�л��������ұ�
����ͭұ����������ƹ淶
Code for design of secondary copper smelter processes
GB 51030-2014
���ಿ�ţ��й���ɫ������ҵЭ��
�����ţ��л�����ס���ͳ��罨�貿
ʩ�����ڣ�2015��5��1��
�л�����ס���ͳ��罨�貿����
��532��
ס�����罨�貿���ڷ������ұ�������ͭұ����������ƹ淶���Ĺ���
����������ͭұ����������ƹ淶��Ϊ���ұ������ΪGB 51030-2014����2015��5��1����ʵʩ�����У���5.1.5��5.1.6��5.1.14��5.1.22��5.2.18��5.2.19��5.2.20��5.2.21��8.0.6��Ϊǿ�������ģ������ϸ�ִ�С�
���淶���Ҳ��������о�����֯�й��ƻ���������淢�С�
�л�����ס���ͳ��罨�貿
2014��8��27��
ǰ��
���淶�Ǹ���ס�����罨�貿������ӡ��<2012�깤�̽�����淶�ƶ������ƻ�>��֪ͨ��(����[2012]5��)��Ҫ�����й���ɫ��������˾���й����ֹ��̼�������˾��ͬ�йص�λ��ͬ������ɵġ�
���淶�ڱ��ƹ����У����������������ĵ����о��������ܽ����ҹ�����������ͭұ����ҵ��ʵ������ͼ������������ڹ㷺��������Ļ����ϣ�ͨ���������۲������ƣ������鶨�塣
���淶����10�£���Ҫ�������ݰ������������ԭ�ϡ�ȼ�ϡ��ۼ���ԭ��Ԥ��������ұ����ұ��¯������������⾫�������Һ�������������ú�ұ����㡣
���淶���Ժ����ֱ�־������Ϊǿ�������ģ������ϸ�ִ�С�
���淶��ס�����罨�貿��������Ͷ�ǿ�������ĵĽ��ͣ����й���ɫ������ҵ���̽�����淶�����������ճ����������й����ֹ��̼�������˾������弼�����ݵĽ��͡����淶��ִ�й���������������飬������й����ֹ��̼�������˾(��ַ������ʡ�ϲ��к����ǰ�����888�ţ��������룺330031)���Ա�����ʱ�ο���
1 �� ��
1.0.1 Ϊ��ͳһ����ͭұ����������Ƶļ��������ƶ�������������ȫ���������������ͽ��ܼ��ţ�������������Ч�ʣ��ƶ����淶��
1.0.2 ���淶�������½����Ľ�����������ͭұ�����Ĺ�����ơ�
1.0.3 �½�����ͭұ�����ij�ַѡ��Ӧ�ڹ��ҷ��ɡ����桢�������¼��滮�������������ھ��������Ƚ�ȷ����Ӧ��Լ�ͺ������ý����õء�
1.0.4 ����ͭұ��Ӧ�����Ƚ��������Ƚ��豸�����������ָ��Ӧ�ﵽ��������Ƚ�ˮƽ��
1.0.5 ����ͭұ��Ӧ����������Դ����Լ��Դ�����������������̵����ȣ���λ��Ʒ�ۺ��ܺ�Ӧ�������й��ұ���ͭұ����ҵ��λ��Ʒ��Դ�����GB 21248�Ĺ涨���������о����桢��������ļ�Ӧ���ƽ���ƪ(��)��
1.0.6 ����ͭұ���Ļ�������ȫ��ְҵ������������ʩӦ�����幤��ͬʱ��ơ�ʩ����Ͷ����
1.0.7 ���������и���ԭ�ϡ��������ϡ��м��Ʒ����Ʒ����Դ�ȣ�Ӧ�м�����ʩ��
1.0.8 ����ͭұ�����Ĺ�����ƣ���Ӧ���ϱ��淶�⣬��Ӧ���Ϲ��������йر��Ĺ涨��
2 �� ��
2.0.1 ����ͭ secondary copper
�Ӻ�ͭ�����л�����������õ�ͭ��
2.0.2 ԭ��Ԥ���� raw materials pretreatment
����¯ұ��ǰ��������ͭԭ���еķ�ͭ��������ȷ����ȥԤ�ȴ����Ĺ��̡���Ҫ��������ּ��⡢���°�Ƥ�������ѡ������л����ϡ����ѹ��ȡ�
2.0.3 �̶�ʽ����¯ fixed anode furnace
¯��Ϊ���Σ����˷���ȼ��װ�úͳ����̵����������м��Ͽڣ����б������÷����ȵ�dz�۳غͰ�¯���ij�������ʽ¯�����ڴ�����Ʒλ����ͭԭ�ϲ���������ͭ��
2.0.4 ��תʽ����¯ rotary refining furnace
¯��ΪԲͲ�Σ�¯�����м��ϡ�����װ�ã����˷���ȼ��װ�úͳ����̵������������������ԭ����ͭ�ڣ�¯��������������װ�ÿ���һ���ĽǶ�����Ͳ���豸������ת����Ϊ��תʽ����¯�����ڴ�����Ʒλ����ͭԭ�ϲ���������ͭ������¯���л�תʽ����¯��NGL¯��
2.0.5 �㶯ʽ����¯ tilting refining furnace
¯����¯��Ϊ���Σ����Ϊ��ʽ¯ǽ�����˷���ȼ��װ�úͳ����̵���������ü��ϡ���������ԭ����ͭ�ڣ�¯������Һѹ����װ�ÿ���һ���Ƕ��������㶯��Ϊ�㶯ʽ����¯�����ڴ�����Ʒλ����ͭԭ�ϲ���������ͭ������¯�����㶯¯������ҡ¯��
2.0.6 �۳�����¯ bath smelting furnace
�С���Ʒλ����ͭ���ۼ���ȼ�ϼ�������̬�۳��У�Ѹ����ɹ̡�Һ�������ķ�Ӧ��������������ͭ�����ݿ������������Ĺ��뷽ʽ����Ϊ�������വ���״���
2.0.7 ������תת¯ top blown rotary converter
��������ȼ����ǹ�ʹ�����ǹ��¯����һ�ּȿ��ƺ���ת���ֿ���������ת����бʽת¯���������С���Ʒλ����ͭԭ��ʱ��ԭ�ϡ��ۼ��ɻ�������װ�ô�¯��װ��¯�ڣ���ͨ��ȼ����ǹ��������ȼ�Ϲ���¯�ڽ���������ҵ����ͨ��������ǹ������ѹ����������¯�ڴ�����������ͭ������¯���п�����¯������ת¯������б����תת¯��
2.0.8 ϡ��ȼ�� dilute oxygen combustion
ȼ�Ϻ�Ũ�ȴ��ڻ����90���Ĺ�ҵ�����ֱ�ͨ����ͬ�������������¯�ţ�ȼ�Ϻ���������¯�����Ѵ��ڵ�ȼ�ղ�����������ö�Ѹ����Чϡ�ͣ�Ȼ���ٱ˴˻��ȼ�գ��γ�һ�ַdz����ȵļ�����ϵ���Խ��������в����ĵ������
3 ԭ�ϡ�ȼ�ϡ��ۼ�
3.1 ����ͭԭ��
3.1.1 ����ͭԭ���˰���ͭƷλ����Ϊ��Ʒλ����ͭԭ�ϡ���Ʒλ����ͭԭ�Ϻ͵�Ʒλ����ͭԭ�ϡ�
3.1.2 ����ͭ�ķ���Ӧ��ԭ�Ϻ�ͭƷλ�ߵͻ��֣���Ӧ���ϱ�3.1.2�Ĺ涨��
��3.1.2 ����ͭԭ�ϵķ���
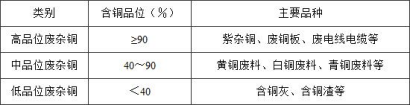
ע��ԭ��Ӧ����⡢��Ƥ��������롢����л���Ȳ�ͬ��Ԥ�����������Ϊ��¯���ϡ�
3.2 ȼ ��
3.2.1 ʹ��������ȼ��ʱ���˲��ú������0.5����100�Ż�200�����ͣ����͵�����ָ���˷��ϱ�3.2.1��Ҫ��
��3.2.1 ��������ָ��

3.2.2 ʹ����Ȼ����ȼ��ʱ����Ȼ���ĵͷ���ֵ����С��31.4MJ��m3��
3.2.3 ʹ�÷�ú��ȼ��ʱ����ú������ָ���˷��ϱ�3.2.3��Ҫ��
��3.2.3 ��ú����ָ��

3.3 �� ��
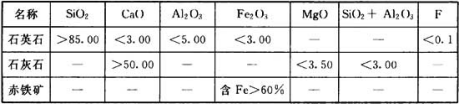
3.3.1 ����ͭұ����Ҫ�ۼ��Ļ�ѧ�ɷ֣��˷��ϱ�3.3.1��Ҫ��
��3.3.1 �ۼ���ѧ�ɷ�(��)
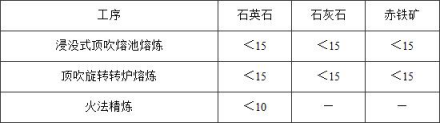
3.3.2 �ۼ��������˷��ϱ�3.3.2��Ҫ��
��3.3.2 �ۼ�������(mm)
4 ԭ��Ԥ����
4.1 һ��涨
4.1.1 ��ͭ����IJ����ҵ����Ӧ���ڳ����ڡ�
4.1.2 ��ͭ����Ӧ�����Է������档���泡�ص���ӦӲ������Ӧ���з��ꡢ����ȹ��ܡ�
4.1.3 ��ͭ������ɲ��û�е������˹�������ϵķ�ʽ����Ӧ�������й涨��
1 ���͵ĺ�ͭ������Ӧ��������ʩ�ռ����͵�Һ̬���
2 �и���ҵ��Ӧ�����ƶ�ʽ�����豸��
4.1.4 ���������Ӧ����ѷš�
4.1.5 ���������Ӧ����¯�Ͷ����ϵ���Ӧ���ȷ���Ƿ�����
4.2 ԭ�ϲ��
4.2.1 �ϵ��ߵ��²�������ײ���豸��ֱ������3mm�Ĵֵ��ߵ��²���豸��ѡ�ð������С�ϸ���ߵ��²���豸��ѡ�ó����Զ���������е�豸��
4.2.2 �ϵ�����Ӧ�����˹����е���ϵķ�ʽ�������״���ѡ�������ѡ����
4.2.3 �������Ӧ�����˹����е���ϵķ�ʽ�������״���ѡ�������ѡ����
5 ��ұ��
5.1 ��Ʒλ����ͭ����
5.1.1 ��Ʒλ����ͭ�����Ĺ�������Ӧ����������ģ��ԭ�ϡ�ȼ�ϵ��������������ȽϺ�ȷ����
5.1.2 ��Ʒλ����ͭӦ���þ������������ۻ���������������ԭ�����������塱���̵Ļ���������������ͭ��
5.1.3 ��Ʒλ����ͭ������ѡ���㶯¯������ҡ¯��NGL¯����תʽ����¯���̶�ʽ����¯�ȡ�
5.1.4 �㶯¯������ҡ¯��NGL¯����תʽ����¯��ѡ�����С��200t���̶�ʽ����¯��ѡ�����С��100t��
5.1.5 ��תʽ����¯������װ��Ӧ���п졢������ת�٣���Ӧ���н���ֹͣʱ¯����ת������ȫλ�õĹ��ܣ�ͬʱӦ����˫��Դ��ֱ����Դ����ϵͳ��
5.1.6 �㶯ʽ����¯��Һѹ����װ�ã�������н���ֹͣʱ¯�����Զ��㶯����ȫλ�õĹ��ܡ�
5.1.7 ����¯���������û�е����װ�ã���ɢ�����˴����
5.1.8 ����¯�˲���ϡ��ȼ�ջ���ȼ�ա�
5.1.9 ��תʽ����¯���㶯ʽ����¯�˲��õ������輼����
5.1.10 ����¯¯����������������ȼ�պ��������Ȼ���װ�á�����תʽ���㶯ʽ����¯����ϡ��ȼ�ռ���ʱ���ɲ����������Ȼ���װ�á�
5.1.11 ����¯Ӧ������������װ�á�
5.1.12 ����¯��ȼ���˲�����Ȼ����������ͣ�������ԭ���˲�����Ȼ����Һ��ʯ������ú�����廹ԭ���ȣ���ԭ�������˵���0.5����
5.1.13 ��Ʒλ����ͭ��������ʹ��ֱ��ȼú�Ĺ̶�ʽ����¯��
5.1.14 �̶�ʽ����¯�Ⱦ���¯�������廹ԭ�����л�ԭ��ҵʱ���������û�ԭ���ܵ�����ܵĹ̶�װ�ã��Ͻ��˹��ֹܽ��л�ԭ������
5.1.15 ����¯�ļ��Ͽڡ���ͭ�ڡ�������Ӧ���ü����֣�����������Ӧ���������������ŷš�
5.1.16 ����¯����ҵʱ��Ӧ����300d��
5.1.17 ��Ʒλ����ͭ��������������ͭ��ͭӦ����99����
5.1.18 ��Ʒλ����ͭ���������ͭ�����ʲ���С��99.8����
5.1.19 ���������豸�˲����Զ�����Բ�̽�������
5.1.20 ���������˷������й涨��
1 ��������������ƫ����Ϊ±2����
2 ������ϸ��ʲ���С��96����
3 ÿ¯����ͭ����ʱ�䲻�˳���6h��
5.1.21 ����¯�ͽ�������ȴˮӦѭ��ʹ�á�
5.1.22 ����¯ұ�������У������¯����ȴԪ��������ˮ�������жϣ�ˮѹӦ�ȶ���
5.1.23 ����¯��ȴˮӦʹ�õ�Ӳ�ȵľ���ˮ������ˮ�����ﲻ�˴���20mg��L��Ӳ�Ȳ��˴���1.4mmol��L��
5.2 �С���Ʒλ����ͭ��ұ��
5.2.1 �С���Ʒλ����ͭ�Ļ�ұ���������̣�Ӧ����������ģ��ԭ�ϡ�ȼ�ϵ��������������ȽϺ�ȷ����
5.2.2 �С���Ʒλ����ͭ�Ļ�ұ���˲��ð���������-���������̵Ļ�ұ���������̲�����ͭ���پ�������������ͭ��������-���������̿�ѡ���۳�����¯��������תת¯�����������ڴ�ͭ��������תʽ����¯������������ͭ��
5.2.3 �۳�����¯��������תת¯����ҵʱ��Ӧ����300d��
5.2.4 ��ûʽ�����۳�����¯��¯ԭ��������С��100mm���ۼ���������С��15mm����ԭ��ú��������С��15mm��������תת¯��¯ԭ�ϵ�������С��500mm���ۼ���������С��15mm��
5.2.5 �۳�����¯��������תת¯�˲��ü����ҵ������¯����ҵ�ƶ�Ӧ���۳�����¯��������תת¯ƥ�䡣
5.2.6 �С���Ʒλ����ͭ�Ļ�ұ���ɸ���ʵ�����������Ȼ�����������͡���ú��ȼ�ϡ�
5.2.7 ��תʽ����¯�Ļ�ԭ���˲�����Ȼ����Һ��ʯ������ú�����廹ԭ���ȣ���ԭ�������˵���0.5����
5.2.8 ��ûʽ�����۳�����¯�Ĺķ縻��Ũ����Ϊ30����65����������תת¯�����ڹķ縻��Ũ����Ϊ85.0����99.6����������תת¯�����ڹķ縻��Ũ����Ϊ21����27������תʽ����¯�ɲ���ϡ��ȼ�ա�����ȼ�ջ���ͨ����ȼ�ա�
5.2.9 �С���Ʒλ����ͭ��ұ���������̳�Ӧ�ۺϻ��������������м۽�����
5.2.10 �۳�����¯Ӧ�����������Ȼ���װ�ã�������תת¯���������������Ȼ���װ�ã�����¯��Ӧ���ö���ȼ�պ��������Ȼ���װ�ã�������ϡ��ȼ�ռ���ʱ���ɲ����������Ȼ���װ�á�
5.2.11 �С���Ʒλ����ͭ��ұ��Ӧ������������װ�á�
5.2.12 ������תת¯Ӧ�����ܱ����õĻ������֣���תʽ����¯�ļ��Ͽڡ���ͭ��Ӧ���ü����֡�
5.2.13 ��ûʽ�����۳�����¯¯�����Ͽڡ���ǹ�ڻ��ڡ�����ȼ������ڡ�ȡ������ڣ�Ӧ��ȡ�ܷ�װ�á�
5.2.14 ��תʽ����¯�˲��õ������輼����
5.2.15 ������-�����������Ĵ�ͭ��ͭ��ӦС��93����
5.2.16 ��������������ͭ��ͭӦ����99����
5.2.17 �۳�����¯��������תת¯����ͭ���˴���1.0����
5.2.18 �������ڴ�ͭ���������������ѡ��ұ���������ػ���
5.2.19 �۳�����¯��ȫ��ʩӦ�������й涨��
1 ��ûʽ�����۳�����¯����ǹ�������ý�������װ�ã��ұ�������˫��Դ��ֱ����Դ����ϵͳ����ǹ����ϵͳ����Ͻ�������ϵͳ��Ӧ��������װ�ã�
2 �״��۳�����¯���������¹�ͣ��ʱ�İ�ȫ��תװ�ã��ұ�������˫��Դ��ֱ����Դ����ϵͳ��
3 ��ûʽ�����۳�����¯�������÷�ֹ��ĭ��װ�úͲ�����ĭ�����Ƽ�����
4 ¯����ȴԪ����ˮ�����жϣ�ˮѹӦ�ȶ���
5.2.20 ������תת¯��ȫ��ʩӦ�������й涨��
1 ��ǹ�������ý�������װ�ã���ǹ�������������װ��Ӧ��������װ�ã�
2 ��ǹ��ȴԪ����ˮ�����жϣ�ˮѹӦ�ȶ������ֹ�ˮˮѹ���ͻ�й©ʱ����ǹӦ�Զ�����¯�壬��Ӧ������ǹˮй©���װ�á�
5.2.21 ��תʽ����¯��ȫ��ʩ����������й涨��
1 ��תʽ����¯������װ��Ӧ���п졢������ת�٣���Ӧ���н���ֹͣʱ¯����ת������ȫλ�õĹ��ܣ�ͬʱӦ����˫��Դ��ֱ����Դ����ϵͳ��
2 ��תʽ����¯ұ�������У������¯����ȴԪ��������ˮ�������жϣ�ˮѹӦ�ȶ���
5.2.22 ��������������ͭ�˲����Զ�����Բ�̽����������������塣
5.2.23 �����˷������й涨��
1 ��������������ƫ����Ϊ±2����
2 ������ϸ��ʲ���С��96����
3 ÿ¯����ͭ����ʱ�䲻�˳���6h��
5.2.24 ����¯�ͽ�������ȴˮӦѭ��ʹ�á�
5.2.25 �۳�����¯��������תת¯����תʽ����¯¯�弰��ǹ����ȴˮ��Ӧʹ�õ�Ӳ�ȵľ���ˮ������ˮ�����ﲻ�˴���20mg��L��Ӳ�Ȳ��˴���1.4mmol��L��
6 ұ��¯��������
6.1 һ��涨
6.1.1 ұ��¯�����ĺ�������Ӧͨ������������ʩ�����̳�����Ӧ�������й涨��
1 �̳�Ӧ�����ۺ����ã�
2 �̳�Ӧ�������й��ұ���Σ�շ���������GB 5085���йع涨���м����ж�ΪΣ�շ���ʱ���̳�������ʹ���Ӧ���Ϲ����й�Σ�շ���Ĺ涨��
6.1.2 ��������ϵͳ�ŷ���˲��ñ�Ƶ���ٿ��ơ�
6.1.3 ��������ϵͳӦ��ȡ���¸��ȴ�ʩ��
6.1.4 �̴ѵĸ߶�Ӧ�����к����ʵľ����ŷ�������ȾԴ���ڵصĻ�������������������𣬰����й��ұ���������Ⱦ���ۺ��ŷű���GB 16297��Ҫ��ȷ������Ӧ�߳���Χ200m�뾶��Χ����߽�����3m���ϡ�
6.1.5 �����������̴��ŷţ�����Ⱦ����ŷ�Ũ��Ӧ�ﵽ���й��ұ�����ҵ¯Ҥ������Ⱦ���ŷű���GB 9078��Ҫ��
6.1.6 �������ŷ��ܹܻ��̴������������������ϵͳ��
6.2 ��Ʒλ����ͭ������������
6.2.1 ��Ʒλ����ͭ���������˽����������ã����������ȹ�¯������������������л��������ȷ繩����¯ʹ�ã����˲�ȡ���ƶ��fӢ��Ⱦ�ļ�����ʩ��������ϡ��ȼ�ռ���ʱ���ɲ������������Ȼ���װ�á�
6.2.2 ��������ϵͳӦ���ò����ճ����ռ������е��̳�����Ӧ�������й涨��
1 �����ճ�����������¶���Ϊ120�桫200�棻
2 �����ճ����˲�������������ҷ�ʽ��ң���ҿ����˲����Զ����ƣ�
3 �����ճ�������Ӧ�����������Ȼ����ȣ�
4 �����ճ���Ӧ�����ܱ��Żҡ�
6.3 �С���Ʒλ����ͭ��ұ����������
6.3.1 �С���Ʒλ����ͭ��ұ��������������Ӧ����ұ�����ռ�ұ��¯������Ⱦ��ɷֵIJ�ͬȷ�����ɲ��øɷ���ʪ�����ʪ����ϵ������������գ���Ӧ��ȡ���ƶ��fӢ��Ⱦ�ļ�����ʩ��
6.3.2 �۳�����¯Ӧ�����������Ȼ���װ�ã�������תת¯���������������Ȼ���װ�ã���Ӧ�������ȹ�¯���ڵ������¶Ȳ�����500�档
6.3.3 ���øɷ����ʪ����ϵ�������������ʱ����������ϵͳӦ���ü����豸�������ڼ����豸��ͣ����ʱ�䲻Ӧ����1s�����������¶Ȳ�Ӧ����200�档
6.3.4 �������к��ж��������Ȼ�����廯����������ʲ����øɷ�������������ʱ�����ڼ����豸�Ĺ�Һϵͳ�����Ӽ
6.3.5 ���øɷ�������������ʱ��Ӧ���ò����ճ����ռ������е��̳�����Ӧ�������й涨��
1 �����ճ�����������¶ȵ�������Χ��Ϊ120�桫200�棻
2 �����ճ����˲�������������ҷ�ʽ��ң���ҿ����˲����Զ����ƣ�
3 �����ճ�������Ӧ�����������Ȼ����ȣ�
4 �����ճ���Ӧ�����ܱ��Żҡ�
6.3.6 ���øɷ�������������ʱ��Ӧ�ڲ����ճ���ǰ���÷�״����̿������������ϵͳ��
6.3.7 ���ø�ʪ�����������������ʱ��Ӧ�������й涨��
1 ʪ�����������豸Ӧ�����ڸɷ����������豸��
2 ʪ�������豸���������ó����豸��
6.3.8 ����ȫʪ��������������ʱ��Ӧ�������й涨��
1 ȫʪ����������ϵͳӦ����ʪ�������豸��ʪ���ճ��豸��
2 ��������ϵͳ�����ó����豸��ʪ�������г����������ŷ����
3 ʪ����������ϵͳ�����ó����ۡ�ѹ�˻����̳������豸��
6.3.9 �������к��ж��������Ȼ�����廯����������ʲ�����ȫʪ��������������ʱ������ʪ�����������豸�Ĺ�Һϵͳ�����Ӽ�����������豸��
6.3.10 ����ʪ��������������ʱ��Ӧ�Բ����ķ�ˮ���д�����
7 ��⾫��
7.0.1 10��t��a�����Ϲ�ģ��ͭ��⾫��Ӧ���ô��ͼ���ʹ��͵��ۣ��Լ���Ӧ�ļ�����ҵ����Ͷ��ר�����ػ���
7.0.2 ��⾫��Ӧ���ݽ���������������������֤ȷ������ʼ��Ƭ�������ջ������������ա���ģ��20��t��a������ʱ���˲��������������ա�
7.0.3 ���ô�ʼ��Ƭ�������ʱ��������ҵ������������ҵ���顢ʼ��Ƭ��ҵ���顢������ҵ���顢�м���ҵ���顢��������顢�����и���飻���������������ʱ��������ҵ������������ҵ���顢�м���ҵ���顢������Ƭ���顣
7.0.4 ������ҵ���鴦���ļ��徫��Ӧ�������й涨��
1 ��������������ƫ����Ϊ±3mm���������м������ƫ����Ϊ±1.5mm��
2 ��������������ƫ����Ϊ±6mm��ʼ��Ƭ���м������ƫ����Ϊ±1.5mm��
3 �����ߴ�����ƫ����Ϊ±1mm��ƽ�������ƫ����Ϊ±2mm��
7.0.5 ����Ӧѡ�ù�������ΪA7���������������ѡ�þ����Զ���λ����������ͬʱ����ȹ��ܵ�ר�������������
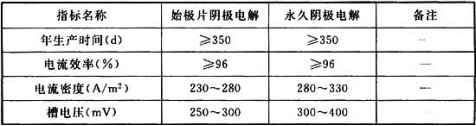
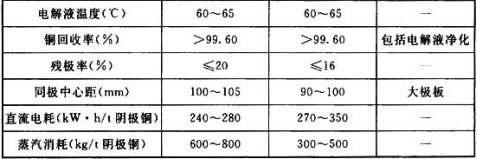
7.0.6 ��⾫��ָ���˷��ϱ�7.0.6�Ĺ涨��
��7.0.6 ��⾫��ָ��
7.0.7 ���Һ��ͭ����������ɷ��˷������й涨��
1 ʼ��Ƭ��������ͭ����Ũ��������Χ��Ϊ40g��L��45g��L����������������Χ��Ϊ170g��L��200g��L��
2 ������������ͭ����Ũ��������Χ��Ϊ40g��L��50g��L����������������Χ��Ϊ170g��L��200g��L��
7.0.8 ���Һ�����ʺ�������С��0.6g��L������С��15g��L������С��10g��L������С��0.5g��L������С��3g��L��
7.0.9 ����ͭ����Ӧ�������й��ұ�������ͭ��GB��T 467���йظߴ�����ͭ�������ͭ�Ĺ涨��
7.0.10 ���Һ�����˲��ð�ʽ�����������Һ������������ˮӦ���û���ϵͳ��
7.0.11 ����ĸ������Ժ�ͭ��ˮӦѭ��ʹ�ã��������š�
7.0.12 ���ۼ��������ۡ��ܵ��˲�ȡ���´�ʩ���������˸��DZ��¡�
7.0.13 ���Һѭ��ϵͳ������Ӧ���ܷ�Ǽ�������������װ�á�����������Ũ��Ӧ���Ϲ��������йع�ҵ��ҵ����������Ĺ涨��
7.0.14 ���͵��۹���ϵͳ�ĵ��۷���ϵ���ҵ��Ӧ���������ڵ���ĸ���ϵ�ң�ض�·���������С�
7.0.15 ������֧����֮��Ӧ���þ�Եװ�á�
7.0.16 �ְ���˵�������ֱ����Դ�����Һѭ�������Ӽ�����ϵͳ��
7.0.17 �ְ��ѭ�����Һ�˲���ȫ���˷�ʽ��
7.0.18 �����۵��Һ���������˵��ڵ��Һѭ������20���������豸�˲��ø�Ч�ľ������˻���
7.0.19 ������������˲��ü�ɢ����ϵͳ��ɱ�̿�������
7.0.20 ���Һѭ��ϵͳ������Ӧ����Һλ��⼰����ϵͳ��
7.0.21 ���Һ����Ӧ�����¶��Զ����ڿ���ϵͳ��
7.0.22 ���Һѭ��������Һ���������������ż���λ�۳�Һ�ڷ���֮��Ӧ����������
7.0.23 ���������Ӧѡ��ɿع��������顣
7.0.24 ��⳧�������¶Ȳ�Ӧ����15�棬��������������Ӧ��ů���¡�
7.0.25 ���鸽��Ӧ���輫�������ܡ�
7.0.26 ����ͭ��Ʒ����������������Χ��Ϊ5d��10d����Ʒ����Ӧ�����������估�����豸��
8 ���Һ����
8.0.1 ���Һ����Ӧ�������ѳ������ʺ���Ʒ��·ȷ���������̡�
8.0.2 ������ͭ�����˲��ø���ᾧ���ա�������ͭ��Ʒ����Ӧ�������й��ұ�������ͭ(ũ��)��GB 437���йع涨��
8.0.3 ���ø���ᾧ����������ͭʱ��Ũ���ᾧ�˲�����������������գ������豸��ѡ���ʽ���й�ʽ��������ˮ������ձý������豸��
8.0.4 ��ͭ����˲��ö�����ͭ��
8.0.5 ��ͭ�������ҺӦ�������������ᾧ���䶳�ᾧ����������ᾧ��������������
8.0.6 ��ͭ������������������ּ���е�ŷ�װ�á��ŷ�װ�õķ������ͭ��������豸֮���������������
8.0.7 �����������������ᾧ������������ͭ��������ʱ��������������ˮӦ���û���ϵͳ�������ռ��ķ�ˮӦ���˺�ϵͳʹ�á�
8.0.8 ����Ʒ������ͭ����ͭ�ۼ���������Ӧ�����ڷ���Ѵ档
8.0.9 ���Һ����ϵͳ������ʱ���˴���320d��
9 ��������
9.1 һ��涨
9.1.1 ��������Ӧ���㹤�����̼���������ȫ��ְҵ������Ҫ��
9.1.2 ��������Ӧ��֤����������ϵ�������·��ͨ�����䷽ʽ������
9.1.3 �������ó�Ӧ���������豸�������⣬��Ӧ�������������ޡ���װ���ؼ����϶ѳ������ã���Ӧ��������רҵ�����Ҫ��
9.1.4 �����ڽ���ʱ����������Ӧ������ڽ���ĺ����ԡ�
9.1.5 ���䳧������Ϳ�������㹹����ͳһ��������Ҫ��
9.1.6 ��������Ҫͨ��¥���¶Ȳ��˴���45°��
9.2 ԭ��Ԥ����
9.2.1 ԭ��Ԥ��������Ӧ����ԭ��ж�����������ҵ��������������Ӧ�������ֱ�ʶ��
9.2.2 ����ķ���ͭԭ��Ӧ���ߡ��С������ֱ�Ѵ档
9.2.3 ����ķ���ͭԭ��Ӧ���ò��ɻ���������Σ�շ�����������
9.2.4 ԭ��Ԥ����������Χ����ˮӦ���û���ϵͳ��
9.3 ԭ�ϴ��
9.3.1 ����ͭԭ�ϴ��Ӧ�������й涨��
1 ����豸��Ӧ¶�����ã���������ԭ�϶ѳ���������Ӧ��������ϵͳ��
2 ��������������ü�����豸�����ػ���
3 ���������Ӧ��ԭ���ݴ�Ͱ���Ѵ泡�ء�
9.3.2 �����Ӧ�������ͺ�ˮ���Ӵ������ij��������˷����ڵ��²ֿ���¶ȱ仯���ҵij�����
9.4 ��Ʒλ����ͭ����
9.4.1 ������¯���С���Ʒλ����ͭ����¯ƥ��ʱ�������С���Ʒλ����¯����ұ���������ػ�ͨ����������������¯ͬ���һ�ˣ�¯�Ӽ�ļ��Ӧ����¯�����������Ȼ��ա����������ȸ�����ʩȷ����
9.4.2 �������������ھ���¯���ר�ø����ڣ�2̨����¯�˹���1̨����������������������2̨����¯֮�䡣���糧��Ӧ������ʽ���ػ��ͼ�����ʩ��
9.4.3 ����¯¯ǰӦ�й����ϻ����������ij��أ�Ӧ���в�����Ա�İ�ȫͨ����
9.4.4 ����ͭ�ϡ��м���������ȵĶѷš����ˣ���Ӧ������ҵ���ء�
9.4.5 ����������Ӧ�ͽ����ý������Ľ��������м������ͭ���۵ȵļ��ͺ濾ר�ó��ء�
9.5 �С���Ʒλ����ͭ��ұ��
9.5.1 ¯����Χ����Ӧ�������Ȼ���Ȳ��ϸ��ȣ���ͭ��ȫ��Ӧ����������ˮ��
9.5.2 ¯���ܱ�1.5m���Լ���ͭ��������·����÷�����¼�����ˮ�ܷ��ž���
9.5.3 �۳�����¯�Ͷ�����תת¯���������Ӧ��������Ҫ��
1 �۳�����¯�����Ĵ�ͭ��ͨ������ֱ�Ӽ��룬Ҳ��ͨ�����ӵ��˼��뾫��¯��������תת¯�����Ĵ�ͭ��ͨ�����ӵ��˼��뾫��¯��
2 �۳�����¯����תת¯�����̵�Ӧ�����ȹ�¯һ�廯���ã�
3 �۳�����¯����תת¯Ӧ���ü�����ҵ�������ŷ���ҵ����ǹ��ҵ��¥�㣬��Ӧ������ǹ�������ƶ�С������ҵ�ռ䣻
4 ������Ӧ���������װ�ã���������ݡ�
9.6 ��⾫��
9.6.1 ��⾫����ƹ�ģ��ΧΪ10��t��a��20��t��aʱ����⳧�������˲��õ������ã���⾫����ƹ�ģ��20��t��a����ʱ����⳧�������˲���˫�����á�
9.6.2 ����ӹ������������ڵ�⳧���м䡣�����������ʱ�������������ڳ������ӳ������һ�ˡ�
9.6.3 ����ӹ����������ڵ�⳧����ͷʱ������ͭ�Ͳм���ҵ�����˿�������һ�಼�á�����ʼ��Ƭ�������ʱ����������˳����Ϊ�ӳ�����ͷ��������������ҵ���顢ʼ��Ƭ��ҵ���顢��������顢������ҵ���鼰�м���ҵ���飻���������������ʱ����������˳����Ϊ�ӳ�����ͷ��������������ҵ���顢�м���ҵ���顢������Ƭ���顣
9.6.4 ��⳧������ɲ��ô��ȸ��ݼܽṹ�������˰�4��ϵ�з������á�ÿ����۵�����Ӧ����װ������ҵ�ƻ���������ҵ�ʡ���·������������������ȷ����
9.6.5 ���۲���¥����������Χ��Ϊ3.8m��4.5m��������߳�¥��������Χ��Ϊ400mm��500mm��
9.6.6 ��⳧���������ػ�����Ӧ�������й涨��
1 ���ػ�����ʱ��������͵������۲���߶��˴���2m��
2 ���ػ�����ʱ��������˵������ļ���λ�ò�ӦС��1m�ĸ߶ȣ�
3 ���ר�����ػ���ʻ�ҵױ�߾���۲���߶��˴���2.2m��
4 ���ػ���ʻ��Ӧ��������һ�ࡣ
9.6.7 ��⳧���������ְ��������һ�࣬Ӧ����18m��24m���ְ��Ƭ���������ء�
9.6.8 ��⳧������һ��Ӧ�������ػ������ء�
9.6.9 ����±0.00ƽ������Һ����Χ����Ӧ������ˮ���ͼ�Һ�ӣ���������¥��Ӧ���õ�©��
9.6.10 ��������Ӧ���÷�й©Χ�ߡ�
9.6.11 Ũ�������ۼ��������������������Ӧ����ϴ�����ͽ�������װ�õ�Ӧ����ʩ��
9.7 ���Һ����
9.7.1 ��Һ����Ӧ�ڽ���⳧������һ�಼�á�
9.7.2 ��ͭ����������ڳ���һ�ˣ���Ӧ����������������á�
9.7.3 ����ͭ�豸�˰����㲼�ã��ᾧ���������ڵ����㣬�����豸�������ڵڶ��㣬��Һ������������±0.00ƽ�档
9.7.4 ����±0.00ƽ������Һ����Χ����Ӧ������ˮ���ͼ�Һ�ӣ���������¥��Ӧ���õ�©��
9.7.5 ��ͭ�������������������Ӧ����ϴ�����ͽ�������װ�õ�Ӧ����ʩ��
10 ұ�����
10.0.1 ����ͭұ��ұ�����Ӧ�Է���ͭԭ�ϻ�ѧ�ɷ֡��ۼ���ѧ�ɷ֡�ȼ�ϻ�ѧ�ɷֵ�������Ϊұ�����ԭʼ���ݡ�
10.0.2 ��ұ�������������ͭԭ��(t��a)Ϊ���������⾫��ұ������˰�����ͭ(t��a)Ϊ�����������Ӧ��ȷ��С�������λ������λ��Ӧ�������롣
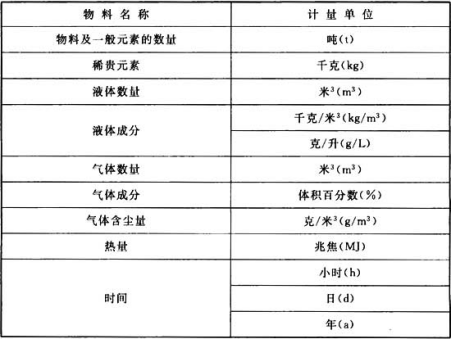
10.0.3 ұ�����ƽ��������ϵļ�����λӦ���ϱ�10.0.3�Ĺ涨��
��10.0.3 ұ�����ƽ��������ϵļ�����λ
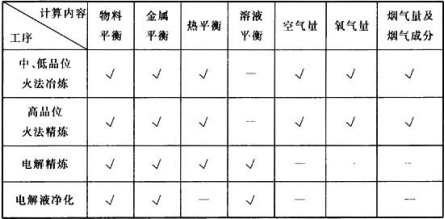
10.0.4 ұ���������Ӧ��������ƽ�⡢����ƽ�⡢��ƽ�⡢��Һƽ�⡢���������������������������������ɷּ��������ȡ�������ұ���������ݣ�Ӧ����10.0.4�Ĺ涨���ƣ���������ƽ��ɺ�����ƽ�⡣
��10.0.4 ұ���������
���淶�ô�˵��
1 Ϊ������ִ�б��淶����ʱ����Դ�����Ҫ���ϸ�̶Ȳ�ͬ���ô�˵�����£�
1)��ʾ���ϸ����������ɵģ�
����ʲ��á����롱������ʲ��á��Ͻ�����
2)��ʾ�ϸ�����������¾�Ӧ�������ģ�
����ʲ��á�Ӧ��������ʲ��á���Ӧ�����á���
3)��ʾ��������ѡ������������ʱ����Ӧ�������ģ�
����ʲ��á��ˡ�������ʲ��á����ˡ���
4)��ʾ��ѡ����һ�������¿����������ģ����á��ɡ���
2 ������ָ��Ӧ�������йر�ִ�е�д��Ϊ����Ӧ���ϡ����Ĺ涨����Ӧ������ִ�С���
���ñ���¼
������ͭ(ũ��)��GB 437
������ͭ��GB��T 467
��Σ�շ���������GB 5085
����ҵ¯Ҥ������Ⱦ���ŷű���GB 9078
��������Ⱦ���ۺ��ŷű���GB 16297
��ͭұ����ҵ��λ��Ʒ��Դ�����GB 21248
�л��������ұ�
����ͭұ����������ƹ淶
GB 51030-2014
����˵��
�ƶ�˵��
������ͭұ����������ƹ淶��GB 51030-2014��ס�����罨�貿2014��8��27���Ե�532�Ź�����������
���淶�ƶ������У����������������ĵ����о��������ܽ��˽���������ͭұ����ҵ��ʵ�����飬���㷺�����������
Ϊ���ڹ����ơ�������ʩ�������С�ѧУ�ȵ�λ�й���Ա��ʹ�ñ��淶ʱ����ȷ�����ִ�����Ĺ涨��������ͭұ����������ƹ淶�������鰴�¡��ڡ���˳������˱��淶������˵���������Ĺ涨��Ŀ�ġ������Լ�ִ������ע����й����������˵���������ض�ǿ�������ĵ�ǿ�����������˽��͡�������˵�����߱���淶����ͬ�ȵķ���Ч��������ʹ������Ϊ����Ͱ��չ淶�涨�IJο���
1 �� ��
1.0.1 ����ͭұ��������ʮ��ķ�չ���������ƣ��ѳ�Ϊͭұ���Ķ�����֧���ر��ǽ�ʮ����һЩ�µ�����ͭұ��������ȡ���˴�ͳұ�����գ�������Դ�����ó�Ϊѭ�����õ���Ҫ��ɲ��֡�Ϊ�����ƶ�����������ȷ������ͭұ�����İ�ȫ���������������ͽ��ܼ��ţ�������������Ч�ʣ��ƶ����淶��������ͳһ����ͭұ����������Ƽ�������ʹ����ͭұ����������ܷ��Ϲ��Ҳ�ҵ���ߣ��ٽ�����ͭұ����ҵ����������չ��
1.0.2 ���淶�������ͭұ�����ڹ��շ��������ղ���������ָ�ꡢ�豸ѡ�͡�ұ����㡢�������á����̿��ơ���Ⱦ���ơ��ܺĿ��ơ���ȫ��ְҵ�����ȷ��������涨�����淶����ָ���淶�½�����ͭұ�����Ĺ�������⣬Ҳ��������������ͭұ�����ĸ����������ơ�
1.0.3 ��ַѡ�����½���Ŀǰ�ڵ���Ҫ����֮һ�����������㹻�����ӣ�Ӧ���ϡ�ͭұ����ҵ�淶������(�л�������ҵ����Ϣ����2014���29�Ź���)�й���������ҵ���ֵĹ涨��
����ͭ��Ŀ��Ӧ���ϱ��������ع�Ӧ���ߺ�����ʹ�ñ��Ĺ涨����ַӦ���ж���Ƚϣ��Ա�ѡ�ú����ij�ַ��
1.0.4 ��������Χ�ƻ�����������Լ��Դ���ġ���߲�Ʒ�������������Ч�ʡ����;�Ӫ�ɱ���Ŀ�꣬����ͭұ����ҵ��������Ϳ�������¼��������豸���²��ϣ��������Ӧ�������ã�ʹ������Ŀ���������ָ��ﵽ��������Ƚ�ˮƽ��
1.0.5 ��Դ�������漰�ҹ��������ɳ�����չ�Ĵ��£�����ͭұ�����������Ҫ�ۺϿ��Ǻ���������Դ����Լ��Դ�������������̵����ȣ���λ��Ʒ�ۺ��ܺ�Ӧ���Ϲ����ܺ����������Ŀ�Ŀ������о������Ӧ���ƽ���ƪ(��)��Ϊ��Ŀ�Ľ��������ṩ���ݡ�
1.0.6 ��������ȫ��ְҵ����������������ͭұ������Ƶ���Ҫ���ݣ�����ҵ��ȫ�ȶ����еı�֤������ͭұ������Ʊ�����ѭ���Һͽ�����Ŀ���ڵ������йط��ɡ����棬�������ݵ����Ӧ�����幤��ͬʱ��ơ�ʩ����Ͷ����Ӧ������ļ�������ר���½�����������
1.0.7 ����������ǿ����ҵ����������ԭ�����ϼ���Դ���ġ���߽��������ʡ�������ҵ��ӪЧ�����ٽ�ұ��������������Ҫ�������������������Ӧ���ӶԼ�����ʩ����ơ�
2 �� ��
Ϊͳһ����ͭұ����ҵ�������ʵ��רҵ��������������ڹ��ڿƼ����������´ӱ��淶��ѡȡ������ͭұ����ҵ��8�����������������ͣ�������Ӣ�ķ��롣
�����������Ҫ����ԭ�й���ɫ������ҵ�ܹ�˾�䲼�ġ�����ɫ����ұ���������YSJ 020�����������ͭұ�����ص����˱�Ҫ���䡣
3 ԭ�ϡ�ȼ�ϡ��ۼ�
3.1 ����ͭԭ��
3.1.1��3.1.2 ����ͭұ����������ԭ�ϲ�ͬ�ڿ�ɽԭ�ϣ��ǶԷϾ���Դ���������ã���Ҫԭ��Ϊ����ͭ��
����ͭ����ӣ������ִ��Ƚ�����ķ���ͭ��ұ�������IJ�ͬ������ͭұ������ʵ����������������������ͭԭ�ϰ���ͭƷλ����Ϊ�ߡ��С���Ʒλ����ͭԭ�������ࡣ��Ʒλ����ֻͭ����û����Ϳɲ�������ͭ�����С���Ʒλ����ͭ������Ҫ������¯�ڽ�������������������ͭ���پ�������������ͭ����������ͭ����⾫���������ͭ��
����ͭԭ������¯����֮ǰ������в�⡢��Ƥ��������롢����л���Ȳ�ͬ��Ԥ����������֮ͭ�еķ�ͭ��������ȵط����ȥ��������Щ���������������в�����Ⱦ��
��3.1.2���оٵ���ҪƷ�ֲο������й��ұ���ͭ��ͭ�Ͻ���ϡ�GB��T 13587�Ĺ涨��
3.2 ȼ ��
3.2.1��3.2.3 ����ͭұ��������ĸ���ȼ�Ͼ���һ��������Ҫ������ﲻ�������Ҫ����Ӱ��¯�£�������ұ����Ӧ����ȫ����Ʒ���������Լ��������ѵ����⡣���ڸ��ݹ����������ͭұ����ҵ������ʵ�����ο��й��������ϣ�����Գ���ȼ�����������Ҫ��
3.3 �� ��
3.3.1��3.3.2 �ۼ�������ͭұ������Ҫ�������ϣ���ͬ�Ĺ��պ�¯��Ҫ��ͬ���ȵ��ۼ�������ֱ��Ӱ��ұ����ҵ�Ľ��к�Ч�����ۼ��Ļ�ѧ�ɷ���¯�����ʡ���Ʒ���������������ʵ�������أ����ݸ�����ͭұ����������ʵ�����й����������ۺϵó�����������ʾ�ĸ���Ҫ��
4 ԭ��Ԥ����
4.1 һ��涨
4.1.1 Ϊ��ֹ�ڲ������в�������ĸ��������������ͽ����ԭ�����ɢ�䡢������й©�ȣ���ֹ��ͭ���P�������Я���ij��ۡ����۱���ˮ��ˢ��ɻ�����Ⱦ����ֹ¶���⺬ͭ���
4.1.3 ��ͭ��������Զ��ַ�ʽ���в�⣬�����˹���⡢��е���ȡ��������һ����û�е���Ĺ��գ����ǵ���������һ���շ�ʽ��������ʹ�����ķǽ�����������Ч���������ã���Щ�����к������Ϻ������⣬�����Ļ�е�������ͭ���������Ƚ����������ѣ����ͷϸ֡�����Ʒ�ʻ������ӷϸ֡��������ճɱ���
���Ӧ����ͭ��������Խ��з��࣬���û�е������˹����������ϵķ�ʽ�����������������Ʒ�ĸ���ֵ��������߲��Ч�ʡ����ͬʱ���迼����ҵ��Ա�������������������أ�
1 ���͵ĺ�ͭ����������У�����ķ��͵�Һ̬�������û�еõ���Ч�ĵ����ռ����÷���Һ����������£�����������͵���ˮ����Ⱦ�����Ӧ�ռ����͵�Һ̬���
2 �����и���Ժ�ͭ������в��ʱ���������и��̳��ȶ���ҵ��������ҵ��Ա�������нϴ�Ӱ�졣�����и���ӹ��������Ҫ�ƶ�����ˣ�Ӧ�䱸�ƶ�ʽ�����豸����Դͷ��ֱ�������̳���������ҵ��������ҵ��Ա������
4.1.5 ��ɢ���ϴ���������Խ��������ұ���ɱ��������������¯�ٶȣ�������߹���Ч�ʡ�
4.2 ԭ�ϲ��
4.2.1 �ϵ��ߵ�����Դ����������Ҫ�ǽ�����ͭ����Ե�����ϵ��������Է��룬ʹͭ�ߵ�������������Ŀǰ�����÷�ʽ�л�е������ѧ�����䶳�����Ƚⷨ�ȡ���е����Ŀǰ������ʹ����㷺�ķ�������ԭ����Ҫ�����û�е�����ߵ����еĽ�����ǽ������з��룬���ֱ���Ϊ������Դ��ֱ������3mm�Ĵֵ��ߵ������ڷ��룬�ʺϰ�����ҵ��ֱ������0.5mm��3mm���е��ߵ��¡�ֱ��С��0.5mm��ϸ���ߵ�����������أ��õ��ߵ��³��״����豸���д������ܹ��Զ������̲�һ�����ҵĵ���ͷ����Ƥ��������롣���������������ֱ��С��0.5mm��ϸ���ߵ��²����С��10t��d��Ҳ��ѡ��ҡ����
4.2.2 �ϵ������Ҫ���з�ͭ���ϸ����ȡ������ߴ�ֱ��С��100mm���͵������豸��ѡ�ô���ѡ�������ѡ���������ߴ�ֱ������100mm��400mm����ͨ��������˹���⣬�����ֱ������150mm�Ĵ�ת���˲���ѹ�����������������ֱ������150mm�Ĵ����˲���նͭ������ͭ����ͭ��Ȧ����Ƭ���룬ֱ��С��150mm��Сת�ӡ�С�����˲��ô���ѡ�������ѡ����ͭ������Ƭ���롣�����ߴ�ֱ������400mm���ش��������˹��и�и������ϲ�����ͨ��������롣��ˣ����״���ѡ�������ѡ������Ч��߲������
4.2.3 ���������г������и���С�ͷϻ�е�豸���㲿�����ϵ������㲿������ˮů�����ϴ��ߵȣ���Щ���϶����ǻ�����һ��ġ������������뾭����⡢����õ��ϸ���������ɫ�����ȷ������á���ҵ����ͨ�����Ƚ�������������ι��༶��е����ϵͳ�������㲿��������һ���߶Ⱥ����β�ȡ������ѡ�������ѡ����ѡ�ȶ��ַ�ѡ���������������ͭ���������ϡ������Ȳ�ͬ���ϡ�Ҳ���Բ��ø߶Ȼ�е�����Զ�������˹�����������ǰ�������̶ȵ��˹���⡣��ˣ����״���ѡ�������ѡ������Ч��߹���Ч�ʡ�
5 ��ұ��
5.1 ��Ʒλ����ͭ����
5.1.1 ��Ʒλ����ͭ������������Ӧ����������ģ��װ��ˮƽ��ԭ��Ʒλ����Ʒ������ȼ�����ࡢ���ؽ��������ȣ�������ȽϺ�ѡ������Ĺ������̺��豸��
5.1.2 ��ͭƷλ����90������Ʒλ����ͭ������ԭ�Ϻ�ͭ���ߣ����ؾ������ʹ���������ֱ�Ӿ�������������ͭ���������հ��������ۻ���������������ԭ�������������ĸ��Ρ��ϸ����������������⡣
5.1.3 Ŀǰ������Ʒλ����ͭ�Ļ���¯���㶯¯������ҡ¯��NGL¯����תʽ����¯���̶�ʽ����¯�ȡ����ϼ��־���¯�Ѿ��ڴ�������ͭұ����Ӧ�á�
5.1.5 ��תʽ����¯���õ綯������ʽ�����տ���Ҫ����ϡ���������������ԭʱ�ÿ���ת��������ʱ��������ת������ֹ����ʧ�ء�Ϊȷ����ȫ������ͻȻͣ��ʱ�������ܲ���¯��ת������ȫλ�õĻ������Ա㽫��������ԭ����ת������Һ�����ֹ��ͭ�ڼ�����ͭ���������ڴ�ͭһ�����磬����֮���������豸���ջ٣���������������������Ա�������ʱ���Ϊǿ�������ģ������ϸ�ִ�С�
5.1.6 �㶯ʽ����¯��ͨ��Һѹ��������һ���ٶȽ�������Ϊȷ����ȫ������ͻȻͣ��������Զ���λ����ȫλ�õĹ��ܣ��Ա㽫��������ԭ����ת������Һ�����ֹ��ͭ�ڼ�����ͭ���������ڴ�ͭһ�����磬����֮���������豸���ջ٣���������������������Ա�������ʱ���Ϊǿ�������ģ������ϸ�ִ�С�
5.1.7 ����ͭԭ��һ�㶼�ǹ������ϣ����ϵ��Ͷ�ǿ�ȱȽϴ������û�е����װ�á�Ŀǰ�Ƚϳ��������ڲ泵�ϸ�װ����װһ���г���Ϊ3m��4m���ϱ۵ĵ���ʽ���ϻ������������ƫС��һ���Ϊ�̶�ʽ����¯���ϡ��ɲ泵������ϵ�DDS�ƶ����ϻ������������ϴ�ΪNGL¯���㶯¯����ҡ¯���ϡ�
��ɢ���ϴ����ѡ��Һѹ�����������������ͳߴ���ݾ���¯���Ͽڴ�С�����ϻ�����ȷ������������һ����800kg��1500kg��
5.1.8 ����¯�Ĺ��ȿɲ�����ͨ����ȼ�ա�����ȼ�պ�ϡ��ȼ�����ַ�ʽ������ϡ��ȼ���ǽ�����һ���Ƚ���ȼ��ȼ�ռ������ھ���¯�ϲ���ϡ��ȼ�չ��Ƚ���������߾���¯�����弼��������
5.1.9 ���ڶ��ͭұ�����ڻ�תʽ����¯���㶯ʽ����¯�ϲ��õ������輼����ͨ����ש��ͭҺ�й��뵪��������ͭҺ���������ٴ��ȴ��ʣ�������������ԭʱ�䡢���ԭ�������ʾ�������Ч����
5.1.10 �������̵Ļ�ԭ������һ�㺬��δ���ȼ�յ�̿�ڣ������ö���ȼ���һ������൱�ڶ���ȼ���ҵ�������ʩ��ʹ����ȼ�գ��Է�ֹ������Ⱦ��
����¯��¯�����¶Ƚϸߣ��������ȹ�¯�����������ȣ�Ҳ�������ÿ��������������ȿ�����Ϊ��ȼ�硣������ϡ��ȼ�ռ���ʱ������������������٣��ɲ������ȹ�¯��
5.1.11 ��Ʒλ����ͭһ�㺬Ǧ��п�Ȼӷ������ʣ��������̳������϶࣬�辭�ճ�ϵͳ��������ܴ���ŷţ�ͬʱ�̳����ۺϻ���Ǧ��п���м۽��������������ŷŵ������к���Ũ�ȶ��������̿�ڣ�Ϊ������Ⱦ����������Ӧ���������ŷš�
5.1.12 ��תʽ����¯���㶯ʽ����¯�̶�ʽ����¯����ʹ�ø���ȼ�ϣ���������ʱ��ʹ�������Һ��ȼ�ϡ�����ȼ�϶����������������ġ�
��ͬ�Ļ�ԭ��������Ե���ȱ�㣬�˴�¯�͡�������Դ�������Եȷ����ۺϱȽϺ�ȷ����������Ȼ�����л�ԭ���ʿ죬������̿�����ٵ��ŵ㣬�߱������ĵ�������Ȼ�������ѡ��������Ϊ��ԭ��������������̿�������ȱ�㣬һ�㲻����á�����ú�����廹ԭ���������õ�Ч����Ϊ��֤����ͭ����������ԭ�������˵���0.5����
5.1.13 ��ͭұ����ҵ�淶������(�л�������ҵ����Ϣ����2014���29�Ź���)��ȷ�涨��ֹʹ��ֱ��ȼú�ķ���¯(���̶�ʽ����¯)��������ͭ��
5.1.14 �̶�ʽ����¯�Ⱦ���¯�������廹ԭ��ʱ�ᷢ���ػ���������˹��ֹܣ�һ�������ػ𣬼��������Ա�����¹ʡ���ˣ�Ϊ�˱�֤������ȫ���̶�ʽ����¯���л�ԭ��ҵʱ���������û�ԭ���ܵ�����ܵĹ̶�װ�ã��Ͻ��˹��ֹܡ�ij������Һ��ʯ������ԭ�����Dz����˹��ֹܲ������������ػ������Ա�����¹ʡ��ʱ���Ϊǿ�������ģ������ϸ�ִ�С�
5.1.15 ������Ʒλ����ͭ�ľ���¯����ʱ�䳤�����ҷ���ͭ���ܲ������ϡ����л������¯��˲�������������̣����ֻ�Ӽ��Ͽ����ݣ���ˣ����Ͽ�Ӧ���ü����֣��������������ճ�װ�ô������ŷš�
5.1.16 ��תʽ����¯���㶯ʽ����¯������ҵʱ��ԼΪ330d���̶�ʽ����¯������ҵʱ��ԼΪ300d�����ݹ��ڸ�����ʵ�����飬����¯����ҵʱ�䶼�ɴ�300d���ϡ�
5.1.17 ʵ��֤������ͭԭ�Ϻ�ͭƷλ��90������ʱ���������������ָ��Ϻá�ʵ�������У���Ʒλ����ͭ��������������ͭƷλ����99�����ϡ�
5.1.18 ͭ�������ڹ�������ʵ���е�ƽ��ˮƽһ��Ϊ99.60����99.90����
5.1.19 �Զ����������ɽ�ÿ������������ƫ�������±2�������Զ����̶ȸߣ��Ͷ�ǿ�ȵ͡�ͨ���������������Բ�̽���������������Ϊ����Բ��40t��h��85t��h��˫Բ��70t��h��110t��h�����ݹ������ʵ���������Զ�����Բ�̽��������Դﵽ��Щָ�ꡣ
5.1.20 �����涨ÿ¯����ͭ����ʱ�䲻�˳���6h����Ϊ����ʱ������������ܺģ�ͭҺ�¶�Ҳ��֮���ͻ�Ӱ�콽����������������ɻ�ԭ�������ͭ�ֱ��������º������ꡣ
5.1.21 ����¯�ͽ���������ȴˮӦѭ��ʹ�ã�������Ҫ�Ľ��ܴ�ʩ֮һ������������ȴˮ��Ӧ�Ⱦ������ų�ͭм�ȹ�������پ���ȴ�����º�ʹ�á�
5.1.22 ��ȴˮ�жϣ�¯�����ȴ�������ᱻ��������ش��豸���¹ʺ�����ͣ�١��ʱ���Ϊǿ�������ģ������ϸ�ִ�С�
5.1.23 ����¯��ȴˮʹ�õ�Ӳ�ȵľ���ˮ���ɱ�����ȴԪ���Ṹ������
5.2 �С���Ʒλ����ͭ��ұ��
5.2.1 �С���Ʒλ����ͭ�Ļ�ұ���Ƿ���ͭұ������Ҫ��ɲ��֣���ѡ��Ĺ������̽϶ࡣѡ����������һ���ۺ��Եļ������ù������������������Ƚ��������Ϻ���������ȵ���߽��������ʺ��豸�����ʣ���ʡ��Դ��������Ⱦ����ǿ�ۺϻ��պ����ã�����Ͷ�ʺ������ɱ���������Ŀ����������ͬ���漰�����غܶ࣬��Ӧ���з����ȽϺ���ϸ��֤����Ѱ�����˵ķ�����
5.2.2 �С���Ʒλ����ͭ�ɷָ��ӣ���ͭƷλ������Χ��ͳ���������Dz������η�ұ���������Ⱦ��ķ�¯����������ͭ���ڶ�������ͭ����ת¯����������ͭ��С��93���Ĵ�ͭ������������ͭ��������¯�������ܲ�������ͭ������������Թķ�¯�����İ���Ľ�̿ȼ�Ϻķ�¯�ĵ�Ч�ʡ���Ⱦ���ء��ܺĸߵ��������㣬�����ʼ�����۳�����¯��������תת¯������ķ�¯�����С���Ʒλ����ͭ��������¯�;߱������������Ĺ��ܣ������ο���һ��¯����ɣ�������ͭ��С��93���Ĵ�ͭ�����������ڴ�ͭ�˲��û�תʽ����¯��������תʽ����¯���нṹ���գ���е�����Զ����̶ȸߣ���ȫ�Ժã�ɢ����ʧ�ٵ��ŵ㡣
5.2.3 �������300d�����Ǹ��ݹ�����ͭұ����ʵ���ƶ��ġ�
5.2.4 ��ûʽ�����۳�����¯����һ����ý�������������ϵ����Ȳ��˹���ԭ�ϵ�������С��100mm���ۼ���������С��15mm��������תת¯����һ����û������ϻ���Ϊ�����Ч�ʣ���ɢ������������¯ԭ�ϵ�������С��500mm���ۼ���������С��15mm��
5.2.5 �۳�����¯��������תת¯����ҵ�ƶȾ�Ϊ�����ҵ�����������ڴ�ͭ��������������¯��������̨��Ӧ���۳�����¯��������תת¯����ҵ�ƶ���ƥ�䣬��Ҫ��������¯�ӵ���ҵ���������ž���¯�ĵ��ϱ���ʱ�䡣
5.2.7 ��תʽ����¯���õĻ�ԭ��һ������Ȼ����Һ��ʯ������ú�����廹ԭ���ȣ���Щ��ԭ���ڹ��ڹ����о���Ͷ��ʹ�õ����ӡ���ԭ����ȷ����Ҫȡ��������Դ�Ƿã������Ƿ�����ء���������ԭ��ʱ�������������Ⱦ�����⣬һ�㲻����á�Ϊ��֤����ͭ������.��ԭ���ĺ����˵���0.5����
5.2.8 ���ý�ûʽ�����۳�����¯ʱ��ȼ�Ϻ����������뵽�۳��ڣ�����Ũ�Ȼ�����30����65��֮�䣻���ö�����תת¯����ʱ��ͨ��ȼ����ǹ��¯�ڹ���ȼ�Ϻ���ѹ��������ҵ�������ķ縻��Ũ����Ϊ85.0����99.6��������ʱͨ��������ǹ��¯�ڹ��븻��ѹ���������ķ縻��Ũ����Ϊ21����27������תʽ����¯�ɲ���ϡ��ȼ�ա�����ȼ�ջ���ͨ����ȼ�գ�����ϡ��ȼ�ձȸ���ȼ�պ���ͨ����ȼ�ո������ƣ��߱�����ʱ����תʽ����¯�˲���ϡ��ȼ�ռ�����
5.2.9 �С���Ʒλ����ͭһ�㺬Ǧ��п�Ȼӷ������ʣ��������̳������϶࣬��˾��ճ�ϵͳ��������ܴ���ŷţ�ͬʱ���ۺϻ����̳��е�Ǧ��п���м۽�����
5.2.10 �۳�����¯��������תת¯�����ĸ��������̺��������ܣ����������е���������Ҫ�Ľ��ܴ�ʩ���۳�����¯Ӧ�����ȹ�¯�����������ȣ�������תת¯�������ȹ�¯�����������ȡ��������̵Ļ�ԭ������һ�㺬��δ���ȼ�յ�̿�ڣ������ö���ȼ����ʹ����ȼ�ա���תʽ����¯�����ĸ�������ҲӦ�������ȹ�¯�����������ȣ������ÿ��������������ȿ�����Ϊ��ȼ�硣����תʽ����¯����ϡ��ȼ��ʱ������������������٣��ɲ����������Ȼ���װ�á�
5.2.12 ������תת¯�ⲿ���õĻ������ֽ�����¯�嶼�������У���¯��й©�������ɻ��������ռ����ճ�װ�ô������ŷţ���˶�����תת¯�IJ����������ã���תʽ����¯����ʱ�������״Ӽ��Ͽںͷ�ͭ����й����˼��Ͽںͷ�ͭ��Ӧ���ü����֣��������������ճ�װ�ô������ŷš�
5.2.13 ��ûʽ�����۳�����¯¯�����Ͽڡ���ǹ���ڡ�����ȼ������ڡ�ȡ���ͼ����ܷ�ĺû���Ӱ�쵽����©��������¯��������Ҳ����������й�������Ӱ�죬���Ӧ��ȡ�ܷ�װ�á�
5.2.14 ���ڶ��ͭұ�������ڻ�תʽ����¯�ϲ��õ������輼����ͨ����ש��ͭҺ�й��뵪��������ͭҺ���������ٴ��ȴ��ʣ�������������ԭʱ�䣬���ԭ�������ʾ�������Ч����
5.2.15 �С���Ʒλ����ͭ������¯�ھ������������������̺�ɲ���Ʒλ��С��93���Ĵ�ͭ��
5.2.16 ���ݹ����������ʵ�����飬��ͭ��������ɲ���Ʒλ����99��������ͭ����ԭ���к�����ʱ������ͭƷλ�ɰ�ͭ�����ƣ�ͭ��������Ӧ����99����
5.2.17 �۳�����¯�Ͷ�����תת¯����ͭ�ɿ�����1.0����Χ�ڣ�����������Ԫ������������¯�ڵĻ�ԭ�����գ�������ͭ��С��1.0����
5.2.18 ���˸�������������İ�ȫҪ���ݡ����ڿ�չ�����豸�����Ų�����ػ�еר�������ж���֪ͨ��(���ʼ��غ�[2007]355��)��Ҫ�������ڽ������������������ѡ��������ҵ����ұ�����ػ��������� ��5���֣��������ػ���JB��T 7688.5Ҫ���ұ���������ػ���2007��4��18�գ�����ʡ������������������˾���ڲ���ͨ����ʽ���ػ�����ұ���������ػ����˸�ˮ����������ˮ���������������¹ʣ������32��������6�����ˡ��ʱ���Ϊǿ�������ģ������ϸ�ִ�С�
5.2.19 ��������涨�漰�۳�����¯�İ�ȫ���������۳������İ�ȫ��ʩ�����涨������Ϊǿ�������ģ������ϸ�ִ�С�
1 ��ûʽ�����۳�����¯����ǹ������ҵʱ�������壬������ͨ�Ĺķ���ȴǹ�塣���¹�ͣ��ʱ�������жϣ�Ϊ��ֹ��ǹ���𣬱������������¹ʵ�Դ����ǹ��������ǹ����ϵͳ����Ͻ�������ϵͳ��������װ�ú�����ϵͳ�жϸ���ʱ����ǹϵͳ���Զ�ͣ�粢������������������ĭ���¹ʡ�2007��9��9�գ������ȪǦұ������ûʽ�����۳�����¯����ͣ�Ϻ�ʱ��մ���ԭ����ɴ�����ĭ����¯�����¹ʣ���8��10�ˡ�
2 �¹�ͣ��ʱ�״��۳�����¯�����жϣ�������嵹������ǹ��ͬʱ�ж�����ǹ��ȴ����������豸����ȫ��Դ�ɼ�ʱ����¯����ת������ǹת������Һ�����ϣ���֤�豸��ȫ���������ڴ�ͭһ�����磬����֮���������豸���ջ٣���������������������Ա������
3 ��ûʽ�����۳�����¯¯������ά����һ����ȵ����㣬���뷴Ӧ�Ĵ������������ݣ�ͨ����ǹ��������Ŀ��������������������㣬���弤�ҽ���ʹ������ͭ�Ӵ��Ӷ��ﵽ������Ŀ�ġ����¯��¯���ı��������ϴ���ǹ����Ŀ���(������)�ͻ�ѧ��Ӧ���ɵ����岻�ܼ�ʱ�˷�¯���������������´������屻¯��������ʹ¯������������ͣ�������ĭ���¹ʣ�Σ���豸����Ա��ȫ����ûʽ�����۳�����¯ҪΧ�Ʒ�ֹ��ĭ���¹ʲ�ȡ��Ҫ�İ�ȫ������ʩ��
4 ¯����ȴԪ����ȴˮ�ж�ʱ����ȴԪ��ͭˮ���ᱻ��������ش��豸���¹ʡ�
5.2.20 ��������涨�漰������תת¯�İ�ȫ�������Զ�����תת¯��ȫ��ʩ�����涨������Ϊǿ�������ģ������ϸ�ִ�С�
1 ������תת¯��һ�ּȿ��ƺ���ת���ֿ���������ת����бʽת¯��ֻ�е�¯�Ӵ��ڲ���λ��ʱ����ǹ�ſ������¯�ڣ�����ֻ�е�¯�Ӵ��ڼ���λ��ʱ������������������װ����¯�ڼ��ϵij�����˱��������¹ʷ���ʱ��ǹ��������װ�ã���ǹ�����������������װ��֮��Ӧ��������Ʋ�����Ϊ��֤��ȫ����������������װ�ã�����������¯�¹ʣ����������Ա������
2 ��ǹ��ȴԪ���Ĺ�ˮ�����жϣ����������ǹ������Ӱ�����������һ�������ȫ�¹ʡ�
5.2.21 �����Ի�תʽ����¯�İ�ȫ��ʩ�����涨������Ϊǿ�������ģ������ϸ�ִ�С�
1 ��תʽ����¯�Ĺ��տ���Ҫ����ϡ���������������ԭʱ�ÿ���ת��������ʱ��������ת������ֹ����ʧ�أ�Ϊȷ����ȫ������ͻȻͣ��ʱ�������ܲ���¯��ת������ȫλ�õĻ������Ա㽫��������ԭ����ת������������ֹ��ͭ���������ڴ�ͭһ�����磬����֮���������豸���ջ٣���������������������Ա������
2 ��ȴˮ�жϣ�¯�����ȴ�ṹ�����ᱻ��������ش��豸���¹ʺ�����ͣ�١�
5.2.25 �۳�����¯��������תת¯����תʽ����¯¯�弰��ǹ��ȴˮʹ�õ�Ӳ�ȵľ���ˮ���ɱ�����ȴԪ���Ṹ������
6 ұ��¯��������
6.1 һ��涨
6.1.1 ����ͭ��ԭ�Ϸ���ͭһ�㺬Ǧ��п�Ȼӷ������ʣ��ڸ���ұ��ʱ����Щ���ʻ����ұ��¯�����У���Ҫ����������ϵͳ�ռ�������
1 �̳��Ļ��պ��ۺ����ÿɲ��ö�����ʽ�����Գ��۸�����̳�������ҵ����������������ҵ��Ҳ���������̳����պ��ۺ�������ʩ�������̳��е��м۽�����
2 ������Σ�շ�����¼��(�л������������������л��������ҷ�չ�ĸ�ίԱ��2008���1����)�涨��ͭ���������в����ķɻҺͷ�ˮ�������ࡱ����HW48��ɫ����ұ������������Ϊ331-027-48*����ͬʱע��������Դ���ӣ���Σ�����Դ�������Ŀ�����,�ҹ��Ҿ�����ȷ�������Σ�շ��������¼����ע�ԡ�*�������д���Σ�շ���IJ�����λȷ�г��֤��֤�����������ķ��ﲻ����Σ�����Եģ����ض�����ɲ�����Σ�շ�����й�����������̳�Ӧ���ݹ���Σ�շ��������ͼ������м����ж�ΪΣ�շ���ʱ���̳��Ĵ���Ӧͬʱ����Σ�շ��ﴦ�������Ҫ��
6.1.2 ����ͭ��ұ������ͨ���漰�����ۻ���������������ԭ�������ȽΣ����β�����������ͨ�����кܴ�ı仯��Ϊ�˿���ұ��¯¯��ѹ������Ҫ��������ϵͳ�ŷ�����ñ�Ƶ���٣��Ա����¯ѹ�Ŀ��ƣ����⣬�ŷ�����ñ�Ƶ����Ҳ�����ڽ�Լ��Դ��
6.1.3 ��������ϵͳ���豸�ܵ�֮����Ҫ��ȡ���¸��ȴ�ʩ��һ��Ϊ�˸��ȣ���ֹ���������Բ�����Ա����˺�������Ϊ�˱��£���ֹ�����¶ȵ���¶���¶ȣ�����豸���ϻ�Թܵ����豸�ĸ�ʴ��
6.1.6 ���Ż������������ļ�ǿ��������������ͨ����Ҫ���������ŷ��̴��϶�����������ȡ���������������������ϵͳ���Ա�����Ҫ��Ⱦ���ŷ��������ˣ����ʱ��Ҫ���̴ѵļ��λ������ȡ���ں�ȡ��ƽ̨¥�ݣ����λ��Ӧ���ݼ��Ҫ�����صı�ȷ������������б����̶���ȾԴ�����п�����ⶨ����̬��Ⱦ�����������GB��T 16157�����̶���ȾԴ�����ŷ�������⼼���淶��HJ��T 75�͡��̶�Դ������⼼���淶��HJ��T 397�ȡ�
6.2 ��Ʒλ����ͭ������������
6.2.1 ��Ʒλ����ͭ������������Ҫ�ɷ��Ƕ�����̼��ˮ�������͵�������ұ��¯�ų��������¶Ƚϸߣ�һ�㶼��1200�����ϣ��������Ч�����������ȣ����������˷ѡ�����ʵ�ʹ��պ�ȫ����Ҫ�����������ȹ�¯������������������л��������ȷ繩����¯ʹ�á�������ϡ��ȼ�ռ���ʱ�����ڴ�����������������ɲ��������������Ȼ���ϵͳ�����ڸ�Ʒλ����ͭԭ����һ��Ҳ��д����ϵ��л���������������ÿ��ƶ��fӢ��Ⱦ����ʩ��
6.2.2 ��Ʒλ����ͭ���������д������̳������ò����ճ�������Ч�ռ������е��̳��������ճ������ճ�Ч�ʽϸߣ���ʹ�����ﵽ�ŷű���Ҫ��
1 �����ճ�����������¶���Ϊ120�桫200�棬����¶ȵ�ȷ����Ҫ���ݹ��ռ���ѡ�õ��˴�����ȷ������ͬ���˴����²�ͬ��һ����ԣ����������ȹ�¯�ͻ��Ⱥ��¶ȶ���200�����ڡ�
2 �����ճ����˲�������������ҷ�ʽ��ң�����������ң��ܱ��Ⲽ���ճ����ڲ��Ķ����ﳾ��������Ч�ʡ������ճ�������ҿ���Ӧ�����Զ����ڵĿ���ϵͳ�����Լ���ֵ�غͲ�����Ա��Ҳ���������豸���ȶ����С�
3 �����ճ�������Ӧ�����������Ȼ����ȣ�Ŀ����Ϊ�˷�ֹ�����ڿ����Ͻ�¶�������̳��������豸��
4 �����ճ���Ӧ�����ܱ��Żң�Ŀ���Ǽ����豸��©�硣
6.3 �С���Ʒλ����ͭ��ұ����������
6.3.1 �����С���Ʒλ����ͭ��ұ��������Ӧ����ұ�����ռ�ұ��¯������Ⱦ��ɷ�ѡ����ʵ���������������һ���ѡ�õ��������������иɷ���ʪ����ɷ���ʪ����Ϲ��ա�
6.3.2 �С���Ʒλ����ͭ�����������ۡ����ϡ���ԵƤ���л���ȼ�������Ҳ�Ƚϴ����������ȹ�¯������������Ϊ�˱����л��ﲻ��ȫȼ�ղ����Ķ��fӢǰ�����γɶ��fӢ����Ҫ�������ȹ�¯���������¶�������κϳ��¶����ϣ���������500�档
6.3.3 ����ԭ�ϼд����л��ﲻ��ȫȼ�ն������Ķ��fӢǰ������200�桫500��ͣ���㹻��ʱ���ϳɶ��fӢ�����Ϊ��ʹ����Ѹ��Խ�����¶�����ֹ�����е��л��м����ϳɶ��fӢ����Ҫ�������������豸��ʹ�����¶���1s�ڽ���200�����£�����������200�桫500���¶����������ʱ�䡣�����Ǹ���������ҵ����Σ�շ��O�з��մ��ù��̽��輼���淶��HJ��T 176�ƶ��ġ�
�����豸���������¶��˿�����150�桫200�棬���������ջ�����ȴ�豸ʱ�������¶ȿ����ʵ���ߣ���Ӧ����200�棻����������ֱ�Ӳ��ò����ճ���ʱ���¶��˿������˴�ʹ���¶����£�һ����150�����ҡ�
Ϊ��ʹ����˲�������fӢ���κϳ��¶ȣ������豸��Ҫ��������Ч���õ���ͷ������������ˮ������ʱ�䣬�������Ч���������豸�Ĺ�Һ���˲���һ��һ������ȷ�������豸�İ�ȫ�ȶ����С�
6.3.4 �������к��ж��������Ȼ�����廯����������ʲ����øɷ�������������ʱ�����ڼ����豸�Ĺ�Һϵͳ�����Ӽ�Ա��ѳ���Щ�������ʣ�ͬʱҲ�����ƶ��fӢ���γɡ����ø�ʪ����ϵ�������������ʱ�����������˶�����ʪ�������豸����˶Լ����豸�Ĺ�Һϵͳ���Ƿ�Ӽ��Ҫ��
6.3.5 �С���Ʒλ����ͭ��ұ�������д��д����̳������ò����ճ�������Ч�ռ������е��̳������Ҳ����ճ������ճ�Ч�ʽϸߣ���ʹ�����ﵽ�ŷű���Ҫ��
1 �����ճ�����������¶���Ϊ120�桫200�棬����¶ȵ�ȷ����Ҫ���ݹ��ռ���ѡ�õ��˴�����ȷ������ͬ���˴����²�ͬ��һ����ԣ����������ȹ�¯��ȴ���¶ȶ���200�����ڡ�
2 �����ճ����˲�������������ҷ�ʽ��ң�������������ܱ��Ⲽ���ճ����ڲ��Ķ����ﳾ��������Ч�ʡ������ճ�������ҿ����˲����Զ����ڵĿ���ϵͳ�����Լ���ֵ����Ա�Ͳ�����Ա��Ҳ���������豸���ȶ����С�
3 �����ճ�������Ӧ�����������Ȼ����ȣ�Ŀ����Ϊ�˷�ֹ�����ڿ����Ͻ�¶�������̳��������豸��
4 �����ճ���Ӧ�����ܱ��Żң�Ŀ���Ǽ����豸��©�硣
6.3.6 �������Ϲ������滮���ġ����˹�¸��Ħ��Լ����������C����ѿ��м�����(Guidelines on best available tech-niques and provisional guidance on best environmental practices relevant to Article 5 and Annex C of the Stockholm Convention on Persistent Organic Pollutants)���Ƽ�����ѿ��м���������̿������������Ч�������fӢ�����Ϊ��ʹ���������ŷű������÷�״����̿����ϵͳ�������������ӻ���̿�����ѳ������ж��fӢ�����Ⱦ�
����̿���ӵ��������ڲ����ճ�����ڹܵ��ϣ��Ա�ʹ����̿���ȷֲ������˴����γɻ���̿�㣬ͬʱ�ڲ����ճ�����ѻ���̿�ռ�������
����̿���ӵ������¶�Ӧ����200�棬�Ա������̿�Ż�
����̿����ϵͳӦ�ܵ��ں;�ȷ���ƻ���̿�����������Ӷ����ݹ���������ʵ����������������������˷ѡ�
�������ܵ��ϴ�ʱ������̿����ϵͳ�����ӿ�Ӧ���ö�����Ա����̿�������о��ȷ�ɢ��
�����������������ϵͳʱ������̿����ϵͳӦ�����������ϵͳ�������Ա���ݼ�����������������
��״����̿���Ƚ�С�������Ż���˻���̿����ϵͳ�����Ӧ���������
6.3.7 ����������ϵͳ���øɷ���ʪ�����������������ʱ����������ϵͳ���иɷ��ճ��豸����ʪ�����������豸��
1 ʪ�����������豸Ӧ�����ڸɷ����������豸����һ�������ڲ����ճ������������õĺô����ռ����̳�Ϊ���̳�������������̳��ཬ��
2 ʪ�������豸���������ó����豸�������豸���ռ������е�Һ�Σ�����������ˮ�ֵ����ᡣ
6.3.8 �ڲ�����ѡ�øɷ����յ�����£���������ϵͳӦ����ȫʪ�������������գ�����������ϵͳ�豸ȫΪʪ�����������豸��
1 ȫʪ����������ϵͳӦ����ʪ�������豸��ʪ���ճ��豸���䱸�����豸����ҪĿ����ʹ�������º����ƶ��fӢ�����ʵ��γɣ������Ч���ϲ���ͨ������Ҫʪ���ճ��豸�������豸��ʪ���ճ��豸��ѭ�����˲���һ��һ�����Ա�ȷ��ϵͳ��ȫ�ȶ����С�
2 ��ʪ���������ʪ�����������ó����豸���г����������ŷ�����Ա����ŷ������ִ�������Һ�塣
3 ʪ����������ϵͳ�е��̳�������ϴ��Һ�У���Ҫ���ó����ۡ�ѹ�˻����̳������豸��ʹ�̳���ϴ��Һ���롣
6.3.9 ��ʪ�����������豸�Ĺ�Һϵͳ�����Ӽ��Ŀ����Ϊ���ѳ����������Ȼ�����廯����������ʡ�
6.3.10 ����ʪ��������������ʱ��ϴ��Һͨ�����ѭ���������������ų�ϵͳ���������������ˮ����ˮ���������ؽ������к����ʣ���˱���Բ����ķ�ˮ���д����������ŷš�
7 ��⾫��
7.0.1 Ŀǰ��������10��t��a�����Ϲ�ģ��ͭ��⳧�����������ó������ߴ�Ϊ950mm��1000mm������Ϊ320kg��420kg�Ĵ塣���ô��ͼ���ʹ��͵��ۿ����ô��ȳ�������ͬ������ģʱ���������٣���λ��������ߣ�����ռ�����С���ɼ��ٳ�װ�������͵������о��룬��������ߵ�����ҵ�ʣ�����DZ��������ҵ�����е�����Զ����̶ȸߣ��������ҵ�ʣ������Ͷ�ǿ�ȣ����ٲ�����Ա�����ר�õ�������ͬʱ������ۻ�������������Ĺ��ܣ������н����̣��ɱ������������ӵ��۵���ʱ�����ĵ��Һ����������ɻ�����Ⱦ�����ܳ��ֵIJ���©�������ͬʱ�������̳�װ����ҵ���ڣ������ҵ�ʡ����������������½���������罭��ͭҵ���Ź�˾��Ϫұ��������¡ͭҵ����˾����������˾�����ͭҵ����˾��������ɫ���Źɷ�����˾��ɽ��������ɫ��������˾����ұ��ɫ�������ſع�����˾���Ͻ�ͭҵ����˾��������ɫ������������˾��������ҵ�����������ι�˾����ҵ����̲��ô��⣬���䱸�˼�����ҵ����Ͷ��ר�õ�����
7.0.2 �������������ʼ��Ƭ���������Ƚϣ����и�����ŵ㣺
(1)ʡȥ��ʼ��Ƭ���������������������̣��Ͷ������ʸߡ�
(2)����������ǿ�ȸߣ�ƽֱ�Ⱥã������⻬�������̼��࣬���ٶ�·��������������ߵ���Ч�ʡ��ɸߵ����ܶȲ����������ܶȴ�280A��m2��330A��m2������˵�λ����IJ����������������ۺ��ܺĵ͡�
(3)����������������ò�������������壬һ���Խ���Ͷ�ʽϸߡ�ѡ����շ���ʱӦ������Ŀ����Ͷ�ʿ���Ҫ��Ʒ����������Ч��ȷ������ȫ�������֤��ȷ�����ڽ���Ͷ�������������¿����Ȳ��������������ա�����ƹ�ģ����20��t��aʱ���˲�������������ⷨ��
7.0.3 �����й�����ͳ�ƣ�ͭ���������ҵ�Ĺ�ʱ����Ϊ��ʼ��Ƭ�������������Ͳм���װ�۵Ĺ�����ռ27����ʼ��Ƭ����ռ30�����������ռ27����Һ�����ռ8����������ҵռ8�����ִ�ͭ����������Ŵ塢�ߵ����ܶȡ���Ʒ�ʷ�չ����ˣ�ӵ�����Ƶ��Զ���������ҵ���鲻���ɼ����Ͷ���Ա�������Ͷ�ǿ�ȣ��ӿ켫���װ���ٶȣ����ҿ���ߵ����ҵЧ�ʣ���߲�Ʒ�����Ͳ����������ܺģ����ͳɱ�����ʵ�ָ�Ч�ʡ�������������ǰ�ᡣ����ʼ��Ƭ�������������Ҫ�����崦������������ҵ���顢ʼ��Ƭ��ҵ���顢������ҵ���顢�м���ҵ���顢�����ת�˻���5�����飻Ϊ�������ʼ��Ƭ�����䱸�����и���顣�����������ȡ����ʼ��Ƭ��������1��������Ƭ��������ʼ��Ƭ�������顢����ϴ�ӻ���͵�������˻���3�����飬������������⼫�崦��ֻ��������ҵ���顢�м���ҵ���顢������Ƭ����3�����顣���ǵ������ά����������������ÿ��Ĺ���ʱ����Ϊ8h��12h��
7.0.4 ������������У����������ȼ��������ֵԽС���Լ��ٶ�·�������ܺļ���Ʒ�������б�֤��������Ҫ��̫�ߣ��豸�ӹ��Ѷȼ�Ͷ�ʷ��øߣ���˼���ӹ����ȵ�ȷ��Ӧ�����豸���Լ۱ȣ����ߵľ���Ҫ��ʹ�豸����Ҫ����ߣ����Ͷ���˷ѡ������еĻ��������Ⱥͼ����������Ҫ������������������ͭ��ߴ�����ͭ��Ҫ�������еĵ����ߴ��ƽ����������Ҫ���Ǹ���ʼ��Ƭ��ҵ����Ե�����Ҫ���ƶ��ġ�
7.0.5 ���ר�õ����ǵ���ĺ����豸��������ʹ�õ�Ƶ���̶ȼ������غɣ�Ӧѡ�ù�������ΪA7�������������ѡ���ܹ�ͬʱ��������������ר�õ������Լ������ػ����У����̳�װ��ʱ�䣬��������ߵ�����ҵ�ʣ���߲��ܡ���������������ڼ���С��Ϊ��������������壬ר�õ���Ӧ�����Զ���λ���ܣ�ʼ��Ƭ�����������Ӳ����������̶�ȷ���Ƿ�ѡ���Զ���λ��
7.0.6 �������������ò���������壬���ڼ�������ࡢƽֱ�ȸߡ������Ⱥã���ˣ���ʼ��Ƭ�������ɲ��ø��ߵĵ����ܶȺͽ�С�ļ��ࡣ
���۵�λ�ݻ�����������ܶȳ����ȣ�����ڱ�֤����ͭ������ǰ���£����ø��ߵĵ����ܶ���ͭ��ⲻ�����Ŀ�ꡣ����������������ƽ�������ܶ�Ϊ300A��m2����߿ɴ�330A��m2�����ڼ��Ҳ��������������Ĺ����������ܶ�Ҳ��������290A��m2��ʼ��Ƭ����������ż��崦�����顢ר�õ�����ʹ�ã������ʼ��Ƭ�������ȣ������ܶ�Ҳ������ߵ����ƣ����ڴ�ʼ��Ƭ�����������ܶ�һ�㶼��240A��m2��270A��m2����Щ���������Ѵﵽ��290A��m2��Ϊ��ȷ���ȶ������ϸ�����ͭ��Ʒ������ѡ��һ�����������õĵ����ܶȡ������е����ܶȵĹ涨�����˹���������ͭ�������ܶȵ�����ʵ����
��������������ڲ��������ƽֱ�������߷ֲ����ȣ�������·�������ܽ�����ȣ�����м��ʽ�ʼ��Ƭ���������ͣ�һ�㲻����16������ʼ��Ƭ�������м���һ�㲻����20����ͬ�����ľ���뼫��ߴ�ͼӹ����ȵ������й��⣬���������ɷֺ͵������ܶȵ��йء����ڴ�ʼ��Ƭ�������ͬ�����ľ�һ��Ϊ105mm�������������һ��Ϊ100mm��
����������ⷨ�ĵ����ܶȸߣ��۵�ѹ��֮���ߣ����ݶԹ��������ͳ�ƣ���۵�ѹһ��Ϊ300mV��400mV��ƽ��Ϊ350mV�����ֱ����ĸ���ʼ��Ƭ������⡣�����ܶ���ߵ���һ����ǵ���ͨ�����Һʱ�ͷŵ��������ӣ������������������Ӧ�½���
7.0.7 ͭ����Ũ�Ⱥ�������Ũ��Ӱ����Һ���裬���Һ������������Ũ�ȵ����Ӷ����ͣ���ͭ����Ũ�ȵ����Ӷ���ߣ���һ������ͭ�ĵ��Һ�ɷ������ڽ��͵�ġ����⣬�����ܶ����ʱ����λʱ���������Ϸŵ�������ͭ��Ҳ���ӣ���˵��Һͭ����Ũ��Ӧ������ܶȵ���߶���Ӧ��ߣ��ʸߵ����ܶȵ�����������⣬���Һͭ����Ũ�ȱ�ʼ��Ƭ��������Ըߡ������жԵ��Һͭ����Ũ�ȼ�������Ũ�ȵĹ涨���Ǹ���Ŀǰ������ʵ�������еľ�����ƶ��ġ�
7.0.8 �����ĵ��Һ�ɷ��DZ�֤�����ϸ�����ͭ��ȷ�������ĵ��Һ������ģ����Լ�����ɱ�����Ҫ�ֶΡ�ʵ�����������Һ�ɷֿ����ڱ������涨�ķ�Χ�����Ի�ýϺõľ���Ч����
7.0.9 ���ݹ��ڴ��������������ʵ���������㱾�淶��7.0.6������7.0.8����Ҫ���£�ͬʱ����ƺ����������в�ȡ��Ч��ʩ�����۲���ʼ��Ƭ������������������⣬����ͭ�������ɴﵽ���й��ұ�������ͭ��GB��T 467�б�����ͭ(Cu-CATH-2)��Ҫ������Ҫͭұ����������ͭ�����Ѵﵽ�����й��ұ�������ͭ��GB��T 467�иߴ�����ͭ(Cu-CATH-1)�ı���������LMEע��Ҫ��
7.0.10 ���ڵ��Һ����һ������й�ʽ�������Ͱ�ʽ������������ʯī��������Ǧ�ܻ���������ϵ���Ƚϵͣ��ڵ��Һ���ȷ����ѱ���̭���й�ʽ���������ʽ��������ȣ�����ϵ���ͣ�����������豸ռ��������ڳ�����������ά�����ѣ�Ŀǰֻ��һЩ�ϵ�⳧��ʹ�á����Ű�Ƭѹ�Ƽ�������ߣ���ʽ�����������ڼ���Ƭ������ʽ�ɸ��ݼ��Ƚ������ʡ��������������Ƚ���������ƣ�ʹ�������ṹ�����Ϲ�����������Ƭ�Ṹ��������ά�����㡣Ŀǰ���������½���⳧�����ð�ʽ��������
����ͭ���м�ϴ��������70�桫80�����ˮ��ÿ���װ���������ˮ���в����ϴ�������Һ������������ˮ�������ã�һ�������ˮ���ģ�ͬʱ������ˮ���ȼ������ö������������ģ�������������Ҫ���ַ��Ϲ��Ҷ�������ҵ���ܼ��ŵ�Ҫ��
7.0.11 ������������ֺ�ͭ���Է�ˮ�����˺�ѭ��ʹ�ã����������ͭ�����ʣ����ҽ�ʡ�˷�ˮ�����ķ��á�
7.0.12 Ϊ��ά���������ĵ��Һ�¶�����(һ�������60�桫65��)�������������Ȳ���������Ӱ���⾫���������ĵ���Ҫ�����ǵ��Һ��������ɵ�����ʧ�Լ������塢��Һ�ܵ����豸�ı���ɢ����ʧ���ݲⶨ��ʵ�в��渲�ǿɼ���50�����������ģ��۱ڱ��¿ɽ�Լ17�����������ġ����Ա����涨�����ڼ����������ģ�ͬʱ���ɼ��������ӷ������Ʋ���������
7.0.13 �����涨��Ϊ�˼�ǿ�Ͷ����������ƹ������صĻ�������������
7.0.14 ���۳�װ�۶�·�ϵ���ҵ�����ַ�ʽ��һ�Dz����˹������������·������һ�����ڵ���ĸ���ϰ�װң�ض�·���ؽ��ж�ֻ���۷���ͬʱ�ϵ硣���õ����������·����ʽ������ҵ�ʸߡ�Ͷ��ʡ���ŵ㣬�����ڵ�������治��̫�������ڵ͵���ǿ�ȵ������һ����С�����������в��á����ŵ��Ĵ塢�ߵ����ܶȵķ�չ���ƣ�������ǿ��һ�㶼��20000A���ϣ��Ӽ����Ͷ�ǿ�ȡ���ȫ�����ȷ����ۺϿ��ǣ�Ӧ������ĸ�������ö�·����ң�ضϵ緽ʽ��
7.0.15 ��ֹ©���ǽ��͵�ġ���ߵ���Ч�ʵ���Ҫ;��֮һ��Ϊ�˷�ֹ�����©�磬����֮�䡢������¥��֮���������㹻�ļ�϶����ǿ�������������������ľ�Ե���ܣ��ڵ�����֧��������þ�Ե��ש����Ƥ�����ϸ�����ʵ��֤���ô�ʩʮ����Ч��
7.0.16 ��Ϊʼ��Ƭ������⣬ʼ��Ƭ�������ڵ����ҵ���ȶ�������ͭ���������Ϊ��Ҫ����ˣ�������ʼ��Ƭ���ְ�۵ĵ��Һ�ɷ֣����Ӽ��������Լ������ܶȵȼ��������Ŀ��Ʊ�������Ҫ����ߣ����ְ�۵ĵ��Һѭ��ϵͳ�����Ӽ�����װ�ü�ֱ����Դ�ĵ������ã������ڼ�ǿ��ʼ��Ƭ�����ļ������ƣ����ʼ��Ƭ�������������ӹ�Ҫ��
7.0.17 �������У����Һ�е�������������������ͭ��������������Ӱ�죬��˶Ե��Һ���й��ˣ���֤���Һ�Ľྻ�ȣ����������ͭ�������ż�Ϊ��Ҫ�����á��ְ�۵��Һѭ������Ϊ�����۵��Һѭ������6������ʹ����ȫ���ˣ�������Ҳ�����豸Ͷ�ʡ����з��õ����Ӳ��ࡣ�����ְ�۵��Һ��Ϊȫ���ˡ�
7.0.18 ��ǿ���Һ��������ߵ��Һ�ྻ�ȵ���Ч�ֶΣ�������Խ���Һ�ྻ��Խ�ߣ�Խ�����ڸ���������ͭ��Ʒ��������������ĵ��Һ��������ʹ�豸Ͷ�ʡ�ռ��������������з��ö���Ӧ��ߡ�����һЩ��������ʵ�������Һ�Ͼ��õĹ�����Ϊ���Һѭ������20����������ͭ���������ʺ���ƫ�ߣ����Һ�Ĺ�����ռ���Һѭ�����ı����������ӡ����ʵ�ʵ��Һ�����������������ɷ֣��ر����顢�ࡢ�����ʺ�����Ͷ�ʼ����з��õȾ�������ۺϱȽϺ�ȷ�������⣬���Һ��������ٹ��ˣ��ɼӿ�����ٶȡ�
ͭ���Һ����һ��ѡ�ô�ͳ����ʽѹ�˻�����ʽѹ�˻��۸���ˣ�����������ʱ����̨���������ϵͣ���Ҫ�豸̨���࣬ռ�������ʹͶ�����ӡ���ʽѹ���ǿ�ѹ��ǿ�ƹ��ˣ��Ե��Һ������ϸС����������Ч�����ѡ���Ч�������˻��Ե��Һ�����ʹ���������Ĺ����ر���Ч����ʹ���˺�ĵ��Һ�����ﺬ������10mg��L������Ч���dz��á��������������½�������ͭ��⳧���Һ���˶���ø�Ч�ľ������˻���
7.0.19 ���ŵ��������ģ������е�����Զ���װ��ˮƽ����ߣ�����DCS��PLC����ϵͳ�Թ��ղ������豸���С��DZ����Ƚ���ʵʱ��ʾ����ƣ�Ϊʵ����ҵ�Ĺ淶����������Լ��Դ����������������Ա�������Ͷ�ǿ�Ⱥ������ɱ������������ȫ�Լ���Ʒ�ĺϸ��ʵ��ṩ�˱�Ҫ�ı�֤��
7.0.20 �����ҵ�����Һ�ľ������ͷ�������ֵ�仯�����ػ���ɵ��Һ��������������ۡ���λ�ۼ����ܵ�����Һ���������ֲ��䣬���Ե��Һ�������ֱ�ӷ�Ӧ������Һλ�IJ�������ˣ�������Һλ���м��Ϳ�����ָ������֤���������������Ҫ�ֶΣ�ͬʱ������Һλ��Ⲣ���ñ���װ�ã�����Ԥ����������ֵ��Һð�۵��¹ʡ�
7.0.21 �����Ⱥ�ĵ��Һ�����������ʵ���Զ����ڿ��ƣ��ɸ�������ʵ�������ʱ�������Һ�¶ȣ�����Ч�ؿ��Ƶ�⼼��������Ϊ���������������Ʒ�ṩ���ϡ�
7.0.22 �����е��������ÿɱ���һ�������¹�ͣ���ѭ����ֹͣ��Һ����λ���е��Һ�ſգ��������������Լ���λ�ۼ�������۹�Һ��������ѭ�����ۣ����ѭ������ֻ�����������ܳ���ѭ������ð�۵��¹ʵķ�������ȷ����ȫ�����Ĵ�ʩ֮һ��
7.0.23 Ŀǰ�����������ÿɿع��������飬һ����ñ�ѹ�����������������÷�ʽ������������»��������Ч�ʿɴ�95����97����
7.0.24 ������Ҫ����Ա���������ĵ����趨�ġ���������е��Һ���¶�һ�������60�桫65�棬�������¶�̫�ͣ�����ɢ����ʧ������������������ӣ������ܺ����ӣ������������������������ڿ���������������¶����¶����Һ���������豸�������صĸ�ʴ�����ڱ��������������������ò�ů�⣬�ڳ��������ϻ�Ӧ��ȡһ���ı��´�ʩ���Ա�֤������⳧�����¶Ȳ�����15�档
7.0.25 ���������ܵ�������һ���̶��Ͽ��Ի��⼫����ҵ����Ĺ������ɣ����̳�װ��ʱ�䣬��������ߵ�����ҵ�ʣ���ˣ��ں������ü����������������£�Ӧ���þ����ܶ�ļ��������ܡ�
8 ���Һ����
8.0.1 ���Һ������Ŀ�����ѳ����������ڵ��Һ�л��۵ij���������������Ԫ�أ�ͨ��Ϊ�顢�ࡢ������ȡ����������в�����ֱ��д�����ͭ��������ͭ(Cu-CATH-2)�������������Լ�������ͭ���顢�ࡢ������ʵĺ�ͭ��ͺ�ͭ��ȡ����Һ����Ӧ��������ͭ�����ʳɷֺ����Ͳ�������г��������ȷ���������̡�
8.0.2 Ϊ�˼�����ͭ���ĸ������辻��������ͭ���Һ��ͭ����������������ͭ�ķ�����������ᾧ��������ᾧ�����ռ��ɲ����������Ũ��������Ч�ʸߣ�����ͭ�ᾧ�ʸ��һ���Ч���ã���������Ӧ��ǿ��������ᾧ��������Ũ�ȸߣ��ᾧ��������Ҳ��������������������ͭ�����ʺ����ߣ��������ܽ��ٽᾧ����������������ͭ������������Ҫ��
8.0.3 ����ᾧ����������ͭ���õ���������������վ�������Ч�ʸߡ���̨��������ǿ����ʵ���Զ����Ƶ��ŵ㡣�����豸��ǰһ������й�ʽ���������������Ч�ʵͣ������������Ȼѭ����ʽ�����ٵͣ���Һ�ڻ��ȹ����Ṹ��������������ʽ�������������л���Ч�ʸߡ������������١��Զ����̶ȸߡ�ռ�����С���ŵ㣬�ر��ǰ�Ƭ���ײ�ж���豸���ޡ������Ṹ���㣬�Ͷ�ǿ�ȵͣ��ɷ���������ʽ����Ƭ�������Դ������仯��Ӧ����ǿ���ر��ʺϵ��Һ�����������������ʱ仯�������������������ʹ��ˮ����üȿ�ʵ����գ��ֿɽ���������ͬ���������Ƚ�ʡ�豸Ͷ�ʣ������ڽ��ܡ�
8.0.5 ���Һ�������ѳ����������Ũ���ᾧ�����䶳�ᾧ��������Ũ���ᾧ����Ҫ��������Ӽ���Ũ�����͵���Ũ����������Ũ���ᾧ�����䶳�ᾧ����������Ũ�ȵͣ�����������ƫ�ͣ���ͬ�������������Һ���������ࡣ�䶳�ᾧ�����ŵ����Ͷ������á��������������ɱ��ϵͣ�ȱ�����豸�����ࡢռ���������˽��ʺϴ�����������������Ŀǰ����ͭҵ���Ź�˾��Ϫұ�������õ��Ǹ÷���������Ũ�������ڲ��õ���ȣ������¶ȿɴ�170�棬����������Ũ��Ϊ1100g��L���豸�����̶��������ʸߣ�������˴������������������Ľϸߣ��õ���ŵĵ������˲��ã�Ŀǰ���ڽ���ɫ��������˾��������ɫ���Źɷ�����˾������ͭҵ��Զ����˾����ҵ���ø÷�����
8.0.6 �����ͭʱ�����Խ����︯ʴ���أ����Ʋ���ʱ�������黯���������������ͭ���۱������û�е�ŷ�װ�á��ŷ�װ������ͭ��������豸����������Ŀ����ȷ����ͭ�۹���ʱ�ŷ�װ��Ҳһ��������������۶ϵ�ʱ�����������ϵ�һ��ʱ�����к������ſյ�������ٹر��ŷ����2010��7��10�գ��㽭��Ϫ����ͭҵ����˾���䷢����ͭ����黯���ж���ȫ�����¹ʣ�����10��Ա���ж���Ժ���ȡ������涨��Ŀ�����ڼ�ǿ��ȫ�����Ͷ��������ʱ���Ϊǿ�������ģ������ϸ�ִ�С�
8.0.7 ����˵��ͬ���淶��7.0.10������7.0.11������˵����
8.0.8 ������ͭ����������������Ϊ��Ʒ�������ۣ���ͭ������Σ�շ����ί�о���Σ�շ��ﴦ�����ʵ���ҵ���д�����Ϊ��֤��Ʒ���������ϻ���Ҫ������ͭ����ͭ�ۼ�������������¶��ѷţ�����ͳһ������ͬһ�ֿ��ڣ���Ʒ���õ�ǽ������
8.0.9 ���Һ�����������320d�����Ǹ��ݹ��ڴ��������������ʵ���ƶ��ġ�����ʱ���١�ÿ��ľ�Һ����ᵼ�¾�����ʩ�Ӵ����Ͷ���˷ѡ�
9 ��������
9.1 һ��涨
9.1.1 ���������ǹ������̵ľ�����֣�����Ҫ����Ӧ���㹤�����̵���Ҫ��
9.1.2 ����·��Ӧ��������Ҫ��������������������ȷ�������ⷴ������ͽ�������.�����������������������̸������ϵ�������롣
9.1.3 ͭұ�������豸�����רҵ��ʩ�࣬������żܡ������ܵ���ˮ�ܡ���(��)���ҵȣ�Ӧͳ��ǣ��������á���Ҫ�IJ����������غ����϶ѳ������õ���Ҫ���ݣ�Ӧ����ֿ��ǡ�
9.1.4 �����ڷ��ڽ���ʱ���ڹ���������ӦԤ�������豸��λ�ã��Գ���Ӧ�������������ĺ�������ͳ��أ�������ڽ���ʱ�ı�����
9.1.5 ���䳧������Ϳ�������㹹����ͳһ���ͱ���Ҫ�������ñ�ͼ��ͨ��ͼ���ӿ���ƽ��ȣ�������������Ϊ��ԼͶ�ʴ���������
9.2 ԭ��Ԥ����
9.2.1 ԭ��Ԥ��������Ӧ��ж������⡢���湦�ܻ�����ҵ�������������µ�����Ѵ档Ϊ�������ֺ�ʵ�ʲ�����Ҫ��������������Ե����ֱ�ʶ��
9.2.2 ������ķ���ͭԭ�ϰ����Ѵ棬�����ű���ԭ����������ϵͳ��������֯������
9.2.3 ��������ķ�ͭ���ʡ��л����ϡ����ɻ������ʺ�Σ�շ����Ӧ����ר�ŵ����������Ա�ͳһ������
9.3 ԭ�ϴ��
9.3.1 �����Է���ͭԭ�ϴ����������������涨��
1 ����豸���ڴ�������ڲ��ã�һҪ����ԭ�϶ѳ�����Ҫ��������ϵͳ��������ԭ��������룬����������
2 �������Ҫά�����ޣ����Ҫ�䱸�����������
3 ��ɢԭ�Ͼ����ѹ��ɳ�Ϊ��¯���ϣ���¯ǰ��������ѷţ��Ա�֤��¯���ϵļ�ʱ������
9.4 ��Ʒλ����ͭ����
9.4.1 �����涨�����ÿ�������������ұ���������ػ��������ڴ�ͭ�����ϡ����ھ���������������������ҵ��
9.4.2 �����������غͼ����豸�����������װ�ͼ�������Ҫ��
9.4.3 �����涨����ͨ�м����м��ϡ����硢����¯�ڵ���ҵ��
9.4.4��9.4.5 �ѳ�����ҵ���ز���ȱ�٣�һ��Ӧͳ�����á�
9.5 �С���Ʒλ����ͭ��ұ��
9.5.1 �������¶ȸߣ���¯����Χ������Ҫ��ȡ���ȴ�ʩ����ͭ��ˮ�ᷢ����ը���ʴ�ͭ��ȫ��Ӧ��ȡ����������ˮ��ʩ��
9.5.2 ¯���ܱ�1.5m���Լ���ͭ��������·����÷�����¼�����ˮ�ܷ��ž�����Ϊ��ֹ���������ջ����º���ˮ��ը��
9.5.3 �������۳�����¯�Ͷ�����תת¯��������������涨��
1 ���ڴ�ͭͨ������ֱ�Ӽ��뾫��¯ȡ�����Ӽ�����������������ڼ�����ҵ�������ͳ���Ͷ�ʣ���ֹ���������Ϳ���Ⱦ���Ƴ����Ͷ�������
2 ����涨�ɼ����̳��ᣬ��߹�¯��Ч�ʡ�
3 ����涨��������������ƺ������Ҫ��
9.6 ��⾫��
9.6.1 ���յ����������һ�����������Ϊ�˱������ػ���������ţ�����������ÿ����������һ̨ר�����ػ�Ϊ�ˡ���ƹ�ģԽ��⳧��Խ��������װ�������࣬���糧����̨���ػ�������볤��������ϲ����ѶȴӶ�Ӱ�������ҵ�ʡ�˫�糧�����ò���ʹ��⳧���������̣����ҿ��������ػ������������ڵ���װ��ʱ���ػ���������ҵ����ϣ���֤������ҵ�ʡ�Ŀǰ��Ͷ���ļ�����ƹ�ģ��10��t��a��30��t��a�ĵ�⳧��������������ʽ������ơ�
9.6.2 ����ӹ����������ڳ����м䣬�������಼�õ��ۣ������������ػ��ӵ��۵��ӹ���������о��룬��������ߵ�����ҵ�ʲ���߲��ܣ�����ѵ����÷�ʽ��������Ҫ����ʱ�����ǵ�����ӹ����鹲�ã����鲼���ڳ����������һ�ˣ��������γɻ��鲼�����м��������÷�ʽ��
9.6.3 �������顢����������ʼ��Ƭ����һ�㲻�Ӵ����Һ�����ò���ʴ����ͨ�������죬���һ�㽫��3�����鲼���ڲ��������۵�����������ͭ���м����˸����ĵ����Һ���䵽�豸�϶���ʴ�豸��
9.6.4 Ŀǰ���ڵĴ���������ͨ�����õ���33m���ȸ��ݼܳ��������۰�4��ϵ�з������õķ�ʽ�����ڵ���ĸ�ŵIJ��ã����ٵ���ĸ�ŵ�������������ģʽ�ѳ�Ϊ���ڵ�⳧�����õ�ͨ��ģʽ��
9.6.5 ���۲���¥���ߵ�ȷ��ֱ��Ӱ�����������߶Ⱥͳ���Ͷ�ʣ���˺�����¥����Ҫ���������Ҫ����Ҫ���ǽ�ʡͶ�ʡ����ǵ���������������۵ĺ����¶ȺͲ��²���Ҫ����¥������Ϊ3.8m��4.5m���ѱ�ʵ��֤����������Ҫ��
9.6.6 ���������ػ����������涨��
1 ����涨�˲�����Ա�ڵ����氲ȫ�����ĸ߶ȡ�
2 ������Ϊ��Ԥ�����ݲ�ȷ��Ƶ����λ���ء�
3 ���ר�����ػ��ļ�ʻ�Ҹ��ݵ�װ��Ҫ����С���ƶ�����������ʵ������ʻ�ҵױ�߾����߶ȴ���2.2m����ȷ�������湤�İ�ȫ������
4 ����������һ��IJɹ�ͨ�������ã����������ػ����˵IJ�����
9.6.7 ʼ��Ƭ�����������ʼ��Ƭ��Ҫ���а�Ƭ������ĸ���ĥ�������������ְ����һ����Ҫ����18m��24m�Ĵ������ء�
9.6.8 ���������һ�˵����ó���Ӧ���ǵ�һ̨���ػ�����ʱ���������ػ��ܶԵ��۽��������ĵ�װ������
9.6.9 �����涨��Ϊ�˱����ڳ������ռ������ˮ�����ڻ��գ���߽��������ʣ����ٷ�ˮ�ŷš�
9.7 ���Һ����
9.7.1 �����涨��Ϊ�����̹ܵ����룬������Һ�������������͡�
9.7.2 ��ͭ����ײ����������黯�����壬����������������ò�����������������������к�������ռ��봦�����ɱ���������������Ӱ�졣�ڳ�����ͷ���ÿ�Ϊ����Ԥ����չ�ռ䡣
9.7.3 ����ͭ����������ҪΪ���¸��ᡢ��Ũ������ͭ��Һ�����ײ����ᾧ�����������������Ӧ�������ø߲�ã�ʹ��Һ���豸֮��ʵ��������
9.7.4 �����涨��Ϊ�˱����ڳ������ռ������ˮ�����ڻ��գ���߽��������ʣ����ٷ�ˮ�ŷš�
10 ұ�����
10.0.1 ����ͭұ��ұ�����Ӧ�Ժ�ͭ�����ͭ����������ұ���ĸ���ԭ�ϻ�ѧ�ɷ֡��ۼ���ѧ�ɷ֡�ȼ�ϻ�ѧ�ɷֵ�����Ϊ��������ȱ��ij���������ʱ���ɲο�ͬ��ԭ�����Ͻ��м��㣬���ܻ���ʵ���������룬��һ���������ұ������Ҫ��
10.0.2 Ͷ�������t��a��Ϊұ�����Ļ������㷽�㣬��ֱ��������ƹ�ģ������ȡС�������λ������ұ�����ľ���Ҫ��
10.0.3 �������еļ�����λ�����˹��ҷ�����������Ҳ��ұ���������һ����õġ�
10.0.4 ����ͭұ��������רҵ��ұ������ǹ�����Ƶ���Ҫ����������ֱ�ӹ�ϵ��������Ŀ�Ľ���Ͷ�ʺ���ҵ�����ĸ��������ָ�꣬����������м��㲢����ȷ��ұ�������̺ͼ��������������㹤�������������Ҫ��Ҳ�������������רҵ�ṩ����������ǰ�ᡣ��Ҫ����ұ���������ݣ�һ������Ŀ����ƽΡ����ݺ����Ҫ�������õĹ��ռ�������ľ������������������