ICS 25.160.30:83.140.40
CCS G 42
^igiii^
中华人民共和国国家标准
GB/T 2550—2025
代替GB/T2550—2016
气体焊接设备 焊接、切割和类似作业用 橡胶软管
Gas welding equipment—Rubber hoses for welding,cutting andalliedprocesses
2025-08-29发布
2026-03-01实施
国家市场监督管理总局 国家标准化管理委员会
GB/T 2550—2025
前
言
本文件按照GB/T1.1—2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定 起草。
本文件代替GB/T2550—2016《气体焊接设备 焊接、切割和类似作业用橡胶软管》。与GB/T2550— 2016相比,除结构调整和编辑性改动外,主要技术变化如下:
a) 更改了焊剂燃气软管的定义(见3.3,2016年版的3.3);
b) 增加了外径的要求(见8.2);
c) 增加了壁厚的要求(见8.3);
d) 更改了同心度的要求(见8.4,2016年版的8.2);
e) 更改了室温柔性测试的试验方法(见9.2.5,2016年版的9.2.5);
f) 更改了低温柔性测试的试验方法(见9.2.6,2016年版的9.2.6);
g) 增加了氦气的颜色标识(见10.1);
h) 更改了软管外覆层标志内容,由“公称内径”更改为“d)内径和外径基本规格的组合”(见 10.2,2016年版的10.3)。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别专利的责任。
本文件由中国石油和化学工业联合会提出。
本文件由全国橡胶与橡胶制品标准化技术委员会(SAC/TC35)归口。
本文件起草单位:蓬莱市临阁橡塑制品有限公司、山东悦龙橡塑科技股份有限公司、浙江三孚科技 有限公司、漯河利通液压科技股份有限公司、河北九星橡塑制品有限公司、河北润特新材料科技集团有 限公司、沈阳橡胶研究设计院有限公司。
本文件主要起草人:李亮、郭旭、李浙旺、刘随强、吴炳兰、吴国沄、迟迎训、刘明奇、吴沛源、李东伟、 杨鹏、白春显。
本文件及其所代替文件的历次版本发布情况为:
———1981年首次发布为GB/T2550—1981,1992年第一次修订,2007年第二次修订,2016年第三 次修订;
———本次为第四次修订。
Ⅰ
GB/T 2550—2025
气体焊接设备 焊接、切割和类似作业用 橡胶软管
1 范围
本文件规定了焊接、切割和类似作业用橡胶软管(包括并联软管)的要求。
本文件规定了2.0MPa的常规型和(限于最大工作压力为1.0MPa,且内径小于或等于6.3mm)轻 型橡胶软管及乙炔软管(最大工作压力为0.3MPa)的要求。
本文件适用于工作温度为-20℃~+60℃,且有如下用途的软管:
———气体焊接和切割;
———在惰性或活性气体保护下的电弧焊接;
———类似焊接和切割的作业,特别是加热、铜焊和金属喷镀。
本文件不适用于热塑性塑料软管,也不适用于高压(>0.3MPa)乙炔软管。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文 件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于 本文件。
GB/T528 硫化橡胶或热塑性橡胶 拉伸应力应变性能的测定
GB/T1690 硫化橡胶或热塑性橡胶 耐液体试验方法
GB/T2941 橡胶 物理试验方法试样制备和调节通用程序
GB/T3512 硫化橡胶或热塑性橡胶 热空气加速老化和耐热试验
GB/T5563 橡胶和塑料软管及软管组合件 静液压试验方法
GB/T5565.1 橡胶和塑料软管及非增强软管 柔性及挺性的测量 第1部分:室温弯曲试验
GB/T5565.2—2017 橡胶和塑料软管及非增强软管 柔性及挺性的测量 第2部分:低于室温 弯曲试验
GB/T7528 橡胶和塑料软管及软管组合件 术语
GB/T9573 橡胶和塑料软管及软管组合件 软管尺寸和软管组合件长度测量方法
GB/T9575 橡胶和塑料软管 软管规格和最大最小内径及切割长度公差
GB/T14905—2020 橡胶和塑料软管 各层间粘合强度的测定
GB/T18422 橡胶和塑料软管及软管组合件 透气性的测定
GB/T24134—2009 橡胶和塑料软管 静态条件下耐臭氧性能的评价
ISO11114-3 气瓶 气瓶和阀门材料与盛装气体的相容性 第3部分:氧气环境中的非金属材料 自点火试验(Gascylinders—Compatibilityofcylinderandvalvematerialswithgascontents—Part3: Autogenousignitiontestfornon-metallicmaterialsinoxygenatmosphere)
ISO15296 气体焊接设备 词汇(Gasweldingequipment—Vocabulary)
3 术语和定义
GB/T7528和ISO15296界定的以及下列术语和定义适用于本文件。
1
GB/T 2550—2025
3 .1
并联软管 twinhose
沿纵向并列连接在一起的两根标准的橡胶软管。
3 .2
通用燃气软管 universalfuelgashose
输送除焊剂燃气外所有燃气的软管。
注:燃气在表5中给出。
3 .3
焊剂燃气软管 fluxfuelgashose
适用于燃气中包含焊剂的软管。
4 缩略语
下列缩略语适用于本文件。
LPG液化石油气(liquefiedpetroleumgases)
MPS甲基乙炔-丙二烯混合物(methylacetylene-propadienemixtures)
5 应用
软管应仅用于输送规定的气体(见10.1)。
6 软管设计
本文件包括的软管按下列信息设计:
a) 内径,见表1;
b) 压力等级,见表4;
c) 颜色和标志(所输送气体),见表5。
示例1 :6.3mm,轻型。蓝色(氧气)。
示例2:10.0mm,常规型。红色或橙色(通用燃气)。
示例3:6.3mm,轻型,焊剂。红色(焊剂燃气)。
7 材料
7 .1 结构
7 .1 .1 轻型和常规型软管
软管应包含:
a) 对于总壁厚≤3.0mm的软管,橡胶内衬层最小厚度为1.3mm;总壁厚>3.0mm的软管,橡胶 内衬层的最小厚度为1.5mm;
b) 采用适当工艺铺放的增强层;
c) 最小厚度为1.0mm的橡胶外覆层。
7 .1 .2 焊剂燃气软管
焊剂燃气软管应包含:
2
GB/T 2550—2025
a) 带塑料镶衬层的橡胶内衬层,其塑料镶衬层最大厚度应为0.5mm;对于总壁厚≤3.0mm的软 管,橡胶内衬层的最小总厚度为1.3mm;总壁厚>3.0mm的软管,橡胶内衬层的最小总厚度 为1.5mm;
b) 采用适当工艺铺放的增强层;
c) 最小厚度为1.0mm的橡胶外覆层。
7 .1 .3 并联软管
并联软管的每根软管结构应符合7.1.1或7.1.2的规定,两根软管应在挤出和(或)硫化过程中沿纵 向并联,并应能无损坏分离(见9.3.7)以保证装配接头。
7 .2 制造
内衬层和外覆层应厚度均匀,无气孔、砂眼和其他缺陷。
8 尺寸和公差
8 .1 内径
软管的内径及公差应符合表1的规定。
表1 公称内径、内径、公差
|
公称内径 |
内径 mm |
公差 mm | |
|
4 |
4 |
.0 |
±0.4 |
|
4.8 |
4 |
.8 | |
|
5 |
5 |
.0 | |
|
6.3 |
6 |
.3 | |
|
7.1 |
7 |
.1 | |
|
8 |
8 |
.0 |
±0.5 |
|
9.5 |
9 |
.5 | |
|
10 |
10.0 | ||
|
12.5 |
12.5 |
±0.6 | |
|
16 |
16.0 | ||
|
20 |
20.0 | ||
|
25 |
25.0 | ||
|
32 |
32.0 |
±1.0 | |
|
40 |
40.0 |
±1.25 | |
|
50 |
50.0 | ||
注:对于中间的尺寸,数字从优先数系R20中选取(见GB/T321),公差按表1所示的相邻较大内径规格的公
差计。
3
GB/T 2550—2025
8 .2 外径
软管外径的基本尺寸应由制造商通过确定相对于软管内径基本尺寸的软管总壁厚(包括橡胶内衬 层、橡胶外覆层和增强层)来确定。外径的基本尺寸公差应符合表2的规定。
表2 外径范围和相应的公差与同心度
|
外径范围 |
外径的公差 mm |
同心度(最大) mm |
|
≤12.0mm |
±0.6 |
0.6 |
|
12.0mm<•≤16.0mm |
±0.8 |
0.7 |
|
16.0mm<•≤22.5mm |
±1.0 |
0.8 |
|
22.5mm<•≤42.0mm |
±1.5 |
1.0 |
|
>42.0mm |
±1.8 |
1.3 |
8 .3 壁厚
软管的橡胶内衬层、橡胶外覆层和塑料镶衬层的厚度不应小于7.1.1和7.1.2规定的最小厚度。
8 .4 同心度
当按照GB/T9573测量时,软管的同心度应符合表2的规定。
8 .5 切割长度和公差
切割长度和公差应符合GB/T9575的规定。
9 要求和型式检验
9 .1 通则
要求和型式检验以及试验所需的样品数量应符合附录A的规定。
9 .2 基本要求
9 .2 .1 拉伸强度和拉断伸长率
当按照GB/T528试验时,内衬层、外覆层材料的拉伸强度和拉断伸长率应不小于表3给出的值。
表3 拉伸强度和拉断伸长率
|
胶层 |
拉伸强度 MPa |
拉断伸长率 % |
|
橡胶内衬层 |
5.0 |
200 |
|
外覆层 |
7.0 |
250 |
|
塑料镶衬层 |
5.0 |
120 |
4
GB/T 2550—2025
9 .2 .2 加速老化
按照GB/T3512(空气老化箱)的规定在(70±2)℃下老化7d之后,内衬层和外覆层的拉伸强度 和拉断伸长率的降低分别不应大于原始值的25%和50%。
9 .2 .3 粘合强度
当按照GB/T14905—2020使用2型或4型试片试验时,相邻层间的粘合强度应不小于1.5kN/m。 对于焊剂燃气软管,其塑料镶衬层应在试验之前除去(见9.3.4)。
9 .2 .4 静液压要求
当在室温下按照GB/T5563试验时,软管应符合表4的规定。
表4 静液压要求
|
项目 |
乙炔 |
轻型 (公称内径≤6.3) |
常规型 (所有规格) |
|
最大工作压力 |
0.3MPa |
1.0MPa |
2.0MPa |
|
验证压力 |
0.6MPa |
2.0MPa |
4.0MPa |
|
最小爆破压力 |
0.9MPa |
3.0MPa |
6.0MPa |
|
在最大工作压力下长度变化 |
±5% | ||
|
在最大工作压力下直径变化 |
±10% | ||
9 .2 .5 室温柔性
在GB/T2941规定的标准实验室温度下,按照GB/T5565.1进行试验,弯曲直径Dc为10di(Dc 最小80mm,di为内径),变形系数T/D应不小于0.8。软管的弯曲部位应无弯结。
9 .2 .6 低温柔性
在(-25±3)℃下,按照GB/T5565.2—2017的方法B试验,Dc为10di(Dc最小80mm,di为内 径),当软管承受表4规定的验证压力(室温下进行)时应无泄漏迹象。
9 .2 .7 耐炽热颗粒和热表面性能
软管的外覆层应具有足够的耐与炽热颗粒和热表面相接触的性能。为满足此要求,试样应承受附 录B给出的试验条件60s而不泄漏。
如果第一次试验失败,随后的两次试验都应满足要求。
9 .2 .8 耐臭氧性能
内径小于或等于25mm的软管应按照GB/T24134—2009的方法1进行试验,Dc符合9.2.5的规 定。内径大于25mm的软管应按照GB/T24134—2009的方法3进行试验。对于这两种方法,在放大 两倍的情况下检查,外覆层应无龟裂的迹象。
5
GB/T 2550—2025
9 .3 特殊要求
9 .3 .1 氧气软管的不燃性要求
不燃性试验应按照ISO11114-3或附录C进行。
当按ISO11114-3进行试验时,初始条件应设定在2.0MPa(室温),自燃温度应高于150℃。
当按照附录C规定的方法试验时,内衬层的三个试样应在360℃~365℃恒温下,在装置中保持 2min不燃烧。
如果在2min内至少2个试样有燃烧的迹象,该软管应被视为不合格。如果在2min内只有一个 试样有燃烧的迹象,则应再制备三个试样并进行试验。如果在2min内这第二组的三个试样中任意一 个有燃烧的迹象,该软管应被视为不合格。
9 .3 .2 乙炔软管耐丙酮和二甲基甲酰胺性能
在GB/T2941规定的标准实验室温度下,将内衬层试样浸入丙酮或二甲基甲酰胺中70h,按照 GB/T1690规定的方法计算时,质量增加不应超过8%。
9 .3 .3 丙烷软管耐正戊烷性能
当按照附录D的规定试验时,软管内衬层试样吸收的正戊烷的质量分数不应超过15%(见D.1),正戊 烷萃取物的质量分数不应超过10%(见D.2)。
9 .3 .4 焊剂燃气软管耐硼酸三甲酯-甲醇恒沸物性能
9.34.1在硼酸三甲酯-甲醇恒沸物中调节后的粘合强度
从橡胶内衬层上除去塑料镶衬层。
将软管的一端密封,并注入试验液体,在(23±2)℃下调节(70±2)h,然后排空软管内液体并停放 24h。
粘合强度试验按照GB/T14905—2020进行,按2型或4型试样要求从排空试验液体的软管上裁 取三个试样。橡胶内衬层与增强层之间的粘合强度应符合9.2.3要求。
9.34.2在硼酸三甲酯-甲醇恒沸物中调节后的拉伸强度和拉断伸长率
当按照以下方法试验时,软管的拉伸强度和拉断伸长率的变化值应小于9.2.1给出初始值的30%。
将软管的一端密封,并注入试验液体,在(23±2)℃下调节(70±2)h,然后排空软管内液体并停放 24h。
拉伸强度和拉断伸长率试验按照GB/T528进行,从排空试验液体的软管内衬层的塑料镶衬层上 裁取五个试样。测量应在排空软管24h后进行。
拉伸强度和拉断伸长率的变化值应满足规定的要求。
9.34.3硼酸三甲酯-甲醇恒沸物中浸渍后质量和体积变化
质量和体积变化试验按照GB/T1690进行,试验用的三个塑料镶衬层试样应从软管上截取,并在 (23±2)℃在浸入试验液体中(70±2)h。
内衬层的塑料镶衬层的质量和体积变化不应超过8%,测量应在试样从试验液体中取出30min后 进行。
6
GB/T 2550—2025
9 .3 .5 焊剂燃气软管柔性
一根样品软管充满硼酸三甲酯-甲醇恒沸物在(23±2)℃下浸泡70h。然后该焊剂燃气软管应进 行9.2.5规定的相同试验。试验应在软管排空溶剂后30min内进行。除了满足9.2.5的要求外,当(在 室温下)承受表4规定的验证压力时,软管应无泄漏迹象。
9.3.6 LPG、MPS、天然甲烷软管、通用燃气软管和焊剂燃气软管的气体渗透性
当使用95%的丙烯试验气体在气缸压力(大约0.6MPa)下,且在GB/T2941中规定的标准实验室 温度(23±2)℃下,按GB/T18422进行试验时,不论内径大小,气体渗透量都不应超过25cm3/ (m·h)。
9 .3 .7 并联软管的要求
9 .3 .7 .1 通用要求
按照以下试验方法分离的并联软管,两根个体软管都应符合本文件的要求。当对特定型别软管实 施相关试验时,每根个体软管都应满足全部的要求。
9 .3 .7 .2 并联软管的分离试验
应以介于25N至100N之间的力将并联软管分成两根个体的软管。
试验应在拉伸试验机上进行。先用刀在并联软管上分离足够长度的并联软管以确保每根个体软管 都能固定在夹具上,在未分离的软管上标记200mm。以100mm/min的夹具分离速度开始试验并分 离300mm长。所考虑的力值为曲线凹点相位分布的平均值,排除拉力还不稳定的初始100mm。
9 .3 .8 通用燃气软管要求
软管应符合9.3.2、9.3.3和9.3.6的要求。
10 软管颜色和标识
10.1 软管外覆层颜色标识
为了标识软管所适用的气体,软管外覆层应按表5的规定进行着色和标识。对于并联软管,每根个 体软管应按本文件进行着色和标识。
表5 软管外覆层颜色标识
|
气体 |
外覆层颜色和标识 |
|
乙炔和其他可燃性气体a(除LPG、MPS、天然气、甲烷 外) |
红色 |
|
氧气 |
蓝色 |
|
空气、氮气、氩气、氦气b、CO2 |
黑色 |
|
LPG、MPS、天然气、甲烷 |
橙色 |
|
除焊剂燃气外(本表中包括的)燃气 |
红色/橙色 |
7
GB/T 2550—2025
表5 软管外覆层颜色标识(续)
|
气体 |
外覆层颜色和标识 |
|
焊剂燃气 |
红色-焊剂 |
|
外覆层颜色也可由供需双方商定 | |
|
a 关于软管对氢气的适用性,应咨询制造商。 b关于软管对氦气的适用性,应咨询制造商。 | |
10.2 标志
软管外覆层应至少每隔1000mm牢固地标志下列内容:
a) 本文件编号,GB/T2550;
b) “焊剂”(仅适用焊剂燃气软管);
c) 最大工作压力,单位兆帕(MPa);
d) 内径和外径基本规格的组合,单位毫米;
e) 制造商和(或)供应商的标志(如示例中的XYZ);
f) 制造年份。
示例1 :GB/T2550-2MPa-10×17-XYZ-2018。
示例2:GB/T2550-焊剂2MPa-6.3×12.3-XYZ-2018。
8
GB/T 2550—2025
附录A
(规范性)
不燃性试验方法型式检验
型式检验是确认制造商提供的证明制造方法和软管设计满足本文件全部要求的证据,型式检验应 在最长每隔5年,或当制造方法或材料发生变化时重复一次。
根据软管颜色代码和标志制定的型式检验要求及对应的样本数量见表A.1。
对于“拉伸强度和拉断伸长率”和“加速老化”两项试验应在从软管上或者从硫化程度与制造软管相 同的标准试片上切取的试样上进行。
表A.1型式检验要求和对应的试样数量
|
要求 |
章条 |
颜色编码和标志 |
试样数量 | |||||
|
红色-焊剂 |
红色 |
蓝色 |
黑色 |
橙色 |
红色和橙色 | |||
|
拉伸强度和拉断伸 长率 |
9.2.1 |
× |
× |
× |
× |
× |
× |
5 |
|
加速老化 |
9.2.2 |
× |
× |
× |
× |
× |
× |
5 |
|
氧气软管的不燃性 |
9.3.1 |
N/A |
N/A |
× |
N/A |
N/A |
N/A |
3( + 3a),根据附录C; 或 1,根据 ISO 11114-3 |
|
耐丙酮和二甲基甲 酰胺性能 |
9.3.2 |
× |
× |
N/A |
N/A |
N/A |
× |
3 |
|
耐正戊烷性能 |
9.3.3 |
× |
N/A |
N/A |
N/A |
× |
× |
3 |
|
焊剂燃气软管耐硼 酸三甲酯-甲醇恒 沸物 |
9.3.4 |
× |
N/A |
N/A |
N/A |
N/A |
N/A |
3,增强层与内衬层之 间的粘合强度; 3,质量和体积变化; 5,拉伸强度 |
|
静液压要求 |
9.2.4 |
× |
× |
× |
× |
× |
× |
1 |
|
粘合强度 |
9.2.3 |
× |
× |
× |
× |
× |
× |
3 ,增强层与外覆层; 3,增强层与内衬层 |
|
室温柔性 |
9.2.5 |
× |
× |
× |
× |
× |
× |
1 |
|
焊剂燃气软管柔性 |
9.3.5 |
× |
N/A |
N/A |
N/A |
N/A |
N/A |
1 |
|
低温柔性 |
9.2.6 |
× |
× |
× |
× |
× |
× |
1 |
|
耐炽热颗粒和热表 面性能 |
9.2.7 |
× |
× |
× |
× |
× |
× |
1( + 2a) |
|
耐臭氧性能 |
9.2.8 |
× |
× |
× |
× |
× |
× |
2 |
|
气体渗透性 |
9.3.6 |
× |
N/A |
N/A |
N/A |
× |
× |
1 |
|
标志 |
10.2 |
× |
× |
× |
× |
× |
× |
1 |
|
×——要求的试验; N/ A..不适用的试验 | ||||||||
|
a如有必要,见相关条款。 | ||||||||
9
GB/T 2550—2025
附 录 B
(规范性)
耐炽热颗粒和热表面性能试验方法
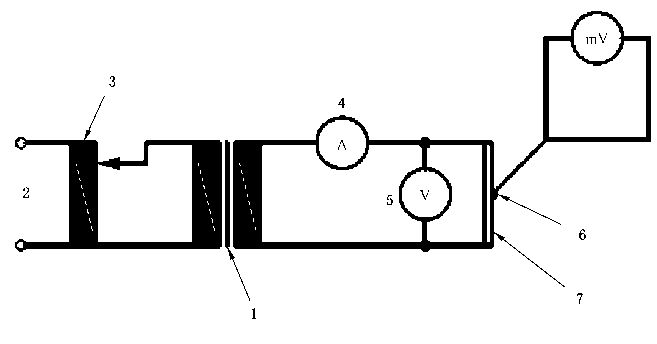
铬镍钢电热丝电路图在图B.1中给出。
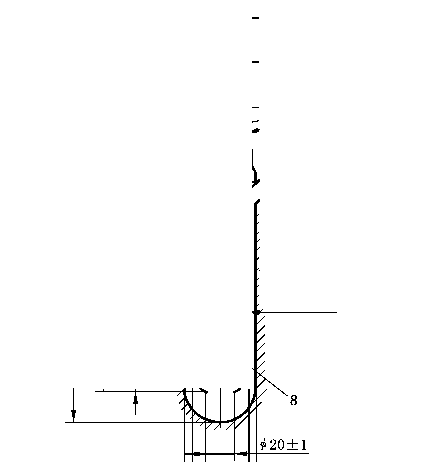
将大约500mm长的软管试样夹持在试验装置中(见图B.2)。将电热丝(直径2.5mm)固定在间隔 100mm的电连接点之间。在试验期间,与软管轴线垂直的炽热金属丝向下的力应为1N(见图B.3)。 试验开始时,给软管充注压力为0.1MPa的惰性气体,例如氮气。对于并联软管,应将力垂直施加在分 离线上。
在最大2V电压下用50A电流加热金属丝,以获得(800±80)℃的温度。
标引序号说明:
1———绝缘变压器;
2———电源;
3———可变输出变压器;
4———电流表;
5———电压表;
6———热电偶;
7———直径2.5mm的铬镍钢丝。
图B .1 试验装置电路图
10
GB/T 2550—2025
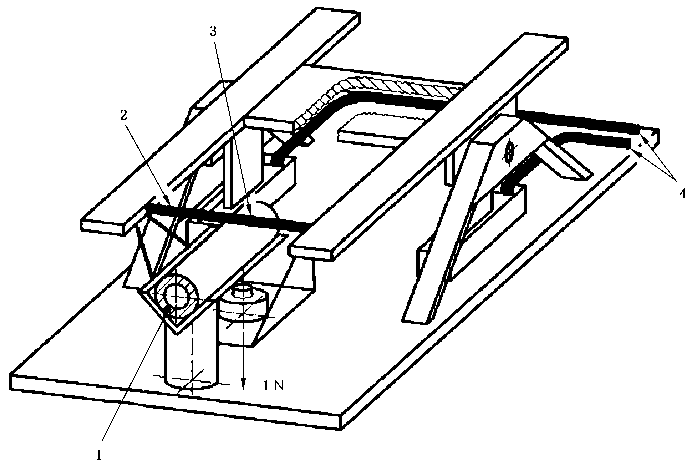
标引序号说明:
1———软管加压至0.1MPa的压力;
2———直径2.5mm的铬镍钢丝;
3———热电偶;
4———电导体。
图B .2 试验装置
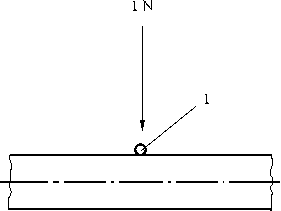
标引序号说明:
1———直径2.5mm的铬镍钢丝。
图B .3 对软管的垂直力
11
GB/T 2550—2025
附 录 C (规范性) 不燃性试验方法
C.1 装置
C.1 .1 图C.1所示装置,硼硅酸盐玻璃管部位的壁厚为:
a) 直径为6mm~9mm的,壁厚为0.75mm~1.25mm;
b) 直径为36mm~46mm的,壁厚为1mm~2mm。
C.1.2 加热炉,350W,内部尺寸:深150mm,直径50mm。
C.1.3 管状变阻器,190Ω~200Ω,可螺旋移动或具有连续可变输出电压的自耦变压器。
C.1.4 校准的氧气流量计:在15℃大气压下流量为0L/min~5L/min。
C.1.5 充氮汞柱玻璃温度计:适用于浸没150mm,刻度约300℃~400℃,刻度间隔不大于5℃,起始 刻度在水银球上方200mm以上。
单位为毫米
标引序号说明:
1———氧气出口;
2———耐热密封件;
3———温度计;
4———管口;
5———14/23接头;
6———氧气入口;
7———铝箔;
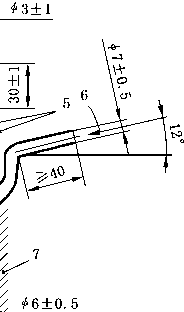
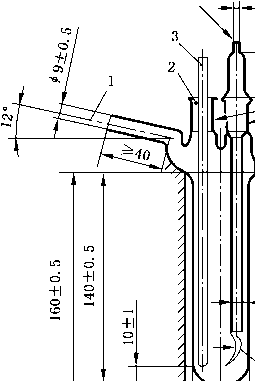
6 36 ± O. 5
646±0. 5
8———钨丝,直径0.7mm,渐细成尖头,长度为(20±0.5)mm。
图C .1 内衬层样品燃烧试验用装置
12
GB/T 2550—2025
C.2 步骤
将燃烧试验装置包封在铝箔中,插入电热炉中。铝箔的作用是使辐射的热损失减少到最小,以获得 更均匀的温度分布。用可变电阻器或自耦变压器调节电热炉的能量供应,使温度保持在360 ℃~ 365℃,氧气流量为(2±0.1)L/min。
将试验用橡胶内衬层试样擦净后,切成8mm3~10mm3的块,其边长不应小于1.3mm,也不应大 于2.5mm。
当炉温处于恒温时,取出试样夹具,将受试橡胶内衬层试样块穿在钨丝尖头上,将夹具重新放置在 装置中。此操作应快速进行,从而使冷却程度减到最小,钨丝尖端应保持清洁和锐利。
试样在装置中至少保持2min,在此期间仔细观察它有无燃烧的迹象。可能会观察到烟雾,但这不 能证明其燃烧,燃烧一般伴有火花,有时伴有小爆炸。当试样发生燃烧时,装置的温度会升高,应允许有 一段时间让温度回到适合的试验温度。
依次连续试验三个试样。
13
GB/T 2550—2025
附 录 D (规范性) 耐正戊烷试验方法
D.1 称量一份软管内衬层,然后在GB/T2941定义的标准实验室温度(23±2)℃下将其浸于正戊烷 中72h,正戊烷的体积应至少是试片体积的50倍。
D.2 浸泡之后,试片在标准室温下于空气中调节5min,重新称量,并在标准实验室温度下再调节 24h,再重新称量。
D.3 用公式(D.1)计算吸收的正戊烷的质量分数wx,以%表示:
w =m1-m2×100 wx m0
用公式(D.2)计算正戊烷萃取物的质量分数wc,以%表示:
(D.1)
式中:
m0-m2 wc=
m0
×100
(D.2)
m0 ———试样的初始质量,单位为克(g);
m1 ———浸泡并调节5min后的试样质量,单位为克(g);
m2 ———再次调节24h后的试样质量,单位为克(g)。
14
GB/T 2550—2025
参考文献
:1] GB/T 321优先数和优先数系
15