ICS 13.100
CCS C 65
ΠB 44
广东省地方标准
DB44/T 2480—2024
铝及铝合金深井铸造安全技术规范
Safety technical specification for deep well casting of aluminum and aluminum alloy
2024 - 03 - 07发布
2024 - 06 - 07实施
广东省市场监督管理局 发 布
DB44/T 2480—2024
目次
前言 ................................................................................. II
引言 ................................................................................ III
1 范围 ............................................................................... 1
2 规范性引用文件 ..................................................................... 1
3 术语和定义 ......................................................................... 2
4 一般要求 ........................................................................... 3
5 厂房建设 ........................................................................... 3
6 设备设施设置 ....................................................................... 5
7 工艺操作及作业 .................................................................... 10
8 人员管理 .......................................................................... 13
9 风险管控、隐患排查治理和应急管理 .................................................. 13
附录A(资料性) 冷却水循环系统示意图 ................................................ 15
参考文献 ............................................................................. 17
I
DB44/T 2480—2024
前
言
本文件按照GB/T 1.1—2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定
起草。
本文件由广东省应急管理厅提出,并组织实施。
本文件由广东省安全生产标准化技术委员会(GD/TC 81)归口。
本文件负责起草单位:广东省安全生产科学技术研究院、佛山市南海区铝型材行业协会、佛山市三 水区铝加工行业协会。
本文件主要起草人:万婧、何永平、彭嘉贤、李景威、卢继延、杨明全、刘允棠、林丹苹、朱世安、 吕春明、白福臣、刘杰、冯少真、邝翠兰、麦自强、袁智、刘霞、张浩峰、王建德。
II
DB44/T 2480—2024
引言
为切实防范铝加工(深井铸造)行业重大安全风险,全面提升广东省铝加工(深井铸造)企业安全 管理技术水平,需要细化铝及铝合金深井铸造安全生产相关的技术要求,规范企业的安全设施设置和安 全操作等方面细化要求。本文件从铝及铝合金深井铸造安全设施设置和安全操作等方面,按照细化铝及 铝合金深井铸造安全生产相关技术指标等的要求,结合广东省实际情况编制。
III
DB44/T 2480—2024
铝及铝合金深井铸造安全技术规范
1 范围
本文件规定了铝及铝合金深井铸造的一般要求、厂房建设、设备设施设置、工艺操作及作业、人员 管理、风险管控、隐患排查治理和应急管理等安全要求内容。
本文件适用于铝及铝合金采用深井铸造工艺的生产及公用辅助设备设施的设置、施工、安装和工艺、 检修、维护等操作的安全技术规范和安全管理。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件, 仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本 文件。
GB/T 3608 高处作业分级
GB 4387 工业企业厂内铁路、道路运输安全规程
GB/T 4754—2017 国民经济行业分类
GB/T 5082 起重机 手势信号
GB/T 5611—2017 铸造术语
GB/T 5976 钢丝绳夹
GB/T 6067.1 起重机械安全规程 第1部分:总则
GB/T 8005.1 铝及铝合金术语 第1部分:产品及加工处理工艺
GB/T 8918 重要用途钢丝绳
GB 13495.1 消防安全标志 第1部分:标志
GB 17945 消防应急照明和疏散指示系统
GB/T 16271 钢丝绳吊索 插编索扣
GB/T 16762 一般用途钢丝绳吊索特性和技术条件
GB/T 20801.1 压力管道规范 工业管道 第1部分:总则
GB/T 20801.5 压力管道规范 工业管道 第5部分:检验与试验
GB/T 20801.6 压力管道规范 工业管道 第6部分:安全防护
GB 20905 铸造机械 安全要求
GB/T 29639 生产经营单位生产安全事故应急预案编制导则
GB 30078 变形铝及铝合金铸锭安全生产规范
GB/T 30589 钢丝绳绳端 套管压制索具
GB/T 34529 起重机和葫芦 钢丝绳和卷筒和滑轮的选择
GB 50016 建筑设计防火规范
GB 50028 城镇燃气设计规范
GB 50034 建筑照明设计标准
GB 50052 供配电系统设计规范
GB 50053 20kV及以下变电所设计规范
GB 50140 建筑灭火器配置设计规范
1
DB44/T 2480—2024
GB 50187 工业企业总平面设计规范
GB 50482 铝加工厂工艺设计规范
GB/T 50493 石油化工可燃和有毒气体检测报警设计标准
GB 50544 有色金属工业总图规划及运输设计标准
GB 50974 消防给水及消火栓系统技术规范
GB 55030 建筑与市政工程防水通用规范
GB 55037 建筑防火通用规范
AQ/T 9007 生产安全事故应急演练基本规范
AQ/T 9011 生产经营单位生产安全事故应急预案评估指南
JB/T 7688.5 冶金起重机技术条件 第5部分:铸造起重机
YS/T 12—2012 铝及铝合金火焰熔炼炉、保温炉技术条件
3 术语和定义
GB/T 8005.1界定的以及下列术语和定义适用于本文件。
3. 1
熔炼(化) melting
通过加热使金属由固态转变为液态,然后进行成分调节和精炼,使其纯净度、温度和成分达到要求 的过程和操作。
[来源:GB/T 5611—2017,3.5.1]
3. 2
熔铸 melt casting
熔炼与铸造的简称,铝液按生产化学成份进行合金化,再经铸造模盘浇铸为所需性能及尺寸形状的 铸造过程。
3. 3
深井铸造 deep well casting
又称立式半连续(深井)铸造,在一定的工艺条件下,将铝液注入带底座(引锭头)半封闭的结晶 器中冷却凝固成型形成铸锭后,铸锭在牵引装置的牵引下,通过底座(引锭头)沿竖直方向不断向下拉 出铸锭的生产工艺。
注: 根据GB/T 4754—2017,深井铸造归属于“32有色金属冶炼和压延加工业”,而铸造归属于“33金属制品业”, 二者属于不同的行业。
3.4
熔炼炉 smelting furnace
用热源对铝及铝合金进行熔炼的热工设备及其配套的电气、机械设备。
[来源:YS/T 12—2012,3.1,有修改]
3. 5
保温炉 holding furnace
又称静置炉,用热源对铝及铝合金熔体进行保温、炉内熔体静化处理的热工设备及其配套的电气、 机械设备。
[来源:YS/T 12—2012,3.2,有修改]
3. 6
浇铸(注)炉 casting furnace
2
DB44/T 2480—2024
与深井铸造设备通过供流系统直接相连的浇铸(注)炉组,包括保温炉、熔保一体炉,不包含单独 具备熔炼功能的熔炼炉炉组。
3.7
熔铸危险区域 dangerous zone of melt casting
正常生产、应急泄放或其他异常故障时,高温铝液可能造成危险的区域,为熔炼炉、保温炉、铸造 井、流槽、铝液应急泄放槽、铝液应急排放和应急储存设施的边界连结形成的闭合区域。
3. 8
熔铸单元 melt casting unit
熔炼炉、保温炉、铸造机、铸造井、流槽、铝液应急泄放槽、铝液应急排放和应急储存设施等辅助 装置构成的生产单元。
3.9
应急设施单元 emergency facility unit
在熔铸单元周边,专门为防范熔铸单元铝液泄漏、喷溅引起的事故而配置的D类灭火器、灭火毯、 干燥灭火沙、应急流眼钎子、耐火砖等应急器材组。
3. 10
冷却水路 cooling water supply system
铝合金铸锭熔铸正常生产时的冷却水循环供水系统,通过工作或备用供水泵从冷却水源抽水加压 供给铸造单元冷却之用。
3. 11
应急水路 emergency water supply system
用于铝合金铸锭铸造主供水路供水故障时不间断提供应急供水的系统。
3. 12
流槽 melting aluminum supply flow channel
又称铝液供流流槽,将熔炼(化)好的铝液由保温炉口输送至分配流槽(盘)或铸造模盘内的槽型 装置。
3. 13
分配流槽(盘) melt distribution channel (plate)
又称分流盘,铸造开始和铸造过程中将熔融铝液均匀分配给各个结晶器的槽型或盘型装置。
3. 14
铸造模盘 melt distribution casting assembly
又称同水平热顶铸造分配盘,由一个统一的分配流盘将多个热顶结晶器连接起来,采用同水平浇铸 工艺,使各结晶器内的铝液面都与分配流盘中的铝液面处于同一水平高度,在一定温度条件下按照一定 的速度,将铝液冷却凝固成铸锭的工装。
4 一般要求
4. 1 新建、改建、扩建项目不应采用产业结构调整指导目录限制类和淘汰类工艺及设备。
4. 2 新建项目设计应提高建设项目自动化、智慧制造水平,选用先进工艺方法和本质安全设备。
4. 3 新建项目铸造机宜采用液压式牵引,与铸造机相连的浇铸(注)炉应采用倾动式。
4.4 熔炼炉、保温炉、铸造机、铸造模盘、分配流槽(盘)应进行专业设计、制造和安装,并经竣工 验收合格后方可投入使用,图纸等竣工资料应归档。
5 厂房建设
3
DB44/T 2480—2024
5,1 平面布置及安全防护间距
5.1.1 平面布置设计整体应符合GB 4387、GB 50016、GB 50187、GB 50544、GB 50482、GB 55037等 的相关规定。
5.1.2 熔铸厂房与民用建筑的间距宜大于25 m,与重要公共建筑的间距宜大于50 m;熔铸危险区域与 民用建筑的距离应大于50 m,熔铸危险区域与重要公共建筑的间距应大于100 m。
5.1.3 熔铸厂房应独立设置,行政办公及生活服务区与熔铸厂房等生产区域应有明显分隔,熔铸厂房 不应与生活区相邻或位于往来生活区的通道上。厂区边缘与居住区之间,宜设置卫生防护带或绿化带。 5.1.4 熔铸厂房与其他厂房的间距宜大于14 m。熔铸厂房周边25 m范围内建筑宜达到GB 50016中要 求的三级及以上耐火等级。
5.1.5 熔铸危险区域与其他工艺工位的间距应大于16 m,与熔铸工艺配套的工艺工位(熔炼、铸造、 锯切、铝灰处理)除外。熔铸危险区域与油浸式变压器距离应大于25 m。
5.1.6 熔铸厂房内不应设置除操作室、值班室以外的生活、办公设施,值班室不得设有卧具,宜采用 无靠背凳。生产工艺用途以外地磅不应设置在熔铸厂房内。操作室出口不应正对炉口,操作室面向炉口、 铸造机的一面应当采取防喷溅、抗爆措施。
5.1.7 熔铸车间使用的操作室、值班室、电气装置室宜独立设置。
5.1.8 铝液、铝液渣吊运影响的范围内不得设置会议室、活动室、休息室、操作室、交接班室、更衣 室(含澡堂)等6类人员聚集场所。
5. 2 通风换气
5.2.1 厂房建筑面积大于5 000 ㎡的厂房宜采用自然通风措施,自然通风无法满足车间余热排放要求 时应设置机械送排风。总建筑面积大于200 ㎡或长度大于40 m的疏散通道,应设置送排风设备。
5.2.2 存在需要排出密度比空气小(如天然气)与空气混合的可燃气体时,吸风口上缘至顶棚平面或 屋顶的距离应小于0.1 m,因结构造成可能存在爆炸性危险气体的滞留区,应设置导流设施。其排风水 平管全长应沿气流方向向上坡度敷设,其送、排风系统应采用防爆型的通风设备,其进出风口不应设置 在有火花溅落、出现的部位,排风口应设置在室外安全处。
5.2.3 用于排除密度比空气小的可燃气体(如天然气)或其与空气混合气时,可燃气体管道、可燃液 体管道等不得穿越风管内腔,不应穿越通风机房和通风管道,且不应紧贴通风管道的外壁敷设。
5.2.4 存在可燃气体与空气混合发生爆炸危险时,应根据可燃气体的特性(温度、密度),采取有效 通风稀释措施。
5. 3 泄爆、抗爆
5.3.1 熔铸厂房应为单层建筑,在保证防水防雨的前提下宜采用敞开或半敞开式,宜采用钢筋混凝土 框架结构或钢框架、钢排架结构。作为泄压设施的轻质屋面板和墙体面密度宜小于60 kg/㎡。门窗宜 采用防破碎伤人的透光材料。
5.3.2 新建熔铸厂房铸造井边缘与承重柱和保温炉(熔保炉)的距离应不少于3 m。
5.3.3 熔铸危险区域不应放置可燃和易燃易爆物品、压力容器储罐等。
5.3.4 需重新进行烘烤干燥的设备、装置或工器具,应按工艺要求控制好烘烤的温度和升温速度,应 防范燃烧异常、烘烤速度过快致使烘烤过程发生爆裂。
5.4 防水
5.4.1 厂址标高宜高于最高防洪水位(包括波浪侵袭)0.5 m以上,地处水岸边的宜高于最高潮位1 m 以上。如无法达到,应采取其他有效防护措施。
4
DB44/T 2480—2024
5.4.2 熔铸厂房应能防止厂房外雨水等倒灌厂房。
5.4.3 熔铸厂房屋面外缘应自铸造井向外延伸距离不小于10 m(当采用无门、窗、洞口的封闭式墙面 时距离不限),且应有防止雨水飘落、渗漏的防护措施。熔铸危险区域及发生事故时铝液可能泄漏、喷 溅影响的范围内不得存在滴、漏水。
5.4.4 熔铸厂房防水屋面板的施工设计应符合GB 55030的相关规定,屋面防水等级不应低于一级防 水,并有防止雨水渗漏的可靠措施。
5.4.5 熔炼炉、保温炉、铸造井、铸造模盘、结晶器和分配流槽(盘)上方不应设置存在滴、漏水隐 患的设施,如通风装置、天窗、水管、落水管等,不宜敷设供排水管道。
5.4.6 熔铸厂房不应设置以水或泡沫为介质的自动(喷淋)灭火系统。
5.4.7 熔铸厂房内不应设置排水明沟,熔铸危险区域及发生事故时铝液可能泄漏、喷溅影响的范围内 不应设置非生产性需要的低于地坪的坑、槽。生产确需设置地沟、地坑时应有严密的防水措施,可设置 高于地面大于0.2 m的沟边围堰。
5.4.8 熔铸危险区域及发生事故时铝液可能泄漏、喷溅影响的范围内不应存在非生产性积水、潮湿和 无关水管,且不宜设置埋地管道(供排水管、水渠除外)和埋地电缆,如确需设置,埋地工艺管道和埋 地电缆的埋设深度应大于0.4 m,敷设在混凝土场地或道路下的管道,管顶低于混凝土表面应大于0.2 m。管道周围应回填大于0.1 m厚的中性沙子或细土,穿过建筑物或填沙埋地槽时应采用耐火极限大于 1.0 h的耐火材料进行封堵。
6 设备设施设置
6. 1 熔炼(化)设备设施
6.1.1 熔炼炉的额定装料量、最高使用温度等基本参数应符合YS/T 12—2012的相关规定。
6.1.2 熔炼炉应配备超温、小火熄灭和点火失败报警控制系统,超出最高温度时应能自动停止燃烧, 停止燃气供给,保护火焰炉安全。
6.1.3 炉底设有设备通道的,应对炉底安装温度监测及声光报警装置。
6.1.4 熔炼炉、保温炉炉膛安装透气砖的,其安装安全要求应按供给方的安全要求实施。
6.1.5 固定式熔炼炉、保温炉铝液出口应以专用流口砖砌筑并有可靠的压紧固定砖箱,且应设置漏铝 监测和报警装置。
6.1.6 固定式熔炼炉、保温炉铝液流出口堵头应防脱出,并应设置机械式锁紧固定装置,不应无锁紧 防脱出措施或采用吊挂、压重物等防脱出方式。
6.1.7 倾动炉炉坑靠近炉门位置应设置不低于0.2 m高度的挡板。
6. 2 燃烧系统设备设施
6.2.1 燃气管道设计和安全防护应符合 GB/T 20801.1 和 GB/T 20801.6 的相关规定,并按照GB/T 20801.5的相关要求进行检测验收。
6.2.2 进入车间的燃气总管应设置紧急自动切断阀,车间内的燃气管道应架空敷设;燃气用气设备前 应设置单独阀门,阀门相对高度不高于地面1.5 m,并便于操作。
6.2.3 炉体燃气总管应设有双安全阀以及安全放散阀,燃气管道阀门和设备用气阀门间应设置放散口, 安全放散应向厂房外上空排放,放散管管口高度应按照GB 50028的要求高于屋脊1.0 m以上。
6.2.4 燃气管道应避免安装在炉口、流槽出口正面或上方,安装在侧面时应保证在炉口、铝液出口2 m 以外,并宜避开铝液运输专用路线以及远离高温铝液可能溢流处,无法避开时应采取隔热防护措施。 6.2.5 熔炼炉、保温炉燃烧系统应配有自动点火系统及火焰检测及监控系统,与熔炼炉、保温炉相连
5
DB44/T 2480—2024
的燃气及空气管道上应安装低压和超压报警装置以及止回阀,使用燃气的烧嘴等燃烧装置应设置防突 然熄火或点火失败的快速切断阀。
6.2.6 燃气阀组集中放置的区域或房间应有良好的自然通风或机械通风设施,各类阀门动作应灵活可 靠且无松动、无泄漏,管道应完好无泄漏。当气源采用相对密度小于1 kg/m的燃气时,应在阀门、法 兰等释放源上方安装燃气泄漏探测器,并应按照GB/T 50493等相关规定合理设置燃气泄漏探测器。
6.2.7 使用燃气的值班室、操作室等人员较集中的部位,应设有可燃气体泄漏报警装置。
6.2.8 应对燃烧所需的各种动力介质(包括助燃风、燃料、压缩空气等)的供应状态进行自动监控, 一旦低于或超过设定值,应能自动停止燃烧并发出声光报警信号。
排烟系统设备设施
6.3.1 熔炼炉、保温炉内烟气压力控制应采用炉内压力自动控制系统,宜为微正压PLC自动调节控制。
6.3.2 应自动监控燃烧生成的烟气的排放温度,超出设定值时应发出声光报警信号并自动停止燃烧。 排放超温烟气时应确保燃烧和烟气处理排放设施的安全。
流槽和应急排放、储存设备设施
6.4.1 流槽设计应满足铝液出口、在线除气、过滤装置以及相应的液位监测联锁装置的安装要求。
6.4.2 铝液出口流槽处1.5 m范围内应设置液位监测传感器和报警装置,对铸造期间铝液高低液位、 非铸造期间铝液液位上升进行监测和报警,且应根据实际工况设置合适的报警值。
6.4.3 浇铸(注)炉铝液出口流槽处应设置液位监测传感器和报警装置,对铝液的极限高液位进行监 测和报警,且应根据实际工况设置合适的报警值。
6.4.4 流槽应设置紧急情况下的快速切断阀和紧急排放阀,或设置分配流槽自动断开装置,切断、排 放、断开装置应具有手动与自动两种模式,并与设置的液位监测传感器和报警装置实现联锁控制,联动 动作时间不应大于10 sec。
6.4.5 紧急排放阀出口应设置符合要求的应急储存设施。使用固定式浇铸(注)炉的,应急储存设施 容量不应低于单台最大熔炉铝液容量的1.0倍;使用倾动式浇铸(注)炉的,应急储存设施容量不应低 于流槽和分配流盘(槽)铝液容量之和的1.5倍。
6.4.6 应急储存设施距离厂房结构柱的净距不应小于1 m,且应有耐高温涂层,并采取隔热、防水、 防渗、防潮等干燥措施。
6.4.7 报警与联锁应按报警严重程度控制,分级采用不同声光报警,报警严重程度应至少分为两级。 对于倾动炉液压铸造生产系统报警严重程度宜分一级(严重)、二级(中等)、三级(轻微)报警,对 于固定炉钢丝绳生产系统报警严重程度宜分两级,一级(严重),二级(轻微)报警。一级有断电或者 断钢丝绳的情况,二级或三级为通过人工干预可以消除安全隐患的情况,且达到一级(严重)时,应能 立即启动联锁控制。
6.4.8 使用倾动式浇铸(注)炉的,其液位监测传感器和报警装置、快速切断阀或分配流槽断开装置 的联锁控制还应与浇铸(注)炉的倾动控制系统相互通讯联锁控制。
6.4.9 流槽与在线除气接口处应确保密封,防止铝液泄漏。
6.4.10 流槽的在线除气装置、过滤装置处和铸造模盘、分配流槽(盘)尾端应设置铝液放流口(槽), 且每个放流口(槽)所需的残料箱(放干箱)容积分别不应低于其流槽和铸造模盘、分配流盘(槽)铝 液容量的1.5倍,并涂刷涂料且保持干燥。每个装置的放流口(槽)均应配置至少2个铸铁堵头(一用 一备)和残料箱(放干箱)。
铸造设备设施
6.5.1 铸造模盘或分配流盘(槽)入口位置应设置非接触式液位监测传感器,并设置声光和可视化报
6
DB44/T 2480—2024
警装置,对铸造期间铝液高液位、低液位以及液位突升突降进行监测和报警,且应根据实际工况设置合 适的报警值。
6.5.2 铸造模盘内衬钢板应进行除锈和防锈涂层处理,防止水腔内壁腐蚀。
6.5.3 铸造引锭头支架(托座)应斜坡式屋脊或镂空设计。
6.5.4 与铝液接触的结晶器材质应采用变形铝合金(锻造、轧制)或铜制材质,保证有耐高温、高强 度的性能,并应根据工艺需要可嵌入石墨环(板),不应使用铸造铝合金材质。
6.5.5 结晶器石墨环内壁应光滑,圆形结晶器密封胶圈不得漏水,喷水孔通畅。
6.5.6 普通热顶铸造模盘的结晶器涂抹油泥应衔接牢固,不应在铸造过程脱落。
6.5.7 接触漏铝的引锭头支架(托座)、平台等应涂防爆涂料。
6.5.8 铸造系统应配备应急电源以应对停电等突发故障,电源紧急供应时间应不低于10 min。
6. 6 铸造机系统设备设施
6.6.1 铸造井应符合下列要求:
a) 根据不同合金工艺要求设置铸造井。其中,液压井的主井为铸造区域,副井为抽排水或人员上 下通道区域。
b) 铸造井内表面应平整光滑、无裂纹渗水,垂直度满足铸造要求。
c) 铸造井周边应设置铝液围堰,围堰宜高于地平面0.2 m以上,长度应长于铸造井侧熔炼炉、保 温炉的宽度,并在紧急情况下应能有效将地面铝液引流至应急储存设施或其他安全区域。
d) 铸造模盘底面与铸造井静态水平面应不小于 0.75 m,与铸造井框架净空高度应不小于 0.3 m,且铸造井水位距离铸造井上缘不应小于0.2 m。
e) 在浇铸平台的溢流口处和流槽的中间应预留空间能放置1~2个容量0.2 m³以上的应急残铝 斗。
f) 采用干井铸造工艺,冷却水井中任何铝渣碎片的液面上应保持至少1 m安全水深,并确保水量 在极限泄铝量(流槽和铸造模盘或分配流盘(槽)铝液容量之和)的10倍以上。
6.6.2 铸造机应符合下列要求:
a) 铸造机位于铸造井内的引锭升降单元与井壁及井壁附属物的距离应大于0.075 m。
b) 铸造机宜配置蒸汽抽排系统,抽排系统的安装应不妨碍铸造作业操作。
c) 铸造机井框架内应设置照明系统。照明系统宜为安全照明,照度不应低于300 lx,且应为安 全电压供电。
d) 铸造机分配流槽(盘)的倾翻装置应至少设置一个防止其模盘从高位自由落下的防跌机构。
e) 铸造机升降系统应保证其引锭基座垂直水平面,确保引锭基座水道畅通,不应有隔板(网)或 其他异物堵塞引锭基座网格垂直水面通道。
6.6.3 钢丝绳牵引系统应符合下列要求:
a) 引锭基座牵引用钢丝绳材质应为钢芯钢丝绳,应符合GB/T 8918的相关规定。钢丝绳的固定接 头应可靠牢固,钢丝绳夹应符合GB/T 5976的相关规定,钢丝绳绳端套管压制索具应符合GB/T 30589的相关规定,钢丝绳插编索扣应符合GB/T 16271的相关规定,钢丝绳卷筒应符合GB/T 34529的相关规定。
b) 钢丝绳夹数量不小于每组3个,卷筒应设置绳槽。
c) 导向滑轮沟槽深度应满足1.5倍钢丝绳直径要求。
d) 铸井框架内的钢丝绳和导向滑轮应设置便于日常检修的高温灼烫防护设施,符合GB 20905的 规定要求。
e) 钢丝绳牵引系统应设置刹车抱闸及手摇下降柄。手摇下降柄处应留有操作通道。
6.6.4 液压缸牵引系统应符合下列要求:
7
DB44/T 2480—2024
a) 液压缸牵引系统应设置行程限位开关。
b) 液压缸牵引系统应设置手动泄压装置。
c) 液压油宜使用抗燃液压油。
d) 内导液压缸应设置扭矩限制器,防止重心偏载时内部导向失效。
e) 外导液压缸应设置导向柱,导向柱应有高温铝液灼烫及卡阻防护装置。
f) 液压缸牵引系统应配置应急电源。
g) 液压缸牵引的铸造机应防止滑车。
6.7 供排冷却水循环系统设施
6.7.1 供排冷却水路设施应符合下列要求:
a) 铸造机供排水路应设置冷却水路和应急水路。
b) 铸造机供水水路管路不应漏水,并不应采用消防水带和消防快速接头。管路与结晶器平台的连 接应牢固、可靠。
c) 铸造机供水水路不应直接使用河水或未过滤的水源,并应在管道上设置过滤装置。过滤装置应 并联5个及以上同管径的管道过滤器,“中”字型安装。
d) 铸造机冷却水路应并联装配主水泵和备用水泵,且水泵应采用离心泵,不应采用容积泵,并设 有水压压力表及压力报警装置。
e) 铸造机冷却水路应配置进水温度、流量、水压和出(排)水温度监测和报警装置。监测和报警 装置应与流槽设置的快速切断阀和紧急排放阀(或分配流槽断开装置)联锁,同时应与倾动式 浇铸(注)炉的倾动控制系统相互通讯联锁控制。
f) 水流量检测与报警装置宜与应急水路控制阀联锁,进排水温度差异常升高、进水流量异常减少 时应可从冷却水路自动切换至应急水路。
6.7.2 冷却水循环系统设施应符合下列要求:
a) 冷却水循环系统应至少包括铸造冷却水池、回水池、应急水池以及配套的水泵、冷却设施、过 滤设施和水质处理设施等。
b) 铸造冷却循环水池应依据铸造机数量及单机冷却水用量确定水池的容量。
c) 冷却水循环系统应设置冷却设施,冷却水的进水温应不高于40℃。
d) 冷却水循环系统应设置水质处理设施,并监测冷却水pH值、浊度、硬度等。
e) 冷却水循环系统应设置应急水池,且应急水池应设置为与回水池存在显著高度落差的高位水 池,并且应急水容量应满足正常铸造5 min及以上的应急水用量,且应急水初始压力不应低于 0.1 MPa。应急水池应设置水位下限报警装置和自动补水装置。
f) 应急水池管路应安装两个并联的控制阀,阀前应设置压力表,其中一个控制阀应为自动控制阀 (常闭电磁阀停电状态下能自动打开),并与铸造机监测报警装置、流槽紧急排放阀(闸板) 和快速切断阀(闸板)联锁,或与分配流槽(盘)断开装置联锁;另一个控制阀可为手动控制 阀或常闭单向阀,若为手动控制阀,应设置在铸造机附近5 m范围内操作人员能快速方便操作 的位置,且不应在结晶器或铸造盘断水之后再打开手动阀,具体参见附录A.1。
g) 若高位水池能同时满足正常铸造和应急供水要求时,铸造冷却水池可与应急水池共用高位水 池、双水路进入铸造模盘。此种情况,如设置旁通阀作为应急铸造供水的,应在主水路与应急 水路切换的控制阀前设置压力表,若采取手动控制切换的,应在铸造机附近5 m内设置主水路 与应急水路切换的控制阀;若采取自动控制切换的,控制阀应当同时具备手动功能,具体参见 附录A.2。
6.8 公用辅助设备设施
8
DB44/T 2480—2024
6.8.1 安全防护设备、设施应满足GB 30078规定的要求,设备转动部位应设计安全防护装置,生产设 备、设施的安全装置应有效可靠。
6.8.2 电气设备设施应符合下列要求:
a) 新建项目高压变配电房应符合GB 50053的相关规定,不应设置在熔铸厂房内或贴邻。
b) 供熔铸车间专用的10 kV及以下的变、配电室当采用无门、窗、洞口的防火墙分隔且符合GB 50016的相关规定时,可与熔铸厂房一面贴邻并应设置直通厂房外的门。
c) 专用变、配电室和电气用房应符合GB 50052相关规定。
d) 用电设备应按规定做好保护接地和防直接触电保护措施(绝缘、屏护、间距)。
e) 潮湿及有限空间作业区的用电设备应选用对应安全电压的电器。
6.8.3 起重机(天车)应符合下列要求:
a) 熔铸厂房内的通用起重机应符合GB/T 6067.1的相关规定,吊运铝液或高温铝灰的起重机还 需符合JB/T 7688.5的相关规定。
b) 钢丝绳、吊具应符合GB/T 8918、GB/T 16762的相关规定。
c) 经过熔铸单元上方的起重机行程应有可不受熔铸单元高温影响的区域。
6.8.4 叉车、铝液运输车、扒渣车应符合下列要求:
a) 叉车、扒渣车应符合GB 30078、GB 4387的相关规定。
b) 加料叉车、铝液运输车、扒渣车应为专用车辆,应采用实心轮,油箱应采取隔热措施。驾驶室 前方应有防止铝液喷溅、高温烘烤或发生爆炸事故伤及驾驶人的防护装置,如加厚有机玻璃风 挡。车上应配备ABC型干粉灭火器。
c) 铝液运输车的储罐应有罐盖,罐内铝液或熔渣的液面与罐口边沿的垂直距离不得小于 0.3 m,罐体应有最高液面限位标记。
d) 铝液运输车应划定专门运输路线,运输路线不应与其他工艺和人、物流交叉,运输路线应完全 防水;铝液运输专用线路应当避开煤气、氧气、氢气、天然气、水管等管道及电缆;运输路线 应平整,附近不得设置会议室、活动室、休息室、操作室、交接班室、更衣室(含澡堂)等6 类人员聚集场所。
e) 叉车、铝液运输车、扒渣车宜安装行车、倒车区域警示灯。
6.8.5 消防设施应符合下列要求:
熔铸车间内灭火器和消防栓配置应符合GB 50140和GB 50974的相关规定,车间内应按照工业建筑 轻危级配置灭火器。
6.8.6 应急设施应符合下列要求:
a) 熔铸单元周边均应配套设置应急设施单元,每个应急设施单元均应根据其熔铸单元的规模配 置足量的灭火器、灭火毯、干燥灭火沙、应急流眼钎子等应急器材,并应制定管理制度,定期 开展检查,确保应急设施正常有效。
b) 每个熔铸车间应配置2个以上容量大于0.2 m³的应急残铝斗,应急残铝斗应可以稳固放置。
c) 每个铸造井应配置不少于2个实心应急流眼钎子,配置不少于4具4 kg手提式D类灭火器。
d) 应急设施应设置在便于使用和应急处置的位置,宜距离熔铸危险区域10 m内范围处。
e) 熔铸车间内手提式灭火器不应设置泡沫、水基、二氧化碳灭火器。熔铸车间周边设置的泡沫、 水基、二氧化碳灭火器箱宜显著设置“禁止用于铝液灭火”标识。
6.8.7 应急照明应符合下列要求:
a) 熔铸车间的熔铸单元、配电房、电气控制室、操作室、冷却水泵房、自备发电机房等正常照明 因故障熄灭后仍需继续工作的场所,应设置应急照明,且应符合GB 50034的相关要求。
b) 熔铸车间应急照明作业面的最低照度不应低于正常的照明照度的30%。其中,熔铸单元应急照 明作业面的最低照度不应低于150 lx。
9
DB44/T 2480—2024
c) 熔铸单元、铸造操作室的正常照明应配置UPS应急电源,紧急电源供应时间应不低于30 min。
6.8.8 疏散设施应符合下列要求:
a) 熔铸厂房的疏散设施应达到GB 50016的相关规定。
b) 熔铸厂房直通室外的安全出口数量应不少于2 个,熔铸厂房内任一点到最近安全出口的直线 距离应小于30 m。
c) 对于建筑面积大于60 ㎡的控制室(含操作室、值班室)其疏散出口不应少于2个,在可能受 铝液喷溅、高温明火直接作用的区域不得设置安全出口。
d) 铸造厂房地坪应设置宽度大于1.5 m的人行安全走道,走道应有明显的标志线。
e) 疏散走道应通畅,疏散走道应有明显逃生标志。
f) 除工作平台外不宜采用楼梯、扶梯或阶梯作为安全出口。
g) 铸造厂房安全出口可不设门,如需设门应采用向疏散方向开启的平开门,安全出口宜采用常开 门。当采用其他形式疏散门时在工作期间不应关闭疏散门。
h) 疏散走道和安全出口应设置应急照明和应急疏散指示标志,标志的设置应符合GB 50016、GB 13495.1、GB 17945,疏散通道的疏散照明照明度应高于1.0 lx。
6.8.9 安全标识设施应符合下列要求:
a) 熔铸厂房入口显著位置应设置“禁止无关人员进入”标识。
b) 每个熔铸单元应在显著位置设置“工作期间严禁脱岗”标识。
c) 每个铸造机外沿以外3 m闭合区域应划有警戒区,并应在显著位置设置“铸造期间非本岗位工 作人员勿入”标识。
d) 铸造机控制台按钮标识应清晰易读,尤其是“上”、“停”、“下”三个按钮应清晰明显。
e) 应急水路开启阀门应清楚印有应急开启方向标识,并在阀门上显著位置设置“主供水回路故障 时应立刻启动此阀门”标识。
f) 残铝斗壁应显著写有“禁止用水冷却斗中铝液”标识。
g) 如熔炼炉、保温炉存在炉底设备通道,应在炉底设备通道入口设置“未经许可不得进入有限空 间”标识。
h) 室内消火栓及熔铸车间外20 m范围内的室外消火栓宜显著设置“铝液引发着火严禁用水扑救” 标识。
i) 熔铸车间内应在相应显著位置设置“注意高温灼烫“”、“注意物体打击”、“注意机械伤害”、 “车辆注意限速”等警示标识。
7 工艺操作及作业
7. 1 熔炼(化)
7.1.1 熔炼炉、保温炉的安全作业要求应符合GB 30078的相关规定。
7.1.2 应按熔炼炉的额定装载量装入原料,装入炉内的固体料不应堵塞燃烧器烧嘴。
7.1.3 熔铸生产时应确保熔炼炉、保温炉、铸造井以及铸造井中心周围8 m范围内干燥,且与铝液接 触的耙子、精炼器、流槽、分配漏斗、下注管、塞棒、堵头、残料箱(放干箱)、应急箱(坑)、引锭 头(底座)、渣刀、取样勺等设备、工具均应保持干燥及有效状态。
7.1.4 带有腔体、碎屑、形状复杂等可能存在积水和潮湿的原辅材料在运输和储存应采取可靠的防雨、 防潮措施,潮湿、含水、含油的原辅材料不应进入炉内。
7.1.5 熔炼炉、保温炉的使用温度不应超过其额定最高操作温度,最大装炉量(包括工装、夹具)不 应超过额定最大装炉量。
10
DB44/T 2480—2024
7.1.6 点火前应对燃烧系统(烧嘴、炉眼、阀门、燃料等)、控制系统及安全装置进行安全检查,确 认正常后方可操作。当部分原料熔化时应再次检查铝液出口,确保安全锁紧。
7.1.7 熔炉点火时,应先将炉门打开约三分之二,燃烧系统进行吹扫作业,排净管道以及炉膛内的残 余的可燃气体,防止点炉时发生燃爆。正常燃烧后方可关闭炉门。
7.1.8 熔炼炉点火失败应对炉内进行吹扫后,方可点火。连续两次点火失败,不应继续点火,应报维 修,并查明原因排除故障。
7.1.9 新砌筑的熔炼炉、保温炉应进行烘炉,确保内衬充分干燥。烘炉过程中应严格按烘炉规程进行, 严格控制升、降温速度。
7.1.10 转炉前,应确认保温炉处于接料状态,流槽畅通无堵塞。转炉时,应根据流槽中液面情况及时 用实心钎子调节熔体流量。
7.1.11 固定式熔炼炉或保温炉,在熔炼炉、保温炉转炉或铸造放铝液作业过程中应有指定人员监视流 槽、分流槽(盘)等液位,应有固定人员在铝液出口监控铝液流量。
7.1.12 在熔炼、保温、熔体处理、铸造等过程中,不应将空气、氧气和水直接通入铝液中。
7.1.13 熔炼炉、保温炉若发生无法控制的跑流或漏铝时,应立即截断燃烧系统或停电、打开炉门降温, 并应向炉内流眼处加入冷料(固体料)使流眼凝固,待铝液量减少后,应使用硅酸铝堵住漏点。无法控 制时,现场人员应立即撤离到安全区域。
7.2 铸造
7.2.1 流槽、铸造模盘、分配流槽(盘)的安全作业应符合GB 30078相关规定及以下要求:
a) 每铸次前应对流槽进行清理和维护,并应制定相应的清理维护管理制度。
b) 铸造时油气滑模盘的铸造气体应保持干燥。
c) 在铸造过程中如出现结晶器因铝液泄漏而失控,应立即停止铸造。
d) 模盘应备用足够的硅酸铝堵头。
e) 铸造模盘、分配流盘(槽)、流道、结晶器应保持干燥无水。
f) 流槽在线除气装置清渣时操作人员须穿戴耐高温隔热服和防护面罩防止烫伤。
g) 每次铸造后应清理检查流槽液位监测装置的监测探针。
h) 除排放和清理期间外,其余时间段流槽的每个放流口均应确保密封并应锁紧。
7.2.2 铸造机的安全作业应符合GB 30078相关规定及以下要求:
a) 每次铸造前应先空机试运行确认结晶器出水正常,并应确保流槽、操作系统、液压系统、牵引 系统、冷却系统、铸造模盘、分配流槽(盘)等装置均处于完好状态后再投入生产。
b) 每次铸造前应对铸造机牵引系统钢丝绳的运行情况进行检查,存在断丝、变形、起毛等情况时 应进行更换。
c) 每次铸造前应对应急水容量、压力和自动控制阀进行自检。
d) 每个铸造机在铸造过程中应有至少3人在现场作业,分工负责操作铸造机控制台、控制流槽液 位、观察铸造机铸造情况,其中至少1人不得远离铸造平台。
e) 铸造过程中非相关人员不得进入铸造机外沿以外3 m闭合区域的警戒区。
7. 3 检修、维修和维护
7.3.1 建立熔炼炉、保温炉本体及附属设施的检维修制度,每周应检查熔炼炉、保温炉本体及附属设 施至少1次,当出现严重焊缝开裂、腐蚀、破损、衬砖损坏、壳体发红及明显弯曲变形等应进行维修或 更换。正常生产熔炼炉到达3000熔次(或3年)、保温炉到达5000熔次(或5年)时,应对炉子进行 全面的评估及维护,合格后方可重新开炉。
7.3.2 应对熔炼炉的炉温监测装置应进行定期校验。
11
DB44/T 2480—2024
7.3.3 熔炼炉炉底设有设备通道的,应制定相应的炉底检查制度,炉底巡查和维护时应遵守有限空间 作业要求。
7.3.4 应定期对铸造车间内因生产可能导致升温的燃气管道、储罐体进行监测记录,对于温度高于100℃ 的燃气、燃油管道、储气罐体应设置相应的防护措施。
7.3.5 应根据燃料种类和燃烧状况每年至少对排烟烟道清理一次,防止引发烟道灰堵塞和爆炸事故。
7.3.6 应定期对铸造模盘进行检查,防水密封圈(O型圈)应定期检查更换,结晶盘内出现明显锈蚀、 变形、磨损或微裂纹应进行维护或更换。
7.3.7 铸造井检维修安全作业应符合以下要求:
a) 井内作业应落实有限空间作业及高处作业审批制度。有限空间作业应当严格遵守“先通风、再 检测、后作业”的要求,高处作业应符合GB/T 3608的规定要求。
b) 清理铸井宜使用专用工具或夹具,且减少人员下井清理的频次。
7.3.8 铸造机牵引系统钢丝绳应定期检查维护和更换,并做好记录。钢丝绳更换应全井更换,不应头 尾对调后继续使用。引锭基座更换钢丝绳后,应定期检查固定接头是否松动。
7.3.9 冷却水循环系统维护作业应符合以下要求:
a) 应定期向冷却水池加入杀菌、灭藻的药液、药剂保证水质。
b) 应根据水质、天气状况制定清理水池的规定,一般半年至少清理一次,以保证铸造冷却水的质 量,防止出现因冷却水质量不佳引起水路堵塞致铸造过程中缺水。
c) 应每月对冷却水路过滤装置进行不少于1次清理,并应做好清理记录。
7.4 其他作业要求
7.4.1 起重机(天车)安全作业应符合下列要求:
a) 起重机的安全作业要求应符合GB 30078的相关规定。
b) 吊运高温铝液或铝灰的起重机的铝水包横梁、耳轴销和吊钩、钢丝绳及其端头固定零件,应每 月进行宏观检查,盛装高温铝液及高温铝灰渣的罐(包、盆)等容器耳轴应每年进行一次探伤 检查。
c) 起重机司机(天车工)应严格执行GB/T 5082、GB/T 6067.1的相关规定。
d) 使用起重机前应先空负荷运行确认设备运行正常,钢丝绳以及安全装置完好后方可进行起重 作业。
e) 不应使用起重机歪拉、斜吊以及吊运未完全冷凝的铸锭或铝块。
f) 经过熔铸单元上方的起重机在不使用时应停于不受熔铸单元高温影响的区域。
g) 使用合适的吊具吊圆铸锭,应保证吊具与圆铸锭接触部位与锭头之间的间距不小于0.5 m,且 应平稳、匀速的朝规定的路线运行,无关人员不应靠近。
h) 应定期检查吊具(吊环),出现磨损、开裂、疲劳应立即更换,并记录。
i) 吊运时,起重机司机应集中精神,应要保证吊运的物质在自己的视线范围内。
7.4.2 叉车、铝液运输车、扒渣车安全作业应符合下列要求:
a) 叉车、铝液运输车、扒渣车的安全作业要求应符合GB 30078、GB 4387的相关规定。
b) 叉车、铝液运输车、扒渣车启动前应检查启动系统,灯光,喇叭等装置完好后才能使用。
c) 行驶时,叉车、铝液运输车货叉底端距地高度应保持0.3 m~0.4 m,门架须后倾。
d) 叉车、铝液运输车、扒渣车在厂区运行过程中平路速度应不大于20 km/h,转弯速度应不大于
10 km/h。
e) 叉车运载物质的时候,运载物质不应阻挡叉车司机的视线。
f) 叉车、铝液运输车、扒渣车不应运载超重的物质。
g) 叉车、铝液运输车、扒渣车加料作业时,应防止溢出的铝液烫坏车胎。
12
DB44/T 2480—2024
h) 铝液运输车不应在燃气、燃油管道或电缆附近停留。
i) 不应冲撞和猛力拖动铝液运输车辆,停车时应做好止轮措施。
j) 任何人不应搭乘运输铝液车辆。
8 人员管理
8. 1 企业从业人员在一百人以上的,应设置安全生产管理机构;从业人员在一百人以下的,应设置安 全生产管理机构或者配备专职安全生产管理人员。
8.2 企业主要负责人、安全生产管理人员自任职之日起六个月内,应接受负有冶金有色安全生产监管 职责的部门对其进行安全生产知识和管理能力考核,并考核合格。
8.3 企业应对从业人员进行安全生产教育和培训,保证从业人员具备必要的安全生产知识,了解有关 安全生产法律法规,熟悉本企业规章制度和安全技术操作规程,掌握本岗位安全操作技能,并建立安全 生产教育和培训档案,如实记录培训及考核结果等情况。未经安全生产教育培训合格的从业人员,不得 上岗作业。
8.4 使用劳动派遣的劳动者,应当将务工人员纳入本单位从业人员统一管理,对务工人员进行岗位安 全操作规程和安全操作技能的教育和培训。劳务分包单位应当对其派出员工进行必要的安全生产教育 和培训。
8.5 新上岗从业人员进行厂(公司)、车间(职能部门)、班组三级安全生产教育和培训;对调整工 作岗位、离岗半年以上重新上岗的从业人员,应当经车间(职能部门)、班组安全生产教育和培训合格后, 方可上岗作业。新工艺、新技术、新材料、新设备投入使用前,企业应当对操作岗位人员进行专门的安 全生产教育和培训。
8. 6 企业应配备冶金有色相关专业的注册安全工程师从事安全生产管理工作。
8.7 电工、焊工、叉车工、高处作业工、起重作业工等特殊工种作业人员应持证上岗作业。
8.8 电工作业、临时动火、有限空间作业、高处作业应严格执行作业票制度或挂牌制度。
8.9 操作人员上岗前应按岗位要求穿戴劳动保护用品。
8. 10 应定期对熔铸车间操作人员进行安全生产教育培训和爆炸事故预防与应急处置培训演练,经考 核合格方可上岗作业。熔铸车间有新员工入职后,应至少进行一次爆炸事故预防与应急处置培训演练。
8. 11 熔铸车间应严格控制现场人数,未经授权人员不应进入熔铸车间内。铸造作业时,非铸造岗位人 员不应进入铸造区域,铸造岗位人员不应擅自脱岗。
8. 12 对于重要的工作内容,应明确专人负责,包括堵铝水出口、控制铸造机、观察铸盘(流盘)、放 干流槽铝液等。
9 风险管控、隐患排查治理和应急管理
9. 1 风险管控和隐患排查治理
9.1.1 企业应针对铸造生产环节存在的安全风险,定期组织开展安全生产风险辨识评估,构建安全风 险分级管控预防机制,制定安全风险分级管控清单,落实风险管控责任。
9.1.2 企业应结合安全风险辨识结果和管控措施落实情况,定期开展隐患排查治理。隐患排查应明确 排查的责任人、排查方式、排查内容和排查频次;隐患治理应责任到人,落实隐患整改措施、责任、时 限并限期闭环完成整改。
9.2 应急管理
13
DB44/T 2480—2024
9.2.1 企业应制定熔铸车间突发事件(停水、停电、漏炉、漏铝、铸造系统故障、冷却水系统故障、
燃气泄漏、爆炸等)应急预案,预案的编制程序和管理应符合GB/T 29639的相关规定。
9.2.2 应急预案内容应包括所有紧急事件可能受影响人员的应急疏散和救援。应急预案应向政府相关
部门备案,并应参照AQ/T 9011的相关要求每三年进行一次应急预案评估。
9.2.3 企业应明确辨别危险情况,包括但不限于:铸造开始时引锭座下滑跌落、引锭座启动故障、引
锭座延迟或停止、铝液流中断、泄漏、冷却水缺水等情况。
9.2.4 企业应列明需配备的应急救援器材、设备和物资清单,并明确维护、保养制度和责任人。
9.2.5 企业应根据自身规模,建立与本企业安全生产特点相适应的应急救援组织和人员队伍。
9.2.6 企业应组织所有受影响人员接受应急培训,按照AQ/T 9007的相关规定根据本单位的事故风险
特点,每年至少组织一次综合应急预案演练或者专项应急预案演练,熔铸车间每半年至少组织一次现场 处置方案演练。
14
DB44/T 2480—2024
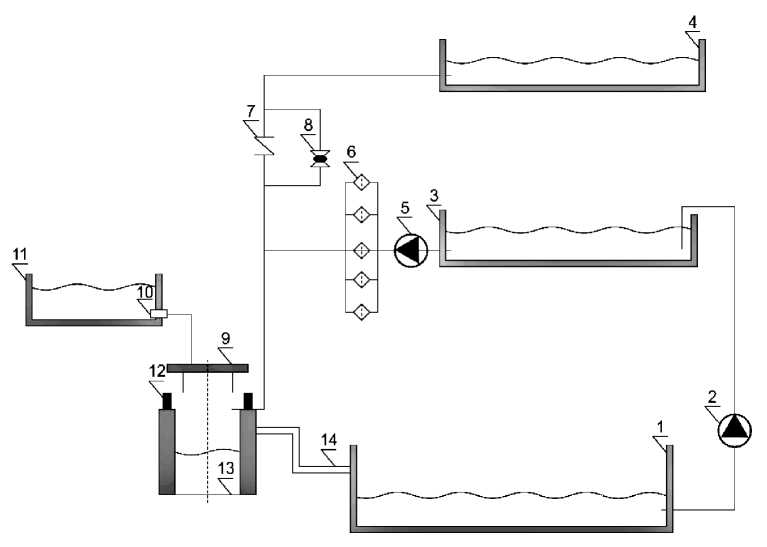
附录A (资料性) 冷却水循环系统示意图
A.1 深井铸造冷却水循环系统(一般)
图A.1给出了一般情况下,铸造冷却水循环系统示意图。
标引序号说明:
1——回水池
2——水泵
3——铸造冷却水池
4——应急高位水池
5——水泵
6——过滤器
7——常闭单向阀或手动阀
8——常闭电磁阀
9——铸造模盘
10——铝出水口
11——熔炼炉或保温炉
12——铸造井框架
13——铸造井
14——回水暗管(渠)
图A.1 深井铸造冷却水循环系统(一般)示意图
15
DB44/T 2480—2024
A.2 深井铸造冷却水循环系统(铸造冷却水池为高位水池)
图A.2给出了铸造冷却水池为高位水池与应急水池共用时,铸造冷却水循环系统示意图。
4
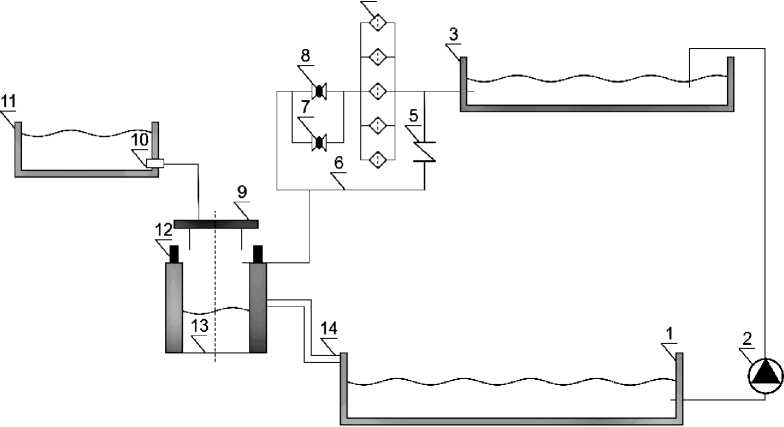
标引序号说明:
1——回水池
2——水泵
3——高位水池
4——过滤器
5——常闭单向阀
6——应急水路
7——副阀
8——主阀
9——铸造模盘
10——铝出水口
11——熔炼炉或保温炉
12——铸造井框架
13——铸造井
14——回水暗管(渠)
图A.2 深井铸造冷却水循环系统(铸造冷却水池为高位水池)示意图
16
参考文献
DB44/T 2480—2024
[1] GB 2893 安全色
[2] GB 2894 安全标志及其使用导则
[3] GB 4053.1 固定式钢梯及平台安全要求 第1部分:钢直梯
[4] GB 4053.2 固定式钢梯及平台安全要求 第2部分:钢斜梯
[5] GB 4053.3 固定式钢梯及平台安全要求 第3部分:工业防护栏杆及钢平台
[6] GB 5083 生产设备安全卫生设计总则
[7] GB 5226.1 机械电气安全 机械电气设备 第一部分:通用技术条件
[8] GB 5768.1 道路交通标志和标线 第1部分:总则
[9] GB 5768.2 道路交通标志和标线 第2部分:道路交通标志
[10] GB 5768.3 道路交通标志和标线 第3部分:道路交通标线
[11] GB 5768.4 道路交通标志和标线 第4部分:作业区
[12] GB 5768.5 道路交通标志和标线 第5部分: 限制速度
[13] GB 5768.6 道路交通标志和标线 第6部分:铁路道口
[14] GB 6222 工业企业煤气安全规程
[15] GB/T 8005.4 铝及铝合金术语 第4部分:回收铝
[16] GB/T 8196 机械安全 防护装置 固定式和活动式防护装置设计与制造一般要求
[17] GB 12265.3 机械安全 避免人体各部位挤压的最小空间
[18] GB/T 13869 用电安全导则
[19] GB 15603 常用化学危险品贮存通则
[20] GB 15630 消防安全标志设置要求
[21] GB 17820 天然气
[22] GB/T 18664 呼吸防护用品的选择、使用与维护
[23] GB/T 23466 护听器的选择指南
[24]
[25]
[26]
[27]
[28]
[29]
[30]
[31]
[32]
[33]
[34]
[35]
[36]
[37]
[38]
[39]
[40]
GB/T 23821 机械安全 防止上下肢触及危险区的安全距离
GB
GB
GB
GB
GB
GB
50007
50009
50014
50015
50204
50235
建筑地基基础设计规范
建筑结构荷载规范
室外排水设计规范
建筑给水排水设计规范
混凝土结构工程施工质量验收规范
工业金属管道工程施工规范
GB/T 50252 工业安装工程质量验收统一标准
GB
GB
GB
GB
GB
50630
50654
50883
51055
51309
有色金属工程防火设计规范
有色金属工业安全工程质量验收统一标准 轻金属冶炼机械设备安装工程质量验收规范 有色金属工业厂房结构设计规范 消防应急照明和疏散指示系统技术标准
AQ/T 9002
JB/T 7688.1
JB/T 7688.3
JB/T 9008.1
生产经营单位安全生产事故应急预案编制导则
冶金起重机技术条件 第1部分:通用要求
冶金起重机技术条件 第3部分:地面加料起重机
钢丝绳电动葫芦 第1部分:型式与基本参数、技术条件
17
DB44/T 2480—2024
[41] YB/T 036.11 冶金设备制造通用技术条件
[42] DB 32/T 3850 有色金属深井铸造工艺安全规范
[43] DB44/T 1846 用人单位劳动防护用品配备规范
[44] T/NAPA 06 铝合金圆铸锭熔铸防爆安全技术规范
[45] 中华人民共和国安全生产法(中华人民共和国主席令第88号)
[46] 冶金企业和有色金属企业安全生产规定(国家安全生产监督管理总局令第91号)
[47] 生产安全事故应急预案管理办法(国家安全生产监督管理总局令第88号,中华人民共和国应 急管理部令第2号修正)
[48] 工贸企业有限空间作业安全规定(中华人民共和国应急管理部令第13号)
[49] 产业结构调整指导目录(2019年本)(国家发展和改革委员会令第29号,2021年修订)
[50] 金属冶炼企业禁止使用的设备及工艺目录(第一批)(安监总管四﹝2017﹞142号)
[51] 用人单位劳动防护用品管理规范(2018年修改)(安监总厅安健〔2018〕3号)
[52] 工贸企业重大事故隐患判定标准(2023版)(中华人民共和国应急管理部令第10号)
[53] 应急管理部办公厅关于印发《有限空间作业安全指导手册》和4个专题系列折页的通知(应急
厅函〔2020〕299号)
[54] 应急管理部办公厅关于印发《工贸行业安全生产专项整治“百日清零行动”工作方案》的通 知(应急厅函〔2022〕127号)
[55] 关于印发《广东省应急管理厅金属冶炼建设项目安全设施“三同时”监督管理实施细则》的 通知(粤应急规〔2022〕1号)
[56] 广东省应急管理厅关于落实铝加工(深井铸造)企业安全管理“八个必须”的通知(粤应急 〔2022〕82 号)
[57] 广东省应急管理厅关于印发工贸重点行业安全生产检查工作指引的通知(粤应急函〔2022〕 284号)
[58] 广东省安委会办公室 广东省应急管理厅关于印发《广东省生产经营单位安全生产“一线三 排”工作指引》的通知(粤安办〔2020〕107号)
18
DB44/T 2480—2024
广东省地方标准
铝及铝合金深井铸造安全技术规范
DB44/T 2480—2024
*
广东省标准化研究院组织印刷 广州市海珠区南田路563号1304室 邮政编码:510220 电话:020-84250337