化;同时利用电炉无氧化渣出钢和钢水在钢包中发生激烈搅拌的作用, 做好对出钢钢水的预脱氧和预脱硫,为提高炉外精炼处理效率创造条件。
9.2成分控制
现代电炉的成分控制的目的是要使成品钢中化学成分达到规格要求,即符合相应的标准 (国内或国际标准)要求,满足企业内控标准要求。此外,成分控制还包括有利的微量元素控制。 对高温合金的研究表明,某些有利的微量元素对合金的组织性能具有重要影响,近年来,在电炉 钢方面也已开始重视微量元素的重要作用,例如钢中镁、钙、铝、稀土等元素的作用,开发出了各 种类型的铁合金。
为使成品钢的化学成分达到用户要求,首先必须了解对钢的化学成分要求,熟悉生产工艺的 特点,掌握好冶炼、连铸过程中元素的变化规律,控制好元素的烧损和收得率。
表9 -9列出了不同类型钢及各牌号的化学成分。
表9-9各类钢不同牌号的化学成分
9. 2成分控制-429 •
|
钢类 |
序号 |
钢组 |
典型牌号 |
合金元素含量(质量分数)/%__________ | |||||
|
Cr |
Ni |
Mo |
W |
Mn |
其他 | ||||
|
合金 矗钢 |
1 |
Cr(Si,V) |
400,380、 Si ,40CrV |
0. 70 ~ 1.60 | |||||
|
2 |
CrMn (Si , Ti) |
40CrMn, 20CrMnSi, 20CrMnTi |
0.40~ 1.40 |
0. 80 ~ 1.40 | |||||
|
3 |
CrMnMo |
20CrMnMo, 40 CrMnMo |
0.90~ 1.40 |
0. 20 ~ 0. 30 |
0.90- 1.20 | ||||
|
4 |
CrMnNiMO |
ISCrNiMnMoA |
1.00- 1.30 |
LO0~ 1.30 |
0.20- 0. 30 |
1. 10~ 1.40 | |||
|
5 |
CrMo(VjAl) |
42CrMo, 35 CrMoV, 25Cr2MolVA, 38 CrMoAl |
0. 30 ~ 2. 50 |
0. 15 〜 1. IO |
V:0. 30 ~ 0.60, Al :0. 70-1. 10 | ||||
|
6 |
CrNi |
20CrNi |
0. 45 -0. 75 |
LO0~ 1.40 | |||||
|
12CrNi2 |
0.60 ~ 0. 90 |
1.50 ~1.90 | |||||||
|
20CrNi3 |
0.60 ~ 1.60 |
2. 75 ~ 3. 15 | |||||||
|
20Cι2Ni4 |
1.25 ~ 1.65 |
3.00- 3. 65 | |||||||
|
7 |
CrNiMo(V) |
20CrNiMoA |
0. 40 ~ 0.70 |
0. 35 - 0. 75 |
0.20- 0. 30 | ||||
|
40CrNiMo, 45CrNiMoV |
0. 60 ~ 1. 10 |
1.25 ~ 1.80 |
0. 15 ~ 0. 30 | ||||||
|
8 |
CrNiW |
25Cr2Ni4WA |
1.35- 1.65 |
4.00- 4. 50 |
0. 80 ~ 1.20 | ||||
|
弹簧钢 |
9 |
Mn(Si,V,B) |
65Mn,60Si2Mn, 55SiMnVB, 55 Si2 MnB |
0. 60 -1.30 |
Si :0. 70 ~ 2.00 | ||||
|
10 |
Cr(V, Si) |
60Si2CrA, 60Si2CrVA, 50CrVA |
0. 70 - 1.20 |
Si;1.40 ~ 1.80 | |||||
|
Il |
CrMn(B) |
60 CrMn, 60CrMnB |
0. 65 ~ 1.00 |
0. 65 ~ 1.00 | |||||
|
12 |
CrMnMo |
60 CrMnMoA |
0. 70 ~ 0. 90 |
0. 25 ~ 0. 35 |
0. 70 ~ 1.00 | ||||
|
13 |
WCrV |
30W4Cr2VA |
2.00 ~ 2. 50 |
4.00~ 4. 50 |
V:0. 50 ~ 0. 80 | ||||
|
轴承钢 |
14 |
Cr |
GCrl 5 |
0. 35 ~ 1.65 | |||||
|
15 |
CrMn(Si) |
GCrl5SiMπ |
1.40- 1.65 |
0. 95 ~ 1.25 | |||||
|
16 |
CrMo(Si) |
GCrl8Mo, G20CrMo, G20Crl5SiMo |
0. 35 ~ 1.95 |
0. 08 ~ 0.40 | |||||
• 430 ∙ 9现代电炉炼钢的冶金质量控制
续表9-9
|
钢类 |
序号 |
钢组 |
典型牌号 |
合金元素含量(质量分数)/%__________ | |||||
|
Cr |
Ni |
Mo |
W |
Mn |
其他 | ||||
|
轴承钢 |
17 |
CrNi |
G20Cr2Ni4 |
1.25 ~ 1.75 |
3. 25 ~ 3.75 | ||||
|
18 |
CrNiMo |
G20CrNiMo |
0. 35 ~ 0. 65 |
0.40~ 0.70 |
0. 15 ~ 0. 30 | ||||
|
G20CrNi2Mo, G10CrNi3Mo |
0. 35 ~ 1.40 |
1.60- 3. 50 |
0. 08 ~ 0. 30 | ||||||
|
19 |
CrMnMo |
G20Cr2Mn2Mo |
1.70~ 2.00 |
0. 20 ~ 0. 30 |
1.30~ 1.60 | ||||
|
合金 工具钢 |
20 |
Cr(Si) |
9SiCr, ClO6 |
0. 50 ~ 1.25 |
Si :L20 ~ 1.60 | ||||
|
Cr2,8Cr3 |
1.30~ 3. 80 | ||||||||
|
Crl2 |
11.50~ 13.00 | ||||||||
|
21 |
CrMnMo (VS) |
5 CrMnMo, 4CrMnSiMoV |
0.60 ~ 1.50 |
0. 15 ~ 0.60 |
0. 80 ~ 1.60 | ||||
|
6CrMnSi2Mol |
0. 10~ 0. 50 |
0. 20 ~ 1.35 |
0.60~ 1.00 |
Si :1.75 - 2.25 | |||||
|
5Cr3MπISiMolV |
3.00~ 3. 50 |
1.30 ~ 1.80 |
0. 20 - 0.90 | ||||||
|
22 |
CrMo(VlSi) |
3Cι2Mo |
1.40- 2.00 |
0. 30 ~ 0. 55 | |||||
|
Cι5MolV4, G5MoSiVl |
4. 75 ~ 5. 50 |
0. 90 ~ 1.75 |
V:0. 30 ~ 1.20 | ||||||
|
4Cr3Mo3SiV |
3.00- 3. 75 |
2.00~ 3.00 |
V:0. 25 ~ 0. 75 | ||||||
|
Crl 2 MoV, Crl2MolVl |
11.00 ~ 13.00 |
0.40~ 1.20 |
V:0. 30 ~ 1. 10 | ||||||
|
23 |
CrW(V,Si) |
4CrW2Si |
1.00- 1.30 |
2.00- 2. 70 | |||||
|
3Cr2W8V |
2. 20~ 2. 70 |
7. 50 ~ 9.00 |
V:0. 30 ~ 0. 50 | ||||||
|
4Cι5W2VSi |
4. 50 ~ 5. 50 |
1.60 ~ 2.40 |
V:0.60~ 1.00 | ||||||
|
24 |
CrWMn |
CrWMn |
0. 50 ~ 1.20 |
0. 50 ~ 1.60 |
0. 80 ~ 1.20 | ||||
|
25 |
CrWMoV(Nb) |
Cι4W2MoV |
3. 50 ~ 4.00 |
0. 80 ~ 1.20 |
1.90~~ 2.60 |
P:0. 80 〜 1. 10 | |||
|
6Cι4W3 Mo2VNb |
3. 80 ~ 4.40 |
1.80~ 2. 50 |
2. 50 ~ 3. 50 |
V:0. 80 ~ 1.2 Nb:O. 20 〜 0. 35 | |||||
|
3Cr3Mo3W2V |
2. 80 〜 3. 30 |
2. 50 ~ 3.00 |
1.20- 1.80 |
V;0. 80 ~ 1.20 | |||||
|
5Cτ4W5Mo2V |
3. 40 ~^ 4.40 |
1.50~~ 2. 10 |
4. 50 ~— 5. 30 |
V:0. 70 ~ I. 10 | |||||
|
6W6Mo5Cι4V |
3.70~ 4. 30 |
4. 50-~ 5. 50 |
6.00~~ 7.00 |
VO70~ 1.10 | |||||
9.2成分控制-431 •
续表9-9
|
钢类 |
序号 |
钢组 |
典型牌号 |
合金元素含量(质量分数元%_________ | |||||
|
Cr |
Ni |
Mo |
W |
Mn |
其他 | ||||
|
合金 工具钢 |
26 |
CrNiMo |
5CrNiMo |
0. 50 - 0. 80 |
L40~ 1.80 |
0. 15 ~ 0. 30 | |||
|
27 |
CrMoMnV (Al,Si) |
5Cr4Mo3 SiMn VAJ |
3. 80 ~ 4. 30 |
2. 80 ~ 3.40 |
0. 80 ~ 1. 10 |
V:0. 80 ~ 1.20 | |||
|
28 |
MnCrW MoVAJ |
7Mnl5Cr 2A13V2WMo |
2.00~ 2. 50 |
0. 50 ~ 0. 80 |
0. 50 - 0. 80 |
14. 50 ~ 16. 50 |
V:1.50~ 2.00 Al:2. 30 ~ 3. 30 | ||
|
29 |
Mn(V) |
9Mn2V |
1.70~ 2.00 | ||||||
|
30 |
W |
W |
0. 10 - 0. 30 |
0. 80 ~ 1.20 | |||||
|
高速工具钢 |
31 |
WCrV |
W18Cι4V |
3. 80 ~ 4.40 |
17. 50 ~ 19.0 |
VJ.∞~ 1.40 | |||
|
32 |
WCrCoV |
W18Cr4V2Co8 |
3.75 ~ 5.00 |
0. 50 ~ 1.25 |
17. 50 ~ 19.0 |
VJ.80~ 2.40 Co:7. 00 ~ 9. 50 | |||
|
33 |
WMoCrV(Al) |
W6Mo5Cι4V2, W6 Mq5Ci4V2A1 |
3. 80 - 4. 40 |
4. 50 ~ 5. 50 |
5. 50 ~ 6. 75 |
V:L75~ 2.20 Al:0. 80 ~ 1.20 | |||
|
W6Mo5Ci4V3 |
3. 75 ~ 4. 50 |
4. 75 ~ 6. 50 |
5.00~ 6.75 |
V:2. 25 ~ 2. 75 | |||||
|
W2Mo9Cι4V2 |
3.5G ~~ 4.00 |
8.20~ 9. 20 |
1.40~ 2. 10 |
■V:1.75 ~ 2. 25 | |||||
|
W9Mo3Cι4V |
3. 80 ~ 4.40 |
2. 70 ~ 3. 30 |
8. 50 - 9. 50 |
VJ.30~ 1.70 | |||||
|
34 |
WMoCrCoV |
W6Mα5Cι4V2Co5 |
3. 75 〜 4. 50 |
4. 50 ~ 5.50 |
5. 50 ~ 6. 50 |
V:1.75 ~ 2. 25 Co:4. 50 ~ 5. 50 | |||
|
不锈钢耐 热耐蚀钢 |
35 |
Cr( Al, N ,Si) |
4Cι9Si2 |
8.00~ 10.00 |
Si :2. 00 ~ 3.∞ | ||||
|
ICrI2, 2Crl3, OCr 13A1 |
11.00~ 14. 50 | ||||||||
|
lCr!7,9Crl8 |
16.00~ 19.00 | ||||||||
|
36 |
CrMo(VtSi) |
1Ci5Mo |
4.00- 6.00 |
0. 45 ~ 0.60 | |||||
|
4CrlOSi2Mo |
9.00~ 10. 50 |
0. 70 ~ 0.90 |
Si:1.90~ 2.60 | ||||||
|
ICrllMoV, ICrl 3 Mo |
10.00- 14.00 |
0. 30 ~ 1.00 | |||||||
|
9Crl8Mo, 9Crl8MoV |
16.00~ 18.00 |
0.40 ~ 1.30 | |||||||
• 432 ∙ 9现代电炉炼钢的冶金质量控制
续表9-9
|
钢类 |
序号 |
钢组 |
典型牌号 |
合金元素含量(质量分数)/%__________ | |||||
|
Cr |
Ni |
Mo |
W |
Mn |
其他 | ||||
|
不锈钢耐 热耐蚀钢 |
37 |
CrNi (Al,Nb, Ti,N,Si) |
lCrl7Ni2 |
16. OO ~ 18.00 |
1.50~ 2. 50 | ||||
|
0Crl7Ni7Al, 0Crl9Ni9N |
16.00~ 20.00 |
6.00- 11.00 |
Al :0.75 ~ 1.50 | ||||||
|
0Crl9Nil0, lCrl8Nil2, 0Crl9Nil0NbN |
17.00- 20.00 |
7. 50 ~ 13.00 | |||||||
|
8Cr20Si2Ni |
19.00~ 20. 50 |
1. 15 ~ 1.65 |
Si :1.75 ~ 2. 25 | ||||||
|
38 |
CrNiMo( Al, Ti,N, Si) |
0Crl5Ni7Mo2Al |
14.00 ~ 16.00 |
6. 50 ~ 7. 50 |
2.00~ 3.00 |
Al :0. 75 ~ 1.50 | |||
|
0Crl7Nil2Mo2, 0Crl7Nil4Mo2, 0Crl9Nil3Mo3 |
16.00~ 20.00 |
10. 00~ 15. ∞ |
1.80~ 4.00 | ||||||
|
0Crl8Ni5Mo3Si2 |
18∙00~ 19. 50 |
4. 50 ~ 5. 50 |
2. 50 ~ 3.00 |
Si:1.30~ 2.00 | |||||
|
39 |
CrMnNi(N, Si) |
lCrl7Mn6Ni5N, lCrl8Mn8Ni5N |
16.00~ 19.00 |
3. 50 〜 6.00 |
5. 50 - 10.00 | ||||
|
5Cr21Mn9Ni4N |
20.00~ 22.00 |
3. 25 ~ 4. 50 |
8.00~ 10.00 | ||||||
|
2Cr20Mn 9Ni2Si2N |
18. 00~ 21.00 |
2.00- 3.00 |
8. SO- ll.00 |
Si:1.80~ 2.70 | |||||
|
40 |
CrMnNiMo (N) |
ICrl 8 Mn 10Ni5Mo3N |
17.00~ 19.00 |
4.00~ 6.00 |
2. 80 ~ 3. 50 |
8.50 ~ 12.00 | |||
|
41 |
CrNiCu(Nb) |
0Crl8Ni9Cu3 |
17. 00 ~ 19.00 |
8. 50 ~ 10. 50 |
CU :3.00 ~ 4.00 | ||||
|
0Crl7Ni4Cu4Nb |
15. 50 ~ 17. 50 |
3.00 - 5.00 |
Cu:3.00 ~ 5.00 Nb:O. 15 ~ 0.45 | ||||||
|
42 |
CrNiMoCu |
OCrl 8 Ni 12Mo2Cu2, OCrl 8 Ni 14Mo2Cu2 |
17.00- 19.00 |
10.00~ 16.00 |
1.20 ~ 2. 75 |
Cu:1. 00 ~ 2. 50 | |||
|
43 |
CrNiMoTi (A1,V,B ) |
0Crl5Ni25 Ti2MoAlVB |
13. 50 ~ 16.00 |
24. OO- 27.00 |
Lo0~ 1.50 |
Ti:1.90- 2. 35 | |||
|
44 |
CrNiWMo (V) |
4Crl4Nil4W2Mo |
13.00~ 15.00 |
13.00 ~ 15.00 |
0. 25 ~ 0.40 |
2.00~ 2. 75 | |||
|
lCrllNi2W2MoV |
10. 50 ~ 12.00 |
1.40 〜 1.80 |
0.35 ~ 0. 50 |
1.50- 2.00 | |||||
|
2Crl2NiMoWV |
11.00 ~13.00 |
0. 50 ~ 1.00 |
0. 75 ~ 1.25 |
0. 70 ~ 1.25 | |||||
9.3洁净度控制• 433 ■
续表9-9
|
钢类 |
序号 |
钢组 |
典型牌号 |
合金元素含量(质量"上2________ | |||||
|
Cr |
Ni |
Mo |
W |
Mn |
其他 | ||||
|
不锈钢耐 热耐蚀钢 |
45 |
CrM∏(Si,N) |
3Crl8Mn 12Si2N |
17.00~ 19.00 |
10. 50 ~ 12.5 |
SiJ.40~ 2.20 | |||
|
46 |
CrWMo(V) |
!Crl2WMoV |
ILo0~ 13.00 |
0. 50 - 0. 70 |
0.70 ~~ 1. 10 | ||||
注:1.合金废钢分组原则是按钢类和钢中所含合金元素分组,钢组内合金钢牌号按元素含量不同分成不同等级;
2.在分类钢组后"()"内的元素是易氧化或微量添加的元素,如B、Si、Al、Ti、V、Nb、N等,钢组中不予以 考虑;在各钢组中或"合金元素含量"一栏中没有标明成分的元素,在钢组中不予以考虑;
3.该合金废钢钢组后所列“典型牌号”是国际牌号,国外牌号应对照国内牌号纳人相应钢组;
4.没被列人或没有对应分组牌号的国内外合金废钢,应按其中所含元素种类及元素含量范围分类后,纳人相应 钢组,不符合钢组条件的合金废钢应单列;
5.高温合金、精密合金、高镐铸钢、含铜钢均按牌号单独存放、管理、供应。
9.3洁净度控制
洁净度也称纯洁度,洁净度控制包括:钢中非金属杂质元素氧、硫、磷控制;非金属夹杂物控 制;气体氮、氢控制及金属杂质元素(主要由废钢及其他铁素材料带入)控制。
9.3.1非金属杂质元素氧、硫、磷对钢质量的影响
9. 3. 1.1 氧对钢质量的影响
钢中的氧,根据它们存在和分布的状态,对钢的性能影响不同,这些影响对钢的性能是不利 的,所以通常总是把钢中的氧看作是一种有害元素。
固溶在钢中的氧数量极少,但钢中氧的总含量却远比所能固溶的氧含量高,多余部分的氧是 以各种氧化物系(复合的和单纯的,其中的主要成分为FeO)非金属夹杂物的形式存在的。
钢中氧含量高,对钢的凝固、加工性能及产品质量都极为有害,它的危害作用简单归纳如下:
(1)容易引起铸坯皮下气泡、气孔、疏松等凝固缺陷;
(2)钢液含氧高,浇铸时随温度降低析出氧与钢中硅、猛、铝等元素作用,生成非金属夹 杂物;
(3)氧降低硫在钢中的溶解度,加剧硫的有害作用。钢中FeS和FeO形成低熔点的共晶体 (熔点940七),分布于晶界,当钢热加工时(一般加热温度为IOoo ~ 1200七),低熔点共晶体于 940七熔化,使钢材在轧制时开裂。
(4)钢中氧含量高,使钢的综合性能(力学性能、电磁性能、抗腐蚀性能)变坏。
9. 3. 1. 2 硫对钢质量的影响
由于硫在Ct-Fe及yFe中的溶解度都很小,所以在钢水凝固过程中,随着钢液的凝固,硫将 向尚未凝固的液体部分富集。结果导致在铸坯最后凝固的部位将含有较多的硫化物夹杂,使钢 的宏观组织不均匀。
硫在钢中以FeS化合物存在时,由于FeS的熔点较低(1193七),与FeO形成共晶体的共晶温 度更低(940七)。钢水凝固过程中,由于偏析使得低熔点FeS和FeO-FeS共晶体分布于晶界处。 在连铸坯生产和热加工过程中,当处于高温区(IOOO ~1200t)时,晶界处低熔点的FeS和FeO-FeS共晶体会熔化,在钢受到挤压或拉伸时造成晶界破裂,即发生“热脆"现象。
当钢中的硫含量大于0.025%时,连铸坯产生裂纹的倾向性大大增加。硫还会明显降低钢
• 434 ∙ 9 现代电炉炼钢的冶金质量控制 -------------------------------
的焊接性能,引起高温龟裂,同时在焊接过程中,硫易于氧化,生成S02气体而逸出,以致在焊接 金属中产生很多气孔和疏松,从而降低焊缝强度。含硫高的易切钢几乎是无法焊接的。较高的 硫含量,将损害钢的抗蚀性,使钢表面产生坑蚀,但对钢的抗氧化性则影响不显著。
除此之外,硫对力学性能的影响主要表现在:
(1)与钢材轧制方向的性能相比,非轧制方向的强度、延性、冲击韧性等显著降低;
(2)显著降低钢材的抗氢致裂纹(HlC)的能力。
对于易切钢,硫则作为合金元素加入。由于硫的化合物的存在,在切削加工时,切屑极易断 开,这样既可改善工件切削表面的质量(光洁度),又可节省动力,又因这些化合物在切削加工过 程中有适当的润滑作用,可以减小与切削工具表面的摩擦,因而增加工具的寿命,同时也允许在 不增加工件和工具温度的条件下,适当地增加切削速度和切削量。
不同钢种对硫含量有着严格的规定。非合金钢中普通质量级钢规定硫含量不得大于 0. 045%;优质级钢硫含量不得大于0. 035%;特殊质量级钢硫含量不得大于0. 025% ;抗腐蚀石 油套管用钢规定硫含量不得大于0. 005% ;高级管线钢规定硫含量不得大于0. 003%。但在含硫 易切钢中,要求提高硫的含量,规定硫含量为0. 150% ~ 0.250%,甚至更高。
9. 3.1.3 磷对钢质量的影响
磷在钢中容易产生偏析。这不是由于磷在含碳的钢中溶解度很小,而且由于磷钢的固相线 和液相线间的距离扩大,所以含磷钢从液态至固态需要通过较宽的温度区域,这样便使含磷浓度 较高的钢液(熔点较低)充填在先已凝固的枝晶的夹缝中而形成磷的偏析。由于磷在钢中的扩 散速度较慢,所以磷偏析很难消除。
当钢中磷含量偏高时,会在铁素体晶界上出现磷化铁薄膜,这是造成钢的脆性急剧增高的主 要原因,这种现象被称为钢的"冷脆”。钢的回火脆性与磷的含量有着密切的关系,甚至很少的 含磷量也能提高钢对回火脆性的敏感。磷还增加焊裂的敏感性,因此如欲获得优质的焊接接头, 钢中的磷含量须尽可能低。
磷在钢中所引起的脆性,也有可利用之处。如炮弹钢中加入磷,由于大大增加了钢的脆性使 炮弹爆炸时的碎片数目增多。磷加入钢中还有抗大气腐蚀的作用,特别是当钢中含铜时,它的作 用更为显著。此外,磷能改善钢的切削性,这是因为磷能强化ɑ铁和Y铁。磷还可以提高电阻 系数,降低涡流损耗。磷也是固溶强化铁素体的元素,与其他合金元素相比,它是提高铁素体强 度最高的元素。
鉴于磷含量对钢的不良影响,不同用途的钢对磷的含量有着严格的要求。如非合金钢中普通 质量级钢规定磷含量不得大于Q 045% ;优质级钢磷含量不得大于0. 035% ;特殊质量级钢硫含量不 得大于0.025% ;一些高钢级石油套管用钢甚至规定硫含量不得大于0.010% ;高级管线钢规定磷含 量不得大于0.005%甚至更低;但易切钢中,要求提高磷的含量,规定磷含量为0.050% ~0. 100% o
9.3.2非金属夹杂物对钢质量的影响
钢中非金属夹杂物主要是钢的脱氧、脱硫产物和二次氧化产物,以及混入钢的炉渣、耐火材 料等,由于非金属夹杂物的存在,尽管在钢中含量极少(通常是小于万分之一),却给钢质量带来 极为有害的影响。
9. 3. 2. 1非金属夹杂物的种类
按化学成分,非金属夹杂物可分为:
(1)氧化物系夹杂物:包括简单氧化物(Sio2 ,Al2O3较常见)、复杂氧化物(尖晶石类夹杂物 和各种钙铝酸盐)、硅酸盐及硅酸盐玻璃。
9.3洁净度控制• 435 •
(2)硫化物系夹杂物主要是FeS、MnS、( Mn,Fe)S和CaS等。
⑶氮化物系夹杂物主要是AlN、TiN、ZrN、VN、BN S3N4 J⅛4N J⅛2N等。
此外还有磷化物、硒化物、硅化物以及碳氮化物、硫碳化物、碳氢硫化物等。
按可塑性来分,非金属夹杂物可分为脆性夹杂物、塑性夹杂物和点状不变形夹杂物:
(1)脆性夹杂物指钢加工变形后以链状成串分布钢中的夹杂物,在铸坯中由硅酸盐共晶体、 氧化物与硅酸盐的复合产物,或由聚集分布的氧化物(如Al2O3)或铝酸盐等组成。
(2)塑性夹杂物指钢加工变形时能够延伸成线状的夹杂物,如FeO、Mno或含FeO、MnO较 高的硅酸盐,以及大部分硫化物。
(3)点状不变形夹杂物(球状夹杂物)指钢加工变形后仍以球状分布钢中的夹杂物,如硅酸 钙、铝酸盐、钙铝酸盐等大颗粒聚合体。
按来源来分,非金属夹杂物可分为内生夹杂物、外来夹杂物和相互反应夹杂物:
(1)内生夹杂物是在钢液或固体钢内,由于脱氧和凝固时进行的各种物理化学反应而形成 的,主要是和钢中0、S、N的反应产物,其在钢中分布比较均匀,颗粒一般比较细小。
(2)外来夹杂物是由于耐火材料、熔渣等在冶炼、出钢、浇铸过程中进入钢中并滞留在钢中 造成的,一般其外形不规则,尺寸比较大,钢液的二次氧化产物统称为外来夹杂物。
(3)相互反应夹杂物是内、外夹杂物共生的产物。炼钢过程中,内生夹杂物以外来夹杂物为 核心析出和外来夹杂物与钢液发生作用,从而使其成分、形态发生改变形成了相互反应夹杂物。 主要包括尖晶石、铝酸盐、硅酸盐等。
按尺寸大小来分,非金属夹杂物可分为亚显微夹杂物、显微夹杂物和大型夹杂物:
(1)亚显微夹杂物尺寸小于1 μmo包括氮化物、硫化物和氧化物,其总数约为IOll个/ err?,其中氧化物约为108个/cn?。一般认为其对钢质多半无害(除硅钢以外),对其在钢中的作 用目前研究得还很不够。
(2)显微夹杂物尺寸为1 ~ 100 出m。主要是脱氧产物,其对钢的疲劳性能和断裂性能影响 极大,其含量与钢中溶解氧含量有很好的对应关系。
(3)大型夹杂物尺寸大于100 μun。大型夹杂物在钢中数量是很少的,但它对钢的表面和内 在质量影响很大。其成分上的特点是与钢中溶解氧量无关。钢的二次氧化是钢中大型夹杂物的 重要来源。
9. 3. 2. 2非金属夹杂物对钢质量的影响
非金属夹杂物对钢的强度、塑性、断裂韧性、切削、疲劳、热脆以及耐蚀等性能有很大影响;还会造 成钢材内部严重缺陷,如疏松、点状偏析、显微气孔等,使钢在加工中出现分层、结疤、龟裂等缺陷。
一般认为,影响钢的性能的夹杂物因素有夹杂物的成分、尺寸、数量、形状、大小分布以及在 基体中的空间分布和夹杂物之间的距离等。当然,不同钢种用途不同,对夹杂物的各因素的要求 也不一样。例如,不同钢种和不同受力状态时,夹杂物对性能无害的临界尺寸是不同的。与夹杂 物有关的钢产品缺陷如表9-10所示。
表9-10与夹杂物有关的钢产品缺陷
|
_____钢种_____ |
产品缺陷 |
夹杂物临界尺寸/Jim |
缺陷部位夹杂物成分 |
|
Dl罐用镀锡板 |
____飞边裂纹____ |
50,150 |
CaO-Al2O3 |
|
汽车板用冷轧薄板 |
表面线状或斑点缺陷 |
250,400 |
Al2O3 WtCaO-AI2O3, CaO-SiO2-Al2O3-Na2O |
|
轮胎钢帘线 |
冷拔断裂 |
30 |
Al2 03, Al2 O3-SiO2 |
• 436 ■ 9现代电炉炼钢的冶金质量控制
续表9 -10
|
钢种_____ |
____产品缺陷____ |
夹杂物临界尺寸/Rm |
缺陷部位夹杂物成分 |
|
弹簧钢丝____ |
冷拔断裂 |
30 |
Al2O31Al2O3-MnO-CaO |
|
电阻焊管 |
超声波探伤缺陷 |
150 |
CaO-Al2O3, Al2O3 #, MnO-SiO2-Al2O3 群 |
|
大规模集成电路用引线枢 |
冲压成形裂纹 |
10 | |
|
显像管阴极罩用钢 |
图像侵蚀缺陷 |
10 | |
|
滚珠轴承____ |
疲劳寿命低 |
30 | |
|
_____管线钢_____ |
酸性腐蚀,氢致裂纹 |
2∞ |
MnS, Al2 O3 |
|
钢轨 |
_____断裂_____ |
300 | |
|
船板 |
层状撕裂____ |
200 |
MnS, Al2O3 |
|
无缝钢管 |
层状开裂 |
200 |
MnS, Al2 O3 |
非金属夹杂物主要影响钢材的强度和延性(伸长率、断面收缩率)等性能。如Al2O3夹杂物 对钢的伸长率6、断面收缩率"、冲击韧性值Ak的影响如图9-2所示。
2.9
2.7
2.5
2.3

200 300 400 600 800
夹杂数目
200 300 400 600 800
夹杂数目
200 300 400 600 800
夹杂数目
图9 -2 Al2O3夹杂物对钢力学性能的影响
通常夹杂物对钢材的纵向延性影响不大,而对横向延性的影响却很显著。研究表明,高强度 钢的横向断面收缩率随夹杂物总量的增加而降低。夹杂形状对横向延性的影响更为显著,随着 带状夹杂物的增加,横向断面收缩率明显降低,这种带状夹杂物主要是硫化物。研究指出,夹杂 物对钢的高温延性有很大影响,低碳钢在奥氏体区延性大大降低,其原因是细小的第二相析出物 (如AlN、TiN、Nb(C,N)等)能有效钉扎奥氏体晶界,从而降低延性。
夹杂物的大小和形状是影响钢性能的重要因素。为了表明夹杂物颗粒度的影响程度,往往 使用临界尺寸的概念作为标准。小于临界尺寸的微观夹杂物不会给钢带来有害影响;大于临界 尺寸的夹杂物对钢的性能总是有害的,不同钢种和在不同使用条件下以及不同属性夹杂物,其临 界尺寸也不同。对夹杂物的形状而言,球形夹杂物的危害性比棱角状夹杂物要小,其临界尺寸也 要大一些。通过在烧结铁中加入不同尺寸(0. 01 -35 Nm)、形状(球形和棱角状)、比例(0 ~8% ) 的氧化铝颗粒进行试验得出:室温下,氧化铝颗粒超过1 Fim时,使屈服强度和抗张强度降低。向 浇铸的钢流中喷射高熔点氧化物,研究不同的氧化物颗粒直径、体积比对常温抗张强度的影响, 结果表明:钢的屈服和抗张强度都随粒子体积比的增大而升高。
夹杂物在钢中的分布特性在大多数情况下往往比夹杂物总量危害性更大。在夹杂物总量相 同的情况下,由于夹杂物分布不同,将对钢性能产生不同影响。如果这些夹杂物聚集成长条状分
9.3洁净度控制• 437 •
布或以大颗粒极不均匀分布,会使钢的力学性能明显下降。如果用金相评级法判定,每增高一 级,断面收缩率"降低1%,冲击韧性4κ值则大幅度下降。同样,这些夹杂物如果以细小颗粒弥 散状均匀分布,就会大大提高强度、硬度A值等,而塑性指标下降不多。
许多研究指出,硫及硫化物的含量增加降低钢的各种韧性指标,钢的断裂韧性随着夹杂物数 量或长度的增加而下降。夹杂物对断裂韧性的危害由小到大顺序依次为VN-TiS-AlN-NbN—ZrN—AkSs—CeS—MnS;夹杂物含量与断裂韧性大小呈线性反比关系,TiS对断裂韧性没 有影响。
一些研究工作讨论了夹杂物作为裂纹根源的作用问题,研究证明,钢中的脆性夹杂物由于与 钢基体的线(热)膨胀系数不同,在夹杂物周围容易产生内应力。当夹杂物的膨胀系数与钢差别 较大时,就会产生膨胀应力,如多数氧化物夹杂;当夹杂物的膨胀系数与钢的差别较小时,就可能 在夹杂物与基体界面上产生空洞,如硫化物夹杂。
夹杂物的组成和性质是与夹杂物和钢基体界面特性相联系的。如塑性夹杂物,在钢的热加 工过程中随着加工方向与基体一起变形,不易互相分离;而脆性夹杂物和点状不变形夹杂物,在 任何加工过程中都不易变形,往往与变形的钢基体间形成间隙,生成裂纹。
同时,夹杂物和钢基体的膨胀系数各不相同,因而在热加工及热处理时,它们的收缩程度不 一样,变形不同步。氧化物夹杂物的收缩比基体小,因此在快速冷却(如淬火操作)时,必然对钢 基体产生一个压应力,这可能造成钢的显微裂纹。
一般认为,为使钢材具有良好的韧性和使韧性各向异性尽可能降低,对夹杂物的要求是:
(1)夹杂物的体积分数尽可能低;
(2)夹杂物分布均匀;
(3)铸态时夹杂物球的外形;
(4)夹杂物的硬度最好为钢基体的2倍,以使夹杂物在热加工时变形最小。
夹杂物对钢的切削性能的影响取决于夹杂物种类、数量、尺寸、形状、分布以及之间的距离等 几个因素。钢中的含硫量增加时,对改善钢的切削性能是有利的。实际观察表明,硫在钢中全部 以硫化物夹杂形式存在,含硫量为0. 2%的钢可使切削效率提高到低硫钢的2 ~ 3倍。一般认为 氧化物夹杂对钢的切削性能都是有害的,如Al2O3xCr2O3,MnO ∙ Al2O3和钙铝酸盐在低于钢的 熔点的任何温度下都不产生变形,只有能够产生塑性变形的夹杂物对切削性能才是有利的,如 MnO-SiO2-Al2O3系和CaO-SiO2-Al2O3系中某些成分范围内的夹杂物在800 ~ 1200七时,变形指 数较大,接近于1 ,对切削有利。
9.3.3气体对钢组织性能的影响
9. 3. 3. 1 氮对钢质量的影响
氮作为合金化元素使用时,其在钢中的作用主要是:
(1)固溶强化及时效沉淀强化;
(2)形成和稳定奥氏体组织;
(3)改善高倍和高倍線钢的宏观组织,使之致密坚实,并提高其强度;
(4)借渗入方法与钢表面层中的倍、铝等合金元素化合形成氮化物,增加钢表面层的硬度、 强度、耐磨性及抗蚀性等。
除此之外,氮作为残余元素对钢的危害也是不容忽视的。如对低碳钢,由于Fe4N的析出, 导致时效和蓝脆等现象;含量超过一定限度,易在钢中形成气泡和疏松;与钢中的钛、铝等元素形 成带棱角而性脆的夹杂群等。
■ 438 ∙ 9现代电炉炼钢的冶金质量控制---------------------------------
炼钢过程中,氮随炉料及铁合金而带入钢中,同时液态金属还从空气中直接吸收一部分,因 此在冶炼和浇铸过程中若不采取特殊的措施,则氮必然以各种不同的形态残留在钢中。钢中残 留的氮含量取决于钢的成分和熔炼方法。
氮和钢中的其他合金元素,如倍、铝、铀、钛等有较强或极强的亲和力,一般与之化合形成极 稳定的氮化物,以不同的形态存在于钢中。
钢中残留氮含量虽少,但对钢的力学性能却会产生显著的影响。这主要是因为随着温度的 降低,氮在α铁中的溶解度也随之急剧降低,使之过饱和,因而使沉淀硬化的过程成为可能。含 氮铁素体钢从高温快冷后回火或在室温停留较长时间时,从过饱和的α固溶体中析出弥散分布 的超显微氮化物组织将使钢产生时效脆性。
氮也使低碳钢产生应变时效现象。含微量氮的低碳钢在冷加工变形后,其性能将随时间发 生变化,即强度和硬度提高,韧性降低,缺口敏感性增加。氮使低碳钢产生脆性的特性近似于磷, 但其作用远大于磷;它和磷的差别在于磷只能使钢产生冷加工形变脆性而不发生应变时效脆性。 当钢中磷含量较高时,由氮导致的脆性倾向更为明显。
当钢中残留的氮含量较高时,会导致钢宏观组织的疏松,甚至形成气泡;在热和冷变形加工 时,也会遇到较多的困难。
9. 3. 3. 2 氢对钢质量的影响
在冶炼过程中,氢由锈蚀含水的炉料混入钢中,也从潮湿的大气中吸入。氢以原子或离子形 式溶于钢中,形成间隙式固溶体。它在钢中造成很多严重的缺陷,主要有:
(1)铸坯表面缺陷。氢在固态钢中的溶解度很小,在钢液凝固和冷却过程中,氢会与CO、N 等气体一起析出,形成铸坯表面气孔、皮下气泡等缺陷。
(2)点状偏析。点状偏析是凝固时钢中放出的气体(主要是氢气)形成气孔,而后由含有较 多杂质及夹杂的尚未凝固的液体渗入或被压入将其填满而形成。具有点状偏析的钢材,质量极 坏,不能使用,应予报废。
(3)白点。白点也叫做发裂,是由于钢中的氢在小孔隙中析出的压力和钢相变时产生的组 织应力的综合力超过了钢的强度而产生的小裂纹,主要存在于轧材或大锻件中。具有白点的钢 件,在使用过程中将造成极为严重的意外事故。
(4)静载疲劳断。静载疲劳断或者叫做迟缓破断,是在超高强度钢中发现的一种氢致开裂 现象。带有缺口的超高强度钢,如加以比缺口强度低的拉应力,则待一定时间后,在缺口底部一 定深度处开始发生小裂缝。这种小裂缝扩展到一定大小后就停止,再待若干时间后,在已有小裂 缝前又产生新的小裂缝,此小裂缝扩展到一定大小后又停止,以后随时间的增加,将继续不断地 有新裂纹产生和扩大,直至钢件最后破断失效。
(5) "鱼眼”。"鱼眼”是在一些普通低合金建筑用钢的纵向抗拉试样断口和焊缝焊接金属 抗拉试样断口上常发现的一种缺陷,由于它们是一些银亮色的圆斑,中心又有一个黑点,像鱼眼 一样而得名。研究证明,造成这种缺陷的原因是氢聚集在钢或焊缝金属中夹杂的周围,使之发生 氢脆。
(6)焊缝热影响区裂缝。焊缝热影响区裂缝是由于用含有大量含氢化合物的酸性药皮的焊 条,特别是药皮受潮后,焊接焊缝的母材热影响区中经常发生的一种缺陷。这种小裂缝常在焊缝 冷却至室温并经过若干小时后才开始发生。
(7)表面凸泡。由于氢聚集于表皮之下并附有夹杂物,在冷轧酸洗薄钢板和带钢表面形成 凸泡。这种凸泡严重时能有指甲大小,呈圆形或椭圆形。
9.3洁净度控制• 439 ■
9.3.4金属杂质对钢质量的影响
由于电炉炼钢将长期使用废钢铁作为主要铁资源,因此就使得现代电炉冶炼的钢水具有了 二次铁资源的化学成分复杂、残余元素偏高的质量特点。
由于电炉炼钢过程是氧化过程,比铁易氧化的元素在炼钢过程中将先于铁氧化,大部分形成 简单氧化物或复杂氧化物进入渣中而被排除,也有少量留在钢中成为夹杂物;而那些比铁难氧化 的元素,由于在炼钢时未被氧化而保留在钢水中。其中,易氧化程度与铁接近的元素(如磷、硫、 倍、氮、氢)能去除多少则与冶炼工艺有关。那些易氧化程度低,熔点也低的元素,例如锌可能借 挥发而从钢水中逸出,而密度大的铅则不溶于钢水,除部分挥发外,都会沉积在炉底。对于其他 比铁难氧化的元素,如鎳、铝、铜、锡、碑、锌、锌等,要控制其在钢中的含量,只有从其来源上进行 控制。
废钢铁在电炉冶炼过程中各元素的行为如图9-3所示。
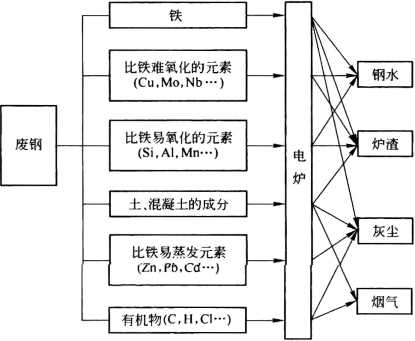
图9-3废钢铁在电炉冶炼过程中各元素的行为
使用全废钢时,电炉熔清后钢水中残余元素含量如表9-11所示。
表9-11电炉用全废钢铁熔清时钢水中一些残余元素含量(%)
|
Cr |
Ni |
Cu |
Mo |
Pb |
Sn |
As |
Sb |
Bi |
|
0.06 |
0. 05 |
0.20 |
0. 03 |
<0.005 |
0.0114 |
0.0075 |
<0. 003 |
<0.001 |
现代电炉采用废钢铁处理技术,以及提高炉料中一次铁资源的比例,可以有效地解决残余元 素偏高的问题。
9. 3.4. 1残余恰、锦、钥、铜对钢质量的影响
作为合金元素使用时:
(1)倍能显著改善钢的抗氧化作用,增加钢的抗腐蚀能力。倍能提高钢的强度、硬度和耐磨 性,改善钢的冲击韧性,并显著增加钢的淬透性。倍可以提高钢的电阻系数,还提高钢的矫顽力 和剩余磁感。
∙440 ∙ 9现代电炉炼钢的冶金质量控制------------------—----------
(2)鎳能提高钢的强度,能改善钢的低温性能特别是韧性。裸提高钢的淬透性,还可以提高钢 对疲劳的抗力和减小对缺口的敏感性。像是具有一定抗酸、碱、盐以及大气腐蚀能力的元素,并且 有比较高的抗腐蚀疲劳性能。鎳可以显著提高钢材表面硬度、韧性,同时拥有良好的内部性能。
(3)少量的铜加入钢中,可以提高钢的抗大气腐蚀性能,特别是和磷配合使用时。含铜钢表 面对防护油漆等涂料也有较好的黏着力。
(4)铝加入钢中可以提高钢的淬透性、热强性,防止回火脆性,提高剩磁和矫顽力,提高在某 些介质中抗蚀性和防止电蚀倾向等。
但作为残余元素,会给钢的质量带来如下不良影响:
(1)钢水的倍含量偏高时,将造成电炉炉渣黏度增大,给脱碳、脱磷等冶炼操作带来困难。
(2)钢中残余鎳、铜含量偏高时,将造成热加工后的钢材表面黏结难以去掉的氧化铁皮 问题。
(3)焊接性能对钢来说是一个十分关键的性能。对于需要焊接的钢,焊接性能起着"一票 否决"的作用。钢的焊接性能通常用碳当量(Ceq)来衡量。钢中残余倍、鎳、用、铜对钢的焊接性 能有不利影响,美国对低碳的C-Mn-Nb管线钢的碳当量按式9 -1计算:
Ceq = C + Mn/6 + (Cr + Mo + V)∕5 + (Ni+ Cu)∕15 (9-1)
还有一种开裂敏感系数,用以衡量合金元素对焊接开裂敏感性的影响,见式9-2:
Pcm = C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/3 +
Nb/2 + 23 [ B + (10. 8/14. 1) (N - Ti∕3. 4) ] (9-2)
(4)钢中残余信、線、铝有增加钢的高温回火脆化趋向。
(5)铜是造成钢热加工后发生热裂纹缺陷的主要元素。所谓"热裂纹"即当钢在大约 1050七以上的氧化气氛中加热后,由于选择氧化作用,钢中残余铜在氧化铁皮下将形成一层富铜 的金属层,当钢进行热加工时表面出现微裂纹的现象。
(6)铝增加钢的热强性的同时,会使钢的热加工变形抗力增大。
9. 3. 4. 2 残余铅、锡、碑、锦、松对钢质量的影响
作为合金元素时,铅、秘在不显著地影响钢的其他性能的情况下,能显著地提高钢的切削加 工性;碑、睇则不同程度地提高钢的抗腐蚀能力;锡则是广泛应用的提高钢表面抗腐蚀能力的 元素。
但在大多数情况下,残余铅、锡、碑、锦、铀等元素对钢的质量产生不良影响,通常被称为"五 害元素"。钢中"五害元素”含量通常都很低,基本是在痕量范围内,但其对钢质量的不良影响却 不容忽视,主要表现在以下几个方面:
(1)影响钢的热塑性。在痕量范围内的"五害元素”,单个元素作用很弱,不足以引起钢的 性能变化。但几个相近的残余痕量元素达到微量的范围就能影响性能。
例如,对不锈钢的热塑性有影响的铅当量按式9 -3计算:
Pbeq = 4Bi + Pb + 0. 025Sb + 0. 01 Sn + 0. 007As (9-3)
该式表明秘对热塑性影响最大,并指出铅当量大于10-6(PPm)时就可以使塑性大大降低。
(2)加剧铸坯表面"铜”龟裂。锡和锦,它们与铜一起时形成固溶体而使铜的熔点进一步下 降,故可明显促进铸坯龟形裂纹的形成。
(3)造成钢的晶界脆化。"五害元素”即使含量很少,也极易偏聚在晶体的某些缺陷部位, 如偏聚在晶界。钢中含锌平均为0.001%晶界上的锦含量可达0.5%,富集比率可达500,锦在晶 界偏聚导致晶界脆化,同样由于偏析,铅、碑可以使钢的冲击韧性有较大的降低。
(4)增加钢的回火脆性。锡、锦、碑等元素会使钢的回火脆化敏感性增加。
9.4现代电炉钢质量水平
9.4现代电炉钢质量水平• 441 •
9.4.1关于钢的纯净度要求
一些不同用途钢种的纯净度要求如表9 - 12和表9 - 13所示。
表9-12不同用途钢种的纯净度要求
|
用途 |
有害元素含量/% |
非金属夹杂物尺寸/μ∙m |
|
汽车板和深冲钢 |
[C]≤0.0030,[N]≤0.0030 |
WIoO |
|
冷轧深冲钢板(Dl罐) |
[C]≤0. 0030, [N] w0・ 0030,T[O] ≤0. ∞20 |
≤20 |
|
高级管线钢 |
[P]≤0.0050,[S]≤0. 0030, [N]≤0. ∞35,T[O] ≤0. 0030 |
≤100 |
|
滚珠轴承 |
[N] WO. 0050 ,T[0]≤0.0100 |
≤15 |
|
轮胎帘线 |
[H]≤0.0∞2,[N]≤0. 0040,T[0] ≤0. ∞15 |
WlO |
|
厚板 |
[H]≤0. 0002, [ N] =0. 0030 ~ 0. 0040, T[0]≤0. 0020 |
单个夹杂≤13,点簇状夹杂W200 |
|
______线材______ |
[N] WO. 0060,T[O] WO. 0030 |
≤20 |
表9-13不同用途钢种的残余元素的含量要求
|
________钢种________ |
有害元素含量/%_____________ | |
|
国夕卜 |
优质合金结构钢 |
[Pb]、[Sn]、[As]、[Sb]、[BiHk0.02 |
|
中温用钢管、钢板 |
[Pb]、[Sn]、[ As]、[Sb]、[Bi]分另∣∣WO∙ 01 | |
|
抗硫化氢钢管、钢板 |
〔Pb]、「Sn]、[As]、[Sb]」Bi]分别 wθ. 005________________________ | |
|
海洋结构用高强度钢板 |
[Pb] ≤20,[ As] ≤40,[Sb] ≤0. 005 | |
|
_____无缝钢管 |
[Cu] +6([Sn] +[Sb])≤O. 30 | |
|
国内 |
石油套管 |
[Pb]、[Sn]、[As]、[Sb]、[Bi]分另∣Jw0.01,之和wO.O25;[Cu] WO. 10 |
|
压力容器无缝钢管 |
[Pb]、^、冋分另收0.01,®]^0.0心,— 言0. 02,[Cu]≤0. 15 | |
目前,国内外先进流程生产的纯净钢(IF深冲汽车板和管线钢等)中有害元素[C]、[S]、 [P]、[N]、[H]、T[0]之和可以控制在0.01%以下。近年来,随着对纯净钢研究的不断深入,一 些冶金专家提出了所谓超纯净钢的概念,将超纯净钢界定为有害元素[C]、[S]、[P]、[N]、[H]、 T[ O]之和在0.004%以下。
9.4.2铁资源质量控制
为了确保电炉冶炼钢水的纯净度,必须首先确保所使用原料的洁净,即精料原则。因此首先 必须对铁资源的质量进行控制。
9. 4. 2.1 一次铁资源质量控制
A铁水(生铁)
电炉冶炼对铁水(生铁、脱碳粒铁)的质量要求是低硅、低磷、低硫。常用控制措施就是铁水 "三脱"处理。所谓铁水"三脱”处理就是在炼钢前,对铁水进行预脱硫、预脱硅、预脱磷处理。
• 442 ∙ 9现代电炉炼钢的冶金质量控制----
a铁水预脱硫
铁水预脱硫的方法包括:
(1)铺撒法。将苏打粉或石灰加萤石粉等撒在流铁沟或铁水罐底部或铁水流中,利用铁水 流的冲击力和湍流运动进行搅拌,促进脱硫反应。在原始硫为0.030% ~ 0.040%的条件下(以 下各法相同),若苏打粉用量为8 ~ 10 kg∕t,脱硫率为60% -70%。
(2)摇动容器法,包括回转炉法和摇包法。回转炉法是将圆桶形炉体安放在两端的4个滚 轮上,加入粒度约0. 1 mm的石灰粉10 ~20 kg/t,焦炭粉2~5kg∕t,在转速为34 r/min的条件下回 转30 min,脱硫率为90%。摇包法是将脱硫剂加在铁水面上,单向偏心摇动铁水包,使铁水与脱 硫剂很好地接触而加速脱硫,在使用电石4 ~5 kg/t,摇包转速为46 r/min的条件下回转15 min, 脱硫率为80% ~85%o
(3)机械搅拌法,主要有KR法、RS法和Do法。KR法是用高铝质耐火材料制成的搅拌器 插入铁水中进行搅拌。搅动时铁水中央部位产生涡流陷阱,使脱硫剂卷入其中与铁水很好地接 触,促进脱硫。对100 t铁水罐,插入深度为1 m,转速为90 ~ 120 r/min,搅动时间为13 min,使用 电石为3 ~4 kg/t时,脱硫率为90% ~95%。RS法是用高铝质耐火材料制成的搅拌器部分地插 入铁水中,搅拌上部的铁水使它与脱硫剂很好地接触,通过循环流动使全部铁水都能到达上部脱 硫区以实现脱硫。搅拌器转速为60~70 r/min,搅动时间为6 ~9 min,使用电石为4 ~5 kg/t时, 脱硫率为90% o DO法是用耐火材料制成的T形管状搅拌器搅拌铁水,其侧管中铁水在离心力 的作用下向外抛出,同时垂直管中铁水上升,发生循环运动和搅拌作用而促进脱硫。95 t装置的 转动时间约为10 min,使用电石为5 k"t时,脱硫率为80% ~90%。
(4)气体搅拌法,主要有PDS法和GMR法。PDS法是将脱硫剂加在铁水面上,通过铁水底 部的透气砖吹入氮气或其他气体,形成气泡上升而搅动铁水,使其与脱硫剂接触以加速脱硫。对 于60 t铁水包,使用电石为4 ~ 6 kg/t,吹气8 ~ 10 min时,脱硫率为80%。GMR法是在耐火材料 制成的圆筒底部内侧吹入气体,气泡的浮力使铁水向上运动,再从上部的开口孔流出,落在泵外 预先加入脱硫剂的铁水面上,造成环流运动,同时圆筒本身也做旋转运动,搅拌良好,促进脱硫反 应。20Ot的装置,流量为400 ~ 600 n)3/h,加入电石为5 kg/t,处理时间约为15 min时,脱硫率 为 95%。
(5)喷射法。利用压缩性气体作载体,将各种粉状脱硫剂通过插入式喷枪连续地喷入熔池深 部,在供给脱硫剂的同时强化搅拌,使粉剂与铁水很好地接触,以加速脱硫反应。此法又分为铁水 罐喷射法和鱼雷罐车中喷射法,喷射法的脱硫率因使用不同的脱硫剂而在80% ~90%的范围。
(6)钟罩插入法。将镁焦(含镁40% ~45%)或镁钢屑团块(含镁约25%)、镁-白云石团 块(含镁60% )放入石墨钟罩中,然后插入铁水中,镁蒸气从钟罩孔中逸出,与铁水接触并使铁水 发生循环运动,加速脱硫反应。如使用镁焦1.2 kg时,脱硫率为75% ~85%。
(7)铁水沟连续脱硫法。在铁水沟中加涡流装置或机械搅拌器,或在铁水沟附近安装电磁 搅拌器,使脱硫剂与铁水很好地接触以加速脱硫反应。
b铁水预脱硅
铁水预脱硅的方法包括:
(1)出铁场脱硅。有的脱硅剂以皮带传送或从溜槽自然落下加入铁水沟,经铁水落下流将 脱硅剂卷入进行反应;有的铁水沟有落差,脱硅剂在高点加入,过落差点有一段反应距离,再设置 撇渣器将脱硅渣分离;还有的脱硅剂以喷枪喷粉的形式加入等。一般经过此法脱硅处理,硅含量 可由0.5%降至0.2%。
(2)铁水罐脱硅。这种脱硅方法在专门预处理站进行。采用插入铁水的喷枪脱硅,使用的
..9.4现代电炉钢质量水平.443.
脱硅剂粒度为0.370 ~0. 147 mm(即40 ~ IOO目),处理温度约为1320P ,平均脱硅量为0. 59%。
c铁水预脱磷
铁水预脱磷的方法包括:
(1) SARP法。铁水首先在高炉出铁场和鱼雷罐车内脱硅,然后用苏打灰脱磷、脱硫。
(2)铁水罐法。该法有两种形式,一种是向罐内喷入苏打灰配合添加烧结矿脱磷;一种是顶 加苏打灰配合氧气搅拌脱磷。
(3)槽形连续处理法。该法的特点为:(1)利用渣铁间逆流接触提高反应效率;(2)在同一 设备内连续脱硅、脱磷处理;(3)可以回收苏打灰重复利用。
(4) ORP法。突出特点是使用CaO系脱磷剂,全部使用固态氧源和适用于所有钢种的处 理。另外,脱磷残渣留在鱼雷罐车内,注入脱硅铁水后同脱硅渣一起扒掉。
(5) NRP法。在铁水罐中进行脱磷。设有测温取样、排脱硫渣、脱磷和排脱磷渣4个工位。 使用石灰系脱磷剂,通过调整渣中CaO/O之比可同时脱磷、脱硫。氧化剂用喷吹氧化铁和氧气 或顶加氧化铁和顶吹氧气的方式供给。
B直接还原铁
直接还原铁主要包括DRI以及碳化铁。对其质量要求及控制措施是:
(1)全铁含量要大于87% ,金属铁含量要大于80% ,金属转化率(直接还原铁的金属铁含量 与全铁含量之比)要大于90% ;
(2)脉石(Sio2、A12O3、CaO、MgO、MnO)含量越低越好,一般应小于3% -5%;
(3)硫、磷含量越低越好;
(4)其他有害元素(CU、Pb、Sn、AS、Sb ,Bi、Zn、Cr、Ni、Mo)含量也是越低越好;
(5)直接还原铁含碳量高一些好;
(6)密度在4.6~6.0g/cm3;堆密度大于2.7t/m3;粒度为8 ~100mπι,粒度小于8 mm应压 块;冷抗压强度超过70 MPa等。
主要质量控制手段是:
(1)生产直接还原铁时选择优质矿,确保全铁含量高,脉石、硫、磷及其他有害元素含量低;
(2)生产直接还原铁时确保合适的还原温度,保持良好的还原气氛,以及保证还原剂的 质量;
(3)采用钝化处理或通氮气保护技术,确保直接还原铁的金属铁不再氧化;
(4)气基法比煤基法生产的直接还原铁碳含量高,使用效果好。
C改性铁
由于改性铁是铁水与铁矿的混合物,具有铁水与铁矿的双重特性,因此对其质量的要求是: 高质量铁水+高质量铁矿。控制措施与控制高质量铁水的措施相同。
9. 4. 2. 2 二次铁资源质量控制
作为二次铁资源的废钢铁是一种人类活动产生的废弃物,这种废弃物会随着社会工业化进 程的加速而逐渐增多。回收利用废钢铁不仅可以改善和净化环境,节约一次铁资源,而且还可以 降低生产成本。
电炉钢水中的杂质元素磷、硫、倍、保、铝、铜以及铅、锡、碑、锦、锌,除去少量一次铁资源中共 生矿(是个别的情况)带人的以外,主要来源于二次铁资源的废钢铁。其中,磷、硫、倍可以在常 规的炼钢工艺中通过精炼部分脱除,但废钢铁中的初始含量依然决定着磷、硫、倍的最终含量和 脱除成本,而線、铜、铅、锡、碑、锌、锦只有从对废钢铁的控制上想办法。
随着社会的发展和人类消费水平的提高,废钢铁组成中汽车、家用电器、容器以及耐腐蚀建
• 444 ■ 9 现代电炉炼钢的冶金质量控制-------------------------------- 材等用量逐渐增加,废板材特别是有覆层的废板材的比例也日益增大。相应地,废钢铁中铜、锡、 锌等杂质元素含量也逐步增加。
欧洲典型废钢铁中杂质元素含量如表9-14所示。
表9-14欧洲典型废钢铁中杂质元素含量(%)
|
废钢种类 |
Cr |
Mo |
Ni |
Cu |
Pb |
Sn |
|
50 |
0.01 |
0.02 |
0.05 |
0.07 |
0.017 | |
|
33 |
0. 25 |
0.03 |
0. 11 |
0.25 |
0.02 |
0.04 |
|
04-08 |
0.20 |
0. 03 |
0. 12 |
0.60 |
0.06 |
0.03 |
|
55 |
0. 35 |
0.02 |
0. 14 |
0.95 |
0.05 |
0.02 |
|
碎废钢 |
0. 10 |
0. 1 -0. 19 |
0. 23 ~0.43 |
0.027 - 0.042 | ||
|
城市废钢 |
0. 12-0. 20 |
0. 1 ~0. 22 |
0. 304 ~0. 98 |
0. 14 | ||
|
冷切料 |
0.098 ~0. )31 |
0.091 -0. 12 |
0. 169 ~ 0.275 |
0.022~0. 033 | ||
|
转炉钢切头 |
0.01 |
0. 02 -0.06 |
0. 025 -0.06 |
0. 01 ~0.02 | ||
|
生铁 |
0.001 -0.05 |
0.006 - 0. 03 |
0. 005 ~0. 02 |
0.005 ~0.01 | ||
|
直接还原铁 |
<0. 05 |
<0.01 |
<0. 005 |
<0. 002 |
<0. 002 |
日本商品废钢铁中一些杂质元素含量如表9 -15所示。
表9-15日本商品废钢铁中一些杂质元素含量(%)
|
杂质元素 |
Cu |
Sn |
Ni |
Zn | |
|
旧废钢 |
废车屑 |
0. 23 |
0.052 |
0. 069 |
0. 500 |
|
重废钢__ |
0. 234 |
0.017 |
0.070 |
0.210 | |
|
废罐 |
0.05 |
0. 128 |
0. 032 |
0.00 | |
|
加工废钢 |
新废钢 |
0.027 |
0.002 |
0.020 |
0.70 |
|
切屑 |
0.021 |
0. 01 |
0. 050 |
0.01 | |
|
________铸铁________ |
0.01 |
0. 002 |
0. 02 |
0. 002 | |
我国电炉使用全废钢铁冶炼熔清时钢中一些杂质元素含量参见表9-llo
由以上各表可以看出,因为废钢铁被反复使用,而且与其他金属、非金属混用,不可避免地产 生了一些炼钢过程中难以去除的杂质元素的循环富集。因此,必须对废钢铁的质量进行控制。
A电炉对入炉废钢铁质量要求
电炉对入炉废钢铁质量要求为:
(1)有害元素含量要低。废钢铁中不得含有各种对人员操作、设备安全运行及环境有害的 物质,如放射性元素;对钢质量有害的元素,如Zn、Pb、Cu、Sn、As、Sb、P、S和所有轻金属、难熔金 属Ni、MO以及其他并非用作合金料的元素要尽量少。
(2)废钢、废铁、特殊钢、不锈钢废钢要按化学成分分类储存。废钢与废铁、各种特殊钢、不 锈钢废钢及含有贵重金属的废钢(如Ni、MO)必须有明确的钢号和化学成分,对废钢按级别和成 分严格进行分类管理,不允许混放。
(3)废钢铁需具有合格的外形尺寸和单重。轻薄料应打包或压块使用;重废钢应加工、切割 成合格尺寸,以便顺利装料并保证能快速熔化。
--9.4现代电炉钢质量水平.445 •
(4)清洁少锈。废钢铁应清洁干燥、无锈或少锈,不含泥沙、冰雪、油污、耐火材料和混凝土 及炉渣、油砂等杂质,必须将封闭容器、爆炸物和毒品挑出或处理,以保证安全、高效、低耗的生产 要求。
B对废钢铁的质量控制
目前对废钢铁的质量进行控制的主要做法是:
(1)采用分类的方法,对废钢铁进行分别存放、分别使用;
(2)采用加工、分选技术,将杂质元素从废钢铁分离出去,达到降低钢中杂质元素含量的 目的;
(3)采用稀释技术,使用纯净的一次铁资源代替部分废钢铁,达到降低钢中杂质元素含量的 目的。
a分类方法
废钢铁来源复杂、品种繁多,不同规格、成分的废钢铁对电炉炼钢的作用不同,因此,将废钢 铁按尺寸、形状、成分、密度等要求分成许多类别,进行分类存放、分类使用的管理是十分必要的。
我国废钢铁现在执行的标准是GB 4223-2004o该标准将废钢铁分为废铁和废钢两大类。
(1)废铁。废铁的碳含量一般大于2.0%。用于炼钢的废铁按质量和形状分为优质废 铁、普通废铁、合金废铁、高炉添加料(见表9 - 16)。优质废铁的硫含量(质量分数)和磷含量 (质量分数)分别不超过0.070%和0.4% ;普通废铁、合金废铁的硫含量(质量分数)和磷含量 (质量分数)分别不超过0∙ 12%和1.00% ;高炉添加料的含铁量应不超过65.0%。
表9-16熔炼用废铁分类
|
品种 |
_______________类 别________________ |
典型举例 | |||
|
代码 |
A |
B |
C | ||
|
优质废铁 |
101 |
长度 W IOOOmm , 宽度 W500mm, 高届 W 300mm, 单件重量W2OO kg |
经破碎、熔断容易成 为一类形状的废铁 |
生铁粉(车削下来的 生铁屑未混入异物 的生铁)及其冷压块 |
生铁机械零部件、输 电工程各种铸件、铸 铁、轧根、汽车缸体、发 动机壳、钢锭模等 |
|
普通废铁 |
102 |
铸铁管道、高磷铁、 高硫铁、火晓铁等 | |||
|
合金废铁 |
103 |
合金轧塩、球墨轧辐等 | |||
|
高炉添加料 |
104 |
外形尺寸应戸IOmm X IOmm X 10mm, ≤200 mm X 200 mm × 20 mm, ______________单件重量W 5kg______________ |
加工压块等 | ||
(2)废钢。废钢的碳含量一般小于2.0% ,硫含量、磷含量均不超过0.050%。废钢按其化 学成分分为非合金废钢、低合金废钢和合金废钢。
非合金废钢中的残余元素要求:裸的质量分数不超过0. 30% ;倍的质量分数不超过0. 30% ; 铜的质量分数不超过0. 30% ;除锦、硅以外,其他残余元素含量总和(质量分数)不超过0. 60%。
用于炼钢的废钢按其外形尺寸和单件重量分为5个型号:重型废钢、中型废钢、小型废钢、统 料型废钢、轻料型废钢。按其化学成分分为非合金废钢、低合金废钢和合金废钢,其中合金废钢 按化学成分及主要合金元素含量分为6个钢类46个钢组。
b分选技术
人工分选
人工分选是通过经验鉴别、火花鉴别、磁性鉴别、光谱或化学分析鉴别等方法,将废钢和
• 446 ■ 9现代电炉炼钢的冶金质量控制-------------------------------- 废铁分开,再根据废钢和废铁的化学成分、几何尺寸和来源进行挑选。要把不合乎生产要求 的废钢铁单独挑出来,再次进行加工,超重废钢和长尺寸废钢要进行氧气切割,铸铁大件需要 落锤破碎;渣钢要尽量去除残渣;汤道要去除黏附的耐火材料砖。还要挑选出有色金属;清除 混在废钢铁中的砖、瓦、砂石、水泥、油污、废旧塑料、橡胶制品等非金属物;剔除枪支、弹药、含 毒物品及密闭容器。对于专用(返回)废钢,如高合金钢、含铝钢等,要单独存放,避免因混用 造成浪费和污染。
实际分选废钢铁时最常用的鉴别方法是经验鉴别,主要是通过废钢铁的来源和外观等特 性来分析其种类。人工分选最重要的是要了解残余元素的主要用途,有针对性地对废钢铁实 施鉴别。
钢中常见残余元素的主要用途见附表9 - 1。
物理化学法分选
为了去除混杂在废钢铁中的有色金属和其他非金属杂质,提高废钢铁的质量,需要采用各种 物理化学方法对废钢进行分选。脱除废钢铁中杂质适用的分选技术如图9 -4所示。
废钢铁脱 除杂质技术
一 化学处理技术 一
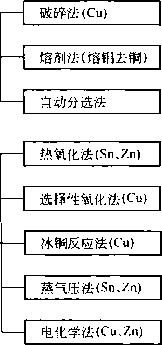
图9-4脱除废钢铁杂质分选技术
以下简要介绍几种具体的分选方法:
(1)破碎法。用破碎的方法先将原始废钢铁(带有有色金属、非金属杂物、油漆、氧化铁皮 等)碎化成各自的分离物,然后,经过除尘装置将密度不大的杂物吸走;也可用高压气流把它吹 掉与废钢铁分开;或通过带有磁的掘子转动,将黑色金属带走而留下有色金属。
(2)溶剂法。在装有煤气烧嘴的倾斜式回转炉内,始终保持所要分离金属的熔点温度,当被 处理的废钢铁装入后,要分离的金属便熔化了并从专门设计的孔中流出。
(3)电化学法除锌。将镀锌废钢浸入热碱性溶液中,锌在阳极溶解,再通过电解沉积法从溶 液中回收成树枝状粉末的锌。该工艺还可以从打包或松散的废钢中回收铅、铝、镉。对松散的废 钢,可使这类元素含量降低98%以上,锌可降低到0. 1%。对于打包废钢(体积密度为0.961 ~ 3.924 t/m3),镀层材料浓度可下降70% ~90%。
(4)冰铜反应法除铜。向钢中加入硫化铁和硫化钠,然后在回转窑中将这种混合物加热 至Iooo七(相当于冰铜的液相线温度),废钢中的铜与硫化物反应,生成硫化铜,溶于液态的
....... 9.4 现代电炉钢质量水平.447 • 硫化钠中,形成像渣一样可以排出的流态物质"冰铜",实现铜与废钢的分离。从"冰铜"中可 回收铜。
(5)热氧化法脱锡。将镀锡钢板和作为冲击材料的厚板插入回转炉内,加热到950七,在氧 化气氛下生成氧化锡,达到废钢脱锡的目的。
C加工技术
所谓废钢加工,就是将不易入炉、运送、分选的大尺寸、特殊形状的废钢进行破碎处理并加工 成方便入炉、运送及分选的废钢的技术。废钢加工技术包括:
(1)气割法。用气割的方法将大型废钢破碎。常用的有乙快气割、氧气气割和等离子气割。
(2)落锤法。对铸件,如钢铁模、铁水包中的残余废铁、带渣的生铁或钢等脆性易碎物,一般 用落锤法砸碎。落锤法是通过一定质量的重锤从高处落下,靠落锤释放的重力势能将击中物破 碎来实现的。
(3)爆破法。只有在处理大型的废钢铁物件(如轧帽、大型锭模、凝固在钢包或铁水包中的 大块钢铁等)时,才采用爆破法。此类作业通常在用混凝土浇灌的或里边用钢锭模砌铺的专门 坑内进行爆破,坑上用大块的厚钢板盖严。由于危险,此法已经基本不用。
(4)剪切机。当废钢的尺寸或厚度较大时,需要使用剪切的方法把它切成短段。近年出现 的液压剪切机已经系列化,一般是通过上料混道或吊车上料,将废钢送到剪切口前,经侧向推板 预压后,由剪切机的(液压传动)垂直下刀片来完成剪切。这种剪切机能处理大部分重型材料, 包括汽车、船舶废钢、梁、管和结构废钢等。
(5)切碎机。废钢破碎技术分为常温破碎和低温破碎。
废钢的常温碎化由切碎机完成。切碎机的工作过程是:在切碎机内装有一个剪切转子和底 筛,转子上绞装有刀片(或击锤),刀片按90。成四列分布在转子的圆周上,每列由若干个刀片组 成,切碎机入口处安装一个剪切刀板,大块废钢靠夹送根及重力将其送入切碎机,切碎机的转子 高速转动使绞装在转子上的刀片(或击锤)在离心力的作用下同固装在切碎机入口的剪切刀板 共同将大块废钢切碎。当碎块小于筛孔时,碎块通过底筛落下,对大于筛孔的废钢进行反复击打 切碎。若刀片碰到大的硬块(不易切碎的),由于刀片和转子是绞装的,可使刀向转子旋转的相 反的方向让进,跳过硬块,从而避免损坏,并靠离心力的作用把那些超过尺寸的大硬块向上经过 一个专设口抛出。
废钢的低温碎化是利用钢在低温(低于-IoOt)下会变脆,而其他金属尚保持一定塑性的 原理而进行的。通过废钢的低温碎化,可将废钢破碎并去除有色金属。例如,把报废的汽车打包 后,利用制氧时的副产品液氮作为冷却剂,冷却至约-120霓的低温,使废钢变脆,随即送进切碎 机碎化。由于钢在低温下呈脆性,便不需要大功率的切碎机。
(6)打包机。对于轻型废钢(如冲压薄板的边角料、汽车壳体等,一般厚度W3 mm),采 用打包机来压实成捆。典型的大型打包机由料箱和三个方向的液压顶杆组成。当废钢放 入料箱,便被液压顶杆连续地从三个方向进行压缩,最后打成箱形包捆,其密度可达2 ~ 3 t∕m3 O
(7)压块机。废钢压块机是将被切碎的切屑压制成短的圆柱形废钢料块,其直径为20 ~ 20Omm,密度可达4.2 ~5.3 t/n?。压块前,为了便于压块,先将切屑破碎成小于19 mm的碎片 (在切碎机中进行);再去油处理(在干燥窑或离心机或用挥发油去油等方法进行);去油后的碎 屑再经分选去掉有色金属,即可进行压块。
废钢压块机由三部分组成:液压顶杆、铁墩和压模。其工作过程是:将碎屑装入压模中,碎屑 被液压顶杆挤入压模成块,之后移动铁墩,废钢压块由液压顶杆推出,退回液压顶杆或移动压模,
• 448 ∙ 9现代电炉炼钢的冶金质量控制-------------------------------- 压块落下。前者是移墩式,后者是定墩式。
处理很硬和脆的切屑时,为使废钢压块有足够的强度,需要添加黏合剂或采用热压法。
d稀释技术
现代电炉炼钢已经使用的稀释废钢铁中杂质元素的金属料有生铁块、直接还原铁(DRI, HBI)、铁水、碳化铁、脱碳粒铁、改性铁等,这些一次铁资源的使用对钢中杂质元素的稀释作用 是非常明显的,而且提高了电炉炉料熔化后钢水成分的可预测性,为稳定电炉工艺创造了 条件。
使用不同种类的一次铁资源后对钢中杂质元素或残余元素的稀释作用如表9 - 17 ~表 9—21 和图 9—5、图 9—6 所ZK。
表9-17 DRl的稀释作用(%)
|
炉料结构 |
Cu |
Ni |
Cr |
N |
|
100%废钢 |
0.20 |
0.07 |
0. 08 |
0. 0070 |
|
40% 废钢 +60% DRl |
0. 10 |
0.05 |
0.05 |
0. ∞50 |
|
100% DRl |
0.02 |
0.02 |
0.02 |
0. 0020 |
|
转炉钢 |
0.03 |
0.02 |
0.02 |
0. 0025 |
表9-18 DRl的稀释作用(%)
|
炉料结构 |
Pb |
Sn |
As |
Sb |
Bi |
|
100%废钢 |
<0.∞l |
0. 00435 |
0. 0070 |
0. 0055 |
<0.∞I |
|
70% 废钢+30% DRI |
<0.001 |
0.∞15 |
O. ∞35 |
0.0025 |
<0.001 |
表9-19 DRl的稀释作用(%)
|
DRl |
O |
5 |
10 |
15 |
|
Cu |
0. 12 |
0. 10 |
0.09 |
0. 08 |
表9-20铁水的稀释作用(%)
|
铁水比例 |
Ni |
Cu |
Pb |
Sn |
As |
|
O |
0. 17 |
0. 22 |
<0. ∞1 |
0.0045 |
0. 0068 |
|
10 |
0. 13 |
0. 15 |
<0.001 |
0.0021 |
0.0042 |
|
15 |
O. II |
0. 14 |
<0.001 |
0.0015 |
0.0036 |
表9-21改性铁的稀释作用(%)
|
炉料结构 |
Cr+Ni +Cu | |
|
1∞%废钢 |
约 0. 25 | |
|
8% |
- 10%改性铁+ 90% ~ 92%废钢 |
O. 15~0. 20 |
9.4现代电炉钢质量水平• 449-
%∕αs+nγz+owt⅛a
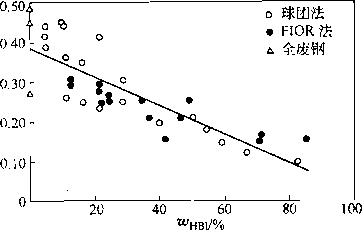
0.03
0.02
0.01
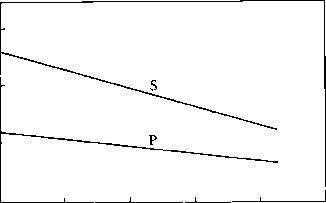
20 40 60 80 100
wHBl∕%
图9-5 HBl的稀释作用
图9-6 HBl的稀释作用
使用直接还原铁(DRl)占炉料6% ~21%时,对钢水中铜含量的影响关系如式9-4所示:
[Cu%] =0. 173 -0.0019( % DRI)
(9-4)
9. 4.3钢水质量控制
9. 4. 3. 1 磷的控制
电炉钢水脱磷的基本条件是:高氧化性(FeO'25%)、高碱度(CaO/Si02M2)、流动性好的大 量炉渣,低的钢水温度(15OO~155OcC)。现代电炉炼钢过程都很好地具备了这些条件。电炉出 钢前炉渣的典型组成如表9-22所示。
表9-22电炉出钢前炉渣的典型成分
|
电炉炉渣组成 |
SiO2 |
CaO |
MgO |
MnO |
FeO |
|
渣样成分/% |
10-20 |
25 ~40 |
6~I0 |
4 ~8 |
25 -35 |
现代电炉控制磷的主要措施有:
(1)电炉的脱磷操作应该从废钢开始。为此必须精选炉料,努力降低炉料的初始磷含量,实 现钢水初始磷含量不超过0. 020% o
(2)为了实现在电炉低温条件下及早形成高碱度炉渣,应将石灰随废钢一起加入炉内,这样 可以大大提高早期炉渣的碱度,有利于早脱磷。
(3)确保使用高质量的石灰是保证炉渣脱磷的重要前提。高含量氧化钙、高活性度、低杂质 以及低的生(过)烧率,是高质量石灰的重要标志。
(4)现代电炉炼钢过程采用了留钢留渣操作:上一炉的少量(10% ~15%)钢水和几乎炉内 全部高氧化性、高碱度炉渣被留到下一炉,为下一炉及早形成熔池,早供氧,早成渣,在低温条件 下脱磷创造了条件。
(5)现代电炉炼钢过程采用了热装铁水技术,对加速炉料和石灰熔化,及早形成熔池,早供 氧,早成渣,在低温条件下脱磷也同样创造了有利条件。
(6)现代电炉可以灵活的向出渣侧倾动炉体,因而使得其具有很方便的放渣条件,可以很容 易放掉含磷高的炉渣,并造新渣。
(7)现代电炉炼钢过程采用了自动连续加渣料装置,使得及早、快速形成大量的高碱度炉渣 不成问题。采用喷吹的形式将石灰粉喷入熔池,有利于石灰快速熔化成渣,提高脱磷效率,如图 9-7所示。
• 450 • 9现代电炉炼钢的冶金质量控制
99
X 5t电炉
■ 80t电炉
5 10 15 20 25 30 35 40
喷粉量/kg∙C
图9-7石灰喷粉量与([P/ -[P/ )/[PtJ的关系
(8)现代电炉炼钢过程采用了超声速氧枪供氧技术,不仅脱碳速度快,而且高速、大量的向 熔池供氧,使得形成高氧化性炉渣变的很容易,而且因其具有强烈的搅拌钢水作用,改善了钢水 脱磷反应的动力学条件。
(9)电炉炼钢过程采用了电弧作热源,与化学反应相互独立,因此很容易控制熔池温度,为 脱磷反应创造需要的低温条件。同时,连续加入某些金属料(如DRl)也为调节熔池温度提供了 便利条件。
(10)现代电炉冶炼电炉采用留渣留钢的偏心底出钢技术,实现了钢水在无氧化渣条件下出 钢,有利于减少钢水“回磷”,应控制“回磷”不超过0∙∞l%o
(H)提高出钢前炉渣碱度和控制较低的出钢温度,是防止出钢后钢水"回磷”的有效措施。
(12)合金化和调整成分,使用磷含量低的合金。
采取了上述控制磷的措施,现代电炉炉料熔清时[P] W0. 010% ,出钢前[P] W(IoO5% ,出钢 后可以保证[P] ≤0. 008% ;成品[P] ≤0. 010% ,甚至[P] ≤0. ∞5%。
9. 4. 3. 2 气体含量控制
钢中气体主要指氮和氢。电炉中的气体主要来源于炼钢使用的原辅材料、耐火材料和大气。
A氢的控制
(1)减少炉料中带入的氢,注意废钢铁尽量不要露天存放,防止废钢铁受潮或锈蚀,减少铁 锈Fe(OH)2量,可以采取退火的方法除锈。
(2)严格控制造渣材料中的水分,特别是石灰应采取烘烤(>550七)的办法,确保造渣材料 干燥。
(3)缩短电弧加热时间,就可以减少电弧作用下的炉气中水分子的分解,如采用热装铁水技 术和以氧带电技术等。
(4)利用电炉造泡沫渣的有利条件,实现埋弧操作,减少钢水吸氢。
(5)在合适的钢水温度、保证一定的脱碳量和脱碳速度的条件下,利用碳一氧反应生成一氧 化碳气泡,在排出熔池的过程中将氢带出,如图9 -8和图9 -9所示。
(6)采用偏心底出钢方式,通过降低出钢温度和缩短出钢时间,减少钢水吸氢。
(7)出钢时使用干燥的渣剂、增碳剂和合金,减少增氢。
现代电炉炼钢工艺生产的钢中氢可不超过0.00015%。
9.4现代电炉钢质量水平-451-
0.0007
0.0006
£ 0.0005
* 0.0004
嘛 0.0003
0.0002
0.0001
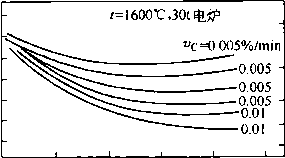
O O Ooo 75.3.ZL
£瞰飙W
O 10 20 30 40
时间/min
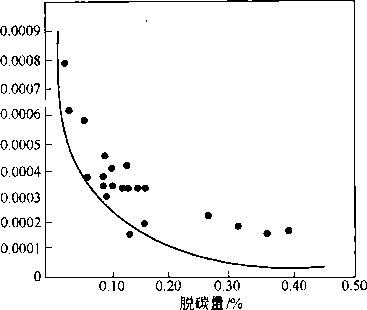
图9-8脱碳速度对钢中氢含量的影响 图9-9脱碳量对钢中氢含量的影响
B氮的控制
(1)使用含氮低的废钢代用品,如生铁、DRI、铁水等,减少炉料初始氮含量,如图9 -10和图 9-11所示。
0.006
^su⅛
0.004
0.002
OOJl
0.009 W
^ 0.007
W
0.005
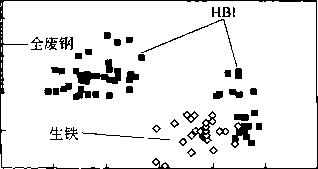
0 25 50 75
电炉中DRI加入的百分比/%
0.003 .
0 10 20 30 40 50 60
配加量/%
图9 -10电炉出钢时氮含量与DRI配加量的关系
图9-11全废钢、HBI、生铁块对钢中氮含量的影响
(2)缩短电弧加热时间,减少电弧作用下的炉气中氮分子分解,控制钢水吸氮。可采用热装 铁水技术和以氧带电技术等,如图9-12所示。
(3)利用电炉造泡沫渣的有利条件,实现埋弧操作,减少钢水吸氮。
(4)利用碳一氧反应生成一氧化碳气泡,在排出熔池的过程中将氮带出,可以有效降低钢水 中氮含量。脱碳量与出钢前钢水氮含量的关系如图9 - 13所示。
(5)采用偏心底出钢方式,维护好出钢口,保证钢流不发散,减少钢水吸氮。传统出钢方式 吸氮量可达0∙001% ~0. 003% ,偏心底出钢方式吸氮量为0.0005% ~0.0010%o
(6)氧化态出钢,减少钢水吸氮。钢水脱氧程度对氮含量的影响如图9-14所示。
(7)使用含氮低的增碳剂和合金。增碳剂和合金加入量对氮含量的影响如图9-15、表 9 -23所示。
现代电炉炼钢工艺生产的钢中氮可不超过0. 004%。
• 452 ∙ 9现代电炉炼钢的冶金质量控制
0.005
东/1M@囑
0.005
0.004
0.003
0.002
31
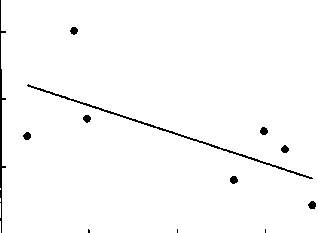
"1;钢 IN ∣=38.02-42.35zYλc% r=0,881>d評=0 798
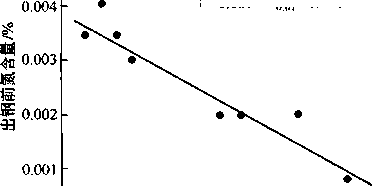
33 35 37 39
铁水比/%
图9-12铁水比对钢中氮含量的影响
0.1 0.2 0.3 0.4 0.5 0.6 07
脱碳量AC/%
图9-13脱碳量与出钢氮含量的关系
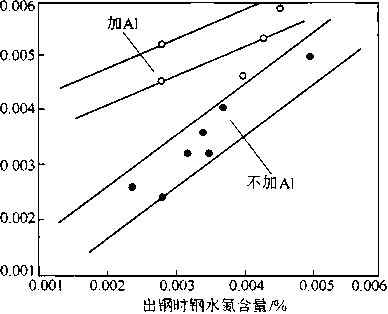
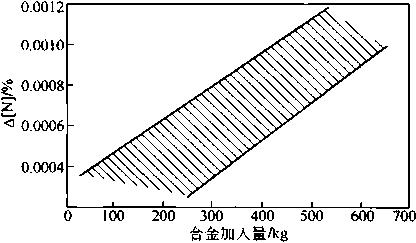
图9-14钢水脱氧程度对氮含量的影响
图9 - 15合金加入量对钢中氮含量的影响
表9-23出钢时钢包增碳剂加入量对钢中氮含量的影响
|
增碳剂加入量 |
[N]∕% | ||
|
_____出钢前_____ |
出钢后 |
_____增量_____ | |
|
0 |
0. ∞33 |
0. 0034 |
0.0∞l |
|
0 |
0. 0022 |
0. 0027 |
0. 0005 |
|
60 |
0. 0025 |
0. 0028 |
0. 0003 |
|
130 |
0. 0034 |
0.0047 |
0.∞13 |
|
200 |
0. 0032 |
0. 0051 |
0.∞19 |
9. 4. 3. 3 氧与硫的控制
由于现代电炉炼钢过程是氧化过程,脱氧和脱硫任务主要在炉外精炼工序完成。现代电炉 炼钢过程主要是通过控制炉料中的初始硫含量和钢水过氧化程度来达到控制[0]、[ S]的目的。 同时,利用出钢良好的搅拌条件,对钢水进行预脱氧、脱硫,也是现代电炉控制[O]、[S]的重要 手段。具体措施有:
(1)采用精选炉料,降低炉料的初始硫含量,控制钢水初始硫含量不超过0.050%。
..9.4现代电炉钢质量水平∙453.
(2)由于现代电炉的冶炼周期已经很短,采用炉料高配碳的办法有利于控制钢水过氧化。
(3)全部炉料熔清后,应根据冶炼要求,控制供氧强度在0.6 ~ 1.2 r∏3/( min ∙ t)。如果[C] 的目标值是不超过0∙ 10% ,则当[C] ≤0. 30%后,应该降低供氧强度。
(4)出钢前,停止吹氧后,向钢水中加入适量含碳材料,如碳球或铁碳球等,并持续喷吹炭 粉,使炉渣中折合(Feo)W30% ,降低出钢前钢水含氧量。
(5)出钢过程中,按照强还原剂-弱还原剂—合成脱硫渣剂—合金的顺序随钢流向钢包投 料,对钢水进行预脱氧、脱硫及合金化。
(6)采用偏心底出钢方式,并注意维护出钢口,保证钢流集中不发散,减少钢水二次氧化。
(7)准确判断出钢钢水量,及时更换过大的出钢口,以杜绝出钢带渣,实现了钢水在无氧化 渣状态下出钢。
采取上述措施后,出钢前钢水中的氧可降到WO. 02%。出钢预脱氧后,钢水中的氧可降到 这O. Ol % ,钢水中的硫可降到0.01% ~ 0. 02% ,出钢脱硫率可达80%以上。
9. 4. 3.4非金属夹杂物控制
为了给后道炉外精炼工序提供冶炼洁净钢的基础条件,最大限度减少非金属夹杂物,现代电 炉主要采取如下措施:
(1)提高入炉原材料洁净度,降低原材料中杂质元素含量,确保原材料洁净、少锈、少杂质, 减少炉料带入的夹杂物。
(2)使用高质量的洁净钢生产用耐火材料,防止耐火材料污染钢水。
(3)采用炉料高配碳技术、强化脱碳操作,促使夹杂物上浮进入炉渣中。同时,炉料高配碳 还可以控制出钢前钢水的氧化性。
(4)造好泡沫渣,控制好炉渣的黏度和氧化镁含量,减少炉渣对炉衬的侵蚀。
(5)采取出钢前降低供氧强度以及喷吹炭粉的方法,降低出钢前钢水氧化性,减少脱氧产物 数量。
(6)采用适当高的出钢温度,一方面保证预脱硫效果;另一方面保证出钢后,钢包中的非金 属夹杂物上浮阻力小。
(7)采用偏心底出钢方式,准确判断出钢钢水量,及时更换过大的出钢口,以杜绝下渣,实现 钢水无氧化渣出钢。
(8)出钢时使用强脱氧剂(如铝等)和合成脱硫渣剂,对钢水预还原和预脱硫,这样既可以 大量脱除钢中氧、硫,又可以使生成的脱氧、脱硫产物在随后的精炼过程中有充分的上浮时间。 出钢过程中,要按照强还原剂-弱还原剂—合成脱硫渣剂—合金的顺序随钢流向钢包投料,对钢 水进行预脱氧、预脱硫及合金化。
(9)使用杂质元素含量低的合金、增碳剂、脱氧剂、合成脱硫渣剂等。
9. 4. 3. 5 残余元素控制
钢水中的残余元素有倍、鎳、铝、铜、铅、锡、碑、锦、秘等,除信可在电炉的氧化过程中去除外, 现代电炉对其他残余元素均无去除手段。只能采取两炉以上钢水互兑稀释的办法降低钢水中残 余元素含量。
现代电炉短流程可以控制钢中残余元素含量见表9-24。
表9-24钢中残余元素含量(%)
|
____炉料结构____ |
Cr |
Ni |
Cu |
Mo |
Pb |
Sn |
As |
Sb |
Bi |
|
40% 废钢 +30%DRI +30% 铁水 |
0. 03 |
0.02 |
0. 05 |
0.01 |
WO. ∞30 |
WO. 0070 |
≤0.0060 |
WO. 0030 |
≤0.0010 |
• 454 ∙ 9现代电炉炼钢的冶金质量控制
9. 4. 3. 6 重要单元操作
A脱碳量与终点碳控制
电炉冶炼过程要保证一定的脱碳量和脱碳速度。脱碳量ʌtg] "0- 30% ,要求高的钢ʌ[e] 二0.40% ;脱碳速度uc"O∙0l%/min。主要目的是:
(1)特别是强供氧技术的应用后,可以降低铁的烧损;
(2)降低炉料的熔点,更易于熔化;
(3)碳氧反应可以搅拌熔池,促进脱磷,均匀温度和成分,促进脱气和夹杂物上浮;
(4)碳氧反应促进泡沫渣的形成,提高热效率。
在满足上述要求的前提下,传统电炉对氧化期末的终点碳进行控制。控制目标是:终点碳进 入冶炼钢种碳的规格(考虑合金化带入碳)范围。
由于现代电炉冶炼过程采用了强供氧技术,相应配碳量必须增加。电炉的炉料中生铁(或 铁水)的配入量为30% ~40%,计算配碳量约为1.5% ~2.0%,脱碳量为1.4% ~1.9%。当供氧 强度不小于0.9m3/(min ∙ t)时,实际脱碳速度υc⅛0. 05%/min,完全满足电炉冶炼过程对脱碳 量和脱碳速度的要求。
现代电炉的脱碳反应变得很容易,但同时也带来了一些问题,如由于脱碳速度很快,终点碳 含量不容易控制,即采用了不留碳工艺。当炉料全部熔清时,钢水的碳含量几乎已经wo. 10%, 出钢前终点碳含量更低。因此,必须合理控制供氧强度,以稳定控制出钢前钢水的终点碳含量, 为碳成分的准确调整创造条件。
现代电炉控制终点碳含量的方法主要有:
(1)根据目标碳含量,适时控制供氧强度,特别是当钢水碳含量符合要求后,应降低供氧 强度;
(2)采用炉底吹氨搅拌技术代替吹氧搅拌,确保控制供氧强度的实现;
(3)提高炭粉喷入量,或出钢前加入一定量的含碳材料,如碳球或铁碳球,还原炉渣中的氧 化铁,减少钢水中碳的氧化;
(4)出钢过程加入还原剂,对钢水进行预还原,进而稳定钢水碳含量和预合金化时增碳剂的 收得率,提高碳成分调整的命中率。
电炉炉料配碳的方法有:
(1)使用高碳钢铁料,如高碳废钢、生铁、铁水等。
(2)使用焦炭或煤等含碳材料,可以随废钢同时加入炉内,也可以以粉状形式喷入。两种配 碳方法互相配合使用。现代电炉可以稳定提供[C] WO. 03%的钢水。
B供电量与供氧量控制
电炉供电量的加大,导致电弧加热钢水时间的增加,必然引起钢水吸气量的增加。为了降低 供电量,减少钢水吸气现象,现代电炉采用了热装铁水和强化供氧的办法,一方面引入了物理热; 另一方面增加了化学能以代替电能,使得电炉冶炼(通电)时间缩短,冶炼电耗降低(见图9 - 16、 图9 - 17),大大减少了钢水吸气现象,使得电炉可以生产[N]号0. 004%低氮钢水。
现代电炉冶炼过程采用了强供氧技术,渣中折算Feo含量(包括Fe2O3)已超过30%,甚至 达到40%以上,钢水氧化性也已经接近或达到转炉水平。这对脱磷固然有利,但供氧量的增大, 将造成钢水过氧化倾向的加大,会导致:
(1)增加铁的损耗,合金收得率低;、
(2)电炉炉衬及出钢口寿命降低;
■--9.4现代电炉钢质量水平. 455 •
(3)粗调成分不准,给钢包炉成分调整带来困难;
70605040302010
Ew 底≡^≡注
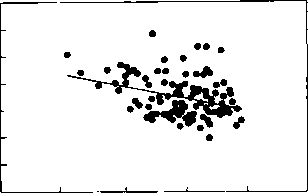
Ooooo Ooooo 5 4 3 2 1
Tl・q・M±淀曲犀W
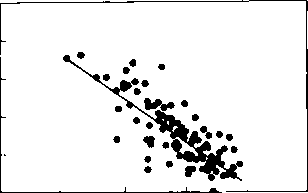
20 40 60 80 100
铁水比/%
20 40 60 80 100
铁水比/%
图9-16热装铁水比与冶炼时间的关系 图9-17热装铁水比与吨钢电耗的关系
(4)脱氧产物增多,残留于钢中造成危害;
(5)增加了回磷量,容易造成磷出格;
(6)钢包炉处理周期延长,影响生产效率。
因此,现代电炉冶炼又引入了喷吹炭粉和加入碳球或铁碳球的办法,以控制钢水过氧化倾 向。同时,选择合理的炉内氧枪的安装角度、位置以及布置,也对控制炉渣中的折算FeO含量, 进而控制钢水过氧化倾向有很大作用。在采取上述钢水过氧化控制技术后,可使出钢前钢水中 的折算FeO近30%。
现在,采用热装铁水技术和富氧操作技术的现代电炉,供电量已经降到30OkW ∙ h/t以下, 供氧量为40 m3∕t左右。
C温度控制
现代电炉利用电能和化学能相结合的方式熔化炉料、加热钢水,而且还可以连续向熔池内加 入冷钢铁料,调节钢水温度。因此具有快速、灵活、准确的特点。
根据工艺要求,冷炉料熔化时的速度要快;炉料熔清后,钢水温度为1500 ~ 1550K ,考虑低 温脱磷的要求,应适时加入冷钢铁料,降低钢水升温速度,延长脱磷时间,提高脱磷效率;当进入 主脱碳时期时,钢水温度不低于1550七,应配合供氧强度的增加,快速提高钢水温度,提高脱碳 速度;出钢时,钢水温度不低于1600七。关于出钢温度的控制,应综合考虑:降低对电炉炉衬耐 火材料的侵蚀,减少出钢过程的吸气,满足熔化合金、还原剂、渣料要求,满足预还原、预脱硫和钢 水中非金属夹杂物上浮,减轻炉外精炼处理负担以及合理过热度等因素确定。可以加入冷钢铁 料,调节钢水温度,使之满足出钢温度要求。
一般现代电炉出钢时钢水温度要高出该钢种液相线温度80 ~ 150七。
D 出钢合金化
现代电炉炼钢的合金化一般是在出钢过程完成的(不包括专门生产高合金钢的电炉)。而 那些不易氧化、熔点又高的合金,如螺、鸨、铝等铁合金之所以不在熔化后加入炉内,主要是因为 采用留钢操作后前炉留钢会对下一炉钢水造成污染。而且钢包精炼炉的加热条件又不能满足大 量合金的熔化要求,因此必须利用电炉高温加热和出钢良好的搅拌条件,进行80%以上的预合 金化。为了提高合金收得率,合金化前必须对钢水进行预还原。
同时,利用出钢良好的搅拌和钢水预还原条件,向钢包加入合成脱硫渣剂,进行预脱硫操作, 为后道工序的进一步处理创造条件。
• 456 ∙ 9现代电炉炼钢的冶金质量控制-----
9. 4.4洁净钢生产技术
针对现代电炉短流程的产品——连铸坯,提出如下洁净钢生产技术。注意,以下带*的为有 关键性影响的技术。
9. 4. 4. 1 低硫钢生产技术
现代电炉短流程低硫钢生产技术主要包括以下内容:
(1)电炉使用优质炉料,杜绝使用含硫高的废钢,如易切钢车屑、劣质机铁、夹带橡胶的废 钢等;
(2) *采用电炉偏心底出钢的形式,杜绝下渣,作好出钢钢水预还原,适时加入合成脱硫剂进 行钢水预脱硫;
(3)使用低硫合金及渣料;
(4) *在钢包炉(LF)处理过程中加入合成脱氧剂和Cao-Al2O3系合成渣剂,二元碱度控制 在4左右,通过底吹筑气强搅拌进行脱硫,可以稳定控制硫在0.002%以下;
(5) *使用氧化钙含量高、活性度高、杂质低以及生(过)烧率低的石灰,快速生成高碱度炉 渣,有利于脱硫;
(6)真空处理(惰性气体搅拌)过程脱硫率在40%左右,虽然脱硫效率不高,但可作为钢水 脱硫的补充手段。
采取上述措施,可以稳定生产硫不超过0. 002% ,甚至不超过0. 001 %的产品。
9. 4. 4. 2 低磷钢生产技术
现代电炉短流程低磷钢生产技术主要包括以下内容:
(1)电炉使用低磷炉料,杜绝使用劣质机铁;
(2) *将石灰随废钢一起加入电炉内,实现早脱磷;
(3) *采用热装铁水技术及留钢留渣操作,创造低温脱磷的条件;
(4)采用自动连续加料和喷石灰粉的形式将石灰喷入熔池,提高脱磷效率;
(5) *使用氧化钙含量高、活性度高、杂质低以及生(过)烧率低的石灰,快速生成高碱度炉 渣,有利于脱磷;
(6)及时放掉磷含量高的炉渣,并补造新渣;
(7) *采用超声速氧枪供氧技术,加速脱磷;
(8)控制熔池温度,为脱磷反应创造低温条件;同时,可以通过连续加入DRl等冷金属调节 熔池温度;
(9)采用偏心底出钢技术,可以实现较低温度出钢,控制“回磷”不超过0.001%;
(10) *采用提高出钢前炉渣碱度、适当低的出钢温度以及留渣留钢的偏心底出钢技术,减少 钢水"回磷”;
(11)使用低磷合金调整成分,可以减少钢水增磷。
采取上述措施后,现代电炉短流程生产的钢,磷含量可以稳定控制在0.010%以下,甚至可 以达到0. 005%以下。
9. 4.4.3 低氧(非金属夹杂物)钢生产技术
现代电炉短流程低氧(非金属夹杂物)钢生产技术主要包括以下内容:
(1)使用杂质含量低的纯净原辅材料,杜绝使用劣质炉料;
(2)采取炉料高配碳,铁水+生铁配入比例应在30%以上;
(3)电炉强化碳氧反应,促使夹杂物上浮去除;
....................................9.4现代电炉钢质量水平∙457∙
(4)使用优质炉衬材料,并造好泡沫渣,保证电炉炉渣中Mgo含量不低于8%,减少耐火材 料对钢水的污染;
(5) *控制钢水过氧化,减少生成的脱氧产物数量;
(6)电炉采用偏心底出钢方式,实现氧化渣和钢水的完全分离;
(7)维护好出钢口,准确判断炉内钢水量,做到快速出钢而不下渣;
(8)控制合适的出钢温度;
(9) *根据出钢前钢水中的溶解氧含量,加足预脱氧剂,主要是铝,还原剂加入顺序为先强 后弱;
(10)选择纯净的合金与渣料;
(11) *做好出钢过程的预脱硫,减轻炉外精炼的脱硫负担,减少炉外精炼因脱硫的大氨气搅 拌时间;
(12)在炉外精炼前期进行充分的脱氧,保证(Feo) ≤0. 5% ,并保持炉渣上方弱正压下的还 原气氛,减少钢水二次氧化;
(13) *采用高川203含量的炉渣,控制炉渣的CaO/AI2O3在L 6 ~2. 3,确保炉渣有很强的 吸附非金属夹杂物的能力;
(14)炉外精炼全过程控制合适的钢包氨气搅拌强度,尽可能不裸露钢水;
(15) *炉外精炼处理后向钢水喂入Ca-Si线,保证钢中Al2O3变性成为12CaO • 7 Al2O3 ;
(16) *喂入Ca-Si线后进行超过IO min的弱氨气搅拌,促使脱氧产物上浮去除,切记要杜绝 卷入顶渣;
(17) *在钢包T中间包T结晶器均采用浸入式保护浇铸,钢包、中间包使用覆盖剂,隔绝空 气,避免二次氧化;
(18) *中间包采用挡坝、挡堰,延长钢水在中间包内的停留时间,促使夹杂物上浮;
(19)钢包、连铸系统采用耐高温、抗侵蚀、高质量的耐火材料,减少钢中外来夹杂物;
(20) *避免所有可能造成钢水二次氧化的操作,如用氧气烧钢包水口、钢包下渣以及在中间 包上方清理长水口等;
(21) *使用结晶器电磁搅拌,促使铸坯液心内夹杂物的上浮;
(22) *连铸采用慢拉速,有利于铸坯液心内夹杂物的上浮;使用吸收溶解上浮夹杂物性能良 好的结晶器保护渣,达到进一步净化钢水的作用;
(23) *通过控制钢包开浇温度,以及减少钢包、中间包温降的措施,实现连铸恒拉速浇钢,达 到减少铸坯皮下夹杂物的目的。
采取上述措施后,现代电炉短流程生产的钢,总氧量可以在0.0015%以下,且夹杂物形态多 为细小球形。
9. 4.4.4 低氮钢生产技术
现代电炉短流程低氮钢生产技术主要包括以下内容:
(1) *提高入炉铁水比,强化用氧,缩短电弧加热时间;
(2)使用含氮低的原料,如DRI、生铁等;
(3)造好泡沫渣,实现埋弧操作,减少钢水吸氮;
(4)利用电炉中良好的碳氧反应条件脱氮,注意要保证一定的脱碳速度和脱碳量;
(5)采用偏心底出钢方式,出钢速度快,钢流集中不发散,可减少钢水吸氮;
(6)出钢温度要合适,尽量减少下道工序非真空条件下的电弧升温操作,以减少吸氮;
(7) *使用低氮合金、增碳剂,防止增氮;
• 458 ∙ 9 现代电炉烁钢的冶金质量控制--------------------------------
(8)保持钢包炉(LF)微正压操作并保持还原气氛,减少吸氮;
(9) *进行真空脱氮处理。
(10)炉外精炼处理后采用弱氣气搅拌制度,减少因钢水面裸露造成吸氮;
(11) *在钢包T中间包T结晶器均采用浸入式保护浇铸,钢包、中间包使用覆盖剂,隔绝空 气,避免吸氮。
采取上述措施,现代电炉短流程可稳定生产氮不超过0- 005%的钢种。
9. 4.4. 5 低氢钢生产技术
现代电炉短流程低氢钢生产技术主要包括以下内容:
(1)使用少锈或无锈的废钢铁,减少原料带入的氢;
(2)采用热装铁水技术和强供氧技术等,缩短电弧加热时间;
(3)提高炉料配碳量和喷吹炭粉,造好泡沫渣,实现电炉全程埋弧操作,减少吸氢;
(4)利用脱碳反应生成的一氧化碳气泡脱氢,注意要保证一定的脱碳速度和脱碳量;
(5)采用偏心底出钢方式,出钢速度快,钢流集中不发散,减少钢水吸氢;
(6)出钢温度要合适,尽量减少下道工序非真空条件下的电弧升温操作,以减少吸氢;
(7) *控制原辅材料水分,主要是控制出钢后钢水接触的原辅材料水分,包括合金、各种渣 剂、耐火材料等,常用方法是烘烤干燥,且烘烤要达到规定温度;
(8) LF钢包炉微正压并保持还原气氛操作,防止钢水吸氢;
(9) *真空脱氢处理;
(10)在钢包T中间包一结晶器均采用浸入式保护浇铸,钢包、中间包使用覆盖剂,隔绝空气 中的水分(湿度),防止钢水吸氢;
(H)确保结晶器保护渣使用时水分不超过0.5%;
(12) *对铸坯进行缓冷或进行扩散退火。
采取上述措施后,现代电炉短流程可以控制钢中氢不超过0. 00015% ,甚至更低。
9.4.4. 6 低残余元素钢生产技术
现代电炉短流程低残余元素钢生产技术主要包括以下内容:
(1) *尽量使用优质废钢和生铁块、直接还原铁(DRI,HBI)、铁水等废钢代用品,用稀释的办 法达到降低钢中残余元素含量的目的;
(2)对废钢进行分类回收、分类存放、合理配加的办法,实施"可追溯”的管理,严防残余元 素超标现象的发生;
(3)采用废钢分选处理技术,将残余元素从废钢铁分离出去,达到降低钢中残余元素含量的 目的;
(4) 一旦出现钢水残余元素含量超标的现象,采取两炉以上钢水互兑稀释的办法降低钢水 中残余元素的含量。
9.4.5我国电炉产品的质量水平
9. 4. 5. 1 现代电炉产品分析
现代电炉冶炼的产品,相对于转炉而言,应在质量、成本、效率、可持续发展(资源、能源、环 保)等方面具有优势。
与转炉比较,传统电炉在生产中、高合金钢方面的优势是不容质疑的。但是在生产低碳钢、低 氮钢以及高洁净度钢方面则处于劣势,主要是原材料、工艺、成本(包括生产效率)等方面的因素。
当今,以废钢铁为主原料的现代电炉在提高入炉原料洁净度方面有了突飞猛进的发展。主
................................---9.4现代电炉钢质量水平. 459 .
要采用废钢铁分类回收、精炼净化和稀释的方法降低了钢中残余元素的含量;采用热装铁水技 术、强供氧技术以及相关技术降低了钢中杂质元素。
对于不锈钢和某些高合金钢,废钢铁分类回收法在确保产品洁净度和降低生产成本方面是 十分有效的,但对于大部分钢种而言,一般的分类技术只能满足不高的洁净度要求。
精炼净化法主要适用于磷、硫以及气体和夹杂物的去除,对于大多数残存元素尚无工业规模 上可行的排除技术。
稀释法是近年来比较流行的提高产品洁净度的捷径,在所有稀释法使用的一次铁资源中,铁 水是综合效益最好的稀释剂。当然,除了解决产品洁净度之外,废钢价格的上扬和波动也促进了 铁水的应用。
热装铁水技术的采用,可以将钢水的杂质元素含量降到允许的范围内。因此,从降低产品成 本、提高产品质量和生产效率的角度出发,稀释法得到了最广泛的应用。
如果保持一定的铁水比,与全废钢冶炼相比,不会增加循环使用时废钢的污染。但当电炉全 废钢冶炼时,随循环次数的增加,废钢中残余元素会积累。现代电炉采用热装铁水技术时应该有 一个限度,这个限度可能是炉料要求的配碳量,即生铁配入量;也可能是熔池形状和除尘系统的 限制;还可能是成本因素。因此,确定现代电炉采用热装铁水的比例,应该从要达到的目的出发, 全面比较热装铁水的成本变化和热装铁水效益,结合热装铁水带来的其他影响,综合确定。
现代电炉采用热装铁水技术以及强供氧技术后,不仅降低了钢水的残余元素含量,而且由于 利用了更多的化学能,缩短了电弧加热时间,大大减少了炉气中水气和氮气被分解成为氢原子和 氮原子溶解于钢液中的机会,因此,钢水中氮、氢含量可以接近或达到转炉钢的水平。并且现代 电炉采用了偏心底出钢技术,比转炉更容易实现钢渣分离出钢,进一步提高了钢水洁净度。
9.4. 5. 2 电炉产品方案
现代电炉流程的品种除普碳钢外,优质碳素钢、微合金钢和齿轮轴承钢、弹簧钢等合金钢占 有较大比例,而产品规格包括扁平材(中厚板、薄板)、长材(棒材、螺纹钢材、线材)和管,材等。表 9-25所示为国内外电炉流程的配置和典型钢材产品情况。
表9-25国内外电炉流程配置和典型产品
|
企业 |
电炉容量 |
炉外精炼 |
连铸 |
轧机 |
典型产品 |
|
舞钢 |
交流90 I |
LF +VD |
板坯连铸 |
中厚板轧机 |
管线钢、低合金钢、 压力容器板_____ |
|
天管 |
交流150 I |
LF +VD |
圆坯连铸 |
限动芯棒 连轧管机组 PQF连轧管机组 |
合金钢、不锈钢、油 井管、高压容器管、管 线管 |
|
交流IOOt |
LF + VD/VOD | ||||
|
安钢 |
竖式IOOt |
LF |
板坯连铸 |
中板轧机 |
普通碳素钢、优质碳 素钢、合金钢、中厚板 |
|
韶钢 |
Consteel 90 t |
LF + VD/VOD |
板坯连铸 |
炉卷轧机 |
优质碳素钢、合金钢 |
|
宝钢股份 |
双壳直流150 t |
LF+ VD |
方、圆坯连铸 |
全浮动芯棒 连轧管机组 高速线材轧机 |
优质碳素钢、合金 钢、油井管、高压容器 管、线材、 |
|
宝钢一钢公司 |
2 X IOOt |
LF+ VOD |
板坯连铸 |
板带连轧机组 |
奥氏体、铁素体、马 氏体及双相不锈钢板 材,超低碳含氮不锈 钢板 |
• 460 ∙ 9现代电炉炼钢的冶金质量控制
续表9-25
|
企业 |
电炉容量 |
炉外精炼 |
连铸 |
轧机 |
典型产品 |
|
宝钢浦钢公司 |
直流2 X IOOt |
LF+ VD |
板坯连铸 |
宽厚板轧机 |
优质碳素钢、合金 钢、中厚板 |
|
宝钢五钢公司 |
交流60t |
LF + VOD + AOD |
方坯连铸 |
棒线材连轧机组 |
优质碳素钢、低合金 钢、轴承钢、易切钢、齿 轮钢、超高强度钢、中 高合金钢、高温合金、 精密合金 |
|
直流IoOt |
LF+ VD | ||||
|
珠江钢厂 |
直流2 X 150 I |
2×LF |
薄板坯连铸 |
板带连轧机组 |
-低碳高强度钢系列、 高强耐候钢系列、高强 汽车板系列、管线钢 系列 |
|
淮钢 |
交流70t |
LF |
方坯连铸 |
中、小型棒型材 连轧机组 |
齿轮钢、弹簧钢、轴 承钢、船用锚链钢、合 金管坯钢、非调质钢、 易切削钢 |
|
兴澄特钢 |
直流IoOt |
LF + VD |
大方坯连铸 |
棒线材连轧机组 |
齿轮钢、轴承钢、不 锈钢 |
此外,一些电炉仍采用传统冶炼方法生产工具钢、模具钢以及各种轴类锻件。特别是近年来 一些重型机械厂也纷纷选择短流程生产线——大型现代电炉+ LF + VD/VOD +铸锭+快、精锻 机,来生产高质量的大型锻件。
总之,综合考虑质量、成本、效率、可持续发展(资源、能源、环保)等方面因素,结合流程优 化,认为现代电炉的产品方案应该是:
(1)高合金钢(包括工具钢、模具钢以及不锈钢)、高温合金、精密合金、大型高质量铸锻件等;
(2)大型机械铸钢件、特厚板以及军工产品;
(3)小批量的合金钢种,如轴承钢、齿轮钢、弹簧钢等;
(4)各类高附加值的板材(薄板、中板、厚板)、管材(油井管、管线管、电站用高压锅炉管)等;
(5)优质碳素钢(中、高碳钢棒材)和低合金钢(包括用量很大的线材、螺纹钢);
(6)普通碳素钢产品。
9. 4. 5. 3 电炉产品生产工艺流程
现代电炉炼钢典型生产工艺流程如图9-18所示。
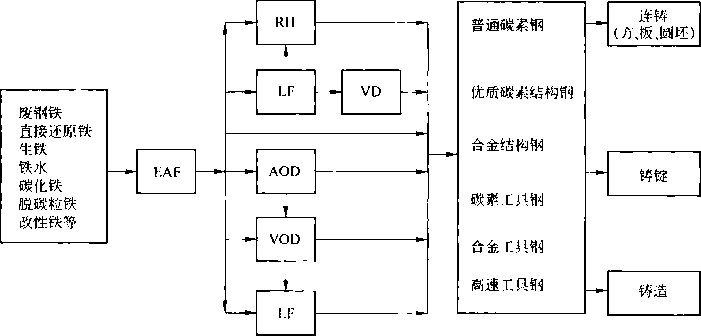
图9-18现代电炉炼钢典型生产工艺流程
9.4现代电炉钢质量水平■ 461 •
随后工序为:
(1)连铸成为连铸坯(方、板、圆坯),后接板、带、卷、管、棒、线、型材轧机,出各类产品。
(2)铸锭成为钢锭,后接锻机(水压机、快锻机、精锻机等),出各类锻件。
(3)铸造直接成各种铸件。
9.4. 5. 4电炉产品质量水平
A低合金高强度钢
工艺流程:铁水+废钢TEAFTLFT弧形CCT方坯。
质量水平:如表9-26所示。
表9-26低合金高强度钢质量水平
|
钢种 |
铸坯低倍(级)___________ |
夹杂物(级) |
热顶锻试验 | ||
|
一般疏松 |
中心疏松 |
框形偏析 | |||
|
Q390B |
0. 5 -1.0 |
W2.0 |
合格 | ||
B 轴承钢
工艺流程:铁水+废钢TEAFTLFTVD-弧形CC-方坯。 质量水平:如表9-27所示。
表9-27轴承钢质量水平
|
指标 |
T[O]∕% |
_______________非金属夹杂物平均级别(级)________________ | |||||||
|
AT |
AH |
BT |
BH |
CT |
CH |
DT |
DH | ||
|
高碳轴承钢 |
WO. 0∞64 |
0. 82 |
0.48 |
0.60 |
0.01 |
0 |
0 |
0. 43 |
0. 16 |
C齿轮钢
工艺流程:生铁+废钢-EAF-LF-VD-CC或ICo 质量水平:如表9 -28所示。
表9-28齿轮钢质量水平
|
钢种 |
T[O]∕% |
淬透性带HRC |
_______成分控制偏差/% | ||
|
[C] |
[Cr] |
[Mn] | |||
|
汽车用齿轮钢 |
W0∙0015 |
5 |
±0.005 |
±0.01 |
±0.01 |
D硬线钢
工艺流程:铁水+废钢-EAFtLF-弧形CCT方坯。
质量水平:如表9-29所示。
表9-29硬线钢质■水平
|
钢种 |
[N]∕% |
[P]∕% |
[S]∕% |
等轴晶比例/% |
中心碳偏析(级) |
|
75 |
≤0.006 |
≤0.012 |
0. 006 |
N45 |
≤1.0 |
E弹簧钢
工艺流程:铁水+废钢TEAFTLFTVD-弧形CC→方坯。
质量水平:如表9-30所示。
• 462 ∙ 9现代电炉炼钢的冶金质量控制-----------
表9-30弹簧钢质量水平
|
指标 |
[S] +[P]∕% |
T[O]∕% |
[H]∕% |
非金属夹杂物平均级别 | |
|
A、B |
C、D | ||||
|
60Si2CrVAT |
≤(). 0200 |
≤0.0012 |
wθ∙ 00012 |
≤1.5 |
Wl.0 |
F不锈钢
典型工艺流程有下列3种:
工艺1:废钢+生铁+合金TEAFTVODTCC或IC,适合于冶炼[C] <0. 03%的不锈钢,精 炼初钢水[C] <0.9%;
工艺2:废钢+生铁+合金TEAF-AODTCC或IC,适合于冶炼[C] >0.03%的不锈钢,精 炼初钢水[C] <2.3%或更高;
工艺3:废钢+生铁+合金一 EAFTAODTVOD-CC或IC,适合于冶炼[C] + [N] W 0. 025% ~0. 030%的不锈钢,精炼初钢水[C] <2.3%或更高。
质量水平:如表9-31所示。
表9-31不锈钢质量水平
|
工艺 |
[C]∕% |
[N]∕% |
[S]∕% |
T[O]∕% |
适合钢种 |
生产效率 |
生产成本 |
|
1 |
W0. 001 |
≤0. 003 |
Wθ∙ OOl |
≤0. 003 |
一般 |
低 |
高 |
|
2 |
≤0.01 |
≤0.01 |
≤0.001 |
≤0. 003 |
一般 |
高 |
低 |
|
3 |
≤0. 001 |
W0. 003 |
≤0.001 |
≤0. 003 |
很多 |
高 |
略髙 |
G石油管用钢
工艺流程:铁水+ DRI +废钢TEAF-LFTVDT弧形CCT圆坯。 质量水平:如表9 -32、表9 -33所示。
表9-32管线钢质量水平(%)
|
钢 |
种 |
N |
H |
P |
S |
A1/N |
Cr + Ni ÷ Cu + Mo |
Ceq |
PCm |
|
X65 |
标准 |
≤0. 0090 |
≤0. 0∞2 |
≤0. 020 |
≤0. 08 |
三2 |
≤0. 60 |
≤0.40 |
≤0. 22 |
|
实际 |
0.∞70 |
≤0. 00015 |
0.010 |
0. 003 |
2.5 |
≤0. 15 |
0. 39 |
0.21 |
表9-33套管、油管钢质量水平(%)
|
钢种 |
Cu |
P |
S |
Pb |
Sn |
As |
Sb |
Bi |
|
PIlO |
≤0. 10 |
≤0.010 |
≤0. 003 |
≤0. 003 |
≤0. 007 |
≤0.006 |
W0. 003 |
W0. 001 |
H工、模具钢
工艺流程有下列两种。
工艺1:模具钢,生铁+废钢TEAFT(LF)T(VD)T钢锭(或电极锭);
工艺2:高速钢,熔融还原铁水+合金TEAF(LF)-→( VD) τ钢锭(或电极锭)。
质量水平:如表9 - 34、表9 - 35所示。
表9-34模具钢质量水平(%)
|
_____钢种_____ |
_________T[O]_________ |
P |
S |
|
4Cι5 MoSiVl |
≤0.0015 |
WO. 0100 |
Wθ. ∞50 |
9. 5现代电炉钢水的检验方法■ 463 •
表9-35高速钢质量水平
|
钢种 |
T[0]∕% |
[N]∕% |
低倍组织(级)_______ |
碳化物不均匀度 | |
|
一般疏松 |
中心疏松 | ||||
|
M2 |
0.0020 |
0.0154 |
0.5 |
0.5 |
4.0 |
I易切钢
工艺流程:生铁+废钢TEAFTLFTCC (IC)o
质量水平:如表9 -36所示。
表9-36易切钢质量水平
|
钢种 |
铸坯铅偏析/% |
铸坯低倍(少____ |
_____夹杂物(级)______ | ||||
|
一般疏松 |
中心疏松 |
偏析 |
氧化物 |
球状 |
硅酸盐 | ||
|
12L14 |
±0.02 |
WLO |
≤1.0 |
0 |
W2.0 |
0 |
0 |
9.5现代电炉钢水的检验方法
9.5.1 钢水的检验
对钢水的检验项目有钢水重量、钢水温度、钢水化学成分。
9. 5. 1. 1 钢水重量检测
对钢水重量的检测在电炉钢水出钢到钢包内后进行,重量检测装置安装在吊运钢包的天车 上或承运钢包的运输车上。钢包车多采用静态称重系统。其基本原理是利用电阻应变片式的压 头感受被测压力,由测量桥路感应电阻的变化引起的差动电压的变化,由配套的称重仪表经滤波 放大等处理,并根据预设值计算、去皮重等,最后变换为标准信号输出在大屏幕显示。
钢包车称重系统一般由传感器、接线盒和仪表组成。4个压头并联后接入接线盒,再由接线 盒接到仪表显示钢水重量,基本结构如图9-19所示。
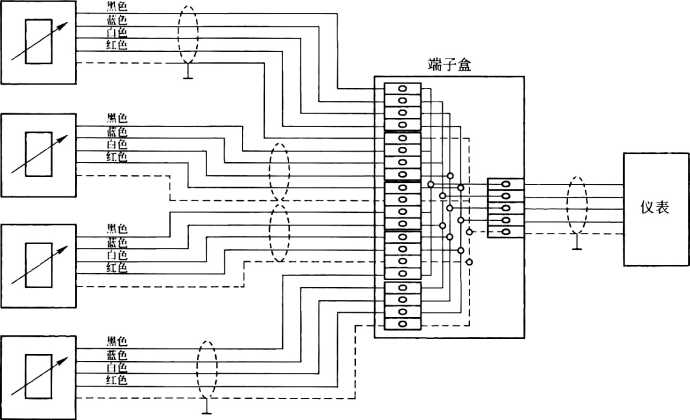
图9-19钢包车称重系统基本结构(1)
• 464 ∙ 9现代电炉炼钢的冶金质量控制
仪表输出4~20mA电流信号给PLC,PLC将其转变为BCD码输出到大屏幕显示钢水重量。 其基本结构如图9-20所示。
大屏幕
图9-20钢包车称重系统基本结构(2)
9. 5. 1.2钢水温度检测
钢水温度检测多采用非连续的人工手动浸入式测量方式。其基本原理是将探头浸入钢水感 知钢水温度产生热电势,经测温枪连带的补偿导线将毫伏信号送到控制室的仪表,经放大、滤波 处理后作A/D转换,转换后进入微处理器开始测量计算,由程序按照热电偶的分度曲线进行线 性化处理,计算平均值保存并输出到数字显示屏上。
钢水测温系统由钢水测温仪表、补偿导线、测温枪、大屏幕、PLC模板、三灯一响装置等构成, 系统如图9-21所示。
大屏幕
图9-21钢水测温系统
钢水测温基本操作过程:测量开始将伯铐—龄一次性热电偶与测温枪插接好后绿灯亮,说明 测温系统准备好可以进行测量;将测温枪浸入钢水中后绿灯熄灭,黄灯亮,说明测温正在进行;最 后红灯亮,说明测温结束,同时蜂鸣器响起,提醒将测温枪从钢水中取出,大屏幕将会显示测量温 度值。一般从测温枪浸入钢水中开始到测温结束需要3 ~4 s时间,在此时间内未测出温度值,代 表测温失败,再准备下次测量。
9.5现代电炉钢水的检验方法• 465 •
9. 5. 1. 3 钢水化学成分检测
可采用光电直读光谱法、红外碳硫分析法进行快速检测,能够检测的元素包括C、Si、Mn、P、 S、Ni、Cr、Mo、Cu、Al、V、Ti、Nb、W、Co、B、Ca、Zr、Pb、Sn、As、Sb、Bi、Zn 等。钢水中气体元素 0、N、H 含量的检测可采用氧氮氢联测仪。检测设备如图9 -22 ~图9 -24所示。

图9-24 氧氮氢联测仪
9.5.2钢水常用的检测设备及分析原理
9. 5. 2.1 直读光谱仪
直读光谱分析在冶金、地质、机械、农业、环保等领域以及物理学、化学等基础学科都有其广 泛的应用,特别是在钢铁及有色金属的冶炼中控制工艺具有极其重要的地位。
直读光谱仪是一种快速定量分析固体块状试样的光电分析设备,主要用于分析钢铁中的常 量元素和残余元素。其基本分析原理是利用物质的原子或离子受外界提供的能量(激发光源) 而激发后,发射出待测元素的特征光谱来确定元素的种类及其含量。
直读光谱仪按照仪器结构的特点可以分为固定的多通道直读光谱仪和单通道扫描式直读光谱 仪。固定多通道光谱仪主要用于试样组分多、样品种类变化不大的工厂产品及过程控制的常规分析, 具有准确、快速的特点。单通道扫描式光谱仪适用于分析任务量不大而样品种类变化大的科研院校等 单位。为了弥补这两类仪器的不足,产生了一种新的称为N +1通道的直读光谱仪,它是把一台固定多 通道光谱仪与一台单通道扫描式光谱仪组合起来,目前有些与ICP联用的就属于此类。
直读光谱仪按照使用波长的范围可分为真空型和非真空型。非真空型光谱仪工作的波长范
• 466 ∙ 9 现代电炉炼钢的冶金质量控制-------------------------------- 围一般为紫外区和可见区,而真空型光谱仪则可应用在更短的波长范围,采用表面涂以氟化镁的 特殊光栅与真空系统等可使波长范围达到149 nm,因而能够利用真空紫外区域中的碳、磷、硫、 氮的灵敏线来测定钢铁中这几种元素的含量。
光谱仪的基本结构包括:
(1)激发光源。它是光谱仪中一个极为重要的组成部分,给分析试样提供蒸发、原子化或激 发的能量,使待测元素的原子由低能态跃迁到激发态,产生一组含有待测元素的复合光。目前常 用的光源有电弧、火花、ICP(电感耦合等离子体)和辉光放电。现代的光谱仪都配有一种或几种 这样的光源或它们的组合。
(2)色散系统。色散系统是光谱仪的核心,其作用是把不同波长的辐射能(复合光)进行色 散变成单色光。现代光谱仪采用光栅作色散系统,将其安装在罗兰圆上,形成帕邢-龙格装置。 光栅的性能决定了色散系统的性能,指标可用色散率、分辨率来衡量。
(3)真空系统。它保证光谱仪的光学系统处于真空状态中,其目的是避免真空紫外区的谱 线被空气中的氧吸收而强度降低,尤其是短波长的元素,如C、P、S、N等。 ■
(4)接受系统。接受系统主要包括光电能转换件(光电倍增管)、积分器、控制系统和放大 记录装置等。
(5)计算机控制系统。计算机控制系统主要是控制仪器的操作,还包括编辑功能、诊断功 能、数据处理计算功能、数据库管理及质量监控功能。
直读光谱分析的应用特点有:
(1)自动化程度高、分析速度快、操作简单、选择性好,可同时进行多元素的定量分析。在2~ 3 min之内可同时对钢中20多个合金元素进行测定,控制冶炼工艺,提高炼钢速度。
(2)测量范围宽。由于光电倍增管对信号的放大能力很强,可用同一分析条件对样品中含 量相差悬殊的很多元素从高含量到痕量同时进行测定。
(3)分析精度高。精度达到±1%以下。
(4)检出限低,可达0. 1 ~ 10 jjig/g。
(5)在某些条件下,可测定元素的存在方式,如可测定钢铁中的酸溶铝、酸不溶铝等。
直读光谱分析的主要不足是:它是一种相对的分析方法,需用一套与分析样品相适应的标准 样品;仅适用于金属元素和部分非金属元素的成分分析,不能测量元素的价态。
9. 5. 2. 2 红外碳硫分析仪
红外碳硫分析仪主要用于测定原材料、钢铁等物质中碳元素和碳元素的含量。红外碳硫分 析是利用CO2、SO2对红外线的选择性吸收这一原理实现的。试样在氧气流的瓷性用堪中,经高 频感应加热燃烧,试样中的碳和硫氧化成二氧化碳、二氧化硫,经氧气载流送入测量单元,吸收红 外线,红外能量衰减变化与被测气体含量服从朗伯—比尔定律(光吸收定律),从而换算出试样 中碳和硫的百分含量。
红外碳硫分析仪的基本结构主要包括进样装置、红外检测器、高频感应炉、计算机控制系统。
红外碳硫分析具有分析速度快、精度高、操作简便、自动化程度高等特点。红外碳硫分析在 钢铁、合金、地质、矿石、水泥、陶瓷、玻璃等领域都有广泛的应用。
9. 5. 2. 3 氧氮氢联测仪
氧氮氢联测仪主要用于测定原材料、钢铁等物质中氧、氮和氢元素的含量。
氧氮检测的基本原理是:将试样置于石墨生堪中,以脉冲高温加热。在惰性气氛(氣)中熔 融试样,试样中的氧、氮、氢分别以一氧化碳、氮、氢的形式被抽取出来,同氮气一起流过约400CC 的稀土氧化铜,使一氧化碳氧化成二氧化碳、氢氧化成水之后,流经红外池检测二氧化碳,然后通
..9.5现代电炉钢水的检验方法∙467.
过碱石棉和无水高氯酸镁吸收掉二氧化碳和水,最后通过热导池检测氮。红外池和热导池测得 的二氧化碳与氮经计算机处理,直接以氧和氮的百分含量显示。
氢检测的基本原理是:将试样置于石墨生堪中,以脉冲高温加热。在惰性气氛(氣)中熔融 试样,试样中的氧、氮、氢分别以一氧化碳、氮、氢的形式析出,其中一氧化碳通过舒兹试剂转化成 二氧化碳被碱石棉吸收,氮和氢由載气载入色谱柱被分离,单一组分氢进入热导池检测,经计算 机处理以氢的百分含量显示。
氧氮氢联测仪的基本结构主要包括进样装置、红外/热导检测器、脉冲加热炉、计算机控制 系统。
氧氮氢分析具有分析速度快、精度高、操作简便、自动化程度高等特点。氧氮氢分析在钢铁、 铜、钛、鎳、合金、陶瓷等无机物检测中有广泛的应用。
9.5.3取样与制样
9. 5. 3.1 取样
检验用试样要求具有代表性。
炉前钢水检验用的试样,常用样勺或取样器获取,形状分为拍状样或圆杯样。取样时,钢水 中不许带有渣子,要进行脱氧处理,并保证无缩孔、杂物。取熔清样时,还要做到炉料全部熔化, 须经搅拌;要保证一定的取样温度,拍状样温度掌握在1550七左右,圆杯样温度要接近于1570tC 左右,以确保分析结果的代表性;取圆杯样时,为防止缩孔须插入铝丝或铝条。
9. 5. 3. 2 制样
试样的制样如下:
(1)直读光谱仪试样:使用磨光机将分析块样的表面磨光。
(2)红外碳硫分析仪试样:使用钻床在分析试样上钻取屑样。
(3)氧氮氢联测仪试样:使用仪表车床将使用特殊方法取得的分析试样削去表皮。
附录 钢中常见残余元素的主要用途(附表9-1)
附表9-1钢中常见残余元素的主要用途
|
元素 |
符号 |
主要用途 |
|
硫 |
S |
-硫是重要的工业原料。化学工业主要用以生产硫酸、制硫化物、亚硫酸盐、海波(Na2SO3与S反 应)等;橡胶工业用硫或52。2使橡胶硫化以改变生橡胶热发黏冷变硬的不良性能;造纸工业用以 制取Ca(HSO3)2以溶解纸浆中的非纤维素成分,提高纸浆质地。 此外,制造黑火药、火柴、二硫化碳也要用硫。二硫化碳是一种重要溶剂,大量用于人造丝工业, 也用作杀灭农业害虫的熏蒸剂。农业上用硫作杀虫剂,如石灰硫黄合剂可防治棉花等作物的病虫 害;医药上用硫来制硫黄软膏,以治疗皮肤病。 在一些化工和食品工业用硫制得SO2以用来除杂质或漂白。硫代硫酸钠和硫代硫酸钱在照相 中作定影剂,硫酸镁可用作润滑剂,被加在肥皂中和轻柔磨砂膏中,也可以用作肥料。 硫在易切钢中作为主要易切元素被加入,大大改善了钢的切削性能,使得自动车床的工作效率得 到充分发挥。易切钢常用于精密仪表行业的齿轮轴,汽车行业的火花塞以及机械行业的车床丝杠。 |
|
磷 |
P |
磷可用于制造火柴、杀虫剂、磷酸、燃烧弹、烟花,还可以保护金属表面免于腐蚀。 绝大部分磷的化合物用作磷肥。五氧化二磷易潮解和溶于水,是实验室用有效的干燥剂。五氧 化二磷溶于水,生成正磷酸,它是一种中等强度的三元酸,用于食品、制糖、纺织工业。正磷酸脱水 后可得焦磷酸,是一种无色针状晶体或玻璃状固体,它比正磷酸的酸性强,用作催化剂和制备磷酸 酯。五氧化二磷加入适量水,可得偏磷酸,实际上它是多聚酸(HPO3)“,是一种硬而透明的玻璃 体,可用于软化水,用作洗衣粉的助剂。 磷在易切钢中作为重要易切元素被加入,大大改善了钢的切削性能,使得自动车床的工作效率得 到充分发挥。易切钢常用于精密仪表行业的齿轮轴,汽车行业的火花塞以及机械行业的车床丝杠。 磷还是军工行业用的炮弹钢的主要元素,大大加强了炮弹爆炸的杀伤力。 |
• 468 ∙ 9现代电炉炼钢的冶金质量控制
续附表9-1
|
元素 |
符号 |
___________主要用途 |
|
信 |
Cr |
馅的最重要的用途是制造合金。不锈钢含有12%以上的倍(也有的是含18%的倍和8%的線), 具有很好的韧性和机械强度,受热不起鳞皮,尤其可贵的是“不锈”,即耐腐蚀。在常温下,不锈钢 对空气、海水、水蒸气、盐水、有机酸、食品介质等.都具有很好的耐腐蚀性。 金属倍的重要的用途是电镀。镀辂的时候,倍层越薄,越是紧贴在金属的表面。一些炮筒、枪管 的内壁,所镀的倍层仅有0∙005 mm厚,但是发射了千百发炮弹、子弹以后,馅层依然存在。 辂的化合物五光十色,可用作无机颜料,信的希腊文原意便是“颜色"。金属信是雪白银亮的,硫酸倍是 绿色的,格酸镁是黄色的,重密酸钾是橘红色的,辂酸是猩红色的,氧化辂(即常见的绿色颜料“锦绿")是 绿色的,信矶(含水硫酸倍)是蓝紫色的,辂酸铅(即常见的黄色颜料“馅黄")是黄色的。 重信酸钾是重要的倍化合物C在制革工业上,重信酸钾常被用来代替糅酸糅制皮革;在化学上, 常把它溶解在浓硫酸或浓硝酸中,配制成“洗液”,可以洗去玻璃仪器上的油迹和污斑;在分析化学 上,重倍酸钾常用来作为氧化剂,来测定铁矿中的含铁量,叫做"重信酸钾法"。 |
|
铝 |
Mo |
铝主要用于钢铁工业,用作生产各种合金钢的添加剂,并能与鸽、線、钻、错、钛、飢、钛、铢等组成 高级合金,可提高其高温强度、耐磨性和抗腐蚀性,其中的大部分是以工业氧化铝压块后直接用于 炼钢或铸铁,少部分熔炼成铝铁后再用于炼钢。 低合金钢中的铝含量不超过1%,但这方面的消费却占铝总消费量的50%左右。铝和鸨、锦、机 的合金钢适用于制造高速切削的刃具、军舰的甲板、坦克、枪炮、火箭、卫星等的合金构件和零部件。 不锈钢中加入铝,能改善钢的耐腐蚀性;在铸铁中加入铝,能提高铁的强度和耐磨性能;含铝18%的 鎳基超合金具有熔点高、密度低和线膨胀系数小等特性,用于制造航空和航天的各种高温部件。 金属钥在电子管、晶体管和整流器等电子器件方面得到广泛应用。氧化铝和铝酸盐是化学和石 油工业中的优良催化剂。二硫化铝是一种重要的润滑剂,用于航天和机械工业部门。金属铝大量 用作高温电炉的发热材料和结构材料、真空管的大型电极和栅极、半导体及电光源材料,因铝的热 中子俘获截面小及具高持久强度,还可用作核反应堆的结构材料。 铝的化合物在颜料、染料、涂料、陶瓷玻璃、农业肥料等方面也有广泛的用途。__________ |
|
铜 |
Cu |
-铜的导电性仅次于银,居金属中的第二位,大量用于电气工业。铜具有耐腐蚀性,可用于电镀,作 外镀层或作镀层衬底。例如,在钢镀馅前先镀薄层的铜。铜还用来作金属的包层热压在钢或其他 金属的表面上。 铜的合金中,黄铜(60% Cu、40% Zn)具有良好的力学性能和压力加工性能,可作各种零件和制 品。青铜(80%(:11、15%5叫5%211)是一种古老的合金,因其质坚韧,硬度高,易铸造,而广泛用作各 种压力加工制品和异形铸件。白铜(50% ~70%CuJ8% ~20%NiJ3% ~ 15%Zn)有良好的力学性 能和耐腐蚀性能,广泛用于刀具、精密机械、化工机械、船舶制造等方面。 五水合硫酸铜CUSOa ∙5%()(胆矶)加入水中,可防止藻类生长;它同石灰乳混合制成“波尔多 液”,可作杀虫剂;硫酸铜还可作电解铜的电解液。铜氨配合离子[Cu(NH3)j2+可用于制造铜筱 纤维。氧化亚铜Qi20掺入船底漆中,其毒性可防止藻类和贝壳动物的生长。Cu2(OH)2CO3和氧 化铜可用作颜料,碱式碳酸铜还具有杀虫灭菌性能。偏亚碑酸铜和乙酸铜形成的复盐 CU(CH3COO)2 ∙3Cu(AsO2)2(巴黎绿)可用作木材防腐剂,以前曾作颜料和杀虫剂。氯化亚铜 CuCI和氯化铜是化学工业和石油工业常用的催化剂。环烷酸铜广泛用于木材、织物、绳子和渔网 的防腐。 铜和铁、锌、钥、硼、锌、钻等元素都可用作微量元素肥料。 |
|
⅛ |
Ni |
-鎳是一种十分重要的有色金属原料Q鎳的主要用途是制造不锈钢、高出合金钢和合金结构钢,被 广泛用于飞机、雷达、导弹、坦克、舰艇、宇宙飞船、原子反应堆等各种军工制造业。 在民用工业中,锦常制成结构钢、耐酸钢、耐热钢等大量用于各种机械制造业、石油。 裸与辂、铜、铝、钻等元素可组成非铁基合金。鎳基合金、鎳信基合金是耐高温、抗氧化材料,用于 制造喷气涡轮、电阻、电热元件、高温设备结构件等;棟钻合金是一种永磁材料,广泛用于电子遥控、 原子能工业和超声工艺等领域。 線还可作陶瓷颜料和防腐镀层。在化学工业中,鎳常用作氢化催化剂。近年来,在彩色电视机、 磁带录音机和其他通讯器材等方面,儀的用量也正在迅速增长。_________________ |
|
铅 |
Pb |
铅由于具有高密度、良抗蚀性、熔点低、柔软、易加工等特性,因此在许多工业领域中得到应用,铅 板和铅管广泛用于制酸工业、蓄电池、电缆包皮及冶金工业设备的防腐衬里。 铅能与锦、锡、籍等配制成各种合金,如熔断保险丝、印刷合金、耐磨轴承合金、焊料、榴霰弹弹丸、 易熔合金及低熔点合金模具等。含锡、锦的铅合金用作印刷活字,铅锡合金用于制造易熔铅焊条, 铅板和镀铅锡薄钢板用于建筑工业。 铅对X射线和7射线有良好的吸收性,广泛用作X光机和原子能装置的保护材料。汽油内加入 四乙基铅可提高其辛烷值。用作颜料的铅化合物有铅白、铅丹、铅黄、密陀僧等。 盐基性硫酸铅、磷酸铅和硬脂酸铅用作聚氯乙烯的稳定剂,还用在橡胶、玻璃、陶瓷工业,醋酸铅 用于医药部门。__________________________________________ |
9. 5现代电炉钢水的检验方法• 469 •
续附表9-1
|
元素 |
符号 |
__________主要用途 |
|
锡 |
Sn |
纯锡与弱有机酸作用缓慢,因而常用于制造镀锡薄板(带),俗称马口铁,用作食品包装材料;纯 锡也可用作某些机械零件的镀层。锡易于加工成管、箔、丝、条等,也可制成细粉,用于粉末冶金。 锡能同几乎所有的金属制成合金,用得较多的有焊锡、锡青铜、巴氏合金、铅锡轴承合金和铅字合 金。还有许多含锡特种合金,如错基合金,在原子能工业中作核燃料包覆材料;钛基合金,用于航 空、造船、原子能、化工、医疗器械等部门;铜锡金属间化合物,可作超导材料;锡银汞合金,用作牙科 金属材料。 锡的重要化合物有二氧化锡、二氯化锡、四氯化锡以及锡的有机化合物,分别用作陶瓷的瓷釉原 料、印染丝织品的媒染剂、塑料的热稳定剂,也可用作杀菌剂和杀虫剂。 |
|
锌 |
Zn |
锌广泛用于制造各种合金,如黄铜、白铜、青铜等。锌含量40%以下的黄铜使用价值最大,在黄铜 中加入锡、鎳、毓、铁、鹤、铅等成分后能改变其物理性能,因此,这类合金叫做特种黄铜。 锌的另一种用途是镀锌,也用于制造干电池,由于锌在铸造工业上的浇铸时能充满模内很精细的 地方,故在汽车工业上常作为精度铸件的原料。锌的化合物可用于纺织工业以及医药、橡胶,制造 油漆、颜料、染料等;农业上制作杀虫剂。锌还用以制微晶锌板,用于传真制板和压铸合金等技术。 |
|
碑 |
As |
在冶金工业上,用于熔炼珅合金,如碑铅合金用以制弹头;珅铜合金用于制造汽车、雷达零件等; 在农业上用作杀虫剂、除草剂和其他农药;在医学上制成碑酸盐药物,用于治疗梅毒、变形虫等,最 近又被研究用来治疗白血病;工业上用于木材防腐、玻璃工业脱色剂、镜子、羊毛浸洗、毛皮工业的 脱毛剂和防腐剂等;在军用毒药烟火方面也有广泛用途。 此外,含碑矿物如雄黄、雌黄还可作中药。雌黄还可以用来制成颜料或做退色剂,是提取碑和硫 的重要矿物,雌黄与雄黄都是制造硫酸的重要原料。 高纯碑主要用于生产化合物半导体,如碑化像、碑化錮、铢伸磷、像铝碑等以及用作半导体掺杂剂。这 些材料广泛用于制作二极管、发光二极管、隧道二极管、红外线发射管、激光器以及太阳能电池等。 |
|
锌 |
Sb |
睇产品主要为精锦及锦的化合物,即三氧化二睇、三硫化二锦等。锦性脆,不能单独使用。铅、锡 中加入适量的锦,能增加其硬度和强度。1979年美国用锌量的比例为阻燃剂51% •运输工具(包括 蓄电池)20% ,陶瓷和玻璃15% ,化学工业5% ,其他9% 。 一般的金属是热胀冷缩,而锦却热缩冷胀。印刷书刊的铅字如果采用纯铅浇铸,由于铅热胀冷缩,铸出 的字不清晰,而且质软不耐磨。如果在铅里加入一些锦,浇铸出的字笔画十分清楚,经久耐用。 锦的一些化合物可以用来治疗疾病。如酒石酸锌钾注射液常用于治疗血吸虫病;没食子酸睇钠 是我国首创的药物,主要用于治疗慢性血吸虫病;葡萄糖酸锦钠针剂供静脉或肌肉注射,可以治疗 黑热病。 睇的一些化合物如睇化錮、睇化铝,是很好的半导体材料,它们能感受到人眼看不见的红外线,因 此,可做红外线探测器,在军事上用来探测夜间敌人的动向。 |
|
镉 |
Cd |
镉可以制造轴承合金、特殊易熔合金、耐磨合金、焊锡,镉对盐水和碱液有良好的抗蚀性能,可以 用作钢构件的电镀防腐层,但近年来因镉的毒性,此项用途有缩减的趋势。 鎳镉和银镉电池具有体积小、容量大的优点,因而镉在电池制造中用量日增,镉是制造锌焊合金 和低熔点合金的主要成分之一。镉具有较大热中子俘获截面,因此含银80%、弱15%和镉5%的合 金可用作原子反应堆的控制棒,在铜中加入0∙05% ~ 1.3%的镉可改进力学性能,尤其是冷加工性 能,而电导率则下降很少。 镉的化合物曾经广泛用于制造颜料、塑料稳定剂、萤光粉,硫化镉、硒化镉、磁化镉具有较强的光 电效应,用于制造光电池。 |
|
秘 |
Bi |
他主要用途是以金属形态用于配制易熔合金,以化合物形态用于医药。前者熔点范围为47 ~ 262K,最常用的是紀同铅、锡、睇、錮等金属组成的二元、三元、四元、五元合金。改变这些金属在合 金中所占的百分比,就可获得一系列不同熔点和不同物理性质的合金。这些合金可用于消防装置, 做自动喷水器的热敏元件;锅炉和压缩空气缸的安全塞;焊料;金属热处理的熔浴介质等。锦合金 具有在冷凝时不收缩的特性,用做高精度的铸型材料。 轻及其合金常作为铸铁、钢和铝合金的添加剂,以改善合金的切削性能。含锦11%的総合金用于 制造红外线检测计。總锡和秘镉合金作用作硒整流器的辅助电极。利用紀在磁场作用下电阻率急 剧减小的特性作制作磁力测定仪。純毓合金可制永磁合金。秘的热中子吸收截面很小并且熔点 低、沸点高,可用作核反应堆的传热介质。碗化紀广泛用于制造温差电制器元件,用于太阳能电池。 皴银飽合金用于制造光电放大器。硫化银能用于制造半导体仪器。紀镉温差元件用于报警装置。 他的各种化合物已用作除尘粉、收敛剂、防腐剂、抗酸剂等。在医疗上应用的锌化合物有酒石酸 秘钾、水杨酸盐和皱乳等。 |
• 470 ∙ 9现代电炉炼钢的冶金质量控制
续附表9-1
|
元素 |
符号 |
_________________主要用途 |
|
钛 |
Ti |
自从人类1790年发现钛元素,1951年进入工业化生产以来,钛逐渐显示出它独特的优越性能。 它不仅具有金属结构材料的优越性能,而且在许多工艺介质中具有优异的耐腐蚀性能,钛的应用可 以获得明显的技术进步和经济效益。它的蕴藏量是铜的10倍,是继铁、铝之后的"第三金属",被称 为"空间金属”。 由于钛合金具有质量轻、强度高、抗蚀性好、耐高温、耐超低温等特性,因而在宇航、航空、舰船、铁 路化工、电力、海水淡化、轻工、食品等部门有着广泛的用途。 钛在医学上主要用来做矫正外形手术的材料。 目前钛矿原料90%用来制造钛白;主要含钛矿物金红石还是优质电焊条涂层不可缺少的原料。 近年来,钛作为微合金化的三大主要元素之一而被广泛应用于机械工程材料领域。 |
参考文献
[1]董杰吉,等•莱钢50吨电弧炉高效化生产技术措施•见:中国电炉流程与工程技术文集•北京:冶金工 业出版社,2005 :155.
[2]郑晓虎,等•超高功率电弧炉铁水热装实践•特殊钢,2000,21 (3):53.
[3 ] GB/T717—1998 :炼钢用生铁.
[4]侯树庭,等.一种潜在的新型废钢替代品—碳化铁.特殊钢,1996,17(1):30.
[5]贾大庸,等.脱碳粒铁-新型优质电弧炉原料.钢铁研究学报,1995,7(3) :90.
[6]郁福卫,等.改性铁在100吨竖式电炉上的试用及分析•见:中国钢铁年会论文集,2005:102.
[7]崔晓岚,等.一种新型炉料——复合金属料.特殊钢,2002,23(4) :34.
[8]周建男.钢铁生产工艺装备新技术.北京:冶金工业出版社,2004:257.
[9]王中丙•现代电炉一薄板坯连铸连轧.北京:冶金工业出版社,2004:33.
[10]肖爱平,等.汽车用低碳齿轮钢的LF—VD脱氧工艺.特殊钢,2005,26(4) :40.
[11]李英,等.淬火工艺对弹簧钢60Si2CrVAT力学性能的影响.特殊钢,2006,27(4) :61.
[12]郝祥寿.不锈钢冶炼设备和工艺路线•特殊钢,2005,26(2):28.
[13]付君彪,等.AOD与VOD在我国传统特钢企业的发展和应用.见:真空精炼与VOD精炼系统技术研 讨会文集,2005:43.
[14]游米香,等•超纯铁素体不锈钢品种和精炼技术的进展•特殊钢,2006,27(5):40.
[15]陈再枝,等.模具钢手册.北京:冶金工业出版社,2002:89.
[16]陈列,等.3Cr2W8V热作模具钢的稀土合金处理.特殊钢,2005,26(5) :51.
[17]李正邦•发展我国高速钢的战略分析•特殊钢,2006,27( 1):1.
[18]何勇•低碳含铅易切削钢150mm × 150mm连铸坯的生产实践.特殊钢,2006,27(3) :53.
[19]翁宇庆,等.超细晶钢——钢的组织细化理论与控制技术.北京:冶金工业出版社,2003 :725.
[20]赵坚,等•优质钢缺陷•北京:冶金工业出版社,1991 :237.
[21]蔡开科,程士富•连续铸钢原理与工艺•北京:冶金工业出版社,1994:302.
[22] Bommaraju R,Clerk B. Iron and Steelmaker, 1992, ( April) t21.
[23]王晓鸣,钢水中间包冶金技术•江苏冶金,1995 ,6:9.
[24] Daussanetal A, 1995 Steelmaking Conference Proceeding:471.
[25] Byrneetal M. 1987 Steelmaking Conference Proceeding:81.
[26] Saekietal T.铁钢,1987,173(10) :207.
[27]孙海轶,李成斌,李丽影,钟良才,近年来中间包冶金技术的发展.材料与冶金学报,2002,3(1) :36.
[28]张立峰,蔡开科,中间包冶金技术的发展.炼钢,1997,8:42.
参考文献• 471 •
[29]吴永生,喻承欢,骆忠汉.扩容中间包冶金效果的研究.炼钢,2001,17(1) :38.
[30]周庆杰,朱景清.我国无缝钢管生产的现状、问题、对策与展望.钢管,2000,29(4)•
[31 ] Steelmaking Time Internationlly, 1991 ,July:22.
[32]孙宝珍,等.合金钢手册(上册).北京:冶金工业出版社,1984:42,
[33]沈才芳,等.电弧炉炼钢工艺与设备(第2版).北京:冶金工业出版社,2008.
[34]陶晋.电炉炼钢中直接还原铁的利用.特殊钢,1997,18( 1) :24.
[35]史占彪,等.直接还原铁在电弧炉炼钢中的应用.特殊钢,2000,21 (3) :6,
[36]洪世辉,等.抚钢50tIJHP电炉应用海绵铁生产实践.特殊钢,1999,20(2) :54,
[37]陈煜,等.直接还原铁在电弧炉中的应用.特殊钢,1999,20(2) :50.
[38]汪学瑶.电弧炉用钢铁炉料的发展动态.特殊钢,1997,18(1):1.
[39]李士琦,等.现代电弧炉炼钢.北京:原子能出版社,1996.
[40]周建男.钢铁生产工艺装备新技术.北京:冶金工业出版社,2004:245 ~ 246.
[41]陈伟庆,等.直接还原铁在电弧炉炼钢中应用.特殊钢,1997,18(2):4 .
[42]周世祥,等.EAF-LF-VD工艺生产低氮钢技术.特殊钢,1998,19(1):1.
[43]陈列,等.50 I EAF EBT-60tLF工艺冶炼GCrl5钢的氮含量控制.特殊钢,2004,25(4) :57,
[44]秦勇.电弧炉流程低氮钢生产技术研究.见:2006年全国炼钢、连铸生产技术会议文集.中国金属学 会,2006:106.
[45]朱荣.提高供氧强度降低电炉炼钢生产成本.见:电炉炼钢技术交流会论文.开封,2006.
[46]赵乃成.张启轩.铁合金生产实用技术手册.北京:冶金工业出版社,1998:925 ~926.
[47]冯聚和.炼钢设计原理.北京:化学工业出版社,2∞5 :22.
[48]傅杰,等.现代电炉炼钢技术的发展及我国电炉生产的前景.见:中国电炉流程与工程技术文集.北 京:冶金工业出版社,2005 :21.
[49]本书编委会.中国冶金百科全书•钢铁冶金卷.北京:冶金工业出版社,1998.
10现代电炉工厂设计和典型流程
10.1工厂设计
10.1.1 概况
10. 1. 1. 1 电炉炼钢条件
用电炉可以冶炼各类钢种,通常只有废钢或直接还原铁供应来源可靠,且电力供应充足的地 方才适宜选用电炉冶炼。电炉炼钢车间的年生产规模不宜大于200万t0
10. 1. 1.2 电炉炼钢分类
电炉炼钢车间按炉容量划分为大、中、小型:
小型 中型 大型
<30t
30 ~ 70 t
⅛90t
2005年国家颁发的《钢铁产业发展政策》进一步明确规定了以后钢铁工业建设的准入条件: 电炉公称容量应在70 t以上;并加快淘汰公称容量20 t以下的电炉。
10. 1. 1. 3 电炉炼钢新技术
积极发展高功率(HP)、超高功率(UHP)电炉及其配套新技术,公称容量不小于30 t的电炉 均应采用高功率或超高功率。同时,积极采用以下超高功率电炉配套新技术:
(1)偏心炉底出钢及留钢留渣操作技术;
(2)管式水冷炉壁和水冷炉盖;
(3)电炉烟气预热废钢;
(4)氧燃烧嘴;
(5)炉盖第5孔机械化自动化加料系统;
(6)炉内喷炭粉及泡沫渣长弧冶炼技术;
(7)全数字式电极调节技术;
(8)电炉底吹技术;
(9)铁水热装技术;
(10)炉盖第4孔直接排烟与电炉周围密闭罩或屋顶罩结合的一次、二次烟尘净化系统;
(Il)计算机过程控制与生产管理。
对于冶炼不锈钢,有条件地取舍上述技术。
10.1.1.4直流电炉
直流电炉有许多突出优点,其底电极系统有钢棒式、钢针式、导电耐火材料式等几种,条件成 熟时可在设计中采用。
10. 1. 1.5 炉渣处理
炉渣处理方式为:
------------------------------------------------------------10. 1工厂设计.473 •
(1)根据冶炼钢种特点和场地条件,电炉可采用炉下电动渣罐车出渣、抱罐汽车出渣、或炉 下堤坝式热泼渣,用坦克式装载机和装卸车配合运出。
(2)电炉炼钢工程应设置中间渣场和渣处理间。根据气象条件,中间渣场可为露天栈桥或 部分带房盖栈桥,也可采用堤坝式热泼渣场。炉渣处理可采用固体渣热闷水浸后翻罐并破碎方 式,也可以采用热泼渣破碎方式、滚筒渣处理方式等。
(3)电炉渣量与造渣料质量有关,一般约为80 ~ 120 kg∕t,渣中带有一定数量的废钢,应予以 回收,炉渣本身也应尽可能回收利用。当炉渣回收需进一步加工时,一般在炉渣处理间进行。
10.1. 2生产规模
在设计中应阐明最终产品总量、名称和品种,以及所需的钢水总量、合金比、高合金比、连铸 比和模铸比。
10.1. 3产品方案及代表钢种化学成分
10.1. 3.1 产品方案
为充分发挥高功率或超高功率电炉高生产率的特点和简化连铸工艺,在拟定产品方案时既 要考虑发挥电炉冶炼合金钢的优势,又要考虑使产品向专业化方向发展,在条件适宜时,也可以 以生产碳素钢与低合金钢为主。
在设计中应按钢类和钢种,用表格分别列出连铸坯、模铸锭和钢水的年产量。
10. 1. 3. 2 代表钢种化学成分
在设计中应按钢类和钢种,用表格分别列出有关参数,并且表格中除了包括常规元素外,还 需包括对气体含量的要求。
10.1. 4原材料及金属平衡
10. 1.4.1 原材料
A金属料
确保精料入炉,轻、中、重型废钢应合理搭配,入炉中个别大块废钢的断面尺寸、长度和重量 必须遵守相关的规定,如表10 - 1所示。
表IO-I对入炉废钢断面尺寸、长度和重量的规定
|
电炉公称容量/t |
废钢最大断面/mm X mm |
废钢最大长度/mm |
废钢单重/kg |
|
30,50 |
≤400 ×400 |
≤1000 |
WlOOO |
|
70,90 |
≤500 ×500 |
≤1100 |
≤1500 |
|
120,150 |
W600 X600 |
W】200 |
≤2000 |
根据废钢来源和质量情况,应对人厂废钢进行必要的加工处理,主要包括废钢分拣(人工或 机械剔除有色金属和易爆物)、火焰切割、机械剪切、打包和落锤破碎。废钢堆场面积应满足1 ~ 2个月废钢用量。
废钢配料间应为带盖厂房,其面积应满足5 ~7天用量,其内应设准确的废钢称量设施,积极 创造条件采用计算机管理废钢和配料。其区域配置和料格(或料坑)布置应满足对废钢按种类 (合金废钢,高、中、低碳钢,渣钢)和规格(重、中、轻废钢,轻薄料,钢屑)严格进行分类堆存的 要求。
• 474 ∙ 10现代电炉工厂设计和典型流程 一----
电炉加料用的废钢料罐应具有足够的容积,一般每炉钢加料次数以1 ~2次为宜,当炉料中 轻薄料比例高时,最多也不应超过3次。当采用2次加料时,料罐容积取炉料总容积的60%。
当电炉采用直接还原铁为部分原料时,直接还原铁的质量指标可参考以下要求:
金属化率 全铁 金属铁 SiO2 C
S
P
粒度
>92%
N92%
≥84. 5%
≤3%
≤1.5%
≤0.01%
≤0. 03%
球团≥3 mm
热压块约 90 mm X 30 mm × 60 mm
当直接还原铁用量大于20%时,应设置贮存料仓间,通过皮带运输系统将还原铁送至电炉 车间原料跨的高位料仓,再通过机械化加料系统,经连续称量,由炉盖第5孔连续加人电炉,其连 续加料速度为15 -35 kg∕(min ∙ MW)。直接还原铁(球团)的贮存料仓应设充氮保护系统,以防 自燃。
电炉采用吹氧助熔和氧化,一般不再使用铁矿石作氧化剂。当因氧气供应不足或因操作习 惯需使用铁矿石时,铁矿石的粒度应为20 ~60mm,应不含机械水和泥料,其化学成分应为:FeN 55% ,SiO2 <8% ,S<0. 1% ,P<0. l%o铁矿石由散状料间或贮场供给。
铁合金由铁合金库供给。各种铁合金的化学成分应符合部颁标准规定。铁合金粒度应为 5~50 mmo贮存中应严格分类保管,严防混料和沾水,运输过程中应考虑防雨防潮。
在设计中应分别阐明对废钢、生铁、铁水和合金等金属料的化学成分、外形尺寸和重量的要 求以及供应渠道的确定。
B造渣料
电炉使用的造渣料石灰、萤石的粒度应为10-60 mmo石灰应就近由石灰焙烧间供给,焙烧 后的石灰在料仓中的贮存时间应小于24 ho当石灰采用容器送往主厂房原料跨时,容器应为密 闭式,有条件的地方,尽可能供给活性石灰,活性度不小于350 mL(4 mol/L HCl对50%石灰溶水 后滴定值)。萤石由散状料间或料场供给,其贮存与运输过程中应注意防雨与防潮。
石灰成分应为:CaO >90% ,SiO2 ≤1. 5% ,SwO. 05% ,P≤0.02% ;
萤石的成分应为:CaF? >85% ,SiO2 <4% ,CaO <5% ,S<0. 2%o
在设计中应分别阐明对石灰、白云石、萤石、合成渣和炭粉等造渣料的化学成分、外形尺寸和 重量的要求以及供应渠道的确定。
铁合金和散状料用自卸汽车运送到电炉车间机械化上料系统的地下受料槽,经皮带运输系 统将铁合金和散状料送至高位料仓贮存,按冶炼要求再通过加料系统经称量后,由炉盖加入电炉 和精炼炉。
C其他材料
在设计中应分别阐明对电极、耐火材料和丝卷等材料的化学成分、外形尺寸和重量的要求以 及供应渠道的确定。
D动力介质
电炉炼钢车间的公用设施应满足以下要求:
(1)确保车间内各用户接点处的工作参数要求和对介质的质量要求;
........................................-------------10.1工厂设计.475 .
(2)氧气、氣气、氮气、压缩空气与燃料的生产能力按吨钢单耗确定,但管道与贮气罐的能 力,应满足车间最大瞬时流量的要求。公用设施的能力,在满足设计的钢产量前提下,还应根据 具体条件,适当留有余地;
(3)生产循环冷却水用量,应按车间各用户设计用水量并适当留有余地的原则确定,电炉及 重要工艺设备应考虑约20 ~30 min的事故供水能力,用量约为正常量的一半左右;
(4)在车间分期建设的情况下,各种介质的主管道一般应按最终规模的需要一次建 成,而有关公用设施则根据具体条件,或在总图上预留发展面积,或在厂房内预留增建机组 的条件。
在设计中应分别阐明对电力、氧气、氮气、気气、燃气、压缩空气、蒸汽和冷却水等动力介质的 电源条件、电压等级、纯度、压力、热值、品质和温度的要求以及供应渠道的确定。
10. 1. 4. 2 金属平衡
在设计中应按钢类分别阐明金属料的百分比组成,并用图表列出废钢、生铁、铁水和合金的 年消耗量。
10.1. 5生产能力
电炉的公称容量即为其平均出钢量(钢水),最大出钢量一般为平均出钢量的1.2倍。在满 足年产量任务的前提下,应减少车间炉座数,选择功率水平高、容量大的电炉。新建电炉容量一 般应不小于70 t,车间内的电炉座数以1 ~2座为宜。
电炉的年生产能力按式10-1计算:
式中Q..1座电炉钢水年产量,t∕a;
1440——每天日历时间,min/d;
C——每炉平均出钢量,t;
N——电炉年工作天数,d/a;当电炉与单台连铸配合时,N = 275 ~290,当电炉与部分连铸 配合时,N = 300 ~ 320;
T—冶炼周期(出钢到出钢时间),min。
在确定车间年产量时,应综合考虑在线炉外精炼装置与连铸机(或模铸系统)的通钢能力与 相互间生产节奏的配合关系。
在设计中应用表格分别列出各单体设备的座数、平均出钢量、平均冶炼周期、年有效生产时 间和年产能力。
10.1.6 工艺流程决定
高功率或超高功率电炉一炉外精炼一连铸应作为新建和改扩建电炉炼钢车间的基本工艺 路线。
30 t以上的高功率或超高功率电炉,其后步应设LF钢包精炼炉,使电炉成为简单的熔化和 初炼设备,并可根据钢种质量要求配备其他炉外精炼设施。
新建和改扩建电炉炼钢车间,应以连铸为主,设计中应积极创造条件实现全连铸和钢坯热 送。因条件限制而必须采用模铸时,应根据规模大小采用纵向或横向浇铸系统,并为今后增建连 铸预留必要条件。
小于30 t电炉炼钢车间较难按基本工艺路线组织生产,只适于小批量、多品种的生产工艺。
• 476 ∙ 10现代电炉工厂设计和典型流程
在设计中应按钢类分别阐明工艺路线的选择原则,并用图表列出工艺流程。
10.1. 7 车间工作制度
在设计中应用表格列出车间的日历天数、非工作天数(包括计划停产时间和非计划停产时 间)、有效工作天数和有效作业率。
10.1.8车间组成及工艺布置选择
10. 1. 8. 1 车间组成
应根据生产规模、工艺流程、厂区条件、厂内外协作与原材料供应情况,确定电炉炼钢车间的 合理组成,可视具体情况在下列一般组成中兼并取舍:主厂房(包括炉子跨、原料跨、炉外精炼及 钢水浇铸系统各跨);废钢堆场(包括处理设施)及配料间;地下料仓间及皮带通廊;铁合金库及 散状原料间;中间渣场(包括处理设施);耐火材料仓库;备品备件库;杂品库;车间机修间;快速 分析室;变配电所等。
在设计中应用表格列出跨间组成,包括各跨间的名称、尺寸、面积、轨面标高、起重机数量和盹位。
10. 1. 8. 2 工艺布置选择
A主厂房
电炉炼钢车间的主厂房布置形式按如下原则考虑:
(1)电炉容量不大于30 t、单座炉子的电炉车间,且无发展远景时,可以考虑电炉与连铸(或 模铸)同跨布置的形式,但应保证良好的生产条件;
(2)电炉容量大于30 t的电炉炼钢车间,主厂房一般采用由炉子跨、原料跨、精炼或钢包转 运跨、浇铸系统各跨组成的多跨并列的布置形式;
(3)单座电炉的车间,炉子跨与原料跨也可以采用与浇铸系统各跨垂直布置的形式。
B废钢配料间
废钢配料间一般与主厂房分开单独设置。小型电炉车间废钢配料间也可以与炉子跨毗连 设置。
C原料跨
炉容量不超过30 t的电炉车间,一般不设原料跨,可设炉旁简易的炉盖第5孔加料系统;炉 容量不低于50 t的电炉车间,应设置原料跨。原料跨散状料贮存进料方式,在以全废钢法冶炼 时,一般可采用吊车吊底开料罐的方式;当以部分(> 20% )直接还原铁为炉料时,宜采用皮带运 输机进料;容量不小于120 t、产量大的电炉车间,也可以采用皮带运输机的进料方式。
D物料运输
电炉炼钢车间主厂房及辅助生产间应结合区域总平面图合理布置,保证进出主厂房的各种 物料运输灵活顺畅无干扰。除废钢和钢坯(锭)及铁水等大宗物料可视生产规模采用铁路或无 轨运输外,炼钢区域内的其他物料运输应尽量采用无轨运输,车间内部应充分利用吊车吊运,并 利用横向渡车线进行跨之间的运输;当主厂房与轧钢车间毗连或邻近时,应以辎道或渡车运送钢 坯(锭)以利热送。
E布置方式
电炉炼钢车间主厂房各跨并列布置时,原料跨一般应布置在炉子跨和浇铸跨(或炉外精炼 及钢包转运跨)之间,但这时设计中应对出钢区域的漏钢事故处理有所考虑。当炉子跨与浇铸 跨(或炉外精炼及钢包转运跨)垂直布置时,原料跨应平行并列布置于炉子跨一侧。
10.1工厂设计• 477 •
F主厂房参数
确定电炉车间主厂房参数主要考虑以下原则:
(1)炉子跨。电炉横向布置时,炉子跨跨度一般为21 ~30m。其跨度应保证变压器室外墙 面至对侧厂房柱之间的净空,能顺利通过废钢料篮与吊换的炉壳,以及炉子前后必要的操作面 积。该跨的吊车轨面标高应保证更换电极的正常作业,带有密闭罩的电炉,吊车梁下缘至密闭罩 最高点(吊车梁底下部分)的净空一般应不小于0.5 m。电炉所在处厂房柱间距一般为18 ~36 m,根 据电炉容量及其外形尺寸确定。
(2)原料跨。一般跨度为12 ~ 15 m,应根据料仓数量、容积、设备布置和操作要求确定。其 高度取决于设备的立面布置情况。当采用吊车吊料罐的进料方式时,应保证料罐的安全吊运 作业。
(3)炉外精炼及钢包转运跨。一般跨度为21 ~30m,应根据炉外精炼装置与连铸机钢包回 转台的布置情况与该跨总体工艺布置确定。吊车轨面标高主要考虑炉外精炼装置的设备高度和 连铸钢包回转台的高度,应保证钢包坐入回转台后其最高点(带加盖机械时为此机械的最高点) 至吊车梁下缘之间净空不小于0.5 m。
(4)浇铸系统以后各跨根据连铸或模铸的具体工艺及布置确定。
G主厂房布置原则
只有当车间内为单座电炉,炉子跨与浇铸系统各跨垂直布置或电炉与连铸采用同跨布置时, 电炉才能采用纵向布置方式,一般情况下电炉在炉子跨内均采用横向布置方式。此时电炉的纵 向中心线与炉子跨电炉侧厂房柱行列线的最小距离,应保证能用吊车顺利地吊换电极、炉壁水冷 块和出钢口部件。电炉的横向中心线至变压器室外墙的距离应满足电炉设备设计尺寸要求,在 工艺布置上应校核炉盖旋转时电极把持器尾部与变压器室墙上电缆架的关系,以免碰撞。电炉 在炉子跨中平面位置布置的确定,还需综合考虑装料、吊换炉壳、出钢、变压器检修吊装及电炉密 闭罩的布置等因素。
车间内电炉、炉外精炼设施、连铸机(或模铸线)的相对布置关系,应保证钢水精炼与浇铸的 流程顺畅无干扰,钢包倒运次数少,且运输距离最短。
电炉均采用高架式布置,电炉炉门坎线至工作平台面的高度为500 ~600 mmo确定工作平 台标高及平台开孔时应核算出钢、出渣时电炉各种运动与相邻设备、构筑物的动态关系。
车间内装备1座以上相同容量的电炉时,电炉与变压器的布置关系宜采用同侧布置的 形式。
电炉炼钢车间主厂房是高温及重级吊车作业厂房,通风散热应良好,炉容量不小于50 t的电 炉车间宜采用钢结构厂房。厂房屋面应考虑风雨、雪、灰等动静负荷,并有较好的清灰条件。主 厂房各跨吊车两侧与山墙处应设贯通的安全通道,并在合适高度配置能连通主要跨的参观通道。 各跨厂房屋架上应适当配置吊车检修设施。在电炉、精炼炉、浇铸处等热源点上空应设置气楼。 炉子跨的门洞尺寸应考虑便于废钢料篮、炉壳、变压器等大型设备通过。
电炉工作平台设计的均布负荷为20 ~ 25 kN∕m2(炉座上修炉时为30 kN/m2),尽可能采用钢 结构平台。原料跨各层平台设计的均布负荷为5 ~8 kN∕m2o车间采用混凝土地坪,但出坯(出 锭)跨宜采用碎石铺盖的形式。
车间内凡邻近钢水、炉渣和热铸坯(锭)的平台梁柱、吊车梁、厂房柱及其他建构筑物均应采 取隔热保护措施。
电炉和钢包炉变压器室外墙上短网开孔区的土建结构应采取防电磁感应的措施。
• 478 ∙ 10现代电炉工厂设计和典型流程--------------------------------
H辅助设施布置原则
炼钢辅助生产设施应在总图布置合理的前提下,布置在邻近主厂房的区域,在确定具体布置 时,应考虑以下各点:
(1)主厂房的出坯或出锭跨,应尽可能邻近轧钢原料跨或与之毗连,以利于钢坯(锭)热送。
(2)废钢配料间与主厂房炉子跨距离不宜太远,以减少料篮运输车往返时间。规模较小的 车间,配料间可直接与炉子跨毗连。
(3)用高炉敞口铁水罐或混铁车运送铁水时,电炉主厂房距高炉不宜太远,以减少铁水罐或 混铁车往返时间和铁水温降。
(4)中间渣场宜适当脱离主厂房;但用炉下渣罐车运送渣罐时,距离不宜太远;当用抱罐汽 车运输并直接倾倒液体炉渣时,炉渣间宜布置于距主厂房较远且周围建筑物较少的地方。抱罐 汽车的运输线路应不与铁道相交,并尽量少与其他物料运输交叉。
(5)电炉的烟气净化设施应尽可能靠近主厂房炉子跨,以缩短大直径废气管道长度和减少 系统阻力。
I环保、安全
电炉炼钢车间工艺设计必须符合国家安全环保等有关规定:
(1)电炉产生的一次烟尘,必须经过净化达到国家排放标准后才能排入大气。设计应尽可 能对一次、二次烟尘进行综合治理,对高功率和超高功率电炉,可采用炉盖第4孔直接排烟与密 闭隔音罩收集二次烟尘相结合的除尘系统,使之既解决一次、二次烟尘的污染,又使电炉周围作 业区的噪声降到85 dB以下。
(2)车间的其他烟气与粉尘发生点,如散状原料系统等也应设烟尘收集与净化系统。
(3)对不采用密闭隔音罩的高功率、超高功率电炉,应采用厂房隔音和操作室隔音等 措施。
(4)对钢水运输设备的安全性和可靠性应予以充分重视,应考虑必要的漏钢事故处理设施 (如漏钢坑)、火灾报警、消防等。
J节能
认真贯彻执行节能原则。电炉炼钢的工序能耗必须符合冶金行业规定的节能指标:
(1)凡后步配备LF、AOD、VoD或其他具有脱硫等精炼功能炉外处理设施的高功率和超高 功率电炉,应取消电炉还原期;
(2)积极采用计算机进行电炉冶炼的过程控制,以有效地降低冶炼能耗;
(3)根据具体情况应用电炉烟气预热废钢技术;
(4)设计中应积极利用生产过程中的废热。
K循环经济
认真贯彻执行综合利用方针,对电炉冶炼中产生的废渣、废钢、废砖、废电极和炉尘,应积极 创造条件回收利用。
L 三电(电气、仪表、自动化)
电炉炼钢车间应备有两路供电,关键工艺设备应设置事故电源,冶炼用电按电炉变压 器的最大容量考虑,并应适当留有余地。工艺设备的操作控制应在方便操作、安全可靠的 前提下努力提高自动化水平,凡必须连续程序作业的操作系统(如炉盖第5孔加料系统)均 应采用自动程序控制,凡易发生误操作而可能危及设备和人身安全的应设有必要的操作连 锁和安全措施。
----------------------------------------------------10.1 Ir设计.479 •
所有入炉原材料的成分、重量、各种动力介质(水、电、压缩空气、氧气、氮气、氮气与燃料)的 工作参数(压力、流量、温度、用量)及有关冶炼工艺参数,都应设置完善的检测仪表,并根据操作 工艺和生产管理的要求选择仪表类型,有条件的地方应建立计算机数据收集系统和crt显示, 并与管理计算机并网,实现生产统计报表的整理与打印。
M其他
在设计中应阐明各跨间,包括平台和二次建筑物、构筑物在内的主辅区域内设备的布置情况 和功用,以及起重机的布置情况和功用。
10.1. 9设备选型及其主要性能
10. 1. 9. 1 主体设备
根据我国目前电炉技术状况和今后发展趋势,确定电炉的容量系列为10 t、20 t、30 t、50 t、70 t、 90 t J20 t J50 to
公称容量为30 ~ 150 t的电炉,按变压器的吨钢额定容量大小可分为普通功率电炉、高功率 电炉、超高功率电炉,具体为:
普通功率电炉 350 - 450 kV ∙ A/t
高功率电炉 450 ~6∞ kV ∙ A/t
超高功率电炉 600 ~ IOoO kV ∙ A/t
电炉容量与炉壳直径、变压器额定容量的配置关系如表10 -2所示。
表10-2电炉容量与炉壳直径、变压器额定容量的配置关系
|
电炉公称容量 /t |
电炉炉壳直径 ∕mm |
变压器额定容量/kV ∙ A | ||
|
普通功率 |
高功率 |
超高功率 | ||
|
JO |
3500 |
5500 | ||
|
20 |
4200 |
60∞ | ||
|
30 |
46∞ |
125∞ |
100∞ |
200∞∕250∞ |
|
50 |
5200 |
250∞ |
31500/40000 | |
|
70 |
5800 |
40∞0 |
50000∕630∞ | |
|
90 |
6100 |
500∞ |
63000/80000 | |
|
120 |
67∞ |
63000 |
80000∕900∞ | |
|
150 |
7000 |
80000 |
90000/100000 | |
在满足年产量的前提下,应选用单位功率水平高而炉容量相对小的电炉。新建的电炉应选 用偏心炉底出钢、分段式炉壳、外装管式水冷炉壁或水冷炉盖、全液压操作的高功率或超高功率 电炉。超高功率电炉的其他配套技术装备应根据具体条件选用。
在设计中应分别阐明对电炉炉型的选择(如交流、直流;单炉壳、双炉壳;废钢预热型式)、精 炼炉型的选择(如LF、VD、RH、VoD、AoD)及对其优缺点进行比较论证。
电炉变压器应为有载调压,三相电压能各自单独调节。变压器的高压侧供电系统,应根据对 外部电网冲击负荷的情况与影响,设置必要的静止式动态功率补偿装置。
与电炉配套的钢包容量和浇铸起重机如表10-3所示。
■ 480 ∙ 10现代电炉工厂设计和典型流程
表10-3与电炉配套的钢包容量和浇铸起重机 (t)
|
项目 |
数 值 _____ | |||||||
|
电炉公称容量 |
10 |
20 |
30 |
50 |
70 |
90 |
120 |
150 |
|
电炉平均出钢量 |
io- |
20 |
30 |
50 |
70 |
90 |
120 |
150 |
|
电炉最大出钢量 |
15 |
25 |
36 |
60 |
84 |
108 |
144 |
180 |
|
钢包容量 |
15 |
25 |
40 |
60 |
85 |
110 |
150 |
180 |
|
浇铸起重机 |
32/5 |
63/16 |
80/20 |
125/32/5 |
140/40/10 |
180/63/20 |
225/63/20 |
280/80/20 |
注:表中浇铸起重机按行业现行系列考虑,在确定主钩起重能力要求时按真空精炼包的重量(估算)考虑。
在设计中应阐明各单体设备的主要功能、作业周期、操作过程,并用表格列出设备组成及其
主要参数。
10. 1. 9. 2 废钢配料系统
在设计中应阐明料格布置、料罐及料罐车(包括数量、尺寸和废钢堆放量)、配料操作,并用 表格列出设备组成及其主要参数。
10. 1. 9. 3 散状料系统
在设计中应阐明系统组成(包括上料系统和投料系统)、服务对象、布置情况、操作过程,并 用表格列出设备组成及其主要参数。
10. 1. 9. 4 辅助设备
在设计中应阐明修炉修包区的布置和生产流程,炉壳和钢包数量的计算,并用表格列出设备 组成及其主要参数。还应阐明起重机的作业对象、吨位计算、轨面标高计算、作业率和数量计算, 并用表格列出技术性能要求。
10.1.10车间主要技术经济指标
在设计中应用表格列出相关参数,包括各主体设备的座数、出钢量、出钢周期和年产量、车间 作业天数和作业率、车间的设备总重、装机容量、建筑面积和劳动定员。
10.1.11车间主要消耗指标
在设计中应用表格列出相关参数,包括各主体设备的主辅材料消耗和动力介质消耗。
10.1.12 车间劳动定员
在设计中应用表格列出相关参数,包括各生产工段的人员配备、技术管理的人员配备和车间 运转情况。
10.2典型流程
本节对电炉炼钢车间流程作举例说明。
10.2.1电炉工艺流程的设计
10. 2. 1. 1 结构钢、工具钢
工艺流程:装料T电炉-LF(2空广连铸或模铸。
经LF处理后,钢中含氢量可降到W0. 0004% (4 PPm),含氮量可降到近0. 006% (60 PPm),对 于对氢和氮比较敏感的钢种,在LF处理后,再经VD处理,使钢中含氢量降到V0. 0002% (2 PPm),含氮量降到 <0. 004% (40 PPm) o
10.2典型流程• 481 •
10. 2. 1. 2不锈钢、耐热钢、特种合金
工艺流程:装料T电炉一AC)DrVOD广连铸或模铸。
I—LF」
二步法:经AoD精炼后,钢中含碳量可降到约0. 05% o
三步法:对于超低碳、超低氮和超纯铁素体的钢种,在AOD精炼后再经VOD处理,使钢中含 碳量降到 <0∙ 05% ,C + N <0. 0150% (150 ppm) ,HwO. 0002% (2 ppm)。
10.2.2电炉一CSP薄板坯连铸连轧生产线
例:广州珠江钢铁有限责任公司150 t电炉车间。
一期:炼钢车间内设1座150 t交流烟道竖炉电炉J座150 t LF,年产82万t合格钢水、80万t 合格薄板坯,品种为碳素结构钢、低碳深冲钢和低合金结构钢。电炉和LF引进德国Fuchs公司 和奥地利VAl公司技术。该车间于1999年8月投产。工艺流程为:装料T电炉-LF->连铸。
二期:炼钢车间另建1座150 t交流电炉J座150 t LFJ座150 t双工位VoD/VD,年产IOO 万t合格钢水、96万t合格薄板坯,品种为碳素结构钢、低碳深冲钢、低合金结构钢、集装箱用钢、 汽车大梁钢、管线钢、高强耐候钢和不锈钢。电炉、LF和VOD/VD引进意大利DanieIi公司技术。 该车间于2003年3月投产。工艺流程为:装料一电炉一LF匚y?吧£[*连铸,约30%的钢水 需经VOD/VD处理。
主要工艺特点是:采用DRI,降低成本;一期采用废钢预热技术,降低能耗;采用炉壁烧嘴,强 化冶炼;LF在线布置,节省厂房面积。
车间主要技术经济指标如表10-4所示。
车间布置如图10-1所示。
表10-4 车间主要技术经济指标
|
序号 |
__________项 目___________ |
珠江钢铁公司150 t电炉 — |
|
1 |
电炉钢铁料配比 |
60% DRI+40% 废钢 |
|
2 |
电炉座数/座_________________ |
一期:i(交流毎炉);二期:i(交流炉) - |
|
3 |
电炉公称容量/t - |
150 |
|
4 |
电炉平均出钢量/t |
150 |
|
5 |
电炉最大出钢量/t |
180 |
|
6 |
电炉变压器容量/MV ∙ A |
120 |
|
7 |
电炉冶炼周期/min_______________ |
60 |
|
8 |
电炉炉壳直径/ mm______________ |
¢7000 |
|
9 |
电炉电极直径/mm |
φ610 |
|
10 |
LF座数/座 |
一期:1;二期:1 |
|
H |
LF平均处理钢水量/t |
150________________________________________ |
|
12 |
LF最大处理钢水量/t |
180 |
|
13 |
LF变压器容量/MV ∙ A |
24 |
|
14 |
LF处理周期/min |
50 |
|
15 |
LF电极直径/mm |
φ450 |
|
16 |
LF升温速度/工∙ min-∣ |
4 |
|
17 |
VOD/VD座数/座 |
二期:1(双工位) |
|
VOD/VD平均处理钢水量/t |
150 | |
|
19 |
VOD/VD最大处理钢水量/t |
180 |
|
20 |
VOD/VD处理周期∕min |
45 |
|
21 |
VOD/VD抽气能力∕kg ∙ h, |
450 |
|
22 |
VOD/VD极限真空度/Pa_____________ |
35 |
|
23 |
电炉年产钢水量/万1 |
一期:820000 ;二期:IoOoOOO |
|
24 |
LF年产钢水量/万t |
一期:820000;二期:1000000 |
|
25 |
VoD/VD年产钢水量/万t |
二期:300000 |
③
• 482 ∙ 10现代电炉工厂设计和典型流程
歸中耳
OOOI £
摊*叫
• OoOC
以添轩¥限
-OOOHc -

畢典«訳5

SSXK-
固叵⅛⅛出5δ%⅛卷⅛⅛≡⅛To- ®
⑤
+
Ss^
JOM)S I


ɪ 】00£9/09 7

Xi刍
101/C9/0XZ
Jct∕ooι I

φφ
W^SE

出

^ss
£黄一召
6
0 ㊀

歯Nd
御詮田afe≡j
网与饗阳M
t——T——Tl
^ss

区相姿m品 φ
10.2典型流程• 483 •
10. 2. 3 电炉-中板生产线
例1 :宝钢集团上海浦东钢铁有限公司(原上钢三厂)100 t电炉车间。
炼钢车间内设2座100 t直流电炉、2座100 t LFJ座Ioot双工位VD,年产84. 2万t合格钢 水、75万t合格板坯、5万t合格钢锭,品种为碳素结构钢、锅炉钢、船板钢、舰艇用钢、压力容器 钢、汽车大梁钢、低合金结构钢、工程机械用钢、石油化工用钢、电站用钢、石油管线用钢和海洋平 台用钢。电炉引进瑞典ABB公司技术,LF和VD选用西安电炉研究所技术。该车间于1995年 10月投产。工艺流程为:装料-电炉—LF匚丝广连铸或模铸,约40%的钢水需经VD处理。
主要工艺特点是:采用直流供电技术,使生产平稳;LF在线布置、无原料跨,节省厂房面积。 车间主要技术经济指标如表10-5所示。
车间布置如图10-2所示。
表10-5车间主要技术经济指标
|
序号 |
项 目 |
宝钢集团上海浦东钢铁有限公司100 t电炉 |
|
1 |
电炉钢铁料配比 |
I 90%废钢+10%生铁 |
|
2 |
电炉座数/座 |
_______2(直流炉)______________ |
|
3 |
电炉公称容量/t |
100 |
|
4 |
电炉平均出钢量/t |
100 |
|
5 |
电炉最大出钢量/t |
115 |
|
6 |
电炉变压器容量/MV - A |
71. 1 |
|
7 |
电炉冶炼周期/min |
95 |
|
8 |
电炉炉壳直径/mm |
φ6500 |
|
9 |
电炉电极直径/1u1u |
φ710 |
|
10 |
LF座数/座 |
2 |
|
11 |
_____LF平均处理钢水量/t_________ |
100 |
|
12 |
LF最大处理钢水量/t |
115 |
|
13 |
LF变压器容量/MV ∙ A |
16 |
|
14 |
LF处理周期/min |
45 |
|
15 |
LF电极直径/mm |
φ450 |
|
16 |
LF升温速度/K ∙ min'* |
4 |
|
17 |
_____VD座数/座 |
1(双工位) |
|
18 |
VD平均处理钢水量/t |
100 |
|
19 |
VD最大处理钢水量/t |
115 |
|
20 |
VD处理周期/min |
35 |
|
21 |
_____VD抽气能力∕kg∙h7 |
4∞ |
|
22 |
_____VD极限真空度/Pa |
20 |
|
23 |
_____电弧年产钢水量/万I |
84.2 |
|
24 |
_____LF年产钢水量/万t |
84.2 |
|
25 |
_____VD年产钢水量/万t |
33.7 |
• 484-10现代电炉工厂设计和典型流程
©
線断卩 OOo0£
况士编 OOOOU
■Mi W
唯挡®靠 §SE
ɪoz/*
α> §-

网號田盟

^sɪ
Ms≡s

网荚出期
fe⅛s≡-r^
泅簞义 T ⅛JI⅜⅞⅜fe∙⅝EZ




凶位≡與
X:
<ioι∕oιzzι

⅛≡s≡
W
X: i⅛l∕(H 辰、

②
③
©
®
©


X ⅛ι∕oι∕z∣
凶≡=≡⅛<

6
国M⅛叵卅⅛⅛100一厄4區⅛4銀顧挺變門自«犀佃 C-O一囤

4—G
∙≡—®
4—-©
4—-θ
10.2典型流程• 485 •
例2:安阳钢铁集团有限责任公司IOOt电炉车间。
炼钢车间内设1座IoOt交流烟道竖炉电炉J座IOOtLFJ座100 t VD,年产68. 8万t合格 钢水、67万t合格板坯,品种为碳素结构钢、锅炉钢、船板钢、压力容器钢、汽车大梁钢、低合金结 构钢和桥梁钢。电炉和LF引进德国FUChS公司和奥地利VAl公司技术,VD引进意大利Danieli 公司技术。该车间于1999年11月投产。工艺流程为:装料-电炉—lʃu"]一连铸,约40% 的钢水需经VD处理。
主要工艺特点是:采用热装铁水,降低能耗;采用废钢预热技术,降低能耗;采用炉壁烧嘴,强 化冶炼。
车间主要技术经济指标如表10-6所示。
表10-6车间主要技术经济指标
|
序号 |
项 目 |
安阳钢铁集团公司IoOt电炉 |
|
1 |
电炉钢铁料配比 |
65%废钢+35%铁水 |
|
2 |
电炉座数/座 |
1(交流竖炉) |
|
3 |
电炉公称容量/t |
100 |
|
4 |
电炉平均出钢量/t |
100 |
|
5 |
电炉最大出钢量/t |
125 |
|
6 |
电炉变压器容量/MV ∙ A |
72 |
|
7 |
电炉冶炼周期/min |
49 |
|
8 |
电炉炉壳直径/mm |
φ6400 |
|
9 |
电炉电极直径/mɪn |
ψ610 |
|
10 |
LF座数/座 |
1 |
|
Il |
LF平均处理钢水量/I |
100 |
|
12 |
LF最大处理钢水量/I |
125 |
|
13 |
LF变压器容量/MV ∙ A |
18 |
|
14 |
LF处理周期/min |
40 |
|
15 |
LF电极直径/mm |
φ450 |
|
16 |
LF升温速度/K ∙ min-∣ |
4 |
|
17 |
VD座数/座 |
1 |
|
18 |
VD平均处理钢水量/t |
100 |
|
19 |
VD最大处理钢水量/t |
125 |
|
20 |
VD处理周期/min |
40 |
|
21 |
VD抽气能力∕kg∙ h-∣ |
3∞ |
|
22 |
VD极限真空度/Pa |
20 |
|
23 |
电炉年产钢水量/万t |
68.8 |
|
24 |
LF年产钢水量/万t |
68.8 |
|
25 |
VD年产钢水量/万t |
27.5 |
• 486-10现代电炉工厂设计和典型流程 车间布置如图10-3所示。
|
电炉连铸年间变电所 |
电體室 |
供水包准备区

网炉钢水倒包区 伞。
VD控制`室
18(X)0
1200()



FSF变压器室
LF高圧开关室
光谱仪及 红外碳硫'室
M 二+IowwZ


变圧 器室
修包作业室
料篮控制室 耐何烘房
◎φ∙,?令本φr
钢包准备区 I
琅@号4包修砌区!
6×240(M>= 144000
O ®


图10-3安阳钢铁集团公司150 t电炉车间布置图


—®
學 S
—©

10. 2.4 电炉一棒材生产线
例1:宝山钢铁股份有限公司宝钢分公司电炉厂150 t电炉车间。
炼钢车间内设1座150 t直流双炉壳电炉J座150 t LFJ座150 t VD,年产100万t合格钢 水、96万t合格圆坯,品种为油井管钢、锅炉管钢、弹簧钢、焊条钢、冷缴钢、低合金结构钢、预应力 钢筋钢、高碳硬线钢和轮胎钢丝钢。电炉引进法国Clecim公司技术,LF和VD引进意大利 DanieIi公司技术。该车间于1996年12月投产。工艺流程为:装料-电炉一LFL"广连铸, 约62. 6%的钢水需经VD处理。
主要工艺特点是:采用热装铁水,降低能耗;采用直流供电技术,使生产平稳;废钢地坑式受 料,无轨道运输线,节省投资。
车间主要技术经济指标如表10 - 7所示。
.................--10.2典型流程∙487∙
表10-7车间主要技术经济指标
|
序号 |
项 目___________ |
宝钢分公司150 t电炉 |
|
1 |
电炉钢铁料配比_________ |
70%废钢+30%铁水 |
|
2 |
电炉座数/座 |
1(直流双壳炉)__________ |
|
3 |
电炉公称容量/t |
150 |
|
4 |
电炉平均出钢量/I |
150 |
|
5 |
电炉最大出钢量/t |
160 |
|
6 |
电炉变压器容量/MV - A |
99 |
|
7 |
电炉冶炼周期/min |
60 |
|
8 |
电炉炉壳直径/mm |
φ7300 |
|
9 |
电炉电极直径/m |
φ710 |
|
10 |
LF座数/座 |
1 |
|
11 |
LF平均处理钢水量/t |
150 |
|
12 |
LF最大处理钢水量/t |
160 |
|
13 |
LF变压器容量/MV ∙ A |
22 |
|
14 |
LF处理周期/min |
52 |
|
15 |
LF电极直径/mm |
≠450 |
|
16 |
LF升温速度/工∙ min-∣ |
4 |
|
17 |
VD座数/座 |
1 |
|
18 |
VD平均处理钢水量/t |
150 |
|
19 |
VD最大处理钢水量/t |
160 |
|
20 |
VD处理周期/min |
50 |
|
21 |
_____VD抽气能力∕kg∙h- |
300 |
|
22 |
VD极限真空度/Pa |
20 |
|
23 |
电炉年产钢水量/万t |
100 |
|
24 |
LF年产钢水量/万I |
100 |
|
25 |
VD年产钢水量/万t |
62.6 |
车间布置如图10 -4所示。
例2:宝山钢铁股份有限公司特殊钢分公司(原上钢五厂)10Ot电炉车间。
炼钢车间内设1座IoOt直流电炉、1座IOOtLFJ座IoOtVD,年产55万t合格钢水、52. 25 万t合格小方坯,品种为碳素结构钢、弹簧钢、工具钢和低合金结构钢。电炉引进德国GHH公司 技术,LF选用五钢公司技术,VD选用上海电力设备公司技术。该车间于1997年3月投产。工 艺流程为:装料-电炉一LF/VD厂连铸,约40%的钢水需经VD处理。
主要工艺特点是:采用直流供电技术,使生产平稳;采用炉下热泼渣技术,简化操作、减少 投资。
车间主要技术经济指标如表10 -8所示。
• 488-10现代电炉工厂设计和典型流程
6θ
册rw⅛5J


M⅛≡-⅛⅛⅛1OS-1F{W≡佣 ɪ- ^
6




爲

饵器室⅛wx⅞
W - W^ss
凶生建
v≡½s
X
凶兩提S一
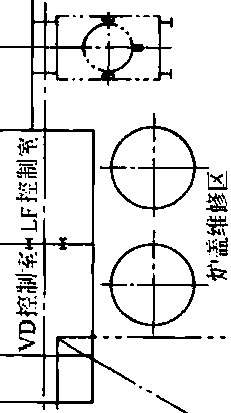
1,l∕0%06l
細解耳 OOOOt
⅜g命令
⅛s⅛ ^-^5^ 凶兩坦⑨匿 七 φφ^ ⅛φ
窜lφ.

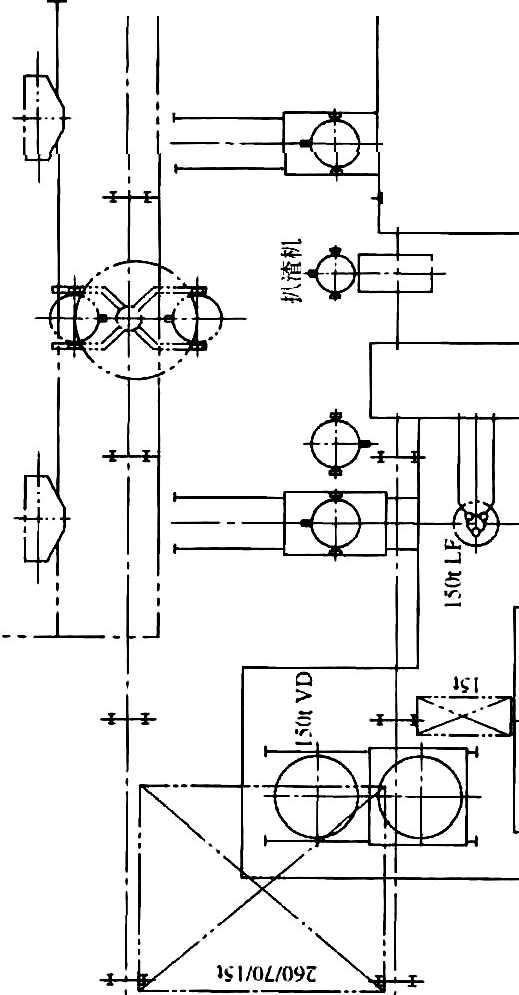

⅛^'U⅛dl
⅛⅛Λt4 遇 I
* ∞osι
¾m翳 0(>0f3

表10-8车间主要技术经济指标
10.2典型流程-489-
|
序号 |
项 目 |
宝钢股份特殊钢分公司1∞ t电炉 |
|
1 |
电炉钢铁料配比 |
80%废钢+20%生铁 |
|
2 |
电炉座数/座 |
1(直流炉) |
|
3 |
电炉公称容量/t |
100 |
|
4 |
电炉平均出钢量/t |
1∞ |
|
5 |
电炉最大出钢量/t |
125 |
|
6 |
电炉变压器容量/MV ∙ A |
76 |
|
7 |
电炉冶炼周期Anin |
78 |
|
8 |
电炉炉壳直径/mm |
φ70∞ |
|
9 |
电炉电极直径/mʃn |
φ650 |
|
10 |
LF座数/座 |
1 |
|
11 |
LF平均处理钢水量/t |
100 |
|
12 |
LF最大处理钢水量/t |
125 |
|
13 |
LF变压器容量/MV ∙ A |
18 |
|
14 |
LF处理周期/min |
55 |
|
15 |
LF电极直径/mm |
φ4∞ |
|
16 |
LF升温速度/工∙ min-∣ |
4 |
|
17 |
VD座数/座 |
1 |
|
18 |
VD平均处理钢水量/t |
1∞ |
|
19 |
VD最大处理钢水量/t |
125 |
|
20 |
VD处理周期/min |
45 |
|
21 |
VD抽气能力/kg∙L |
400 |
|
22 |
VD极限真空度/Pa |
20 |
|
23 |
电炉年产钢水量/万t |
55 |
|
24 |
LF年产钢水量/万t |
55 |
|
25 |
VD年产钢水量/万t |
22 |
■ 490 ∙ 10现代电炉工厂设计和典型流程
车间布置如图10 -5所示。
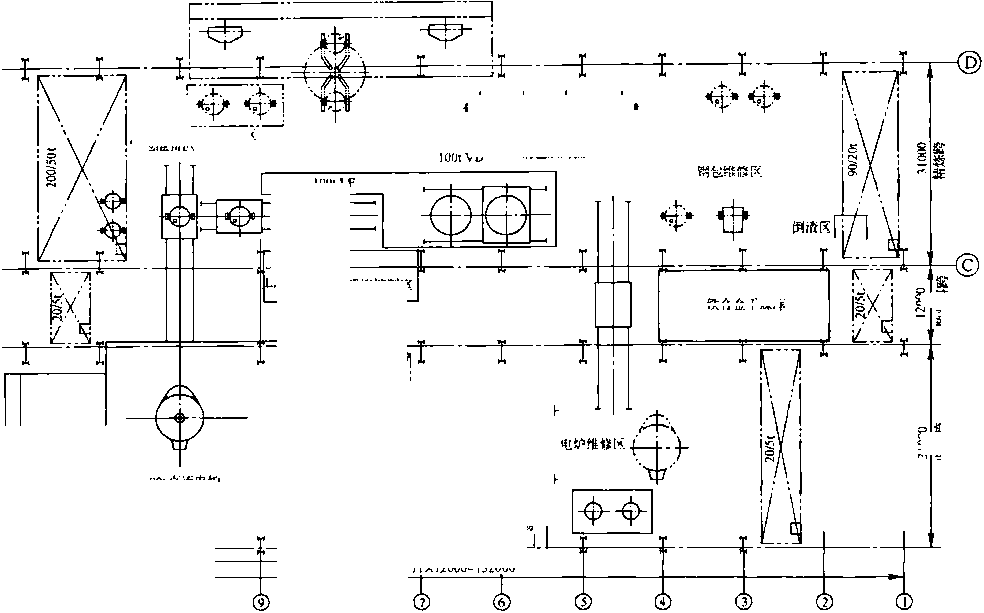
I钢包准备区 J
Φψψ年
IOOtVD
制包烘烤区
IOOl LF
LF变压器空精炼控制室

铁合金F燥库
<B)
电炉变东器室
IOOt直流电炉
电炉控制室
ΦmΦ令 : 4罐堆放区^


至废钢料场
Xi2000=132000
⑪
®
∙≡j
<A)
图10-5宝钢股份特殊钢分公司IoOt电炉车间布置图
例3 :无锡市雪丰钢铁有限公司70 t电炉车间。
炼钢车间内设1座70 t交流Consteel电炉、1座70 t LF,年产51. 5万t合格钢水、50万t合格 小方坯,品种为碳素结构钢和低合金结构钢。电炉由意大利Techint公司供货,LF由西安鹏远电 炉公司供货。该车间于2001年11月投产。工艺流程为:装料-电炉TLF一连铸。
主要工艺特点是:采用废钢预热技术,降低能耗;采用炉下热泼渣技术,简化操作、减少投资。
车间主要技术经济指标如表10 -9所示。
表10-9车间主要技术经济指标
|
序号 |
__________项 目___________ |
无锡市雪丰钢铁有限公司70 I电炉 |
|
1 |
电炉钢铁料配比 |
______80%废钢+20%生铁________ |
|
2 |
_____电炉座数/座____________ |
1 (交流 Consteel) |
|
3 |
电炉公称容量/t - |
__________70_____________________________ |
|
4 |
______电炉平均出钢量/t__________ |
70 |
|
5 |
电炉最大出钢量/t 一 |
__________70_____________________________ |
|
6 |
______电炉变压器容量/MV ∙ A______ |
45 |
|
7 |
电炉冶炼周期/min - |
__________55_______________________________ |
|
8 |
电炉炉壳直径/ mm |
_________φ5600________________________ |
|
9 |
_____电炉电极直径/mm_________ |
φ500 |
|
10 |
______LF座数/座_______________ |
1 |
|
11 |
LF平均处理钢水量/t - |
70_____________________________ |
|
12 |
LF最大处理钢水量/t |
70_____________________________ |
|
13 |
LF变压器容量/MV ∙ A |
____________15____________________________________ |
|
14 |
_______LF处理周期/min____________ |
__________50_____________________________ |
10.2典型流程・491・ 续表10-9
|
序号 |
项 目 — |
无锡市雪丰钢铁有限公司70 t电炉 |
|
15 |
_____LF电极直径/mm____________ |
φ400__________________ |
|
16 |
_______LF升温速度/P ∙ min-∣__________ |
4 |
|
17 |
电炉年产钢水量/万t 一 |
_____________5L5_______________ |
|
18 |
LF年产钢水量/万t |
_____________5£5_______________ |
车间布置如图10 -6所示。
10. 2. 5 电炉一无缝管生产线
例1 :天津钢管集团股份有限公司150 t电炉车间
炼钢车间内设1座150 t交流电炉、1座150 t LFJ座150 t VD,年产60万t合格钢水、57万t 合格圆坯,品种为石油套管及接箍钢、管线钢、锅炉管钢、结构管钢、液压支架管钢。电炉、LF和 VD引进德国Demag公司技术。该车间于1992年6月投产。工艺流程为:装料T电炉 —LF/VD厂连铸,约30%的钢水需经VD处理。
主要工艺特点是:采用DRI,降低成本;采用直流供电技术,使生产平稳;电炉跨与精炼跨成 "T形布置,有利于将电炉跨厂房封闭,改善环境。
车间主要技术经济指标如表10 - 10所示。
表IO-IO车间主要技术经济指标
|
序号 |
__________项 目___________ |
天津钢管集团股份有限公司150 t电炉 |
|
1 |
电炉钢铁料配比 - |
________50% 废钢 +50% DRl_________ |
|
2 |
电炉座^/座 |
_______1(交流炉)______________ |
|
3 |
______电炉公称容量/t___________ |
____________150_____________________________ |
|
4 |
电炉平均出钢量/t - |
150 |
|
5 |
电炉最大出钢量/t - |
____________170_____________________________ |
|
电炉变压器容量/MV ∙ A |
___________90/100________________________ | |
|
7 |
______电炉冶炼周期/min__________ |
____________100_____________________________ |
|
8 |
_____电炉炉壳直径/ mm_________ |
__________67000_______________________ |
|
9 |
电炉电极直径/∏∏∏ |
__________φ610________________________ |
|
10 |
LF座数/座 |
______________________1___________________________________________________________ |
|
11 |
LF平均处理钢水量/t - |
____________150_____________________________ |
|
12 |
______LF最大处理钢水量/t |
____________170_____________________________ |
|
13 |
______LF变压器容量/MV ∙ A |
___________20/24_________________________ |
|
14 |
_______LF处理周期/min |
___________45____________________________ |
|
15 |
LF电极直径/mm |
__________φ450________________________ |
|
16 |
______LF升温速度/(∙ m凍T_______ |
4 |
|
17 |
VD座数/座 - | |
|
18 |
VD平均处理钢水量/t |
150 |
|
19 |
VD最大处理钢水量/t - |
____________170_____________________________ |
|
~Ξo |
VD处理周期/min |
35 |
|
21 |
VD抽气能力/kg∙h" - |
__________400_________________________ |
|
22 |
VD极限真空度/Pa |
50 |
|
23 |
电炉年产钢水量/万」 |
60 |
|
24 |
LF年产钢水量/万t |
60 |
|
25 |
VD年产钢水量/万t |
18 |
⅛s
IXJotZ

---J--- hΦ^ 钢包烘烤区
÷÷
^gg^
OoOZZ


沉降室

G÷s2≡-

+ 3

Consiecl預热区
70t Consteel
电炉操作室
7X6500=45500

6500


电炉液压室

LF变压器室
联+再/凌


II×IO5(>O=I155OO

图10-6无锡市雪丰钢铁公司70IConsteel电炉车间布置图




0080Z Ss-^§^ 中••
®
ffis:還烫S
C
•§• ≡ i⅛¾HΠ8siffi
10.2典型流程∙493∙
车间布置如图10-7所示。
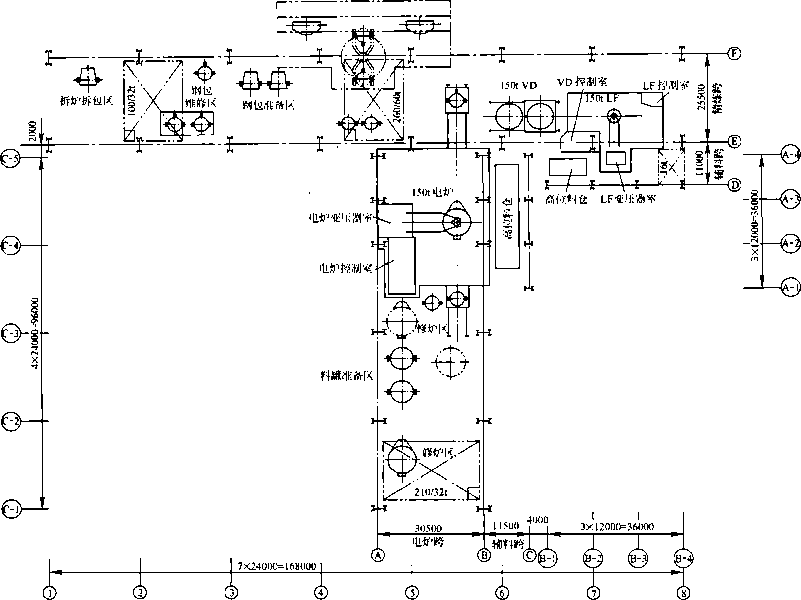
图10-7天津钢管集团股份有限公司150 t电炉车间布置图
例2:华菱集团湖南衡阳钢管(集团)有限公司90 t电炉车间。
炼钢车间内设1座90 t交流电炉、1座IoOtLF、1座IOotVD ,年产62. 5万t合格钢水、60万t 合格圆坯,品种为石油套管及接箍钢、管线钢、锅炉管钢、结构管钢、液压支架管钢。电炉引进意 大利DanieIi公司技术,LF和VD选用西安鹏远电炉公司技术。该车间于2005年11月投产。工 艺流程为:装料T电炉-LF厂VD广连铸,约30%的钢水需经VD处理。
主要工艺特点是:采用DRI,降低成本。
车间主要技术经济指标如表10-11所示。
表IO-II车间主要技术经济指标
|
序号 |
________项 目 |
华菱集团湖南衡阳钢管(集团)有限公司90 t电炉 |
|
1 |
电炉钢铁料配比 |
80% 废钢 + 20% DRI + 20% 生铁 |
|
2 |
电炉座数/座 |
1(交流炉) |
|
3 |
电炉公称容量/t |
90 |
|
4 |
电炉平均出钢量/t |
1∞ |
|
5 |
电炉最大出钢量/t |
120 |
• 494 ∙ 10现代电炉工厂设计和典型流程
续表Io-U
|
序号 |
项 目 |
华菱集团湖南衡阳钢管(集团)有限公司90 t电炉 |
|
6 |
电炉变压器容量/MV ∙ A |
70(可超载10%) |
|
7 |
电炉冶炼周期/min |
58 |
|
8 |
电炉炉壳直径/ mm |
φ6100 |
|
9 |
电炉电极直径/mm |
φ600 |
|
10 |
LF座数/座 |
1 |
|
11 |
LF平均处理钢水量/t |
100 |
|
12 |
LF最大处理钢水量/t |
120 |
|
13 |
LF变压器容量/MV ∙ A |
18 |
|
14 |
LF处理周期/min |
50 |
|
15 |
LF电极直径/mm |
φ450 |
|
16 |
LF升温速度/K ∙ min-ɪ |
5 |
|
17 |
VD座数/座 |
1 |
|
18 |
VD平均处理钢水量/t |
100 |
|
19 |
VD最大处理钢水量/t |
120 |
|
20 |
VD处理周期/min |
40 |
|
21 |
VD抽气能力/kg∙ h- |
400 |
|
22 |
VD极限真空度/Pa |
13 |
|
23 |
电炉年产钢水量/万t |
62.5 |
|
24 |
LF年产钢水量/万t |
62.5 |
|
25 |
VD年产钢水量/万t |
18. 75 |
10. 2. 6 电炉一AoD/VOD不锈钢生产线
例1 :宝山钢铁股份有限公司特殊钢分公司(原上钢五厂)60 t电炉车间。
炼钢车间内设1座60 t交流电炉、1座60tLF、l座60 t AOD-LJ座60 t双工位VoD/VD,年 产14. 4万t合格不锈钢钢水、11. 1万t合格不锈钢小方坯、2. 3万t合格不锈钢钢锭,品种为300 系列和400系列不锈钢、不锈阀门钢。电炉、LF和VOD/VD引进意大利DanieIi公司技术,AOD-L 引进美国Praxiar公司技术。该车间于2003年10月投产。工艺流程为:装料T电炉
-AOD亡VC^VD广连铸或模铸,约67%的不锈钢钢水需经VOD/VD处理。
主要工艺特点是:电炉采用炉底搅拌技术,提高合金收得率,降低生产成本;AoD采用计算 机智能控制系统,使氧/氣(氮)自动调节、顶枪吹氧、自动工艺计算,并能自动跟踪和控制熔池的 化学成分和温度,从而使AOD冶炼过程更合理,消耗更低。
车间主要技术经济指标如表10 -12所示。
车间布置如图10-8所示。
表10-12车间主要技术经济指标
10.2典型流程∙495 ∙
|
序号 |
项 目 |
宝钢股份特殊钢分公司60 t电炉 |
|
1 |
电炉钢铁料配比 |
30%不锈废钢+ 35%碳素废钢+ 35%合金 |
|
2 |
电炉座数/座 |
1(交流炉) |
|
3 |
电炉公称容量/t____________ |
60 |
|
4 |
电炉平均出钢量/t |
58 |
|
5 |
电炉最大出钢量/t |
58 |
|
6 |
电炉变压器容量/MV ∙ A |
55(可超载15%) |
|
7 |
电炉冶炼周期/min |
64 |
|
8 |
电炉炉壳直径Zmm |
φ5400 |
|
9 |
电炉电极直径/B≡ |
φ510 |
|
10 |
LF座数/座 |
1 |
|
1] |
LF平均处理钢水量/I |
60 |
|
12 |
LF最大处理钢水量/t |
60 |
|
13 |
LF变压器容量/MV ∙ A |
10(可超载20%) |
|
14 |
LF处理周期/min |
30 |
|
15 |
LF电极直径/mm |
0350 |
|
16 |
LF升温速度/七∙ min-1 |
5 |
|
17 |
AOD-L座数/座 |
1(带顶枪) |
|
18 |
AOD-L公称容量/t |
60 |
|
19 |
AOD-L平均出钢量/t |
60 |
|
20 |
AOD-L最大出钢量/t |
60 |
|
21 |
AOD-L冶炼周期∕min |
二步法:49;三步法:37 |
|
22 |
AoD-L炉壳直径/mm |
φ4500 |
|
23 |
AOD-L风口数量/个 |
5 |
|
24 |
V0D/VD座数/座 |
1(双工位) |
|
25 |
V0D/VD平均处理钢水量/t |
60 |
|
26 |
V0D/VD最大处理钢水量/t |
60 |
|
27 |
V0D/VD处理周期∕min |
60 |
|
28 |
______VoD/VD 抽气能力∕kg ∙ h-ι |
250 |
|
29 |
V0D/VD极限真空度/Pa |
20 |
|
30 |
电炉年产钢水量/万t |
13.9 |
|
31 |
LF年产钢水量/万t |
4. 75 |
|
32 |
AoD-L年产钢水量/万t |
14.4 |
|
33 |
V0D/VD年产钢水量/万t |
9. 65 |
• 496 • 10现代电炉工厂设计和典型流程
废則城存区
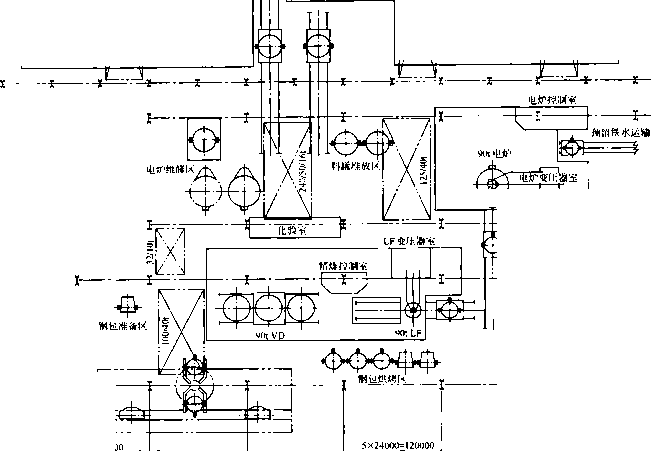


KfMWffK
WII ⅛A∣
⅛y⅞'∣⅛¾

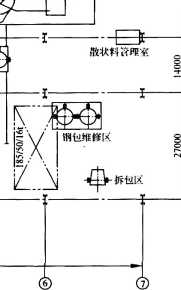
læ落奥 —Il 篁lfelgj!-⅛箕 M 声一— .⅜⅜l≡—一
图10-8华菱集团湖南衡阳钢管(集团)有限公司90 t电炉车间布置图
车间布置如图10-9所示。
例2 :宝山钢铁股份公司不锈钢分公司(原上钢一厂)100 t电炉车间。
一期:炼钢车间内设1座IOOt交流电炉、1座120 t LFJ座120 t AOD-LJ座120 t双工位 VOD,年产75万t合格不锈钢钢水、72万t合格不锈钢板坯,品种为300系列和400系列不锈钢。 电炉、LF、AoD-L和VOD引进德国Demag公司技术。该车间于2004年4月投产。工艺流程为: 装料T电炉一AOD匚VODJ一连铸,约95%的不锈钢钢水需经VOD处理。
主要工艺特点是:采用脱磷铁水生产不锈钢,从而降低生产成本和提高钢水质量:可采用二 步法、三步法或不用电炉来生产不锈钢,也可用以最低原料成本来组合工艺流程;具有生产超低 碳、超低氮钢种的能力,提高不锈钢产品档次。
二期:炼钢车间增设1座IOot交流电炉、1座120tLFJ座12OtAOD-L,年产75万t合格不 锈钢钢水、72万t合格不锈钢板坯,品种为200系列、300系列和400系列不锈钢。电炉、LF和 AoD-L引进德国Demag公司技术。该车间于2005年6月投产。工艺流程为:装料T电炉TAoD 一LF一连铸。
主要工艺特点是:增加不锈钢废钢入炉量,减少鎳用量以降低成本;增加200系列钢种,用钝 代鎳,二步法生产不锈钢以降低成本。
10. 2典型流程• 497・
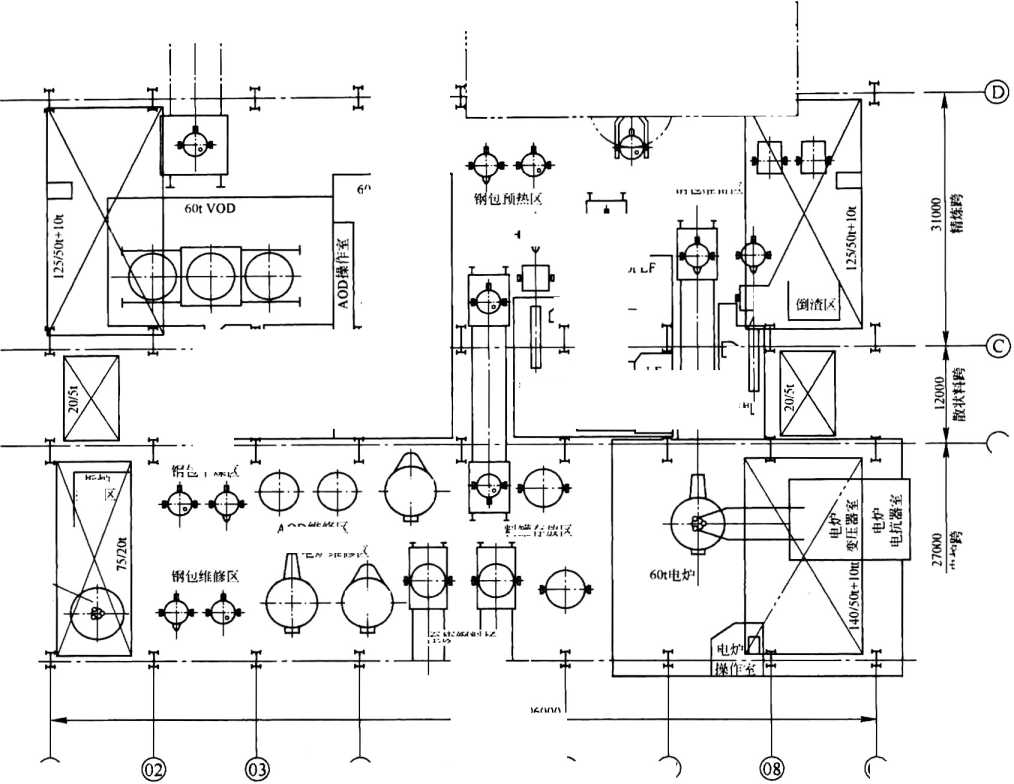
——^ ∙φβ 円
60t AOD
50t VOD
AOD, VOD 一価&宝
拆炉
VOD 操作室
財包卜燥区
炉蔻. 维修区
©

6犯
AOD维修区
用电炉维修区


®
金K
60t LF
Q俄
扒淡机
LF 变圧器室
LF 拂 作
室
料鈍存放区
至.废例料场
8X12()00=963)0
®
⑭
钢包准备X

B-
扒渣机
⅛ 密
③
©
图10-9宝钢股份特殊钢分公司60 t电炉车间布置图
车间主要技术经济指标如表10 -13所示。
表10-13 车间主要技术经济指标
|
序号 |
项 目 |
宝钢股份不锈钢分公司100 t电炉 |
|
1 |
电炉钢铁料配比 |
一期:55%铁水+ 19%不锈废钢+ 26%合金; 二期:45%不锈废钢+ 33%碳素废钢+ 22%合金 |
|
2 |
电炉座数/座 |
一期:1(交流炉);二期:1(交流炉) |
|
3 |
电炉公称容量/t |
100 |
|
4 |
电炉平均出钢量/t |
一期:105. 5;二期:119. 5 |
|
5 |
电炉最大出钢量/t |
120 |
|
6 |
电炉变压器容量/MV ∙ A |
一期:80;二期:95 |
|
7 |
电炉冶炼周期/min |
一期:65;二期:72 |
|
8 |
电炉炉壳直径/∏≡ |
φ68∞ |
.498-10现代电炉工厂设计和典型流程
续表10-13
|
序号 |
项 目 |
宝钢股份不锈钢分公司loo t电炉 |
|
9 |
电炉电极直径/mm |
φ610 |
|
10 |
LF座数/座 |
1 |
|
Il |
LF平均处理钢水量/t |
120 |
|
12 |
LF最大处理钢水量/t |
135 |
|
13 |
LF变压器容量/MV ∙ A |
25 |
|
14 |
LF处理周期/min |
45 |
|
15 |
LF电极直径/mm |
φ450 |
|
16 |
LF升温速度/工∙ min-, |
4 |
|
17 |
AOD-L座数/座 |
一期:1(带顶枪);二期:1(带顶枪) |
|
18 |
AOD-L公称容量/t |
120 |
|
19 |
AoD-L平均出钢量/t |
120 |
|
20 |
AOD-L最大出钢量/t |
135 |
|
21 |
AOD-L冶炼周期∕min |
一期:二步法,75;三步法,65; 二期:二步法,68________________ |
|
22 |
AOD-L炉壳直径/ mm |
φ5(XX) |
|
23 |
AOD-L风口数量/个 |
7 |
|
24 |
VOD座数/座 |
一期:1(双工位) |
|
25 |
VOD平均处理钢水量/t |
120 |
|
26 |
VOD最大处理钢水量/t |
135 |
|
27 |
VOD处理周期/min |
112 |
|
28 |
VoD抽气能力/kg・h」 |
500 |
|
29 |
VOD极限真空度/Pa |
25 |
|
30 |
电炉年产钢水量/万t |
一期:64. 56;二期:66.4 |
|
31 |
LF年产钢水量/万t |
一期:3.75:二期:75 |
|
32 |
AOD-L年产钢水量/万t |
一期:75;二期:75 |
|
33 |
VOD年产钢水量/万t |
一期:71. 25 |
车间布置如图10-10所示。




铁水倒癩站 及脱磷操作室
⑥•令
L-I铁水脱磷站 令@
SC2OZ
铁水包烘烤区
废钢料场
电炉操作室
i
令令
铁水包烘烤区

O
AoD操作军

工 51/08、O-Z -
120t AOD
钢包冷却区
T
壬
钢包和铁水包砌筑区
电炉操作室
废桐配料控制室
区 \n二/0之≡z

⑥
OOOOE OWK
①

令令Q ⅛Φ⅛
钢包和铁水包钢包和铁水包 烘窓区 拆村区
• M

203000
1里制室

渣



①
/W。=

192000
載我娶」已由必1 s⅛ -i000副,|§:, / A .
Q) ③ ④ ④⑥ 仓 仓⑥ ⅛Θ © & & & ⅛ © ⅛ &
图10-10宝钢股份不锈钢分公司IOOt电炉车间布置图
≡∙ 2 s^≡ffi • 499 ・
[Genera I Information]
书名=现代电炉炼钢生产技术手册
作者=王新江主编
页数=4 9 9
S S号=12191701
DX号=
出版日期=2 0 0 9.0 3
出版社=冶金工业出版社
封面
书名
前言
目录
1现代电炉炼钢技术的发展概况
1.1国外现代电炉炼钢生产的发展
1.2我国现代电炉炼钢生产的发展
1.3现代电炉炼钢的技术特点
1.4现代电炉炼钢技术的发展
1.5我国现代电炉炼钢技术进步
1.6我国电炉炼钢存在的问题及解决对策
1.6.1存在的问题
1.6.2解决对策
1.7电炉冶炼周期的综合控制理论
1.7.1冶炼周期的综合控制理论
1.7.2电炉冶炼周期综合控制理论应用之一--电炉加部分铁水冶炼技术
1.7.3电炉冶炼周期综合控制理论应用之二--电炉工序效益最大化模型
1.8我国电炉炼钢发展的前景
参考文献
2电炉冶炼的原材料和辅助材料
2 . ɪ废钢
2.1.1废钢的几个有关概念
2.1.2废钢的分类
2.1.3对废钢的技术要求
2.1.4废钢的加工处理
2.2废钢代用品
2・2・1铁水
2.2.2生铁块
2.2.3直接还原铁(DRl)
2.2.4脱碳粒铁
2.2.5碳化铁
2.2.6改性生铁
2.2.7复合金属料
2.3合金料
2.3.1合金料的种类
2.3.2各种合金料的技术要求
2.4渣料
2.4.1石灰石
2・4・2石灰
2・4・3萤石
2.4.4轻烧白云石
2.4.5废黏土砖块
2.4.6硅石和石英砂
2.4.7合成渣料
2.5耐火材料
2.5.1耐火材料的分类
2.5.2电炉对耐火材料的技术要求
2.5.3电炉用耐火材料及主要质量指标
2・5.4电炉不同部位使用的耐火材料
2.6电极
2.6.工电极的基本技术要求
2.6.2电极的种类
2.6.3影响石墨电极消耗的主要因素
2.7各种介质
2.7.工介质的种类及要求
2.7.2介质的标识
参考文献
3电炉设备
3.1现代电炉炼钢设备
3.1.1机械设备
3.1.2供电系统
3.1.3供氧系统
3.1.4电气自动化系统
3.1.5装料系统及废钢预热系统
3.1.6出钢系统
3.2普通超高功率交流电炉
3.2.1普通超高功率交流电炉技术要点
3.2.2超高功率电炉的技术难点及其克服措施
3.2.3超高功率交流电炉的短网布线
3.3超高功率直流电炉
3.3.1直流电炉的特点
3.3.2直流电炉设备
3.4烟道竖炉电炉
3.4.1竖井式F uch S竖炉电炉
3.4.2双竖炉电炉
3.4.3复式竖炉电炉
3・4.4指形烟道竖炉电炉
3.4.SContiArc烟道竖炉直流电炉
3 . 4 . 6 C ome I t烟道竖炉电炉
3 . 4 . 7 U L - BA烟道竖炉电炉
3 . 4 . 8 I H I烟道竖炉电炉
3.4.9多级废钢预热竖炉电炉(MSP)
3,5Consteel 电炉
3 . 6 C o n A r C转炉型电炉
3.7双炉壳直流电炉
3 . 8 E c o a r c 电炉
参考文献
4现代电炉冶■技术
4.1电炉冶炼周期及控制
4.1.1电炉功能的演变与发展
4.1.2现代电炉炼钢基本操作技术
4.1.3缩短电炉冶炼周期、降低电耗的措施
4.1.4电炉炼钢工艺与流程的匹配
4.2快速熔炼技术
4.2.1炼钢原材料的选择
4.2.2泡沫渣技术
4.2.3废钢预热技术
4.3低氮电炉炼钢生产技术
4.3.1铁水加入量对钢液中氮含量的影响
4.3.2供氧方式对钢液氮含量的影响
4.3.3泡沫渣操作对钢液氮含量的影响
4.3.4出钢脱氧对钢包钢液氮含量的影响
4.3.5电炉底吹不同气体对钢液氮含量的影响
4.3.6电炉留钢操作对钢液氮含量的影响
4.4电炉冶炼工艺优化模型
4.4.1电炉炉料结构模型
4.4.2以工序效益最大化为目标的现代电炉冶炼工艺优化模型
4.4.3废钢熔化模型
4.4.4碳含量动态预报模型
4.4.5电炉供氧模型
4.5电炉冶炼终点控制技术
4.5.工电炉终点控制的意义
4.5.2电炉中的碳一氧反应分析
4.5.3电炉终点控制的措施
4.6电炉智能炼钢技术
4.6.1智能电炉炼钢技术
4.6.2智能电炉炼钢技术的发展
4.6.3智能化炼钢对钢冶炼成本及质量的影响
4.6.4智能化炼钢的发展方向
参考文献
5电炉冶炼过程物料平衡与能量平衡
5.1物料平衡计算模型
5.1.工单项物料平衡计算表达式
5.1.2按工艺计算物料平衡表达式
5.2能量平衡计算模型
5.2.1单项物料的热量计算表达式
5.2.2热收入及热支出计算表达式
5.3单项物料平衡与热平衡计算
5.3.1单项物料平衡计算
5.3.2单项物料产生热量计算
5.4不同原料配比下的物料平衡与热平衡理论计算
5.4.1不同铁水比下的物料与能量平衡计算
5.4.2其他原料结构下的物料与能量平衡计算
5.5电炉炼钢冶炼过程供电
5.5.1交流供电与直流供电
5.5.2电炉电气运行技术
5.5.3供电曲线
5.5.4辅助能源输入控制
5.6电炉炼钢冶炼过程物理热与化学热的利用
5.6.1电炉炼钢冶炼过程的铁水热装
5.6.2电炉炼钢冶炼过程的强化用氧
5.6.3电炉炼钢冶炼过程的二次燃烧
5.6.4电炉炼钢冶炼过程的底吹工艺
5.6.5电炉炼钢冶炼过程的泡沫渣工艺
5.6.6电炉炼钢氧枪设计
5.6.7电炉炼钢的用氧自动化
附录5.1电炉物料平衡与能量平衡计算用参数及变量
附录5.2电炉废钢熔化实验
附5.2.1油氧火焰废钢熔化实验
附5.2.2冰块模拟熔化实验
附5.2.3回转炉废钢熔化实验
参考文献
6与电炉冶炼配套的炉外精炼技术
6.1与电炉冶炼配套的炉外精炼技术概述
6・1・1与电炉炼钢相匹配的主要炉外精炼方法
6.1.2以电炉为初炼炉的不同种类钢种精炼工艺路线的选择
6.1.3主要几种精炼方式与电炉的节奏匹配
6.2钢包精炼炉(LF)
6.2.1钢包精炼炉出现和发展的必然性
6.2.2钢包精炼炉的技术特点和核心功能
6.2.3钢包精炼炉生产工艺过程实践
6.2.4钢包精炼炉生产常见问题探讨
6.2.5钢包精炼炉设备
6.2.6钢包精炼炉耐火材料
6.2.7钢包精炼炉存在的问题和发展趋势
6.3VD/VOD/ RH精炼方法功能描述
6.4低硫钢的生产
6 . 4 . 1 L F - I R精炼方法生产低硫钢关键技术要点
6.4.2其他低硫钢生产技术和极低硫化新技术的探索
6.5低碳钢的生产
6.5.1通过RH生产低碳钢
6.5.2通过L F + V D生产低碳钢
6.5.3低碳钢生产中防止钢水增碳技术
6.6精炼工艺与产品质量
6.6.1钢液中夹杂物对产品质量的影响
6.6.2精炼提高钢液洁净度的技术手段
6.6.3通过精炼处理后钢液的质量水平
参考文献
7典型钢种的电炉和精炼工艺路线与技术
7.1轴承钢
7.1.1轴承钢的种类及应用
7.1.2轴承钢合金元素组成及性能要求
7.1.3轴承钢常见缺陷、危害、产生原因及防范措施
7.1.4轴承钢的冶炼与连铸
7.2弹簧钢
7.2.1弹簧钢的分类及应用
7.2.2弹簧钢的合金元素组成及性能要求
7.2.3弹簧钢常见缺陷、产生原因及防范措施
7.2.4弹簧钢的冶炼与连铸
7.2.5力\结
7.3齿轮钢
7.3.1齿轮钢的分类及应用
7.3.2齿轮钢的合金元素组成及性能要求
7.3.3齿轮钢常见缺陷、产生原因及防范措施
7.3.4齿轮钢的冶炼与连铸
7・3・5小结
7.4硬线钢
7.4.1硬线钢的分类及应用
7.4.2硬线钢的合金元素组成及性能要求
7.4.3硬线钢的常见缺陷、产生原因及防范措施
7・4.4硬线钢的冶炼与连铸
7.4.5"、结
7.5石油管用钢
7.5.1石油管的分类及作业环境
7.5.2石油管的合金元素组成及性能要求
7.5.3石油管用钢的常见缺陷、产生原因及防范措施
7.5.4石油管用钢的冶炼与连铸
7.6不锈钢
7.6.1不锈钢的应用及分类
7.6.2不锈钢的冶炼工艺路线
7.6.3不锈钢的冶炼
7.6.4不锈钢的浇铸
参考文献
8电炉流程的清洁化生产和循环经济
8.1炉气净化系统
8.1.1电炉烟气主要指标和净化要求
8.1.2电炉除尘系统基本设计
8.1.3电炉除尘系统新技术
8.2炉渣处理系统
8.2.1炉渣主要指标和处理要求
8.2.2炉渣处置与利用技术
8.2.3炉渣处理新技术
8.3循环水系统
8.3.1电炉循环水质和排放要求
8.3.2电炉炼钢循环水系统的组成
8.3.3循环冷却水的处理
8.3.4循环冷却水系统管道的处理
8.3.5循环水系统的运行
参考文献
9现代电炉炼质的冶金质量控制
9.工现代电炉炼钢的技术特点
9■1.1能源特点
9.1.2原料特点
9.1.3冶炼过程特点
9.2成分控制
9.3洁净度控制
9.3.T非金属杂质元素氧、硫、磷对钢质量的影响
9.3.2非金属夹杂物对钢质量的影响
9.3.3气体对钢组织性能的影响
9.3.4金属杂质对钢质量的影响
9.4现代电炉钢质量水平
9.4.1关于钢的纯净度要求
9.4.2铁资源质量控制
9.4.3钢水质量控制
9・4.4洁净钢生产技术
9.4 ■ 5我国电炉产品的质量水平
9.5现代电炉钢水的检验方法
9.5.T钢水的检验
9.5.2钢水常用的检测设备及分析原理
9.5.3取样与制样
附录 钢中常见残余元素的主要用途
参考文献
10现代电炉工厂设计和典型流程
10.1工厂设计
10-1-1概况
10.1.2生产规模
10.1.3产品方案及代表钢种化学成分
丄0.1.4原材料及金属平衡
10.1.5生产能力
10.1.6工艺流程决定
10.1.7车间工作制度
10.1.8车间组成及工艺布置选择
10,1.9设备选型及其主要性能
10.1.10车间主要技术经济指标
10.1.11车间主要消耗指标
10.1-12车间劳动定员
1 0.2典型流程
10.2.1电炉工艺流程的设计
10.2. 2电炉-C S P薄板坯连铸连轧生产线
10.2.3电炉-中板生产线
10.2.4电炉T材生产线
10.2.5电炉-无缝管生产线
10.2.6电炉-A OD/VOD不锈钢生产线